
リサイクル可能な塗工紙または塗工板紙及びその製造方法
多用な分野への適用に使用され、高品質でリサイクル可能な塗工紙または塗工板紙を幅広く製造する方法が提供される。前記プロセスに従って、紙または板紙製造装置とオフラインの一以上の塗工ステーションで、紙および板紙は、ポリマーエマルジョンが塗布される。前記プロセスは、向上したバリア特性を有する塗工紙または塗工板紙生産品を提供する。
【発明の詳細な説明】
【技術分野】
【0001】
本出願は2008年11月7日に出願された35U.S.C.119条(e)に基づく米国仮特許出願第61/112,526号の優先権の利益を主張し、当該出願の全内容を参照により援用する。
【0002】
本発明は、リサイクル可能な塗工紙または塗工板紙生産品およびその製造方法に関する。特には、紙または板紙は、紙および板紙機械とはオフラインの一以上の塗工ステーションにおいてポリマーエマルジョンでコートされている。本発明のコーティング組成物及びコーティング工程は、塗工紙または塗工板紙生産品に、向上させたバリア特性を与える効果を有する。
【背景技術】
【0003】
バリア特性を有する塗工紙または塗工板紙生産品は、環境の影響を受けやすい食品その他の生産品の包装に非常に有用である。
望ましいバリア特性には、耐油性、低い水浸透性、同様に平滑で均一な表面仕上がりが含まれる。多くの適用で、コーティングはヒートシール可能である。既知のコーティング方法は、分散コーティングを含み、該分散コーティングでは、水溶性の分散ポリマー、顔料、他剤のコーティング組成物が、ブレードコーティング、バー(ロッド)コーティング、リバースロール(フィルム)コーティング、或いはエアーナイフコーティング等のコーティング技術を用いて基材に適用される。多数のコーティング剤供給業者から入手可能な予混合コーティング塗料は、板紙機械で板紙のウェブに塗布される。予混合されたバルクのコーティング組成物の使用は、特定の包装材或いはその他の生産品に望ましいバリア特性及びその他の特性を達成するように特別仕様に設計できるコーティング組成物の範囲を制約する。典型的には、紙及び板紙は、紙または板紙機械に直接一体化された塗工ステーションでコーティングがなされる装置で製造される。インラインコーティングでは、コーティングが施されたときに板紙のウェブが温度が上がることで、コーティング剤が板紙に浸透するとともに有効コート厚が小さくなり、そして最低限のコストで所望のコート特性を安定して達成することが困難となる。インラインコーティングシステムは、紙および板紙製造工程に連携しているため、それらは比較的適応性が低く、例えば、比較的小口の製造工程が用いられる特殊塗工板紙生産品のように、より小口の製造工程に採用することは困難である。
【発明の概要】
【発明が解決しようとする課題】
【0004】
インラインコーティングシステムを用いる従来の製造方法は、紙または板紙機械の稼働中に新たなコーティング処方を開発し、テストする困難性や、例えば、同一或いは異なる組成物の複数のコート層を含む生産品等の特殊生産品を供給するために既存の設備を改良する困難性及び出費において、さらに欠点がある。
所望の範囲のバリア特性を有する多様な塗工紙および塗工板紙を、容易かつ経済的に提供できるように改善されたシステムおよび製造方法が必要とされている。かかる製造方法は、完成品の個々のニーズに合うように最適化された高性能の分散塗工紙および塗工板紙生産品を大量および少量で経済的に製造する能力がなければならない。さらに、コーティング組成物およびコーティング工程は、望ましいバリア特性を付与するとともに、製造コストと製造方法および最終生産品による環境への負荷との両方を減らすために廃棄紙および廃棄板紙生産品がリサイクルできるように改善される必要がある。
【課題を解決するための手段】
【0005】
多様な応用に使用される高品質でリサイクル可能な塗工紙または塗工板紙を広範囲で製造するために高度に適合できる製造システムおよび方法が提供される。適応性をより高めるため、コーティング組成物は、板紙の製造ユニットとオフラインで、さらに好ましくは、板紙の製造ユニットと同じ製造施設内に設置できる1以上のコーティングステーションで紙または板紙に塗布される。
それにより、コーティングを適用する時点で紙のウェブまたは板紙のウェブが冷却されており、それによりコーティングの工程をよりよく制御することができ、また所望のバリア特性を得るために必要なコーティング量も少なくできる。コーティング工程は、板紙の製造と切り離すことができるので、塗布速度やその他の諸条件を、板紙機械の操作パラメータと必要に応じて独立させることが可能である。
システムは、オンライン或いはオフラインの連続した多層コーティングステーション、および次のコーティングが行われる前にコーティングを乾燥する間欠乾燥ステーションを備えることによって、多層コート生産品の製造に容易に適用できる。また、システムは、最終のコーティングステーションの後に最終の乾燥ステーションと、その後に、生産品をリールに巻いて保管する際にヒートシール可能な表面が付着するのを防ぐため塗工紙または塗工板紙を冷却する冷却ステーションとを有している。
【0006】
さらに、塗工紙および塗工板紙生産品を生産する改良されたプロセスが記載されている。水性ポリマーエマルジョン、顔料、その他任意の添加物を、所望のバリア特性およびその他特性を達成する上で必要となる、所望の固形分、固体分散、粘度及びその他の特性を得るために選択される割合で混ぜ合わせる混合システムが提供される。
従って、産業用コーティング剤供給業者から一般的に入手可能なコーティング組成物の使用に限られているシステムと比較して、最終生産品の特性および性能においてより大きな適用性が得られる様々な仕様のコーティング組成物をその場で用意できる。
【0007】
具体的には、例えば、コーティングの乾燥質量で、水性ポリマーエマルジョンを約70〜約90質量%、コーティングの乾燥質量で、顔料を約10〜約30質量%を含有するコーティング組成物が提供される。消泡剤、分散剤、増粘剤のような添加剤もまた含有することができる。こういうコーティング剤は、400〜1000mPasの粘度、前記コーティング質量において、約40〜約60質量%の固形分を有していてもよい。
本発明の他の態様では、第1のコーティング組成物には、良好な耐油性を得るため一以上の分散ポリマーを含み、第2のコーティング組成物は、良好な耐水性を与えるように用意され、第3のコーティング組成物は、水蒸気バリア性といくらかの耐油性とを得るためのプレコート剤として提供することができる。そして、これらコーティングは、所望の範囲のバリア特性を有する多層の塗工紙または板紙を得るために種々の組み合わせで適用することができる。
【0008】
前記水性コーティング剤は、紙または板紙に適用される。望ましくは、紙または板紙は、少なくとも一方の面で温度が40℃以下の温度を有している。水性コーティング剤は、塗工紙または塗工板紙を得るため乾燥される。塗工紙または塗工板紙は冷却される。冷却は、塗工紙または塗工板紙の温度が40℃以下になるように、空気冷却または塗工紙または塗工板紙をシリンダに接触させて行うことができる。冷却された塗工紙または塗工板紙はさらにカレンダリング工程を施すことができる。
【0009】
記載された前記方法は、塗工紙または塗工板紙生産品を提供する上で効果的である。前記塗工紙または塗工板紙生産品は、第1のアクリルポリマーエマルジョンから形成された第1コート層が少なくとも一方の面にコートされた紙または板紙の層を含んでいる。また、前記塗工紙または塗工板紙生産品は、前記第1コート層に接触している第2コート層を含んでいる。前記第2コート層は、第2のアクリルエマルジョンから形成された第2コート層を含んでいる。前記塗工紙または塗工板紙は、Cobb吸水度試験(ここで言及によって参照されるASTM D3285に応じた30分間)において、10g/m2未満の耐水性を有し、24時間(25℃、相対湿度75%)で120g/m2未満の耐湿性(ここで言及によって参照されるASTM E96に応じたMVTR−value(水蒸気透過率))を有し、200℃で15分後(ここ実施例4に記載された焼付試験に応じて)で、0の油浸透をもたらす。さらに、前記コーティングは、220℃においてその耐水性と耐湿性のバリア特性を保持する。前記コーティングまたは前記コーティング中のいかなる物質も前記コーティングに接触する食品に移動しない(ここで言及により参照される、欧州FDA試験法BfR XXXVIおよびBfR XXXVI/2に応じて決定されたものとする)。同時に、コーティングは、圧力80〜100Psi、温度160〜200℃、時間1〜1.5秒でヒートシールが可能である。
【0010】
他の態様では、前記塗工紙または塗工板紙生産品は、スチレンブタジエンポリマーエマルジョンから形成された第1コート層が少なくとも一方の面にコートされた紙または板紙の層を含んでいる。前記塗工紙または塗工板紙生産品はまた、前記第1コート層に接触する第2コート層を含んでいる。前記第2コート層は、第2のアクリルエマルジョンから形成された第2コート層を含んでいる。前記塗工紙または塗工板紙は、Cobb吸水度試験(時間30分間)において、7g/m2未満の耐水性を有し、24時間(25℃、相対湿度75%)で30g/m2未満の耐湿性(MVTR−value)を有し、200℃で15分後で、0の油浸透を提供する。さらに、前記コーティングは、220℃においてその耐水性と耐湿性のバリア特性を保持する。前記コーティングまたは前記コーティング中のいかなる物質も前記コーティングに接触する食品に移動しない。同時に、コーティングは、圧力80〜100Psi、温度160〜200℃、時間1〜1.5秒でヒートシールが可能である。
【0011】
他の態様において、紙または板紙は、複数のコート層を含んでいてもよい。第2コート層は、第1コート層が乾燥された後に設けられることが可能である。最後のコート層が形成された後に、冷却とカレンダリングが行われる。コート層の数に上限はないが、量が大きくなるため、実用的には3層が最大である。第1コート層は、板紙機械で表面サイジングによって加えることができる。そして、板紙機械で2つの追加層が加えられるようにしてもよい。これら3層はバリア特性を付与するため板紙の反対面に至る。コート層は全て同一のポリマーエマルジョンを含んでいてもよく、または各コート層が異なるポリマーエマルジョンで形成されていてもよい。異種のコート層は、最終生産品に様々なコーティング特性を与えることができる。
【0012】
