
リサイクル性に優れた架橋ポリオレフィン連続気泡発泡体、その製造方法及びマスク用緩衝材
【課題】使用に耐え得る発泡体に再生することができないという課題を解消することができる架橋ポリオレフィン連続気泡発泡体、及びその製造方法、並びに、その架橋ポリオレフィン連続気泡発泡体を利用したマスク用緩衝材を提供する。
【解決手段】リサイクル性に優れた架橋ポリオレフィン連続気泡発泡体は、エチレン‐酢酸ビニル共重合体樹脂を除くポリオレフィン樹脂100重量部中にメタロセン系触媒により製造されたポリエチレン10〜60重量部を含む。
【解決手段】リサイクル性に優れた架橋ポリオレフィン連続気泡発泡体は、エチレン‐酢酸ビニル共重合体樹脂を除くポリオレフィン樹脂100重量部中にメタロセン系触媒により製造されたポリエチレン10〜60重量部を含む。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、マスク、その他に用いられる緩衝材、断熱材、微生物用の担体等に好適に使用される連続気泡発泡体及びその製造方法に関する。
【背景技術】
【0002】
従来、この種の連続気泡発泡体として、ポリオレフィン系連続気泡体や、ウレタンフォーム等が知られている(例えば、特許文献1を参照)。
【0003】
ところが、このような連続気泡発泡体は、いずれも使用に耐え得る発泡体に再生することが困難であった。つまり、特許文献1における連続気泡発泡体からなる例えば結露防止材を、発泡体に再生する際に、再生された発泡体内に発泡により得られた気泡が均一な大きさのものとならず、その結果、発泡体に再生することが困難であった。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特許第3827942号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、使用に耐え得る発泡体に再生することができないという課題を解消することができる架橋ポリオレフィン連続気泡発泡体、及びその製造方法、並びに、その架橋ポリオレフィン連続気泡発泡体を利用したマスク用緩衝材を提供することを目的とする。
【課題を解決するための手段】
【0006】
上述する課題を解決するために、本発明に係るリサイクル性に優れた架橋ポリオレフィン連続気泡発泡体は、エチレン−酢酸ビニル共重合体樹脂を除くポリオレフィン樹脂100重量部中にメタロセン系触媒により製造されたポリエチレン10〜60重量部を含むことを特徴とする。
【0007】
ポリオレフィン樹脂としては、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖状低密度ポリエチレン、超高分子量ポリエチレン等のポリエチレン、エチレンを主成分とするエチレン−プロピレン共重合体、エチレンを主成分とするエチレン−エチルアクリレート共重合体、ポリプロピレン、プロピレンを主成分とするエチレン−プロピレン共重合体、プロピレンを主成分とするエチレン−プロピレン−ブテン3元共重合体、ポリブテン等が挙げられる。
【0008】
メタロセン系触媒としては、四価の遷移金属を含む化合物からなり、化合物としては、一般に、遷移金属をπ電子系の不飽和化合物で挟んだ化合物を言い、ビス(シクロペンタジエニル)金属錯体が代表的に挙げられる。
【0009】
本発明のリサイクル性に優れた架橋ポリオレフィン連続気泡発泡体は、メタロセン系触媒により製造されたポリエチレンの含有量が10重量部を下回ると、圧縮応力−ひずみ特性が大きくなって、緩衝性が低下するものとなり、また、60重量部を上回ると、使用に耐え得る発泡体を形成することができなくなるものである。
【0010】
緩衝材としての硬さを適切なものにするためには、発泡倍率が、20〜60倍であるものが望ましい。
【0011】
以上のような発泡体を製造する方法としては、ポリオレフィン樹脂100重量部中にメタロセン系触媒により製造されたポリエチレン10〜60重量部を混合し、発泡剤、架橋剤等の添加剤を添加した後、二段階で発泡させて独立気泡体を得、その独立気泡体を連続気泡化して発泡倍率が20〜60倍の連続気泡発泡体を得るようにした方法が挙げられる。
【0012】
発泡剤としては、ポリエチレン系樹脂の溶融温度以上の分解温度を有する化学発泡剤であり、例えば、アゾ系化合物のアゾジカルボンアミド、バリウムアゾジカルボキシレート等:ニトロソ系化合物のジニトロソペンタメチレンテトラミン、トリニトロトリメチルトリアミン等:ヒドラジッド系化合物のp,p‘−オキシビスベンゼンスルホニルヒドラジッド等:スルホニルセミカルバジッド系化合物のp,p‘−オキシビスベンゼンスルホニルセミカルバジッド、トルエンスルホニルセミカルバジッド等がある。
【0013】
架橋剤としては、ポリエチレン系樹脂中において少なくともポリエチレン系樹脂の流動開始温度以上の分解温度を有するものであって、加熱により分解され、遊離ラジカルを発生してその分子間もしくは分子内に架橋結合を生じせしめるラジカル発生剤であるところの有機過酸化物、例えばジクミルパーオキサイド、1,1‘−ジターシャリーブチルパーオキシ−3,3,5−トリメチルシクロヘキサン、2,5−ジメチル−2,5−ジターシャリーブチルパーオキシヘキサン、2,5−ジメチル−2,5−ジターシャリーブチルパーオキシヘキシン、1,3−ジターシャリーブチルパーオキシイソプロピルベンゼン、ターシャリーブチルパーオキシケトン、ターシャリーブチルパーオキシベンゾエートなどが挙げられる。これらの有機過酸化物は、添加の際に使用される樹脂によって適切なものを選択する。
【0014】
独立気泡を連続気泡にするための方法としては、圧縮によるものが好ましい。
【0015】
