
リチウムイオン二次電池の製造方法
【課題】 生産効率が良く,集電体と活物質層との密着強度の高いリチウムイオン二次電池の製造方法を提供すること。
【解決手段】 正極と負極とを有し,正極および負極がそれぞれ,集電体とその上に形成された活物質層とを有するリチウムイオン二次電池の製造方法が本発明の適用対象である。本発明のリチウムイオン二次電池の製造方法ではさらに,正極および負極の少なくとも一方を,集電体に,溶媒にバインダーを分散してなるバインダー溶液を塗工し,その上に,活物質とバインダーとを少なくとも含む粉末成分を供給して堆積させる。その後,集電体上のバインダー溶液および粉末成分の堆積層を,加熱しつつ堆積層の厚さ方向に加圧することにより製造する。
【解決手段】 正極と負極とを有し,正極および負極がそれぞれ,集電体とその上に形成された活物質層とを有するリチウムイオン二次電池の製造方法が本発明の適用対象である。本発明のリチウムイオン二次電池の製造方法ではさらに,正極および負極の少なくとも一方を,集電体に,溶媒にバインダーを分散してなるバインダー溶液を塗工し,その上に,活物質とバインダーとを少なくとも含む粉末成分を供給して堆積させる。その後,集電体上のバインダー溶液および粉末成分の堆積層を,加熱しつつ堆積層の厚さ方向に加圧することにより製造する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は,リチウムイオン二次電池の製造方法に関する。さらに詳細には,正極と負極とを有し,正極および負極がそれぞれ,集電体とその上に形成された活物質層とを有するリチウムイオン二次電池の製造方法に関するものである。
【背景技術】
【0002】
近年,携帯電話,ノート型パソコン,ビデオカムコーダなどのポータブル電子機器やハイブリッド電気自動車などの車両の普及により,これらの駆動用電源に用いられる電池の需要は増大している。このような電池として,リチウムイオン二次電池がある。そして,リチウムイオン二次電池は,正極板と負極板とを,これらの間にセパレータを挟み込みつつ捲回してなる電極体をケースに挿入し,電解液を注入して封口することにより製造される。
【0003】
リチウムイオン二次電池の電極板は,集電体の上に活物質層を形成することにより製造される。ここにおいて,活物質層には,少なくとも活物質とバインダーとが含まれている。活物質は,リチウムイオン二次電池の充放電に寄与するものである。バインダーは,活物質を集電体の表面に保持するためのものである。そして,電極板には,集電体と活物質層との密着強度が高いことが要求される。集電体と活物質層とが剥離した場合,その箇所では,集電体と活物質層との間の抵抗が大きい。このため,そのリチウムイオン二次電池は,充放電性能を十分に発揮することができなくなるからである。
【0004】
例えば,特許文献1では,活物質層を,集電体表面の第1の層と,第1の層の上の第2の層とに分けて形成している。ここにおいて,第1の層に,第2の層よりも結着力が強いものを用いることにより,集電体と活物質層との密着強度を高くすることができるとされている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2004−79370号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし,特許文献1においては,第1の層と第2の層とを分けて形成している。このため,第1の層と第2の層とが,それぞれに乾燥工程を必要とする。これにより,生産効率を悪化させてしまうという問題があった。
【0007】
また,出来上がった活物質層中のバインダーの分布が好ましくないことがある。乾燥工程では,溶媒を蒸発させる。この時,活物質層中の溶媒は,集電体より遠ざかる向きに移動し,最終的に活物質層の表面から大気へ蒸発する。これに伴い,活物質層中のバインダーも,集電体より遠ざかる向きに移動する。さらに,乾燥工程が加熱乾燥の場合,活物質層内には熱対流が生じる。そして,熱対流による活物質層中のバインダーの移動も,集電体より遠ざかる向きの方が優勢である。つまり,乾燥工程により,活物質層の集電体側においては,バインダーが少なくなるおそれがある。よって,活物質層が集電体から剥離しやすくなるという問題があった。
【0008】
本発明は,前記した従来の技術が有する問題点の解決を目的としてなされたものである。すなわちその課題とするところは,生産効率が良く,集電体と活物質層との密着強度の高いリチウムイオン二次電池の製造方法を提供することである。
【課題を解決するための手段】
【0009】
この課題の解決を目的としてなされた本発明のリチウムイオン二次電池の製造方法は,正極と負極とを有し,正極および負極がそれぞれ,集電体とその上に形成された活物質層とを有するリチウムイオン二次電池の製造方法であって,正極および負極の少なくとも一方を,集電体に,溶媒にバインダーを分散してなるバインダー溶液を塗工し,その上に,活物質とバインダーとを少なくとも含む粉末成分を供給して堆積させ,その後に集電体上のバインダー溶液および粉末成分の堆積層を,加熱しつつ堆積層の厚さ方向に加圧することにより製造することを特徴とするリチウムイオン二次電池の製造方法である。
【0010】
本発明においては,バインダー溶液の塗工後には,乾燥工程が不要である。そして,粉末成分の供給後においても,乾燥工程を省くことが可能である。本発明において溶媒を含んでいるのはバインダー溶液のみであるため,使用している溶媒の量が少ないからである。よって,電極板を,効率良く生産することができる。
【0011】
また,集電体の表面に,まず,溶媒およびバインダーよりなるバインダー溶液を塗工している。さらに,従来ほどの乾燥工程を必要としない。これにより,電極板の完成後において,活物質層の集電体側には,バインダーが多く残ることとなる。よって,集電体と活物質層との密着強度の高い電極板を製造することができる。
【0012】
さらに,集電体の表面に液状のバインダー溶液を塗工し,その上に粉末成分を供給する。このため,粉末成分はバインダー溶液の上に堆積するとともに,バインダー溶液の一部を吸収する。この時,粉末成分は,バインダー溶液のバインダーの一部も同時に吸収している。また,粉末成分にも,もともとバインダーが含まれている。よって,電極板の完成後における活物質層では,バインダー溶液および粉末成分のバインダーが混在することにより,好適なバインダー分布を形成している。つまり,活物質層全体として,好適に結着させることができる。
【0013】
また,上記に記載のリチウムイオン二次電池の製造方法であって,粉末成分として,活物質の表面に少なくともバインダーを付着させたものを用いてもよい。このようなものであっても,集電体と活物質層との密着強度の高い電極板を,効率良く生産できることに変わりないからである。
【0014】
また,上記に記載のリチウムイオン二次電池の製造方法であって,粉末成分を,塗工されたバインダー溶液が乾燥する前に供給して堆積させることが好ましい。乾燥したバインダー溶液の上に粉末成分を供給した場合,乾燥したバインダー溶液が絶縁膜となり,集電体と粉末成分の活物質との間の電気抵抗を増加させるおそれがあるからである。
【発明の効果】
【0015】
本発明によれば,生産効率が良く,集電体と活物質層との密着強度の高いリチウムイオン二次電池の製造方法が提供されている。
【図面の簡単な説明】
【0016】
【図1】実施形態に係る電池の部分断面図である。
【図2】実施形態に係る電池の断面図(図1のA−A断面図)である。
【図3】実施形態に係る電池の断面図(図1のB−B断面図)である。
【図4】実施形態に係る電池の拡大断面図(図3のC部)である。
【図5】実施形態に係る電極板製造装置の概略構成を示す図である。
【図6】実施形態に係る電極板製造装置に供給されてくる銅箔の断面図である。
【図7】実施形態に係る電極板製造装置の,塗工部を通過した後の銅箔の断面図である。
【図8】実施形態に係る電極板製造装置の,粉体供給部を通過した後の銅箔の断面図である。
【図9】実施形態に係る電極板製造装置の,プレスローラの間を通過する直前の銅箔の断面図である。
【図10】実施形態に係る電極板製造装置の,プレスローラを通過した後の銅箔の断面図である。
【図11】第2の形態の粉末成分を説明するための図である。
【図12】実験の結果を示すグラフ図である。
【発明を実施するための形態】
【0017】
以下,本発明を具体化した最良の形態について,図面を参照しつつ詳細に説明する。本形態は,リチウムイオン二次電池について本発明を具体化したものである。
【0018】
[第1の形態]
[電池]
