
リチウムイオン二次電池とその製造方法
【課題】円筒型リチウムイオン二次電池において、活物質密度3.65g/cc以上とした高容量で高生産性・高安全性を実現するリチウムイオン二次電池とその製造方法を提供する。
【解決手段】円筒型リチウムイオン二次電池において、正極活物質の粒度分布のピーク粒子径と最大粒子径とセパレータ厚み、摩擦係数を制御し、正極活物質層の正極活物質の粒度分布が少なくとも2つのピークを持ち、前記正極活物質の最大粒子径は、55μm以下であり、また前記正極活物質層の活物質密度は、3.65g/cc以上であり、前記セパレータの前記正極活物質層に接する表面の摩擦係数は、0.26以下とする。
【解決手段】円筒型リチウムイオン二次電池において、正極活物質の粒度分布のピーク粒子径と最大粒子径とセパレータ厚み、摩擦係数を制御し、正極活物質層の正極活物質の粒度分布が少なくとも2つのピークを持ち、前記正極活物質の最大粒子径は、55μm以下であり、また前記正極活物質層の活物質密度は、3.65g/cc以上であり、前記セパレータの前記正極活物質層に接する表面の摩擦係数は、0.26以下とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、リチウムイオン二次電池に関し、特に、好適な正極極板をもつものに関する。
【背景技術】
【0002】
リチウムイオン二次電池は作動電圧およびエネルギー密度が高い。このため、携帯電話、ノート型パーソナルコンピュータなどの携帯型電子機器の駆動用電源として広く用いられている。携帯型電子機器の駆動用電源用のリチウムイオン二次電池には、機器の小型に対応した高容量化が求められている。
【0003】
また、近年、リチウムイオン二次電池は、ハイブリッドカーや電気自動車の駆動用電源や、電力貯蔵用電源としての開発も急速に進められている。このような用途におけるリチウムイオン二次電池には、急速充放電が可能でかつ充放電サイクルを長期間繰り返しても容量維持率を70%以上に維持できるような優れたサイクル特性が求められている。
リチウムイオン二次電池を高容量化するためには、正極活物質を高容量化させることまたは、高密度化させることで実現できる。
【0004】
これまでに高容量な正極活物質LiCoO2またはLiCoNiO2の大粒子にLiNiCoAlO2またはLiNiCoAlO2の小粒子を混合、または大粒子LiNiCoAlO2に小粒子LiNiCoAlO2のように2粒子混合とすることで高密度化正極にする方法が提案されている。(特許文献1)
また、平均粒子径が0.1〜50μmで、リチウム複合酸化物粒子の粒度分布にピークが2個以上とし、粒径の大きい方のピークと、粒径の小さい方のピークの粒径比が1.4以上、大きい粒子の割合が70〜80質量%とすることで優れた放電容量と容量保持率を向上させる方法が提案されている。(特許文献2)
また、噴霧乾燥装置を用いて噴霧乾燥し、焼成することにより得られた球状粒子であって、球状粒子の平均粒径が1〜20μm、且つ最大粒径が50μm以下のLiCoO2またはLiCoNiO2粒子とすることで、球状かつ最大粒子径が制御されていることから塗工ばらつきを低減させて生産性を向上させる方法が提案されている。(特許文献3)
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2006−228733号公報
【特許文献2】特開2006−318926号公報
【特許文献3】特開2009−21260号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1、2の従来の構成では高密度化となるが、2種類の粒子の分布幅が規定されていない。大粒子の粒度分布がブロード化すると活物質密度は低下する。さらに、大粒子の最大粒子径が大きくなりすぎて、セパレータと正極が捲回時に摩擦をうけて正極から活物質が欠落した場合、活物質がセパレータを突き抜けてリーク、OCV不良が発生し安全性と生産性が低下する。
【0007】
また、特許文献3の従来の構成では活物質形状を球状とし、最大粒子径≦ 50μmを規定しているが、粒子径≧30μm以上の場合、極板の活物質密度を高密度化しないと極板から大粒子が滑落して多数リーク不良が発生する。さらに、セパレータの厚みと摩擦係
数によっては捲回時に50μmであってもてリーク、OCV不良がおこり安全性と生産性が低下する。
【0008】
本発明は、600Wh/L以上の高エネルギー密度が得られるようなリチウムイオン二次電池に関して、2粒子混合を用いた正極活物質において最大粒子径とセパレータの摩擦係数、セパレータ厚みを制御することで、高容量かつ高安全で生産性の良好なリチウムイオン二次電池とその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明のリチウムイオン二次電池は、正極芯材と、前記正極芯材の表面に形成された正極活物質層と、負極芯材と前記負極芯材の表面に形成された負極活物質層と、セパレータとを含み、セパレータを介して正極活物質層と負極活物質層が対向した極板捲回体を具備したリチウムイオン二次電池において、正極活物質層の正極活物質の粒度分布が少なくとも2つのピークを持ち、正極活物質の最大粒子径は、55μm以下であり、また正極活物質層の活物質密度は、3.65g/cc以上であり、セパレータの前記正極活物質層に接する表面の摩擦係数は、0.26以下であることを特徴とするものである。
【0010】
また、本発明のリチウムイオン二次電池の製造方法は、正極芯材と、正極芯材の表面に形成された正極活物質層と、負極芯材と負極芯材の表面に形成された負極活物質層と、セパレータとを含み、セパレータを介して正極活物質層と負極活物質層が対向した極板捲回体を具備したリチウムイオン二次電池の製造方法において、平均粒径が相対的に大きい大粒子からなる正極活物質粉末と平均粒径が相対的に小さい小粒子からなる正極活物質粉末の2種の正極活物質粉末を混合し、最大粒子径は、55μm以下の正極活物質粉末を作成する正極活物質混合工程と、正極活物質混合工程で作成された正極活物質粉末を用いて、正極芯材の表面に、活物質密度が3.65g/cc以上の正極活物質層を形成する正極形成工程と、正極活物質層に接する表面の摩擦係数が、0.26以下となるセパレータを介して正極活物質層と負極活物質層が対向した極板捲回体を捲回する捲回工程を少なくとも含む方法に関する。
【発明の効果】
【0011】
本発明に係る電池構成によれば、600Wh/L以上の高エネルギー密度のリチウムイオン二次電池の高安全かつ生産性良好なリチウムイオン二次電池とその製造方法を得ることができる。
【図面の簡単な説明】
【0012】
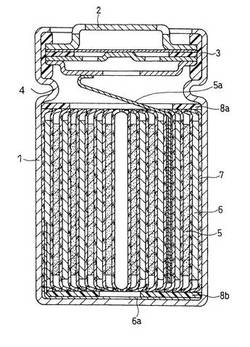
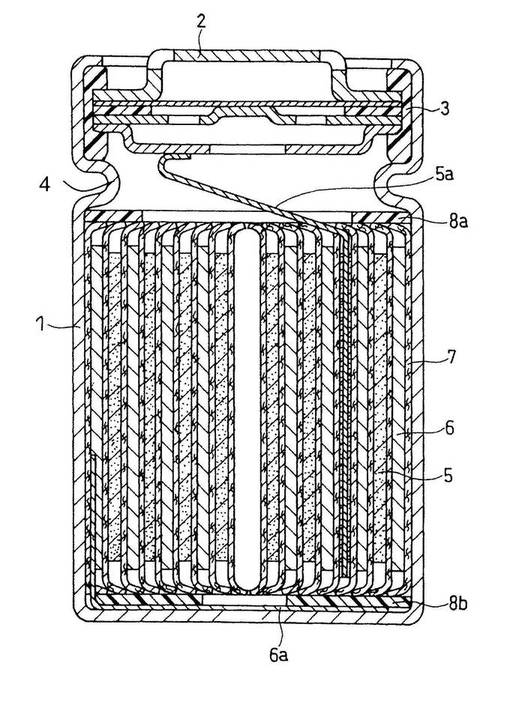
【図1】本発明の一実施形態に係る円筒型のリチウムイオン二次電池の概略構造を示す縦断面模式図
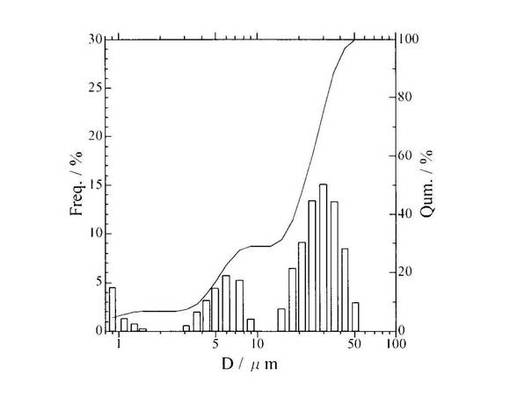
【図2】本発明の実施例1の大粒子と小粒子を混合した後の粒度分布を示す図
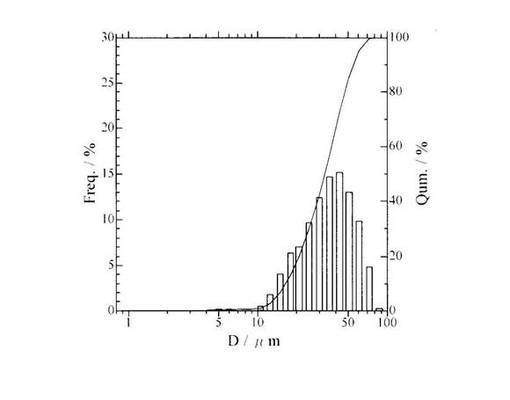
【図3】本発明の比較例1の粒度分布を示す図
【発明を実施するための形態】
【0013】
本発明の目的、特徴、局面および利点は、以下の詳細な説明および添付図面によってより明白となる。
【0014】
はじめに、本発明の一実施形態であるリチウムイオン二次電池とその製造方法を、図1を参照して説明する。図1のリチウムイオン二次電池は円筒型リチウムイオン二次電池である。円筒型リチウムイオン二次電池は、電池ケース1、封口板2、ガスケット3、正極5、正極リード5a、負極6、負極リード6a、セパレータ7、上部絶縁板8a、下部絶縁板8bを含む。正極リード5aが取り付けられた帯状の正極5と、負極リード6aが取り付けられた、帯状の負極6とが、セパレータ7を介して長手方向に捲回された電極群で
