
リサイクル可能な剥離紙付き接着ラベル及びその製造方法
【課題】 本発明の課題は、接着ラベルにおいて、ラベル用基材紙と剥離紙とを工業的に再生して資源保護に貢献し得るばかりでなく、一段工程で容易に製造するとこができる実用性の優れたリサイクル可能な剥離紙付き接着ラベルを提供することにある。
【解決手段】 ラベル用基材紙4と剥離紙8との間にポリビニルアルコ−ル系樹脂接着剤層2を積層一体化して成る接着ラベルであって、該ポリビニルアルコ−ル系樹脂接着剤層とラベル用基材紙との接着強度を30g/15mm以上に、且つ該ポリビニルアルコ−ル系樹脂接着剤層と剥離紙との接着強度をポリビニルアルコ−ル系樹脂接着剤層とラベル用基材紙との接着強度よりも低く、5〜 100g/15mmの範囲に形成させて成るリサイクル可能な剥離紙付き接着ラベル。
【解決手段】 ラベル用基材紙4と剥離紙8との間にポリビニルアルコ−ル系樹脂接着剤層2を積層一体化して成る接着ラベルであって、該ポリビニルアルコ−ル系樹脂接着剤層とラベル用基材紙との接着強度を30g/15mm以上に、且つ該ポリビニルアルコ−ル系樹脂接着剤層と剥離紙との接着強度をポリビニルアルコ−ル系樹脂接着剤層とラベル用基材紙との接着強度よりも低く、5〜 100g/15mmの範囲に形成させて成るリサイクル可能な剥離紙付き接着ラベル。
【発明の詳細な説明】
【0001】
【発明の属する技術分野】本発明は、水溶性ポリビニルアルコ−ル系樹脂を接着剤層とする剥離紙付き接着ラベルに関し、特に、製造が容易で、しかも、使用した剥離紙とラベル紙を容易に再生し得るリサイクルが可能な剥離紙付き接着ラベル及びその製造方法に関するものである。
【0002】
【従来の技術】従来の接着ラベルは、ラベル用基材紙の下面に接着強度の大きな粘着剤層、該粘着剤に対して剥離可能なシリコ−ン/ポリエチレン系剥離層及び剥離紙を順次積層状に接合一体化させた構成を有するものである。この接着ラベルは、ラベル用基材紙と剥離紙とが粘着剤層と剥離層の接合面で分離され、接着ラベルの裏面の粘着剤層を被適用面に圧着するように使用される。
【0003】かかる従来の接着ラベルは、ラベル用基材紙裏面に適用される酢酸ビニル系樹脂,ゴムラテックスやアクリル系樹脂等の粘着剤層及び剥離紙裏面に適用されるシリコ−ン/ポリエチレン系接着剤層を、それぞれの紙材料から分離することが困難なため、接着ラベルに使用されたラベル用基材紙と剥離紙は回収して工業的に有利に再生利用することが実質的にできなかった。
【0004】
【発明が解決しようとする課題】従って、本発明の課題は、上記の如き実状に鑑み、ラベル用基材紙と剥離紙とを再生して資源保護に貢献し得る接着ラベルを提供することにある。また、本発明の他の課題は、特に、製造が容易で且つ使用後に主材紙を剥がすとき粘着剤層を実質的に残すことなく、被適用面を容易にクリ−ンな面に戻すことができる実用的に望ましい接着ラベルを提供することにある。本発明の更に他の技術的特徴ないし利点は、以下の記載から一層明らかになるであろう。
【0005】
【課題を解決するための手段】本発明者らは、上記課題を解決する手段として、特に、ラベル用基材紙と剥離紙との間に介在させる接着剤に着目して研究を重ねた結果、従来のような複合体接着剤ではなく、単一の接着剤、特に、ポリビニルアルコ−ル系樹脂接着剤を使用し、該接着剤と各基材紙との接着強度が適度に異なるように構成させることにより、上記課題が効果的に達成されることを知った。
【0006】すなわち、本発明は、前記特許請求の範囲の請求項1ないし3に記載される要件から成る接着ラベル及びその効果的製造方法を提案するものである。本発明の接着ラベルは、特に、ラベル用基材紙と剥離紙との間に単一のポリビニルアルコ−ル系樹脂接着剤層を介在させ、その接着剤とラベル用基材紙及び剥離紙とのそれぞれの接着強度を調整することが重要である。
【0007】上記調整においては、サンドイッチ状に挾持されるポリビニルアルコ−ル(PVA)系樹脂接着剤とラベル用基材紙とは、30g/15mm以上の接着強度があればよいが、実用的には、50g/15mm以上で1000g/15mm以下の接着強度が好ましい。また、該PVA系樹脂接着剤と剥離紙との接着強度は、PVA系樹脂接着剤と基材紙のそれより相対的に低いことが重要で、50g/15mm以上低く、且つ5〜 100g/15mmの接着強度範囲が好ましい。PVA系樹脂接着剤とラベル用基材紙との接着強度が30g/15mm未満では、接合強度が不足してPVA系樹脂接着剤層とラベル用基材紙とが分離し易く、接着剤としての機能を満足させることができないので不都合である。またPVA系樹脂接着剤と剥離紙との接着強度が5g/15mm未満では、使用前に剥がれる恐れがあり、更に100 g/15mmを超えると、剥離紙を接着剤から剥がしにくくなるので好ましくない。望ましい接着強度は、10〜50g/15mmである。
【0008】本発明の接着ラベルは、使用に際して、剥離紙を表面に文字,記号あるいは図柄等が印刷されラベル用基材紙から剥がし、その際、PVA系樹脂接着剤層が接着強度の大きいラベル用基材紙の裏面に残留し、剥離紙は実質的に接着剤を伴うことなく剥離される。剥離紙が取り除かれたラベル用基材紙は、PVA系樹脂の表面に水を塗布するなどして、可及的速やかにその裏面を被貼着面に当てがって感圧接着される。