図1に本形態に係る電池10の部分断面図を示す。図1に示すように,電池10は,電極体20と,電解液30と,これら電極体20および電解液30を収容する電池ケース40とを備えるリチウムイオン二次電池である。電池ケース40は電池ケース本体41と封口板42とを備えている。また,封口板42は,絶縁部材43と安全弁44とを備えている。
【0019】
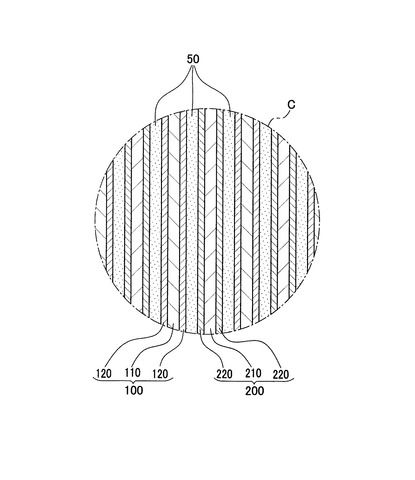
図2は,図1に示すA−A断面による電池10の断面図である。図2に示すように,電極体20は,扁平形状をした捲回型の電極体である。また,図3は,図1に示すB−B断面による電池10の断面図である。図3に示すように,電極体20は,帯状の正極板100と帯状の負極板200とを,これらの間に帯状でかつ正極板100および負極板200より幅狭のセパレータ50を挟み込みつつ捲回したものである。
【0020】
図4は,図3に示す電池10のC部の拡大断面図である。図4に示すように,正極板100は,正極集電体であるアルミニウム箔110の両面に,正極活物質層120を形成したものである。一方負極板200は,負極集電体である銅箔210の両面に負極活物質層220を形成したものである。
【0021】
また,図3に示すように,正極板100には,セパレータ50および負極板200より図中上向き(図1では右向き)に突出した部分がある。正極板100のこの部分には正極活物質層120は形成されておらず,アルミニウム箔110のみである。正極板100は,この部分において,正極端子60と接続している。
【0022】
一方,負極板200には,セパレータ50および正極板100より図3中下向き(図1では左向き)に突出した部分がある。負極板200のこの部分には,負極活物質層220は形成されておらず,銅箔210のみである。負極板200は,この部分において,負極端子70と接続している。
【0023】
さらに,図1に示すように,正極端子60と負極端子70とは,それぞれ電極板に接続していない側の端を,絶縁部材43を介し,電池ケース40の外部に突出している。このように,正極板100と負極板200とは,それぞれに用いられる材料が異なるのみであって,同様の構造をしている。このため,正極板100の製造方法は,負極板200と共通している。よって,本形態では,本発明を負極板200に適用したものについて説明する。
【0024】
[電極板製造装置]
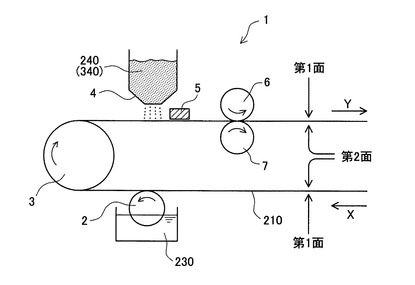
図5は,本形態の電極板の製造方法に用いる電極板製造装置1の概略構成図である。ただし以下については,前述しように,電極板製造装置1により,負極板200を製造することとして説明する。電極板製造装置1は,塗工部2,折り返しローラ3,粉体供給部4,スキージ5,プレスローラ6,プレスローラ7を備えている。
【0025】
電極板製造装置1には,銅箔210が,図5中右下から矢印Xの向きに供給される。そして,銅箔210の進行方向は,電極板製造装置1内において,折り返しローラ3により折り返される。その後銅箔210は,電極板製造装置1より,右上へ矢印Yの向きに搬出される。特に限定する訳ではないが,銅箔210が電極板製造装置1内を搬送される速度は,30m/minである。
【0026】
ここにおいて,電極板製造装置1に矢印Xの向きに供給されてくる時の銅箔210の下面を,第1面とする。また,銅箔210の第1面と反対の面を,第2面とする。銅箔210の第1面には,電極板製造装置1に供給されてくる時において,まだ何も形成されていない。そして,電極板製造装置1は,銅箔210の第1面に,負極活物質層220を形成するためのものである。また,銅箔210の第1面は,折り返しローラ3により折り返されるため,折り返しローラ3を通過した後には上面である。
【0027】
塗工部2は,ロッドコーターである。しかし,別の塗工装置,例えば,グラビアコーターやダイコーターなどであってもよい。塗工部2は,銅箔210の第1面に,バインダー溶液230を,一定の厚さで連続的に塗工するためのものである。
【0028】
粉体供給部4は,粉体供給装置である。粉体供給部4は,銅箔210の第1面側に,一定量の粉末成分240を,連続的に供給するためのものである。また,スキージ5は,粉体供給部4により供給された粉末成分240を,所定の厚さに均すためのものである。
【0029】
プレスローラ6とプレスローラ7とは,これらの間を通過する対象物を加圧することができる一対の加圧ローラである。さらに,プレスローラ6とプレスローラ7とは,これらの間を通過する対象物を,その通過時において加熱することができる。すなわち,プレスローラ6とプレスローラ7とは,これらの間を通過する対象物を,加熱しつつ加圧することができるのである。
【0030】
[電極板の製造方法]
次いで電極板の製造方法について説明する。本形態では,集電体の上に活物質層を形成することによる負極板の製造を,電極板製造装置1を用いて次の概略工程によって行う。
1.バインダー溶液の塗工
2.粉末成分の供給
3.加熱・加圧
そして以下,上記1から3の概略工程に沿って,図6から図10を参照しつつ順に説明する。
【0031】
まず,「1.バインダー溶液の塗工」について説明する。図6は,電極板製造装置1に矢印Xの向きに供給されてくる銅箔210を示している。図6に示すように,この時の銅箔210の第1面および第2面には,まだ何も形成されていない。
【0032】
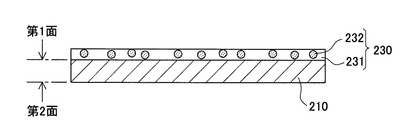
図5に示すように,銅箔210は,電極板製造装置1内を搬送され,まず,塗工部2に到達する。塗工部2は,銅箔210の第1面に,バインダー溶液230を塗工するためのものである。よって,塗工部2を通過した後の銅箔210の第1面には,図7に示すように,バインダー溶液230が塗工されている。
【0033】
図7に示すように,バインダー溶液230は,溶媒231とバインダー232とからなるものである。本形態では,バインダー溶液230を,いわゆる水系のものとしている。よって,溶媒231としては,水または水を主体とする混合溶媒を好ましく用いることができる。また,溶媒231は,水系のものに限定されず,有機溶剤系のものであってもよい。有機溶剤系のものとしては,例えばN−メチルピロリドン(NMP)などが挙げられる。
【0034】
バインダー232としては,溶媒231に分散し得るものが好ましい。本形態においては,溶媒231が水系のものであるため,例えば,スチレンブタジエンゴム(SBR),ポリアクリル酸(PAA)などが好ましい。なお,本形態においては,バインダー232として,SBRを用いている。また,溶媒231として有機溶剤系のものを用いた際には,バインダー232として,例えば,ポリフッ化ビニリデン(PVdF),ポリアクリル酸(PAA)などを好ましく用いることができる。
【0035】
なお,本形態においては,溶媒231として水を用いている。そして,本形態におけるバインダー溶液230は,バインダー232の濃度を10wt%としたSBR水溶液である。また,塗工部2により塗工されたバインダー溶液230の厚みは,濡れた状態で1.5μmである。また図5に示すように,塗工部2を通過した銅箔210は,折り返しローラ3により折り返される。
【0036】
次いで,「2.粉末成分の供給」について説明する。折り返しローラ3を通過した銅箔210は,次に,粉体供給部4に到達する。そして,図7に示すように,粉体供給部4に到達した銅箔210の第1面には,バインダー溶液230が塗工されている。
【0037】
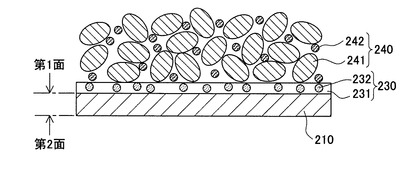
粉体供給部4は,銅箔210の第1面側に,粉末成分240を供給するためのものである。粉体供給部4の中では,粉末成分240を構成する各材料が,それぞれ均一に分布している。そして,粉体供給部4を通過した後の銅箔210の第1面側には,図8に示すように,粉末成分240が堆積されている。
【0038】
本形態においては,粉末成分240は,負極活物質241,バインダー242により構成されている。本形態における粉末成分240は,負極活物質241,バインダー242にそれぞれ粉末状のものを用い,これらを混ぜ合わせることにより製造されたものである。
【0039】
負極活物質241としては,炭素系材料,リチウム遷移金属複合酸化物,リチウム遷移金属複合窒化物などが例示される。なお,本形態においては,負極活物質241として,炭素系材料であるアモルファスコート黒鉛を用いている。
【0040】
また,特に限定する訳ではないが,バインダー242として,ポリテトラフルオロエチレン(PTFE)を用いている。この他にもバインダー242として好適なものがあれば,それを用いることもできる。そして,粉末成分240は,負極活物質241とバインダー242とを,次の比率(wt%)で配合したものである。
負極活物質241:98