他の態様では、紙または板紙は両面にコートすることができる。それぞれの面は、単一または複数のコート層を有していてもよい。具体的には、本発明に従って製造される生産品は、一方の面にヒートシール可能なバリアコート層を有し、反対側に一あるいは複数の顔料コート層を有していてもよい。好ましい態様の一つでは、板紙の各面に、一回の製造工程で一以上の同一または異なるコーティング組成物をそれぞれの面に層状に塗布する複数のオフラインコーティングステーションが備えられる。
【0013】
本発明のさらに他の態様では、コーティング工程で生じるトリミング廃棄物その他の廃棄物が、塗布した一又は複数のコーティングを最初に基材から分離する必要なく、板紙の製造工程において再利用することができるようにコーティング組成物が調製される。本発明のコーティング組成物は、得られた板紙に対して不都合な作用を及ぼすことはなく、板紙のパルプ化工程でそのような物質を再利用できることが判明している。好適には、廃棄紙を製紙施設へ輸送する費用を最小にするため、板紙製造施設にオフラインコーティングステーションが共同設置される。
【図面の簡単な説明】
【0014】
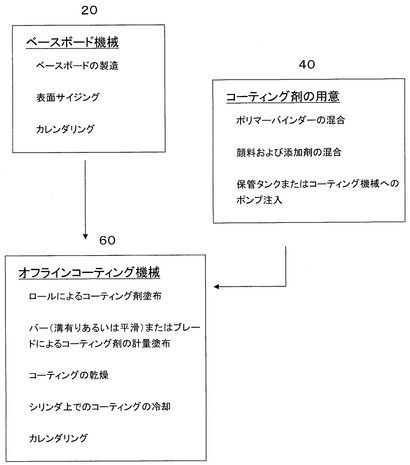
【図1】図1は、リサイクル可能な塗工紙または塗工板紙の製造工程の概略を図示するフロー図である。
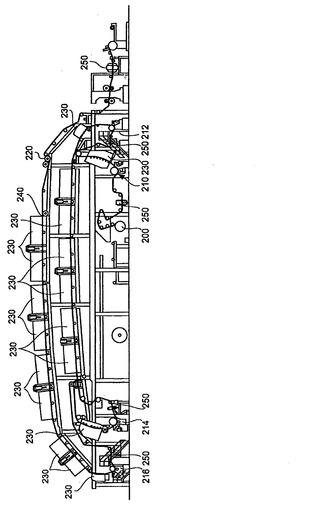
【図2】図2は、オフラインコーティング装置を図示する。
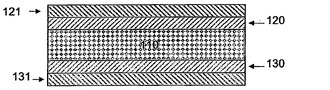
【図3】図3は、塗工板紙生産品を示す。
【発明を実施するための形態】
【0015】
【0016】
【0017】
リサイクル可能な塗工紙または塗工板紙を製造するプロセスを概略的に示すフロー図が図1に示されている。図2は、コーティングステーションが製造工程へ組み込まれた、本発明の好ましい一実施態様のシステムと製造工程の全体をより詳細に示す図である。図1に概略的に示されるように、紙および板紙は、従来技術と同様に、ベースボード装置20によって生産される。塗工されていない紙または板紙とコーティング組成物は、一または複数のオフラインステーション60に供給される。前記コーティングプロセスは、少なくとも紙または板紙の一表面にポリマーエマルジョンコーティング剤を塗布することを含む。ポリマーエマルジョン中の水は一または複数の乾燥ステーションにおいて除去され、前記最終生産品の冷却が後で行われる。
【0018】
(紙および板紙)
紙および板紙の製造には、当業界で公知のベースボード機械を使用することができる。具体的には、使用可能なベースボード機械の一つの形式は、Ahlstrom社製である。ベースボード機械は、当業界で一般的に知られているパラメーターを使用して操作することができる。ベースボード機械20は、基材に所望の厚さ、粒子密度および滑らかさを与えるため紙または板紙の表面サイジングとカレンダリングとを提供する。塗工紙および塗工板紙生産品を製造する従来の製造システムとは異なり、本発明の紙または板紙製造システムは、コーティング操作のために使用することは好ましくない。
【0019】
前記ベースボード機械で製造された塗工されていない紙および板紙は、広範囲においてその後のコーティングに使用することができる。
あらゆる種類の繊維性材料、例えば、漂白されたものまたは未漂白のもの、硬材または軟材、原材またはリサイクル材、紙または板紙のコート前の形態等が、コートされることができる。製造された紙または板紙の基本質量は、好ましくは、3,000平方フィート当たり80〜300ポンドの範囲であり、0.008〜0.025インチの範囲の厚さを有している。
【0020】
紙または板紙は、水浸透性を最小にする上で効果のある一定の表面特性を与えるように作成される。この点で、紙または板紙は、Cobb値で40g/m2以下(60秒)となるようにサイジングされる。好ましくは、耐油性を改善させるために紙または板紙にフルオロケミカルは使用されない。
【0021】
(コーティング組成物)
コーティング組成物は、コーティングする紙または板紙に提供される。コーティング組成物は、合成ポリマーと顔料との水性分散液である。通常合成ポリマーは、顔料を紙または板紙に固定するバインダとして使用される。ここで用いられるポリマーエマルジョンは、分散液を得る原料を広く指している。さらにここで用いられるポリマー分散液は、ポリマーエマルジョンを顔料及び添加剤と混合させた後のコーティング液を指す。乾燥されて仕上げられたコーティングは分散コーティングと見なされる。
【0022】
コーティング組成物は、コーティングの乾燥質量で、合成ポリマーエマルジョンを約70〜約90質量%、コーティングの乾燥質量で、顔料を約10〜約30質量%を含有することができる。
【0023】
水性エマルジョンを形成するために使用する合成ポリマーとしては、アクリル重合体、アクリル共重合体、スチレンとブタジエンの共重合体、ビニルアセテート重合体、ポリビニルアルコール、ポリエチレンビニルアセテート、ポリエチレンビニルクロライド、ポリビニリジエンクロライド、及びこれらの混合物が含まれる。好適なアクリル酸エステルおよび/またはメタクリル酸エステルとしては、エチルアクリレート、メチルメタクリレート、ブチルアクリレート、2−セイルヘキシルアクリレート、メチルアクリレート、エチルメタクリレートや同類及びこれらの混合物が含まれる。
【0024】
前記顔料には、基材のコーティング組成物に有用な顔料であれば、どのような顔料でも選択できる。具体的に好適な顔料は、カオリン粘土のようなコーティング用粘土、二酸化チタン、炭酸カルシウム、硫酸バリウム、タルク、硫酸亜鉛、硫酸アルミニウム、酸化カルシウム反応生成物、リトポン、硫化亜鉛、その他コーティング顔料、その他類似の材料、及びこれらの混合物の水性分散液にある。一の態様において、タルクと粘土からなる顔料を使用することができる。
【0025】
一の態様においては、タルクが顔料として使用される。タルクは、55〜65%の水を含むスラリーの替わりに、5〜15%の水を含む乾燥粉末または粒子として加えることができる。乾燥粉末としてタルクを追加することにより固形分量と粘度の値がより高くなり、必要となる増粘剤の量を最小にでき、さらに重要なことには、必要とされる乾燥容量と乾燥に必要なエネルギーを最小にすることができる。
【0026】
コーティング組成物は、約400〜約1000mPasの粘度を有しており、前記コーティング質量を基準にして、約40〜約60質量%の固形分を有しているであろう。
【0027】
コーティング組成物は添加剤を含んでいてもよい。添加剤としては、増粘剤、消泡剤や泡止め剤、分散助剤、補助顔料、架橋剤、スリップ添加剤、離型剤及びブロッキング防止剤が含まれる。好ましくは、耐油性を改善するため紙または板紙にフルオロケミカルは使用されない。
【0028】
コーティング剤は、分散液を生成するためポリマー、水、顔料、必要に応じて添加剤を混合し、コーティング剤作成タンク40で作成される。通常約20〜約30分間は混合が行われる。粘度は、添加剤、水、増粘助剤で調整される。前記ポリマーエマルジョンは、貯蔵タンクに保管するか、またはオフラインコーティング機械60に直接輸送されることができる。前記コーティング剤は、最適な特性を有し、また時間の経過により生じる顔料の凝集及び沈殿の悪影響を避けるため、好ましくは、使用直前に混合される。保管される場合、コーティング組成物の沈殿を最小にするため、好ましくはミキサーおよび/または循環器によって撹拌される。
【0029】
(コーティング剤塗布)
紙または板紙は、オフラインまたはインラインコーティングステーションでコーティングされることができる。インラインコーティングステーションを使用するシステムでは、一または複数の前記コーティングステーションは、紙または板紙機械にある。オフラインコーティングシステムでは、一または複数のコーティングステーションは、異なる機械にある。図2に示されるように、本発明のシステムの好ましい態様は、紙板製造システムと同一の施設に共同設置された、少なくとも一つ、好ましくは複数のオフラインコーティングステーション210、212、214、216を有している。ここで「オフライン」とは、板紙製造機械と独立して操作することができ、同じ製造ラインに設置することを要しないコーティング機械を指す。
オフラインコーティング機械は、板または板紙の基材を提供する機械と同じ施設内に設置することができる。オフラインコーティング機械は、より好適なコーティングの提供に効果的である。例えば、インラインコーティングでは、紙または板紙の基材はコーティング剤を塗布するときに高温となる。コーティング剤は、低温の基材よりも高温の基材に対してより多く浸透する。コーティング剤の浸透の増加は、コーティングの厚さが小さく、低品質で、高コストの生産品をもたらす。オフラインコーティング機械は、コーティングに先立って、紙または板紙の温度を40℃以下にする。紙または板紙は、それを冷却するのに十分な時間を保持してもよく、あるいはウェブ上に冷却空気を吹き付けて冷却することができる。他のコーティングステーションの前段に冷却ステーション220を追加して紙または板紙をより急速に冷却することができる。即ち、ベースボード機械の高温のウェブ上に直接インラインコーティングするときに比べ、冷却された基材の上に塗布するときは、より少ないコーティング量で塗工品質も高くすることが可能であることが見いだされている。
【0030】
紙または板紙は、好ましくは、コーティング前に約40℃未満、最も好ましくは約30℃の温度にまで冷却される。冷却は、例えば冷却空気をウェブ上に吹き付けて実行でき、また、紙または板紙のリールを、それがクールダウンするのに充分長く室温に保持してもよい。図2に示されるように、紙または板紙は、紙または板紙ロール200からコーティングステーションに供給することができる。コーティング組成物は、紙または板紙の少なくとも一方の表面に、エアーナイフ、ブレードコーティング、計量ロールコーティング、グラビアコーティング、ロッドコーティング、カーテンコーティング、スプレー等のあらゆる既知の方法で塗布することができる。
重要な態様の一つでは、コーティング層は、コーティングの厚さをより均一に得る上で効果的であるロッド/バーで、紙または板紙の上に計量塗布される。ロッド/バーで塗布される各コーティング層の塗布量は、約5g/m2〜約10g/m2であり、このとき塗工基材表面上のコート厚の変動は約1g/m2以下である。溝付きロッドは、板紙の紙にコーティング組成物を塗布するのに特に効果的である。溝の大きさは、当該特定のコーティング混合物が、コート質量で各層5〜10g/m2となるように選択する。コーティング剤の固形分、粘度、その他のレオロジー特性は、溝の大きさの選択に影響を受ける。典型的なロッドは、クロムで表面処理され、10〜15mmの直径を有している。
【0031】