【0009】本発明の接着ラベルを構成するラベル用基材紙と剥離紙は、従来の接着ラベルに使用されているそれぞれの紙基材が好都合に使用できる。ラベル用基材紙としては、例えば、グラシン紙,上質紙,コ−ト紙,はく紙,ア−ト紙,ホイル紙等が挙げられる。また、剥離紙としては、クラフト紙,グラシン紙,上質紙,パ−チメント紙,セミグラシン紙等を挙げることができる。これらは、いずれも紙単独であってもよく、また、PVA系樹脂やその他の水溶性合成樹脂で含浸、あるいは表面コ−ティングしたものも使用できるが、それらの樹脂処理に関してはPVA系樹脂接着剤層と基材紙あるいは剥離紙とが、比較的容易に分離するように選択される。
【0010】本発明の接着ラベルの前記ラベル用基材紙と剥離紙との間に接着剤層として適用,配置されるPVA系樹脂接着剤は、重合度が 400〜800 の範囲のポリ酢酸ビニルを50〜100 %程度けん化した部分けん化ないし完全けん化したPVA系重合体類であって、冷水又は温水に容易に溶解する高分子化合物である。けん化度が50%未満では、水に対する溶解性が不足するので不都合である。好ましいけん化度は、60%以上である。また、本発明のPVA系樹脂接着剤には、上記のようなけん化PVA類を軽度にアセタ−ル化したもの、及び酢酸ビニルと少量のエチレン,プロピレン,イソブチレン,ふっ化ビニル,塩化ビニル,スチレン,メチルメタクリレ−ト等の一種又は二種以上との共重合体をけん化した変性PVA類が包含される。これらのPVA系樹脂フィルムは、通常知られた方法によって容易に提供することができる。
【0011】接着剤成分としての上記PVA系樹脂は、例えば、Tダイ押出法によって、あらかじめ 0.1〜 100μmの厚さのフィルムに製膜されて接着ラベルの製造に供されるが、そのような押出適性を向上させるため、また接着剤を安定化させて長期間安定な接着ラベルを提供するために、必要に応じて、PVA系樹脂に少量の可塑剤,加工助剤,酸化防止剤,熱安定化剤,光安定剤あるいは塩化ナトリウム,塩化カリウム,塩化カルシウム,塩化亜鉛,塩化マグネシウム等の無機塩類,合成ハイドロタルサイト,A型ゼオライト等の無機復縁類等の安定化助剤等を添加することができる。
【0012】PVA系樹脂に添加される可塑剤は、多価アルコ−ル及びその誘導体類が代表的であって、具体例としては、例えば、エチレングリコ−ル,ジエチレングリコ−ル,トリエチレングリコ−ル,ポリエチレングリコ−ル,プロピレングリコ−ル,グリセリン,ジグリセリン,トリグリセリン,モノ及びジペンタエリスリト−ル,マンニト−ル,ソルビト−ル等が挙げられる。また、これらの誘導体としては、上記多値アルコ−ル類とカルボン酸,アミノ酸又はロジンとのエステル化合物類、例えば、ステアリン酸ペンタエリスリト−ル,アジピン酸ペンタエリスリト−ル,ピロリドンカルボン酸ジペンタエリスリト−ル,グルタミン酸ジペンタエリスリト−ル,ウッドロジンペンタエリスリト−ル,無水マレイン酸変性ウッドロジンペンタエリスリト−ル,ウッドロジングリセロ−ルエステル等が挙げられる。更に、その他の可塑剤類には、例えば、β−アミノクロトン酸と、1,3-又は1,4-ブタンジオ−ル,1,2-ジプロピレングリコ−ル,チオジエチレングリコ−ル,ラウリルアルコ−ル等とのエステル化合物類及びトリス(ヒドロキシエチル)イソシアネ−ト,トリス(メルカプトエチル)イソシアネ−トやトリス(メルカプトプロピル)イソシアネ−ト等が包含される。
【0013】これらの可塑剤類は、PVA系樹脂の重合度が約 600を超える場合には不可欠であって、重合度に対応して、例えば、PVA系樹脂100 重量部に対し、0.01〜30重量部、好ましくは1〜20重量部の範囲から選択添加される。30重量部を超えると、PVA系樹脂の重合度が大きくても、そのPVA系樹脂フィルムから可塑剤が溶出し易くなるので実質的に採用できない。
【0014】PVA系樹脂に添加される加工助剤は、有機スルホン酸塩及び有機リン酸エステル化合物が代表的である。その有機スルホン酸塩類としては、例えば、デシルスルホン酸ナトリウム又はカリウム、ドデシルスルホン酸のナトリウム,カリウム,マグネシウム,カルシウム又はバリウム、テトラデシルスルホン酸のナトリウム,マグネシウムやカルシウム等のアルキルスルホン酸金属塩;ドデシルベンゼンスルホン酸のナトリウム,マグネシウム又はカルシウム塩類、トリデシロキシスルホン酸のナトリウム,マグネシウム又はカルシウム、ペンタデシロキシスルホン酸のナトリウム,マグネシウム又はカルシウム等のアルコキシスルホン酸の金属塩;ドデシルベンゼンスルホン酸のナトリウム,カリウム,マグネシウム,カルシウム又はバリウム、テトラデシルベンゼンスルホン酸のナトリウム,マグネシウム又はカルシウム等のアルカリ−ルスルホン酸の金属塩;ドデシルジフェニルエ−テルジスルホン酸のナトリウム,カリウム,マグネシウム,カルシウム又はバリウム等のアルキルジアリ−ルエ−テルジスルホン酸の金属塩;プロピルナフタリンスルホン酸のナトリウム,マグネシウム又はカルシウムなどのアルカリ−ルスルホン酸の金属塩等が挙げられる。これら加工助剤の成分中のアルキル基は、プロピレンテトラマ−から誘導された分岐型のものより微生物分解性に優れたn−パラフィン系の直鎖状のものが好ましい。
【0015】加工助剤としての有機リン酸エステル化合物としては、例えば、オクチルポリオキシエチレンリン酸エステル,デシルポリオキシエチレンリン酸エステル,ドデシルポリオキシエチレンリン酸エステル,トリデシルポリオキシエチレンリン酸エステル,オクチルフェニルポリオキシエチレンリン酸エステル,ノニルフェニルポリオキシエチレンリン酸エステル,ドデシルフェニルポリオキシエチレンリン酸エステ等が挙げられる。PVA系樹脂に添加されるこれら加工助剤は、PVA系樹脂100 重量部に対し、例えば、0.01〜30重量部、好ましくは 0.1〜8重量部の範囲量が採用される。
