
リチウムイオン二次電池
【課題】充放電(特にハイレートでの充放電)の繰り返しに伴う容量劣化を抑制できるリチウムイオン二次電池を提供すること。
【解決手段】リチウムイオン二次電池100は、正極板121、負極板131等が円筒状に捲回された円筒型電極体120を備える。正極板121の内周側正極活物質層123aは、活物質Li容量Ckが異なる複数種の正極活物質を含み、長手方向NYについて、自身の単位面積当たりの重量が等しくされると共に、自身に占める正極活物質全体の重量比が等しくされてなる。また、内周層Li容量Caが(R−r)/Rに従って長手方向外側NBほど大きくなる態様に、複数種の正極活物質の存在比を分布させてなる。
【解決手段】リチウムイオン二次電池100は、正極板121、負極板131等が円筒状に捲回された円筒型電極体120を備える。正極板121の内周側正極活物質層123aは、活物質Li容量Ckが異なる複数種の正極活物質を含み、長手方向NYについて、自身の単位面積当たりの重量が等しくされると共に、自身に占める正極活物質全体の重量比が等しくされてなる。また、内周層Li容量Caが(R−r)/Rに従って長手方向外側NBほど大きくなる態様に、複数種の正極活物質の存在比を分布させてなる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、帯状の正極板と帯状の負極板とが帯状のセパレータを介して互いに重ねられて、軸線周りに円筒状に捲回された円筒型電極体を備えるリチウムイオン二次電池に関する。
【背景技術】
【0002】
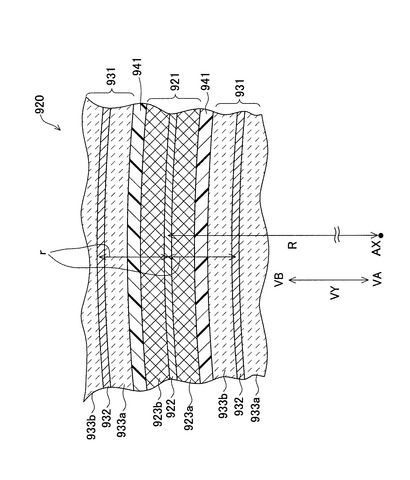
従来より、帯状の正極板と帯状の負極板とが帯状のセパレータを介して互いに重ねられて、軸線周りに円筒状に捲回された円筒型電極体を備えるリチウムイオン二次電池(以下、単に電池とも言う)が知られている。例えば、図14に円筒型電極体920の横断面の部分拡大断面図を示すように、正極板921は、金属箔からなる正極集電箔922の両主面上に、それぞれ正極活物質を含む正極活物質層923a,923bを有する。また、負極板931は、金属箔からなる負極集電箔932の両主面上に、それぞれ負極活物質を含む負極活物質層933a,933bを有する。
【0003】
そして、正極活物質層923a,923bのうち、内周側(径方向内側)VA(図14中、下方)に位置する内周側正極活物質層923aと、負極活物質層933a,933bのうち、外周側(径方向外側)VB(図14中、上方)に位置する外周側負極活物質層933bとが、セパレータ941を介して対向している。また、正極活物質層923a,923bのうち、外周側(径方向外側)VBに位置する外周側正極活物質層923bと、負極活物質層933a,933bのうち、内周側(径方向内側)VAに位置する内周側負極活物質層933aとが、セパレータ941を介して対向している。
なお、このような円筒型電極体を備える電池として、例えば特許文献1に開示された電池が挙げられる。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平9−180759号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、従来の円筒型電極体920を備える電池では、充放電(特にハイレートでの充放電)の繰り返しに伴う容量劣化が大きいという問題があった。その理由の1つとして、以下があると考えられる。即ち、円筒型電極体920を備える電池では、セパレータ941を介して対向する内周側正極活物質層923aと外周側負極活物質層933bの対向面積比F1が、例えば円筒型電極体920の最内周部と最外周部で異なるなど、円筒型電極体920の径方向VY(図14中、上下方向)について異なる。同様に、セパレータ941を介して対向する外周側正極活物質層923bと内周側負極活物質層933aの対向面積比F2も、円筒型電極体920の径方向VYについて異なる。
【0006】
具体的に説明すると、図14に示すように、円筒型電極体920の正極集電箔922のうち、円筒型電極体920の軸線AX(図14中、紙面に直交する方向に延びる)からの径方向VYの距離(半径)がR(mm)だけ離れた部位及びこの付近の様子を考える。この軸線AXから半径R(mm)離れた正極集電箔922の部位上に形成された内周側正極活物質層923aの面積Spa(mm2 )は、正極集電箔922及び内周側正極活物質層923aの厚みをそれぞれ無視して円筒面を仮定すれば、内周側正極活物質層923aの幅をW(mm)として、Spa=2πWRで表すことができる。
【0007】
一方、セパレータ941を介してこの内周側正極活物質層923aの径方向内側VA(図14中、下方)に隣在して対向する外周側負極活物質層933bの面積Sqb(mm2 )は、正極集電箔922と負極集電箔932との間隔(径方向VY距離の差)を半径差r(mm)とし、負極集電箔932及び外周側負極活物質層933bの厚みをそれぞれ無視して円筒面を仮定すれば、Sqb=2πW(R−r)と表すことができる。すると、これらの対向面積比F1は、F1=Spa/Sqb=R/(R−r)となる。
【0008】
ここで、例えばr=0.10mmとすると、軸線AXから半径R=10.00mm離れた部位では、この対向面積比F1は、F1=R/(R−r)=1.010となる。一方、軸線AXからR=50.00mm離れた部位では、対向面積比F1は、F1=R/(R−r)=1.002となる。つまり、内周側正極活物質層923aと外周側負極活物質層933bの対向面積比F1は、径方向内側VAほど大きく、径方向外側VBほど小さくなる。
【0009】
次に、外周側正極活物質層923bと内周側負極活物質層933aの対向面積比F2を考える。軸線AXから半径R(mm)だけ離れた正極集電箔922の部位上に形成された外周側正極活物質層923bの面積Spb(mm2 )は、正極集電箔922及び外周側正極活物質層923bの厚みをそれぞれ無視して円筒面を仮定すれば、Spb=2πWRで表すことができる。
【0010】
一方、セパレータ941を介してこの外周側正極活物質層923bの径方向外側VB(図14中、上方)に隣在して対向する内周側負極活物質層933aの面積Sqa(mm2 )は、負極集電箔932及び内周側負極活物質層933aの厚みをそれぞれ無視して円筒面を仮定すれば、Sqa=2πW(R+r)で表すことができる。すると、これらの対向面積比F2は、F2=Spb/Sqa=R/(R+r)となる。
【0011】
ここで、例えばr=0.10mm、半径R=10.00mmとすると、この対向面積比F2は、F2=R/(R+r)=0.990となる。一方、半径R=50.00mmとすると、対向面積比F2は、F2=R/(R+r)=0.998となる。つまり、外周側正極活物質層923bと内周側負極活物質層933aの対向面積比F2は、径方向内側VAほど小さく、径方向外側VBほど大きくなる。
【0012】
そして、これらの対向面積比F1,F2が径方向VYについて異なることにより、リチウムを挿入脱離可能な容量比D1,D2も径方向VYについて異なる。即ち、一様な正極活物質層923a,923b及び一様な負極活物質層933a,933bを形成した場合、単位面積当たりの正極活物質層923a,923bから取り出し得るリチウムイオンの量(容量)は、場所によらず一定である。また、単位面積当たりの負極活物質層933a,933bに挿入し得るリチウムイオンの量(容量)も、場所によらず一定である。
【0013】
このため、内周側正極活物質層923aと外周側負極活物質層933bの対向面積比F1が径方向VYについて異なるので、これに対応して、これらの容量比D1も径方向VYについて異なるものとなる。また、外周側正極活物質層923bと内周側負極活物質層933aの対向面積比F2が径方向VYについて異なるので、これに対応して、これらの容量比D2も径方向VYについて異なるものとなる。すると、この電池を充放電させると、径方向VY及び正極板921の径方向内側VAと径方向外側VBについて、電流密度に不均一が生じて、容量劣化が進行し易くなると考えられる。
【0014】
この問題を解決するため、例えば、正極活物質層923a,923bの単位面積当たりの重量を、径方向VYについて変える(正極板921の長手方向について変える)ことが考えられる。即ち、内周側正極活物質層923aの単位面積当たりの重量を、対向面積比F1の径方向VYの違いを解消すべく、径方向内側VA(長手方向内側)ほど小さく、径方向外側VB(長手方向外側)ほど大きくする。この場合、内周側正極活物質層923aの厚みが、径方向内側VAほど薄く、径方向外側VBほど厚くなる。
【0015】
また逆に、外周側正極活物質層923bの単位面積当たりの重量を、対向面積比F2の径方向VYの違いを解消すべく、径方向内側VA(長手方向内側)ほど大きく、径方向外側VB(長手方向外側)ほど小さくする。この場合、外周側正極活物質層923bの厚みが、径方向内側VAほど厚く、径方向外側VBほど薄くなる。このようにすることで、対向面積比F1,F2が径方向VYについて異なっているにも拘わらず、容量比D1,D2を径方向VYについて等しくできる。
しかしながら、このようにして正極活物質層923a,923bの単位面積当たりの重量を径方向VY(長手方向)について変化させた電池でも、後述するように、充放電の繰り返しに伴う容量劣化が大きいことが判った(図10における比較例2のグラフを参照)。
【0016】
そこで次に、正極活物質層923a,923bに含まれる正極活物質の重量比を、径方向VY(長手方向)について変えることを試みた。即ち、内周側正極活物質層923aに占める正極活物質の重量比を、対向面積比F1の径方向VYの違いを解消すべく、径方向内側VA(長手方向内側)ほど小さく、径方向外側VB(長手方向外側)ほど大きくする。また逆に、外周側正極活物質層923bに占める正極活物質の重量比を、対向面積比F2の径方向VYの違いを解消すべく、径方向内側VA(長手方向内側)ほど大きく、径方向外側VB(長手方向外側)ほど小さくする。このようにすることでも、対向面積比F1,F2が径方向VYについて異なっているにも拘わらず、容量比D1,D2を径方向VYについて等しくできる。
しかしながら、このようにして正極活物質層923a,923bにおける正極活物質の重量比を径方向VY(長手方向)について変化させた電池でも、後述するように、充放電の繰り返しに伴う容量劣化が大きいことが判った(図10における比較例3のグラフを参照)。
【0017】
本発明は、かかる現状に鑑みてなされたものであって、帯状の正極板と帯状の負極板とが帯状のセパレータを介して互いに重ねられて、軸線周りに円筒状に捲回された円筒型電極体を備えるリチウムイオン二次電池において、充放電(特にハイレートでの充放電)の繰り返しに伴う容量劣化を抑制できるリチウムイオン二次電池を提供することを目的とする。
【課題を解決するための手段】
【0018】
上記課題を解決するための本発明の一態様は、帯状の正極板と帯状の負極板とが帯状のセパレータを介して互いに重ねられて、軸線周りに円筒状に捲回されてなる円筒型電極体を備え、前記正極板は、径方向内側を向く正極箔内周面、及び、径方向外側を向く正極箔外周面を有する帯状の正極集電箔と、前記正極箔内周面上に、前記正極板の長手方向に延びる形態に形成された内周側正極活物質層と、前記正極箔外周面上に、前記長手方向に延びる形態に形成された外周側正極活物質層と、を有し、前記負極板は、径方向内側を向く負極箔内周面、及び、径方向外側を向く負極箔外周面を有する帯状の負極集電箔と、前記負極箔内周面上に、前記負極板の長手方向に延びる形態に形成され、前記セパレータを介して前記外周側正極活物質層と対向する内周側負極活物質層と、前記負極箔外周面上に、前記長手方向に延びる形態に形成され、前記セパレータを介して前記内周側正極活物質層と対向する外周側負極活物質層と、を有するリチウムイオン二次電池であって、前記正極板の前記長手方向のうち、前記円筒型電極体を構成した状態において、前記径方向内側に位置する向きを長手方向内側、前記径方向外側に位置する向きを長手方向外側とし、前記円筒型電極体において、前記正極集電箔の任意の位置における、前記軸線からの径方向距離を半径R(mm)とし、前記任意の位置における、前記正極集電箔と前記セパレータを介してこれに隣り合う前記負極集電箔との前記径方向距離の差を半径差r(mm)とし、単位重量当たりの正極活物質から取り出し得るリチウムイオンの量を、活物質Li容量Ck(mol/g)とし、単位面積当たりの前記内周側正極活物質層から取り出し得るリチウムイオンの量を、内周層Li容量Ca(mol/mm2 )とし、単位面積当たりの前記外周側正極活物質層から取り出し得るリチウムイオンの量を、外周層Li容量Cb(mol/mm2 )としたとき、前記内周側正極活物質層及び前記外周側正極活物質層は、前記内周側正極活物質層が、前記活物質Li容量Ckが互いに異なる複数種の正極活物質を含み、前記長手方向について、この内周側正極活物質層の単位面積当たりの重量が等しくされてなり、前記長手方向について、この内周側正極活物質層に占める前記正極活物質全体の重量比が等しくされてなり、かつ、前記内周層Li容量Caが(R−r)/Rに従って前記長手方向外側ほど大きくなる態様に、複数種の前記正極活物質の存在比を分布させた分布内周側正極活物質層である、及び、前記外周側正極活物質層が、前記活物質Li容量Ckが互いに異なる複数種の正極活物質を含み、前記長手方向について、この外周側正極活物質層の単位面積当たりの重量が等しくされてなり、前記長手方向について、この外周側正極活物質層に占める前記正極活物質全体の重量比が等しくされてなり、かつ、前記外周層Li容量Cbが(R+r)/Rに従って前記長手方向外側ほど小さくなる態様に、複数種の前記正極活物質の存在比を分布させた分布外周側正極活物質層である、の少なくともいずれかであるリチウムイオン二次電池である。
【0019】
このリチウムイオン二次電池では、内周側正極活物質層を分布内周側正極活物質層としている。即ち、内周側正極活物質層は、正極板の長手方向(円筒型電極体を構成した状態での径方向)について、この内周側正極活物質層の単位面積当たりの重量を等しくすると共に、この内周側正極活物質層に占める正極活物質全体の重量比を等しくしている。これにより、長手方向(径方向)について、内周側正極活物質層の内部抵抗を等しくできる。
【0020】
加えて、この内周側正極活物質層は、活物質Li容量Ckが互いに異なる複数種の正極活物質を含み、長手方向(径方向)について、内周層Li容量Caが(R−r)/Rに従って長手方向外側(径方向外側)ほど大きくなる態様に、複数種の正極活物質の存在比を分布させている。これにより、内周側正極活物質層と外周側負極活物質層の対向面積比F1が、径方向外側ほど小さくなるにも拘わらず、これらの容量比D1は、径方向について等しくされている。というのも、対向面積比F1は、前述のように、F1=R/(R−r)であるので、内周層Li容量Caを、対向面積比F1の逆数である(R−r)/Rに従って、長手方向外側(径方向外側)ほど大きくすれば、容量比D1は、半径Rが変化しても常に一定となるからである。
かくして、充放電の際、径方向について電流密度に不均一が生じ難くなる。従って、充放電(特にハイレート充放電)の繰り返しに伴う容量劣化を抑制できる。
【0021】
或いは、このリチウムイオン二次電池では、外周側正極活物質層を分布外周側正極活物質層としている。即ち、外周側正極活物質層は、長手方向(径方向)について、この外周側正極活物質層の単位面積当たりの重量を等しくすると共に、この外周側正極活物質層に占める正極活物質全体の重量比を等しくしている。これにより、長手方向(径方向)について、外周側正極活物質層の内部抵抗を等しくできる。
【0022】
加えて、外周側正極活物質層は、活物質Li容量Ckが互いに異なる複数種の正極活物質を含み、長手方向(径方向)について、外周層Li容量Cbが(R+r)/Rに従って長手方向外側(径方向外側)ほど小さくなる態様に、複数種の正極活物質の存在比を分布させている。これにより、外周側正極活物質層と内周側負極活物質層の対向面積比F2が、径方向外側ほど大きくなるにも拘わらず、これらの容量比D2は、径方向について等しくされている。というのも、対向面積比F2は、前述のように、F2=R/(R+r)であるので、外周層Li容量Cbを、対向面積比F2の逆数である(R+r)/Rに従って、長手方向外側(径方向外側)ほど小さくすれば、容量比D2は、半径Rが変化しても常に一定となるからである。
かくして、充放電の際、径方向について電流密度に不均一が生じ難くなる。従って、充放電(特にハイレート充放電)の繰り返しに伴う容量劣化を抑制できる。
【0023】
なお、内周側正極活物質層に用いる複数種の正極活物質と外周側正極活物質層に用いる複数種の正極活物質とは、同じ種類でもよいし、一部または全部が異なる種類でもよい。正極活物質としては、例えば、LiFe2(SO4)2 、LiCoO2 、LiMnPO4 、LiFePO4 、LiNiO2 、LiNixMnyCo(1-x-y)O2 (但し、0<x<1,0<y<1,0<x+y<1)、Li2MnO3 などが挙げられる。なお、これらの正極活物質は、後に例示したものほど、活物質Li容量Ck(単位重量当たりの正極活物質から取り出し得るリチウムイオンの量)が大きい。即ち、これらの正極活物質の中では、LiFe2(SO4)2 が最も活物質Li容量Ckが小さく、Li2MnO3 が最も活物質Li容量Ckが大きい。
【0024】