図2に示されるように、上側のプレコートは、コーティングステーション200において塗布することができる。乾燥ステーション230は、好ましくは、次のコーティング剤が塗布される前にコーティング剤の水分量を減少させるべく、連続するコーティングステーションの各々の間に設置されている。コーティング剤の乾燥は、塗工紙または塗工板紙のウェブに直接熱風をあてて行われる。熱風は、例えば、プロパン加熱等の公知の方法で供給することができる。空気は、水分を除去しつつ連続的に再循環される。この態様では、温度約100℃〜約150℃の熱風は、ウェブ温度が約110℃を超えないように紙のウェブまたは板紙のウェブに供給する。
本発明の一の態様においては、第1のコーティングステーションを後のウェブ温度は約80℃〜約90℃であり、第2セットのコーティングおよび乾燥のステーションの後のウェブ温度は約105℃〜約110℃である。ウェブ温度は、例えばウェブ温度測定点240等の複数の位置で決定することができる。または、加熱ステーション230は、例えば、冷風を用いて冷却をするものに変更することができる。
【0032】
前記水性エマルジョンコーティングは、一層当たり5〜15g/m2の範囲、典型的には7〜8g/m2の範囲で乾燥コーティング質量を有している。乾燥温度及びライン速度は、コーティング剤の生成における特有な乾燥特性、例えば、固形分%、基材基準質量および吸収率、または設備特性によって決定される。コーティングの塗布量は、計量点250において計量することができる。乾燥条件は、コートされた基材を巻き取ったり板紙をはがす際に、コーティングのふくれ、ロールブロッキング、コーティングのピッキングを防止するように制御されるべきである。
【0033】
他の態様においては、紙または板紙の各側は、複数のコート層を含んでいてよい。これらのコート層は、例えば各々の側に2つずつ、図2で示される複数のオフラインコーティングステーション210、212、214及び216を用いて塗布できるが、さらにオフラインコーティングステーションの数を増やしてもよい。各コーティングステーションは、第1のコーティング装置で塗布したポリマー分散剤と比べ、同一または異なるものを塗布することができる。
【0034】
一般的には、第1の層は耐油性と防湿特性において最適化され、第2の層は防水特性をさらに有し、ヒートシール可能な表面を提供する役目を果たす。しかしながら、本発明の範囲内で他のアプローチもまた可能である。
【0035】
前記システムは、好ましくは、同一の生産工程において基材の両面を独立して一または複数の層でコーティングすることに有効な複数のコーティングステーションを含んでいる。所望のコーティング組成物は、これを塗布する特定のコーティングステーションに供給される。そして、前記システムは、例えば、基材の第1の側の表面印刷に適する連続する2層の顔料層を塗布する2つのコーティングステーションを備え、さらに基材の反対の第2の側に適度な耐油性、耐湿性、ヒートシール特性を与える2つのバリア層をコートする2つの追加のコーティングステーションをさらに備えることができる。
オフラインコーティングステーションを使用することにより、そのようなシステムは、紙または板紙製造機械を再構成しなくても、単にコーティングステーションの使用数さえ調整することにより、基材のいずれかの表面または両方の表面に形成するコート層の数を手軽に増減できる。同様に、コーティング組成物自体は、各層の特性を変えるため混合ステーションで容易に変更することができる。そして、特別な仕様の生産品は、一の生産品から他の生産品へ変えるときの操作が比較的単純で、板紙製造機械の再構成または操作の変更が不要なので、広範にわたり生産することが可能である。
【0036】
オフラインコーティングステーションの使用は、さらに紙または板紙コーティングを遠隔施設で行えるという優れた効果を有している。
【0037】
その他の態様では、コーティングの厚さはIR分光法により測定される。オンラインIR分光法測定は、コーティングの厚さを連続モニタリングでき、その結果、制御パラメータは、所望のコーティング厚が一定して得るよう必要に応じて調整することができる。好ましくは、塗布された各コーティング層の量は、すべての生産運転で近似したバリア特性および他の特性が得られ、余分なコーティング剤の使用を回避するように計量することができる。計量は、図2に示される計量点250で実施することができる。
【0038】
前記塗工紙または塗工板紙は、一あるいは複数のコーティングステーションの後、他の乾燥ステーションで乾燥され、その後シリンダへの巻取前に冷却される。塗工され、乾燥された紙または板紙の冷却は、冷却空気や、シリンダローリング内でウェブに向かって水が循環される(図2の220に図示されている)冷却シリンダを用いて冷却される。冷却水は、シリンダの一方の端面から入り、別の端面から出るように導かれる。冷却シリンダは、紙のウェブまたは板紙のウェブの各々の面に1つずつで、2つある。冷却は、塗工紙または塗工板紙を40℃以下の温度にすることが効果的である。適度な乾燥は、リールへのヒートシールコーティングの付着や、また、いわゆる「ブロッキング」を避けるとともに、優れたバリア特性と良好な膜形成を達成するために必要がある。冷却条件は、ブロッキングを防止する程度に乾燥が充分になされると同時に、コーティングがヒートシール可能となる完全乾燥を避けるような適切な段階で乾燥を止めるよう選択される。
【0039】
冷却後、塗工紙または塗工板紙はカレンダリングすることが可能である。
【0040】
本発明のシステムおよび製造方法のさらに優れた点は、プロセスにおける全ての塗工板紙の廃棄物が、再利用前にコーティング剤を分離することなく、直接、紙または板紙製造プロセスで再利用できるという事実にある。この形態で、塗工板紙廃棄物の100%が再利用される。この点で、使用するコーティング組成物中に、検知可能なレベルのワックスを含まないことが好ましい。しかし、通常ワックスは耐水性を改善し、防湿性を与えるためコーティングに使用することが多いが、リサイクルする場合、リサイクルパルプに粘性を生じさせるため悪い作用を与える。ここで述べられた組成物は、ワックス成分を必要とすることなく優れたバリア特性を与えるのに好適である。紙または板紙が製造されるのと同じ工場で塗工がなされれば、塗工板紙廃棄物の輸送費を削減される。
【0041】
(塗工紙または塗工板紙生産品)
ここに記載される工程に従って製造された塗工紙または塗工板紙生産品は、コーティング剤を分離しなくても、コンポスト化が可能であり、また再利用が可能である。前記塗工紙または塗工板紙生産品は、耐湿性及び耐油性を有するものとして使用できる。前記塗工紙または塗工板紙生産品は、ヒートシール可能で、電子レンジにかけることが可能である。前記塗工紙および塗工板紙生産品は、例えばパンの包装、サラダ皿、冷凍食品容器、サンドイッチのパッケージ、キャンディおよびガム等の様々な食品のパッケージに使用することができる。
【0042】
図3は塗工板紙を概略的に示している。図3に示されるように、前記紙または板紙生産品は、ベースボード中間層110を含むことができる。ベースボード中間層110は、通常は機械パルプ及び粉砕パルプを含み、中間層のいずれかの面に漂白の工程で形成された化学パルプ領域を含むことができる。中間層の機械パルプはかさを提供し、化学パルプ層は高い白色度と同様に柔軟性を提供する。ベースボードは、また全体的に化学パルプによって生産でき、または、再利用パルプを含有してもよい。さらに紙は、塗布する基材に使用することも可能である。
【0043】
ベースボード中間層110は、一方の面に、顔料プレコート層120と顔料トップコート層121とを塗布することができる。これらの層は、良好な表面印刷性を備えている。2層の顔料層を有することにより、コート層はピンホールとばらつきの少ない均一なものとなる。反対の側には、最終生産品に、例えば耐油性、耐湿性、および耐熱性等の所望のバリア特性を与えるため第1バリア層130と第2バリア層131とを塗布することができる。
【0044】
以下に示す実施例は本発明を示すものであるが、本発明を限定しない。特に言及しない限り、%は全て質量%である。以下に引用された特許、特許出願、および参考文献の全内容は本明細書に参照により援用される。
【実施例1】
【0045】
(コーティング剤の調整)
以下の成分種および成分量でコーティング剤を調製した。
【0046】
【表1】

【0047】
[実施例2]
(耐湿性および耐油性を有する塗工板紙の準備)
Stromdalベースボード機械で製造されたStrom−ベースボード231g/m2の板紙は、オフラインコーティング機械に供給される。前記板紙は、実施例1に示す材料からなるコーティング剤Aで、コーティング質量8g/m2(コーティング質量は乾燥質量で表す)で塗布した。塗工板紙は、ウェブ温度が70〜90℃となるように、0.4秒間、260℃の熱風で乾燥させた。コーティング剤Aを塗布後、コーティング剤Aの塗布に用いた手順と同様の手順で、実施例1に示す組成を有するコーティング剤Bを、次のコーティングステーションで塗布した。コーティング剤Bは7g/m2の割合で塗布した。塗工板紙は、0.4秒間、500℃の熱風で乾燥させ、引き続き、4秒間、160℃の熱風で乾燥させた。この後、ウェブ温度は100〜108℃に達している。塗布し、乾燥した板紙基材は、ポープリーラーで板紙のウェブを巻き取る前に、ウェブの温度が30〜40℃に至るように温度30〜40℃の温度を有するローラーに前記基材を接触させ、また冷風によって冷却した。上層は印刷が可能な顔料コートでコートされている。冷却された基材は、ニップ圧が40kN/m、温度160℃のローラー間を通過させてカレンダリングを行った。
コート層Aは、オーブン温度200℃に15分間置いた後、板紙に0の油浸透性を与えている。コート層Bは、防湿性を与えている。耐水性は、Cobb吸水試験(30分間)での測定値が10g/m2未満である。最終的に得られた塗工板紙は、例えばヒートシール可能性、非ブロッキング性が求められる用途等へのさらなるプロセスに効果的である表面特性を有している。
前記コーティングは、バリア特性が損なわれることなくオーブン温度220℃に耐える。さらに、前記コーティング剤のいかなる成分も食品に接触したときに食品に移動することがない。同時に、前記コーティングは、圧力80〜100psi、温度160〜200℃、時間1〜1.5秒でヒートシールが可能である。ここで「ヒートシール可能性」とは、圧力をかけて温度を上昇させることで接着剤を用いずに密封でき、ヒートシール可能な2つの表面が離れる時には、ウェブに裂け目が生じる結果をもたらす材料に言及するものである。前記コーティング材は、表面には穿孔が生じさせたり、従来のPEコート剤のように押出ポリオレフィンを用いた時に必要であったコロナ処理も必要とすることなく、水性接着剤でさらに接着させることができる。