【0016】また、本発明の接着ラベルに用いるPVA系樹脂接着剤には、更に、有機亜リン酸エステル,ヒンダ−ドフェノ−ル酸又は含硫黄カルボン酸アルキルエステル等の酸化防止剤、β−ジケトン化合物,エポキシ化合物等の熱安定化助剤、紫外線吸収剤等の光安定剤、塩化ナトリウム,塩化カルシウム,塩化亜鉛,塩化マグネシウム等の無機塩、合成ハイドロタルサイトA型ゼオライト等の無機複塩類の安定化助剤、ポリエチレンやポリプロピレン等の熱可塑性樹脂,でん粉,カルボキシメチルセルロ−ス,カルボキシエチルセルロ−ス等のセルロ−ス誘導体;キサンタンガム,カラギナン,キチン,キトサン等の多糖類;ステアリン酸,燐酸エステルグリセリン脂肪酸エステル,ソルビタン脂肪酸エステル等の滑剤;タルク,炭酸カルシウム等の充填材;硫酸マグネシウム,硫酸亜鉛,硫酸銅,硫酸コバルト,酢酸第一錫,蟻酸鉛,臭化マンガン等の着色剤や発泡剤,pH調整剤等を添加することができる。
【0017】本発明に係る接着ラベルは、その接着剤層が、従来の接着剤成分と異なり、単一のPVA系樹脂接着剤層で形成されるから、製造が極めて容易であり、また使用後のラベル用基材紙と剥離紙は、付着する接着剤層を水に溶解することにより容易に分離できるから、何らの困難性を伴うことなく、資源保護のための再生紙の製造に提供することができる。
【0018】
【発明の実施の形態】本発明に係る接着ラベルは、先ず、上記のようなPVA系樹脂を押出機によりTダイから押し出して所望幅のPVA系樹脂フィルムを作製する。次いで、このフィルムをラベル用基材紙と接合させ、ラベル用基材紙の裏面の接着剤層として一体化させる。その一体化においては、接着強度が30g/15mm以上になるように、60〜180 ℃の温度範囲に保持されたロ−ルで加熱,圧着させる。その場合、圧着ロ−ルを加温して30g/15mm以上の接着強度となるようにすることもできる。次に、ラベル用基材紙がラミネ−トされたPVA系樹脂フィルムの他の面に剥離紙を接合し、30〜130 ℃の温度範囲に保持されたラミネ−トロ−ルで加熱,圧着して5〜100 g/15mmの接着強度に積層させる。
【0019】このように形成された接着ラベルは、剥ぎ取られるストリッパブル剥離紙とPVA系接着剤との接着強度は、接着剤層とラベル用基材紙とのそれより小さいから、ラベル用基材紙と剥離紙とを指で剥がすとき、剥離紙は接着剤を伴うことなく分離し、その裏面には接着剤が実質的に残留しない。また、接着剤層を有する感圧接着されたラベル用基材紙は、使用が終わった後には、要すれば水を用いて剥がされ、更に水と接触させることによって、接着剤は基材紙から容易且つ完全に除去される。
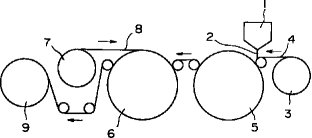
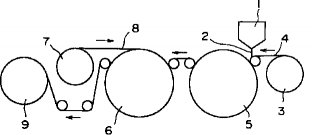
【0020】次に、添付図面により、本発明を更に具体的に説明する。図1は、本発明の接着ラベルの第一の製造方法を説明するための模式的側面図で、図2は、本発明の第二の製造方法の同様の図である。
【0021】図1において、必要に応じて各種添加剤が添加配合されたPVA系樹脂がTダイ1から押し出されて形成されたPVA系樹脂フィルム2は、ラベル用基材紙原反ロ−ル3から引出されたラベル用基材紙4と接合され、60〜 180℃の温度範囲に保持された引取ロ−ル5において加熱圧着される。この時の温度が60℃より低いと、基材紙とPVA系樹脂との接着が不充分となり、180 ℃を超えるとPVA系樹脂が溶融してしまう。圧着された積層体は、次いで、引取ロ−ル5より低い30〜130 ℃の温度範囲に保持されたラミネ−トロ−ル6において、そのPVA系接着剤フィルム2のラベル用基材紙の接合されていない他の面が剥離紙原反ロ−ル7から引出された剥離紙8と接合され、加熱圧着されて接着ラベル巻取りロ−ル9に連続的に引き取られる。この時、ロ−ル9の温度が30℃より低いと剥離紙とPVA系樹脂との接着が不充分となり、130 ℃より高いと接着が強くなりすぎるので不都合である。
【0022】ラミネ−トロ−ルの温度調節範囲について更に詳しく説明すると、ラミネ−トロ−ルの種類は、次の二通りに分かれる。すなわち、(1) ラミネ−トロ−ルがPVA系樹脂をTダイ押出法で製膜した時の引取ロ−ルである場合、すなわち押出ラミネ−ションである場合、及び(2) ラミネ−トロ−ルが (1)以外の場合、すなわち、単純にラミネ−ト用としてだけ使用される場合の二通りである。そこで、ラベル用基材紙とPVAをラミネ−トする場合のより好ましいラミネ−トロ−ルの温度調節範囲は、上記(1) の場合は、60〜130 ℃、(2) の場合は 100〜 180℃の温度範囲である。また、剥離紙とPVAをラミネ−トする場合のより好ましいラミネ−トロ−ルの温度調節範囲は、(1) の場合は60〜130 ℃で、(2) の場合は80〜130 ℃である。
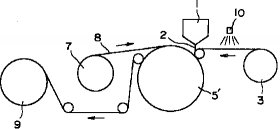