バインダー242:2
【0041】
ここにおいて,粉末成分240の供給された銅箔210の第1面側には,前述したようにバインダー溶液230が塗工されている。よって,図8に示すように,粉体供給部4を通過した後において粉末成分240が堆積しているのは,バインダー溶液230の上である。粉末成分240の堆積した銅箔210は,次に,スキージ5を通過する。堆積した粉末成分240は,スキージ5を通過することにより,所定の厚さに均される。そして,粉体供給部4により供給され,スキージ5を通過した粉末成分240の堆積量は,10mg/cm2である。また,粉末成分240が堆積してなる堆積層の厚さは,100μm程度である。
【0042】
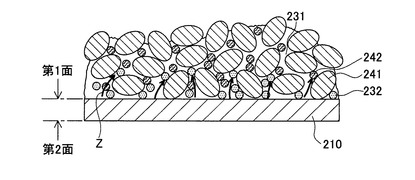
バインダー溶液230は,液状である。これに対し,粉末成分240は,粉末状である。このため,図9に矢印Zで示すように,堆積した粉末成分240は,バインダー溶液230を毛管力により吸収する。そして,プレスローラ6とプレスローラ7との間を通過する直前には,粉末成分240は,ある程度のバインダー溶液230を吸収している。これにより,バインダー溶液230と粉末成分240とは,これらが混在した負極活物質層220となる。しかし,粉末成分240は,バインダー溶液230の全てを吸収している訳ではない。よって,負極活物質層220の銅箔210側には,その表面側よりも多くのバインダー232が残っている。さらに,図9に示すように,負極活物質241の一部は,銅箔210と接触している。
【0043】
次いで,「3.加熱・加圧」について説明する。図5に示すように,粉体供給部4およびスキージ5を通過した銅箔210は,次に,プレスローラ6とプレスローラ7との間を通過する。これにより,銅箔210上のバインダー溶液230および粉末成分240の堆積層(すなわち負極活物質層220)は,加熱されつつ加圧される。
【0044】
負極活物質層220は,プレスローラ6とプレスローラ7とにより,これらの間を通過する時において150℃まで加熱される。これは,負極活物質層220に含まれている溶媒231が,蒸発するように考慮されたものである。また,加熱温度が高すぎると,負極活物質層220に含まれる材料を損傷するおそれがあるため好ましくない。よって,加熱温度は,上記が満たされる範囲内で設定することができ,150℃に限定されるものではない。
【0045】
プレスローラ6とプレスローラ7との間を通過する時において,負極活物質層220中の溶媒231は蒸発する。よって,バインダー232およびバインダー242は,これらを包囲していた溶媒231が蒸発することにより,強い結着力を奏するようになるのである。
【0046】
さらに,負極活物質層220は,プレスローラ6とプレスローラ7との間を通過する時において,その厚さ方向に加圧される。これにより,負極活物質層220中の負極活物質241においては,それぞれが互いに多くの接触箇所を有することとなる。そして,負極活物質241はその状態で,結着力が強くなったバインダー232およびバインダー242により結着される。
【0047】
また加圧されることにより,負極活物質241は銅箔210へ押し付けられる。これにより,負極活物質241と銅箔210との接触箇所は多くなる。さらに,負極活物質層220の銅箔210側には,その表面側よりも多くのバインダー232が分布している。もともとバインダー溶液230が塗工されていた箇所だからである。そして,負極活物質241と銅箔210とは,多くの接触箇所を有しつつ,負極活物質層220の表面側よりも多くのバインダー232およびバインダー242により結着される。
【0048】
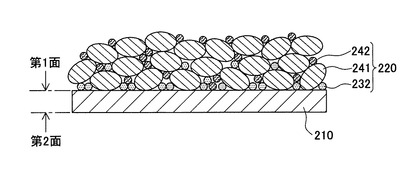
このように,銅箔210と負極活物質層220とを,その厚さ方向に加熱しつつ加圧することで,銅箔210の第1面の負極活物質層220の形成が完了する。なお,本形態においては,プレスローラ6とプレスローラ7との間を通過した後における負極活物質層220の厚さは,80μm程度である。
【0049】
また,プレスローラ6とプレスローラ7とを通過した銅箔210と負極活物質層220とは,電極板製造装置1の中を搬送されつつ大気放熱により冷却される。すなわち,本形態では,特段の冷却装置などは設けられていない。なお,冷却装置を設けてもよい。
【0050】
その後,銅箔210の第2面においても,第1面と同様の方法を用いることにより負極活物質層220を形成し,負極板200を製造する。
【0051】
ところで,本形態の電極板製造装置1は,塗工部2によるバインダー溶液230の塗工と,粉体供給部4による粉末成分の供給とを,連続的に行う。塗工部2と粉体供給部4との間には,折り返しローラ3があるのみであり,乾燥などを行うものを設けていない。このため,塗工部2と粉体供給部4との,銅箔210の搬送経路上における距離は短い。具体的に,本形態では,2mとしている。さらに,銅箔210が塗工部2を通過後,粉体供給部4に到達するまでの時間は,4秒である。
【0052】
これにより,バインダー溶液230が乾燥する前に粉末成分240を堆積させることができる。よって,粉末成分240によるバインダー溶液230の吸収を,好適に行わせることができる。バインダー溶液230が乾燥した後では,これを粉末成分240に吸収させることが困難だからである。
【0053】
また,バインダー溶液230が乾燥する前に粉末成分240を堆積させることで,銅箔210と負極活物質241との間の電気抵抗を低減することができる。乾燥したバインダー溶液230の上に粉末成分240を堆積させた場合,負極活物質241を,乾燥したバインダー溶液230の層に入り込ませることは困難となる。つまり,バインダー溶液230が絶縁層となり,銅箔210と負極活物質241との間の電気抵抗を増加させてしまうおそれがあるのである。従って,本形態の電極板製造装置1は,塗工部2によるバインダー溶液230の塗工と,粉体供給部4による粉末成分240の供給とを,連続的に行うのである。
【0054】
なお,本形態においては,塗工部2と粉体供給部4との銅箔210の搬送経路上における距離を2mとしたが,これに限るものではない。これは電極板製造装置1の搬送速度,塗工するバインダー溶液230の厚さや溶媒の量,周囲の環境の温度や湿度などを考慮し設定された値である。
【0055】
また,前述したように,負極板200には,負極活物質層220が形成されていない部分がある。負極端子70を接続する部分である。よって,本形態では,銅箔210の幅方向(図5中奥行き方向)の両端部には,負極活物質層220を形成していない。そして,銅箔210の両面に負極活物質層220を形成後,これを幅方向の中心で裁断したものを負極板200として電池10に用いている。
【0056】
ここにおいて,集電体の表面に活物質層の形成部と未形成部とを備える電極板を,粉末成分のみを用いて製造する場合,活物質層の形成部と未形成部との境界を正確に成形することは困難である。粉末成分は,その供給時の落下の衝撃や集電体の搬送時の振動などを受けることにより,散乱しやすいからである。
【0057】
しかし,本発明においては,集電体の表面に,まず,バインダー溶液を塗工している。バインダー溶液の塗工においては,その塗工部と未塗工部との境界を,正確かつ容易に成形することができる。バインダー溶液は,バインダーの存在により,ある程度の粘性を有しているからである。また,その上に粉末成分を供給することにより,粉末成分をバインダー溶液の塗工部に付着させることができる。すなわち,供給した粉末成分を,散乱することなく,バインダー溶液の塗工部のみに付着させつつ堆積させることができる。これにより,集電体の表面の活物質層の形成部と未形成部との境界を,正確かつ容易に成形することができるのである。
【0058】
[第2の形態]
第2の形態について説明する。本形態に係る電池10は第1の形態と同様である。また,本形態においても第1の形態と同様に,電極板を製造するために図5に示す電極板製造装置1を用いている。本形態では,電極板製造装置1の粉体供給部4より供給される粉末成分が第1の形態と異なる。また,本形態においても第1の形態と同様に,負極板を製造することとして説明する。
【0059】
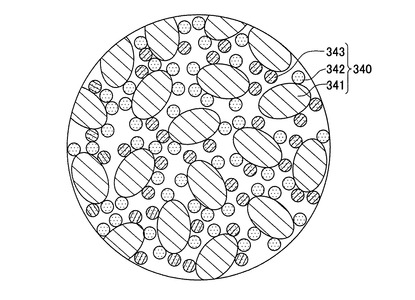
本形態の粉末成分340を図11に示す。図11に示すように,粉末成分340は,負極活物質341,バインダー342,増粘材343よりなるものである。本形態においては,負極活物質341として,第1の形態と同じアモルファスコート黒鉛を用いている。また,バインダー342として,SBRを用いている。バインダー342には,その他にも,PVdF,PAA,ポリエチレン(PE)などを好ましく用いることができる。さらに,増粘材343として,カルボキシメチルセルロース(CMC)を用いている。増粘材343は,本形態においてはあった方がよいが,必ずしも必要というわけではない。そして,粉末成分340は,負極活物質341,バインダー342,増粘材343を,次の比率(wt%)で配合したものである。