ある極板捲回体は、底部に下部絶縁板8bを配置して電池ケース1に収納され、負極リード6aの一端は電池ケース1に溶接され、一方で正極リード5aの一端は封口板2に接続されている。また、電池ケース1の中には非水電解液が注入され、ガスケット3を介して電池ケースはかしめている。
【0015】
正極5は、正極芯材およびその表面に付着した正極活物質層からなる。正極活物質層は、一般に、リチウム含有複合酸化物などの正極活物質と、カーボンブラックなどの導電剤と、PTFE、ポリフッ化ビニリデンなどの結着剤とを含む。導電材や結着剤は、公知の材料を特に限定することなく用いることができる。正極芯材としては、ステンレス鋼、アルミニウム、チタンなどのシートを用いることができる。正極活物質層を正極芯材の両面に形成する場合において、2つの正極活物質層の合計厚みは50〜250μmが好ましい。正極活物質層の合計厚みが50μmを下回ると、十分な容量が得られない場合がある。正極活物質層の合計厚みが250μmを上回ると、電池の内部抵抗が大きくなる傾向がある。
【0016】
正極5は、例えば、正極活物質と、カーボンブラックなどの導電剤と、ポリフッ化ビニリデンなどの結着剤とを含むペーストを、アルミニウム箔などの正極集電体に塗布した後、乾燥させ、圧延することにより得られる。正極活物質としては、リチウムを吸蔵および放出可能な遷移金属元素を含むリチウム含有遷移金属酸化物が好ましい。リチウム含有遷移金属化合物の代表的な例としては、例えば一般式LixM1(1−y−z)M2yM3zO2(0.9≦x≦1.1、0≦y≦1.0、0≦z≦1.0、M1とM2とM3はCo、Ni、Mn、Fe、Ti等)が挙げられる。具体的には、LiCoO2、LiNi1/2Mn1/2O2、LiNi1/2Co1/2O2、LiNiO2、LiNi1/3Mn1/3Co1/3O2、LiNi1/2Fe1/2O2、LiMnO2、などを挙げることができる。また、層状構造のリチウム過剰活物質である一般式Li[(Ni0.5Mn0.5)aCob(Li1/3Mn1/3)c]O2(ただし、a+b+c=1、c>0)またはLiαNiβMnγO2(αが1.1以上でβ:γ=1:1)であってもよい。具体的には、Li1.2Ni0.4Mn0.4O2、Li[(Ni0.5Mn0.5)5/12Co1/4(Li1/3Mn2/3)1/3]O2などを挙げることができる。また、スピネル構造、オリビン構造であってもよい。具体的にはLiMn2O4、LiFePO4、LiCoPO4、LiMnPO4等が挙げられ、Alなどを含んでいてもよい。正極活物質は1種のみを単独で用いてもよく、2種以上を組み合わせて用いてもよい。
【0017】
正極活物質密度は3.60g/cc以上が好ましい。2粒子混合にした場合、活物質密度3.60g/ccよりも低いと電池容量を大きくすることが困難であり、また大粒子が極板から滑落しやすく容量低下やリーク、OCV不良の原因となる。この正極活物質密度は、極板重量と膜厚測定を測定して算出できる。
【0018】
正極活物質の最大粒子径はセパレータの厚みや摩擦係数によるが55μm以下が好ましく、より好ましくは50μm以下である。最大粒子径が55μmより大きいと極板から粒子が欠落した場合、セパレータを突き破ってリークやOCV不良が大量に発生する。
【0019】
また、正極活物質は、粒度分布が少なくとも2つのピークを持つ正極活物質が好ましく、より好ましくは2つのピークを持つ正極活物質が好ましい。
また、2つのピークの大粒子側のピークの粒子径と小粒子側のピークの粒子径の比は、4対1から7対1とすることが好ましい。このような比率にすることによって大粒子間に小粒子が入ることが可能となり活物質密度を向上させることが可能となる。
【0020】
大粒子側ピークは20μm以上、40μm以下が好ましく、小粒子側のピークは4μm以上、9μm以下が好ましい。
【0021】
2つ以上のピークを持つ粒度分布はどのようにして作製してもよいが、2種類の粒子径のものを用いることが2つのピークを制御する上で容易であるため好ましい。
【0022】
また、2種類のうち大粒子径の平均粒子径を20μm以上、35μm以下、小粒子の平均粒子径を3μm以上、8μm以下とすることが好ましい。この平均粒子径は、粒度分布系で測定したときの、体積基準での累積50%値、いわゆるD50のことである。
【0023】
大粒子の平均粒子径が20μm未満だと小粒子と混合しても小粒子が大粒子間に入ることができず活物質密度を向上させることができない。また、平均粒子径が35μmより大きいと最大粒子径を50μm未満することが困難となる。また、小粒子は平均粒子径が3μm未満だと小粒子だけで凝集しやすく活物質密度が低下し、8μmより大きいと大粒子間に入ることができなくなり活物質密度が低下する。
【0024】
さらに、正極活物質の2粒子混合の重量比率において、大粒子対小粒子の比が、7対3から9対1であることが好ましい。7対3より小さい場合では小粒子が多いため、大粒子間に入ることができない小粒子が多くなり活物質密度が低下する。また、9対1より大きくなると、小粒子の量が少ないため活物質密度の向上が見込めず、また大粒子が芯材にめり込む頻度が高くなり圧延時や捲回時に極板切れが発生しやすい。
【0025】
正極のリード位置は、内部抵抗を少なく反応を均一に行わせることができることから正極の中央部に近い位置にあるほうが好ましい。
【0026】
負極6は、シート状の負極集電体と、この片面または両面に形成された負極活物質層とを含む。負極活物質層は、負極活物質と結着剤と増粘剤などを含む。負極活物質は、黒鉛粒子を含む。ここで、黒鉛粒子とは、黒鉛構造を有する領域を含む粒子の総称である。よって、黒鉛粒子には、天然黒鉛、人造黒鉛、黒鉛化メソフェーズカーボン粒子などの他に、任意の黒鉛化度を有する炭素粒子が含まれる。
【0027】
負極活物質は、カーボン粒子、及び結着剤と増粘剤などの任意成分とを水などに分散させて負極合剤ペーストを調製し、次いで、負極合剤ペーストを、芯材の片面または両面に塗布、乾燥し、圧延することで得られる。
【0028】
負極活物質層中には、カーボン粒子と、結着剤と、必要に応じて含有される増粘剤およびその他の各種添加剤と、カーボン粒子間に形成される隙間、すなわち空隙部分と、を備えている。
【0029】
結着剤の含有割合は、好ましくは0.5〜10質量%、さらに好ましくは0.8〜2質量%である。
【0030】
負極の結着剤は特に限定されないが、例えば、ポリエチレン、ポリプロピレン、ポリテトラフルオロエチレン(PTFE)、ポリフッ化ビニリデン(PVDF)、テトラフルオロエチレン−ヘキサフルオロプロピレン共重合体(FEP)、スチレンブタジエンラテックス、フッ化ビニリデン−ヘキサフルオロプロピレン共重合体等が挙げられる。
【0031】
負極集電体は特に限定されないが、例えば、ステンレス鋼、銅などからなるシートまたは箔を用いることができる。
【0032】
負極のリードは、負極芯材と溶接などで接続後、絶縁テープで保護する。
【0033】
非水電解質としては、非水溶媒およびこれに溶解するリチウム塩からなる液状の電解質が好ましい。非水溶媒としては、エチレンカーボネート、プロピレンカーボネートなどの環状カーボネート類と、ジメチルカーボネート、ジエチルカーボネート、エチルメチルカーボネートなどの鎖状カーボネート類との混合溶媒が一般的に用いられる。また、γ−ブチロラクトンやジメトキシエタンなども用いられる。リチウム塩としては、無機リチウムフッ化物やリチウムイミド化合物などが挙げられる。無機リチウムフッ化物としては、LiPF6、LIBF4等が挙げられ、リチウムイミド化合物としてはLiN(CF3SO2)2等が挙げられる。