【0023】図2においては、Tダイ1から押し出されて形成されたPVA系樹脂接着剤フィルム2は、ラベル用基材紙原反ロ−ル3から引出されたラベル用基材紙4と接合させる前に、例えば、スプレ−ガン10によって、接着剤フィルムが接合されるラベル用基材紙4の全面に実質的に均一に水が2〜30g/m2 塗布され、接着剤フィルムの他の面には剥離紙が接合されて30〜130 ℃の温度範囲に保持された引取ロ−ル5’において加熱,圧着され、一体に接合されて本発明の接着ラベルが得られる。ここで、水の塗布量が2g/m2 より少ないと基材紙とPVA系樹脂との接着が不充分となり、30g/m2 を超えるとPVA系樹脂が融解する恐れがある。また、引取ロ−ルの温度が130 ℃を超えると接着が強くなりすぎる。
【0024】次に、本発明に用いられるラミネ−トの方法としては、タッチロ−ル形式及び連続プレス形式等が挙げられる。それらの加圧は空気圧式と油圧式のどちらでもよいが、圧力は、通常ダッチロ−ル形式の場合は 0.3〜50 kgf/cm2の範囲である。圧力が0.3kgf/cm2より低いと紙とPVA系樹脂の接着が不充分となり好ましくないが、50 kgf/cm2より高くする必要はない。また、連続プレス形式の場合は1〜100kgf/cm2の範囲である。圧力が1kgf/cm2 より低いとPVA系樹脂の接着が不充分であるが、100kgf/cm2より高くする必要はない。この時のラミネ−トロ−ル又はプレス板の温度調節は両方に行ってもよいし、いずれか一方でもよい。
【0025】
【実施例】
実施例 1〜3および比較例 1〜4重合度約 500のポリ酢酸ビニルのけん化度88%の部分けん化型PVA樹脂 100重量部に、グリセリン20重量部,ドデシルベンゼンスルホン酸カルシウム4重量部,ドデシルポリオキシエチレン燐酸エステル1重量部を添加した混合物を 800mmの幅のTダイを取付けた直径40mmφの二軸押出機に供給して、厚さ20μmの膜を得た。これを挾持するラベル用基材紙としてグラシン紙を、また剥離紙としてクラフト紙を用い、図2に示すような方法によりグラシン紙の表面にスプレ−ガンで水を噴霧して接着ラベルを製造した。この製造工程において、引取ロ−ルの温度及び噴霧水量を変化させ、それらの各種条件並びに、得られた各接着ラベルのPVA樹脂接着剤層とグラシン紙及びクラフト紙との接着強度を調べて結果を表1にまとめた。
【0026】上記実施例1で作製したPVAフィルムを用い、ラベル用基材紙としてグラシン紙を、また剥離紙としてはクラフト紙を用いて図1に示す方法により各種の接着ラベルを製造した。その製造工程においては、引取ロ−ル温度及びラミネ−トロ−ル温度をいろいろ変化させ、得られたそれらの各種接着ラベルについて同様に接着強度を調べた。それらの各ロ−ルの温度条件及び測定結果を下掲表2にまとめて示した。
【0027】
(表1)
引取ロ−ル 水噴霧量 PVA/グラシン紙 PVA/クラフト紙 温度(℃) (g/m2) 接着強度(g/15mm) 接着強度(g/15mm)実施例1 40 5 測定不能 20 〃 2 60 10 測定不能 35 〃 3 80 25 測定不能 50比較例1 20 5 測定不能 2 〃 2 110 5 測定不能 測定不能 〃 3 40 1 5 20 〃 4 40 35 ― ―なお、比較例4は、水の噴霧量が多すぎてPVAフィルムが溶解し、接着剤として機能するに至らなかった。
【0028】
(表2)
引取ロ−ル ラミネ−ト PVA/グラシン紙 PVA/クラフト紙 温度(℃) ロ−ル温度(℃) 接着強度(g/15mm) 接着強度(g/15mm)実施例4 80 80 50 15 〃 5 100 90 80 25 〃 6 120 100 測定不能 50比較例5 50 60 10 2 〃 6 100 150 80 測定不能表中の接着強度は、15mm幅の長い試験片を 300mm/minの速度で、180°の方向に 100mm剥離したときの強度であり、測定不能は、接着強度が強すぎて剥離しなかったことを意味する。
【0029】
【発明の効果】上記具体例から判るように、本発明に係る接着ラベルは、接着剤成分が単一の水溶性PVA系樹脂であるから一段工程で容易に製造するとこができ、更に、各紙材料の使用後の再生紙への工業的リサイクルが可能で、優れた実用性を有し、産業上の利用価値は極めて高い。
【図面の簡単な説明】
【図1】本発明の接着ラベルの第一の製造方法を説明するための模式的側面図である。
【図2】本発明の第二の製造方法を説明するための同様の図である。
【符号の説明】
1・・・Tダイ
2・・・PVA系樹脂フィルム
3・・・ラベル用基材紙原反ロ−ル
4・・・ラベル用基材紙
5・・・引取ロ−ル
5’・・・引取ロ−ル
6・・・ラミネ−トロ−ル
7・・・剥離紙原反ロ−ル
8・・・剥離紙
9・・・接着ラベル巻取りロ−ル
10・・・スプレ−ガン
【0001】
【発明の属する技術分野】本発明は、水溶性ポリビニルアルコ−ル系樹脂を接着剤層とする剥離紙付き接着ラベルに関し、特に、製造が容易で、しかも、使用した剥離紙とラベル紙を容易に再生し得るリサイクルが可能な剥離紙付き接着ラベル及びその製造方法に関するものである。
【0002】
【従来の技術】従来の接着ラベルは、ラベル用基材紙の下面に接着強度の大きな粘着剤層、該粘着剤に対して剥離可能なシリコ−ン/ポリエチレン系剥離層及び剥離紙を順次積層状に接合一体化させた構成を有するものである。この接着ラベルは、ラベル用基材紙と剥離紙とが粘着剤層と剥離層の接合面で分離され、接着ラベルの裏面の粘着剤層を被適用面に圧着するように使用される。