このようなリサイクル性に優れた架橋ポリオレフィン連続気泡発泡体の用途としては、マスク用緩衝材を挙げることができる。
【0016】
連続気泡発泡体の用途は、マスク用緩衝材以外には、運送用の梱包材を構成する各種の緩衝材、断熱材、微生物用の担体等であってもよい。
【発明の効果】
【0017】
本発明は、使用に耐え得る発泡体に再生することができる架橋ポリオレフィン連続気泡発泡体、及びその製造方法、並びに、その架橋ポリオレフィン連続気泡発泡体を利用したマスク用緩衝材を提供することができる。
【図面の簡単な説明】
【0018】
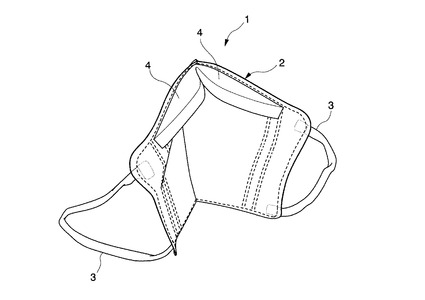
【図1】本発明の実施形態のマスク用緩衝材を使用するマスクの斜視図。
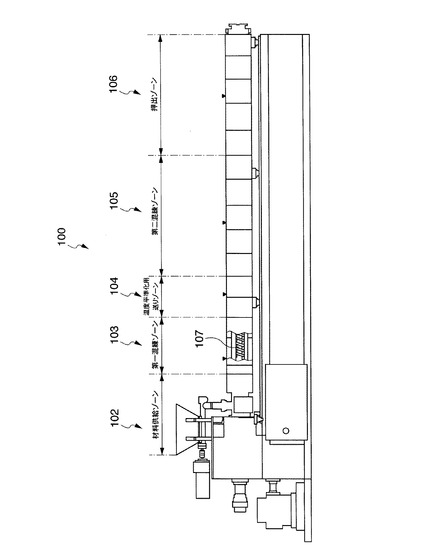
【図2】同実施形態の架橋ポリオレフィン連続気泡発泡体をリサイクルする場合に使用する二軸押出機の正面図。
【発明を実施するための形態】
【0019】
以下、本発明の実施形態について、図1を参照して説明する。
【0020】
本実施形態は、本発明にかかる連続気泡発泡体をマスク用緩衝材として用いた場合のものである。
【0021】
このマスク1は、マスク本体2と、このマスク本体2の両側に設けた装着紐3と、前記マスク本体2の上縁内側に取付けたマスク用緩衝材4とを具備してなる。マスク本体2及び装着紐3は、従来と同様の構成をなすものであるため、説明を省略する。
【0022】
マスク用緩衝材4は、エチレン−酢酸ビニル共重合体樹脂を除くポリオレフィン樹脂100重量中にメタロセン系触媒により製造されたポリエチレン10〜60重量部を含む、という条件を満たすリサイクル性に優れた架橋ポリオレフィン連続気泡発泡体のいずれかを用いて作られている。マスク用緩衝材4は、所定厚みに整形された架橋ポリオレフィン連続気泡発泡体を、その厚み方向において型抜きして作製する。マスク用緩衝材4は、スキンを有しておらず、マスク本体2の上縁に沿って固定され、マスク1を着用した際に、マスク本体2と鼻根と頬との間に位置して、マスク本体2の上縁の部分に間隙ができないような形にしてある。なお、型抜きした後には、架橋ポリオレフィン連続気泡発泡体の未使用部分が残りので、その未使用部分は、後述する二軸押出機を用いて、新たな独立気泡発泡体に再生するものである。
【0023】
リサイクル性に優れた架橋ポリオレフィン連続気泡発泡体は、以下に説明するような、二段階発泡による方法によって作られる。
【0024】
まず、ポリオレフィン樹脂100重量部中に、メタロセン系触媒により製造されたポリエチレン10〜60重量部を混合し、混合して得られるこの基材樹脂に、発泡剤、架橋剤、及び必要に応じて発泡助剤、充填剤、顔料等を添加し、得られた混合物を加熱したミキシングロール、加圧式ニーダー、押出機等によって練和する。
【0025】
次に練和して得られた練和物を、金型に仕込み、プレスにて加圧し、その加圧下において115°C〜155°C、好ましくは120°C〜140°Cに加熱して整形する。この加熱整形工程において、練和物をゲル分率ゼロの状態に維持して整形することが、連続気泡率100%に近い連続気泡体を得る条件である。なお、この整形工程において、非常に微量の発泡剤が初期分解を生じ、整形品を金型から取り出した場合に2倍程度まで膨張しうるが、これは発泡という概念からは程遠く、本発明にとって何ら差し支えない。
【0026】
整形された練和物すなわち発泡性架橋性組成物は、この後、常圧下にて加熱することにより、架橋剤及び発泡剤の分解を同時に進行させる。この発泡・架橋工程は、例えば整形された練和物を、所望の断面形状、寸法を有する気密でない、即ち密閉されていない金型中に入れ、その金型の金属板を外部から加熱することによって練和物を間接的に加熱する。間接的に練和物を加熱する方法としては例えば、金属板外表面にヒータを密着させて加熱するか、あるいは金属板に熱媒の流路を設け、ジャケット方式で蒸気、加熱オイル等によって加熱する方法がある。あるいは、整形された練和物を気密でない開閉式の金型に入れ、ローゼ合金、ウッド合金等を用いるメタルバスやオイルバス中、硝酸ナトリウム、硝酸カリウム、亜硝酸カリウム等の1種又は2種以上の溶融塩を用いる塩浴中、もしくは窒素気流中で、あるいは伸張(ないし拡張)可能な鉄板等により覆われた状態で直接加熱する。所定時間加熱した後、冷却して気泡体を得る。
【0027】
加熱温度は、使用する樹脂の種類に応じて140〜210°C、好ましくは160°C〜190°Cの範囲に設定する。加熱時間は、好ましくは30〜200分、さらに好ましくは50〜180分である。このようにして、機械的変形を付与することによって容易に破壊しうる気泡膜を有し、かつ従来の気泡体と同程度の架橋度(ゲル分率95%程度まで)を有する発泡体が得られる。
【0028】
上記の工程により得られた発泡体すなわちいわゆる独立気泡体を、例えば等速二本ロール等により圧縮して変形させ、圧縮変形によって独立気泡体内部の気泡の気泡膜を破壊し、気泡を連通化させて連続気泡発泡体を得る。この場合、等速二本ロールの表面には無数の小さい針を設けるか、あるいは等速二本ロールの前及び/又は後に無数の小さい針を設けたロールを配置して、独立気泡体の表面に無数の小孔を設けることによって、気泡の連通化を促進させることができる。
【0029】
このようにして得られる、マスク用緩衝材のための連続気泡発泡体は、圧縮応力−ひずみ(50%時、JIS K 6767準拠)が4kPa〜10kPaのものが好適である。圧縮−ひずみ(50%時、JIS K 6767準拠)が、4kPaを下回る場合は、密着力が低く、顔面から浮き上がる可能性があった。また、10kPaを上回る場合は、顔の形状に対する適合性が低くなり、顔面に接触しにくくなる可能性があった。