【0034】
セパレータ7としては、一般的なポリエチレン、ポリプロピレンなどからなる微多孔性フィルムを用いることができるが、好ましくは、ポリエチレンまたはポリプロプレン上にアラミド層を含んだセパレータを用いることである。アラミド層は耐久・耐熱性に優れ、セパレータの収縮を防ぎ、二次電池の安全性を向上させる観点から好ましい。
セパレータの摩擦係数は、摩擦係数≦0.26であることが好ましい。摩擦係数が0.26より大きいと捲回時に極板と擦れることで極板から活物質が欠落し、容量低下や生産性・安全性の低下につながる。
【0035】
多孔質絶縁層の厚みは、10〜25μmであることが好ましい。10μm未満では正極と負極との極間が狭いためOCV不良が発生しやすく、捲回時の極板とセパレータとの擦れにより滑落した大粒子がセパレータを突き抜けてリークが発生する。また、25μmより大きいと電池容量を大きくすることができず、また充放電レート特性が低下する。
【0036】
リチウムイオン二次電池は、次のようにして作製することができる。まず、負極6と、正極5の間にセパレータ7を介在させて捲回することにより極板捲回体を形成する。
【0037】
極板捲回体の底部に下部絶縁板8bを配置して電池ケース1に収納し、極板捲回体を収容して、負極リード6bを電池ケース1の底部に溶接させる。溶接後、中芯を挿入し上部絶縁板を極板捲回体上に設置し、上部絶縁板の上に位置するように電池ケースに溝部4を形成する。溝部4を形成後、非水電解質を注入する。非水電解質の量は、極板捲回体のサイズなどに合わせて適宜設定することができる。
【0038】
電池ケース1の開口部傍に、封口板2で封口する。これにより、電池ケース1が密封されて、円筒形のリチウムイオン二次電池を得ることができる。
【実施例】
【0039】
以下、本発明を実施例に基づいて具体的に説明する。
【0040】
<実施例1>
(a)正極の作製
正極活物質には、LiNi0.80Co0.15Al0.05O2を用いた。
【0041】
また、正極活物質の粒子分布を、2つのピークを持つ粒度分布とするために大粒子と小粒子の2種類を混合した。大粒子、小粒子のそれぞれの平均粒子径D50は、27、5μmとし、重量比率8:2で混合し、最大粒子径は53μmとした。図2に混合した際の粒度分布を示し、表1にそのときの粒度分布の2つのピーク粒子径を示した。この2つのピーク粒子径は、大粒子側ピークの粒子径が30μmで、小粒子側のピークの粒子径が6μmであった。
【0042】
正極活物質100重量部と、導電材であるアセチレンブラック1.0重量部と、結着剤であるPVDFのN−メチル−2−ピロリドン(NMP)溶液とを混合して、正極活物質
ペーストを調製した。ここで、PVDFの量は、正極活物質100重量部あたり0.9重量部とした。正極活物質ペーストを、正極集電体であるアルミニウム箔の両面に塗布した後、110℃で乾燥させ、圧延を行った。
【0043】
(b)負極の作製
負極活物質として、平均粒径20μmの球状人造黒鉛を用いた。人造黒鉛粒子と、結着剤であるスチレンブタジエンゴム(SBR)と、水とを混合して、負極活物質ペーストを調製した。ここで、SBRの量は、人造黒鉛粒子100重量部あたり1.0重量部とした。負極活物質ペーストを、負極集電体である電解銅箔(厚さ8μm)の両面に塗布した後、110℃で乾燥させて負極を形成した。次に、圧延を行い、厚さ188μmの負極を得た。
【0044】
(c)非水電解質の調製
エチレンカーボネートとジメチルカーボネートとの体積比が1:3である混合溶媒に、5重量%のビニレンカーボネートを添加し、1.4mol/Lの濃度でLiPF6を溶解し、非水電解質を得た。
【0045】
(d)円筒型リチウムイオン二次電池の作製
以下の手順で
1322102869218_0
に示すような円筒型リチウムイオン二次電池を作製した。
【0046】
正極5の集電体にアルミニウム製の正極リード5aを取り付け、負極6の集電体にニッケル製の負極リード6aを取り付けた。その後、正極と負極との間に厚さ20μmのアラミド層を形成したポリエチレン製の微多孔質フィルムからなるセパレータ7を介して捲回し、極板捲回群を構成した。このとき、セパレータには静的摩擦係数が0.25のアラミド層が形成されたポリエチレンを用いた。
【0047】
次に、極板捲回群の下部に下部絶縁板8bを配置し、負極リード6aを電池ケース1の内側に溶接した。溶接後、上部絶縁板8aをいれて溝入れを行った。
【0048】
溝入れまでを行った電池を体積35cc密閉容器に導入した。その後、ドライエアーの圧縮エアーを0.8MPaまで導入0.5秒間保持後、約0.11秒(排気圧力は約7.0MPa/s)で排気を行う作業を5回行った。その後、正極リード5aを、内圧作動型の安全弁を有する封口板2に溶接し、非水電解質を減圧注入した。最後に、電池ケース1の開口端部を、ガスケット3を介して封口板2で封口することにより、円筒型リチウムイオン二次電池を完成させた。
【0049】
<評価方法>
(a)活物質密度
塗工後にすべて同じ線圧2t/cmにて2回圧延を行った。その後、熱処理を行い極板を柔軟化させた。柔軟化させた後に、極板の膜厚と打ち抜き重量を測定し活物質密度を評価した。評価結果を表1に示した。
【0050】
(b)リーク評価
極板に対し、巻き芯3.3mmを用いて捲回を行い最後に群止めテープで群を固定した。その後、この群に500Vの電圧を印加しリーク評価を行った。評価結果を表1に示した。
【0051】
(c)電池容量
25℃環境下で、電池電圧が4.2Vになるまで0.5C相当の1.625Aの定電流で充電を行い、引き続き4.2Vの定電圧で電流値が50mAになるまで充電を行った。その後、0.2C相当の0.65Aの定電流で2.5Vになるまで放電を行い、得られた電池の容量を求めた。電池容量は3.3Ahであり、LiNi0.80Co0.15Al0.05O2の活物質容量は188mAh/gであった。以降、実施例2〜11、比較例1〜9に関しては、緊迫率が実施例1と同じようになるように、設計、極板長を変更した。したがって、電池容量は活物質密度に応じて変化させた。
【0052】
<実施例2>
正極活物質の粒子分布を、2つのピークを持つ粒度分布とするために用いた大粒子の平均粒子径D50=34μmとした以外、実施例1と同様に円筒型リチウムイオン電池を作製した。
【0053】
<実施例3>
正極活物質の粒子分布を、2つのピークを持つ粒度分布とするために用いた大粒子の平均粒子径D50=20μmとした以外、実施例1と同様に円筒型リチウムイオン電池を作製した。
【0054】
<実施例4>
正極活物質の粒子分布を、2つのピークを持つ粒度分布とするために用いた大粒子と小粒子の平均粒子径D50をそれぞれ34、4μmとした以外、実施例1と同様に円筒型リチウムイオン電池を作製した。
【0055】
<実施例5>
正極活物質の粒子分布を、2つのピークを持つ粒度分布とするために用いた大粒子と小粒子の平均粒子径D50をそれぞれ20、4μmとした以外、実施例1と同様に円筒型リチウムイオン電池を作製した。
【0056】
<実施例6>
正極活物質の粒子分布を、2つのピークを持つ粒度分布とするために用いた大粒子と小粒子の平均粒子径D50をそれぞれ35、8μmとした以外、実施例1と同様に円筒型リチウムイオン電池を作製した。
【0057】
<実施例7>
正極活物質の粒子分布を、2つのピークを持つ粒度分布とするために用いた大粒子と小粒子の平均粒子径D50をそれぞれ27、5μmとし、混合重量比を7:3とした以外、実施例1と同様に円筒型リチウムイオン電池を作製した。
【0058】