【0003】かかる従来の接着ラベルは、ラベル用基材紙裏面に適用される酢酸ビニル系樹脂,ゴムラテックスやアクリル系樹脂等の粘着剤層及び剥離紙裏面に適用されるシリコ−ン/ポリエチレン系接着剤層を、それぞれの紙材料から分離することが困難なため、接着ラベルに使用されたラベル用基材紙と剥離紙は回収して工業的に有利に再生利用することが実質的にできなかった。
【0004】
【発明が解決しようとする課題】従って、本発明の課題は、上記の如き実状に鑑み、ラベル用基材紙と剥離紙とを再生して資源保護に貢献し得る接着ラベルを提供することにある。また、本発明の他の課題は、特に、製造が容易で且つ使用後に主材紙を剥がすとき粘着剤層を実質的に残すことなく、被適用面を容易にクリ−ンな面に戻すことができる実用的に望ましい接着ラベルを提供することにある。本発明の更に他の技術的特徴ないし利点は、以下の記載から一層明らかになるであろう。
【0005】
【課題を解決するための手段】本発明者らは、上記課題を解決する手段として、特に、ラベル用基材紙と剥離紙との間に介在させる接着剤に着目して研究を重ねた結果、従来のような複合体接着剤ではなく、単一の接着剤、特に、ポリビニルアルコ−ル系樹脂接着剤を使用し、該接着剤と各基材紙との接着強度が適度に異なるように構成させることにより、上記課題が効果的に達成されることを知った。
【0006】すなわち、本発明は、前記特許請求の範囲の請求項1ないし3に記載される要件から成る接着ラベル及びその効果的製造方法を提案するものである。本発明の接着ラベルは、特に、ラベル用基材紙と剥離紙との間に単一のポリビニルアルコ−ル系樹脂接着剤層を介在させ、その接着剤とラベル用基材紙及び剥離紙とのそれぞれの接着強度を調整することが重要である。
【0007】上記調整においては、サンドイッチ状に挾持されるポリビニルアルコ−ル(PVA)系樹脂接着剤とラベル用基材紙とは、30g/15mm以上の接着強度があればよいが、実用的には、50g/15mm以上で1000g/15mm以下の接着強度が好ましい。また、該PVA系樹脂接着剤と剥離紙との接着強度は、PVA系樹脂接着剤と基材紙のそれより相対的に低いことが重要で、50g/15mm以上低く、且つ5〜 100g/15mmの接着強度範囲が好ましい。PVA系樹脂接着剤とラベル用基材紙との接着強度が30g/15mm未満では、接合強度が不足してPVA系樹脂接着剤層とラベル用基材紙とが分離し易く、接着剤としての機能を満足させることができないので不都合である。またPVA系樹脂接着剤と剥離紙との接着強度が5g/15mm未満では、使用前に剥がれる恐れがあり、更に100 g/15mmを超えると、剥離紙を接着剤から剥がしにくくなるので好ましくない。望ましい接着強度は、10〜50g/15mmである。
【0008】本発明の接着ラベルは、使用に際して、剥離紙を表面に文字,記号あるいは図柄等が印刷されラベル用基材紙から剥がし、その際、PVA系樹脂接着剤層が接着強度の大きいラベル用基材紙の裏面に残留し、剥離紙は実質的に接着剤を伴うことなく剥離される。剥離紙が取り除かれたラベル用基材紙は、PVA系樹脂の表面に水を塗布するなどして、可及的速やかにその裏面を被貼着面に当てがって感圧接着される。
【0009】本発明の接着ラベルを構成するラベル用基材紙と剥離紙は、従来の接着ラベルに使用されているそれぞれの紙基材が好都合に使用できる。ラベル用基材紙としては、例えば、グラシン紙,上質紙,コ−ト紙,はく紙,ア−ト紙,ホイル紙等が挙げられる。また、剥離紙としては、クラフト紙,グラシン紙,上質紙,パ−チメント紙,セミグラシン紙等を挙げることができる。これらは、いずれも紙単独であってもよく、また、PVA系樹脂やその他の水溶性合成樹脂で含浸、あるいは表面コ−ティングしたものも使用できるが、それらの樹脂処理に関してはPVA系樹脂接着剤層と基材紙あるいは剥離紙とが、比較的容易に分離するように選択される。
【0010】本発明の接着ラベルの前記ラベル用基材紙と剥離紙との間に接着剤層として適用,配置されるPVA系樹脂接着剤は、重合度が 400〜800 の範囲のポリ酢酸ビニルを50〜100 %程度けん化した部分けん化ないし完全けん化したPVA系重合体類であって、冷水又は温水に容易に溶解する高分子化合物である。けん化度が50%未満では、水に対する溶解性が不足するので不都合である。好ましいけん化度は、60%以上である。また、本発明のPVA系樹脂接着剤には、上記のようなけん化PVA類を軽度にアセタ−ル化したもの、及び酢酸ビニルと少量のエチレン,プロピレン,イソブチレン,ふっ化ビニル,塩化ビニル,スチレン,メチルメタクリレ−ト等の一種又は二種以上との共重合体をけん化した変性PVA類が包含される。これらのPVA系樹脂フィルムは、通常知られた方法によって容易に提供することができる。
【0011】接着剤成分としての上記PVA系樹脂は、例えば、Tダイ押出法によって、あらかじめ 0.1〜 100μmの厚さのフィルムに製膜されて接着ラベルの製造に供されるが、そのような押出適性を向上させるため、また接着剤を安定化させて長期間安定な接着ラベルを提供するために、必要に応じて、PVA系樹脂に少量の可塑剤,加工助剤,酸化防止剤,熱安定化剤,光安定剤あるいは塩化ナトリウム,塩化カリウム,塩化カルシウム,塩化亜鉛,塩化マグネシウム等の無機塩類,合成ハイドロタルサイト,A型ゼオライト等の無機復縁類等の安定化助剤等を添加することができる。