負極活物質341:97.3
バインダー342:2.0
増粘材343:0.7
【0060】
図11に示すように,本形態の粉末成分340では,負極活物質341の表面にバインダー342および増粘材343が付着している。これは,粉末成分340を構成する各材料を溶媒344とともに混練し液状にした後,乾燥することにより得られたものである。この点,粉末成分240を構成する各材料にそれぞれ粉末状のものを用い,これらを混ぜ合わせることにより製造した第1の形態のものとは異なる。
【0061】
すなわち,まず,負極活物質341,バインダー342,増粘材343を,溶媒344とともに混練した。溶媒344は,水である。これにより,負極活物質341,バインダー342,増粘材343が,溶媒344中において均等に混ざり合った合材ペーストが得られた。次に,この合材ペーストを,溶媒344がすべてなくなるまで乾燥させた。
【0062】
合材ペーストでは,溶媒344をすべて蒸発させることにより,固形分である負極活物質341が粉末状に残ることとなる。そしてこの時,負極活物質341の表面には,バインダー342および増粘材343が付着しているのである。このように,本形態に用いる粉末成分340を製造した。なお,粉末成分340の平均粒径は,解砕と分級を行うことにより,20μmに調整されている。
【0063】
本形態においては,第1の形態と異なる方法で製造された粉末成分340を粉体供給部4に投入し,電極板製造装置1を用いて負極板200の製造を行った。なお,銅箔210の搬送速度,塗工部2により塗工されるバインダー溶液230を構成する材料やその厚さ,粉体供給部4による粉末成分340の供給量やスキージ5を通過後の粉末成分340の堆積層の厚さ,プレスローラ6とプレスローラ7とによる加熱温度やこれを通過した後における負極活物質層220の厚さなどは同じである。
【0064】
よって,本形態においても,粉末成分340以外は第1の形態と同様の製造方法を用いることにより,負極板200を製造した。
【0065】
[効果の確認]
本発明者は,本発明に係る電極板である実施例1および実施例2と,これと比較するための電極板である比較例1および比較例2とを作製した。そして,実施例1,2と比較例1,2とを用い,それぞれ集電体と活物質層との間で90°剥離試験を行うことにより,本発明の効果を確認した。
【0066】
実施例1は,第1の形態により作製された負極板である。実施例2は,第2の形態により作製された負極板である。一方,比較例1,2は,従来より一般的に用いられている電極板の製造方法を用いて作製された負極板である。すなわち,比較例1,2は,集電体として実施例1,2と同じ銅箔を用い,銅箔の表面に合材ペーストを塗工後,乾燥することにより作製されたものである。そして,比較例1,2では,実施例1,2と同条件となるように,合材ペーストを目付10.0mg/cm2で塗工した。また,乾燥を,100℃で60secの条件で行った。
【0067】
ここにおいて,比較例1に用いた合材ペーストは,負極活物質,バインダー,増粘材を,溶媒とともに混練したものである。比較例1に用いた合材ペーストは,負極活物質,バインダー,増粘材を,次の比率(wt%)で配合したものである。
負極活物質:97.3
バインダー:2.0
増粘材:0.7
比較例1の合材ペーストにおいては,負極活物質およびバインダーとして,それぞれ実施例1と同じアモルファスコート黒鉛およびPTFEを用いている。そして,比較例1の合材ペーストにおいては,増粘材としてCMCを加えている。また,溶媒は,水である。つまり,比較例1は,実施例1とほぼ同じ材料を用い,異なる製造方法で作製された負極板である。
【0068】
また,比較例2に用いた合材ペーストは,負極活物質,バインダー,増粘材を,溶媒とともに混練したものである。比較例2に用いた合材ペーストは,負極活物質,バインダー,増粘材を,次の比率(wt%)で配合したものである。
負極活物質:97.3
バインダー:2.0
増粘材:0.7
比較例2の合材ペーストにおいては,負極活物質,バインダー,増粘材として,それぞれ実施例2と同じアモルファスコート黒鉛,SBR,CMCを用いている。また,溶媒は,水である。つまり,比較例2は,実施例2と同じ材料を用い,異なる製造方法で作製された負極板である。
【0069】
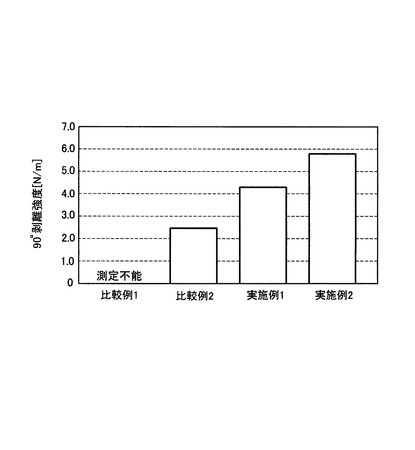
図12に,実施例1,2と比較例1,2とを用い,それぞれ銅箔と負極活物質層との間で90°剥離試験を行った結果を示す。比較例1においては,剥離試験の開始とともに負極活物質層が銅箔より剥離したため,測定不能であった。また,比較例2の剥離強度は,約2.5N/mである。これに対し,実施例1の剥離強度は,約4.3N/mである。また,実施例2の剥離強度は,約5.8N/mである。すなわち,本発明に従って作製された実施例1,2の剥離強度はいずれも,比較例1,2のそれに対して高い値を示した。
【0070】
比較例1,2では,溶媒を蒸発させるために,加熱による乾燥を行っている。このため,溶媒は銅箔より遠ざかる向きに移動する。そしてこの時,合材ペースト内のバインダーは,溶媒とともに銅箔の表面から遠ざかる向きに移動する。さらに加熱により,合材ペースト内には熱対流が生じる。そして,熱対流によっても,合材ペースト内のバインダーは,銅箔の表面から遠ざかる向きに移動する。すなわち,比較例の負極板においては,加熱による乾燥を行うことにより,負極活物質層の銅箔側のバインダーが少ないのである。よって,銅箔と負極活物質層との間の密着強度が低下しているのである。
【0071】
一方,実施例1,2では,まず,銅箔の表面にバインダー溶液を塗工している。そして,実施例1,2において,負極活物質層の形成に必要とする溶媒は,バインダー溶液に用いたもののみである。つまり,少量の溶媒しか用いていないため,特段の乾燥は行っていない。このため,形成後の負極活物質層の銅箔側には,その表面側と比較して多くのバインダーが残っている。これにより,銅箔と負極活物質層との間の密着強度が高い負極板を製造することができるのである。
【0072】
以上,詳細に説明したように,本発明に従って製造された負極板の密着強度は高い。また,その製造方法においては,特段の乾燥を行っていない。よって,生産効率が良く,集電体と活物質層との密着強度の高いリチウムイオン二次電池の製造方法が実現されている。
【0073】
なお, 本実施の形態は単なる例示にすぎず, 本発明を何ら限定するものではない。従って本発明は当然に, その要旨を逸脱しない範囲内で種々の改良, 変形が可能である。例えば,本形態では,負極板に本発明を適用したが,正極板に本発明を適用しても本発明の効果を得ることができる。
【0074】
また例えば,第1の形態では,バインダー溶液の塗工後において,さらに粉末成分の供給後においても,特段の乾燥工程は設けていない。これは第2の形態でも同様である。しかし,電極板の完成後において,その活物質層の水分量を極めて少なくしたい場合,粉末成分の供給後に乾燥を行ってもよい。しかし,溶媒を少量しか用いていないため,従来と比較し,わずかな乾燥を行うのみでよい。すなわち,集電体と活物質層との密着強度の高い電極板を,効率良く生産できることに変わりはない。
【0075】
また例えば,扁平型のリチウムイオン二次電池に限らず,捲回型電極体を用いる電池であれば,同様に適用することができる。また例えば,捲回しないで負極板と正極板とを積層する積層型電極体を有する電池にも適用することができる。
【符号の説明】
【0076】
10…電池
100…正極板
110…アルミニウム箔
120…正極活物質層
200…負極板
210…銅箔
220…負極活物質層
230…バインダー溶液
231…溶媒
232…バインダー
240…粉末成分
241…負極活物質
242…バインダー
【技術分野】
【0001】
本発明は,リチウムイオン二次電池の製造方法に関する。さらに詳細には,正極と負極とを有し,正極および負極がそれぞれ,集電体とその上に形成された活物質層とを有するリチウムイオン二次電池の製造方法に関するものである。
【背景技術】
【0002】
近年,携帯電話,ノート型パソコン,ビデオカムコーダなどのポータブル電子機器やハイブリッド電気自動車などの車両の普及により,これらの駆動用電源に用いられる電池の需要は増大している。このような電池として,リチウムイオン二次電池がある。そして,リチウムイオン二次電池は,正極板と負極板とを,これらの間にセパレータを挟み込みつつ捲回してなる電極体をケースに挿入し,電解液を注入して封口することにより製造される。