【0030】
以上に説明した連続気泡発泡体の具体例として、実施例1〜3が挙げられる。
【実施例1】
【0031】
低密度ポリエチレン(商品名:ノバテックYF30、密度0.920g/cm3、メルトフローレート1.1g/10min、三菱化学株式会社製)90重量部と、メタロセン系触媒により製造されたポリエチレン(商品名:カーネルKS240、密度0.880g/cm3、メルトフローレート2.2g/10min、三菱化学株式会社製)10重量部、炭酸カルシウム(商品名:スーパーSSS、丸尾カルシウム株式会社製)5重量部、アゾジカルボンアミド(商品名:ビニホールAC#3、永和化成工業株式会社製)19重量部、ジクミルパーオキサイド0.7重量部からなる組成物を100°Cのニーダーにて混練し、115°Cに加熱されたプレス内の金型(38×160×160mm)に練和物を充填し、80分間加圧下で加熱し、発泡性架橋性組成物を成形した。該成形物の発泡倍率は1.1倍、ゲル分率は0であった。
【0032】
次いで、該成型物を加熱水蒸気の流路を周囲に設けた気密でない開閉式金属金型(135×500×500mm)の略中央に載置し、6.0kg/cm2の加熱水蒸気を該流路に流して90分間加熱して残存する発泡剤及び架橋剤を分解して冷却後、発泡体を得た。
【0033】
得られた発泡体をロール間隔20mmに設定した等速二本ロールの間を5回通過させて気泡膜を破壊させ、気泡の連通化を行った。得られた連続気泡発泡体は、見掛け密度36kg/m3、連続気泡率100%であり、マスク用緩衝材に適した硬さであった。圧縮応力−ひずみ(50%時、JIS K 6767準拠)は、10kPaであった。
【実施例2】
【0034】
低密度ポリエチレン60重量部、メタロセン系触媒により製造されたポリエチレン40重量部に変えた以外は、実施例1と同じ配合及び同じ発泡条件で連続気泡発泡体を得た。
【0035】
得られた連続気泡発泡体は、見掛け密度35kg/m3で気泡が均一な連続気泡発泡体であり、マスク用緩衝材に適した硬さであった。圧縮応力−ひずみ(50%時、JIS K 6767準拠)は、8kPaであった。
【実施例3】
【0036】
低密度ポリエチレン40重量部、メタロセン系触媒により製造されたポリエチレン60重量部に変えた以外は、実施例1と同じ配合及び同じ発泡条件で連続気泡体を得た。
【0037】
得られた連続気泡発泡体の見掛け密度33kg/m3、連続気泡率100%であり、マスクの緩衝材に適した硬さであった。圧縮応力−ひずみ(50%時、JIS K 6767準拠)は、5kPaであった。
【0038】
実施例1〜3の評価を、表1に示す。
【0039】
【表1】

【0040】
次に、上述した実施例1〜3の再生(リサイクル)について説明する。上述したマスク用緩衝材を製造した後に残った等の、製品にならなかったり回収されたりした連続気泡発泡体を、二軸押出機に投入して、再生樹脂を得て新たな発泡体にすることを、再生と言う。
【0041】
二軸押出機としては、特開2009‐274354号公報に開示されるものが好適である。二軸押出機100は、図2に示すように、バレルとバレル内に同方向に回転可能に設けられる二本のスクリューとを備える構成で、材料供給ゾーン102と、この材料供給ゾーン102に連続する前混練ゾーンである第一混練ゾーン103と、この第一混練ゾーン103に連続する温度平準化用送りゾーン104と、この温度平準化用送りゾーン104に連続する第二混練ゾーン105と、この第二混練ゾーン105に連続する押出ゾーン106とを備えるものである。なお、材料供給ゾーン102を除くそれぞれのゾーンには、バレルの温度を管理するために温度センサが取り付けてある。
【0042】
スクリュー107は軸に、それぞれのゾーンごとの所望のスクリューエレメントを組み合わせて装着することにより構成される。この実施形態のスクリュー107は、軸の軸方向において、同位置にあるスクリューエレメントを、フライトが90度の角度ずれた状態で、一方のフライト間の側周面に沿って、他方のフライトが接している状態で配置して形成される。
【0043】
材料供給ゾーン102は、ホッパー1021から投入された発泡体を、剪断力を加えることなく押出方向に案内するための通常のものである。第一混練ゾーン103は、押出側の端部に圧力保持部を備えたもので、温度や圧力を管理しつつ、その材料に機械的な剪断力を加えて可塑化を促進するように構成されている。なお、この第一混練ゾーン103は、剪断を促進するために、加熱手段、例えばヒータや液体などでバレルを加熱制御し得るように構成されている。温度平準化用送りゾーン104は、押出側の端部に圧力保持部を備え、前記第一混練ゾーン103から送り込まれる材料を押出方向に搬送するように構成されている。
【0044】
第二混練ゾーン105は、押出側の端部及び中間部に圧力保持部を備えたもので、温度や圧力を管理しつつ、その材料に機械的な剪断力を加えて可塑化を促進するように構成されている。押出ゾーン6は、第二混練ゾーン5を通過した材料を多孔板に向けて付勢するための通常のものである。
【0045】
以上の構成を有する二軸押出機1に再生する連続気泡発泡体を投入し、所定条件の下で運転することで、連続気泡発泡体の再生を行う。
【0046】
実施例1の連続気泡発泡体の再生は、実施例1の連続気泡発泡体を二軸押出機100に投入し、バレルの設定温度を150℃、スクリュー回転数400r.p.m.にて押出し、再生樹脂を得た。
【0047】