【0012】PVA系樹脂に添加される可塑剤は、多価アルコ−ル及びその誘導体類が代表的であって、具体例としては、例えば、エチレングリコ−ル,ジエチレングリコ−ル,トリエチレングリコ−ル,ポリエチレングリコ−ル,プロピレングリコ−ル,グリセリン,ジグリセリン,トリグリセリン,モノ及びジペンタエリスリト−ル,マンニト−ル,ソルビト−ル等が挙げられる。また、これらの誘導体としては、上記多値アルコ−ル類とカルボン酸,アミノ酸又はロジンとのエステル化合物類、例えば、ステアリン酸ペンタエリスリト−ル,アジピン酸ペンタエリスリト−ル,ピロリドンカルボン酸ジペンタエリスリト−ル,グルタミン酸ジペンタエリスリト−ル,ウッドロジンペンタエリスリト−ル,無水マレイン酸変性ウッドロジンペンタエリスリト−ル,ウッドロジングリセロ−ルエステル等が挙げられる。更に、その他の可塑剤類には、例えば、β−アミノクロトン酸と、1,3-又は1,4-ブタンジオ−ル,1,2-ジプロピレングリコ−ル,チオジエチレングリコ−ル,ラウリルアルコ−ル等とのエステル化合物類及びトリス(ヒドロキシエチル)イソシアネ−ト,トリス(メルカプトエチル)イソシアネ−トやトリス(メルカプトプロピル)イソシアネ−ト等が包含される。
【0013】これらの可塑剤類は、PVA系樹脂の重合度が約 600を超える場合には不可欠であって、重合度に対応して、例えば、PVA系樹脂100 重量部に対し、0.01〜30重量部、好ましくは1〜20重量部の範囲から選択添加される。30重量部を超えると、PVA系樹脂の重合度が大きくても、そのPVA系樹脂フィルムから可塑剤が溶出し易くなるので実質的に採用できない。
【0014】PVA系樹脂に添加される加工助剤は、有機スルホン酸塩及び有機リン酸エステル化合物が代表的である。その有機スルホン酸塩類としては、例えば、デシルスルホン酸ナトリウム又はカリウム、ドデシルスルホン酸のナトリウム,カリウム,マグネシウム,カルシウム又はバリウム、テトラデシルスルホン酸のナトリウム,マグネシウムやカルシウム等のアルキルスルホン酸金属塩;ドデシルベンゼンスルホン酸のナトリウム,マグネシウム又はカルシウム塩類、トリデシロキシスルホン酸のナトリウム,マグネシウム又はカルシウム、ペンタデシロキシスルホン酸のナトリウム,マグネシウム又はカルシウム等のアルコキシスルホン酸の金属塩;ドデシルベンゼンスルホン酸のナトリウム,カリウム,マグネシウム,カルシウム又はバリウム、テトラデシルベンゼンスルホン酸のナトリウム,マグネシウム又はカルシウム等のアルカリ−ルスルホン酸の金属塩;ドデシルジフェニルエ−テルジスルホン酸のナトリウム,カリウム,マグネシウム,カルシウム又はバリウム等のアルキルジアリ−ルエ−テルジスルホン酸の金属塩;プロピルナフタリンスルホン酸のナトリウム,マグネシウム又はカルシウムなどのアルカリ−ルスルホン酸の金属塩等が挙げられる。これら加工助剤の成分中のアルキル基は、プロピレンテトラマ−から誘導された分岐型のものより微生物分解性に優れたn−パラフィン系の直鎖状のものが好ましい。
【0015】加工助剤としての有機リン酸エステル化合物としては、例えば、オクチルポリオキシエチレンリン酸エステル,デシルポリオキシエチレンリン酸エステル,ドデシルポリオキシエチレンリン酸エステル,トリデシルポリオキシエチレンリン酸エステル,オクチルフェニルポリオキシエチレンリン酸エステル,ノニルフェニルポリオキシエチレンリン酸エステル,ドデシルフェニルポリオキシエチレンリン酸エステ等が挙げられる。PVA系樹脂に添加されるこれら加工助剤は、PVA系樹脂100 重量部に対し、例えば、0.01〜30重量部、好ましくは 0.1〜8重量部の範囲量が採用される。
【0016】また、本発明の接着ラベルに用いるPVA系樹脂接着剤には、更に、有機亜リン酸エステル,ヒンダ−ドフェノ−ル酸又は含硫黄カルボン酸アルキルエステル等の酸化防止剤、β−ジケトン化合物,エポキシ化合物等の熱安定化助剤、紫外線吸収剤等の光安定剤、塩化ナトリウム,塩化カルシウム,塩化亜鉛,塩化マグネシウム等の無機塩、合成ハイドロタルサイトA型ゼオライト等の無機複塩類の安定化助剤、ポリエチレンやポリプロピレン等の熱可塑性樹脂,でん粉,カルボキシメチルセルロ−ス,カルボキシエチルセルロ−ス等のセルロ−ス誘導体;キサンタンガム,カラギナン,キチン,キトサン等の多糖類;ステアリン酸,燐酸エステルグリセリン脂肪酸エステル,ソルビタン脂肪酸エステル等の滑剤;タルク,炭酸カルシウム等の充填材;硫酸マグネシウム,硫酸亜鉛,硫酸銅,硫酸コバルト,酢酸第一錫,蟻酸鉛,臭化マンガン等の着色剤や発泡剤,pH調整剤等を添加することができる。
【0017】本発明に係る接着ラベルは、その接着剤層が、従来の接着剤成分と異なり、単一のPVA系樹脂接着剤層で形成されるから、製造が極めて容易であり、また使用後のラベル用基材紙と剥離紙は、付着する接着剤層を水に溶解することにより容易に分離できるから、何らの困難性を伴うことなく、資源保護のための再生紙の製造に提供することができる。
【0018】
【発明の実施の形態】本発明に係る接着ラベルは、先ず、上記のようなPVA系樹脂を押出機によりTダイから押し出して所望幅のPVA系樹脂フィルムを作製する。次いで、このフィルムをラベル用基材紙と接合させ、ラベル用基材紙の裏面の接着剤層として一体化させる。その一体化においては、接着強度が30g/15mm以上になるように、60〜180 ℃の温度範囲に保持されたロ−ルで加熱,圧着させる。その場合、圧着ロ−ルを加温して30g/15mm以上の接着強度となるようにすることもできる。次に、ラベル用基材紙がラミネ−トされたPVA系樹脂フィルムの他の面に剥離紙を接合し、30〜130 ℃の温度範囲に保持されたラミネ−トロ−ルで加熱,圧着して5〜100 g/15mmの接着強度に積層させる。