<実施例8>
正極活物質の粒子分布を、2つのピークを持つ粒度分布とするために用いた大粒子と小粒子の平均粒子径D50をそれぞれ27、5μmとし、混合重量比を9:1とした以外、実施例1と同様に円筒型リチウムイオン電池を作製した。
【0059】
<実施例9>
セパレータの静的摩擦係数を0.18とした以外、実施例1と同様に円筒型リチウムイオン電池を作製した。
【0060】
<実施例10>
セパレータの膜厚を11μmとした以外、実施例1と同様に円筒型リチウムイオン電池を作製した。
【0061】
<比較例1>
正極活物質として、平均粒子径D50=12μmの活物質を単体で用いた以外実施例1と同様に、円筒型リチウムイオン電池を作製した。
【0062】
<比較例2>
正極活物質の粒子分布を、2つのピークを持つ粒度分布とするために用いた大粒子の平均粒子径D50を37μmとし、粒度分布の最大粒子径を87μmとした以外、実施例1と同様に円筒型リチウムイオン電池を作製した。図3に粒度分布を示した。
【0063】
<比較例3>
正極活物質の粒子分布を、2つのピークを持つ粒度分布とするために用いた大粒子の平均粒子径D50を30μmとし、粒度分布の最大粒子径を73μmとした以外、実施例1と同様に円筒型リチウムイオン電池を作製した。
【0064】
<比較例4>
正極活物質の粒子分布を、2つのピークを持つ粒度分布とするために用いた大粒子と小粒子の平均粒子径D50をそれぞれ18、4μmとした以外、実施例1と同様に円筒型リチウムイオン電池を作製した。
【0065】
<比較例5>
正極活物質の粒子分布を、2つのピークを持つ粒度分布とするために用いた小粒子の平均粒子径D50を10μmとした以外、実施例1と同様に円筒型リチウムイオン電池を作製した。
【0066】
<比較例6>
正極活物質の粒子分布を、2つのピークを持つ粒度分布とするために用いた大粒子の平均粒子径D50を37μmとし、粒度分布の最大粒子径57μmとした以外、実施例1と同様に円筒型リチウムイオン電池を作製した。
【0067】
<比較例7>
セパレータの膜厚を10μmとした以外、実施例1と同様に円筒型リチウムイオン電池を作製した。
【0068】
<比較例8>
セパレータの静的摩擦係数を0.33μmとしたセパレータを用いた以外、実施例1と同様に、円筒型リチウムイオン電池を作製した。
【0069】
【表1】

【0070】
表1の結果より、実施例1〜11の電池と比較例1〜8の電池で、活物質密度とリーク不良率、電池容量に関して大きな差を有していた。
【0071】
実施例1〜5と比較例1、4、5では活物質密度に大きさ差を有していた。単粒子では活物質密度が低く、2つのピークをもつ粒度分布としても混合した粒子径に応じて活物質密度が変わることわかった。また、活物質密度に応じて電池容量も大きくすることが可能であることがわかった。
【0072】
実施例1〜5と比較例2、3、6ではリーク不良率に関して大きな差を有していた。実施例1、比較例2の粒度分布を図2、3にそれぞれ示した。粒度分布の分布形状と最大粒子径が異なることがわかった。また、表1より最大粒子径に応じてリーク不良の発生率がことなることがわかった。最大粒子径が大きいほどセパレータつきぬけが多く発生すると想定される。
【0073】
実施例7、8、比較例9より重量比率に応じて活物質密度に大きな差ができることがわかった。
【0074】
実施例1、9、比較例8よりセパレータの静的摩擦係数がリーク不良に大きな影響を及ぼしていることがわかった。セパレータの摩擦係数が大きくなると捲回時に極板との擦れが生じやすく活物質の落下が生じて容量低下がおこり、さらに、大粒子のセパレータつきぬけが生じてリーク不良発生率が高くなったと推定される。
【0075】
実施例10、11、比較例7よりセパレータ厚みが薄いと活物質がセパレータを突き破りリーク不良が多くなることがわかった。
【0076】
正極活物質の粒度分布のピークの粒子径と最大粒子径とセパレータ厚み、摩擦係数を制御することで、活物質密度3.65g/cc以上とした、高容量で生産性・安全性に優れたリチウムイオン二次電池とその製造方法を実現することができた。
【産業上の利用可能性】
【0077】
本発明にかかる円筒型リチウムイオン二次電池とその製造方法は、活物質の平均粒子径と最大粒子径とセパレータ厚み、摩擦係数を制御することで、活物質密度3.65g/c
c以上とした高容量で生産性を高くすることが可能となり、携帯電話、ノート型パーソナルコンピュータなどの携帯型電子機器における駆動用電源としてだけでなく、ハイブリッドカー、電気自動車における駆動用電源や、電力貯蔵用電源として、好適に用いることができる。
【符号の説明】
【0078】
1 電池ケース
2 封口板
3 ガスケット
4 溝部
5 正極
5a 正極リード
6 負極
6a 負極リード
7 セパレータ
8a 上部絶縁板
8b 下部絶縁板
【技術分野】
【0001】
本発明は、リチウムイオン二次電池に関し、特に、好適な正極極板をもつものに関する。
【背景技術】
【0002】
リチウムイオン二次電池は作動電圧およびエネルギー密度が高い。このため、携帯電話、ノート型パーソナルコンピュータなどの携帯型電子機器の駆動用電源として広く用いられている。携帯型電子機器の駆動用電源用のリチウムイオン二次電池には、機器の小型に対応した高容量化が求められている。
【0003】
また、近年、リチウムイオン二次電池は、ハイブリッドカーや電気自動車の駆動用電源や、電力貯蔵用電源としての開発も急速に進められている。このような用途におけるリチウムイオン二次電池には、急速充放電が可能でかつ充放電サイクルを長期間繰り返しても容量維持率を70%以上に維持できるような優れたサイクル特性が求められている。
リチウムイオン二次電池を高容量化するためには、正極活物質を高容量化させることまたは、高密度化させることで実現できる。
【0004】
これまでに高容量な正極活物質LiCoO2またはLiCoNiO2の大粒子にLiNiCoAlO2またはLiNiCoAlO2の小粒子を混合、または大粒子LiNiCoAlO2に小粒子LiNiCoAlO2のように2粒子混合とすることで高密度化正極にする方法が提案されている。(特許文献1)
また、平均粒子径が0.1〜50μmで、リチウム複合酸化物粒子の粒度分布にピークが2個以上とし、粒径の大きい方のピークと、粒径の小さい方のピークの粒径比が1.4以上、大きい粒子の割合が70〜80質量%とすることで優れた放電容量と容量保持率を向上させる方法が提案されている。(特許文献2)
また、噴霧乾燥装置を用いて噴霧乾燥し、焼成することにより得られた球状粒子であって、球状粒子の平均粒径が1〜20μm、且つ最大粒径が50μm以下のLiCoO2またはLiCoNiO2粒子とすることで、球状かつ最大粒子径が制御されていることから塗工ばらつきを低減させて生産性を向上させる方法が提案されている。(特許文献3)
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2006−228733号公報
【特許文献2】特開2006−318926号公報
【特許文献3】特開2009−21260号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1、2の従来の構成では高密度化となるが、2種類の粒子の分布幅が規定されていない。大粒子の粒度分布がブロード化すると活物質密度は低下する。さらに、大粒子の最大粒子径が大きくなりすぎて、セパレータと正極が捲回時に摩擦をうけて正極から活物質が欠落した場合、活物質がセパレータを突き抜けてリーク、OCV不良が発生し安全性と生産性が低下する。
【0007】