更に、上記のリチウムイオン二次電池であって、前記分布内周側正極活物質層は、複数種の前記正極活物質として、第1正極活物質と、これよりも前記活物質Li容量Ckが大きい第2正極活物質とを含み、前記長手方向外側ほど、これら2種類の正極活物質における前記第2正極活物質の存在比を大きくしてなり、前記分布外周側正極活物質層は、複数種の前記正極活物質として、第3正極活物質と、これよりも前記活物質Li容量Ckが大きい第4正極活物質とを含み、前記長手方向外側ほど、これら2種類の正極活物質における前記第4正極活物質の存在比を小さくしてなるリチウムイオン二次電池とすると良い。
【0025】
このようにすることで、分布内周側正極活物質層或いは分布外周側正極活物質層を、それぞれ2種類の正極活物質を用いるだけで容易に形成でき、充放電(特にハイレート充放電)の繰り返しに伴う容量劣化を抑制できる電池を、容易に構成できる。
【図面の簡単な説明】
【0026】
【図1】実施形態1に係るリチウムイオン二次電池を示す縦断面図である。
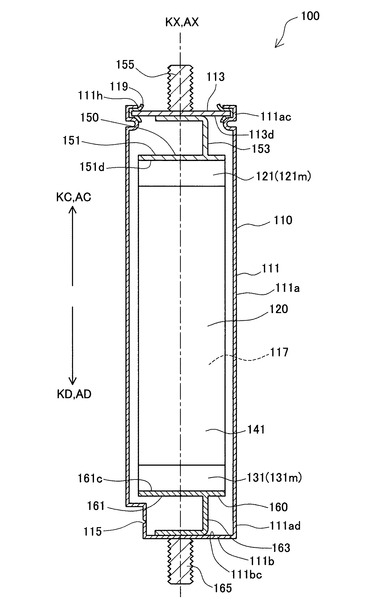
【図2】実施形態1に係り、円筒型電極体を示す斜視図である。
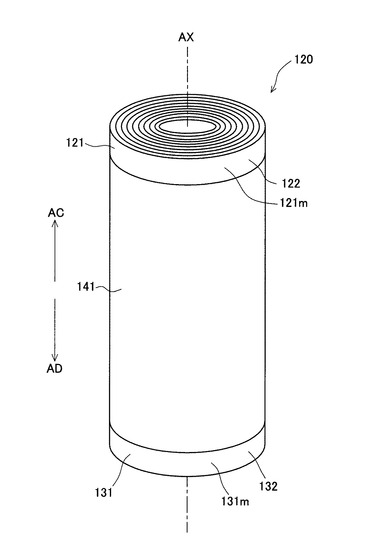
【図3】実施形態1に係り、円筒型電極体の図2の上方から見た平面図である。
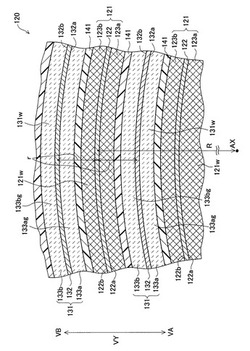
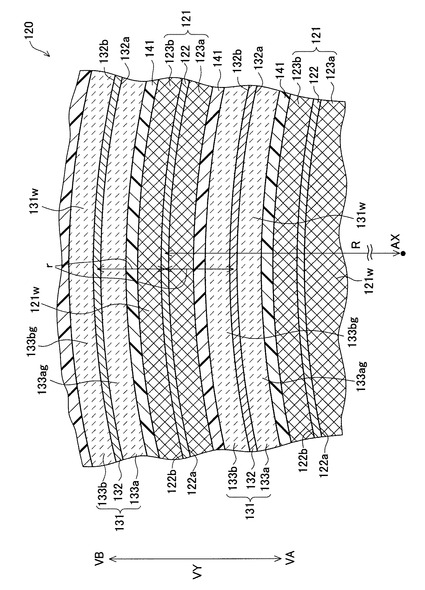
【図4】実施形態1に係り、円筒型電極体の横断面の部分拡大断面図である。
【図5】実施形態1に係り、正極板及び負極板をセパレータを介して互いに重ねた状態を示す部分平面図である。
【図6】実施形態1に係り、正極板を示す平面図である。
【図7】実施形態1に係り、負極板を示す平面図である。
【図8】実施形態1に係り、セパレータを示す平面図である。
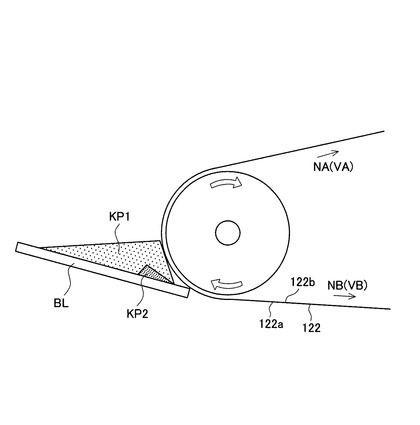
【図9】実施形態1に係るリチウムイオン二次電池の製造方法に関し、正極集電箔上に正極活物質ペーストを塗布する様子を示す説明図である。
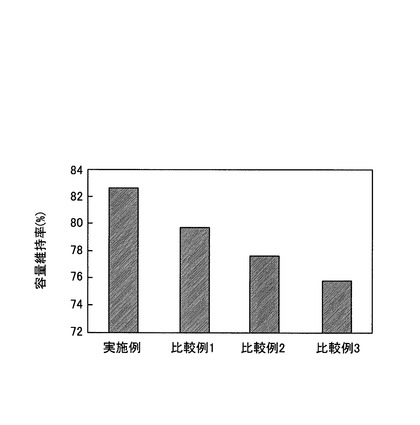
【図10】実施例及び比較例1〜3のリチウムイオン二次電池に関し、充放電サイクル試験後の容量維持率を示すグラフである。
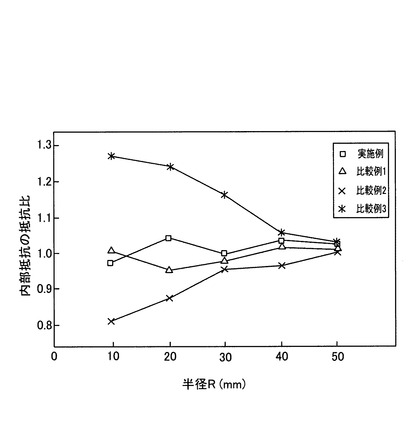
【図11】実施例及び比較例1〜3のリチウムイオン二次電池に関し、軸線からの半径Rと内部抵抗の抵抗比との関係を示すグラフである。
【図12】実施形態2に係るハイブリッド自動車を示す説明図である。
【図13】実施形態3に係るハンマードリルを示す説明図である。
【図14】従来技術に係るリチウムイオン二次電池における円筒型電極体の横断面の部分拡大断面図である。
【発明を実施するための形態】
【0027】
(実施形態1)
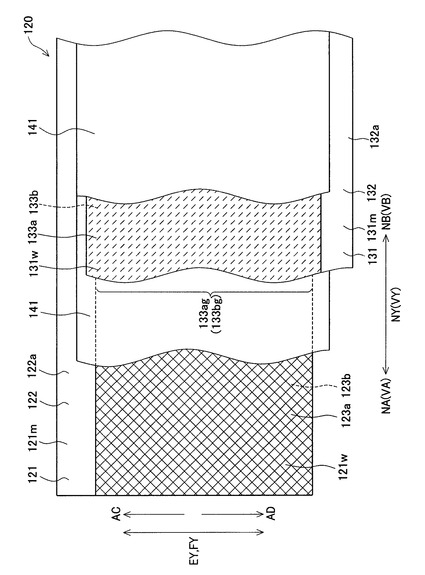
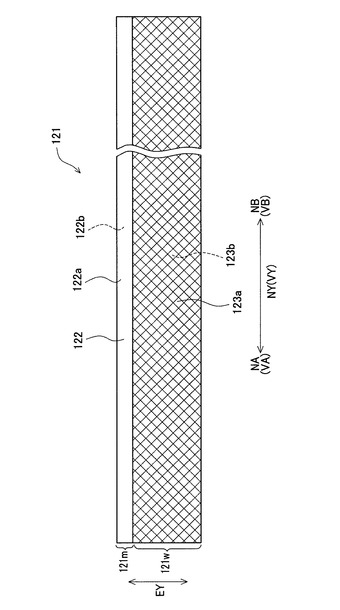
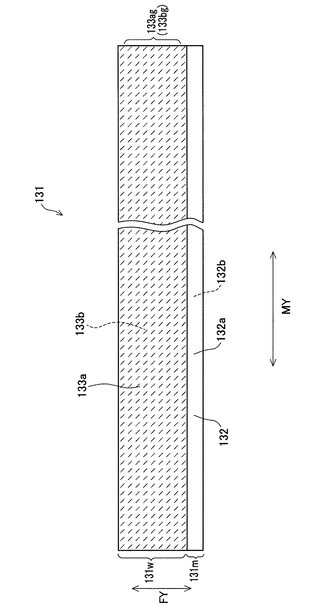
以下、本発明の実施の形態を、図面を参照しつつ説明する。図1に、本実施形態1に係るリチウムイオン二次電池100(以下、単に電池100とも言う)を示す。また、図2〜図5に、この電池100を構成する円筒型電極体120及びこれを展開した状態を示す。また、図6〜図8に、円筒型電極体120を構成する正極板121、負極板131及びセパレータ141をぞれぞれ示す。
【0028】
この電池100は、ハイブリッド自動車や電気自動車等の車両や、ハンマードリル等の電池使用機器に搭載される円筒型電池である。この電池100は、円筒型の電池ケース110、この電池ケース110内に収容された円筒型電極体120、この円筒型電極体120に接続された正極集電部材150及び負極集電部材160、電池ケース110に固設された正極端子155及び負極端子165等から構成されている(図1参照)。また、電池ケース110内には、非水系の電解液117が保持されている。
【0029】
このうち、電池ケース110は、金属(本実施形態1ではアルミニウム)により形成されている。この電池ケース110は、そのケース軸線KX方向の一方側KC(図1中、上方)が開口する一方、ケース軸線KX方向の他方側KD(図1中、下方)が閉塞した有底円筒状のケース本体部材111と、このケース本体部材111の開口111hを閉塞する円板状のケース蓋部材113とから構成されている。
【0030】
より具体的には、ケース本体部材111は、ケース軸線KXに沿って一方側筒端部111acから他方側筒端部111adまで延びる円筒状のケース筒部111aと、このケース筒部111aの他方側筒端部111adを閉塞する円板状のケース底部111bとからなる。そして、ケース蓋部材113は、リング状のシール部材119を介して、ケース筒部111aの一方側筒端部111acに加締め固定されている。
【0031】
また、この電池ケース110のうち、ケース筒部111aの他方側筒端部111ad近傍には、電池ケース110の内圧が所定圧力に達した際に破断する非復帰型の安全弁115が設けられている。
また、電池ケース110のうち、ケース軸線KX方向の一方側KCの端部をなすケース蓋部材113の中央には、正極端子155が固設されている。この正極端子155は、外周に雄ねじが形成された円柱状をなし、ケース蓋部材113から一方側KCに突出している。この正極端子155は、ケース蓋部材113及び後述する正極集電部材150を介して、円筒型電極体120の後述する正極集電部121mに電気的に接続されている。
【0032】
一方、電池ケース110のうち、ケース軸線KX方向の他方側KDの端部をなすケース底部111bの中央には、負極端子165が固設されている。この負極端子165も、正極端子155と同様に外周に雄ねじが形成された円柱状をなし、ケース底部111bから他方側KDに突出している。この負極端子165は、ケース底部111b及び後述する負極集電部材160を介して、円筒型電極体120の後述する負極集電部131mに電気的に接続されている。
【0033】
次に、円筒型電極体120について説明する。この円筒型電極体120は、軸線AXを有する円筒状をなし、この軸線AXと前述のケース軸線KXとが一致する形態で、電池ケース110内に収容されている(図1参照)。この円筒型電極体120は、帯状の正極板121(図6参照)と帯状の負極板131(図7参照)とが、帯状のセパレータ141(図8参照)を介して互いに重ねられて(図5参照)、軸線AX周りに円筒状に捲回されたものである(図2及び図3参照)。
【0034】
正極板121(図6参照)は、芯材として、帯状のアルミニウム箔からなる正極集電箔122を有する。この正極集電箔122は、円筒型電極体120を構成した状態において、軸線AXの径方向内側VAを向く主面である正極箔内周面122aと、軸線AXの径方向外側VBを向く主面である正極箔外周面122bとを有する。
【0035】
このうち正極箔内周面122a上には、正極活物質層(内周側正極活物質層)123aが形成されている。この内周側正極活物質層123aは、正極箔内周面122aのうち幅方向EY(図5及び図6中、上下方向)の一部に形成され、正極板121の長手方向NY(図5及び図6中、左右方向)に延びる帯状をなす。この内周側正極活物質層123aは、その全域がセパレータ141を介して、負極板131の後述する外周側負極活物質層133bと対向している(図4及び図5参照)。
【0036】
また、正極箔外周面122b上にも、正極活物質層(外周側正極活物質層)123bが形成されている。この外周側正極活物質層123bは、正極箔外周面122bのうち幅方向EYの一部に形成され、長手方向NYに延びる帯状をなす。この外周側正極活物質層123bは、その全域がセパレータ141を介して、負極板131の後述する内周側負極活物質層133aと対向している(図4及び図5参照)。なお、これら内周側正極活物質層123a及び外周側正極活物質層123bの詳細ついては後述する。
【0037】
正極板121のうち、自身の厚み方向に正極集電箔122、内周側正極活物質層123a及び外周側正極活物質層123bが存在する帯状の部位が、正極部121wである。また、正極板121に正極部121wを設けたことに伴い、正極集電箔122のうち、幅方向EYの片方の端部(図5及び図6中、上方)は、長手方向NYに帯状に延び、自身の厚み方向に正極活物質層123a,123bが存在しない正極集電部121mとなっている。円筒型電極体120において、この正極集電部121mの幅方向EYの一部は、セパレータ141から軸線AX方向の一方側ACに渦巻き状をなして突出しており(図1及び図2参照)、正極集電部材150と接続している。
【0038】
この正極集電部材150は、円板状をなす集電板部151と、この集電板部151からケース軸線KX方向の一方側KC(軸線AX方向の一方側AC、図1中、上方)に延びるリード部153とからなる(図1参照)。集電板部151のうち、ケース軸線KX方向の他方側KD(軸線AX方向の他方側AD、図1中、下方)の主面151dには、前述した正極板121の正極集電部121mが接合されている。一方で、リード部153は、ケース蓋部材113のうち、他方側KD(他方側AD)の主面113dに当接している。これにより、円筒型電極体120の正極板121(正極集電部121m)と、ケース蓋部材113に立設された前述の正極端子155とが電気的に接続されている。
【0039】
次に、負極板131について説明する(図7参照)。負極板131は、芯材として、帯状の銅箔からなる負極集電箔132を有する。この負極集電箔132は、円筒型電極体120を構成した状態において、軸線AXの径方向内側VAを向く主面である負極箔内周面132aと、軸線AXの径方向外側VBを向く主面である負極箔外周面132bとを有する。
【0040】
このうち負極箔内周面132a上には、負極活物質層(内周側負極活物質層)133aが形成されている。この内周側負極活物質層133aは、負極箔内周面132aのうち幅方向FY(図5及び図7中、上下方向)の一部に形成され、負極板131の長手方向MY(図5及び図7中、左右方向)に延びる帯状をなす。この内周側負極活物質層133aのうち、幅方向FYの両端部を除く幅方向FYの中央部133agは、セパレータ141を介して、正極板121の外周側正極活物質層123bと対向している(図4及び図5参照)。
【0041】
また、負極箔外周面132b上にも、負極活物質層(外周側負極活物質層)133bが形成されている。この外周側負極活物質層133bは、負極箔外周面132bのうち幅方向FYの一部に形成され、長手方向MYに延びる帯状をなす。この外周側負極活物質層133bのうち、幅方向FYの両端部を除く幅方向FYの中央部133bgは、セパレータ141を介して、正極板121の内周側正極活物質層123aと対向している(図4及び図5参照)。
【0042】
これらの負極活物質層133a,133bは、いずれも、負極活物質(本実施形態1では天然黒鉛)と、結着剤(本実施形態1ではスチレン・ブタジエン共重合体(SBR))と、増粘剤(本実施形態1ではカルボキシメチルセルロース(CMC))とから形成されている。これらの重量比(配合比)は、天然黒鉛:SBR:CMC=95:2.5:2.5であり、この重量比は場所によらず一定となっている。
【0043】
また、これらの負極活物質層133a,133bは、いずれも、単位面積当たりの重量が場所によらず一定であり、また、その厚みが場所によらず一定となっている。従って、単位面積当たりの負極活物質層133a,133bに挿入可能なリチウムイオンの容量を、負極層Li容量Ce(mol/mm2 )としたとき、この負極層Li容量Ce(mol/mm2 )も、場所によらず一定となっている。本実施形態1では、この負極層Li容量Ceは、後述する内周側正極活物質層123aの内周層Li容量Ca(R1)及び外周側正極活物質層123bの外周層Li容量Cb(R2)(本実施形態1では共に0.0056mol/mm2 )の1.5倍である0.0084mol/mm2 となっている。
【0044】
負極板131のうち、自身の厚み方向に負極集電箔132、内周側負極活物質層133a及び外周側負極活物質層133bが存在する帯状の部位が、負極部131wである。また、負極板131に負極部131wを設けたことに伴い、負極集電箔132のうち、幅方向FYの片方の端部(図5及び図7中、下方)は、長手方向MYに帯状に延び、自身の厚み方向に負極活物質層133a,133bが存在しない負極集電部131mとなっている。円筒型電極体120において、この負極集電部131mの幅方向の一部は、セパレータ141から軸線AX方向の他方側ADに渦巻き状をなして突出しており(図1及び図2参照)、負極集電部材160と接続している。
【0045】
この負極集電部材160は、円板状をなす集電板部161、この集電板部161から他方側KD(他方側AD、図1中、下方)に延びるリード部163とからなる(図1参照)。集電板部161のうち、一方側KC(一方側AC、図1中、上方)の主面161cには、前述した負極板131の負極集電部131mが接合されている。一方で、リード部163は、ケース本体部材111のケース底部111bのうち、一方側KC(一方側AC)の主面111bcに当接している。これにより、円筒型電極体120の負極板131(負極集電部131m)と、ケース底部111bに立設された前述の負極端子165とが電気的に接続されている。
【0046】
セパレータ141,141は、いずれも、ポリエチレン(PE)層とポリプロピレン(PP)層とが積層された樹脂製の多孔質膜であり、帯状をなす(図4、図5及び図8参照)。
【0047】
ここで、正極板121の長手方向NYのうち、円筒型電極体120を構成した状態において、径方向内側VAに位置する向きを長手方向内側NA、径方向外側VBに位置する向きを長手方向外側NBとする(図5及び図6参照)。
また、円筒型電極体120において、正極集電箔122の任意の位置における、軸線AXからの径方向VYの距離を半径R(mm)とする(図3及び図4参照)。また、円筒型電極体120において、正極集電箔122の任意に位置における、正極集電箔122とセパレータ141を介してこれに隣り合う負極集電箔132との径方向VYの距離の差(円筒型電極体120を構成した状態での正極集電箔122と負極集電箔132との間隔(厚み方向の中心間距離))を半径差r(mm)とする。本実施形態1では、半径差r=0.10mmである。
【0048】
また、円筒型電極体120において、正極集電箔122の長手方向内側NA(径方向内側VA)の端部における、軸線AXからの径方向VY距離を、最小半径R1(mm)とする(図3参照)。本実施形態1では、最小半径R1=10.00mmである。また、円筒型電極体120において、正極集電箔122の長手方向外側NB(径方向外側VB)の端部における、軸線AXからの径方向VY距離を、最大半径R2(mm)とする(図3参照)。本実施形態1では、最大半径R2=50.00mmである。
【0049】
また、半径Rの部位における、単位面積当たりの内周側正極活物質層123aから取り出し得るリチウムイオンの量を、内周層Li容量Ca(R)(mol/mm2 )とする。
そして、最小半径R1の部位における内周層Li容量を、Ca(R1)=Ca1(mol/mm2 )とし、最大半径R2の部位における内周層Li容量を、Ca(R2)=Ca2(mol/mm2 )とする。本実施形態1では、内周層Li容量Ca1=0.0056mol/mm2 であり、内周層Li容量Ca2=0.0060mol/mm2 である。
【0050】
また、半径Rの部位における、単位面積当たりの外周側正極活物質層123bから取り出し得るリチウムイオンの量を、外周層Li容量Cb(R)(mol/mm2 )とする。
そして、最小半径R1の部位における外周層Li容量を、Cb(R1)=Cb1(mol/mm2 )とし、最大半径R2の部位における外周層Li容量を、Cb(R2)=Cb2(mol/mm2 )とする。本実施形態1では、外周層Li容量Cb1=0.0060mol/mm2 (前述の内周層Li容量Ca2に等しい)であり、外周層Li容量Cb2=0.0056mol/mm2 (前述の内周層Li容量Ca1に等しい)である。
【0051】
前述の内周側正極活物質層123aは、次述する正極活物質と、導電剤(本実施形態1ではアセチレンブラック(AB))と、結着剤(本実施形態1ではポリフッ化ビニリデン(PVDF))とから形成されている。単位重量当たりの正極活物質から取り出し得るリチウムイオンの量を、活物質Li容量Ck(mol/g)としたとき、本実施形態1では、正極活物質として、この活物質Li容量Ckが互いに異なる複数種(本実施形態1では2種類)の正極活物質を用いている。具体的には、これら2種類の正極活物質として、前述の第1正極活物質に相当するLiFePO4 (Ck=0.006mol/g)と、これよりも活物質Li容量Ckが大きく、前述の第2正極活物質に相当するLi2MnO3 (Ck=0.018mol/g)を用いた。これらの正極活物質の内周側正極活物質層123aにおける存在比については後述する。
【0052】
また、この内周側正極活物質層123aは、正極板121の長手方向NY(円筒型電極体120を構成した状態における径方向VY)について、目付け量、即ち、この内周側正極活物質層123aの単位面積当たりの重量(mg/cm2 )が等しくされている。本実施形態1では、内周側正極活物質層123aの単位面積当たりの重量は、10mg/cm2 であり、この重量が場所によらず一定となっている。