【0019】このように形成された接着ラベルは、剥ぎ取られるストリッパブル剥離紙とPVA系接着剤との接着強度は、接着剤層とラベル用基材紙とのそれより小さいから、ラベル用基材紙と剥離紙とを指で剥がすとき、剥離紙は接着剤を伴うことなく分離し、その裏面には接着剤が実質的に残留しない。また、接着剤層を有する感圧接着されたラベル用基材紙は、使用が終わった後には、要すれば水を用いて剥がされ、更に水と接触させることによって、接着剤は基材紙から容易且つ完全に除去される。
【0020】次に、添付図面により、本発明を更に具体的に説明する。図1は、本発明の接着ラベルの第一の製造方法を説明するための模式的側面図で、図2は、本発明の第二の製造方法の同様の図である。
【0021】図1において、必要に応じて各種添加剤が添加配合されたPVA系樹脂がTダイ1から押し出されて形成されたPVA系樹脂フィルム2は、ラベル用基材紙原反ロ−ル3から引出されたラベル用基材紙4と接合され、60〜 180℃の温度範囲に保持された引取ロ−ル5において加熱圧着される。この時の温度が60℃より低いと、基材紙とPVA系樹脂との接着が不充分となり、180 ℃を超えるとPVA系樹脂が溶融してしまう。圧着された積層体は、次いで、引取ロ−ル5より低い30〜130 ℃の温度範囲に保持されたラミネ−トロ−ル6において、そのPVA系接着剤フィルム2のラベル用基材紙の接合されていない他の面が剥離紙原反ロ−ル7から引出された剥離紙8と接合され、加熱圧着されて接着ラベル巻取りロ−ル9に連続的に引き取られる。この時、ロ−ル9の温度が30℃より低いと剥離紙とPVA系樹脂との接着が不充分となり、130 ℃より高いと接着が強くなりすぎるので不都合である。
【0022】ラミネ−トロ−ルの温度調節範囲について更に詳しく説明すると、ラミネ−トロ−ルの種類は、次の二通りに分かれる。すなわち、(1) ラミネ−トロ−ルがPVA系樹脂をTダイ押出法で製膜した時の引取ロ−ルである場合、すなわち押出ラミネ−ションである場合、及び(2) ラミネ−トロ−ルが (1)以外の場合、すなわち、単純にラミネ−ト用としてだけ使用される場合の二通りである。そこで、ラベル用基材紙とPVAをラミネ−トする場合のより好ましいラミネ−トロ−ルの温度調節範囲は、上記(1) の場合は、60〜130 ℃、(2) の場合は 100〜 180℃の温度範囲である。また、剥離紙とPVAをラミネ−トする場合のより好ましいラミネ−トロ−ルの温度調節範囲は、(1) の場合は60〜130 ℃で、(2) の場合は80〜130 ℃である。
【0023】図2においては、Tダイ1から押し出されて形成されたPVA系樹脂接着剤フィルム2は、ラベル用基材紙原反ロ−ル3から引出されたラベル用基材紙4と接合させる前に、例えば、スプレ−ガン10によって、接着剤フィルムが接合されるラベル用基材紙4の全面に実質的に均一に水が2〜30g/m2 塗布され、接着剤フィルムの他の面には剥離紙が接合されて30〜130 ℃の温度範囲に保持された引取ロ−ル5’において加熱,圧着され、一体に接合されて本発明の接着ラベルが得られる。ここで、水の塗布量が2g/m2 より少ないと基材紙とPVA系樹脂との接着が不充分となり、30g/m2 を超えるとPVA系樹脂が融解する恐れがある。また、引取ロ−ルの温度が130 ℃を超えると接着が強くなりすぎる。
【0024】次に、本発明に用いられるラミネ−トの方法としては、タッチロ−ル形式及び連続プレス形式等が挙げられる。それらの加圧は空気圧式と油圧式のどちらでもよいが、圧力は、通常ダッチロ−ル形式の場合は 0.3〜50 kgf/cm2の範囲である。圧力が0.3kgf/cm2より低いと紙とPVA系樹脂の接着が不充分となり好ましくないが、50 kgf/cm2より高くする必要はない。また、連続プレス形式の場合は1〜100kgf/cm2の範囲である。圧力が1kgf/cm2 より低いとPVA系樹脂の接着が不充分であるが、100kgf/cm2より高くする必要はない。この時のラミネ−トロ−ル又はプレス板の温度調節は両方に行ってもよいし、いずれか一方でもよい。
【0025】
【実施例】
実施例 1〜3および比較例 1〜4重合度約 500のポリ酢酸ビニルのけん化度88%の部分けん化型PVA樹脂 100重量部に、グリセリン20重量部,ドデシルベンゼンスルホン酸カルシウム4重量部,ドデシルポリオキシエチレン燐酸エステル1重量部を添加した混合物を 800mmの幅のTダイを取付けた直径40mmφの二軸押出機に供給して、厚さ20μmの膜を得た。これを挾持するラベル用基材紙としてグラシン紙を、また剥離紙としてクラフト紙を用い、図2に示すような方法によりグラシン紙の表面にスプレ−ガンで水を噴霧して接着ラベルを製造した。この製造工程において、引取ロ−ルの温度及び噴霧水量を変化させ、それらの各種条件並びに、得られた各接着ラベルのPVA樹脂接着剤層とグラシン紙及びクラフト紙との接着強度を調べて結果を表1にまとめた。
【0026】上記実施例1で作製したPVAフィルムを用い、ラベル用基材紙としてグラシン紙を、また剥離紙としてはクラフト紙を用いて図1に示す方法により各種の接着ラベルを製造した。その製造工程においては、引取ロ−ル温度及びラミネ−トロ−ル温度をいろいろ変化させ、得られたそれらの各種接着ラベルについて同様に接着強度を調べた。それらの各ロ−ルの温度条件及び測定結果を下掲表2にまとめて示した。
【0027】