【0048】
[実施例3]
(水蒸気バリア性および耐油性を有する板紙の準備)
板紙は、コーティング機械に供給される。板紙は、実施例1に示されるコーティング剤Cを8gsmの割合で塗布される。塗工板紙は、0.4秒間、200℃で乾燥される。そして、実施例1に示すコーティング剤Bは、前記コーティング剤Cの塗布に用いた手順と同様の手順で次のコーティングステーションにおいて塗布される。コーティング剤Bは7g/m2で塗布される。
前記塗工板紙は、0.4秒間、500℃の熱風で乾燥され、引き続き、4秒間、温度160℃の熱風で乾燥される。この後、ウェブ温度は100〜108℃に至る。塗布および乾燥がされた板紙基材は、ポープリーラーに板紙のウェブが巻き取られる前に、ウェブの温度が30〜40℃となるように、30〜40℃の温度を有するローラーに前記基材を接触させ、また冷風で冷却した。上層は、印刷が可能な顔料コートでコートされている。
冷却後の基材は、ニップ圧が40kN/m、温度160℃のローラー間を通過してカレンダリングが行われる。コーティング層Cは、35g/m2未満の耐湿性(MVTR)を与える。コーティング層Bは、板紙にヒートシール特性を与えるとともにCobb吸水試験(30分間)で10g/m2未満の耐水性を与える。これら2つのコーティング層の組み合わせは、オーブン温度200℃に15分間置いた後、0の油浸透を与える。最終的に得られた塗工板紙は、例えばヒートシール可能性、非ブロッキング性が求められる用途等へのさらなるプロセスに対し、より効果的となる表面特性を与える。前記コーティングは、バリア特性が損なわれることなくオーブン温度220℃に耐える。さらに、本発明のコーティング剤のいかなる成分も食品に接触したときに食品に移動することがない。同時にコーティングは圧力80〜100psi、温度160〜200℃、時間1〜1.5秒でヒートシールが可能である。ここで「ヒートシール可能性」とは、圧力をかけて温度を上昇させることで接着剤を用いずに密封でき、ヒートシール可能な2つの表面が離れる時には、ウェブに裂け目が生じる結果をもたらす材料に言及するものである。前記コーティング材は、表面には穿孔が生じさせたり、従来のPEコート剤のように押出ポリオレフィンを用いた時に必要であったコロナ処理も必要とすることなく、水性接着剤でさらに接着させることができる。
【0049】
コーティング剤の2層は、各々11g/m2で板紙の反対側に塗布される。顔料は主に炭酸塩カルシウムであるが、トップコートには粘土も使用される。複数の顔料コーティングは、同様の複数のコーティングステーションで塗布するが、必要なコート質量を計量して均一なコート層を得るため、ロッド又は溝を有するロッドの替わりにブレードが用いられる。
【0050】
[実施例4]
(焼き付け試験)
焼き付け試験は、10×10cmの塗工板紙のサンプルを用いて行われる。コートした側の上にバターペストリーが配置され、200℃で15分間焼き付けされる。冷却(5分間)した後、コーティング全体にわたって、板紙のコートされていない側から油浸透を調べた。評価値は0〜5あり、0は油浸透が0であることを意味する。
【0051】
【表2】
【0052】
本発明は特定の製造工程と生産品の態様に言及して記載されているが、本発明の開示に基づき、本発明の発明の範囲内であれば、様々な変更、修正、適用を行うことができる。
【技術分野】
【0001】
本出願は2008年11月7日に出願された35U.S.C.119条(e)に基づく米国仮特許出願第61/112,526号の優先権の利益を主張し、当該出願の全内容を参照により援用する。
【0002】
本発明は、リサイクル可能な塗工紙または塗工板紙生産品およびその製造方法に関する。特には、紙または板紙は、紙および板紙機械とはオフラインの一以上の塗工ステーションにおいてポリマーエマルジョンでコートされている。本発明のコーティング組成物及びコーティング工程は、塗工紙または塗工板紙生産品に、向上させたバリア特性を与える効果を有する。
【背景技術】
【0003】
バリア特性を有する塗工紙または塗工板紙生産品は、環境の影響を受けやすい食品その他の生産品の包装に非常に有用である。
望ましいバリア特性には、耐油性、低い水浸透性、同様に平滑で均一な表面仕上がりが含まれる。多くの適用で、コーティングはヒートシール可能である。既知のコーティング方法は、分散コーティングを含み、該分散コーティングでは、水溶性の分散ポリマー、顔料、他剤のコーティング組成物が、ブレードコーティング、バー(ロッド)コーティング、リバースロール(フィルム)コーティング、或いはエアーナイフコーティング等のコーティング技術を用いて基材に適用される。多数のコーティング剤供給業者から入手可能な予混合コーティング塗料は、板紙機械で板紙のウェブに塗布される。予混合されたバルクのコーティング組成物の使用は、特定の包装材或いはその他の生産品に望ましいバリア特性及びその他の特性を達成するように特別仕様に設計できるコーティング組成物の範囲を制約する。典型的には、紙及び板紙は、紙または板紙機械に直接一体化された塗工ステーションでコーティングがなされる装置で製造される。インラインコーティングでは、コーティングが施されたときに板紙のウェブが温度が上がることで、コーティング剤が板紙に浸透するとともに有効コート厚が小さくなり、そして最低限のコストで所望のコート特性を安定して達成することが困難となる。インラインコーティングシステムは、紙および板紙製造工程に連携しているため、それらは比較的適応性が低く、例えば、比較的小口の製造工程が用いられる特殊塗工板紙生産品のように、より小口の製造工程に採用することは困難である。
【発明の概要】
【発明が解決しようとする課題】
【0004】
インラインコーティングシステムを用いる従来の製造方法は、紙または板紙機械の稼働中に新たなコーティング処方を開発し、テストする困難性や、例えば、同一或いは異なる組成物の複数のコート層を含む生産品等の特殊生産品を供給するために既存の設備を改良する困難性及び出費において、さらに欠点がある。
所望の範囲のバリア特性を有する多様な塗工紙および塗工板紙を、容易かつ経済的に提供できるように改善されたシステムおよび製造方法が必要とされている。かかる製造方法は、完成品の個々のニーズに合うように最適化された高性能の分散塗工紙および塗工板紙生産品を大量および少量で経済的に製造する能力がなければならない。さらに、コーティング組成物およびコーティング工程は、望ましいバリア特性を付与するとともに、製造コストと製造方法および最終生産品による環境への負荷との両方を減らすために廃棄紙および廃棄板紙生産品がリサイクルできるように改善される必要がある。
【課題を解決するための手段】
【0005】
多様な応用に使用される高品質でリサイクル可能な塗工紙または塗工板紙を広範囲で製造するために高度に適合できる製造システムおよび方法が提供される。適応性をより高めるため、コーティング組成物は、板紙の製造ユニットとオフラインで、さらに好ましくは、板紙の製造ユニットと同じ製造施設内に設置できる1以上のコーティングステーションで紙または板紙に塗布される。
それにより、コーティングを適用する時点で紙のウェブまたは板紙のウェブが冷却されており、それによりコーティングの工程をよりよく制御することができ、また所望のバリア特性を得るために必要なコーティング量も少なくできる。コーティング工程は、板紙の製造と切り離すことができるので、塗布速度やその他の諸条件を、板紙機械の操作パラメータと必要に応じて独立させることが可能である。
システムは、オンライン或いはオフラインの連続した多層コーティングステーション、および次のコーティングが行われる前にコーティングを乾燥する間欠乾燥ステーションを備えることによって、多層コート生産品の製造に容易に適用できる。また、システムは、最終のコーティングステーションの後に最終の乾燥ステーションと、その後に、生産品をリールに巻いて保管する際にヒートシール可能な表面が付着するのを防ぐため塗工紙または塗工板紙を冷却する冷却ステーションとを有している。
【0006】
さらに、塗工紙および塗工板紙生産品を生産する改良されたプロセスが記載されている。水性ポリマーエマルジョン、顔料、その他任意の添加物を、所望のバリア特性およびその他特性を達成する上で必要となる、所望の固形分、固体分散、粘度及びその他の特性を得るために選択される割合で混ぜ合わせる混合システムが提供される。
従って、産業用コーティング剤供給業者から一般的に入手可能なコーティング組成物の使用に限られているシステムと比較して、最終生産品の特性および性能においてより大きな適用性が得られる様々な仕様のコーティング組成物をその場で用意できる。
【0007】
具体的には、例えば、コーティングの乾燥質量で、水性ポリマーエマルジョンを約70〜約90質量%、コーティングの乾燥質量で、顔料を約10〜約30質量%を含有するコーティング組成物が提供される。消泡剤、分散剤、増粘剤のような添加剤もまた含有することができる。こういうコーティング剤は、400〜1000mPasの粘度、前記コーティング質量において、約40〜約60質量%の固形分を有していてもよい。
本発明の他の態様では、第1のコーティング組成物には、良好な耐油性を得るため一以上の分散ポリマーを含み、第2のコーティング組成物は、良好な耐水性を与えるように用意され、第3のコーティング組成物は、水蒸気バリア性といくらかの耐油性とを得るためのプレコート剤として提供することができる。そして、これらコーティングは、所望の範囲のバリア特性を有する多層の塗工紙または板紙を得るために種々の組み合わせで適用することができる。
【0008】
前記水性コーティング剤は、紙または板紙に適用される。望ましくは、紙または板紙は、少なくとも一方の面で温度が40℃以下の温度を有している。水性コーティング剤は、塗工紙または塗工板紙を得るため乾燥される。塗工紙または塗工板紙は冷却される。冷却は、塗工紙または塗工板紙の温度が40℃以下になるように、空気冷却または塗工紙または塗工板紙をシリンダに接触させて行うことができる。冷却された塗工紙または塗工板紙はさらにカレンダリング工程を施すことができる。
【0009】