また、特許文献3の従来の構成では活物質形状を球状とし、最大粒子径≦ 50μmを規定しているが、粒子径≧30μm以上の場合、極板の活物質密度を高密度化しないと極板から大粒子が滑落して多数リーク不良が発生する。さらに、セパレータの厚みと摩擦係
数によっては捲回時に50μmであってもてリーク、OCV不良がおこり安全性と生産性が低下する。
【0008】
本発明は、600Wh/L以上の高エネルギー密度が得られるようなリチウムイオン二次電池に関して、2粒子混合を用いた正極活物質において最大粒子径とセパレータの摩擦係数、セパレータ厚みを制御することで、高容量かつ高安全で生産性の良好なリチウムイオン二次電池とその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明のリチウムイオン二次電池は、正極芯材と、前記正極芯材の表面に形成された正極活物質層と、負極芯材と前記負極芯材の表面に形成された負極活物質層と、セパレータとを含み、セパレータを介して正極活物質層と負極活物質層が対向した極板捲回体を具備したリチウムイオン二次電池において、正極活物質層の正極活物質の粒度分布が少なくとも2つのピークを持ち、正極活物質の最大粒子径は、55μm以下であり、また正極活物質層の活物質密度は、3.65g/cc以上であり、セパレータの前記正極活物質層に接する表面の摩擦係数は、0.26以下であることを特徴とするものである。
【0010】
また、本発明のリチウムイオン二次電池の製造方法は、正極芯材と、正極芯材の表面に形成された正極活物質層と、負極芯材と負極芯材の表面に形成された負極活物質層と、セパレータとを含み、セパレータを介して正極活物質層と負極活物質層が対向した極板捲回体を具備したリチウムイオン二次電池の製造方法において、平均粒径が相対的に大きい大粒子からなる正極活物質粉末と平均粒径が相対的に小さい小粒子からなる正極活物質粉末の2種の正極活物質粉末を混合し、最大粒子径は、55μm以下の正極活物質粉末を作成する正極活物質混合工程と、正極活物質混合工程で作成された正極活物質粉末を用いて、正極芯材の表面に、活物質密度が3.65g/cc以上の正極活物質層を形成する正極形成工程と、正極活物質層に接する表面の摩擦係数が、0.26以下となるセパレータを介して正極活物質層と負極活物質層が対向した極板捲回体を捲回する捲回工程を少なくとも含む方法に関する。
【発明の効果】
【0011】
本発明に係る電池構成によれば、600Wh/L以上の高エネルギー密度のリチウムイオン二次電池の高安全かつ生産性良好なリチウムイオン二次電池とその製造方法を得ることができる。
【図面の簡単な説明】
【0012】
【図1】本発明の一実施形態に係る円筒型のリチウムイオン二次電池の概略構造を示す縦断面模式図
【図2】本発明の実施例1の大粒子と小粒子を混合した後の粒度分布を示す図
【図3】本発明の比較例1の粒度分布を示す図
【発明を実施するための形態】
【0013】
本発明の目的、特徴、局面および利点は、以下の詳細な説明および添付図面によってより明白となる。
【0014】
はじめに、本発明の一実施形態であるリチウムイオン二次電池とその製造方法を、図1を参照して説明する。図1のリチウムイオン二次電池は円筒型リチウムイオン二次電池である。円筒型リチウムイオン二次電池は、電池ケース1、封口板2、ガスケット3、正極5、正極リード5a、負極6、負極リード6a、セパレータ7、上部絶縁板8a、下部絶縁板8bを含む。正極リード5aが取り付けられた帯状の正極5と、負極リード6aが取り付けられた、帯状の負極6とが、セパレータ7を介して長手方向に捲回された電極群で
ある極板捲回体は、底部に下部絶縁板8bを配置して電池ケース1に収納され、負極リード6aの一端は電池ケース1に溶接され、一方で正極リード5aの一端は封口板2に接続されている。また、電池ケース1の中には非水電解液が注入され、ガスケット3を介して電池ケースはかしめている。
【0015】
正極5は、正極芯材およびその表面に付着した正極活物質層からなる。正極活物質層は、一般に、リチウム含有複合酸化物などの正極活物質と、カーボンブラックなどの導電剤と、PTFE、ポリフッ化ビニリデンなどの結着剤とを含む。導電材や結着剤は、公知の材料を特に限定することなく用いることができる。正極芯材としては、ステンレス鋼、アルミニウム、チタンなどのシートを用いることができる。正極活物質層を正極芯材の両面に形成する場合において、2つの正極活物質層の合計厚みは50〜250μmが好ましい。正極活物質層の合計厚みが50μmを下回ると、十分な容量が得られない場合がある。正極活物質層の合計厚みが250μmを上回ると、電池の内部抵抗が大きくなる傾向がある。
【0016】
正極5は、例えば、正極活物質と、カーボンブラックなどの導電剤と、ポリフッ化ビニリデンなどの結着剤とを含むペーストを、アルミニウム箔などの正極集電体に塗布した後、乾燥させ、圧延することにより得られる。正極活物質としては、リチウムを吸蔵および放出可能な遷移金属元素を含むリチウム含有遷移金属酸化物が好ましい。リチウム含有遷移金属化合物の代表的な例としては、例えば一般式LixM1(1−y−z)M2yM3zO2(0.9≦x≦1.1、0≦y≦1.0、0≦z≦1.0、M1とM2とM3はCo、Ni、Mn、Fe、Ti等)が挙げられる。具体的には、LiCoO2、LiNi1/2Mn1/2O2、LiNi1/2Co1/2O2、LiNiO2、LiNi1/3Mn1/3Co1/3O2、LiNi1/2Fe1/2O2、LiMnO2、などを挙げることができる。また、層状構造のリチウム過剰活物質である一般式Li[(Ni0.5Mn0.5)aCob(Li1/3Mn1/3)c]O2(ただし、a+b+c=1、c>0)またはLiαNiβMnγO2(αが1.1以上でβ:γ=1:1)であってもよい。具体的には、Li1.2Ni0.4Mn0.4O2、Li[(Ni0.5Mn0.5)5/12Co1/4(Li1/3Mn2/3)1/3]O2などを挙げることができる。また、スピネル構造、オリビン構造であってもよい。具体的にはLiMn2O4、LiFePO4、LiCoPO4、LiMnPO4等が挙げられ、Alなどを含んでいてもよい。正極活物質は1種のみを単独で用いてもよく、2種以上を組み合わせて用いてもよい。
【0017】
正極活物質密度は3.60g/cc以上が好ましい。2粒子混合にした場合、活物質密度3.60g/ccよりも低いと電池容量を大きくすることが困難であり、また大粒子が極板から滑落しやすく容量低下やリーク、OCV不良の原因となる。この正極活物質密度は、極板重量と膜厚測定を測定して算出できる。
【0018】
正極活物質の最大粒子径はセパレータの厚みや摩擦係数によるが55μm以下が好ましく、より好ましくは50μm以下である。最大粒子径が55μmより大きいと極板から粒子が欠落した場合、セパレータを突き破ってリークやOCV不良が大量に発生する。
【0019】
また、正極活物質は、粒度分布が少なくとも2つのピークを持つ正極活物質が好ましく、より好ましくは2つのピークを持つ正極活物質が好ましい。
また、2つのピークの大粒子側のピークの粒子径と小粒子側のピークの粒子径の比は、4対1から7対1とすることが好ましい。このような比率にすることによって大粒子間に小粒子が入ることが可能となり活物質密度を向上させることが可能となる。
【0020】
大粒子側ピークは20μm以上、40μm以下が好ましく、小粒子側のピークは4μm以上、9μm以下が好ましい。
【0021】
2つ以上のピークを持つ粒度分布はどのようにして作製してもよいが、2種類の粒子径のものを用いることが2つのピークを制御する上で容易であるため好ましい。
【0022】
また、2種類のうち大粒子径の平均粒子径を20μm以上、35μm以下、小粒子の平均粒子径を3μm以上、8μm以下とすることが好ましい。この平均粒子径は、粒度分布系で測定したときの、体積基準での累積50%値、いわゆるD50のことである。