【0003】
リチウムイオン二次電池の電極板は,集電体の上に活物質層を形成することにより製造される。ここにおいて,活物質層には,少なくとも活物質とバインダーとが含まれている。活物質は,リチウムイオン二次電池の充放電に寄与するものである。バインダーは,活物質を集電体の表面に保持するためのものである。そして,電極板には,集電体と活物質層との密着強度が高いことが要求される。集電体と活物質層とが剥離した場合,その箇所では,集電体と活物質層との間の抵抗が大きい。このため,そのリチウムイオン二次電池は,充放電性能を十分に発揮することができなくなるからである。
【0004】
例えば,特許文献1では,活物質層を,集電体表面の第1の層と,第1の層の上の第2の層とに分けて形成している。ここにおいて,第1の層に,第2の層よりも結着力が強いものを用いることにより,集電体と活物質層との密着強度を高くすることができるとされている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2004−79370号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし,特許文献1においては,第1の層と第2の層とを分けて形成している。このため,第1の層と第2の層とが,それぞれに乾燥工程を必要とする。これにより,生産効率を悪化させてしまうという問題があった。
【0007】
また,出来上がった活物質層中のバインダーの分布が好ましくないことがある。乾燥工程では,溶媒を蒸発させる。この時,活物質層中の溶媒は,集電体より遠ざかる向きに移動し,最終的に活物質層の表面から大気へ蒸発する。これに伴い,活物質層中のバインダーも,集電体より遠ざかる向きに移動する。さらに,乾燥工程が加熱乾燥の場合,活物質層内には熱対流が生じる。そして,熱対流による活物質層中のバインダーの移動も,集電体より遠ざかる向きの方が優勢である。つまり,乾燥工程により,活物質層の集電体側においては,バインダーが少なくなるおそれがある。よって,活物質層が集電体から剥離しやすくなるという問題があった。
【0008】
本発明は,前記した従来の技術が有する問題点の解決を目的としてなされたものである。すなわちその課題とするところは,生産効率が良く,集電体と活物質層との密着強度の高いリチウムイオン二次電池の製造方法を提供することである。
【課題を解決するための手段】
【0009】
この課題の解決を目的としてなされた本発明のリチウムイオン二次電池の製造方法は,正極と負極とを有し,正極および負極がそれぞれ,集電体とその上に形成された活物質層とを有するリチウムイオン二次電池の製造方法であって,正極および負極の少なくとも一方を,集電体に,溶媒にバインダーを分散してなるバインダー溶液を塗工し,その上に,活物質とバインダーとを少なくとも含む粉末成分を供給して堆積させ,その後に集電体上のバインダー溶液および粉末成分の堆積層を,加熱しつつ堆積層の厚さ方向に加圧することにより製造することを特徴とするリチウムイオン二次電池の製造方法である。
【0010】
本発明においては,バインダー溶液の塗工後には,乾燥工程が不要である。そして,粉末成分の供給後においても,乾燥工程を省くことが可能である。本発明において溶媒を含んでいるのはバインダー溶液のみであるため,使用している溶媒の量が少ないからである。よって,電極板を,効率良く生産することができる。
【0011】
また,集電体の表面に,まず,溶媒およびバインダーよりなるバインダー溶液を塗工している。さらに,従来ほどの乾燥工程を必要としない。これにより,電極板の完成後において,活物質層の集電体側には,バインダーが多く残ることとなる。よって,集電体と活物質層との密着強度の高い電極板を製造することができる。
【0012】
さらに,集電体の表面に液状のバインダー溶液を塗工し,その上に粉末成分を供給する。このため,粉末成分はバインダー溶液の上に堆積するとともに,バインダー溶液の一部を吸収する。この時,粉末成分は,バインダー溶液のバインダーの一部も同時に吸収している。また,粉末成分にも,もともとバインダーが含まれている。よって,電極板の完成後における活物質層では,バインダー溶液および粉末成分のバインダーが混在することにより,好適なバインダー分布を形成している。つまり,活物質層全体として,好適に結着させることができる。
【0013】
また,上記に記載のリチウムイオン二次電池の製造方法であって,粉末成分として,活物質の表面に少なくともバインダーを付着させたものを用いてもよい。このようなものであっても,集電体と活物質層との密着強度の高い電極板を,効率良く生産できることに変わりないからである。
【0014】
また,上記に記載のリチウムイオン二次電池の製造方法であって,粉末成分を,塗工されたバインダー溶液が乾燥する前に供給して堆積させることが好ましい。乾燥したバインダー溶液の上に粉末成分を供給した場合,乾燥したバインダー溶液が絶縁膜となり,集電体と粉末成分の活物質との間の電気抵抗を増加させるおそれがあるからである。
【発明の効果】
【0015】
本発明によれば,生産効率が良く,集電体と活物質層との密着強度の高いリチウムイオン二次電池の製造方法が提供されている。
【図面の簡単な説明】
【0016】
【図1】実施形態に係る電池の部分断面図である。
【図2】実施形態に係る電池の断面図(図1のA−A断面図)である。
【図3】実施形態に係る電池の断面図(図1のB−B断面図)である。
【図4】実施形態に係る電池の拡大断面図(図3のC部)である。
【図5】実施形態に係る電極板製造装置の概略構成を示す図である。
【図6】実施形態に係る電極板製造装置に供給されてくる銅箔の断面図である。
【図7】実施形態に係る電極板製造装置の,塗工部を通過した後の銅箔の断面図である。
【図8】実施形態に係る電極板製造装置の,粉体供給部を通過した後の銅箔の断面図である。
【図9】実施形態に係る電極板製造装置の,プレスローラの間を通過する直前の銅箔の断面図である。
【図10】実施形態に係る電極板製造装置の,プレスローラを通過した後の銅箔の断面図である。
【図11】第2の形態の粉末成分を説明するための図である。
【図12】実験の結果を示すグラフ図である。
【発明を実施するための形態】
【0017】
以下,本発明を具体化した最良の形態について,図面を参照しつつ詳細に説明する。本形態は,リチウムイオン二次電池について本発明を具体化したものである。
【0018】
[第1の形態]
[電池]
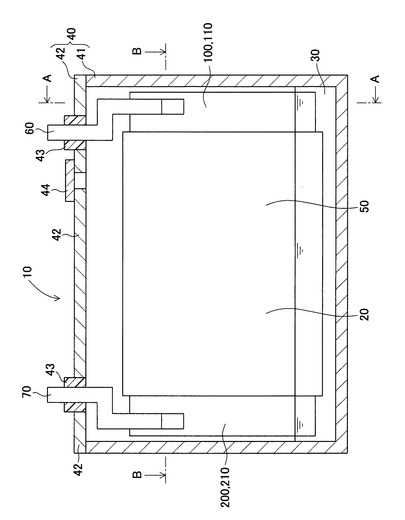
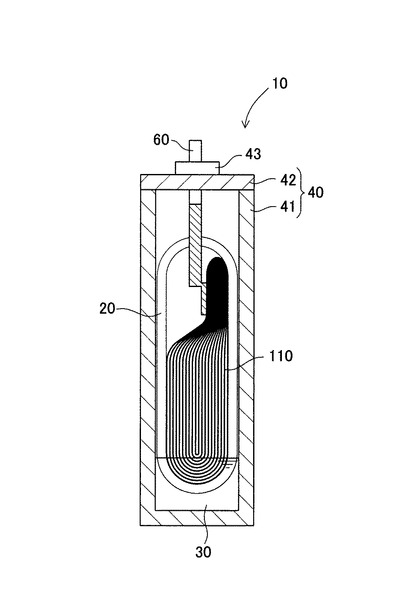
図1に本形態に係る電池10の部分断面図を示す。図1に示すように,電池10は,電極体20と,電解液30と,これら電極体20および電解液30を収容する電池ケース40とを備えるリチウムイオン二次電池である。電池ケース40は電池ケース本体41と封口板42とを備えている。また,封口板42は,絶縁部材43と安全弁44とを備えている。
【0019】
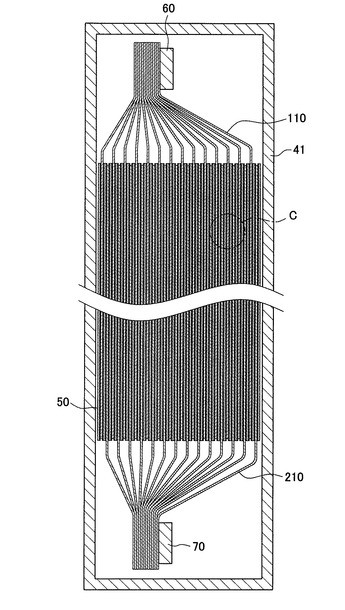
図2は,図1に示すA−A断面による電池10の断面図である。図2に示すように,電極体20は,扁平形状をした捲回型の電極体である。また,図3は,図1に示すB−B断面による電池10の断面図である。図3に示すように,電極体20は,帯状の正極板100と帯状の負極板200とを,これらの間に帯状でかつ正極板100および負極板200より幅狭のセパレータ50を挟み込みつつ捲回したものである。
【0020】
図4は,図3に示す電池10のC部の拡大断面図である。図4に示すように,正極板100は,正極集電体であるアルミニウム箔110の両面に,正極活物質層120を形成したものである。一方負極板200は,負極集電体である銅箔210の両面に負極活物質層220を形成したものである。
【0021】
また,図3に示すように,正極板100には,セパレータ50および負極板200より図中上向き(図1では右向き)に突出した部分がある。正極板100のこの部分には正極活物質層120は形成されておらず,アルミニウム箔110のみである。正極板100は,この部分において,正極端子60と接続している。
【0022】
一方,負極板200には,セパレータ50および正極板100より図3中下向き(図1では左向き)に突出した部分がある。負極板200のこの部分には,負極活物質層220は形成されておらず,銅箔210のみである。負極板200は,この部分において,負極端子70と接続している。
【0023】