記載された前記方法は、塗工紙または塗工板紙生産品を提供する上で効果的である。前記塗工紙または塗工板紙生産品は、第1のアクリルポリマーエマルジョンから形成された第1コート層が少なくとも一方の面にコートされた紙または板紙の層を含んでいる。また、前記塗工紙または塗工板紙生産品は、前記第1コート層に接触している第2コート層を含んでいる。前記第2コート層は、第2のアクリルエマルジョンから形成された第2コート層を含んでいる。前記塗工紙または塗工板紙は、Cobb吸水度試験(ここで言及によって参照されるASTM D3285に応じた30分間)において、10g/m2未満の耐水性を有し、24時間(25℃、相対湿度75%)で120g/m2未満の耐湿性(ここで言及によって参照されるASTM E96に応じたMVTR−value(水蒸気透過率))を有し、200℃で15分後(ここ実施例4に記載された焼付試験に応じて)で、0の油浸透をもたらす。さらに、前記コーティングは、220℃においてその耐水性と耐湿性のバリア特性を保持する。前記コーティングまたは前記コーティング中のいかなる物質も前記コーティングに接触する食品に移動しない(ここで言及により参照される、欧州FDA試験法BfR XXXVIおよびBfR XXXVI/2に応じて決定されたものとする)。同時に、コーティングは、圧力80〜100Psi、温度160〜200℃、時間1〜1.5秒でヒートシールが可能である。
【0010】
他の態様では、前記塗工紙または塗工板紙生産品は、スチレンブタジエンポリマーエマルジョンから形成された第1コート層が少なくとも一方の面にコートされた紙または板紙の層を含んでいる。前記塗工紙または塗工板紙生産品はまた、前記第1コート層に接触する第2コート層を含んでいる。前記第2コート層は、第2のアクリルエマルジョンから形成された第2コート層を含んでいる。前記塗工紙または塗工板紙は、Cobb吸水度試験(時間30分間)において、7g/m2未満の耐水性を有し、24時間(25℃、相対湿度75%)で30g/m2未満の耐湿性(MVTR−value)を有し、200℃で15分後で、0の油浸透を提供する。さらに、前記コーティングは、220℃においてその耐水性と耐湿性のバリア特性を保持する。前記コーティングまたは前記コーティング中のいかなる物質も前記コーティングに接触する食品に移動しない。同時に、コーティングは、圧力80〜100Psi、温度160〜200℃、時間1〜1.5秒でヒートシールが可能である。
【0011】
他の態様において、紙または板紙は、複数のコート層を含んでいてもよい。第2コート層は、第1コート層が乾燥された後に設けられることが可能である。最後のコート層が形成された後に、冷却とカレンダリングが行われる。コート層の数に上限はないが、量が大きくなるため、実用的には3層が最大である。第1コート層は、板紙機械で表面サイジングによって加えることができる。そして、板紙機械で2つの追加層が加えられるようにしてもよい。これら3層はバリア特性を付与するため板紙の反対面に至る。コート層は全て同一のポリマーエマルジョンを含んでいてもよく、または各コート層が異なるポリマーエマルジョンで形成されていてもよい。異種のコート層は、最終生産品に様々なコーティング特性を与えることができる。
【0012】
他の態様では、紙または板紙は両面にコートすることができる。それぞれの面は、単一または複数のコート層を有していてもよい。具体的には、本発明に従って製造される生産品は、一方の面にヒートシール可能なバリアコート層を有し、反対側に一あるいは複数の顔料コート層を有していてもよい。好ましい態様の一つでは、板紙の各面に、一回の製造工程で一以上の同一または異なるコーティング組成物をそれぞれの面に層状に塗布する複数のオフラインコーティングステーションが備えられる。
【0013】
本発明のさらに他の態様では、コーティング工程で生じるトリミング廃棄物その他の廃棄物が、塗布した一又は複数のコーティングを最初に基材から分離する必要なく、板紙の製造工程において再利用することができるようにコーティング組成物が調製される。本発明のコーティング組成物は、得られた板紙に対して不都合な作用を及ぼすことはなく、板紙のパルプ化工程でそのような物質を再利用できることが判明している。好適には、廃棄紙を製紙施設へ輸送する費用を最小にするため、板紙製造施設にオフラインコーティングステーションが共同設置される。
【図面の簡単な説明】
【0014】
【図1】図1は、リサイクル可能な塗工紙または塗工板紙の製造工程の概略を図示するフロー図である。
【図2】図2は、オフラインコーティング装置を図示する。
【図3】図3は、塗工板紙生産品を示す。
【発明を実施するための形態】
【0015】
【0016】
【0017】
リサイクル可能な塗工紙または塗工板紙を製造するプロセスを概略的に示すフロー図が図1に示されている。図2は、コーティングステーションが製造工程へ組み込まれた、本発明の好ましい一実施態様のシステムと製造工程の全体をより詳細に示す図である。図1に概略的に示されるように、紙および板紙は、従来技術と同様に、ベースボード装置20によって生産される。塗工されていない紙または板紙とコーティング組成物は、一または複数のオフラインステーション60に供給される。前記コーティングプロセスは、少なくとも紙または板紙の一表面にポリマーエマルジョンコーティング剤を塗布することを含む。ポリマーエマルジョン中の水は一または複数の乾燥ステーションにおいて除去され、前記最終生産品の冷却が後で行われる。
【0018】
(紙および板紙)
紙および板紙の製造には、当業界で公知のベースボード機械を使用することができる。具体的には、使用可能なベースボード機械の一つの形式は、Ahlstrom社製である。ベースボード機械は、当業界で一般的に知られているパラメーターを使用して操作することができる。ベースボード機械20は、基材に所望の厚さ、粒子密度および滑らかさを与えるため紙または板紙の表面サイジングとカレンダリングとを提供する。塗工紙および塗工板紙生産品を製造する従来の製造システムとは異なり、本発明の紙または板紙製造システムは、コーティング操作のために使用することは好ましくない。
【0019】
前記ベースボード機械で製造された塗工されていない紙および板紙は、広範囲においてその後のコーティングに使用することができる。
あらゆる種類の繊維性材料、例えば、漂白されたものまたは未漂白のもの、硬材または軟材、原材またはリサイクル材、紙または板紙のコート前の形態等が、コートされることができる。製造された紙または板紙の基本質量は、好ましくは、3,000平方フィート当たり80〜300ポンドの範囲であり、0.008〜0.025インチの範囲の厚さを有している。
【0020】
紙または板紙は、水浸透性を最小にする上で効果のある一定の表面特性を与えるように作成される。この点で、紙または板紙は、Cobb値で40g/m2以下(60秒)となるようにサイジングされる。好ましくは、耐油性を改善させるために紙または板紙にフルオロケミカルは使用されない。
【0021】
(コーティング組成物)
コーティング組成物は、コーティングする紙または板紙に提供される。コーティング組成物は、合成ポリマーと顔料との水性分散液である。通常合成ポリマーは、顔料を紙または板紙に固定するバインダとして使用される。ここで用いられるポリマーエマルジョンは、分散液を得る原料を広く指している。さらにここで用いられるポリマー分散液は、ポリマーエマルジョンを顔料及び添加剤と混合させた後のコーティング液を指す。乾燥されて仕上げられたコーティングは分散コーティングと見なされる。
【0022】
コーティング組成物は、コーティングの乾燥質量で、合成ポリマーエマルジョンを約70〜約90質量%、コーティングの乾燥質量で、顔料を約10〜約30質量%を含有することができる。
【0023】
水性エマルジョンを形成するために使用する合成ポリマーとしては、アクリル重合体、アクリル共重合体、スチレンとブタジエンの共重合体、ビニルアセテート重合体、ポリビニルアルコール、ポリエチレンビニルアセテート、ポリエチレンビニルクロライド、ポリビニリジエンクロライド、及びこれらの混合物が含まれる。好適なアクリル酸エステルおよび/またはメタクリル酸エステルとしては、エチルアクリレート、メチルメタクリレート、ブチルアクリレート、2−セイルヘキシルアクリレート、メチルアクリレート、エチルメタクリレートや同類及びこれらの混合物が含まれる。
【0024】
前記顔料には、基材のコーティング組成物に有用な顔料であれば、どのような顔料でも選択できる。具体的に好適な顔料は、カオリン粘土のようなコーティング用粘土、二酸化チタン、炭酸カルシウム、硫酸バリウム、タルク、硫酸亜鉛、硫酸アルミニウム、酸化カルシウム反応生成物、リトポン、硫化亜鉛、その他コーティング顔料、その他類似の材料、及びこれらの混合物の水性分散液にある。一の態様において、タルクと粘土からなる顔料を使用することができる。
【0025】
一の態様においては、タルクが顔料として使用される。タルクは、55〜65%の水を含むスラリーの替わりに、5〜15%の水を含む乾燥粉末または粒子として加えることができる。乾燥粉末としてタルクを追加することにより固形分量と粘度の値がより高くなり、必要となる増粘剤の量を最小にでき、さらに重要なことには、必要とされる乾燥容量と乾燥に必要なエネルギーを最小にすることができる。
【0026】
コーティング組成物は、約400〜約1000mPasの粘度を有しており、前記コーティング質量を基準にして、約40〜約60質量%の固形分を有しているであろう。
【0027】
コーティング組成物は添加剤を含んでいてもよい。添加剤としては、増粘剤、消泡剤や泡止め剤、分散助剤、補助顔料、架橋剤、スリップ添加剤、離型剤及びブロッキング防止剤が含まれる。好ましくは、耐油性を改善するため紙または板紙にフルオロケミカルは使用されない。
【0028】
コーティング剤は、分散液を生成するためポリマー、水、顔料、必要に応じて添加剤を混合し、コーティング剤作成タンク40で作成される。通常約20〜約30分間は混合が行われる。粘度は、添加剤、水、増粘助剤で調整される。前記ポリマーエマルジョンは、貯蔵タンクに保管するか、またはオフラインコーティング機械60に直接輸送されることができる。前記コーティング剤は、最適な特性を有し、また時間の経過により生じる顔料の凝集及び沈殿の悪影響を避けるため、好ましくは、使用直前に混合される。保管される場合、コーティング組成物の沈殿を最小にするため、好ましくはミキサーおよび/または循環器によって撹拌される。
【0029】
(コーティング剤塗布)
紙または板紙は、オフラインまたはインラインコーティングステーションでコーティングされることができる。インラインコーティングステーションを使用するシステムでは、一または複数の前記コーティングステーションは、紙または板紙機械にある。オフラインコーティングシステムでは、一または複数のコーティングステーションは、異なる機械にある。図2に示されるように、本発明のシステムの好ましい態様は、紙板製造システムと同一の施設に共同設置された、少なくとも一つ、好ましくは複数のオフラインコーティングステーション210、212、214、216を有している。ここで「オフライン」とは、板紙製造機械と独立して操作することができ、同じ製造ラインに設置することを要しないコーティング機械を指す。