得られた再生樹脂100重量部、アゾジカルボンアミド4重量部、ジクミルパーオキサイド0.8重量部からなる組成物を100℃のニーダーにて混練し、156℃に加熱されたプレス内の金型(18×155×155)に練和物を充填し、45分間加圧下で加熱後、除圧して発泡体を得た。この発泡体を、再生発泡体と称する。
【0048】
得られた再生発泡体は、見掛け密度90kg/m3で気泡が均一な発泡体であった。
【0049】
次に、実施例2の連続気泡発泡体の再生は、上述した実施例1の連続気泡発泡体の再生の場合と同一の条件により実施した。得られた実施例2の再生発泡体は、見掛け密度88kg/m3で気泡が均一な発泡体であった。
【0050】
同様にして、実施例3の連続気泡発泡体の再生を、上記2例と同一条件にて実施した。得られた実施例3の再生発泡体は、見掛け密度87kg/m3で気泡が均一な発泡体であった。
【0051】
以上のようにして得られた実施例1〜3の再生発泡体を、外観と気泡形状とを目視で検査し、使用に耐え得る発泡体であるか否かを判断することで、再生発泡体の原材料となった連続気泡発泡体のリサイクル性(再生性)、すなわち再生した際の発泡体としての発泡状態を評価する。実施例1〜3の再生発泡体はそれぞれ、良好なリサイクル性を有しているので、実施例1〜3の連続気泡発泡体は優れたリサイクル性を備えるものといえる。
【0052】
実施例1〜3に対応する再生発泡体の評価を、表2に示す。
【0053】
【表2】
【0054】
次に実施例1〜3に対する比較例1〜4を説明するとともに、それぞれの比較例1〜4を再生した場合のリサイクル性を説明する。
【0055】
比較例1
低密度ポリエチレン95重量部、メタロセン系触媒により製造されたポリエチレン5重量部に変えた以外は、実施例1と同じ配合及び同じ発泡条件で連続気泡体を得た。
【0056】
得られた発泡体の見掛け密度36kg/m3、連続気泡率100%であったが、硬度が硬く、マスク用緩衝材には適しなかった。すなわち、この比較例1においては、メタロセン系触媒により製造されたポリエチレンの含有量が、上記実施例のものより少ないために、硬度が高くなった。この比較例1では、圧縮応力−ひずみ(50%時、JIS K 6767準拠)は14kPaであり、マスク用緩衝材として好ましい範囲である圧縮応力−ひずみが4〜10kPaである範囲を逸脱した。
【0057】
比較例2
低密度ポリエチレン30重量部、メタロセン系触媒により製造されたポリエチレン70重量部に変えた以外は、実施例1と同じ配合及び発泡条件で発泡させたが、形状がいびつで均一な連続気泡体は得られなかった。すなわち、この比較例2は、メタロセン系触媒により製造されたポリエチレンが上記実施例のものより多いために、十分に発泡せず、発泡体を得られなかった。
【0058】
比較例3
低密度ポリエチレン40重量部、エチレン−酢酸ビニル共重合体(商品名:ノバテックLV540、密度0.942g/cm3、メルトフローレート2.5g/10min、酢酸ビニル含有量20重量%、三菱化学株式会社製)60重量部に変えた以外は、実施例1と同じ配合及び発泡条件で連続気泡体を得た。
【0059】
得られた発泡体の見掛け密度38kg/m3、連続気泡率100%であった。圧縮応力−ひずみ(50%時、JIS K 6767準拠)は8kPaであった。
【0060】
比較例4
メタロセン系触媒により製造されたポリエチレン60重量部、エチレン−酢酸ビニル共重合体40重量部に変えた以外は、実施例1と同じ配合及び発泡条件で連続気泡体を得た。
【0061】
得られた発泡体の見掛け密度36kg/m3、連続気泡率100%であった。圧縮応力−ひずみ(50%時、JIS K 6767準拠)は5kPaであった。
【0062】
比較例1〜4の評価を、表3に示す。
【0063】
【表3】
【0064】
次に、比較例1〜4の再生について説明する
再生は、比較例1〜4を、実施例1と同じ条件の下に再生樹脂を作製し、得られた再生樹脂を上記実施例1と同じに処理して実施する。
【0065】
比較例1は、マスクの緩衝材としては不適応であったので、再生しなかった。又、比較例2は、マスクの緩衝材としての発泡体が得られなかったので、再生しなかった。
【0066】
これに対して、比較例3及び比較例4は、発泡体として再生することができた。しかしながら、得られた発泡体の内部にはホールが発生し、気泡が不均一に形成され、発泡体としては品質が低いものであった。
【0067】
比較例1〜4の再生物の評価を表4に示す。
【0068】
【表4】
【0069】
なお、本発明は以上に述べた実施形態に限られない。
【0070】
上述した実施例1〜3においては、二段階発泡方法により、独立気泡発泡体から連続気泡発泡体を作製する方法を説明したが、上述のものに限定されるものではない。
【0071】
その他、本発明の趣旨を損ねない範囲で種々に変更してよい。
【符号の説明】
【0072】
1・・・マスク
4・・・マスク用緩衝材
【技術分野】
【0001】
本発明は、マスク、その他に用いられる緩衝材、断熱材、微生物用の担体等に好適に使用される連続気泡発泡体及びその製造方法に関する。
【背景技術】
【0002】
従来、この種の連続気泡発泡体として、ポリオレフィン系連続気泡体や、ウレタンフォーム等が知られている(例えば、特許文献1を参照)。
【0003】
ところが、このような連続気泡発泡体は、いずれも使用に耐え得る発泡体に再生することが困難であった。つまり、特許文献1における連続気泡発泡体からなる例えば結露防止材を、発泡体に再生する際に、再生された発泡体内に発泡により得られた気泡が均一な大きさのものとならず、その結果、発泡体に再生することが困難であった。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特許第3827942号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、使用に耐え得る発泡体に再生することができないという課題を解消することができる架橋ポリオレフィン連続気泡発泡体、及びその製造方法、並びに、その架橋ポリオレフィン連続気泡発泡体を利用したマスク用緩衝材を提供することを目的とする。