【0053】
また、この内周側正極活物質層123aは、正極板121の長手方向NY(径方向KY)について、この内周側正極活物質層123aに占める正極活物質全体の重量比(配合比)が等しくされている。本実施形態1では、内周側正極活物質層123aを構成する正極活物質、AB及びPVDFの重量比が、正極活物質:AB:PVDF=85:5:10であり、この重量比が場所によらず一定となっている。
【0054】
加えて、この内周側正極活物質層123aは、前述の内周層Li容量Ca(R)が(R−r)/Rに従って長手方向外側NB(円筒型電極体120を構成した状態における径方向外側VB)ほど大きくなる態様に、複数種の正極活物質(本実施形態1ではLiFePO4 及びLi2MnO3 )の存在比を分布させた分布内周側正極活物質層となっている。
【0055】
ところで、図4に示すように、円筒型電極体120において、軸線AXから半径R(mm)だけ離れた正極集電箔122の部位上に形成された内周側正極活物質層123aの面積Spa(mm2 )は、正極集電箔122及び内周側正極活物質層123aの厚みをそれぞれ無視して円筒面を仮定すれば、内周側正極活物質層123aの幅をW(mm)として、Spa=2πWRで表すことができる。
【0056】
一方、セパレータ141を介してこの内周側正極活物質層123aの径方向内側VA(図4中、下方)に隣在して対向する外周側負極活物質層133bのうち中央部133bgの面積Sqb(mm2 )は、中央部133bgの幅も同じW(mm)となるので、Sqb=2πW(R−r)と表すことができる。
従って、内周側正極活物質層123aと外周側負極活物質層133bの中央部133bgの対向面積比F1は、F1=Spa/Sqb=R/(R−r)となる。この対向面積比F1は、半径Rの関数であるので、半径Rに応じて変化する。具体的には、対向面積比F1は、半径Rが小さいほど(径方向内側VAほど)大きく、半径Rが大きいほど(径方向外側VBほど)小さい。
【0057】
これに対し、本実施形態1の内周側正極活物質層(分布内周側正極活物質層)123aは、内周層Li容量Ca(R)を、対向面積比F1の逆数である(R−r)/Rに従って、長手方向外側NB(径方向外側VB)ほど大きくしている。具体的には、半径Rの部位における内周層Li容量Ca(R)を、最小半径R1の部位における内周層Li容量Ca1を用いて、
Ca(R)=Ca1{R1/(R1−r)}{(R−r)/R} …式(1)
と表すことができる。或いは、内周層Li容量Ca(R)を、最大半径R2の部位における内周層Li容量Ca2を用いて、
Ca(R)=Ca2{R2/(R2−r)}{(R−r)/R} …式(2)
と表すこともできる。
【0058】
このような分布内周側正極活物質層123aは、具体的には、これに含まれる2種類の正極活物質(LiFePO4 及びLi2MnO3 )のうち、活物質Li容量Ckが大きいLi2MnO3 (第2正極活物質)の正極活物質における存在比を、長手方向外側NB(径方向外側VB)ほど大きくして、内周層Li容量Ca(R)を式(1)に従って、長手方向外側NBほど大きくしている。これにより、内周側正極活物質層123aと外周側負極活物質層133b(その中央部133bg)の対向面積比F1が、径方向VYについて異なっているにも拘わらず、内周側正極活物質層123aと外周側負極活物質層133b(その中央部133bg)の容量比D1=(内周層Li容量Ca)/(負極層Li容量Ce)は、半径Rを変化させても変わらない、つまり、径方向VYについて等しくなっている。
【0059】
また、外周側正極活物質層123bも、内周側正極活物質層123aと同様に、正極活物質(本実施形態1ではLiFePO4 及びLi2MnO3 )と、導電剤(本実施形態1ではAB)と、結着剤(本実施形態1ではPVDF)とから形成されている。外周側正極活物質層123bに含まれるLiFePO4 は、前述の第3正極活物質に相当し、外周側正極活物質層123bに含まれるLi2MnO3 は、前述の第4正極活物質に相当する。
また、この外周側正極活物質層123bも、長手方向NY(径方向VY)について、この外周側正極活物質層123bの単位面積当たりの重量(mg/cm2 )が等しくされている。具体的には、単位面積当たりの重量は、内周側正極活物質層123aと同じく、10mg/cm2 であり、この重量が場所によらず一定となっている。
【0060】
また、この外周側正極活物質層123bも、長手方向NY(径方向VY)について、この外周側正極活物質層123bに占める正極活物質全体の重量比(配合比)が等しくされている。具体的には、内周側正極活物質層123aと同様に、正極活物質:AB:PVDF=85:5:10であり、この重量比が場所によらず一定となっている。
【0061】
加えて、この外周側正極活物質層123bは、前述の外周層Li容量Cb(R)が(R+r)/Rに従って長手方向外側NB(径方向外側VB)ほど小さくなる態様に、複数種の正極活物質(本実施形態1では、内周側正極活物質層123aと同様に、LiFePO4 及びLi2MnO3 )の存在比を分布させた分布外周側正極活物質層となっている。
【0062】
図4に示すように、円筒型電極体120において、軸線AXから半径R(mm)だけ離れた正極集電箔122の部位上に形成された外周側正極活物質層123bの面積Spb(mm2 )は、正極集電箔122及び外周側正極活物質層123bの厚みをそれぞれ無視して円筒面を仮定すれば、外周側正極活物質層123bの幅をW(mm)として、Spb=2πWRで表すことができる。
【0063】
一方、セパレータ141を介してこの外周側正極活物質層123bの径方向外側VB(図4中、上方)に隣在して対向する内周側負極活物質層133aのうち中央部133agの面積Sqa(mm2 )は、中央部133agの幅も同じW(mm)となるので、Sqa=2πW(R+r)と表すことができる。
従って、外周側正極活物質層123bと内周側負極活物質層133aの中央部133agの対向面積比F2は、F2=Spb/Sqa=R/(R+r)となる。この対向面積比F2は、半径Rの関数であるので、半径Rに応じて変化する。具体的には、対向面積比F2は、半径Rが小さいほど(径方向内側VAほど)小さく、半径Rが大きいほど(径方向外側VBほど)大きい。
【0064】
これに対し、本実施形態1の外周側正極活物質層(分布外周側正極活物質層)123bは、外周層Li容量Cb(R)を、対向面積比F2の逆数である(R+r)/Rに従って、長手方向外側NB(径方向外側VB)ほど小さくしている。具体的には、半径Rの部位における外周層Li容量Cb(R)を、最小半径R1の部位における外周層Li容量Cb1を用いて、
Cb(R)=Cb1{R1/(R1+r)}{(R+r)/R} …式(3)
と表すことができる。或いは、外周層Li容量CbRを、最大半径R2の部位における外周層Li容量Cb2を用いて、
Cb(R)=Cb2{R2/(R2+r)}{(R+r)/R} …式(4)
と表すこともできる。
【0065】
このような分布外周側正極活物質層123bは、具体的には、これに含まれる2種類の正極活物質(LiFePO4 及びLi2MnO3 )のうち、活物質Li容量Ckが大きいLi2MnO3 (第3正極活物質)の正極活物質における存在比を、長手方向外側NB(径方向外側VB)ほど小さくして、外周層Li容量Cb(R)を式(3)に従って、長手方向外側NBほど小さくしている。これにより、外周側正極活物質層123bと内周側負極活物質層133a(その中央部133ag)の対向面積比F2が、径方向VYについて異なっているにも拘わらず、外周側正極活物質層123bと内周側負極活物質層133a(その中央部133ag)の容量比D2=(外周層Li容量Cb)/(負極層Li容量Ce)は、半径Rを変化させても変わらない、つまり、径方向VYについて等しくなっている。
【0066】
以上で説明したように、本実施形態1に係る電池100では、内周側正極活物質層(分布内周側正極活物質層)123aが、長手方向NYについて、この内周側正極活物質層123aの単位面積当たりの重量が等しくされてなり、また、長手方向NYについて、この内周側正極活物質層123aに占める正極活物質全体の重量比が等しくされてなる。加えて、内周側正極活物質層(分布内周側正極活物質層)123aは、活物質Li容量Ckが互いに異なる複数種(本実施形態1では2種類)の正極活物質を含み、内周層Li容量Caが(R−r)/Rに従って長手方向外側NBほど大きくなる態様に、これらの正極活物質の存在比を分布させてなる。
【0067】
また、外周側正極活物質層(分布外周側正極活物質層)123bは、長手方向NYについて、この外周側正極活物質層123bの単位面積当たりの重量が等しくされてなり、また、長手方向NYについて、この外周側正極活物質層123bに占める正極活物質全体の重量比が等しくされてなる。加えて、外周側正極活物質層(分布外周側正極活物質層)123bは、活物質Li容量Ckが互いに異なる複数種(本実施形態1では2種類)の正極活物質を含み、外周層Li容量Cbが(R+r)/Rに従って長手方向外側NBほど小さくなる態様に、これらの正極活物質の存在比を分布させてなる。
【0068】
この電池100では、正極板121の長手方向NY(円筒型電極体120の径方向VY)について、内周側正極活物質層123aの単位面積当たりの重量を等しくすると共に、この内周側正極活物質層123aに占める正極活物質全体の重量比を等しくしている。これにより、長手方向NY(径方向VY)について、内周側正極活物質層123aの内部抵抗を等しくできる。
【0069】
加えて、長手方向NY(径方向VY)について、内周層Li容量Caが(R−r)/Rに従って長手方向外側NB(径方向外側VB)ほど大きくなる態様に、内周側正極活物質層123aにおける複数種の正極活物質の存在比を分布させている。これにより、内周側正極活物質層123aと外周側負極活物質層133bの対向面積比F1が、径方向VYについて異なっているにも拘わらず、これらの容量比D1は、径方向VYについて等しくされている。
従って、充放電の際、径方向VYについて電流密度に不均一が生じ難くなる。かくして、充放電(特にハイレート充放電)の繰り返しに伴う容量劣化を抑制できる。
【0070】
また、この電池100では、長手方向NY(径方向VY)について、外周側正極活物質層123bの単位面積当たりの重量を等しくすると共に、この外周側正極活物質層123bに占める正極活物質全体の重量比を等しくしている。これにより、長手方向NY(径方向VY)について、外周側正極活物質層123bの内部抵抗を等しくできる。
【0071】
加えて、長手方向NY(径方向VY)について、外周層Li容量Cbが(R+r)/Rに従って長手方向外側NB(径方向外側VB)ほど小さくなる態様に、外周側正極活物質層123bにおける複数種の正極活物質の存在比を分布させている。これにより、外周側正極活物質層123bと内周側負極活物質層133aの対向面積比F2が、径方向VYについて異なっているにも拘わらず、これらの容量比D2は、径方向VYについて等しくされている。
従って、充放電の際、径方向VYについて電流密度に不均一が生じ難くなる。かくして、充放電(特にハイレート充放電)の繰り返しに伴う容量劣化を抑制できる。
【0072】
更に本実施形態1では、分布内周側正極活物質層123aは、複数種の正極活物質として、第1正極活物質(本実施形態1ではLiFePO4 )と、これよりも活物質Li容量Ckが大きい第2正極活物質(本実施形態1ではLi2MnO3 )とを含み、長手方向外側NBほど、これら2種類の正極活物質における第2正極活物質の存在比を大きくしている。また、分布外周側正極活物質層123bは、複数種の正極活物質として、第3正極活物質(本実施形態1ではLiFePO4 )と、これよりも活物質Li容量Ckが大きい第4正極活物質(本実施形態1ではLi2MnO3 )とを含み、長手方向外側NBほど、これら2種類の正極活物質における第4正極活物質の存在比を小さくしている。
【0073】
このようにすることで、分布内周側正極活物質層123a及び分布外周側正極活物質層123bを、それぞれ2種類の正極活物質を用いるだけで容易に形成でき、充放電(特にハイレート充放電)の繰り返しに伴う容量劣化を抑制できる電池100を、容易に構成できる。
【0074】
次いで、上記電池100の製造方法について説明する。
まず、正極板121を製造する。即ち、帯状のアルミニウム箔からなる正極集電箔122を用意する。また、活物質Li容量Ckが小さい方の正極活物質(本実施形態1ではLiFePO4 )を含む低容量正極活物質ペーストKP1と、活物質Li容量Ckが大きい方の正極活物質(本実施形態1ではLi2MnO3 )を含む高容量正極活物質ペーストKP2を、それぞれ作成する(図9参照)。
【0075】
具体的には、LiFePO4 と導電剤(本実施形態1ではAB)と結着剤(本実施形態1ではPVDF)とを、LiFePO4 :AB:PVDF=85:5:10の重量比で、N−メチル−2−ピロリドン(NMP)を分散溶媒として混合して、低容量正極活物質ペーストKP1を作成する。また、Li2MnO3 と導電剤(本実施形態1ではAB)と結着剤(本実施形態1ではPVDF)とを、Li2MnO3 :AB:PVDF=85:5:10の重量比で、NMPを分散溶媒として混合して、高容量正極活物質ペーストKP2を作成する。
【0076】
そして、図9に示すように、ブレードコータにより、正極集電箔122の正極箔内周面122aのうち、正極部121wとなる部位に、低容量正極活物質ペーストKP1及び高容量正極活物質ペースKP2を塗布する。その際、低容量正極活物質ペーストKP1をベースに、塗膜における高容量正極活物質ペーストKP2の割合が徐々に増すように、ブレードBL上に予めこれらの正極活物質ペーストKP1,KP2を配置する。そして、正極活物質ペーストKP1,KP2の塗布を正極集電箔122の長手方向内側NAから開始し、内周層Li容量Ca(R)が(R−r)/Rに従って長手方向外側NB(径方向外側VB)ほど大きくなるようにする。その後、塗布された正極活物質ペーストKP1,KP2を熱風により乾燥させて、長手方向NYに延びる帯状の内周側正極活物質層123aを形成する。
【0077】
また、正極集電箔122の正極箔外周面122bのうち、正極部121wとなる部位にも、低容量正極活物質ペーストKP1及び高容量正極活物質ペーストKP2を塗布する。その際、低容量正極活物質ペーストKP1をベースに、塗膜における高容量正極活物質ペーストKP2の割合が徐々に増すように、ブレードBL上に予めこれらの正極活物質ペーストKP1,KP2を配置する。そして上述とは逆に、正極集電箔122の長手方向外側NBから塗布を開始し、外周層Li容量Cb(R)が(R+r)/Rに従って長手方向内側NA(径方向内側VA)ほど大きくなる、即ち、長手方向外側NB(径方向外側VB)ほど小さくなるようにする。その後、塗布された正極活物質ペーストKP1,KP2を熱風により乾燥させて、長手方向NYに延びる帯状の外周側正極活物質層123bを形成する。
その後、加圧ロールにより、これらの正極活物質層123a,123bを圧縮する。かくして、正極板121が形成される(図6参照)。
【0078】
また別途、負極板131を製造する。即ち、帯状の銅箔からなる負極集電箔132を用意する。また、負極活物質(本実施形態1では天然黒鉛)、結着剤(本実施形態1ではSBR)及び増粘剤(本実施形態1ではCMC)を含む負極活物質ペーストを作成する。具体的には、天然黒鉛とSBRとCMCとを、天然黒鉛:SBR:CMC=95:2.5:2.5の重量比で水中で混合して、負極活物質ペースを作成する。
【0079】
そして、負極集電箔132の負極箔内周面132aのうち、負極部131wとなる部位に、負極活物質ペーストを塗布し、熱風により乾燥させて、長手方向MYに延びる帯状の内周側負極活物質層133aを形成する。また、負極集電箔132の負極箔外周面132bのうち、負極部131wとなる部位にも、負極活物質ペーストを塗布し、熱風により乾燥させて、長手方向MYに延びる帯状の外周側負極活物質層133bを形成する。
【0080】
なお、内周側負極活物質層133a及び外周側負極活物質層133bの負極層Li容量Ceが、それぞれ前述のように、内周側正極活物質層123aの内周層Li容量Ca1及び外周側正極活物質層123bの外周層Li容量Cb2(本実施形態1では共に0.0056mol/mm2 )の1.5倍(0.0084mol/mm2 )となるように、負極活物質ペーストの塗布量を調整する。
その後、加圧ロールにより、これらの負極活物質層133a,133bを圧縮する。かくして、負極板131が形成される(図7参照)。
【0081】
次に、帯状のセパレータ141を用意する。そして、正極板121及び負極板131を、セパレータ141を介して互いに重ね(図5参照)、巻き芯を用いて軸線AX周りに円筒状に捲回して、円筒型電極体120を形成する(図2及び図3参照)。
その後、この円筒型電極体120のうち、正極集電部121mに正極集電部材150を接続(溶接)すると共に、負極集電部131mに負極集電部材160を接続(溶接)する(図1参照)。
【0082】
また別途、有底円筒状のケース本体部材111を用意し、このケース底部111bに負極端子165を溶接する。そして、このケース本体部材111内に、正極集電部材150及び負極集電部材160を接合した円筒型電極体120を挿入する(図1参照)。その後、負極集電部材160のリード部163をケース本体部材111のケース底部111bに溶接する。その後、ケース本体部材111内に電解液117を注液する。その後、ケース本体部材111の開口111hを閉塞する形態に、正極端子155を溶接したケース蓋部材113を、シール部材119を介して加締め固定する。その後は、初期充電や各種検査を行う。かくして、電池100が完成する。
