
リチウム二次電池及びその製造方法
【課題】電池性能を低下させることなく、保液性の高いリチウム二次電池を提供する。
【解決手段】金属箔の両面に活物質層22を形成した正極電極及び負極電極8をセパレータを介して捲回した電極群と、電極群を収納する電池容器と、電池容器の内部に封入される電解液を有するリチウム二次電池において、正極電極及び負極電極8の少なくともいずれか一方の電極の活物質層22の表面に、複数の凹部2が点在するように形成されている。
【解決手段】金属箔の両面に活物質層22を形成した正極電極及び負極電極8をセパレータを介して捲回した電極群と、電極群を収納する電池容器と、電池容器の内部に封入される電解液を有するリチウム二次電池において、正極電極及び負極電極8の少なくともいずれか一方の電極の活物質層22の表面に、複数の凹部2が点在するように形成されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、リチウム二次電池の電極の構成及びその製造方法に関する。
【背景技術】
【0002】
近年、携帯電話、携帯用パソコン等の電子機器の小型軽量化・高機能化に伴い、リチウム二次電池の長寿命化、軽量化が求められている。
【0003】
一般的に、リチウム二次電池は、正極と負極を、これらが短絡しないように微多孔膜などのセパレータを介して積層または捲回し、電解液と共に電池容器に収納して構成されている。セパレータを介して正極と負極を積層または捲回したものを、電極群と呼ぶ。正極は、リチウムイオンを可逆的に吸蔵、放出できるリチウム含有金属酸化物を含む正極活物質合剤を、電極基材の両面に均一に塗工することで形成される。負極は、炭素材料を含む負極活物質合剤を、電極基材の両面に均一に塗工することで形成される。
【0004】
長寿命のリチウム二次電池を実現するためには、例えば、電極群が保持する電解液の量、すなわち電解液の保液性を高くすることが考えられる。電解液の保液性が低いと、電極間や活物質内でLiイオンがスムーズに拡散できず、電解液の劣化反応などに偏りが生じ、サイクル寿命が短くなる。また、電解液の保液性が低いと、長期保存による劣化により、電池反応に用いられる電解液の減少や枯渇が生じ、電池の寿命が短くなる。
【0005】
電極群の電解液の保液性を高めるには、特許文献1に記載されているように保液性のあるセパレータを用いることや、電解液量を増やすこと、電極に溝を設けて電極に保液性を持たせることが提案されている。
【0006】
また、非水電解液の浸透をよくするために、特許文献2には、負極活物質層の表面に、非水電解液の浸透方向に電解液案内溝部を形成する方法が記載されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2010−21043号公報
【特許文献2】特開平11−154508号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
上述したように、リチウム二次電池は、電解液の保液性が低いと寿命が短くなる。電解液の保液性を高めるために、従来の技術で提案されているように保液性のあるセパレータを用いると、セパレータの厚さが増え電極間距離が広がるため、電池性能が低下する恐れがある。また、電極全体に溝を設けた場合は、電極間に電解液が保持されず、電池性能が低下する恐れがある。
【0009】
本発明は、上記事案に鑑み、電池性能を低下させることなく電解液の保液性を向上させて、長寿命のリチウム二次電池を提供することを課題とする。
【課題を解決するための手段】
【0010】
上記課題を解決するために、本発明によるリチウム二次電池は、次のような特徴を有する。金属箔の両面に活物質層を形成した正極電極及び負極電極をセパレータを介して捲回した電極群と、前記電極群を収納する電池容器と、前記電池容器の内部に封入される電解液を有し、前記正極電極及び前記負極電極の少なくともいずれか一方の電極の前記活物質層の表面に、複数の凹部が点在するように形成されている。