(表1)
引取ロ−ル 水噴霧量 PVA/グラシン紙 PVA/クラフト紙 温度(℃) (g/m2) 接着強度(g/15mm) 接着強度(g/15mm)実施例1 40 5 測定不能 20 〃 2 60 10 測定不能 35 〃 3 80 25 測定不能 50比較例1 20 5 測定不能 2 〃 2 110 5 測定不能 測定不能 〃 3 40 1 5 20 〃 4 40 35 ― ―なお、比較例4は、水の噴霧量が多すぎてPVAフィルムが溶解し、接着剤として機能するに至らなかった。
【0028】
(表2)
引取ロ−ル ラミネ−ト PVA/グラシン紙 PVA/クラフト紙 温度(℃) ロ−ル温度(℃) 接着強度(g/15mm) 接着強度(g/15mm)実施例4 80 80 50 15 〃 5 100 90 80 25 〃 6 120 100 測定不能 50比較例5 50 60 10 2 〃 6 100 150 80 測定不能表中の接着強度は、15mm幅の長い試験片を 300mm/minの速度で、180°の方向に 100mm剥離したときの強度であり、測定不能は、接着強度が強すぎて剥離しなかったことを意味する。
【0029】
【発明の効果】上記具体例から判るように、本発明に係る接着ラベルは、接着剤成分が単一の水溶性PVA系樹脂であるから一段工程で容易に製造するとこができ、更に、各紙材料の使用後の再生紙への工業的リサイクルが可能で、優れた実用性を有し、産業上の利用価値は極めて高い。
【図面の簡単な説明】
【図1】本発明の接着ラベルの第一の製造方法を説明するための模式的側面図である。
【図2】本発明の第二の製造方法を説明するための同様の図である。
【符号の説明】
1・・・Tダイ
2・・・PVA系樹脂フィルム
3・・・ラベル用基材紙原反ロ−ル
4・・・ラベル用基材紙
5・・・引取ロ−ル
5’・・・引取ロ−ル
6・・・ラミネ−トロ−ル
7・・・剥離紙原反ロ−ル
8・・・剥離紙
9・・・接着ラベル巻取りロ−ル
10・・・スプレ−ガン
【特許請求の範囲】
【請求項1】 ラベル用基材紙と剥離紙との間にポリビニルアルコ−ル系樹脂接着剤層を積層一体化して成る接着ラベルであって、該ポリビニルアルコ−ル系樹脂接着剤層とラベル用基材紙との接着強度を30g/15mm以上に、且つ該ポリビニルアルコ−ル系樹脂接着剤層と剥離紙との接着強度をポリビニルアルコ−ル系樹脂接着剤層とラベル用基材紙との接着強度よりも低く、5〜 100g/15mmの範囲に形成させて成るリサイクル可能な剥離紙付き接着ラベル。
【請求項2】 ポリビニルアルコ−ル系樹脂フィルムとラベル用基材紙を60〜180 ℃の温度範囲に保持されたロ−ルで加熱,圧着させて30g/15mm以上の接着強度に積層させ、次いで上記フィルムの他の面と剥離紙とを接合し、30〜 130℃の温度範囲に保持されたラミネ−トロ−ルで加熱圧着して5〜 100g/15mmの接着強度に積層一体化させることを特徴とするするリサイクル可能な剥離紙付き接着ラベルの製造方法。
【請求項3】 ポリビニルアルコ−ル系樹脂フィルムの一面を、表面に2〜30g/m2 の水を塗布したラベル用基材紙と接合し、他面を剥離紙と接合さして30〜130 ℃の温度範囲に保持されたラミネ−トロ−ルで加熱,圧着させ、接着剤層とラベル用基材紙及び剥離紙との接着強度をそれぞれ30g/15mm以上及び5〜100 g/15mmの範囲に積層一体化させることを特徴とするするリサイクル可能な剥離紙付き接着ラベルの製造方法。
【請求項1】 ラベル用基材紙と剥離紙との間にポリビニルアルコ−ル系樹脂接着剤層を積層一体化して成る接着ラベルであって、該ポリビニルアルコ−ル系樹脂接着剤層とラベル用基材紙との接着強度を30g/15mm以上に、且つ該ポリビニルアルコ−ル系樹脂接着剤層と剥離紙との接着強度をポリビニルアルコ−ル系樹脂接着剤層とラベル用基材紙との接着強度よりも低く、5〜 100g/15mmの範囲に形成させて成るリサイクル可能な剥離紙付き接着ラベル。
【請求項2】 ポリビニルアルコ−ル系樹脂フィルムとラベル用基材紙を60〜180 ℃の温度範囲に保持されたロ−ルで加熱,圧着させて30g/15mm以上の接着強度に積層させ、次いで上記フィルムの他の面と剥離紙とを接合し、30〜 130℃の温度範囲に保持されたラミネ−トロ−ルで加熱圧着して5〜 100g/15mmの接着強度に積層一体化させることを特徴とするするリサイクル可能な剥離紙付き接着ラベルの製造方法。
【請求項3】 ポリビニルアルコ−ル系樹脂フィルムの一面を、表面に2〜30g/m2 の水を塗布したラベル用基材紙と接合し、他面を剥離紙と接合さして30〜130 ℃の温度範囲に保持されたラミネ−トロ−ルで加熱,圧着させ、接着剤層とラベル用基材紙及び剥離紙との接着強度をそれぞれ30g/15mm以上及び5〜100 g/15mmの範囲に積層一体化させることを特徴とするするリサイクル可能な剥離紙付き接着ラベルの製造方法。
【図1】


【図2】
【図2】
【公開番号】特開平9−90874
【公開日】平成9年(1997)4月4日
【国際特許分類】
【出願番号】特願平7−246068
【出願日】平成7年(1995)9月25日
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【公開日】平成9年(1997)4月4日
【国際特許分類】
【出願日】平成7年(1995)9月25日
【出願人】(000190116)信越ポリマー株式会社 (1,394)
[ Back to top ]