【0083】
(実施例)
次いで、本発明の効果を検証するために行った試験の結果について説明する。実施例として、実施形態1に係るリチウムイオン二次電池100を用意した。また、比較例1〜3として、内周側正極活物質層123a及び外周側正極活物質層123bを変更し、それ以外は実施形態1と同様としたリチウムイオン二次電池を用意した。
【0084】
具体的には、実施例に係る電池100では、内周側正極活物質層123aを、内周層Li容量Caが(R−r)/Rに従って長手方向外側NBほど大きくなる態様に、2種類の正極活物質の存在比を分布させている。これに対し、比較例1に係る電池では、内周側正極活物質層を、内周層Li容量Caが長手方向NYについて等しくなるように、2種類の正極活物質の存在比を場所によらず一定とした。
【0085】
また、実施例に係る電池100では、外周側正極活物質層123bを、外周層Li容量Cbが(R+r)/Rに従って長手方向外側NBほど小さくなる態様に、2種類の正極活物質の存在比を分布させている。これに対し、比較例1に係る電池では、外周側正極活物質層を、外周層Li容量Cbが長手方向NYについて等しくなるように、2種類の正極活物質の存在比を場所によらず一定とした。比較例1に係る電池は、これら以外は実施例に係る電池100と同様である。この比較例1に係る電池では、正極活物質層と負極活物質層の対向面積比F1,F2が径方向VYについて異なるのに伴って、容量比D1,D2も径方向VYについて異なる。
【0086】
また、実施例に係る電池100では、内周側正極活物質層123a及び外周側正極活物質層123bの単位面積当たりの重量を、それぞれ長手方向NYについて等しくしている。これに対し、比較例2に係る電池では、内周側正極活物質層の単位面積当たりの重量を、(R−r)/Rに従って長手方向外側NBほど大きく、具体的には、内周側正極活物質層の厚みを長手方向外側NBほど厚くした。また、外周側正極活物質層の単位面積当たりの重量を、(R+r)/Rに従って長手方向外側NBほど小さく、外周側正極活物質層の厚みを長手方向外側NBほど薄くした。それ以外は、比較例1に係る電池と同様である。なお、この比較例2に係る電池では、正極活物質層と負極活物質層の対向面積比F1,F2が径方向VYについて異なっているにも拘わらず、容量比D1,D2は、径方向VYについて等しい。
【0087】
また、実施形態1に係る電池100では、内周側正極活物質層123a及び外周側正極活物質層123bに占める正極活物質全体の重量比を、それぞれ長手方向NYについて等しくしている。これに対し、比較例3に係る電池では、内周側正極活物質層に占める正極活物質全体の重量比を、(R−r)/Rに従って長手方向外側NBほど大きくした。具体的には、目付け量を一定に維持しつつ、正極活物質の割合を長手方向外側NBほど増加させた。また、外周側正極活物質層に占める正極活物質全体の重量比を、(R+r)/Rに従って長手方向外側NBほど小さくした。具体的には、目付け量を一定に維持しつつ、正極活物質の割合を長手方向外側NBほど減少させた。なお、正極活物質の重量比を変化させるにあたり、結着剤(PVDF)の重量比は変えずに、導電剤(AB)の重量比を変化させた。これら以外は、比較例1に係る電池と同じである。また、この比較例3に係る電池でも、正極活物質層と負極各物質層の対向面積比F1,F2が径方向VYについて異なっているにも拘わらず、容量比D1,D2は、径方向VYについて等しい。
【0088】
これら実施例及び比較例1〜3の各電池について、充放電サイクル試験を行い、電池容量の変化を調べた。
充放電サイクル試験に先立ち、まず、実施例及び比較例1〜3の各電池について、初期工程として、常温環境下で以下の充放電を行った。即ち、定電流−定電圧方式により、正極理論容量から求めた電池容量(Ah)の1/5の電流値(0.2C)で、上限電圧4.1Vまで充電し、更に、定電圧充電で最終電流値が初期の電流値0.2Cの1/5(0.04C)となるまで充電した。その後、定電流方式により、電流値0.2Cで下限電圧3.0Vまで放電させた。この充放電を1サイクルとして、これを5サイクル繰り返し、上限電圧を4.1V、下限電圧を3.0Vとしたときの5サイクル目の電池容量を「初期の電池容量」とした。
【0089】
次に、この初期工程を終えた実施例及び比較例1〜3の各電池について、充放電サイクル試験を行った。具体的には、各電池を45℃の環境下(45℃に設定した恒温槽内)に置いて、定電流方式により、電流値3Cで上限電圧4.1Vとなるまで充電し、その後引き続き、定電流方式により、電流値3Cで下限電圧3.0Vとなるまで放電させた。この充放電を1サイクルとして、これを1000サイクル繰り返した。
【0090】
充放電サイクル試験後は、前述の初期工程と同様にして、実施例及び比較例1〜3の各電池について電池容量をそれぞれ測定し、これを「試験後の電池容量」とした。そして、「初期の電池容量」に対する、「試験後の電池容量」の容量維持率(%)をそれぞれ算出した。その結果を図10に示す。
【0091】
図10のグラフから明らかなように、実施例に係る電池100は、容量維持率が約83%と高かったのに対し、比較例1に係る電池は、容量維持率が約80%、比較例2に係る電池は、容量維持率が約78%、比較例3に係る電池は、容量維持率が約76%であり、これら比較例の電池は、実施例の電池に比して、容量維持率が低かった。
【0092】
比較例1に係る電池で容量維持率が低かった理由は、以下であると考えられる。即ち、比較例1に係る正極活物質層(内周側正極活物質層及び外周側正極活物質層)は、前述したように、2種類の正極活物質も割合を長手方向NY(径方向VY)について変化させていない。一方、正極活物質層と負極活物質層の対向面積比F1,F2は、前述のように、径方向VYについて異なる。このため、対向面積比F1,F2の径方向VYの違いに伴って、容量比D1,D2も径方向VYについて異なる。従って、充放電の際、径方向VYについて電流密度に違いが生じて、容量劣化が進行し易くなると考えられる。
【0093】
また、比較例2に係る電池で容量維持率が低かった理由は、以下であると考えられる。即ち、比較例2の正極活物質層(内周側正極活物質層及び外周側正極活物質層)は、前述したように、単位面積当たりの重量を長手方向NYについて変化させている。これにより、前述のように、容量比D1,D2が径方向VYについて等しくできている。しかしながら、正極活物質層の単位面積当たりの重量を長手方向NYについて変化させると、後述するように、正極活物質層に生じる内部抵抗も長手方向NY(径方向VY)について変化する(図11における比較例2のグラフを参照)。このため、やはり、充放電の際に、径方向VYについて電流密度に違いが生じて、容量劣化が進行し易くなるためと考えられる。
【0094】
また、比較例3に係る電池で容量維持率が低かった理由は、以下であると考えられる。即ち、比較例3の正極活物質層(内周側正極活物質層及び外周側正極活物質層)は、前述したように、正極活物質層に占める正極活物質の重量比を長手方向NYについて変化させている。これにより、前述のように、容量比D1,D2が径方向VYについて等しくできている。しかしながら、正極活物質層に占める正極活物質の重量比を長手方向NYについて変化させると、後述するように、正極活物質層に生じる内部抵抗も長手方向NY(径方向VY)について変化する(図11における比較例3のグラフを参照)。このため、やはり、充放電の際に、径方向VYについて電流密度に違いが生じて、容量劣化が進行し易くなるためと考えられる。
【0095】
以上より、(1)内周側正極活物質層または外周側正極活物質層の単位面積当たりの重量を、長手方向NY(径方向VY)について等しくすると共に、(2)内周側正極活物質層または外周側正極活物質層に占める正極活物質全体の重量比を、長手方向NY(径方向VY)について等しくする。加えて、(3)内周層Li容量Caまたは内周層Li容量Caを、前述のように長手方向NY(径方向VY)に変化させる。これにより、充放電の繰り返しに伴う容量劣化を抑制できることが判る。
【0096】
ここで、実施例及び比較例1〜3の各電池について、軸線AXからの半径R(mm)と内部抵抗の抵抗比との関係を図11に示す。
まず、実施例及び比較例1〜3の各電池について、円筒型電極体のうち、軸線AXから半径R=10mm離れた部位に位置する正極板とその径方向外側VBで対向する負極板とを、直径20mmの大きさで打ち抜く。その後、打ち抜いた正極板から内周側正極活物質層を剥離する(外周側正極活物質層はそのまま残す)と共に、負極板から外周側負極活物質層を剥離する(内周側負極活物質層はそのまま残す)。その後、これらの正極板及び負極板を、円筒型電極体の半径R=10mmの部位における形状と同様となるように屈曲させ、正極板の外周側正極活物質層と負極板の内周側負極活物質層とをセパレータを介して対向させて、コインセルを作製した。
また、各電池ついて、円筒型電極体のうち、軸線AXから半径R=20,30,40,50mm離れた各部位においても、同様に正極板及び負極板を打ち抜いて、同様にコインセルを作製した。
【0097】
また、内部抵抗は、次のようにして測定した。即ち、各コインセルについて、常温環境下で、定電流−定電圧方式により、正極理論容量から求めた電池容量(Ah)の1/5の電流値(0.2C)で、上限電圧4.6Vまで充電し、更に、定電圧充電で最終電流値が初期の電流値0.2Cの1/5(0.04C)となるまで充電した。その後、定電流方式により、電流値を0.2C、1Cまたは3Cとして、30秒間放電させた。また、そのときの電圧変化をそれぞれ測定した。そして、電流値を横軸に電圧変化を縦軸にして、これらのデータをプロットし、これらを結ぶ直線を求めて、その傾きを「内部抵抗」とした。
また、実施例に係る電池(その円筒型電極体)の、半径R=30mmの部位から作製したコインセルの内部抵抗を基準値「1」とし、これとの比較で、各コインセルの内部抵抗の抵抗比を求めた。その結果を図11に示す
【0098】
図11のグラフから明らかなように、実施例及び比較例1に係る各電池は、軸線AXからの半径R(mm)が異なっても、内部抵抗の抵抗比は殆ど変化しない(径方向VYについて内部抵抗が殆ど変化しなかった)。これらに対し、比較例2に係る電池は、軸線AXからの半径R(mm)が大きいほど、内部抵抗の抵抗比が大きかった(径方向外側VBほど内部抵抗が大きかった)。これとは逆に、比較例3に係る電池では、軸線AXからの半径R(mm)が大きいほど、内部抵抗の抵抗比が小さかった(径方向外側VBほど内部抵抗が小さかった)。
【0099】
(実施形態2)
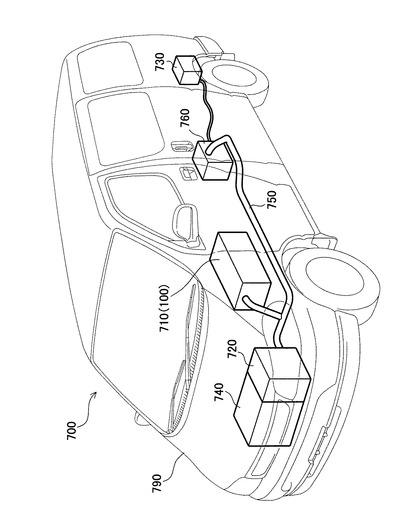
次いで、第2の実施の形態について説明する。本実施形態2に係るハイブリッド自動車(車両)700(以下、単に自動車700とも言う)は、実施形態1に係る電池100を搭載し、この電池100に蓄えた電気エネルギを、駆動源の駆動エネルギの全部または一部として使用するものである(図12参照)。
【0100】
この自動車700は、電池100を複数組み合わせた組電池710を搭載し、エンジン740、フロントモータ720及びリアモータ730を併用して駆動するハイブリッド自動車である。具体的には、この自動車700は、その車体790に、エンジン740と、フロントモータ720及びリアモータ730と、組電池710(電池100)と、ケーブル750と、インバータ760とを搭載する。そして、この自動車700は、組電池710(電池100)に蓄えられた電気エネルギを用いて、フロントモータ720及びリアモータ730を駆動できるように構成されている。
前述したように、電池100は、充放電(特にハイレートでの充放電)の繰り返しに伴う容量劣化を抑制できるので、この自動車700の耐久性を高くできる。
【0101】
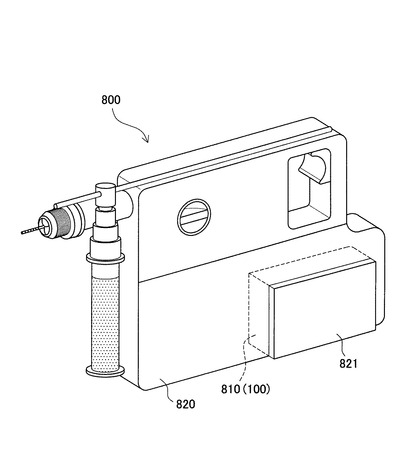
(実施形態3)
次いで、第3の実施の形態について説明する。本実施形態3に係るハンマードリル800は、実施形態1に係る電池100を搭載した電池使用機器である(図13参照)。このハンマードリル800は、本体820の底部821に、電池100を含むバッテリパック810が収容されており、このバッテリパック810を、ドリルを駆動するためのエネルギー源として利用している。
前述したように、電池100は、充放電(特にハイレートでの充放電)の繰り返しに伴う容量劣化を抑制できるので、このハンマードリル800の耐久性を高くできる。
【0102】
以上において、本発明を実施形態に即して説明したが、本発明は上述の実施形態1〜3に限定されるものではなく、その要旨を逸脱しない範囲で、適宜変更して適用できることは言うまでもない。
例えば、実施形態2では、本発明に係る電池100を搭載する車両として、ハイブリッド自動車700を例示したが、車両はこれに限られない。本発明に係る電池を搭載する車両としては、例えば、電気自動車、プラグインハイブリッド自動車、ハイブリッド鉄道車両、フォークリフト、電気車いす、電動アシスト自転車、電動スクータなどが挙げられる。
【0103】
また、実施形態3では、本発明に係る電池100を搭載する電池使用機器して、ハンマードリル800を例示したが、電池使用機器はこれに限られない。本発明に係る電池を搭載する電池使用機器としては、例えば、パーソナルコンピュータ、携帯電話、電池駆動の電動工具、無停電電源装置など、電池で駆動される各種の家電製品、オフィス機器、産業機器などが挙げられる。
【符号の説明】
【0104】
100 リチウムイオン二次電池(電池)
110 電池ケース
120 円筒型電極体
121 正極板
122 正極集電箔
122a 正極箔内周面
122b 正極箔外周面
123a 内周側正極活物質層(分布内周側正極活物質層)
123b 外周側正極活物質層(分布外周側正極活物質層)
132 負極集電箔
132a 負極箔内周面
132b 負極箔外周面
133a 内周側負極活物質層
133b 外周側負極活物質層
141 セパレータ
155 正極端子
165 負極端子
700 ハイブリッド自動車(車両)
710 組電池
800 ハンマードリル(電池使用機器)
810 バッテリパック
KX ケース軸線
AX (円筒型電極体の)軸線
VY (軸線に直交する)径方向
VA (軸線の)径方向内側
VB (軸線の)径方向外側
NY (正極板の)長手方向
NA (正極板の)長手方向内側
NB (正極板の)長手方向外側
MY (負極板の)長手方向
R 半径
r 半径差
【技術分野】
【0001】
本発明は、帯状の正極板と帯状の負極板とが帯状のセパレータを介して互いに重ねられて、軸線周りに円筒状に捲回された円筒型電極体を備えるリチウムイオン二次電池に関する。
【背景技術】
【0002】
従来より、帯状の正極板と帯状の負極板とが帯状のセパレータを介して互いに重ねられて、軸線周りに円筒状に捲回された円筒型電極体を備えるリチウムイオン二次電池(以下、単に電池とも言う)が知られている。例えば、図14に円筒型電極体920の横断面の部分拡大断面図を示すように、正極板921は、金属箔からなる正極集電箔922の両主面上に、それぞれ正極活物質を含む正極活物質層923a,923bを有する。また、負極板931は、金属箔からなる負極集電箔932の両主面上に、それぞれ負極活物質を含む負極活物質層933a,933bを有する。
【0003】
そして、正極活物質層923a,923bのうち、内周側(径方向内側)VA(図14中、下方)に位置する内周側正極活物質層923aと、負極活物質層933a,933bのうち、外周側(径方向外側)VB(図14中、上方)に位置する外周側負極活物質層933bとが、セパレータ941を介して対向している。また、正極活物質層923a,923bのうち、外周側(径方向外側)VBに位置する外周側正極活物質層923bと、負極活物質層933a,933bのうち、内周側(径方向内側)VAに位置する内周側負極活物質層933aとが、セパレータ941を介して対向している。
なお、このような円筒型電極体を備える電池として、例えば特許文献1に開示された電池が挙げられる。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平9−180759号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、従来の円筒型電極体920を備える電池では、充放電(特にハイレートでの充放電)の繰り返しに伴う容量劣化が大きいという問題があった。その理由の1つとして、以下があると考えられる。即ち、円筒型電極体920を備える電池では、セパレータ941を介して対向する内周側正極活物質層923aと外周側負極活物質層933bの対向面積比F1が、例えば円筒型電極体920の最内周部と最外周部で異なるなど、円筒型電極体920の径方向VY(図14中、上下方向)について異なる。同様に、セパレータ941を介して対向する外周側正極活物質層923bと内周側負極活物質層933aの対向面積比F2も、円筒型電極体920の径方向VYについて異なる。
【0006】