オフラインコーティング機械は、板または板紙の基材を提供する機械と同じ施設内に設置することができる。オフラインコーティング機械は、より好適なコーティングの提供に効果的である。例えば、インラインコーティングでは、紙または板紙の基材はコーティング剤を塗布するときに高温となる。コーティング剤は、低温の基材よりも高温の基材に対してより多く浸透する。コーティング剤の浸透の増加は、コーティングの厚さが小さく、低品質で、高コストの生産品をもたらす。オフラインコーティング機械は、コーティングに先立って、紙または板紙の温度を40℃以下にする。紙または板紙は、それを冷却するのに十分な時間を保持してもよく、あるいはウェブ上に冷却空気を吹き付けて冷却することができる。他のコーティングステーションの前段に冷却ステーション220を追加して紙または板紙をより急速に冷却することができる。即ち、ベースボード機械の高温のウェブ上に直接インラインコーティングするときに比べ、冷却された基材の上に塗布するときは、より少ないコーティング量で塗工品質も高くすることが可能であることが見いだされている。
【0030】
紙または板紙は、好ましくは、コーティング前に約40℃未満、最も好ましくは約30℃の温度にまで冷却される。冷却は、例えば冷却空気をウェブ上に吹き付けて実行でき、また、紙または板紙のリールを、それがクールダウンするのに充分長く室温に保持してもよい。図2に示されるように、紙または板紙は、紙または板紙ロール200からコーティングステーションに供給することができる。コーティング組成物は、紙または板紙の少なくとも一方の表面に、エアーナイフ、ブレードコーティング、計量ロールコーティング、グラビアコーティング、ロッドコーティング、カーテンコーティング、スプレー等のあらゆる既知の方法で塗布することができる。
重要な態様の一つでは、コーティング層は、コーティングの厚さをより均一に得る上で効果的であるロッド/バーで、紙または板紙の上に計量塗布される。ロッド/バーで塗布される各コーティング層の塗布量は、約5g/m2〜約10g/m2であり、このとき塗工基材表面上のコート厚の変動は約1g/m2以下である。溝付きロッドは、板紙の紙にコーティング組成物を塗布するのに特に効果的である。溝の大きさは、当該特定のコーティング混合物が、コート質量で各層5〜10g/m2となるように選択する。コーティング剤の固形分、粘度、その他のレオロジー特性は、溝の大きさの選択に影響を受ける。典型的なロッドは、クロムで表面処理され、10〜15mmの直径を有している。
【0031】
図2に示されるように、上側のプレコートは、コーティングステーション200において塗布することができる。乾燥ステーション230は、好ましくは、次のコーティング剤が塗布される前にコーティング剤の水分量を減少させるべく、連続するコーティングステーションの各々の間に設置されている。コーティング剤の乾燥は、塗工紙または塗工板紙のウェブに直接熱風をあてて行われる。熱風は、例えば、プロパン加熱等の公知の方法で供給することができる。空気は、水分を除去しつつ連続的に再循環される。この態様では、温度約100℃〜約150℃の熱風は、ウェブ温度が約110℃を超えないように紙のウェブまたは板紙のウェブに供給する。
本発明の一の態様においては、第1のコーティングステーションを後のウェブ温度は約80℃〜約90℃であり、第2セットのコーティングおよび乾燥のステーションの後のウェブ温度は約105℃〜約110℃である。ウェブ温度は、例えばウェブ温度測定点240等の複数の位置で決定することができる。または、加熱ステーション230は、例えば、冷風を用いて冷却をするものに変更することができる。
【0032】
前記水性エマルジョンコーティングは、一層当たり5〜15g/m2の範囲、典型的には7〜8g/m2の範囲で乾燥コーティング質量を有している。乾燥温度及びライン速度は、コーティング剤の生成における特有な乾燥特性、例えば、固形分%、基材基準質量および吸収率、または設備特性によって決定される。コーティングの塗布量は、計量点250において計量することができる。乾燥条件は、コートされた基材を巻き取ったり板紙をはがす際に、コーティングのふくれ、ロールブロッキング、コーティングのピッキングを防止するように制御されるべきである。
【0033】
他の態様においては、紙または板紙の各側は、複数のコート層を含んでいてよい。これらのコート層は、例えば各々の側に2つずつ、図2で示される複数のオフラインコーティングステーション210、212、214及び216を用いて塗布できるが、さらにオフラインコーティングステーションの数を増やしてもよい。各コーティングステーションは、第1のコーティング装置で塗布したポリマー分散剤と比べ、同一または異なるものを塗布することができる。
【0034】
一般的には、第1の層は耐油性と防湿特性において最適化され、第2の層は防水特性をさらに有し、ヒートシール可能な表面を提供する役目を果たす。しかしながら、本発明の範囲内で他のアプローチもまた可能である。
【0035】
前記システムは、好ましくは、同一の生産工程において基材の両面を独立して一または複数の層でコーティングすることに有効な複数のコーティングステーションを含んでいる。所望のコーティング組成物は、これを塗布する特定のコーティングステーションに供給される。そして、前記システムは、例えば、基材の第1の側の表面印刷に適する連続する2層の顔料層を塗布する2つのコーティングステーションを備え、さらに基材の反対の第2の側に適度な耐油性、耐湿性、ヒートシール特性を与える2つのバリア層をコートする2つの追加のコーティングステーションをさらに備えることができる。
オフラインコーティングステーションを使用することにより、そのようなシステムは、紙または板紙製造機械を再構成しなくても、単にコーティングステーションの使用数さえ調整することにより、基材のいずれかの表面または両方の表面に形成するコート層の数を手軽に増減できる。同様に、コーティング組成物自体は、各層の特性を変えるため混合ステーションで容易に変更することができる。そして、特別な仕様の生産品は、一の生産品から他の生産品へ変えるときの操作が比較的単純で、板紙製造機械の再構成または操作の変更が不要なので、広範にわたり生産することが可能である。
【0036】
オフラインコーティングステーションの使用は、さらに紙または板紙コーティングを遠隔施設で行えるという優れた効果を有している。
【0037】
その他の態様では、コーティングの厚さはIR分光法により測定される。オンラインIR分光法測定は、コーティングの厚さを連続モニタリングでき、その結果、制御パラメータは、所望のコーティング厚が一定して得るよう必要に応じて調整することができる。好ましくは、塗布された各コーティング層の量は、すべての生産運転で近似したバリア特性および他の特性が得られ、余分なコーティング剤の使用を回避するように計量することができる。計量は、図2に示される計量点250で実施することができる。
【0038】
前記塗工紙または塗工板紙は、一あるいは複数のコーティングステーションの後、他の乾燥ステーションで乾燥され、その後シリンダへの巻取前に冷却される。塗工され、乾燥された紙または板紙の冷却は、冷却空気や、シリンダローリング内でウェブに向かって水が循環される(図2の220に図示されている)冷却シリンダを用いて冷却される。冷却水は、シリンダの一方の端面から入り、別の端面から出るように導かれる。冷却シリンダは、紙のウェブまたは板紙のウェブの各々の面に1つずつで、2つある。冷却は、塗工紙または塗工板紙を40℃以下の温度にすることが効果的である。適度な乾燥は、リールへのヒートシールコーティングの付着や、また、いわゆる「ブロッキング」を避けるとともに、優れたバリア特性と良好な膜形成を達成するために必要がある。冷却条件は、ブロッキングを防止する程度に乾燥が充分になされると同時に、コーティングがヒートシール可能となる完全乾燥を避けるような適切な段階で乾燥を止めるよう選択される。
【0039】
冷却後、塗工紙または塗工板紙はカレンダリングすることが可能である。
【0040】
本発明のシステムおよび製造方法のさらに優れた点は、プロセスにおける全ての塗工板紙の廃棄物が、再利用前にコーティング剤を分離することなく、直接、紙または板紙製造プロセスで再利用できるという事実にある。この形態で、塗工板紙廃棄物の100%が再利用される。この点で、使用するコーティング組成物中に、検知可能なレベルのワックスを含まないことが好ましい。しかし、通常ワックスは耐水性を改善し、防湿性を与えるためコーティングに使用することが多いが、リサイクルする場合、リサイクルパルプに粘性を生じさせるため悪い作用を与える。ここで述べられた組成物は、ワックス成分を必要とすることなく優れたバリア特性を与えるのに好適である。紙または板紙が製造されるのと同じ工場で塗工がなされれば、塗工板紙廃棄物の輸送費を削減される。
【0041】
(塗工紙または塗工板紙生産品)
ここに記載される工程に従って製造された塗工紙または塗工板紙生産品は、コーティング剤を分離しなくても、コンポスト化が可能であり、また再利用が可能である。前記塗工紙または塗工板紙生産品は、耐湿性及び耐油性を有するものとして使用できる。前記塗工紙または塗工板紙生産品は、ヒートシール可能で、電子レンジにかけることが可能である。前記塗工紙および塗工板紙生産品は、例えばパンの包装、サラダ皿、冷凍食品容器、サンドイッチのパッケージ、キャンディおよびガム等の様々な食品のパッケージに使用することができる。
【0042】
図3は塗工板紙を概略的に示している。図3に示されるように、前記紙または板紙生産品は、ベースボード中間層110を含むことができる。ベースボード中間層110は、通常は機械パルプ及び粉砕パルプを含み、中間層のいずれかの面に漂白の工程で形成された化学パルプ領域を含むことができる。中間層の機械パルプはかさを提供し、化学パルプ層は高い白色度と同様に柔軟性を提供する。ベースボードは、また全体的に化学パルプによって生産でき、または、再利用パルプを含有してもよい。さらに紙は、塗布する基材に使用することも可能である。
【0043】
ベースボード中間層110は、一方の面に、顔料プレコート層120と顔料トップコート層121とを塗布することができる。これらの層は、良好な表面印刷性を備えている。2層の顔料層を有することにより、コート層はピンホールとばらつきの少ない均一なものとなる。反対の側には、最終生産品に、例えば耐油性、耐湿性、および耐熱性等の所望のバリア特性を与えるため第1バリア層130と第2バリア層131とを塗布することができる。