【0023】
大粒子の平均粒子径が20μm未満だと小粒子と混合しても小粒子が大粒子間に入ることができず活物質密度を向上させることができない。また、平均粒子径が35μmより大きいと最大粒子径を50μm未満することが困難となる。また、小粒子は平均粒子径が3μm未満だと小粒子だけで凝集しやすく活物質密度が低下し、8μmより大きいと大粒子間に入ることができなくなり活物質密度が低下する。
【0024】
さらに、正極活物質の2粒子混合の重量比率において、大粒子対小粒子の比が、7対3から9対1であることが好ましい。7対3より小さい場合では小粒子が多いため、大粒子間に入ることができない小粒子が多くなり活物質密度が低下する。また、9対1より大きくなると、小粒子の量が少ないため活物質密度の向上が見込めず、また大粒子が芯材にめり込む頻度が高くなり圧延時や捲回時に極板切れが発生しやすい。
【0025】
正極のリード位置は、内部抵抗を少なく反応を均一に行わせることができることから正極の中央部に近い位置にあるほうが好ましい。
【0026】
負極6は、シート状の負極集電体と、この片面または両面に形成された負極活物質層とを含む。負極活物質層は、負極活物質と結着剤と増粘剤などを含む。負極活物質は、黒鉛粒子を含む。ここで、黒鉛粒子とは、黒鉛構造を有する領域を含む粒子の総称である。よって、黒鉛粒子には、天然黒鉛、人造黒鉛、黒鉛化メソフェーズカーボン粒子などの他に、任意の黒鉛化度を有する炭素粒子が含まれる。
【0027】
負極活物質は、カーボン粒子、及び結着剤と増粘剤などの任意成分とを水などに分散させて負極合剤ペーストを調製し、次いで、負極合剤ペーストを、芯材の片面または両面に塗布、乾燥し、圧延することで得られる。
【0028】
負極活物質層中には、カーボン粒子と、結着剤と、必要に応じて含有される増粘剤およびその他の各種添加剤と、カーボン粒子間に形成される隙間、すなわち空隙部分と、を備えている。
【0029】
結着剤の含有割合は、好ましくは0.5〜10質量%、さらに好ましくは0.8〜2質量%である。
【0030】
負極の結着剤は特に限定されないが、例えば、ポリエチレン、ポリプロピレン、ポリテトラフルオロエチレン(PTFE)、ポリフッ化ビニリデン(PVDF)、テトラフルオロエチレン−ヘキサフルオロプロピレン共重合体(FEP)、スチレンブタジエンラテックス、フッ化ビニリデン−ヘキサフルオロプロピレン共重合体等が挙げられる。
【0031】
負極集電体は特に限定されないが、例えば、ステンレス鋼、銅などからなるシートまたは箔を用いることができる。
【0032】
負極のリードは、負極芯材と溶接などで接続後、絶縁テープで保護する。
【0033】
非水電解質としては、非水溶媒およびこれに溶解するリチウム塩からなる液状の電解質が好ましい。非水溶媒としては、エチレンカーボネート、プロピレンカーボネートなどの環状カーボネート類と、ジメチルカーボネート、ジエチルカーボネート、エチルメチルカーボネートなどの鎖状カーボネート類との混合溶媒が一般的に用いられる。また、γ−ブチロラクトンやジメトキシエタンなども用いられる。リチウム塩としては、無機リチウムフッ化物やリチウムイミド化合物などが挙げられる。無機リチウムフッ化物としては、LiPF6、LIBF4等が挙げられ、リチウムイミド化合物としてはLiN(CF3SO2)2等が挙げられる。
【0034】
セパレータ7としては、一般的なポリエチレン、ポリプロピレンなどからなる微多孔性フィルムを用いることができるが、好ましくは、ポリエチレンまたはポリプロプレン上にアラミド層を含んだセパレータを用いることである。アラミド層は耐久・耐熱性に優れ、セパレータの収縮を防ぎ、二次電池の安全性を向上させる観点から好ましい。
セパレータの摩擦係数は、摩擦係数≦0.26であることが好ましい。摩擦係数が0.26より大きいと捲回時に極板と擦れることで極板から活物質が欠落し、容量低下や生産性・安全性の低下につながる。
【0035】
多孔質絶縁層の厚みは、10〜25μmであることが好ましい。10μm未満では正極と負極との極間が狭いためOCV不良が発生しやすく、捲回時の極板とセパレータとの擦れにより滑落した大粒子がセパレータを突き抜けてリークが発生する。また、25μmより大きいと電池容量を大きくすることができず、また充放電レート特性が低下する。
【0036】
リチウムイオン二次電池は、次のようにして作製することができる。まず、負極6と、正極5の間にセパレータ7を介在させて捲回することにより極板捲回体を形成する。
【0037】
極板捲回体の底部に下部絶縁板8bを配置して電池ケース1に収納し、極板捲回体を収容して、負極リード6bを電池ケース1の底部に溶接させる。溶接後、中芯を挿入し上部絶縁板を極板捲回体上に設置し、上部絶縁板の上に位置するように電池ケースに溝部4を形成する。溝部4を形成後、非水電解質を注入する。非水電解質の量は、極板捲回体のサイズなどに合わせて適宜設定することができる。
【0038】
電池ケース1の開口部傍に、封口板2で封口する。これにより、電池ケース1が密封されて、円筒形のリチウムイオン二次電池を得ることができる。
【実施例】
【0039】
以下、本発明を実施例に基づいて具体的に説明する。
【0040】
<実施例1>
(a)正極の作製
正極活物質には、LiNi0.80Co0.15Al0.05O2を用いた。
【0041】
また、正極活物質の粒子分布を、2つのピークを持つ粒度分布とするために大粒子と小粒子の2種類を混合した。大粒子、小粒子のそれぞれの平均粒子径D50は、27、5μmとし、重量比率8:2で混合し、最大粒子径は53μmとした。図2に混合した際の粒度分布を示し、表1にそのときの粒度分布の2つのピーク粒子径を示した。この2つのピーク粒子径は、大粒子側ピークの粒子径が30μmで、小粒子側のピークの粒子径が6μmであった。
【0042】
正極活物質100重量部と、導電材であるアセチレンブラック1.0重量部と、結着剤であるPVDFのN−メチル−2−ピロリドン(NMP)溶液とを混合して、正極活物質
ペーストを調製した。ここで、PVDFの量は、正極活物質100重量部あたり0.9重量部とした。正極活物質ペーストを、正極集電体であるアルミニウム箔の両面に塗布した後、110℃で乾燥させ、圧延を行った。
【0043】
(b)負極の作製
負極活物質として、平均粒径20μmの球状人造黒鉛を用いた。人造黒鉛粒子と、結着剤であるスチレンブタジエンゴム(SBR)と、水とを混合して、負極活物質ペーストを調製した。ここで、SBRの量は、人造黒鉛粒子100重量部あたり1.0重量部とした。負極活物質ペーストを、負極集電体である電解銅箔(厚さ8μm)の両面に塗布した後、110℃で乾燥させて負極を形成した。次に、圧延を行い、厚さ188μmの負極を得た。
【0044】
(c)非水電解質の調製
エチレンカーボネートとジメチルカーボネートとの体積比が1:3である混合溶媒に、5重量%のビニレンカーボネートを添加し、1.4mol/Lの濃度でLiPF6を溶解し、非水電解質を得た。
【0045】
(d)円筒型リチウムイオン二次電池の作製
以下の手順で
1322102869218_0
に示すような円筒型リチウムイオン二次電池を作製した。
【0046】
正極5の集電体にアルミニウム製の正極リード5aを取り付け、負極6の集電体にニッケル製の負極リード6aを取り付けた。その後、正極と負極との間に厚さ20μmのアラミド層を形成したポリエチレン製の微多孔質フィルムからなるセパレータ7を介して捲回し、極板捲回群を構成した。このとき、セパレータには静的摩擦係数が0.25のアラミド層が形成されたポリエチレンを用いた。
【0047】