具体的に説明すると、図14に示すように、円筒型電極体920の正極集電箔922のうち、円筒型電極体920の軸線AX(図14中、紙面に直交する方向に延びる)からの径方向VYの距離(半径)がR(mm)だけ離れた部位及びこの付近の様子を考える。この軸線AXから半径R(mm)離れた正極集電箔922の部位上に形成された内周側正極活物質層923aの面積Spa(mm2 )は、正極集電箔922及び内周側正極活物質層923aの厚みをそれぞれ無視して円筒面を仮定すれば、内周側正極活物質層923aの幅をW(mm)として、Spa=2πWRで表すことができる。
【0007】
一方、セパレータ941を介してこの内周側正極活物質層923aの径方向内側VA(図14中、下方)に隣在して対向する外周側負極活物質層933bの面積Sqb(mm2 )は、正極集電箔922と負極集電箔932との間隔(径方向VY距離の差)を半径差r(mm)とし、負極集電箔932及び外周側負極活物質層933bの厚みをそれぞれ無視して円筒面を仮定すれば、Sqb=2πW(R−r)と表すことができる。すると、これらの対向面積比F1は、F1=Spa/Sqb=R/(R−r)となる。
【0008】
ここで、例えばr=0.10mmとすると、軸線AXから半径R=10.00mm離れた部位では、この対向面積比F1は、F1=R/(R−r)=1.010となる。一方、軸線AXからR=50.00mm離れた部位では、対向面積比F1は、F1=R/(R−r)=1.002となる。つまり、内周側正極活物質層923aと外周側負極活物質層933bの対向面積比F1は、径方向内側VAほど大きく、径方向外側VBほど小さくなる。
【0009】
次に、外周側正極活物質層923bと内周側負極活物質層933aの対向面積比F2を考える。軸線AXから半径R(mm)だけ離れた正極集電箔922の部位上に形成された外周側正極活物質層923bの面積Spb(mm2 )は、正極集電箔922及び外周側正極活物質層923bの厚みをそれぞれ無視して円筒面を仮定すれば、Spb=2πWRで表すことができる。
【0010】
一方、セパレータ941を介してこの外周側正極活物質層923bの径方向外側VB(図14中、上方)に隣在して対向する内周側負極活物質層933aの面積Sqa(mm2 )は、負極集電箔932及び内周側負極活物質層933aの厚みをそれぞれ無視して円筒面を仮定すれば、Sqa=2πW(R+r)で表すことができる。すると、これらの対向面積比F2は、F2=Spb/Sqa=R/(R+r)となる。
【0011】
ここで、例えばr=0.10mm、半径R=10.00mmとすると、この対向面積比F2は、F2=R/(R+r)=0.990となる。一方、半径R=50.00mmとすると、対向面積比F2は、F2=R/(R+r)=0.998となる。つまり、外周側正極活物質層923bと内周側負極活物質層933aの対向面積比F2は、径方向内側VAほど小さく、径方向外側VBほど大きくなる。
【0012】
そして、これらの対向面積比F1,F2が径方向VYについて異なることにより、リチウムを挿入脱離可能な容量比D1,D2も径方向VYについて異なる。即ち、一様な正極活物質層923a,923b及び一様な負極活物質層933a,933bを形成した場合、単位面積当たりの正極活物質層923a,923bから取り出し得るリチウムイオンの量(容量)は、場所によらず一定である。また、単位面積当たりの負極活物質層933a,933bに挿入し得るリチウムイオンの量(容量)も、場所によらず一定である。
【0013】
このため、内周側正極活物質層923aと外周側負極活物質層933bの対向面積比F1が径方向VYについて異なるので、これに対応して、これらの容量比D1も径方向VYについて異なるものとなる。また、外周側正極活物質層923bと内周側負極活物質層933aの対向面積比F2が径方向VYについて異なるので、これに対応して、これらの容量比D2も径方向VYについて異なるものとなる。すると、この電池を充放電させると、径方向VY及び正極板921の径方向内側VAと径方向外側VBについて、電流密度に不均一が生じて、容量劣化が進行し易くなると考えられる。
【0014】
この問題を解決するため、例えば、正極活物質層923a,923bの単位面積当たりの重量を、径方向VYについて変える(正極板921の長手方向について変える)ことが考えられる。即ち、内周側正極活物質層923aの単位面積当たりの重量を、対向面積比F1の径方向VYの違いを解消すべく、径方向内側VA(長手方向内側)ほど小さく、径方向外側VB(長手方向外側)ほど大きくする。この場合、内周側正極活物質層923aの厚みが、径方向内側VAほど薄く、径方向外側VBほど厚くなる。
【0015】
また逆に、外周側正極活物質層923bの単位面積当たりの重量を、対向面積比F2の径方向VYの違いを解消すべく、径方向内側VA(長手方向内側)ほど大きく、径方向外側VB(長手方向外側)ほど小さくする。この場合、外周側正極活物質層923bの厚みが、径方向内側VAほど厚く、径方向外側VBほど薄くなる。このようにすることで、対向面積比F1,F2が径方向VYについて異なっているにも拘わらず、容量比D1,D2を径方向VYについて等しくできる。
しかしながら、このようにして正極活物質層923a,923bの単位面積当たりの重量を径方向VY(長手方向)について変化させた電池でも、後述するように、充放電の繰り返しに伴う容量劣化が大きいことが判った(図10における比較例2のグラフを参照)。
【0016】
そこで次に、正極活物質層923a,923bに含まれる正極活物質の重量比を、径方向VY(長手方向)について変えることを試みた。即ち、内周側正極活物質層923aに占める正極活物質の重量比を、対向面積比F1の径方向VYの違いを解消すべく、径方向内側VA(長手方向内側)ほど小さく、径方向外側VB(長手方向外側)ほど大きくする。また逆に、外周側正極活物質層923bに占める正極活物質の重量比を、対向面積比F2の径方向VYの違いを解消すべく、径方向内側VA(長手方向内側)ほど大きく、径方向外側VB(長手方向外側)ほど小さくする。このようにすることでも、対向面積比F1,F2が径方向VYについて異なっているにも拘わらず、容量比D1,D2を径方向VYについて等しくできる。
しかしながら、このようにして正極活物質層923a,923bにおける正極活物質の重量比を径方向VY(長手方向)について変化させた電池でも、後述するように、充放電の繰り返しに伴う容量劣化が大きいことが判った(図10における比較例3のグラフを参照)。
【0017】
本発明は、かかる現状に鑑みてなされたものであって、帯状の正極板と帯状の負極板とが帯状のセパレータを介して互いに重ねられて、軸線周りに円筒状に捲回された円筒型電極体を備えるリチウムイオン二次電池において、充放電(特にハイレートでの充放電)の繰り返しに伴う容量劣化を抑制できるリチウムイオン二次電池を提供することを目的とする。
【課題を解決するための手段】
【0018】
上記課題を解決するための本発明の一態様は、帯状の正極板と帯状の負極板とが帯状のセパレータを介して互いに重ねられて、軸線周りに円筒状に捲回されてなる円筒型電極体を備え、前記正極板は、径方向内側を向く正極箔内周面、及び、径方向外側を向く正極箔外周面を有する帯状の正極集電箔と、前記正極箔内周面上に、前記正極板の長手方向に延びる形態に形成された内周側正極活物質層と、前記正極箔外周面上に、前記長手方向に延びる形態に形成された外周側正極活物質層と、を有し、前記負極板は、径方向内側を向く負極箔内周面、及び、径方向外側を向く負極箔外周面を有する帯状の負極集電箔と、前記負極箔内周面上に、前記負極板の長手方向に延びる形態に形成され、前記セパレータを介して前記外周側正極活物質層と対向する内周側負極活物質層と、前記負極箔外周面上に、前記長手方向に延びる形態に形成され、前記セパレータを介して前記内周側正極活物質層と対向する外周側負極活物質層と、を有するリチウムイオン二次電池であって、前記正極板の前記長手方向のうち、前記円筒型電極体を構成した状態において、前記径方向内側に位置する向きを長手方向内側、前記径方向外側に位置する向きを長手方向外側とし、前記円筒型電極体において、前記正極集電箔の任意の位置における、前記軸線からの径方向距離を半径R(mm)とし、前記任意の位置における、前記正極集電箔と前記セパレータを介してこれに隣り合う前記負極集電箔との前記径方向距離の差を半径差r(mm)とし、単位重量当たりの正極活物質から取り出し得るリチウムイオンの量を、活物質Li容量Ck(mol/g)とし、単位面積当たりの前記内周側正極活物質層から取り出し得るリチウムイオンの量を、内周層Li容量Ca(mol/mm2 )とし、単位面積当たりの前記外周側正極活物質層から取り出し得るリチウムイオンの量を、外周層Li容量Cb(mol/mm2 )としたとき、前記内周側正極活物質層及び前記外周側正極活物質層は、前記内周側正極活物質層が、前記活物質Li容量Ckが互いに異なる複数種の正極活物質を含み、前記長手方向について、この内周側正極活物質層の単位面積当たりの重量が等しくされてなり、前記長手方向について、この内周側正極活物質層に占める前記正極活物質全体の重量比が等しくされてなり、かつ、前記内周層Li容量Caが(R−r)/Rに従って前記長手方向外側ほど大きくなる態様に、複数種の前記正極活物質の存在比を分布させた分布内周側正極活物質層である、及び、前記外周側正極活物質層が、前記活物質Li容量Ckが互いに異なる複数種の正極活物質を含み、前記長手方向について、この外周側正極活物質層の単位面積当たりの重量が等しくされてなり、前記長手方向について、この外周側正極活物質層に占める前記正極活物質全体の重量比が等しくされてなり、かつ、前記外周層Li容量Cbが(R+r)/Rに従って前記長手方向外側ほど小さくなる態様に、複数種の前記正極活物質の存在比を分布させた分布外周側正極活物質層である、の少なくともいずれかであるリチウムイオン二次電池である。
【0019】
このリチウムイオン二次電池では、内周側正極活物質層を分布内周側正極活物質層としている。即ち、内周側正極活物質層は、正極板の長手方向(円筒型電極体を構成した状態での径方向)について、この内周側正極活物質層の単位面積当たりの重量を等しくすると共に、この内周側正極活物質層に占める正極活物質全体の重量比を等しくしている。これにより、長手方向(径方向)について、内周側正極活物質層の内部抵抗を等しくできる。
【0020】
加えて、この内周側正極活物質層は、活物質Li容量Ckが互いに異なる複数種の正極活物質を含み、長手方向(径方向)について、内周層Li容量Caが(R−r)/Rに従って長手方向外側(径方向外側)ほど大きくなる態様に、複数種の正極活物質の存在比を分布させている。これにより、内周側正極活物質層と外周側負極活物質層の対向面積比F1が、径方向外側ほど小さくなるにも拘わらず、これらの容量比D1は、径方向について等しくされている。というのも、対向面積比F1は、前述のように、F1=R/(R−r)であるので、内周層Li容量Caを、対向面積比F1の逆数である(R−r)/Rに従って、長手方向外側(径方向外側)ほど大きくすれば、容量比D1は、半径Rが変化しても常に一定となるからである。
かくして、充放電の際、径方向について電流密度に不均一が生じ難くなる。従って、充放電(特にハイレート充放電)の繰り返しに伴う容量劣化を抑制できる。
【0021】
或いは、このリチウムイオン二次電池では、外周側正極活物質層を分布外周側正極活物質層としている。即ち、外周側正極活物質層は、長手方向(径方向)について、この外周側正極活物質層の単位面積当たりの重量を等しくすると共に、この外周側正極活物質層に占める正極活物質全体の重量比を等しくしている。これにより、長手方向(径方向)について、外周側正極活物質層の内部抵抗を等しくできる。
【0022】
加えて、外周側正極活物質層は、活物質Li容量Ckが互いに異なる複数種の正極活物質を含み、長手方向(径方向)について、外周層Li容量Cbが(R+r)/Rに従って長手方向外側(径方向外側)ほど小さくなる態様に、複数種の正極活物質の存在比を分布させている。これにより、外周側正極活物質層と内周側負極活物質層の対向面積比F2が、径方向外側ほど大きくなるにも拘わらず、これらの容量比D2は、径方向について等しくされている。というのも、対向面積比F2は、前述のように、F2=R/(R+r)であるので、外周層Li容量Cbを、対向面積比F2の逆数である(R+r)/Rに従って、長手方向外側(径方向外側)ほど小さくすれば、容量比D2は、半径Rが変化しても常に一定となるからである。
かくして、充放電の際、径方向について電流密度に不均一が生じ難くなる。従って、充放電(特にハイレート充放電)の繰り返しに伴う容量劣化を抑制できる。
【0023】
なお、内周側正極活物質層に用いる複数種の正極活物質と外周側正極活物質層に用いる複数種の正極活物質とは、同じ種類でもよいし、一部または全部が異なる種類でもよい。正極活物質としては、例えば、LiFe2(SO4)2 、LiCoO2 、LiMnPO4 、LiFePO4 、LiNiO2 、LiNixMnyCo(1-x-y)O2 (但し、0<x<1,0<y<1,0<x+y<1)、Li2MnO3 などが挙げられる。なお、これらの正極活物質は、後に例示したものほど、活物質Li容量Ck(単位重量当たりの正極活物質から取り出し得るリチウムイオンの量)が大きい。即ち、これらの正極活物質の中では、LiFe2(SO4)2 が最も活物質Li容量Ckが小さく、Li2MnO3 が最も活物質Li容量Ckが大きい。
【0024】
更に、上記のリチウムイオン二次電池であって、前記分布内周側正極活物質層は、複数種の前記正極活物質として、第1正極活物質と、これよりも前記活物質Li容量Ckが大きい第2正極活物質とを含み、前記長手方向外側ほど、これら2種類の正極活物質における前記第2正極活物質の存在比を大きくしてなり、前記分布外周側正極活物質層は、複数種の前記正極活物質として、第3正極活物質と、これよりも前記活物質Li容量Ckが大きい第4正極活物質とを含み、前記長手方向外側ほど、これら2種類の正極活物質における前記第4正極活物質の存在比を小さくしてなるリチウムイオン二次電池とすると良い。
【0025】
このようにすることで、分布内周側正極活物質層或いは分布外周側正極活物質層を、それぞれ2種類の正極活物質を用いるだけで容易に形成でき、充放電(特にハイレート充放電)の繰り返しに伴う容量劣化を抑制できる電池を、容易に構成できる。
【図面の簡単な説明】
【0026】
【図1】実施形態1に係るリチウムイオン二次電池を示す縦断面図である。
【図2】実施形態1に係り、円筒型電極体を示す斜視図である。
【図3】実施形態1に係り、円筒型電極体の図2の上方から見た平面図である。
【図4】実施形態1に係り、円筒型電極体の横断面の部分拡大断面図である。
【図5】実施形態1に係り、正極板及び負極板をセパレータを介して互いに重ねた状態を示す部分平面図である。
【図6】実施形態1に係り、正極板を示す平面図である。
【図7】実施形態1に係り、負極板を示す平面図である。
【図8】実施形態1に係り、セパレータを示す平面図である。
【図9】実施形態1に係るリチウムイオン二次電池の製造方法に関し、正極集電箔上に正極活物質ペーストを塗布する様子を示す説明図である。
【図10】実施例及び比較例1〜3のリチウムイオン二次電池に関し、充放電サイクル試験後の容量維持率を示すグラフである。
【図11】実施例及び比較例1〜3のリチウムイオン二次電池に関し、軸線からの半径Rと内部抵抗の抵抗比との関係を示すグラフである。
【図12】実施形態2に係るハイブリッド自動車を示す説明図である。
【図13】実施形態3に係るハンマードリルを示す説明図である。
【図14】従来技術に係るリチウムイオン二次電池における円筒型電極体の横断面の部分拡大断面図である。
【発明を実施するための形態】
【0027】
(実施形態1)
以下、本発明の実施の形態を、図面を参照しつつ説明する。図1に、本実施形態1に係るリチウムイオン二次電池100(以下、単に電池100とも言う)を示す。また、図2〜図5に、この電池100を構成する円筒型電極体120及びこれを展開した状態を示す。また、図6〜図8に、円筒型電極体120を構成する正極板121、負極板131及びセパレータ141をぞれぞれ示す。
【0028】
この電池100は、ハイブリッド自動車や電気自動車等の車両や、ハンマードリル等の電池使用機器に搭載される円筒型電池である。この電池100は、円筒型の電池ケース110、この電池ケース110内に収容された円筒型電極体120、この円筒型電極体120に接続された正極集電部材150及び負極集電部材160、電池ケース110に固設された正極端子155及び負極端子165等から構成されている(図1参照)。また、電池ケース110内には、非水系の電解液117が保持されている。
【0029】
このうち、電池ケース110は、金属(本実施形態1ではアルミニウム)により形成されている。この電池ケース110は、そのケース軸線KX方向の一方側KC(図1中、上方)が開口する一方、ケース軸線KX方向の他方側KD(図1中、下方)が閉塞した有底円筒状のケース本体部材111と、このケース本体部材111の開口111hを閉塞する円板状のケース蓋部材113とから構成されている。
【0030】
より具体的には、ケース本体部材111は、ケース軸線KXに沿って一方側筒端部111acから他方側筒端部111adまで延びる円筒状のケース筒部111aと、このケース筒部111aの他方側筒端部111adを閉塞する円板状のケース底部111bとからなる。そして、ケース蓋部材113は、リング状のシール部材119を介して、ケース筒部111aの一方側筒端部111acに加締め固定されている。
【0031】
また、この電池ケース110のうち、ケース筒部111aの他方側筒端部111ad近傍には、電池ケース110の内圧が所定圧力に達した際に破断する非復帰型の安全弁115が設けられている。