【発明の効果】
【0011】
本発明によれば、電池性能を低下させずに電解液の保液性を向上させた、長寿命のリチウム二次電池を提供することができる。
【図面の簡単な説明】
【0012】
【図1】リチウム二次電池の構成を示す構造図。
【図2】電極群の分解斜視図。
【図3A】本実施形態におけるリチウム二次電池の電極を示す平面図。
【図3B】本実施形態におけるリチウム二次電池の電極を示す平面図で、両面の凹部を示す図。
【図4】本実施形態におけるリチウム二次電池の電極の横断面図。
【図5】リチウム二次電池の電極の横断面図であり、凹部の形状の例を示す図
【図6】電極の両面の表面に凹部を形成するための一対のローラーの斜視図。
【発明を実施するための形態】
【0013】
本発明によるリチウム二次電池は、金属箔の両面に活物質層を形成した正極電極及び負極電極をセパレータを介して捲回した電極群と、電極群を収納する電池容器と、電池容器の内部に封入される電解液を有し、正極電極及び負極電極の少なくともいずれか一方の電極の活物質層の表面に、複数の凹部が点在するように形成されている。本発明によれば、電極の活物質層の表面に複数の凹部を点在させるため、電解液が凹部にたまり、電解液の保液性を向上させることができる。従って、長期保存による劣化等で起こる、電池反応に使われる電解液の減少や枯渇を防ぎ、電池性能を低下させることなく、長寿命のリチウム二次電池を提供することができる。
【0014】
以下、図面を参照して、本発明の実施形態について説明する。
【0015】
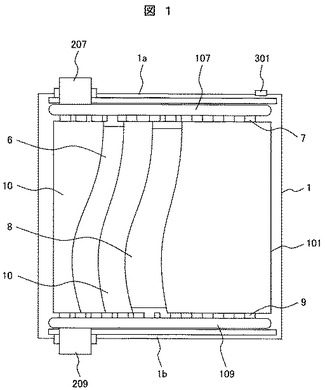
図1は、本発明の一実施形態であるリチウム二次電池の構成を示す構造図である。図1に示すリチウム二次電池は、扁平形の電池容器1に電極群101を収納する。電極群101は、負極電極8と正極電極6とを、セパレータ10を介して軸芯(図示せず)に捲回して形成される。電池容器1は、蓋1a、蓋1bで封口される。蓋1a、蓋1bには、正極端子207、負極端子209がそれぞれ配置される。正極電極6は、正極タブ7で正極集電板107に接続され、正極集電板107は、正極端子207に接続される。同様に、負極電極8は、負極タブ9で負極集電板109に接続され、負極集電板109は、負極端子209に接続される。蓋1aまたは蓋1bには、注液口301が設けられ、電解液(後述)の注液後、封止される。
【0016】
電池容器1は、アルミニウムまたはアルミニウム合金で作製される。
【0017】
電解液には、エチレンカーボネート(EC)、ジメチルカーボネート(DMC)、エチルメチルカーボネート(EMC)を体積比1:1:1の割合で混合した後、LiPF6を1mol/リットル溶解した非水電解液を用いた。電解液は、注液口301から注液され、電池容器1の内部に封入される。
【0018】
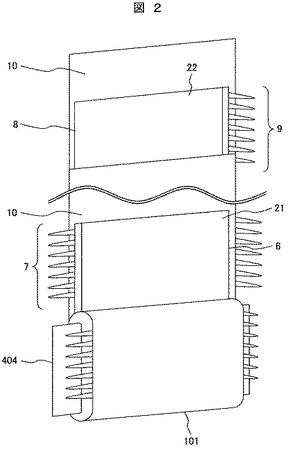
図2は、電極群101の分解斜視図である。図2を用いて、正極電極6及び負極電極8を詳細に説明する。電極群101は、帯状の正極電極6と帯状の負極電極8を、2枚のセパレータ10を介して重ね合わせ、これらを捲芯404に捲回して構成される。正極電極6は、帯状のアルミニウム箔の両面に正極活物質を塗布して活物質層21を形成して、負極電極8は、帯状の銅箔の両面に負極活物質を塗布して活物質層22を形成して、それぞれ作製される。
【0019】
正極電極6の幅方向(図2の左右方向)の一方の端部では、活物質層21が形成されずにアルミニウム箔が露出している部分が、正極電極6の長手方向(図2の上下方向)に連続して設けられている。アルミニウム箔が露出している部分には、複数の短冊状の正極タブ(正極リード片)からなる正極タブ群7が形成されている。