さらに,図1に示すように,正極端子60と負極端子70とは,それぞれ電極板に接続していない側の端を,絶縁部材43を介し,電池ケース40の外部に突出している。このように,正極板100と負極板200とは,それぞれに用いられる材料が異なるのみであって,同様の構造をしている。このため,正極板100の製造方法は,負極板200と共通している。よって,本形態では,本発明を負極板200に適用したものについて説明する。
【0024】
[電極板製造装置]
図5は,本形態の電極板の製造方法に用いる電極板製造装置1の概略構成図である。ただし以下については,前述しように,電極板製造装置1により,負極板200を製造することとして説明する。電極板製造装置1は,塗工部2,折り返しローラ3,粉体供給部4,スキージ5,プレスローラ6,プレスローラ7を備えている。
【0025】
電極板製造装置1には,銅箔210が,図5中右下から矢印Xの向きに供給される。そして,銅箔210の進行方向は,電極板製造装置1内において,折り返しローラ3により折り返される。その後銅箔210は,電極板製造装置1より,右上へ矢印Yの向きに搬出される。特に限定する訳ではないが,銅箔210が電極板製造装置1内を搬送される速度は,30m/minである。
【0026】
ここにおいて,電極板製造装置1に矢印Xの向きに供給されてくる時の銅箔210の下面を,第1面とする。また,銅箔210の第1面と反対の面を,第2面とする。銅箔210の第1面には,電極板製造装置1に供給されてくる時において,まだ何も形成されていない。そして,電極板製造装置1は,銅箔210の第1面に,負極活物質層220を形成するためのものである。また,銅箔210の第1面は,折り返しローラ3により折り返されるため,折り返しローラ3を通過した後には上面である。
【0027】
塗工部2は,ロッドコーターである。しかし,別の塗工装置,例えば,グラビアコーターやダイコーターなどであってもよい。塗工部2は,銅箔210の第1面に,バインダー溶液230を,一定の厚さで連続的に塗工するためのものである。
【0028】
粉体供給部4は,粉体供給装置である。粉体供給部4は,銅箔210の第1面側に,一定量の粉末成分240を,連続的に供給するためのものである。また,スキージ5は,粉体供給部4により供給された粉末成分240を,所定の厚さに均すためのものである。
【0029】
プレスローラ6とプレスローラ7とは,これらの間を通過する対象物を加圧することができる一対の加圧ローラである。さらに,プレスローラ6とプレスローラ7とは,これらの間を通過する対象物を,その通過時において加熱することができる。すなわち,プレスローラ6とプレスローラ7とは,これらの間を通過する対象物を,加熱しつつ加圧することができるのである。
【0030】
[電極板の製造方法]
次いで電極板の製造方法について説明する。本形態では,集電体の上に活物質層を形成することによる負極板の製造を,電極板製造装置1を用いて次の概略工程によって行う。
1.バインダー溶液の塗工
2.粉末成分の供給
3.加熱・加圧
そして以下,上記1から3の概略工程に沿って,図6から図10を参照しつつ順に説明する。
【0031】
まず,「1.バインダー溶液の塗工」について説明する。図6は,電極板製造装置1に矢印Xの向きに供給されてくる銅箔210を示している。図6に示すように,この時の銅箔210の第1面および第2面には,まだ何も形成されていない。
【0032】
図5に示すように,銅箔210は,電極板製造装置1内を搬送され,まず,塗工部2に到達する。塗工部2は,銅箔210の第1面に,バインダー溶液230を塗工するためのものである。よって,塗工部2を通過した後の銅箔210の第1面には,図7に示すように,バインダー溶液230が塗工されている。
【0033】
図7に示すように,バインダー溶液230は,溶媒231とバインダー232とからなるものである。本形態では,バインダー溶液230を,いわゆる水系のものとしている。よって,溶媒231としては,水または水を主体とする混合溶媒を好ましく用いることができる。また,溶媒231は,水系のものに限定されず,有機溶剤系のものであってもよい。有機溶剤系のものとしては,例えばN−メチルピロリドン(NMP)などが挙げられる。
【0034】
バインダー232としては,溶媒231に分散し得るものが好ましい。本形態においては,溶媒231が水系のものであるため,例えば,スチレンブタジエンゴム(SBR),ポリアクリル酸(PAA)などが好ましい。なお,本形態においては,バインダー232として,SBRを用いている。また,溶媒231として有機溶剤系のものを用いた際には,バインダー232として,例えば,ポリフッ化ビニリデン(PVdF),ポリアクリル酸(PAA)などを好ましく用いることができる。
【0035】
なお,本形態においては,溶媒231として水を用いている。そして,本形態におけるバインダー溶液230は,バインダー232の濃度を10wt%としたSBR水溶液である。また,塗工部2により塗工されたバインダー溶液230の厚みは,濡れた状態で1.5μmである。また図5に示すように,塗工部2を通過した銅箔210は,折り返しローラ3により折り返される。
【0036】
次いで,「2.粉末成分の供給」について説明する。折り返しローラ3を通過した銅箔210は,次に,粉体供給部4に到達する。そして,図7に示すように,粉体供給部4に到達した銅箔210の第1面には,バインダー溶液230が塗工されている。
【0037】
粉体供給部4は,銅箔210の第1面側に,粉末成分240を供給するためのものである。粉体供給部4の中では,粉末成分240を構成する各材料が,それぞれ均一に分布している。そして,粉体供給部4を通過した後の銅箔210の第1面側には,図8に示すように,粉末成分240が堆積されている。
【0038】
本形態においては,粉末成分240は,負極活物質241,バインダー242により構成されている。本形態における粉末成分240は,負極活物質241,バインダー242にそれぞれ粉末状のものを用い,これらを混ぜ合わせることにより製造されたものである。
【0039】
負極活物質241としては,炭素系材料,リチウム遷移金属複合酸化物,リチウム遷移金属複合窒化物などが例示される。なお,本形態においては,負極活物質241として,炭素系材料であるアモルファスコート黒鉛を用いている。
【0040】
また,特に限定する訳ではないが,バインダー242として,ポリテトラフルオロエチレン(PTFE)を用いている。この他にもバインダー242として好適なものがあれば,それを用いることもできる。そして,粉末成分240は,負極活物質241とバインダー242とを,次の比率(wt%)で配合したものである。
負極活物質241:98
バインダー242:2
【0041】
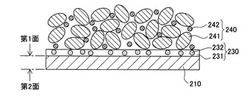
ここにおいて,粉末成分240の供給された銅箔210の第1面側には,前述したようにバインダー溶液230が塗工されている。よって,図8に示すように,粉体供給部4を通過した後において粉末成分240が堆積しているのは,バインダー溶液230の上である。粉末成分240の堆積した銅箔210は,次に,スキージ5を通過する。堆積した粉末成分240は,スキージ5を通過することにより,所定の厚さに均される。そして,粉体供給部4により供給され,スキージ5を通過した粉末成分240の堆積量は,10mg/cm2である。また,粉末成分240が堆積してなる堆積層の厚さは,100μm程度である。
【0042】
バインダー溶液230は,液状である。これに対し,粉末成分240は,粉末状である。このため,図9に矢印Zで示すように,堆積した粉末成分240は,バインダー溶液230を毛管力により吸収する。そして,プレスローラ6とプレスローラ7との間を通過する直前には,粉末成分240は,ある程度のバインダー溶液230を吸収している。これにより,バインダー溶液230と粉末成分240とは,これらが混在した負極活物質層220となる。しかし,粉末成分240は,バインダー溶液230の全てを吸収している訳ではない。よって,負極活物質層220の銅箔210側には,その表面側よりも多くのバインダー232が残っている。さらに,図9に示すように,負極活物質241の一部は,銅箔210と接触している。
【0043】
次いで,「3.加熱・加圧」について説明する。図5に示すように,粉体供給部4およびスキージ5を通過した銅箔210は,次に,プレスローラ6とプレスローラ7との間を通過する。これにより,銅箔210上のバインダー溶液230および粉末成分240の堆積層(すなわち負極活物質層220)は,加熱されつつ加圧される。
【0044】