また、電池ケース110のうち、ケース軸線KX方向の一方側KCの端部をなすケース蓋部材113の中央には、正極端子155が固設されている。この正極端子155は、外周に雄ねじが形成された円柱状をなし、ケース蓋部材113から一方側KCに突出している。この正極端子155は、ケース蓋部材113及び後述する正極集電部材150を介して、円筒型電極体120の後述する正極集電部121mに電気的に接続されている。
【0032】
一方、電池ケース110のうち、ケース軸線KX方向の他方側KDの端部をなすケース底部111bの中央には、負極端子165が固設されている。この負極端子165も、正極端子155と同様に外周に雄ねじが形成された円柱状をなし、ケース底部111bから他方側KDに突出している。この負極端子165は、ケース底部111b及び後述する負極集電部材160を介して、円筒型電極体120の後述する負極集電部131mに電気的に接続されている。
【0033】
次に、円筒型電極体120について説明する。この円筒型電極体120は、軸線AXを有する円筒状をなし、この軸線AXと前述のケース軸線KXとが一致する形態で、電池ケース110内に収容されている(図1参照)。この円筒型電極体120は、帯状の正極板121(図6参照)と帯状の負極板131(図7参照)とが、帯状のセパレータ141(図8参照)を介して互いに重ねられて(図5参照)、軸線AX周りに円筒状に捲回されたものである(図2及び図3参照)。
【0034】
正極板121(図6参照)は、芯材として、帯状のアルミニウム箔からなる正極集電箔122を有する。この正極集電箔122は、円筒型電極体120を構成した状態において、軸線AXの径方向内側VAを向く主面である正極箔内周面122aと、軸線AXの径方向外側VBを向く主面である正極箔外周面122bとを有する。
【0035】
このうち正極箔内周面122a上には、正極活物質層(内周側正極活物質層)123aが形成されている。この内周側正極活物質層123aは、正極箔内周面122aのうち幅方向EY(図5及び図6中、上下方向)の一部に形成され、正極板121の長手方向NY(図5及び図6中、左右方向)に延びる帯状をなす。この内周側正極活物質層123aは、その全域がセパレータ141を介して、負極板131の後述する外周側負極活物質層133bと対向している(図4及び図5参照)。
【0036】
また、正極箔外周面122b上にも、正極活物質層(外周側正極活物質層)123bが形成されている。この外周側正極活物質層123bは、正極箔外周面122bのうち幅方向EYの一部に形成され、長手方向NYに延びる帯状をなす。この外周側正極活物質層123bは、その全域がセパレータ141を介して、負極板131の後述する内周側負極活物質層133aと対向している(図4及び図5参照)。なお、これら内周側正極活物質層123a及び外周側正極活物質層123bの詳細ついては後述する。
【0037】
正極板121のうち、自身の厚み方向に正極集電箔122、内周側正極活物質層123a及び外周側正極活物質層123bが存在する帯状の部位が、正極部121wである。また、正極板121に正極部121wを設けたことに伴い、正極集電箔122のうち、幅方向EYの片方の端部(図5及び図6中、上方)は、長手方向NYに帯状に延び、自身の厚み方向に正極活物質層123a,123bが存在しない正極集電部121mとなっている。円筒型電極体120において、この正極集電部121mの幅方向EYの一部は、セパレータ141から軸線AX方向の一方側ACに渦巻き状をなして突出しており(図1及び図2参照)、正極集電部材150と接続している。
【0038】
この正極集電部材150は、円板状をなす集電板部151と、この集電板部151からケース軸線KX方向の一方側KC(軸線AX方向の一方側AC、図1中、上方)に延びるリード部153とからなる(図1参照)。集電板部151のうち、ケース軸線KX方向の他方側KD(軸線AX方向の他方側AD、図1中、下方)の主面151dには、前述した正極板121の正極集電部121mが接合されている。一方で、リード部153は、ケース蓋部材113のうち、他方側KD(他方側AD)の主面113dに当接している。これにより、円筒型電極体120の正極板121(正極集電部121m)と、ケース蓋部材113に立設された前述の正極端子155とが電気的に接続されている。
【0039】
次に、負極板131について説明する(図7参照)。負極板131は、芯材として、帯状の銅箔からなる負極集電箔132を有する。この負極集電箔132は、円筒型電極体120を構成した状態において、軸線AXの径方向内側VAを向く主面である負極箔内周面132aと、軸線AXの径方向外側VBを向く主面である負極箔外周面132bとを有する。
【0040】
このうち負極箔内周面132a上には、負極活物質層(内周側負極活物質層)133aが形成されている。この内周側負極活物質層133aは、負極箔内周面132aのうち幅方向FY(図5及び図7中、上下方向)の一部に形成され、負極板131の長手方向MY(図5及び図7中、左右方向)に延びる帯状をなす。この内周側負極活物質層133aのうち、幅方向FYの両端部を除く幅方向FYの中央部133agは、セパレータ141を介して、正極板121の外周側正極活物質層123bと対向している(図4及び図5参照)。
【0041】
また、負極箔外周面132b上にも、負極活物質層(外周側負極活物質層)133bが形成されている。この外周側負極活物質層133bは、負極箔外周面132bのうち幅方向FYの一部に形成され、長手方向MYに延びる帯状をなす。この外周側負極活物質層133bのうち、幅方向FYの両端部を除く幅方向FYの中央部133bgは、セパレータ141を介して、正極板121の内周側正極活物質層123aと対向している(図4及び図5参照)。
【0042】
これらの負極活物質層133a,133bは、いずれも、負極活物質(本実施形態1では天然黒鉛)と、結着剤(本実施形態1ではスチレン・ブタジエン共重合体(SBR))と、増粘剤(本実施形態1ではカルボキシメチルセルロース(CMC))とから形成されている。これらの重量比(配合比)は、天然黒鉛:SBR:CMC=95:2.5:2.5であり、この重量比は場所によらず一定となっている。
【0043】
また、これらの負極活物質層133a,133bは、いずれも、単位面積当たりの重量が場所によらず一定であり、また、その厚みが場所によらず一定となっている。従って、単位面積当たりの負極活物質層133a,133bに挿入可能なリチウムイオンの容量を、負極層Li容量Ce(mol/mm2 )としたとき、この負極層Li容量Ce(mol/mm2 )も、場所によらず一定となっている。本実施形態1では、この負極層Li容量Ceは、後述する内周側正極活物質層123aの内周層Li容量Ca(R1)及び外周側正極活物質層123bの外周層Li容量Cb(R2)(本実施形態1では共に0.0056mol/mm2 )の1.5倍である0.0084mol/mm2 となっている。
【0044】
負極板131のうち、自身の厚み方向に負極集電箔132、内周側負極活物質層133a及び外周側負極活物質層133bが存在する帯状の部位が、負極部131wである。また、負極板131に負極部131wを設けたことに伴い、負極集電箔132のうち、幅方向FYの片方の端部(図5及び図7中、下方)は、長手方向MYに帯状に延び、自身の厚み方向に負極活物質層133a,133bが存在しない負極集電部131mとなっている。円筒型電極体120において、この負極集電部131mの幅方向の一部は、セパレータ141から軸線AX方向の他方側ADに渦巻き状をなして突出しており(図1及び図2参照)、負極集電部材160と接続している。
【0045】
この負極集電部材160は、円板状をなす集電板部161、この集電板部161から他方側KD(他方側AD、図1中、下方)に延びるリード部163とからなる(図1参照)。集電板部161のうち、一方側KC(一方側AC、図1中、上方)の主面161cには、前述した負極板131の負極集電部131mが接合されている。一方で、リード部163は、ケース本体部材111のケース底部111bのうち、一方側KC(一方側AC)の主面111bcに当接している。これにより、円筒型電極体120の負極板131(負極集電部131m)と、ケース底部111bに立設された前述の負極端子165とが電気的に接続されている。
【0046】
セパレータ141,141は、いずれも、ポリエチレン(PE)層とポリプロピレン(PP)層とが積層された樹脂製の多孔質膜であり、帯状をなす(図4、図5及び図8参照)。
【0047】
ここで、正極板121の長手方向NYのうち、円筒型電極体120を構成した状態において、径方向内側VAに位置する向きを長手方向内側NA、径方向外側VBに位置する向きを長手方向外側NBとする(図5及び図6参照)。
また、円筒型電極体120において、正極集電箔122の任意の位置における、軸線AXからの径方向VYの距離を半径R(mm)とする(図3及び図4参照)。また、円筒型電極体120において、正極集電箔122の任意に位置における、正極集電箔122とセパレータ141を介してこれに隣り合う負極集電箔132との径方向VYの距離の差(円筒型電極体120を構成した状態での正極集電箔122と負極集電箔132との間隔(厚み方向の中心間距離))を半径差r(mm)とする。本実施形態1では、半径差r=0.10mmである。
【0048】
また、円筒型電極体120において、正極集電箔122の長手方向内側NA(径方向内側VA)の端部における、軸線AXからの径方向VY距離を、最小半径R1(mm)とする(図3参照)。本実施形態1では、最小半径R1=10.00mmである。また、円筒型電極体120において、正極集電箔122の長手方向外側NB(径方向外側VB)の端部における、軸線AXからの径方向VY距離を、最大半径R2(mm)とする(図3参照)。本実施形態1では、最大半径R2=50.00mmである。
【0049】
また、半径Rの部位における、単位面積当たりの内周側正極活物質層123aから取り出し得るリチウムイオンの量を、内周層Li容量Ca(R)(mol/mm2 )とする。
そして、最小半径R1の部位における内周層Li容量を、Ca(R1)=Ca1(mol/mm2 )とし、最大半径R2の部位における内周層Li容量を、Ca(R2)=Ca2(mol/mm2 )とする。本実施形態1では、内周層Li容量Ca1=0.0056mol/mm2 であり、内周層Li容量Ca2=0.0060mol/mm2 である。
【0050】
また、半径Rの部位における、単位面積当たりの外周側正極活物質層123bから取り出し得るリチウムイオンの量を、外周層Li容量Cb(R)(mol/mm2 )とする。
そして、最小半径R1の部位における外周層Li容量を、Cb(R1)=Cb1(mol/mm2 )とし、最大半径R2の部位における外周層Li容量を、Cb(R2)=Cb2(mol/mm2 )とする。本実施形態1では、外周層Li容量Cb1=0.0060mol/mm2 (前述の内周層Li容量Ca2に等しい)であり、外周層Li容量Cb2=0.0056mol/mm2 (前述の内周層Li容量Ca1に等しい)である。
【0051】
前述の内周側正極活物質層123aは、次述する正極活物質と、導電剤(本実施形態1ではアセチレンブラック(AB))と、結着剤(本実施形態1ではポリフッ化ビニリデン(PVDF))とから形成されている。単位重量当たりの正極活物質から取り出し得るリチウムイオンの量を、活物質Li容量Ck(mol/g)としたとき、本実施形態1では、正極活物質として、この活物質Li容量Ckが互いに異なる複数種(本実施形態1では2種類)の正極活物質を用いている。具体的には、これら2種類の正極活物質として、前述の第1正極活物質に相当するLiFePO4 (Ck=0.006mol/g)と、これよりも活物質Li容量Ckが大きく、前述の第2正極活物質に相当するLi2MnO3 (Ck=0.018mol/g)を用いた。これらの正極活物質の内周側正極活物質層123aにおける存在比については後述する。
【0052】
また、この内周側正極活物質層123aは、正極板121の長手方向NY(円筒型電極体120を構成した状態における径方向VY)について、目付け量、即ち、この内周側正極活物質層123aの単位面積当たりの重量(mg/cm2 )が等しくされている。本実施形態1では、内周側正極活物質層123aの単位面積当たりの重量は、10mg/cm2 であり、この重量が場所によらず一定となっている。
【0053】
また、この内周側正極活物質層123aは、正極板121の長手方向NY(径方向KY)について、この内周側正極活物質層123aに占める正極活物質全体の重量比(配合比)が等しくされている。本実施形態1では、内周側正極活物質層123aを構成する正極活物質、AB及びPVDFの重量比が、正極活物質:AB:PVDF=85:5:10であり、この重量比が場所によらず一定となっている。
【0054】
加えて、この内周側正極活物質層123aは、前述の内周層Li容量Ca(R)が(R−r)/Rに従って長手方向外側NB(円筒型電極体120を構成した状態における径方向外側VB)ほど大きくなる態様に、複数種の正極活物質(本実施形態1ではLiFePO4 及びLi2MnO3 )の存在比を分布させた分布内周側正極活物質層となっている。
【0055】
ところで、図4に示すように、円筒型電極体120において、軸線AXから半径R(mm)だけ離れた正極集電箔122の部位上に形成された内周側正極活物質層123aの面積Spa(mm2 )は、正極集電箔122及び内周側正極活物質層123aの厚みをそれぞれ無視して円筒面を仮定すれば、内周側正極活物質層123aの幅をW(mm)として、Spa=2πWRで表すことができる。
【0056】
一方、セパレータ141を介してこの内周側正極活物質層123aの径方向内側VA(図4中、下方)に隣在して対向する外周側負極活物質層133bのうち中央部133bgの面積Sqb(mm2 )は、中央部133bgの幅も同じW(mm)となるので、Sqb=2πW(R−r)と表すことができる。
従って、内周側正極活物質層123aと外周側負極活物質層133bの中央部133bgの対向面積比F1は、F1=Spa/Sqb=R/(R−r)となる。この対向面積比F1は、半径Rの関数であるので、半径Rに応じて変化する。具体的には、対向面積比F1は、半径Rが小さいほど(径方向内側VAほど)大きく、半径Rが大きいほど(径方向外側VBほど)小さい。
【0057】
これに対し、本実施形態1の内周側正極活物質層(分布内周側正極活物質層)123aは、内周層Li容量Ca(R)を、対向面積比F1の逆数である(R−r)/Rに従って、長手方向外側NB(径方向外側VB)ほど大きくしている。具体的には、半径Rの部位における内周層Li容量Ca(R)を、最小半径R1の部位における内周層Li容量Ca1を用いて、
Ca(R)=Ca1{R1/(R1−r)}{(R−r)/R} …式(1)
と表すことができる。或いは、内周層Li容量Ca(R)を、最大半径R2の部位における内周層Li容量Ca2を用いて、
Ca(R)=Ca2{R2/(R2−r)}{(R−r)/R} …式(2)
と表すこともできる。
【0058】
このような分布内周側正極活物質層123aは、具体的には、これに含まれる2種類の正極活物質(LiFePO4 及びLi2MnO3 )のうち、活物質Li容量Ckが大きいLi2MnO3 (第2正極活物質)の正極活物質における存在比を、長手方向外側NB(径方向外側VB)ほど大きくして、内周層Li容量Ca(R)を式(1)に従って、長手方向外側NBほど大きくしている。これにより、内周側正極活物質層123aと外周側負極活物質層133b(その中央部133bg)の対向面積比F1が、径方向VYについて異なっているにも拘わらず、内周側正極活物質層123aと外周側負極活物質層133b(その中央部133bg)の容量比D1=(内周層Li容量Ca)/(負極層Li容量Ce)は、半径Rを変化させても変わらない、つまり、径方向VYについて等しくなっている。
【0059】
また、外周側正極活物質層123bも、内周側正極活物質層123aと同様に、正極活物質(本実施形態1ではLiFePO4 及びLi2MnO3 )と、導電剤(本実施形態1ではAB)と、結着剤(本実施形態1ではPVDF)とから形成されている。外周側正極活物質層123bに含まれるLiFePO4 は、前述の第3正極活物質に相当し、外周側正極活物質層123bに含まれるLi2MnO3 は、前述の第4正極活物質に相当する。
また、この外周側正極活物質層123bも、長手方向NY(径方向VY)について、この外周側正極活物質層123bの単位面積当たりの重量(mg/cm2 )が等しくされている。具体的には、単位面積当たりの重量は、内周側正極活物質層123aと同じく、10mg/cm2 であり、この重量が場所によらず一定となっている。
【0060】
また、この外周側正極活物質層123bも、長手方向NY(径方向VY)について、この外周側正極活物質層123bに占める正極活物質全体の重量比(配合比)が等しくされている。具体的には、内周側正極活物質層123aと同様に、正極活物質:AB:PVDF=85:5:10であり、この重量比が場所によらず一定となっている。
【0061】
加えて、この外周側正極活物質層123bは、前述の外周層Li容量Cb(R)が(R+r)/Rに従って長手方向外側NB(径方向外側VB)ほど小さくなる態様に、複数種の正極活物質(本実施形態1では、内周側正極活物質層123aと同様に、LiFePO4 及びLi2MnO3 )の存在比を分布させた分布外周側正極活物質層となっている。