【0044】
以下に示す実施例は本発明を示すものであるが、本発明を限定しない。特に言及しない限り、%は全て質量%である。以下に引用された特許、特許出願、および参考文献の全内容は本明細書に参照により援用される。
【実施例1】
【0045】
(コーティング剤の調整)
以下の成分種および成分量でコーティング剤を調製した。
【0046】
【表1】
【0047】
[実施例2]
(耐湿性および耐油性を有する塗工板紙の準備)
Stromdalベースボード機械で製造されたStrom−ベースボード231g/m2の板紙は、オフラインコーティング機械に供給される。前記板紙は、実施例1に示す材料からなるコーティング剤Aで、コーティング質量8g/m2(コーティング質量は乾燥質量で表す)で塗布した。塗工板紙は、ウェブ温度が70〜90℃となるように、0.4秒間、260℃の熱風で乾燥させた。コーティング剤Aを塗布後、コーティング剤Aの塗布に用いた手順と同様の手順で、実施例1に示す組成を有するコーティング剤Bを、次のコーティングステーションで塗布した。コーティング剤Bは7g/m2の割合で塗布した。塗工板紙は、0.4秒間、500℃の熱風で乾燥させ、引き続き、4秒間、160℃の熱風で乾燥させた。この後、ウェブ温度は100〜108℃に達している。塗布し、乾燥した板紙基材は、ポープリーラーで板紙のウェブを巻き取る前に、ウェブの温度が30〜40℃に至るように温度30〜40℃の温度を有するローラーに前記基材を接触させ、また冷風によって冷却した。上層は印刷が可能な顔料コートでコートされている。冷却された基材は、ニップ圧が40kN/m、温度160℃のローラー間を通過させてカレンダリングを行った。
コート層Aは、オーブン温度200℃に15分間置いた後、板紙に0の油浸透性を与えている。コート層Bは、防湿性を与えている。耐水性は、Cobb吸水試験(30分間)での測定値が10g/m2未満である。最終的に得られた塗工板紙は、例えばヒートシール可能性、非ブロッキング性が求められる用途等へのさらなるプロセスに効果的である表面特性を有している。
前記コーティングは、バリア特性が損なわれることなくオーブン温度220℃に耐える。さらに、前記コーティング剤のいかなる成分も食品に接触したときに食品に移動することがない。同時に、前記コーティングは、圧力80〜100psi、温度160〜200℃、時間1〜1.5秒でヒートシールが可能である。ここで「ヒートシール可能性」とは、圧力をかけて温度を上昇させることで接着剤を用いずに密封でき、ヒートシール可能な2つの表面が離れる時には、ウェブに裂け目が生じる結果をもたらす材料に言及するものである。前記コーティング材は、表面には穿孔が生じさせたり、従来のPEコート剤のように押出ポリオレフィンを用いた時に必要であったコロナ処理も必要とすることなく、水性接着剤でさらに接着させることができる。
【0048】
[実施例3]
(水蒸気バリア性および耐油性を有する板紙の準備)
板紙は、コーティング機械に供給される。板紙は、実施例1に示されるコーティング剤Cを8gsmの割合で塗布される。塗工板紙は、0.4秒間、200℃で乾燥される。そして、実施例1に示すコーティング剤Bは、前記コーティング剤Cの塗布に用いた手順と同様の手順で次のコーティングステーションにおいて塗布される。コーティング剤Bは7g/m2で塗布される。
前記塗工板紙は、0.4秒間、500℃の熱風で乾燥され、引き続き、4秒間、温度160℃の熱風で乾燥される。この後、ウェブ温度は100〜108℃に至る。塗布および乾燥がされた板紙基材は、ポープリーラーに板紙のウェブが巻き取られる前に、ウェブの温度が30〜40℃となるように、30〜40℃の温度を有するローラーに前記基材を接触させ、また冷風で冷却した。上層は、印刷が可能な顔料コートでコートされている。
冷却後の基材は、ニップ圧が40kN/m、温度160℃のローラー間を通過してカレンダリングが行われる。コーティング層Cは、35g/m2未満の耐湿性(MVTR)を与える。コーティング層Bは、板紙にヒートシール特性を与えるとともにCobb吸水試験(30分間)で10g/m2未満の耐水性を与える。これら2つのコーティング層の組み合わせは、オーブン温度200℃に15分間置いた後、0の油浸透を与える。最終的に得られた塗工板紙は、例えばヒートシール可能性、非ブロッキング性が求められる用途等へのさらなるプロセスに対し、より効果的となる表面特性を与える。前記コーティングは、バリア特性が損なわれることなくオーブン温度220℃に耐える。さらに、本発明のコーティング剤のいかなる成分も食品に接触したときに食品に移動することがない。同時にコーティングは圧力80〜100psi、温度160〜200℃、時間1〜1.5秒でヒートシールが可能である。ここで「ヒートシール可能性」とは、圧力をかけて温度を上昇させることで接着剤を用いずに密封でき、ヒートシール可能な2つの表面が離れる時には、ウェブに裂け目が生じる結果をもたらす材料に言及するものである。前記コーティング材は、表面には穿孔が生じさせたり、従来のPEコート剤のように押出ポリオレフィンを用いた時に必要であったコロナ処理も必要とすることなく、水性接着剤でさらに接着させることができる。
【0049】
コーティング剤の2層は、各々11g/m2で板紙の反対側に塗布される。顔料は主に炭酸塩カルシウムであるが、トップコートには粘土も使用される。複数の顔料コーティングは、同様の複数のコーティングステーションで塗布するが、必要なコート質量を計量して均一なコート層を得るため、ロッド又は溝を有するロッドの替わりにブレードが用いられる。
【0050】
[実施例4]
(焼き付け試験)
焼き付け試験は、10×10cmの塗工板紙のサンプルを用いて行われる。コートした側の上にバターペストリーが配置され、200℃で15分間焼き付けされる。冷却(5分間)した後、コーティング全体にわたって、板紙のコートされていない側から油浸透を調べた。評価値は0〜5あり、0は油浸透が0であることを意味する。
【0051】
【表2】
【0052】
本発明は特定の製造工程と生産品の態様に言及して記載されているが、本発明の開示に基づき、本発明の発明の範囲内であれば、様々な変更、修正、適用を行うことができる。
【特許請求の範囲】
【請求項1】
リサイクル可能な塗工紙または塗工板紙の製造方法であって、
a)水性コーティング剤を少なくとも一のコーティング機械に供給し、前記水性コーティング剤はコーティングの乾燥質量で約70〜約90重量%のポリマーエマルジョンと、コーティングの乾燥質量で約10〜約30質量%の顔料を含有し;
b)紙または板紙に前記水性コーティング剤を塗布し、前記紙および板紙にコーティング層を形成し;
c)前記水性コーティング層を乾燥して塗工紙または塗工板紙を得;
d)前記塗工紙または塗工板紙を冷却する、
工程を有し、塗工紙または塗工板紙に約10g/m2未満の耐水性、120g/m2未満の水蒸気透過率を与えるのに効果的な温度で塗布、乾燥および冷却を行い、前記塗工紙または塗工板紙生産品がヒートシール可能であることを特徴とするリサイクル可能な塗工紙または塗工板紙の製造方法。
【請求項2】
前記水性コーティング剤は、オフラインコーティング機械に供給されるものである、請求項1に記載のリサイクル可能な塗工紙または塗工板紙の製造方法。
【請求項3】
前記オフラインコーティング機械が、紙または紙板供給機械と同一の場所に設置されている、請求項2に記載のリサイクル可能な塗工紙または塗工板紙の製造方法。
【請求項4】
前記水性コーティング剤が、40℃以下の温度を有する紙または板紙に塗布される、請求項1に記載のリサイクル可能な塗工紙または塗工板紙の製造方法。
【請求項5】
前記塗工紙または塗工板紙は、空冷で冷却されるか、または冷却シリンダに包含させて冷却される、請求項1に記載のリサイクル可能な塗工紙または塗工板紙の製造方法。
【請求項6】
前記冷却シリンダは、40℃以下の温度を有する、請求項5に記載のリサイクル可能な塗工紙または塗工板紙の製造方法。
【請求項7】
前記水性コーティング剤は、約400〜約1000mPasの粘度と、前記コーティング質量に対し約40〜約60質量%の固形分を有する、請求項1に記載のリサイクル可能な塗工紙または塗工板紙の製造方法。
【請求項8】
前記ポリマーエマルジョンは、アクリル重合体、アクリル共重合体、スチレンとブタジエンの共重合体、ビニルアセテート重合体、ポリビニルアルコール、ポリエチレンビニルアセテート、ポリエチレンビニルクロライド、ポリビニリジエンクロライド(polyvinylidiene chloride)、及びこれらの混合物からなる群から選択される、請求項1に記載のリサイクル可能な塗工紙または塗工板紙の製造方法。
【請求項9】
前記アクリル重合体が、エチルアクリレート、メチルメタクリレート、ブチルアクリレート、2−セイルヘキシルアクリレート(2-theylhexyl acrylate)、メチルアクリレート、エチルメタクリレート、及びこれらの混合物からなる群から選択される、請求項8に記載のリサイクル可能な塗工紙または塗工板紙の製造方法。
【請求項10】
前記ポリマーエマルジョンが、アクリルエマルジョンまたはスチレンブタジエンエマルジョンである、請求項8に記載のリサイクル可能な塗工紙または板紙を製造する方法。
【請求項11】
前記顔料は、コーティング用粘土、二酸化チタン、炭酸カルシウム、硫酸バリウム、タルク、硫酸亜鉛、硫酸アルミニウム、酸化カルシウム反応生成物、リトポン、硫化亜鉛、及びこれらの混合物の水性分散液からなる群から選択される、請求項1に記載のリサイクル可能な塗工紙または塗工板紙の製造方法。
【請求項12】
前記顔料がタルクである、請求項11に記載のリサイクル可能な塗工紙または塗工板紙の製造方法。
【請求項13】
約5g/m2〜約10g/m2の前記水性コーティング剤が、ロッドまたはバーで塗布される、請求項1に記載のリサイクル可能な塗工紙または板紙を製造する方法。
【請求項14】
前記紙または前記板紙の表面に、一以上のコーティング層が塗布される請求項1に記載のリサイクル可能な塗工紙または塗工板紙の製造方法。
【請求項15】
各々のコート層が、異なるポリマーエマルジョンから形成されている請求項14に記載のリサイクル可能な塗工紙または塗工板紙の製造方法。
【請求項16】
少なくとも一のコート層が、前記紙または前記板紙の各々の面に塗布される請求項1に記載のリサイクル可能な塗工紙または塗工板紙の製造方法。
【請求項17】
塗工紙または塗工板紙生産品であって、
少なくとも一方の側の面に第1のアクリルポリマーエマルジョンから形成される第1コート層で塗工されているベースボード層;および
前記第1コート層と接して、第2のアクリルポリマーエマルジョンから形成される第2コート層を含み;