【課題を解決するための手段】
【0006】
上述する課題を解決するために、本発明に係るリサイクル性に優れた架橋ポリオレフィン連続気泡発泡体は、エチレン−酢酸ビニル共重合体樹脂を除くポリオレフィン樹脂100重量部中にメタロセン系触媒により製造されたポリエチレン10〜60重量部を含むことを特徴とする。
【0007】
ポリオレフィン樹脂としては、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖状低密度ポリエチレン、超高分子量ポリエチレン等のポリエチレン、エチレンを主成分とするエチレン−プロピレン共重合体、エチレンを主成分とするエチレン−エチルアクリレート共重合体、ポリプロピレン、プロピレンを主成分とするエチレン−プロピレン共重合体、プロピレンを主成分とするエチレン−プロピレン−ブテン3元共重合体、ポリブテン等が挙げられる。
【0008】
メタロセン系触媒としては、四価の遷移金属を含む化合物からなり、化合物としては、一般に、遷移金属をπ電子系の不飽和化合物で挟んだ化合物を言い、ビス(シクロペンタジエニル)金属錯体が代表的に挙げられる。
【0009】
本発明のリサイクル性に優れた架橋ポリオレフィン連続気泡発泡体は、メタロセン系触媒により製造されたポリエチレンの含有量が10重量部を下回ると、圧縮応力−ひずみ特性が大きくなって、緩衝性が低下するものとなり、また、60重量部を上回ると、使用に耐え得る発泡体を形成することができなくなるものである。
【0010】
緩衝材としての硬さを適切なものにするためには、発泡倍率が、20〜60倍であるものが望ましい。
【0011】
以上のような発泡体を製造する方法としては、ポリオレフィン樹脂100重量部中にメタロセン系触媒により製造されたポリエチレン10〜60重量部を混合し、発泡剤、架橋剤等の添加剤を添加した後、二段階で発泡させて独立気泡体を得、その独立気泡体を連続気泡化して発泡倍率が20〜60倍の連続気泡発泡体を得るようにした方法が挙げられる。
【0012】
発泡剤としては、ポリエチレン系樹脂の溶融温度以上の分解温度を有する化学発泡剤であり、例えば、アゾ系化合物のアゾジカルボンアミド、バリウムアゾジカルボキシレート等:ニトロソ系化合物のジニトロソペンタメチレンテトラミン、トリニトロトリメチルトリアミン等:ヒドラジッド系化合物のp,p‘−オキシビスベンゼンスルホニルヒドラジッド等:スルホニルセミカルバジッド系化合物のp,p‘−オキシビスベンゼンスルホニルセミカルバジッド、トルエンスルホニルセミカルバジッド等がある。
【0013】
架橋剤としては、ポリエチレン系樹脂中において少なくともポリエチレン系樹脂の流動開始温度以上の分解温度を有するものであって、加熱により分解され、遊離ラジカルを発生してその分子間もしくは分子内に架橋結合を生じせしめるラジカル発生剤であるところの有機過酸化物、例えばジクミルパーオキサイド、1,1‘−ジターシャリーブチルパーオキシ−3,3,5−トリメチルシクロヘキサン、2,5−ジメチル−2,5−ジターシャリーブチルパーオキシヘキサン、2,5−ジメチル−2,5−ジターシャリーブチルパーオキシヘキシン、1,3−ジターシャリーブチルパーオキシイソプロピルベンゼン、ターシャリーブチルパーオキシケトン、ターシャリーブチルパーオキシベンゾエートなどが挙げられる。これらの有機過酸化物は、添加の際に使用される樹脂によって適切なものを選択する。
【0014】
独立気泡を連続気泡にするための方法としては、圧縮によるものが好ましい。
【0015】
このようなリサイクル性に優れた架橋ポリオレフィン連続気泡発泡体の用途としては、マスク用緩衝材を挙げることができる。
【0016】
連続気泡発泡体の用途は、マスク用緩衝材以外には、運送用の梱包材を構成する各種の緩衝材、断熱材、微生物用の担体等であってもよい。
【発明の効果】
【0017】
本発明は、使用に耐え得る発泡体に再生することができる架橋ポリオレフィン連続気泡発泡体、及びその製造方法、並びに、その架橋ポリオレフィン連続気泡発泡体を利用したマスク用緩衝材を提供することができる。
【図面の簡単な説明】
【0018】
【図1】本発明の実施形態のマスク用緩衝材を使用するマスクの斜視図。
【図2】同実施形態の架橋ポリオレフィン連続気泡発泡体をリサイクルする場合に使用する二軸押出機の正面図。
【発明を実施するための形態】
【0019】
以下、本発明の実施形態について、図1を参照して説明する。
【0020】
本実施形態は、本発明にかかる連続気泡発泡体をマスク用緩衝材として用いた場合のものである。
【0021】
このマスク1は、マスク本体2と、このマスク本体2の両側に設けた装着紐3と、前記マスク本体2の上縁内側に取付けたマスク用緩衝材4とを具備してなる。マスク本体2及び装着紐3は、従来と同様の構成をなすものであるため、説明を省略する。
【0022】
マスク用緩衝材4は、エチレン−酢酸ビニル共重合体樹脂を除くポリオレフィン樹脂100重量中にメタロセン系触媒により製造されたポリエチレン10〜60重量部を含む、という条件を満たすリサイクル性に優れた架橋ポリオレフィン連続気泡発泡体のいずれかを用いて作られている。マスク用緩衝材4は、所定厚みに整形された架橋ポリオレフィン連続気泡発泡体を、その厚み方向において型抜きして作製する。マスク用緩衝材4は、スキンを有しておらず、マスク本体2の上縁に沿って固定され、マスク1を着用した際に、マスク本体2と鼻根と頬との間に位置して、マスク本体2の上縁の部分に間隙ができないような形にしてある。なお、型抜きした後には、架橋ポリオレフィン連続気泡発泡体の未使用部分が残りので、その未使用部分は、後述する二軸押出機を用いて、新たな独立気泡発泡体に再生するものである。