次に、極板捲回群の下部に下部絶縁板8bを配置し、負極リード6aを電池ケース1の内側に溶接した。溶接後、上部絶縁板8aをいれて溝入れを行った。
【0048】
溝入れまでを行った電池を体積35cc密閉容器に導入した。その後、ドライエアーの圧縮エアーを0.8MPaまで導入0.5秒間保持後、約0.11秒(排気圧力は約7.0MPa/s)で排気を行う作業を5回行った。その後、正極リード5aを、内圧作動型の安全弁を有する封口板2に溶接し、非水電解質を減圧注入した。最後に、電池ケース1の開口端部を、ガスケット3を介して封口板2で封口することにより、円筒型リチウムイオン二次電池を完成させた。
【0049】
<評価方法>
(a)活物質密度
塗工後にすべて同じ線圧2t/cmにて2回圧延を行った。その後、熱処理を行い極板を柔軟化させた。柔軟化させた後に、極板の膜厚と打ち抜き重量を測定し活物質密度を評価した。評価結果を表1に示した。
【0050】
(b)リーク評価
極板に対し、巻き芯3.3mmを用いて捲回を行い最後に群止めテープで群を固定した。その後、この群に500Vの電圧を印加しリーク評価を行った。評価結果を表1に示した。
【0051】
(c)電池容量
25℃環境下で、電池電圧が4.2Vになるまで0.5C相当の1.625Aの定電流で充電を行い、引き続き4.2Vの定電圧で電流値が50mAになるまで充電を行った。その後、0.2C相当の0.65Aの定電流で2.5Vになるまで放電を行い、得られた電池の容量を求めた。電池容量は3.3Ahであり、LiNi0.80Co0.15Al0.05O2の活物質容量は188mAh/gであった。以降、実施例2〜11、比較例1〜9に関しては、緊迫率が実施例1と同じようになるように、設計、極板長を変更した。したがって、電池容量は活物質密度に応じて変化させた。
【0052】
<実施例2>
正極活物質の粒子分布を、2つのピークを持つ粒度分布とするために用いた大粒子の平均粒子径D50=34μmとした以外、実施例1と同様に円筒型リチウムイオン電池を作製した。
【0053】
<実施例3>
正極活物質の粒子分布を、2つのピークを持つ粒度分布とするために用いた大粒子の平均粒子径D50=20μmとした以外、実施例1と同様に円筒型リチウムイオン電池を作製した。
【0054】
<実施例4>
正極活物質の粒子分布を、2つのピークを持つ粒度分布とするために用いた大粒子と小粒子の平均粒子径D50をそれぞれ34、4μmとした以外、実施例1と同様に円筒型リチウムイオン電池を作製した。
【0055】
<実施例5>
正極活物質の粒子分布を、2つのピークを持つ粒度分布とするために用いた大粒子と小粒子の平均粒子径D50をそれぞれ20、4μmとした以外、実施例1と同様に円筒型リチウムイオン電池を作製した。
【0056】
<実施例6>
正極活物質の粒子分布を、2つのピークを持つ粒度分布とするために用いた大粒子と小粒子の平均粒子径D50をそれぞれ35、8μmとした以外、実施例1と同様に円筒型リチウムイオン電池を作製した。
【0057】
<実施例7>
正極活物質の粒子分布を、2つのピークを持つ粒度分布とするために用いた大粒子と小粒子の平均粒子径D50をそれぞれ27、5μmとし、混合重量比を7:3とした以外、実施例1と同様に円筒型リチウムイオン電池を作製した。
【0058】
<実施例8>
正極活物質の粒子分布を、2つのピークを持つ粒度分布とするために用いた大粒子と小粒子の平均粒子径D50をそれぞれ27、5μmとし、混合重量比を9:1とした以外、実施例1と同様に円筒型リチウムイオン電池を作製した。
【0059】
<実施例9>
セパレータの静的摩擦係数を0.18とした以外、実施例1と同様に円筒型リチウムイオン電池を作製した。
【0060】
<実施例10>
セパレータの膜厚を11μmとした以外、実施例1と同様に円筒型リチウムイオン電池を作製した。
【0061】
<比較例1>
正極活物質として、平均粒子径D50=12μmの活物質を単体で用いた以外実施例1と同様に、円筒型リチウムイオン電池を作製した。
【0062】
<比較例2>
正極活物質の粒子分布を、2つのピークを持つ粒度分布とするために用いた大粒子の平均粒子径D50を37μmとし、粒度分布の最大粒子径を87μmとした以外、実施例1と同様に円筒型リチウムイオン電池を作製した。図3に粒度分布を示した。
【0063】
<比較例3>
正極活物質の粒子分布を、2つのピークを持つ粒度分布とするために用いた大粒子の平均粒子径D50を30μmとし、粒度分布の最大粒子径を73μmとした以外、実施例1と同様に円筒型リチウムイオン電池を作製した。
【0064】
<比較例4>
正極活物質の粒子分布を、2つのピークを持つ粒度分布とするために用いた大粒子と小粒子の平均粒子径D50をそれぞれ18、4μmとした以外、実施例1と同様に円筒型リチウムイオン電池を作製した。
【0065】
<比較例5>
正極活物質の粒子分布を、2つのピークを持つ粒度分布とするために用いた小粒子の平均粒子径D50を10μmとした以外、実施例1と同様に円筒型リチウムイオン電池を作製した。
【0066】
<比較例6>
正極活物質の粒子分布を、2つのピークを持つ粒度分布とするために用いた大粒子の平均粒子径D50を37μmとし、粒度分布の最大粒子径57μmとした以外、実施例1と同様に円筒型リチウムイオン電池を作製した。
【0067】
<比較例7>
セパレータの膜厚を10μmとした以外、実施例1と同様に円筒型リチウムイオン電池を作製した。
【0068】
<比較例8>
セパレータの静的摩擦係数を0.33μmとしたセパレータを用いた以外、実施例1と同様に、円筒型リチウムイオン電池を作製した。
【0069】
【表1】
【0070】
表1の結果より、実施例1〜11の電池と比較例1〜8の電池で、活物質密度とリーク不良率、電池容量に関して大きな差を有していた。
【0071】
実施例1〜5と比較例1、4、5では活物質密度に大きさ差を有していた。単粒子では活物質密度が低く、2つのピークをもつ粒度分布としても混合した粒子径に応じて活物質密度が変わることわかった。また、活物質密度に応じて電池容量も大きくすることが可能であることがわかった。
【0072】
実施例1〜5と比較例2、3、6ではリーク不良率に関して大きな差を有していた。実施例1、比較例2の粒度分布を図2、3にそれぞれ示した。粒度分布の分布形状と最大粒子径が異なることがわかった。また、表1より最大粒子径に応じてリーク不良の発生率がことなることがわかった。最大粒子径が大きいほどセパレータつきぬけが多く発生すると想定される。
【0073】
実施例7、8、比較例9より重量比率に応じて活物質密度に大きな差ができることがわかった。
【0074】
実施例1、9、比較例8よりセパレータの静的摩擦係数がリーク不良に大きな影響を及ぼしていることがわかった。セパレータの摩擦係数が大きくなると捲回時に極板との擦れが生じやすく活物質の落下が生じて容量低下がおこり、さらに、大粒子のセパレータつきぬけが生じてリーク不良発生率が高くなったと推定される。
【0075】
実施例10、11、比較例7よりセパレータ厚みが薄いと活物質がセパレータを突き破りリーク不良が多くなることがわかった。
【0076】
正極活物質の粒度分布のピークの粒子径と最大粒子径とセパレータ厚み、摩擦係数を制御することで、活物質密度3.65g/cc以上とした、高容量で生産性・安全性に優れたリチウムイオン二次電池とその製造方法を実現することができた。
【産業上の利用可能性】
【0077】
本発明にかかる円筒型リチウムイオン二次電池とその製造方法は、活物質の平均粒子径と最大粒子径とセパレータ厚み、摩擦係数を制御することで、活物質密度3.65g/c