【0020】
また、負極電極8の幅方向(図2の左右方向)の一方の端部でも、活物質層22が形成されずに銅箔が露出している部分が、負極電極8の長手方向(図2の上下方向)に連続して設けられている。銅箔が露出している部分には、複数の短冊状の負極タブ(負極リード片)からなる負極タブ群9が形成されている。
【0021】
正極タブ群7と負極タブ群9は、逆方向に突出させる。すなわち、電極群101の一方の端部に正極タブ群7が突出して形成され、他方の端部に負極タブ群9が突出して形成されている。なお、正極タブ群7及び負極タブ群9のそれぞれのタブは、幅が2mm〜10mmであることが好ましく、長さが15mm〜50mmであることが好ましい。
【0022】
(正極電極)
正極活物質としてのマンガン酸リチウム90重量%と、導電剤としてのカーボンブラック5重量%と、結着剤としてのポリフッ化ビニリデン(以下、「PVDF」と略記する)5重量%と、溶剤としてのN−メチル−2−ピロリドン溶液(以下、「NMP溶液」と略記する)とを混合して、正極用スラリーを調製した。この正極用スラリーを正極集電体としてのアルミニウム箔の両面に塗布して活物質層21を形成し、正極電極を作製した。このとき、アルミニウム箔の幅方向(正極電極6の幅方向)の一方の端部では、アルミニウム箔の長手方向(正極電極6の長手方向)に沿って連続して、正極活物質を塗布せずにアルミニウム箔を露出させる(すなわち、活物質層21を形成させない)。
【0023】
その後、正極電極を乾燥させてプレス加工した。プレス加工には、後述するように、ローラーを用いることができる。この正極電極に対し、アルミニウム箔の長手方向に連続して設けた活物質層21が形成されていない部分を数ミリメートル幅で残しつつ矩形状に切り欠いて、正極タブ群7を作製した。
【0024】
(負極電極)
負極活物質として黒鉛粉末90重量%と、結着剤としてのPVDF10重量%と、溶剤としてのNMP溶液とを混合して、負極用スラリーを調製した。この負極用スラリーを負極集電体としての銅箔の両面に塗布して活物質層22を形成し、負極電極を作製した。このとき、銅箔の幅方向(負極電極8の幅方向)の一方の端部では、銅箔の長手方向(負極電極8の長手方向)に沿って連続して、負極活物質を塗布せずに銅箔を露出させる(すなわち、活物質層22を形成させない)。
【0025】
以下、正極電極と同様に、負極電極を乾燥させてプレス加工し、さらに負極タブ群9を作製した。
【0026】
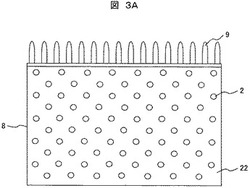
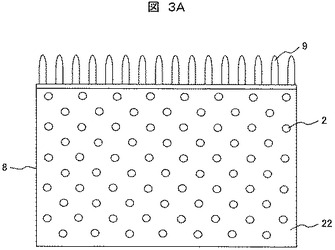
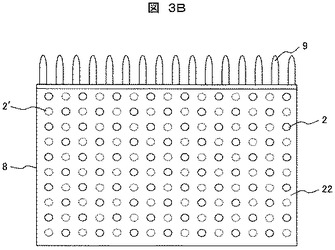
図3A、図3Bは、本実施形態におけるリチウム二次電池の電極を示す平面図である。図3A、図3Bでは、一例として負極電極8を示している。図3Aに示すように、活物質層22の表面には、複数の凹部2が形成されている。複数の凹部2は、活物質層22の表面に、ドット状に点在している。凹部2は注液された電解液をためることができるので、本実施形態におけるリチウム二次電池は、電解液の保液性を向上させることができる。
【0027】
図3Bに示すように、複数の凹部2、2’は、負極電極8の両面の活物質層22に形成される。一方の面の凹部2は、他方の面の凹部2’と重ならないように配置される。すなわち、展開した状態(捲回する前の状態)の負極電極8を一方の面から見たときに、一方の面に形成された凹部2は、他方の面に形成された凹部2’と異なる位置に(重ならない位置に)配置される。さらに換言すれば、負極電極8の一方の面において、他方の面で凹部2’が形成されていない位置に対応する位置に、凹部2が形成される。負極電極8の両面でこのように凹部2、2’を配置するのは、負極電極8の変形を防ぐためである。