【0023】
リサイクル性に優れた架橋ポリオレフィン連続気泡発泡体は、以下に説明するような、二段階発泡による方法によって作られる。
【0024】
まず、ポリオレフィン樹脂100重量部中に、メタロセン系触媒により製造されたポリエチレン10〜60重量部を混合し、混合して得られるこの基材樹脂に、発泡剤、架橋剤、及び必要に応じて発泡助剤、充填剤、顔料等を添加し、得られた混合物を加熱したミキシングロール、加圧式ニーダー、押出機等によって練和する。
【0025】
次に練和して得られた練和物を、金型に仕込み、プレスにて加圧し、その加圧下において115°C〜155°C、好ましくは120°C〜140°Cに加熱して整形する。この加熱整形工程において、練和物をゲル分率ゼロの状態に維持して整形することが、連続気泡率100%に近い連続気泡体を得る条件である。なお、この整形工程において、非常に微量の発泡剤が初期分解を生じ、整形品を金型から取り出した場合に2倍程度まで膨張しうるが、これは発泡という概念からは程遠く、本発明にとって何ら差し支えない。
【0026】
整形された練和物すなわち発泡性架橋性組成物は、この後、常圧下にて加熱することにより、架橋剤及び発泡剤の分解を同時に進行させる。この発泡・架橋工程は、例えば整形された練和物を、所望の断面形状、寸法を有する気密でない、即ち密閉されていない金型中に入れ、その金型の金属板を外部から加熱することによって練和物を間接的に加熱する。間接的に練和物を加熱する方法としては例えば、金属板外表面にヒータを密着させて加熱するか、あるいは金属板に熱媒の流路を設け、ジャケット方式で蒸気、加熱オイル等によって加熱する方法がある。あるいは、整形された練和物を気密でない開閉式の金型に入れ、ローゼ合金、ウッド合金等を用いるメタルバスやオイルバス中、硝酸ナトリウム、硝酸カリウム、亜硝酸カリウム等の1種又は2種以上の溶融塩を用いる塩浴中、もしくは窒素気流中で、あるいは伸張(ないし拡張)可能な鉄板等により覆われた状態で直接加熱する。所定時間加熱した後、冷却して気泡体を得る。
【0027】
加熱温度は、使用する樹脂の種類に応じて140〜210°C、好ましくは160°C〜190°Cの範囲に設定する。加熱時間は、好ましくは30〜200分、さらに好ましくは50〜180分である。このようにして、機械的変形を付与することによって容易に破壊しうる気泡膜を有し、かつ従来の気泡体と同程度の架橋度(ゲル分率95%程度まで)を有する発泡体が得られる。
【0028】
上記の工程により得られた発泡体すなわちいわゆる独立気泡体を、例えば等速二本ロール等により圧縮して変形させ、圧縮変形によって独立気泡体内部の気泡の気泡膜を破壊し、気泡を連通化させて連続気泡発泡体を得る。この場合、等速二本ロールの表面には無数の小さい針を設けるか、あるいは等速二本ロールの前及び/又は後に無数の小さい針を設けたロールを配置して、独立気泡体の表面に無数の小孔を設けることによって、気泡の連通化を促進させることができる。
【0029】
このようにして得られる、マスク用緩衝材のための連続気泡発泡体は、圧縮応力−ひずみ(50%時、JIS K 6767準拠)が4kPa〜10kPaのものが好適である。圧縮−ひずみ(50%時、JIS K 6767準拠)が、4kPaを下回る場合は、密着力が低く、顔面から浮き上がる可能性があった。また、10kPaを上回る場合は、顔の形状に対する適合性が低くなり、顔面に接触しにくくなる可能性があった。
【0030】
以上に説明した連続気泡発泡体の具体例として、実施例1〜3が挙げられる。
【実施例1】
【0031】
低密度ポリエチレン(商品名:ノバテックYF30、密度0.920g/cm3、メルトフローレート1.1g/10min、三菱化学株式会社製)90重量部と、メタロセン系触媒により製造されたポリエチレン(商品名:カーネルKS240、密度0.880g/cm3、メルトフローレート2.2g/10min、三菱化学株式会社製)10重量部、炭酸カルシウム(商品名:スーパーSSS、丸尾カルシウム株式会社製)5重量部、アゾジカルボンアミド(商品名:ビニホールAC#3、永和化成工業株式会社製)19重量部、ジクミルパーオキサイド0.7重量部からなる組成物を100°Cのニーダーにて混練し、115°Cに加熱されたプレス内の金型(38×160×160mm)に練和物を充填し、80分間加圧下で加熱し、発泡性架橋性組成物を成形した。該成形物の発泡倍率は1.1倍、ゲル分率は0であった。
【0032】
次いで、該成型物を加熱水蒸気の流路を周囲に設けた気密でない開閉式金属金型(135×500×500mm)の略中央に載置し、6.0kg/cm2の加熱水蒸気を該流路に流して90分間加熱して残存する発泡剤及び架橋剤を分解して冷却後、発泡体を得た。
【0033】
得られた発泡体をロール間隔20mmに設定した等速二本ロールの間を5回通過させて気泡膜を破壊させ、気泡の連通化を行った。得られた連続気泡発泡体は、見掛け密度36kg/m3、連続気泡率100%であり、マスク用緩衝材に適した硬さであった。圧縮応力−ひずみ(50%時、JIS K 6767準拠)は、10kPaであった。
【実施例2】
【0034】
低密度ポリエチレン60重量部、メタロセン系触媒により製造されたポリエチレン40重量部に変えた以外は、実施例1と同じ配合及び同じ発泡条件で連続気泡発泡体を得た。