【0062】
図4に示すように、円筒型電極体120において、軸線AXから半径R(mm)だけ離れた正極集電箔122の部位上に形成された外周側正極活物質層123bの面積Spb(mm2 )は、正極集電箔122及び外周側正極活物質層123bの厚みをそれぞれ無視して円筒面を仮定すれば、外周側正極活物質層123bの幅をW(mm)として、Spb=2πWRで表すことができる。
【0063】
一方、セパレータ141を介してこの外周側正極活物質層123bの径方向外側VB(図4中、上方)に隣在して対向する内周側負極活物質層133aのうち中央部133agの面積Sqa(mm2 )は、中央部133agの幅も同じW(mm)となるので、Sqa=2πW(R+r)と表すことができる。
従って、外周側正極活物質層123bと内周側負極活物質層133aの中央部133agの対向面積比F2は、F2=Spb/Sqa=R/(R+r)となる。この対向面積比F2は、半径Rの関数であるので、半径Rに応じて変化する。具体的には、対向面積比F2は、半径Rが小さいほど(径方向内側VAほど)小さく、半径Rが大きいほど(径方向外側VBほど)大きい。
【0064】
これに対し、本実施形態1の外周側正極活物質層(分布外周側正極活物質層)123bは、外周層Li容量Cb(R)を、対向面積比F2の逆数である(R+r)/Rに従って、長手方向外側NB(径方向外側VB)ほど小さくしている。具体的には、半径Rの部位における外周層Li容量Cb(R)を、最小半径R1の部位における外周層Li容量Cb1を用いて、
Cb(R)=Cb1{R1/(R1+r)}{(R+r)/R} …式(3)
と表すことができる。或いは、外周層Li容量CbRを、最大半径R2の部位における外周層Li容量Cb2を用いて、
Cb(R)=Cb2{R2/(R2+r)}{(R+r)/R} …式(4)
と表すこともできる。
【0065】
このような分布外周側正極活物質層123bは、具体的には、これに含まれる2種類の正極活物質(LiFePO4 及びLi2MnO3 )のうち、活物質Li容量Ckが大きいLi2MnO3 (第3正極活物質)の正極活物質における存在比を、長手方向外側NB(径方向外側VB)ほど小さくして、外周層Li容量Cb(R)を式(3)に従って、長手方向外側NBほど小さくしている。これにより、外周側正極活物質層123bと内周側負極活物質層133a(その中央部133ag)の対向面積比F2が、径方向VYについて異なっているにも拘わらず、外周側正極活物質層123bと内周側負極活物質層133a(その中央部133ag)の容量比D2=(外周層Li容量Cb)/(負極層Li容量Ce)は、半径Rを変化させても変わらない、つまり、径方向VYについて等しくなっている。
【0066】
以上で説明したように、本実施形態1に係る電池100では、内周側正極活物質層(分布内周側正極活物質層)123aが、長手方向NYについて、この内周側正極活物質層123aの単位面積当たりの重量が等しくされてなり、また、長手方向NYについて、この内周側正極活物質層123aに占める正極活物質全体の重量比が等しくされてなる。加えて、内周側正極活物質層(分布内周側正極活物質層)123aは、活物質Li容量Ckが互いに異なる複数種(本実施形態1では2種類)の正極活物質を含み、内周層Li容量Caが(R−r)/Rに従って長手方向外側NBほど大きくなる態様に、これらの正極活物質の存在比を分布させてなる。
【0067】
また、外周側正極活物質層(分布外周側正極活物質層)123bは、長手方向NYについて、この外周側正極活物質層123bの単位面積当たりの重量が等しくされてなり、また、長手方向NYについて、この外周側正極活物質層123bに占める正極活物質全体の重量比が等しくされてなる。加えて、外周側正極活物質層(分布外周側正極活物質層)123bは、活物質Li容量Ckが互いに異なる複数種(本実施形態1では2種類)の正極活物質を含み、外周層Li容量Cbが(R+r)/Rに従って長手方向外側NBほど小さくなる態様に、これらの正極活物質の存在比を分布させてなる。
【0068】
この電池100では、正極板121の長手方向NY(円筒型電極体120の径方向VY)について、内周側正極活物質層123aの単位面積当たりの重量を等しくすると共に、この内周側正極活物質層123aに占める正極活物質全体の重量比を等しくしている。これにより、長手方向NY(径方向VY)について、内周側正極活物質層123aの内部抵抗を等しくできる。
【0069】
加えて、長手方向NY(径方向VY)について、内周層Li容量Caが(R−r)/Rに従って長手方向外側NB(径方向外側VB)ほど大きくなる態様に、内周側正極活物質層123aにおける複数種の正極活物質の存在比を分布させている。これにより、内周側正極活物質層123aと外周側負極活物質層133bの対向面積比F1が、径方向VYについて異なっているにも拘わらず、これらの容量比D1は、径方向VYについて等しくされている。
従って、充放電の際、径方向VYについて電流密度に不均一が生じ難くなる。かくして、充放電(特にハイレート充放電)の繰り返しに伴う容量劣化を抑制できる。
【0070】
また、この電池100では、長手方向NY(径方向VY)について、外周側正極活物質層123bの単位面積当たりの重量を等しくすると共に、この外周側正極活物質層123bに占める正極活物質全体の重量比を等しくしている。これにより、長手方向NY(径方向VY)について、外周側正極活物質層123bの内部抵抗を等しくできる。
【0071】
加えて、長手方向NY(径方向VY)について、外周層Li容量Cbが(R+r)/Rに従って長手方向外側NB(径方向外側VB)ほど小さくなる態様に、外周側正極活物質層123bにおける複数種の正極活物質の存在比を分布させている。これにより、外周側正極活物質層123bと内周側負極活物質層133aの対向面積比F2が、径方向VYについて異なっているにも拘わらず、これらの容量比D2は、径方向VYについて等しくされている。
従って、充放電の際、径方向VYについて電流密度に不均一が生じ難くなる。かくして、充放電(特にハイレート充放電)の繰り返しに伴う容量劣化を抑制できる。
【0072】
更に本実施形態1では、分布内周側正極活物質層123aは、複数種の正極活物質として、第1正極活物質(本実施形態1ではLiFePO4 )と、これよりも活物質Li容量Ckが大きい第2正極活物質(本実施形態1ではLi2MnO3 )とを含み、長手方向外側NBほど、これら2種類の正極活物質における第2正極活物質の存在比を大きくしている。また、分布外周側正極活物質層123bは、複数種の正極活物質として、第3正極活物質(本実施形態1ではLiFePO4 )と、これよりも活物質Li容量Ckが大きい第4正極活物質(本実施形態1ではLi2MnO3 )とを含み、長手方向外側NBほど、これら2種類の正極活物質における第4正極活物質の存在比を小さくしている。
【0073】
このようにすることで、分布内周側正極活物質層123a及び分布外周側正極活物質層123bを、それぞれ2種類の正極活物質を用いるだけで容易に形成でき、充放電(特にハイレート充放電)の繰り返しに伴う容量劣化を抑制できる電池100を、容易に構成できる。
【0074】
次いで、上記電池100の製造方法について説明する。
まず、正極板121を製造する。即ち、帯状のアルミニウム箔からなる正極集電箔122を用意する。また、活物質Li容量Ckが小さい方の正極活物質(本実施形態1ではLiFePO4 )を含む低容量正極活物質ペーストKP1と、活物質Li容量Ckが大きい方の正極活物質(本実施形態1ではLi2MnO3 )を含む高容量正極活物質ペーストKP2を、それぞれ作成する(図9参照)。
【0075】
具体的には、LiFePO4 と導電剤(本実施形態1ではAB)と結着剤(本実施形態1ではPVDF)とを、LiFePO4 :AB:PVDF=85:5:10の重量比で、N−メチル−2−ピロリドン(NMP)を分散溶媒として混合して、低容量正極活物質ペーストKP1を作成する。また、Li2MnO3 と導電剤(本実施形態1ではAB)と結着剤(本実施形態1ではPVDF)とを、Li2MnO3 :AB:PVDF=85:5:10の重量比で、NMPを分散溶媒として混合して、高容量正極活物質ペーストKP2を作成する。
【0076】
そして、図9に示すように、ブレードコータにより、正極集電箔122の正極箔内周面122aのうち、正極部121wとなる部位に、低容量正極活物質ペーストKP1及び高容量正極活物質ペースKP2を塗布する。その際、低容量正極活物質ペーストKP1をベースに、塗膜における高容量正極活物質ペーストKP2の割合が徐々に増すように、ブレードBL上に予めこれらの正極活物質ペーストKP1,KP2を配置する。そして、正極活物質ペーストKP1,KP2の塗布を正極集電箔122の長手方向内側NAから開始し、内周層Li容量Ca(R)が(R−r)/Rに従って長手方向外側NB(径方向外側VB)ほど大きくなるようにする。その後、塗布された正極活物質ペーストKP1,KP2を熱風により乾燥させて、長手方向NYに延びる帯状の内周側正極活物質層123aを形成する。
【0077】
また、正極集電箔122の正極箔外周面122bのうち、正極部121wとなる部位にも、低容量正極活物質ペーストKP1及び高容量正極活物質ペーストKP2を塗布する。その際、低容量正極活物質ペーストKP1をベースに、塗膜における高容量正極活物質ペーストKP2の割合が徐々に増すように、ブレードBL上に予めこれらの正極活物質ペーストKP1,KP2を配置する。そして上述とは逆に、正極集電箔122の長手方向外側NBから塗布を開始し、外周層Li容量Cb(R)が(R+r)/Rに従って長手方向内側NA(径方向内側VA)ほど大きくなる、即ち、長手方向外側NB(径方向外側VB)ほど小さくなるようにする。その後、塗布された正極活物質ペーストKP1,KP2を熱風により乾燥させて、長手方向NYに延びる帯状の外周側正極活物質層123bを形成する。
その後、加圧ロールにより、これらの正極活物質層123a,123bを圧縮する。かくして、正極板121が形成される(図6参照)。
【0078】
また別途、負極板131を製造する。即ち、帯状の銅箔からなる負極集電箔132を用意する。また、負極活物質(本実施形態1では天然黒鉛)、結着剤(本実施形態1ではSBR)及び増粘剤(本実施形態1ではCMC)を含む負極活物質ペーストを作成する。具体的には、天然黒鉛とSBRとCMCとを、天然黒鉛:SBR:CMC=95:2.5:2.5の重量比で水中で混合して、負極活物質ペースを作成する。
【0079】
そして、負極集電箔132の負極箔内周面132aのうち、負極部131wとなる部位に、負極活物質ペーストを塗布し、熱風により乾燥させて、長手方向MYに延びる帯状の内周側負極活物質層133aを形成する。また、負極集電箔132の負極箔外周面132bのうち、負極部131wとなる部位にも、負極活物質ペーストを塗布し、熱風により乾燥させて、長手方向MYに延びる帯状の外周側負極活物質層133bを形成する。
【0080】
なお、内周側負極活物質層133a及び外周側負極活物質層133bの負極層Li容量Ceが、それぞれ前述のように、内周側正極活物質層123aの内周層Li容量Ca1及び外周側正極活物質層123bの外周層Li容量Cb2(本実施形態1では共に0.0056mol/mm2 )の1.5倍(0.0084mol/mm2 )となるように、負極活物質ペーストの塗布量を調整する。
その後、加圧ロールにより、これらの負極活物質層133a,133bを圧縮する。かくして、負極板131が形成される(図7参照)。
【0081】
次に、帯状のセパレータ141を用意する。そして、正極板121及び負極板131を、セパレータ141を介して互いに重ね(図5参照)、巻き芯を用いて軸線AX周りに円筒状に捲回して、円筒型電極体120を形成する(図2及び図3参照)。
その後、この円筒型電極体120のうち、正極集電部121mに正極集電部材150を接続(溶接)すると共に、負極集電部131mに負極集電部材160を接続(溶接)する(図1参照)。
【0082】
また別途、有底円筒状のケース本体部材111を用意し、このケース底部111bに負極端子165を溶接する。そして、このケース本体部材111内に、正極集電部材150及び負極集電部材160を接合した円筒型電極体120を挿入する(図1参照)。その後、負極集電部材160のリード部163をケース本体部材111のケース底部111bに溶接する。その後、ケース本体部材111内に電解液117を注液する。その後、ケース本体部材111の開口111hを閉塞する形態に、正極端子155を溶接したケース蓋部材113を、シール部材119を介して加締め固定する。その後は、初期充電や各種検査を行う。かくして、電池100が完成する。
【0083】
(実施例)
次いで、本発明の効果を検証するために行った試験の結果について説明する。実施例として、実施形態1に係るリチウムイオン二次電池100を用意した。また、比較例1〜3として、内周側正極活物質層123a及び外周側正極活物質層123bを変更し、それ以外は実施形態1と同様としたリチウムイオン二次電池を用意した。
【0084】
具体的には、実施例に係る電池100では、内周側正極活物質層123aを、内周層Li容量Caが(R−r)/Rに従って長手方向外側NBほど大きくなる態様に、2種類の正極活物質の存在比を分布させている。これに対し、比較例1に係る電池では、内周側正極活物質層を、内周層Li容量Caが長手方向NYについて等しくなるように、2種類の正極活物質の存在比を場所によらず一定とした。
【0085】
また、実施例に係る電池100では、外周側正極活物質層123bを、外周層Li容量Cbが(R+r)/Rに従って長手方向外側NBほど小さくなる態様に、2種類の正極活物質の存在比を分布させている。これに対し、比較例1に係る電池では、外周側正極活物質層を、外周層Li容量Cbが長手方向NYについて等しくなるように、2種類の正極活物質の存在比を場所によらず一定とした。比較例1に係る電池は、これら以外は実施例に係る電池100と同様である。この比較例1に係る電池では、正極活物質層と負極活物質層の対向面積比F1,F2が径方向VYについて異なるのに伴って、容量比D1,D2も径方向VYについて異なる。
【0086】
また、実施例に係る電池100では、内周側正極活物質層123a及び外周側正極活物質層123bの単位面積当たりの重量を、それぞれ長手方向NYについて等しくしている。これに対し、比較例2に係る電池では、内周側正極活物質層の単位面積当たりの重量を、(R−r)/Rに従って長手方向外側NBほど大きく、具体的には、内周側正極活物質層の厚みを長手方向外側NBほど厚くした。また、外周側正極活物質層の単位面積当たりの重量を、(R+r)/Rに従って長手方向外側NBほど小さく、外周側正極活物質層の厚みを長手方向外側NBほど薄くした。それ以外は、比較例1に係る電池と同様である。なお、この比較例2に係る電池では、正極活物質層と負極活物質層の対向面積比F1,F2が径方向VYについて異なっているにも拘わらず、容量比D1,D2は、径方向VYについて等しい。
【0087】
また、実施形態1に係る電池100では、内周側正極活物質層123a及び外周側正極活物質層123bに占める正極活物質全体の重量比を、それぞれ長手方向NYについて等しくしている。これに対し、比較例3に係る電池では、内周側正極活物質層に占める正極活物質全体の重量比を、(R−r)/Rに従って長手方向外側NBほど大きくした。具体的には、目付け量を一定に維持しつつ、正極活物質の割合を長手方向外側NBほど増加させた。また、外周側正極活物質層に占める正極活物質全体の重量比を、(R+r)/Rに従って長手方向外側NBほど小さくした。具体的には、目付け量を一定に維持しつつ、正極活物質の割合を長手方向外側NBほど減少させた。なお、正極活物質の重量比を変化させるにあたり、結着剤(PVDF)の重量比は変えずに、導電剤(AB)の重量比を変化させた。これら以外は、比較例1に係る電池と同じである。また、この比較例3に係る電池でも、正極活物質層と負極各物質層の対向面積比F1,F2が径方向VYについて異なっているにも拘わらず、容量比D1,D2は、径方向VYについて等しい。
【0088】
これら実施例及び比較例1〜3の各電池について、充放電サイクル試験を行い、電池容量の変化を調べた。
充放電サイクル試験に先立ち、まず、実施例及び比較例1〜3の各電池について、初期工程として、常温環境下で以下の充放電を行った。即ち、定電流−定電圧方式により、正極理論容量から求めた電池容量(Ah)の1/5の電流値(0.2C)で、上限電圧4.1Vまで充電し、更に、定電圧充電で最終電流値が初期の電流値0.2Cの1/5(0.04C)となるまで充電した。その後、定電流方式により、電流値0.2Cで下限電圧3.0Vまで放電させた。この充放電を1サイクルとして、これを5サイクル繰り返し、上限電圧を4.1V、下限電圧を3.0Vとしたときの5サイクル目の電池容量を「初期の電池容量」とした。
【0089】
次に、この初期工程を終えた実施例及び比較例1〜3の各電池について、充放電サイクル試験を行った。具体的には、各電池を45℃の環境下(45℃に設定した恒温槽内)に置いて、定電流方式により、電流値3Cで上限電圧4.1Vとなるまで充電し、その後引き続き、定電流方式により、電流値3Cで下限電圧3.0Vとなるまで放電させた。この充放電を1サイクルとして、これを1000サイクル繰り返した。
【0090】
充放電サイクル試験後は、前述の初期工程と同様にして、実施例及び比較例1〜3の各電池について電池容量をそれぞれ測定し、これを「試験後の電池容量」とした。そして、「初期の電池容量」に対する、「試験後の電池容量」の容量維持率(%)をそれぞれ算出した。その結果を図10に示す。