負極活物質層220は,プレスローラ6とプレスローラ7とにより,これらの間を通過する時において150℃まで加熱される。これは,負極活物質層220に含まれている溶媒231が,蒸発するように考慮されたものである。また,加熱温度が高すぎると,負極活物質層220に含まれる材料を損傷するおそれがあるため好ましくない。よって,加熱温度は,上記が満たされる範囲内で設定することができ,150℃に限定されるものではない。
【0045】
プレスローラ6とプレスローラ7との間を通過する時において,負極活物質層220中の溶媒231は蒸発する。よって,バインダー232およびバインダー242は,これらを包囲していた溶媒231が蒸発することにより,強い結着力を奏するようになるのである。
【0046】
さらに,負極活物質層220は,プレスローラ6とプレスローラ7との間を通過する時において,その厚さ方向に加圧される。これにより,負極活物質層220中の負極活物質241においては,それぞれが互いに多くの接触箇所を有することとなる。そして,負極活物質241はその状態で,結着力が強くなったバインダー232およびバインダー242により結着される。
【0047】
また加圧されることにより,負極活物質241は銅箔210へ押し付けられる。これにより,負極活物質241と銅箔210との接触箇所は多くなる。さらに,負極活物質層220の銅箔210側には,その表面側よりも多くのバインダー232が分布している。もともとバインダー溶液230が塗工されていた箇所だからである。そして,負極活物質241と銅箔210とは,多くの接触箇所を有しつつ,負極活物質層220の表面側よりも多くのバインダー232およびバインダー242により結着される。
【0048】
このように,銅箔210と負極活物質層220とを,その厚さ方向に加熱しつつ加圧することで,銅箔210の第1面の負極活物質層220の形成が完了する。なお,本形態においては,プレスローラ6とプレスローラ7との間を通過した後における負極活物質層220の厚さは,80μm程度である。
【0049】
また,プレスローラ6とプレスローラ7とを通過した銅箔210と負極活物質層220とは,電極板製造装置1の中を搬送されつつ大気放熱により冷却される。すなわち,本形態では,特段の冷却装置などは設けられていない。なお,冷却装置を設けてもよい。
【0050】
その後,銅箔210の第2面においても,第1面と同様の方法を用いることにより負極活物質層220を形成し,負極板200を製造する。
【0051】
ところで,本形態の電極板製造装置1は,塗工部2によるバインダー溶液230の塗工と,粉体供給部4による粉末成分の供給とを,連続的に行う。塗工部2と粉体供給部4との間には,折り返しローラ3があるのみであり,乾燥などを行うものを設けていない。このため,塗工部2と粉体供給部4との,銅箔210の搬送経路上における距離は短い。具体的に,本形態では,2mとしている。さらに,銅箔210が塗工部2を通過後,粉体供給部4に到達するまでの時間は,4秒である。
【0052】
これにより,バインダー溶液230が乾燥する前に粉末成分240を堆積させることができる。よって,粉末成分240によるバインダー溶液230の吸収を,好適に行わせることができる。バインダー溶液230が乾燥した後では,これを粉末成分240に吸収させることが困難だからである。
【0053】
また,バインダー溶液230が乾燥する前に粉末成分240を堆積させることで,銅箔210と負極活物質241との間の電気抵抗を低減することができる。乾燥したバインダー溶液230の上に粉末成分240を堆積させた場合,負極活物質241を,乾燥したバインダー溶液230の層に入り込ませることは困難となる。つまり,バインダー溶液230が絶縁層となり,銅箔210と負極活物質241との間の電気抵抗を増加させてしまうおそれがあるのである。従って,本形態の電極板製造装置1は,塗工部2によるバインダー溶液230の塗工と,粉体供給部4による粉末成分240の供給とを,連続的に行うのである。
【0054】
なお,本形態においては,塗工部2と粉体供給部4との銅箔210の搬送経路上における距離を2mとしたが,これに限るものではない。これは電極板製造装置1の搬送速度,塗工するバインダー溶液230の厚さや溶媒の量,周囲の環境の温度や湿度などを考慮し設定された値である。
【0055】
また,前述したように,負極板200には,負極活物質層220が形成されていない部分がある。負極端子70を接続する部分である。よって,本形態では,銅箔210の幅方向(図5中奥行き方向)の両端部には,負極活物質層220を形成していない。そして,銅箔210の両面に負極活物質層220を形成後,これを幅方向の中心で裁断したものを負極板200として電池10に用いている。
【0056】
ここにおいて,集電体の表面に活物質層の形成部と未形成部とを備える電極板を,粉末成分のみを用いて製造する場合,活物質層の形成部と未形成部との境界を正確に成形することは困難である。粉末成分は,その供給時の落下の衝撃や集電体の搬送時の振動などを受けることにより,散乱しやすいからである。
【0057】
しかし,本発明においては,集電体の表面に,まず,バインダー溶液を塗工している。バインダー溶液の塗工においては,その塗工部と未塗工部との境界を,正確かつ容易に成形することができる。バインダー溶液は,バインダーの存在により,ある程度の粘性を有しているからである。また,その上に粉末成分を供給することにより,粉末成分をバインダー溶液の塗工部に付着させることができる。すなわち,供給した粉末成分を,散乱することなく,バインダー溶液の塗工部のみに付着させつつ堆積させることができる。これにより,集電体の表面の活物質層の形成部と未形成部との境界を,正確かつ容易に成形することができるのである。
【0058】
[第2の形態]
第2の形態について説明する。本形態に係る電池10は第1の形態と同様である。また,本形態においても第1の形態と同様に,電極板を製造するために図5に示す電極板製造装置1を用いている。本形態では,電極板製造装置1の粉体供給部4より供給される粉末成分が第1の形態と異なる。また,本形態においても第1の形態と同様に,負極板を製造することとして説明する。
【0059】
本形態の粉末成分340を図11に示す。図11に示すように,粉末成分340は,負極活物質341,バインダー342,増粘材343よりなるものである。本形態においては,負極活物質341として,第1の形態と同じアモルファスコート黒鉛を用いている。また,バインダー342として,SBRを用いている。バインダー342には,その他にも,PVdF,PAA,ポリエチレン(PE)などを好ましく用いることができる。さらに,増粘材343として,カルボキシメチルセルロース(CMC)を用いている。増粘材343は,本形態においてはあった方がよいが,必ずしも必要というわけではない。そして,粉末成分340は,負極活物質341,バインダー342,増粘材343を,次の比率(wt%)で配合したものである。
負極活物質341:97.3
バインダー342:2.0
増粘材343:0.7
【0060】
図11に示すように,本形態の粉末成分340では,負極活物質341の表面にバインダー342および増粘材343が付着している。これは,粉末成分340を構成する各材料を溶媒344とともに混練し液状にした後,乾燥することにより得られたものである。この点,粉末成分240を構成する各材料にそれぞれ粉末状のものを用い,これらを混ぜ合わせることにより製造した第1の形態のものとは異なる。
【0061】
すなわち,まず,負極活物質341,バインダー342,増粘材343を,溶媒344とともに混練した。溶媒344は,水である。これにより,負極活物質341,バインダー342,増粘材343が,溶媒344中において均等に混ざり合った合材ペーストが得られた。次に,この合材ペーストを,溶媒344がすべてなくなるまで乾燥させた。
【0062】
合材ペーストでは,溶媒344をすべて蒸発させることにより,固形分である負極活物質341が粉末状に残ることとなる。そしてこの時,負極活物質341の表面には,バインダー342および増粘材343が付着しているのである。このように,本形態に用いる粉末成分340を製造した。なお,粉末成分340の平均粒径は,解砕と分級を行うことにより,20μmに調整されている。
【0063】
本形態においては,第1の形態と異なる方法で製造された粉末成分340を粉体供給部4に投入し,電極板製造装置1を用いて負極板200の製造を行った。なお,銅箔210の搬送速度,塗工部2により塗工されるバインダー溶液230を構成する材料やその厚さ,粉体供給部4による粉末成分340の供給量やスキージ5を通過後の粉末成分340の堆積層の厚さ,プレスローラ6とプレスローラ7とによる加熱温度やこれを通過した後における負極活物質層220の厚さなどは同じである。
【0064】
よって,本形態においても,粉末成分340以外は第1の形態と同様の製造方法を用いることにより,負極板200を製造した。