前記塗工紙または前記塗工板紙生産品が、約10g/m2未満の耐水性と、25℃かつ相対湿度が75%未満の条件下で24時間後に120g/m2未満の水蒸気透過率とを有し、
前記塗工紙または塗工板紙製品がヒートシール可能であることを特徴とする塗工紙または塗工板紙製品。
【請求項18】
前記第1および第2のアクリルポリマーエマルジョンが、エチルアクリレート、メチルメタクリレート、ブチルアクリレート、2−セイルヘキシルアクリレート、メチルアクリレート、エチルメタクリレート、及びこれらの混合物からなる群から選択される請求項17に記載の塗工板紙製品。
【請求項19】
前記第1コート層および/または第2コート層が、コーティング用粘土、二酸化チタン、炭酸カルシウム、硫酸バリウム、タルク、硫酸亜鉛、硫酸アルミニウム、酸化カルシウム反応生成物、リトポン、硫化亜鉛、及びこれらの混合物からなる群から選択される顔料を含む請求項17に記載の塗工板紙製品。
【請求項20】
前記顔料がタルクである請求項19に記載の方法。
【請求項21】
塗工紙または塗工板紙生産品であって、
少なくとも一方の側の面にスチレンブタジエンエマルジョンから形成される第1コート層がコートされているベースボード層;および
前記第1コート層と接する第2コート層を含み、前記第2コート層がアクリルポリマーエマルジョンから形成され、
前記塗工板紙生産品が、約7g/m2未満の耐水性と、25℃かつ相対湿度が75%未満の条件下で24時間後に、30g/m2未満の水蒸気透過率とを有し、
前記塗工紙または塗工板紙生産品がヒートシール可能である塗工紙または塗工板紙製品。
【請求項22】
前記アクリルポリマーエマルジョンが、エチルアクリレート、メチルメタクリレート、ブチルアクリレート、2−セイルヘキシルアクリレート、メチルアクリレート、エチルメタクリレート等及びこれらの混合物からなる群から選択される請求項21に記載の塗工板紙製品。
【請求項23】
前記第1コート層および/または第2コート層が、コーティング用粘土、二酸化チタン、炭酸カルシウム、硫酸バリウム、タルク、硫酸亜鉛、硫酸アルミニウム、酸化カルシウム反応生成物、リトポン、硫化亜鉛、及びこれらの混合物からなる群から選択される顔料を含む請求項21に記載の塗工板紙製品。
【請求項24】
前記顔料がタルクである請求項23に記載の方法。
【請求項1】
リサイクル可能な塗工紙または塗工板紙の製造方法であって、
a)水性コーティング剤を少なくとも一のコーティング機械に供給し、前記水性コーティング剤はコーティングの乾燥質量で約70〜約90重量%のポリマーエマルジョンと、コーティングの乾燥質量で約10〜約30質量%の顔料を含有し;
b)紙または板紙に前記水性コーティング剤を塗布し、前記紙および板紙にコーティング層を形成し;
c)前記水性コーティング層を乾燥して塗工紙または塗工板紙を得;
d)前記塗工紙または塗工板紙を冷却する、
工程を有し、塗工紙または塗工板紙に約10g/m2未満の耐水性、120g/m2未満の水蒸気透過率を与えるのに効果的な温度で塗布、乾燥および冷却を行い、前記塗工紙または塗工板紙生産品がヒートシール可能であることを特徴とするリサイクル可能な塗工紙または塗工板紙の製造方法。
【請求項2】
前記水性コーティング剤は、オフラインコーティング機械に供給されるものである、請求項1に記載のリサイクル可能な塗工紙または塗工板紙の製造方法。
【請求項3】
前記オフラインコーティング機械が、紙または紙板供給機械と同一の場所に設置されている、請求項2に記載のリサイクル可能な塗工紙または塗工板紙の製造方法。
【請求項4】
前記水性コーティング剤が、40℃以下の温度を有する紙または板紙に塗布される、請求項1に記載のリサイクル可能な塗工紙または塗工板紙の製造方法。
【請求項5】
前記塗工紙または塗工板紙は、空冷で冷却されるか、または冷却シリンダに包含させて冷却される、請求項1に記載のリサイクル可能な塗工紙または塗工板紙の製造方法。
【請求項6】
前記冷却シリンダは、40℃以下の温度を有する、請求項5に記載のリサイクル可能な塗工紙または塗工板紙の製造方法。
【請求項7】
前記水性コーティング剤は、約400〜約1000mPasの粘度と、前記コーティング質量に対し約40〜約60質量%の固形分を有する、請求項1に記載のリサイクル可能な塗工紙または塗工板紙の製造方法。
【請求項8】
前記ポリマーエマルジョンは、アクリル重合体、アクリル共重合体、スチレンとブタジエンの共重合体、ビニルアセテート重合体、ポリビニルアルコール、ポリエチレンビニルアセテート、ポリエチレンビニルクロライド、ポリビニリジエンクロライド(polyvinylidiene chloride)、及びこれらの混合物からなる群から選択される、請求項1に記載のリサイクル可能な塗工紙または塗工板紙の製造方法。
【請求項9】
前記アクリル重合体が、エチルアクリレート、メチルメタクリレート、ブチルアクリレート、2−セイルヘキシルアクリレート(2-theylhexyl acrylate)、メチルアクリレート、エチルメタクリレート、及びこれらの混合物からなる群から選択される、請求項8に記載のリサイクル可能な塗工紙または塗工板紙の製造方法。
【請求項10】
前記ポリマーエマルジョンが、アクリルエマルジョンまたはスチレンブタジエンエマルジョンである、請求項8に記載のリサイクル可能な塗工紙または板紙を製造する方法。
【請求項11】
前記顔料は、コーティング用粘土、二酸化チタン、炭酸カルシウム、硫酸バリウム、タルク、硫酸亜鉛、硫酸アルミニウム、酸化カルシウム反応生成物、リトポン、硫化亜鉛、及びこれらの混合物の水性分散液からなる群から選択される、請求項1に記載のリサイクル可能な塗工紙または塗工板紙の製造方法。
【請求項12】
前記顔料がタルクである、請求項11に記載のリサイクル可能な塗工紙または塗工板紙の製造方法。
【請求項13】
約5g/m2〜約10g/m2の前記水性コーティング剤が、ロッドまたはバーで塗布される、請求項1に記載のリサイクル可能な塗工紙または板紙を製造する方法。
【請求項14】
前記紙または前記板紙の表面に、一以上のコーティング層が塗布される請求項1に記載のリサイクル可能な塗工紙または塗工板紙の製造方法。
【請求項15】
各々のコート層が、異なるポリマーエマルジョンから形成されている請求項14に記載のリサイクル可能な塗工紙または塗工板紙の製造方法。
【請求項16】
少なくとも一のコート層が、前記紙または前記板紙の各々の面に塗布される請求項1に記載のリサイクル可能な塗工紙または塗工板紙の製造方法。
【請求項17】
塗工紙または塗工板紙生産品であって、
少なくとも一方の側の面に第1のアクリルポリマーエマルジョンから形成される第1コート層で塗工されているベースボード層;および
前記第1コート層と接して、第2のアクリルポリマーエマルジョンから形成される第2コート層を含み;
前記塗工紙または前記塗工板紙生産品が、約10g/m2未満の耐水性と、25℃かつ相対湿度が75%未満の条件下で24時間後に120g/m2未満の水蒸気透過率とを有し、
前記塗工紙または塗工板紙製品がヒートシール可能であることを特徴とする塗工紙または塗工板紙製品。
【請求項18】
前記第1および第2のアクリルポリマーエマルジョンが、エチルアクリレート、メチルメタクリレート、ブチルアクリレート、2−セイルヘキシルアクリレート、メチルアクリレート、エチルメタクリレート、及びこれらの混合物からなる群から選択される請求項17に記載の塗工板紙製品。
【請求項19】
前記第1コート層および/または第2コート層が、コーティング用粘土、二酸化チタン、炭酸カルシウム、硫酸バリウム、タルク、硫酸亜鉛、硫酸アルミニウム、酸化カルシウム反応生成物、リトポン、硫化亜鉛、及びこれらの混合物からなる群から選択される顔料を含む請求項17に記載の塗工板紙製品。
【請求項20】
前記顔料がタルクである請求項19に記載の方法。
【請求項21】
塗工紙または塗工板紙生産品であって、
少なくとも一方の側の面にスチレンブタジエンエマルジョンから形成される第1コート層がコートされているベースボード層;および
前記第1コート層と接する第2コート層を含み、前記第2コート層がアクリルポリマーエマルジョンから形成され、
前記塗工板紙生産品が、約7g/m2未満の耐水性と、25℃かつ相対湿度が75%未満の条件下で24時間後に、30g/m2未満の水蒸気透過率とを有し、
前記塗工紙または塗工板紙生産品がヒートシール可能である塗工紙または塗工板紙製品。
【請求項22】
前記アクリルポリマーエマルジョンが、エチルアクリレート、メチルメタクリレート、ブチルアクリレート、2−セイルヘキシルアクリレート、メチルアクリレート、エチルメタクリレート等及びこれらの混合物からなる群から選択される請求項21に記載の塗工板紙製品。
【請求項23】
前記第1コート層および/または第2コート層が、コーティング用粘土、二酸化チタン、炭酸カルシウム、硫酸バリウム、タルク、硫酸亜鉛、硫酸アルミニウム、酸化カルシウム反応生成物、リトポン、硫化亜鉛、及びこれらの混合物からなる群から選択される顔料を含む請求項21に記載の塗工板紙製品。
【請求項24】
前記顔料がタルクである請求項23に記載の方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公表番号】特表2012−508330(P2012−508330A)
【公表日】平成24年4月5日(2012.4.5)
【国際特許分類】
【出願番号】特願2011−535183(P2011−535183)
【出願日】平成21年11月5日(2009.11.5)
【国際出願番号】PCT/IB2009/007415
【国際公開番号】WO2010/052571
【国際公開日】平成22年5月14日(2010.5.14)
【出願人】(511112168)
【氏名又は名称原語表記】Premium Board Finland Oy
【住所又は居所原語表記】c/o Bjorkqvist Lounaisvayla 12 B 5 00200 Helsinki FINLAND
【Fターム(参考)】
【公表日】平成24年4月5日(2012.4.5)
【国際特許分類】
【出願日】平成21年11月5日(2009.11.5)
【国際出願番号】PCT/IB2009/007415
【国際公開番号】WO2010/052571
【国際公開日】平成22年5月14日(2010.5.14)
【出願人】(511112168)
【氏名又は名称原語表記】Premium Board Finland Oy
【住所又は居所原語表記】c/o Bjorkqvist Lounaisvayla 12 B 5 00200 Helsinki FINLAND
【Fターム(参考)】
[ Back to top ]