【0091】
図10のグラフから明らかなように、実施例に係る電池100は、容量維持率が約83%と高かったのに対し、比較例1に係る電池は、容量維持率が約80%、比較例2に係る電池は、容量維持率が約78%、比較例3に係る電池は、容量維持率が約76%であり、これら比較例の電池は、実施例の電池に比して、容量維持率が低かった。
【0092】
比較例1に係る電池で容量維持率が低かった理由は、以下であると考えられる。即ち、比較例1に係る正極活物質層(内周側正極活物質層及び外周側正極活物質層)は、前述したように、2種類の正極活物質も割合を長手方向NY(径方向VY)について変化させていない。一方、正極活物質層と負極活物質層の対向面積比F1,F2は、前述のように、径方向VYについて異なる。このため、対向面積比F1,F2の径方向VYの違いに伴って、容量比D1,D2も径方向VYについて異なる。従って、充放電の際、径方向VYについて電流密度に違いが生じて、容量劣化が進行し易くなると考えられる。
【0093】
また、比較例2に係る電池で容量維持率が低かった理由は、以下であると考えられる。即ち、比較例2の正極活物質層(内周側正極活物質層及び外周側正極活物質層)は、前述したように、単位面積当たりの重量を長手方向NYについて変化させている。これにより、前述のように、容量比D1,D2が径方向VYについて等しくできている。しかしながら、正極活物質層の単位面積当たりの重量を長手方向NYについて変化させると、後述するように、正極活物質層に生じる内部抵抗も長手方向NY(径方向VY)について変化する(図11における比較例2のグラフを参照)。このため、やはり、充放電の際に、径方向VYについて電流密度に違いが生じて、容量劣化が進行し易くなるためと考えられる。
【0094】
また、比較例3に係る電池で容量維持率が低かった理由は、以下であると考えられる。即ち、比較例3の正極活物質層(内周側正極活物質層及び外周側正極活物質層)は、前述したように、正極活物質層に占める正極活物質の重量比を長手方向NYについて変化させている。これにより、前述のように、容量比D1,D2が径方向VYについて等しくできている。しかしながら、正極活物質層に占める正極活物質の重量比を長手方向NYについて変化させると、後述するように、正極活物質層に生じる内部抵抗も長手方向NY(径方向VY)について変化する(図11における比較例3のグラフを参照)。このため、やはり、充放電の際に、径方向VYについて電流密度に違いが生じて、容量劣化が進行し易くなるためと考えられる。
【0095】
以上より、(1)内周側正極活物質層または外周側正極活物質層の単位面積当たりの重量を、長手方向NY(径方向VY)について等しくすると共に、(2)内周側正極活物質層または外周側正極活物質層に占める正極活物質全体の重量比を、長手方向NY(径方向VY)について等しくする。加えて、(3)内周層Li容量Caまたは内周層Li容量Caを、前述のように長手方向NY(径方向VY)に変化させる。これにより、充放電の繰り返しに伴う容量劣化を抑制できることが判る。
【0096】
ここで、実施例及び比較例1〜3の各電池について、軸線AXからの半径R(mm)と内部抵抗の抵抗比との関係を図11に示す。
まず、実施例及び比較例1〜3の各電池について、円筒型電極体のうち、軸線AXから半径R=10mm離れた部位に位置する正極板とその径方向外側VBで対向する負極板とを、直径20mmの大きさで打ち抜く。その後、打ち抜いた正極板から内周側正極活物質層を剥離する(外周側正極活物質層はそのまま残す)と共に、負極板から外周側負極活物質層を剥離する(内周側負極活物質層はそのまま残す)。その後、これらの正極板及び負極板を、円筒型電極体の半径R=10mmの部位における形状と同様となるように屈曲させ、正極板の外周側正極活物質層と負極板の内周側負極活物質層とをセパレータを介して対向させて、コインセルを作製した。
また、各電池ついて、円筒型電極体のうち、軸線AXから半径R=20,30,40,50mm離れた各部位においても、同様に正極板及び負極板を打ち抜いて、同様にコインセルを作製した。
【0097】
また、内部抵抗は、次のようにして測定した。即ち、各コインセルについて、常温環境下で、定電流−定電圧方式により、正極理論容量から求めた電池容量(Ah)の1/5の電流値(0.2C)で、上限電圧4.6Vまで充電し、更に、定電圧充電で最終電流値が初期の電流値0.2Cの1/5(0.04C)となるまで充電した。その後、定電流方式により、電流値を0.2C、1Cまたは3Cとして、30秒間放電させた。また、そのときの電圧変化をそれぞれ測定した。そして、電流値を横軸に電圧変化を縦軸にして、これらのデータをプロットし、これらを結ぶ直線を求めて、その傾きを「内部抵抗」とした。
また、実施例に係る電池(その円筒型電極体)の、半径R=30mmの部位から作製したコインセルの内部抵抗を基準値「1」とし、これとの比較で、各コインセルの内部抵抗の抵抗比を求めた。その結果を図11に示す
【0098】
図11のグラフから明らかなように、実施例及び比較例1に係る各電池は、軸線AXからの半径R(mm)が異なっても、内部抵抗の抵抗比は殆ど変化しない(径方向VYについて内部抵抗が殆ど変化しなかった)。これらに対し、比較例2に係る電池は、軸線AXからの半径R(mm)が大きいほど、内部抵抗の抵抗比が大きかった(径方向外側VBほど内部抵抗が大きかった)。これとは逆に、比較例3に係る電池では、軸線AXからの半径R(mm)が大きいほど、内部抵抗の抵抗比が小さかった(径方向外側VBほど内部抵抗が小さかった)。
【0099】
(実施形態2)
次いで、第2の実施の形態について説明する。本実施形態2に係るハイブリッド自動車(車両)700(以下、単に自動車700とも言う)は、実施形態1に係る電池100を搭載し、この電池100に蓄えた電気エネルギを、駆動源の駆動エネルギの全部または一部として使用するものである(図12参照)。
【0100】
この自動車700は、電池100を複数組み合わせた組電池710を搭載し、エンジン740、フロントモータ720及びリアモータ730を併用して駆動するハイブリッド自動車である。具体的には、この自動車700は、その車体790に、エンジン740と、フロントモータ720及びリアモータ730と、組電池710(電池100)と、ケーブル750と、インバータ760とを搭載する。そして、この自動車700は、組電池710(電池100)に蓄えられた電気エネルギを用いて、フロントモータ720及びリアモータ730を駆動できるように構成されている。
前述したように、電池100は、充放電(特にハイレートでの充放電)の繰り返しに伴う容量劣化を抑制できるので、この自動車700の耐久性を高くできる。
【0101】
(実施形態3)
次いで、第3の実施の形態について説明する。本実施形態3に係るハンマードリル800は、実施形態1に係る電池100を搭載した電池使用機器である(図13参照)。このハンマードリル800は、本体820の底部821に、電池100を含むバッテリパック810が収容されており、このバッテリパック810を、ドリルを駆動するためのエネルギー源として利用している。
前述したように、電池100は、充放電(特にハイレートでの充放電)の繰り返しに伴う容量劣化を抑制できるので、このハンマードリル800の耐久性を高くできる。
【0102】
以上において、本発明を実施形態に即して説明したが、本発明は上述の実施形態1〜3に限定されるものではなく、その要旨を逸脱しない範囲で、適宜変更して適用できることは言うまでもない。
例えば、実施形態2では、本発明に係る電池100を搭載する車両として、ハイブリッド自動車700を例示したが、車両はこれに限られない。本発明に係る電池を搭載する車両としては、例えば、電気自動車、プラグインハイブリッド自動車、ハイブリッド鉄道車両、フォークリフト、電気車いす、電動アシスト自転車、電動スクータなどが挙げられる。
【0103】
また、実施形態3では、本発明に係る電池100を搭載する電池使用機器して、ハンマードリル800を例示したが、電池使用機器はこれに限られない。本発明に係る電池を搭載する電池使用機器としては、例えば、パーソナルコンピュータ、携帯電話、電池駆動の電動工具、無停電電源装置など、電池で駆動される各種の家電製品、オフィス機器、産業機器などが挙げられる。
【符号の説明】
【0104】
100 リチウムイオン二次電池(電池)
110 電池ケース
120 円筒型電極体
121 正極板
122 正極集電箔
122a 正極箔内周面
122b 正極箔外周面
123a 内周側正極活物質層(分布内周側正極活物質層)
123b 外周側正極活物質層(分布外周側正極活物質層)
132 負極集電箔
132a 負極箔内周面
132b 負極箔外周面
133a 内周側負極活物質層
133b 外周側負極活物質層
141 セパレータ
155 正極端子
165 負極端子
700 ハイブリッド自動車(車両)
710 組電池
800 ハンマードリル(電池使用機器)
810 バッテリパック
KX ケース軸線
AX (円筒型電極体の)軸線
VY (軸線に直交する)径方向
VA (軸線の)径方向内側
VB (軸線の)径方向外側
NY (正極板の)長手方向
NA (正極板の)長手方向内側
NB (正極板の)長手方向外側
MY (負極板の)長手方向
R 半径
r 半径差
【特許請求の範囲】
【請求項1】
帯状の正極板と帯状の負極板とが帯状のセパレータを介して互いに重ねられて、軸線周りに円筒状に捲回されてなる円筒型電極体を備え、
前記正極板は、
径方向内側を向く正極箔内周面、及び、径方向外側を向く正極箔外周面を有する帯状の正極集電箔と、
前記正極箔内周面上に、前記正極板の長手方向に延びる形態に形成された内周側正極活物質層と、
前記正極箔外周面上に、前記長手方向に延びる形態に形成された外周側正極活物質層と、を有し、
前記負極板は、
径方向内側を向く負極箔内周面、及び、径方向外側を向く負極箔外周面を有する帯状の負極集電箔と、
前記負極箔内周面上に、前記負極板の長手方向に延びる形態に形成され、前記セパレータを介して前記外周側正極活物質層と対向する内周側負極活物質層と、
前記負極箔外周面上に、前記長手方向に延びる形態に形成され、前記セパレータを介して前記内周側正極活物質層と対向する外周側負極活物質層と、を有する
リチウムイオン二次電池であって、
前記正極板の前記長手方向のうち、前記円筒型電極体を構成した状態において、前記径方向内側に位置する向きを長手方向内側、前記径方向外側に位置する向きを長手方向外側とし、
前記円筒型電極体において、
前記正極集電箔の任意の位置における、前記軸線からの径方向距離を半径R(mm)とし、
前記任意の位置における、前記正極集電箔と前記セパレータを介してこれに隣り合う前記負極集電箔との前記径方向距離の差を半径差r(mm)とし、
単位重量当たりの正極活物質から取り出し得るリチウムイオンの量を、活物質Li容量Ck(mol/g)とし、
単位面積当たりの前記内周側正極活物質層から取り出し得るリチウムイオンの量を、内周層Li容量Ca(mol/mm2 )とし、
単位面積当たりの前記外周側正極活物質層から取り出し得るリチウムイオンの量を、外周層Li容量Cb(mol/mm2 )としたとき、
前記内周側正極活物質層及び前記外周側正極活物質層は、
前記内周側正極活物質層が、
前記活物質Li容量Ckが互いに異なる複数種の正極活物質を含み、
前記長手方向について、この内周側正極活物質層の単位面積当たりの重量が等しくされてなり、
前記長手方向について、この内周側正極活物質層に占める前記正極活物質全体の重量比が等しくされてなり、かつ、
前記内周層Li容量Caが(R−r)/Rに従って前記長手方向外側ほど大きくなる態様に、複数種の前記正極活物質の存在比を分布させた
分布内周側正極活物質層である、及び、
前記外周側正極活物質層が、
前記活物質Li容量Ckが互いに異なる複数種の正極活物質を含み、
前記長手方向について、この外周側正極活物質層の単位面積当たりの重量が等しくされてなり、
前記長手方向について、この外周側正極活物質層に占める前記正極活物質全体の重量比が等しくされてなり、かつ、
前記外周層Li容量Cbが(R+r)/Rに従って前記長手方向外側ほど小さくなる態様に、複数種の前記正極活物質の存在比を分布させた
分布外周側正極活物質層である、
の少なくともいずれかである
リチウムイオン二次電池。
【請求項2】
請求項1に記載のリチウムイオン二次電池であって、
前記分布内周側正極活物質層は、
複数種の前記正極活物質として、第1正極活物質と、これよりも前記活物質Li容量Ckが大きい第2正極活物質とを含み、
前記長手方向外側ほど、これら2種類の正極活物質における前記第2正極活物質の存在比を大きくしてなり、
前記分布外周側正極活物質層は、
複数種の前記正極活物質として、第3正極活物質と、これよりも前記活物質Li容量Ckが大きい第4正極活物質とを含み、
前記長手方向外側ほど、これら2種類の正極活物質における前記第4正極活物質の存在比を小さくしてなる
リチウムイオン二次電池。
【請求項1】
帯状の正極板と帯状の負極板とが帯状のセパレータを介して互いに重ねられて、軸線周りに円筒状に捲回されてなる円筒型電極体を備え、
前記正極板は、
径方向内側を向く正極箔内周面、及び、径方向外側を向く正極箔外周面を有する帯状の正極集電箔と、
前記正極箔内周面上に、前記正極板の長手方向に延びる形態に形成された内周側正極活物質層と、
前記正極箔外周面上に、前記長手方向に延びる形態に形成された外周側正極活物質層と、を有し、
前記負極板は、
径方向内側を向く負極箔内周面、及び、径方向外側を向く負極箔外周面を有する帯状の負極集電箔と、
前記負極箔内周面上に、前記負極板の長手方向に延びる形態に形成され、前記セパレータを介して前記外周側正極活物質層と対向する内周側負極活物質層と、
前記負極箔外周面上に、前記長手方向に延びる形態に形成され、前記セパレータを介して前記内周側正極活物質層と対向する外周側負極活物質層と、を有する
リチウムイオン二次電池であって、
前記正極板の前記長手方向のうち、前記円筒型電極体を構成した状態において、前記径方向内側に位置する向きを長手方向内側、前記径方向外側に位置する向きを長手方向外側とし、
前記円筒型電極体において、
前記正極集電箔の任意の位置における、前記軸線からの径方向距離を半径R(mm)とし、
前記任意の位置における、前記正極集電箔と前記セパレータを介してこれに隣り合う前記負極集電箔との前記径方向距離の差を半径差r(mm)とし、
単位重量当たりの正極活物質から取り出し得るリチウムイオンの量を、活物質Li容量Ck(mol/g)とし、
単位面積当たりの前記内周側正極活物質層から取り出し得るリチウムイオンの量を、内周層Li容量Ca(mol/mm2 )とし、
単位面積当たりの前記外周側正極活物質層から取り出し得るリチウムイオンの量を、外周層Li容量Cb(mol/mm2 )としたとき、
前記内周側正極活物質層及び前記外周側正極活物質層は、
前記内周側正極活物質層が、
前記活物質Li容量Ckが互いに異なる複数種の正極活物質を含み、
前記長手方向について、この内周側正極活物質層の単位面積当たりの重量が等しくされてなり、
前記長手方向について、この内周側正極活物質層に占める前記正極活物質全体の重量比が等しくされてなり、かつ、
前記内周層Li容量Caが(R−r)/Rに従って前記長手方向外側ほど大きくなる態様に、複数種の前記正極活物質の存在比を分布させた
分布内周側正極活物質層である、及び、
前記外周側正極活物質層が、
前記活物質Li容量Ckが互いに異なる複数種の正極活物質を含み、
前記長手方向について、この外周側正極活物質層の単位面積当たりの重量が等しくされてなり、
前記長手方向について、この外周側正極活物質層に占める前記正極活物質全体の重量比が等しくされてなり、かつ、
前記外周層Li容量Cbが(R+r)/Rに従って前記長手方向外側ほど小さくなる態様に、複数種の前記正極活物質の存在比を分布させた
分布外周側正極活物質層である、
の少なくともいずれかである
リチウムイオン二次電池。
【請求項2】
請求項1に記載のリチウムイオン二次電池であって、
前記分布内周側正極活物質層は、
複数種の前記正極活物質として、第1正極活物質と、これよりも前記活物質Li容量Ckが大きい第2正極活物質とを含み、
前記長手方向外側ほど、これら2種類の正極活物質における前記第2正極活物質の存在比を大きくしてなり、
前記分布外周側正極活物質層は、
複数種の前記正極活物質として、第3正極活物質と、これよりも前記活物質Li容量Ckが大きい第4正極活物質とを含み、
前記長手方向外側ほど、これら2種類の正極活物質における前記第4正極活物質の存在比を小さくしてなる
リチウムイオン二次電池。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公開番号】特開2013−73774(P2013−73774A)
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願番号】特願2011−211857(P2011−211857)
【出願日】平成23年9月28日(2011.9.28)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願日】平成23年9月28日(2011.9.28)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
[ Back to top ]