【0065】
[効果の確認]
本発明者は,本発明に係る電極板である実施例1および実施例2と,これと比較するための電極板である比較例1および比較例2とを作製した。そして,実施例1,2と比較例1,2とを用い,それぞれ集電体と活物質層との間で90°剥離試験を行うことにより,本発明の効果を確認した。
【0066】
実施例1は,第1の形態により作製された負極板である。実施例2は,第2の形態により作製された負極板である。一方,比較例1,2は,従来より一般的に用いられている電極板の製造方法を用いて作製された負極板である。すなわち,比較例1,2は,集電体として実施例1,2と同じ銅箔を用い,銅箔の表面に合材ペーストを塗工後,乾燥することにより作製されたものである。そして,比較例1,2では,実施例1,2と同条件となるように,合材ペーストを目付10.0mg/cm2で塗工した。また,乾燥を,100℃で60secの条件で行った。
【0067】
ここにおいて,比較例1に用いた合材ペーストは,負極活物質,バインダー,増粘材を,溶媒とともに混練したものである。比較例1に用いた合材ペーストは,負極活物質,バインダー,増粘材を,次の比率(wt%)で配合したものである。
負極活物質:97.3
バインダー:2.0
増粘材:0.7
比較例1の合材ペーストにおいては,負極活物質およびバインダーとして,それぞれ実施例1と同じアモルファスコート黒鉛およびPTFEを用いている。そして,比較例1の合材ペーストにおいては,増粘材としてCMCを加えている。また,溶媒は,水である。つまり,比較例1は,実施例1とほぼ同じ材料を用い,異なる製造方法で作製された負極板である。
【0068】
また,比較例2に用いた合材ペーストは,負極活物質,バインダー,増粘材を,溶媒とともに混練したものである。比較例2に用いた合材ペーストは,負極活物質,バインダー,増粘材を,次の比率(wt%)で配合したものである。
負極活物質:97.3
バインダー:2.0
増粘材:0.7
比較例2の合材ペーストにおいては,負極活物質,バインダー,増粘材として,それぞれ実施例2と同じアモルファスコート黒鉛,SBR,CMCを用いている。また,溶媒は,水である。つまり,比較例2は,実施例2と同じ材料を用い,異なる製造方法で作製された負極板である。
【0069】
図12に,実施例1,2と比較例1,2とを用い,それぞれ銅箔と負極活物質層との間で90°剥離試験を行った結果を示す。比較例1においては,剥離試験の開始とともに負極活物質層が銅箔より剥離したため,測定不能であった。また,比較例2の剥離強度は,約2.5N/mである。これに対し,実施例1の剥離強度は,約4.3N/mである。また,実施例2の剥離強度は,約5.8N/mである。すなわち,本発明に従って作製された実施例1,2の剥離強度はいずれも,比較例1,2のそれに対して高い値を示した。
【0070】
比較例1,2では,溶媒を蒸発させるために,加熱による乾燥を行っている。このため,溶媒は銅箔より遠ざかる向きに移動する。そしてこの時,合材ペースト内のバインダーは,溶媒とともに銅箔の表面から遠ざかる向きに移動する。さらに加熱により,合材ペースト内には熱対流が生じる。そして,熱対流によっても,合材ペースト内のバインダーは,銅箔の表面から遠ざかる向きに移動する。すなわち,比較例の負極板においては,加熱による乾燥を行うことにより,負極活物質層の銅箔側のバインダーが少ないのである。よって,銅箔と負極活物質層との間の密着強度が低下しているのである。
【0071】
一方,実施例1,2では,まず,銅箔の表面にバインダー溶液を塗工している。そして,実施例1,2において,負極活物質層の形成に必要とする溶媒は,バインダー溶液に用いたもののみである。つまり,少量の溶媒しか用いていないため,特段の乾燥は行っていない。このため,形成後の負極活物質層の銅箔側には,その表面側と比較して多くのバインダーが残っている。これにより,銅箔と負極活物質層との間の密着強度が高い負極板を製造することができるのである。
【0072】
以上,詳細に説明したように,本発明に従って製造された負極板の密着強度は高い。また,その製造方法においては,特段の乾燥を行っていない。よって,生産効率が良く,集電体と活物質層との密着強度の高いリチウムイオン二次電池の製造方法が実現されている。
【0073】
なお, 本実施の形態は単なる例示にすぎず, 本発明を何ら限定するものではない。従って本発明は当然に, その要旨を逸脱しない範囲内で種々の改良, 変形が可能である。例えば,本形態では,負極板に本発明を適用したが,正極板に本発明を適用しても本発明の効果を得ることができる。
【0074】
また例えば,第1の形態では,バインダー溶液の塗工後において,さらに粉末成分の供給後においても,特段の乾燥工程は設けていない。これは第2の形態でも同様である。しかし,電極板の完成後において,その活物質層の水分量を極めて少なくしたい場合,粉末成分の供給後に乾燥を行ってもよい。しかし,溶媒を少量しか用いていないため,従来と比較し,わずかな乾燥を行うのみでよい。すなわち,集電体と活物質層との密着強度の高い電極板を,効率良く生産できることに変わりはない。
【0075】
また例えば,扁平型のリチウムイオン二次電池に限らず,捲回型電極体を用いる電池であれば,同様に適用することができる。また例えば,捲回しないで負極板と正極板とを積層する積層型電極体を有する電池にも適用することができる。
【符号の説明】
【0076】
10…電池
100…正極板
110…アルミニウム箔
120…正極活物質層
200…負極板
210…銅箔
220…負極活物質層
230…バインダー溶液
231…溶媒
232…バインダー
240…粉末成分
241…負極活物質
242…バインダー
【特許請求の範囲】
【請求項1】
正極と負極とを有し,前記正極および前記負極がそれぞれ,集電体とその上に形成された活物質層とを有するリチウムイオン二次電池の製造方法において,
前記正極および前記負極の少なくとも一方を,
前記集電体に,溶媒にバインダーを分散してなるバインダー溶液を塗工し,
その上に,活物質とバインダーとを少なくとも含む粉末成分を供給して堆積させ,
その後に前記集電体上の前記バインダー溶液および前記粉末成分の堆積層を,加熱しつつ前記堆積層の厚さ方向に加圧することにより製造することを特徴とするリチウムイオン二次電池の製造方法。
【請求項2】
請求項1に記載のリチウムイオン二次電池の製造方法において,
前記粉末成分として,前記活物質の表面に少なくとも前記バインダーを付着させたものを用いることを特徴とするリチウムイオン二次電池の製造方法。
【請求項3】
請求項1または請求項2に記載のリチウムイオン二次電池の製造方法において,
前記粉末成分を,塗工された前記バインダー溶液が乾燥する前に供給して堆積させることを特徴とするリチウムイオン二次電池の製造方法。
【請求項1】
正極と負極とを有し,前記正極および前記負極がそれぞれ,集電体とその上に形成された活物質層とを有するリチウムイオン二次電池の製造方法において,
前記正極および前記負極の少なくとも一方を,
前記集電体に,溶媒にバインダーを分散してなるバインダー溶液を塗工し,
その上に,活物質とバインダーとを少なくとも含む粉末成分を供給して堆積させ,
その後に前記集電体上の前記バインダー溶液および前記粉末成分の堆積層を,加熱しつつ前記堆積層の厚さ方向に加圧することにより製造することを特徴とするリチウムイオン二次電池の製造方法。
【請求項2】
請求項1に記載のリチウムイオン二次電池の製造方法において,
前記粉末成分として,前記活物質の表面に少なくとも前記バインダーを付着させたものを用いることを特徴とするリチウムイオン二次電池の製造方法。
【請求項3】
請求項1または請求項2に記載のリチウムイオン二次電池の製造方法において,
前記粉末成分を,塗工された前記バインダー溶液が乾燥する前に供給して堆積させることを特徴とするリチウムイオン二次電池の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2013−12327(P2013−12327A)
【公開日】平成25年1月17日(2013.1.17)
【国際特許分類】
【出願番号】特願2011−142979(P2011−142979)
【出願日】平成23年6月28日(2011.6.28)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
【公開日】平成25年1月17日(2013.1.17)
【国際特許分類】
【出願日】平成23年6月28日(2011.6.28)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
[ Back to top ]