【0035】
得られた連続気泡発泡体は、見掛け密度35kg/m3で気泡が均一な連続気泡発泡体であり、マスク用緩衝材に適した硬さであった。圧縮応力−ひずみ(50%時、JIS K 6767準拠)は、8kPaであった。
【実施例3】
【0036】
低密度ポリエチレン40重量部、メタロセン系触媒により製造されたポリエチレン60重量部に変えた以外は、実施例1と同じ配合及び同じ発泡条件で連続気泡体を得た。
【0037】
得られた連続気泡発泡体の見掛け密度33kg/m3、連続気泡率100%であり、マスクの緩衝材に適した硬さであった。圧縮応力−ひずみ(50%時、JIS K 6767準拠)は、5kPaであった。
【0038】
実施例1〜3の評価を、表1に示す。
【0039】
【表1】
【0040】
次に、上述した実施例1〜3の再生(リサイクル)について説明する。上述したマスク用緩衝材を製造した後に残った等の、製品にならなかったり回収されたりした連続気泡発泡体を、二軸押出機に投入して、再生樹脂を得て新たな発泡体にすることを、再生と言う。
【0041】
二軸押出機としては、特開2009‐274354号公報に開示されるものが好適である。二軸押出機100は、図2に示すように、バレルとバレル内に同方向に回転可能に設けられる二本のスクリューとを備える構成で、材料供給ゾーン102と、この材料供給ゾーン102に連続する前混練ゾーンである第一混練ゾーン103と、この第一混練ゾーン103に連続する温度平準化用送りゾーン104と、この温度平準化用送りゾーン104に連続する第二混練ゾーン105と、この第二混練ゾーン105に連続する押出ゾーン106とを備えるものである。なお、材料供給ゾーン102を除くそれぞれのゾーンには、バレルの温度を管理するために温度センサが取り付けてある。
【0042】
スクリュー107は軸に、それぞれのゾーンごとの所望のスクリューエレメントを組み合わせて装着することにより構成される。この実施形態のスクリュー107は、軸の軸方向において、同位置にあるスクリューエレメントを、フライトが90度の角度ずれた状態で、一方のフライト間の側周面に沿って、他方のフライトが接している状態で配置して形成される。
【0043】
材料供給ゾーン102は、ホッパー1021から投入された発泡体を、剪断力を加えることなく押出方向に案内するための通常のものである。第一混練ゾーン103は、押出側の端部に圧力保持部を備えたもので、温度や圧力を管理しつつ、その材料に機械的な剪断力を加えて可塑化を促進するように構成されている。なお、この第一混練ゾーン103は、剪断を促進するために、加熱手段、例えばヒータや液体などでバレルを加熱制御し得るように構成されている。温度平準化用送りゾーン104は、押出側の端部に圧力保持部を備え、前記第一混練ゾーン103から送り込まれる材料を押出方向に搬送するように構成されている。
【0044】
第二混練ゾーン105は、押出側の端部及び中間部に圧力保持部を備えたもので、温度や圧力を管理しつつ、その材料に機械的な剪断力を加えて可塑化を促進するように構成されている。押出ゾーン6は、第二混練ゾーン5を通過した材料を多孔板に向けて付勢するための通常のものである。
【0045】
以上の構成を有する二軸押出機1に再生する連続気泡発泡体を投入し、所定条件の下で運転することで、連続気泡発泡体の再生を行う。
【0046】
実施例1の連続気泡発泡体の再生は、実施例1の連続気泡発泡体を二軸押出機100に投入し、バレルの設定温度を150℃、スクリュー回転数400r.p.m.にて押出し、再生樹脂を得た。
【0047】
得られた再生樹脂100重量部、アゾジカルボンアミド4重量部、ジクミルパーオキサイド0.8重量部からなる組成物を100℃のニーダーにて混練し、156℃に加熱されたプレス内の金型(18×155×155)に練和物を充填し、45分間加圧下で加熱後、除圧して発泡体を得た。この発泡体を、再生発泡体と称する。
【0048】
得られた再生発泡体は、見掛け密度90kg/m3で気泡が均一な発泡体であった。
【0049】
次に、実施例2の連続気泡発泡体の再生は、上述した実施例1の連続気泡発泡体の再生の場合と同一の条件により実施した。得られた実施例2の再生発泡体は、見掛け密度88kg/m3で気泡が均一な発泡体であった。
【0050】
同様にして、実施例3の連続気泡発泡体の再生を、上記2例と同一条件にて実施した。得られた実施例3の再生発泡体は、見掛け密度87kg/m3で気泡が均一な発泡体であった。
【0051】
以上のようにして得られた実施例1〜3の再生発泡体を、外観と気泡形状とを目視で検査し、使用に耐え得る発泡体であるか否かを判断することで、再生発泡体の原材料となった連続気泡発泡体のリサイクル性(再生性)、すなわち再生した際の発泡体としての発泡状態を評価する。実施例1〜3の再生発泡体はそれぞれ、良好なリサイクル性を有しているので、実施例1〜3の連続気泡発泡体は優れたリサイクル性を備えるものといえる。
【0052】
実施例1〜3に対応する再生発泡体の評価を、表2に示す。
【0053】
【表2】
【0054】
次に実施例1〜3に対する比較例1〜4を説明するとともに、それぞれの比較例1〜4を再生した場合のリサイクル性を説明する。
【0055】
比較例1
低密度ポリエチレン95重量部、メタロセン系触媒により製造されたポリエチレン5重量部に変えた以外は、実施例1と同じ配合及び同じ発泡条件で連続気泡体を得た。
【0056】
得られた発泡体の見掛け密度36kg/m3、連続気泡率100%であったが、硬度が硬く、マスク用緩衝材には適しなかった。すなわち、この比較例1においては、メタロセン系触媒により製造されたポリエチレンの含有量が、上記実施例のものより少ないために、硬度が高くなった。この比較例1では、圧縮応力−ひずみ(50%時、JIS K 6767準拠)は14kPaであり、マスク用緩衝材として好ましい範囲である圧縮応力−ひずみが4〜10kPaである範囲を逸脱した。