c以上とした高容量で生産性を高くすることが可能となり、携帯電話、ノート型パーソナルコンピュータなどの携帯型電子機器における駆動用電源としてだけでなく、ハイブリッドカー、電気自動車における駆動用電源や、電力貯蔵用電源として、好適に用いることができる。
【符号の説明】
【0078】
1 電池ケース
2 封口板
3 ガスケット
4 溝部
5 正極
5a 正極リード
6 負極
6a 負極リード
7 セパレータ
8a 上部絶縁板
8b 下部絶縁板
【特許請求の範囲】
【請求項1】
正極芯材と、前記正極芯材の表面に形成された正極活物質層と、負極芯材と前記負極芯材の表面に形成された負極活物質層と、セパレータとを含み、前記セパレータを介して正極活物質層と負極活物質層が対向した極板捲回体を具備したリチウムイオン二次電池において、
前記正極活物質層の正極活物質の粒度分布が少なくとも2つのピークを持ち、前記正極活物質の最大粒子径は、55μm以下であり、また前記正極活物質層の活物質密度は、3.65g/cc以上であり、前記セパレータの前記正極活物質層に接する表面の摩擦係数は、0.26以下であることを特徴とするリチウムイオン二次電池。
【請求項2】
前記リチウムイオン二次電池のエネルギー密度が600Wh/L以上の請求項1に記載のリチウムイオン二次電池。
【請求項3】
前記正極活物質が、下記組成式(1)を満たすリチウム遷移金属酸化物であることを特徴とした請求項1または2に記載のリチウムイオン二次電池。
LixNi(1−y−z)M1yM2zO2(但し、0.9≦x≦1.1、0≦y≦1.0、0≦z≦1.0、M1とM2はそれぞれ別の元素で、かつ、それぞれCo、Ni、Mn、Fe、Al、Ti、Nb、およびAsからなる群から選ばれる少なくとも一つ)・・・(1)
【請求項4】
前記セパレータのアラミド層と、ポリエチレンまたはポリプロプレンからなる層の少なくとも2層からなり、前記正極活物質層と接する層が前記アラミド層であることを特徴とした請求項1から3のいずれか一項に記載のリチウムイオン二次電池。
【請求項5】
前記セパレータの厚みが11μm以上、25μm以下であることを特徴とした請求項1から4のいずれか一項にリチウムイオン二次電池。
【請求項6】
正極芯材と、前記正極芯材の表面に形成された正極活物質層と、負極芯材と前記負極芯材の表面に形成された負極活物質層と、セパレータとを含み、前記セパレータを介して正極活物質層と負極活物質層が対向した極板捲回体を具備したリチウムイオン二次電池の製造方法において、
平均粒径が相対的に大きい大粒子からなる正極活物質粉末と平均粒径が相対的に小さい小粒子からなる正極活物質粉末の2種の正極活物質粉末を混合し、最大粒子径は、55μm以下の正極活物質粉末を作成する正極活物質混合工程と、前記正極活物質混合工程で作成された正極活物質粉末を用いて、前記正極芯材の表面に、活物質密度が3.65g/cc以上の前記正極活物質層を形成する正極形成工程と、前記正極活物質層に接する表面の摩擦係数が、0.26以下となるセパレータを介して正極活物質層と負極活物質層が対向した極板捲回体を捲回する捲回工程を少なくとも含むリチウムイオン二次電池の製造方法。
【請求項7】
前記大粒子からなる正極活物質粉末の平均粒子径が、20μm以上35μm以下であることを特徴とした請求項6に記載のリチウムイオン二次電池の製造方法。
【請求項8】
前記小粒子からなる正極活物質粉末の平均粒子径が、3μm以上、8μm以下であることを特徴とした請求項6に記載のリチウムイオン二次電池の製造方法。
【請求項9】
前記正極活物質混合工程の前記大粒子からなる正極活物質粉末と前記小粒子からなる正極活物質粉末との重量比率は、7対3から9対1であることを特徴とする請求項6に記載のリチウムイオン二次電池の製造方法。
【請求項1】
正極芯材と、前記正極芯材の表面に形成された正極活物質層と、負極芯材と前記負極芯材の表面に形成された負極活物質層と、セパレータとを含み、前記セパレータを介して正極活物質層と負極活物質層が対向した極板捲回体を具備したリチウムイオン二次電池において、
前記正極活物質層の正極活物質の粒度分布が少なくとも2つのピークを持ち、前記正極活物質の最大粒子径は、55μm以下であり、また前記正極活物質層の活物質密度は、3.65g/cc以上であり、前記セパレータの前記正極活物質層に接する表面の摩擦係数は、0.26以下であることを特徴とするリチウムイオン二次電池。
【請求項2】
前記リチウムイオン二次電池のエネルギー密度が600Wh/L以上の請求項1に記載のリチウムイオン二次電池。
【請求項3】
前記正極活物質が、下記組成式(1)を満たすリチウム遷移金属酸化物であることを特徴とした請求項1または2に記載のリチウムイオン二次電池。
LixNi(1−y−z)M1yM2zO2(但し、0.9≦x≦1.1、0≦y≦1.0、0≦z≦1.0、M1とM2はそれぞれ別の元素で、かつ、それぞれCo、Ni、Mn、Fe、Al、Ti、Nb、およびAsからなる群から選ばれる少なくとも一つ)・・・(1)
【請求項4】
前記セパレータのアラミド層と、ポリエチレンまたはポリプロプレンからなる層の少なくとも2層からなり、前記正極活物質層と接する層が前記アラミド層であることを特徴とした請求項1から3のいずれか一項に記載のリチウムイオン二次電池。
【請求項5】
前記セパレータの厚みが11μm以上、25μm以下であることを特徴とした請求項1から4のいずれか一項にリチウムイオン二次電池。
【請求項6】
正極芯材と、前記正極芯材の表面に形成された正極活物質層と、負極芯材と前記負極芯材の表面に形成された負極活物質層と、セパレータとを含み、前記セパレータを介して正極活物質層と負極活物質層が対向した極板捲回体を具備したリチウムイオン二次電池の製造方法において、
平均粒径が相対的に大きい大粒子からなる正極活物質粉末と平均粒径が相対的に小さい小粒子からなる正極活物質粉末の2種の正極活物質粉末を混合し、最大粒子径は、55μm以下の正極活物質粉末を作成する正極活物質混合工程と、前記正極活物質混合工程で作成された正極活物質粉末を用いて、前記正極芯材の表面に、活物質密度が3.65g/cc以上の前記正極活物質層を形成する正極形成工程と、前記正極活物質層に接する表面の摩擦係数が、0.26以下となるセパレータを介して正極活物質層と負極活物質層が対向した極板捲回体を捲回する捲回工程を少なくとも含むリチウムイオン二次電池の製造方法。
【請求項7】
前記大粒子からなる正極活物質粉末の平均粒子径が、20μm以上35μm以下であることを特徴とした請求項6に記載のリチウムイオン二次電池の製造方法。
【請求項8】
前記小粒子からなる正極活物質粉末の平均粒子径が、3μm以上、8μm以下であることを特徴とした請求項6に記載のリチウムイオン二次電池の製造方法。
【請求項9】
前記正極活物質混合工程の前記大粒子からなる正極活物質粉末と前記小粒子からなる正極活物質粉末との重量比率は、7対3から9対1であることを特徴とする請求項6に記載のリチウムイオン二次電池の製造方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2013−114847(P2013−114847A)
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願番号】特願2011−258964(P2011−258964)
【出願日】平成23年11月28日(2011.11.28)
【出願人】(000005821)パナソニック株式会社 (73,050)
【Fターム(参考)】
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願日】平成23年11月28日(2011.11.28)
【出願人】(000005821)パナソニック株式会社 (73,050)
【Fターム(参考)】
[ Back to top ]