【0057】
比較例2
低密度ポリエチレン30重量部、メタロセン系触媒により製造されたポリエチレン70重量部に変えた以外は、実施例1と同じ配合及び発泡条件で発泡させたが、形状がいびつで均一な連続気泡体は得られなかった。すなわち、この比較例2は、メタロセン系触媒により製造されたポリエチレンが上記実施例のものより多いために、十分に発泡せず、発泡体を得られなかった。
【0058】
比較例3
低密度ポリエチレン40重量部、エチレン−酢酸ビニル共重合体(商品名:ノバテックLV540、密度0.942g/cm3、メルトフローレート2.5g/10min、酢酸ビニル含有量20重量%、三菱化学株式会社製)60重量部に変えた以外は、実施例1と同じ配合及び発泡条件で連続気泡体を得た。
【0059】
得られた発泡体の見掛け密度38kg/m3、連続気泡率100%であった。圧縮応力−ひずみ(50%時、JIS K 6767準拠)は8kPaであった。
【0060】
比較例4
メタロセン系触媒により製造されたポリエチレン60重量部、エチレン−酢酸ビニル共重合体40重量部に変えた以外は、実施例1と同じ配合及び発泡条件で連続気泡体を得た。
【0061】
得られた発泡体の見掛け密度36kg/m3、連続気泡率100%であった。圧縮応力−ひずみ(50%時、JIS K 6767準拠)は5kPaであった。
【0062】
比較例1〜4の評価を、表3に示す。
【0063】
【表3】
【0064】
次に、比較例1〜4の再生について説明する
再生は、比較例1〜4を、実施例1と同じ条件の下に再生樹脂を作製し、得られた再生樹脂を上記実施例1と同じに処理して実施する。
【0065】
比較例1は、マスクの緩衝材としては不適応であったので、再生しなかった。又、比較例2は、マスクの緩衝材としての発泡体が得られなかったので、再生しなかった。
【0066】
これに対して、比較例3及び比較例4は、発泡体として再生することができた。しかしながら、得られた発泡体の内部にはホールが発生し、気泡が不均一に形成され、発泡体としては品質が低いものであった。
【0067】
比較例1〜4の再生物の評価を表4に示す。
【0068】
【表4】
【0069】
なお、本発明は以上に述べた実施形態に限られない。
【0070】
上述した実施例1〜3においては、二段階発泡方法により、独立気泡発泡体から連続気泡発泡体を作製する方法を説明したが、上述のものに限定されるものではない。
【0071】
その他、本発明の趣旨を損ねない範囲で種々に変更してよい。
【符号の説明】
【0072】
1・・・マスク
4・・・マスク用緩衝材
【特許請求の範囲】
【請求項1】
エチレン−酢酸ビニル共重合体樹脂を除くポリオレフィン樹脂100重量部中にメタロセン系触媒により製造されたポリエチレン10〜60重量部を含むことを特徴とするリサイクル性に優れた架橋ポリオレフィン連続気泡発泡体。
【請求項2】
発泡倍率が、20〜60倍である請求項1記載のリサイクル性に優れた架橋ポリオレフィン連続気泡発泡体。
【請求項3】
ポリオレフィン樹脂100重量部中にメタロセン系触媒により製造されたポリエチレン10〜60重量部を混合し、発泡材、架橋材等の添加剤を添加した後、二段階で発泡させて独立気泡体を得、その独立気泡体を連続気泡化して発泡倍率が20〜60倍の連続気泡発泡体を得ることを特徴とするリサイクル性に優れた架橋ポリオレフィン連続気泡発泡体の製造方法。
【請求項4】
圧縮により連続気泡化する請求項3記載のリサイクル性に優れた架橋ポリオレフィン連続気泡発泡体の製造方法。
【請求項5】
請求項1ないし4記載のリサイクル性に優れた架橋ポリオレフィン連続気泡発泡体からなることを特徴とするマスク用緩衝材。
【請求項1】
エチレン−酢酸ビニル共重合体樹脂を除くポリオレフィン樹脂100重量部中にメタロセン系触媒により製造されたポリエチレン10〜60重量部を含むことを特徴とするリサイクル性に優れた架橋ポリオレフィン連続気泡発泡体。
【請求項2】
発泡倍率が、20〜60倍である請求項1記載のリサイクル性に優れた架橋ポリオレフィン連続気泡発泡体。
【請求項3】
ポリオレフィン樹脂100重量部中にメタロセン系触媒により製造されたポリエチレン10〜60重量部を混合し、発泡材、架橋材等の添加剤を添加した後、二段階で発泡させて独立気泡体を得、その独立気泡体を連続気泡化して発泡倍率が20〜60倍の連続気泡発泡体を得ることを特徴とするリサイクル性に優れた架橋ポリオレフィン連続気泡発泡体の製造方法。
【請求項4】
圧縮により連続気泡化する請求項3記載のリサイクル性に優れた架橋ポリオレフィン連続気泡発泡体の製造方法。
【請求項5】
請求項1ないし4記載のリサイクル性に優れた架橋ポリオレフィン連続気泡発泡体からなることを特徴とするマスク用緩衝材。
【図1】

【図2】
【図2】
【公開番号】特開2012−31219(P2012−31219A)
【公開日】平成24年2月16日(2012.2.16)
【国際特許分類】
【出願番号】特願2010−168082(P2010−168082)
【出願日】平成22年7月27日(2010.7.27)
【出願人】(000177380)三和化工株式会社 (21)
【Fターム(参考)】
【公開日】平成24年2月16日(2012.2.16)
【国際特許分類】
【出願日】平成22年7月27日(2010.7.27)
【出願人】(000177380)三和化工株式会社 (21)
【Fターム(参考)】
[ Back to top ]