【0028】
複数の凹部2は、負極電極8の一方の面の活物質層22だけに形成してもよい。
【0029】
また、複数の凹部2は、正極電極6に設けてもよく、負極電極8と正極電極6の両方に設けてもよい。リチウム二次電池は、一般的に、正極電極より負極電極の方が活物質層の厚みが大きく、密度も小さい。このため、凹部2を形成するのは、本実施形態のように、加工しやすい負極電極8であることが好ましい。
【0030】
複数の凹部2は、活物質層22の面内において、互いに接合しないように点在させることが好ましい。
【0031】
また、活物質層の片面において、凹部2の総体積は、活物質層の全体積の10%以上40%以下に設定する。凹部2の占める体積が、全体の40%を超えると、電極間の距離が広がり、抵抗が増加する可能性がある。また、全体の10%より小さくなると、電解液の保液性が低くなり、寿命特性の向上の効果が低くなる。電極の強度や電極間の距離を考慮すると、さらに好ましい凹部2の総体積は、活物質層の全体積の10%以上20%以下である。
【0032】
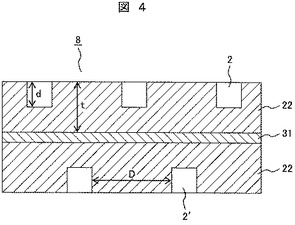
図4は、本実施形態におけるリチウム二次電池の電極の横断面図である。図4では、一例として負極電極8を示しているが、正極電極6にも以下の説明はあてはまる。集電体31の両面に形成された活物質層22の表面に、複数の凹部2、2’が設けられている。図3Bを用いて説明したように、負極電極8を一方の面(例えば、図4内の上方)から見たときに、一方の面に形成された凹部2は、他方の面に形成された凹部2’と異なる位置に配置されている(一方の面において、他方の面で凹部2’が形成されていない位置に対応する位置に、凹部2が形成されている)。
【0033】
凹部2、2’は、図4に示すように、その底部が集電体31の表面に達しないような深さdを持つことが好ましい。従って、凹部2、2’の深さdは、活物質層22の厚さtよりも小さいことが好ましい。すなわち、凹部2、2’と集電体31との間(凹部2、2’の底面の下部)には、活物質層が形成されている。
【0034】
また、凹部2、2’の深さdは、活物質層22の厚さtの10%以上50%以下の範囲であることが好ましい。これにより、電極表面の凹部2、2’による電極間距離の不均一を低減させることができる。
【0035】
凹部2、2’は、それぞれ隣り合う凹部との間隔Dが、1mm以上10mm以下の範囲であることが好ましい。間隔Dをこのような範囲とすることにより、電解液を保持でき、なおかつ活物質層22の表面積当たりの電流密度を低減させることができるため、電池性能に影響を与えない。また、凹部2、2’は、活物質層22の周縁部に掛からないように形成されている。
【0036】
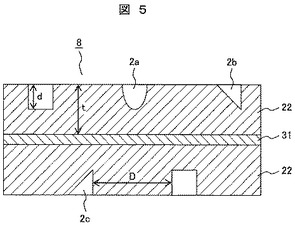
凹部2の形状は、図3A、図3B、及び図4では円柱形であるが、これに限るものではない。例えば、角柱形、円錐形、角錐形、底部が曲面の円柱または角柱、及びこれらの部分形状の中から、任意の形状を選ぶこともできる。また、凹部2を、曲面から形成される形状(例えば、球や扁球の部分形状など)にすることもできる。
【0037】
図5は、リチウム二次電池の電極の横断面図であり、凹部の形状の例を示す図である。凹部2aは、扁球の半分の形状であり、凹部2bは、半円錐形である。凹部2cは、開口部が四角形であり、半角錐形である。
【0038】
凹部2の深さd、形状、及び開口部の大きさは、必ずしも全てが等しい必要はない。また、隣り合う凹部との間隔Dも、必ずしも全てが等しい必要はない。
【0039】
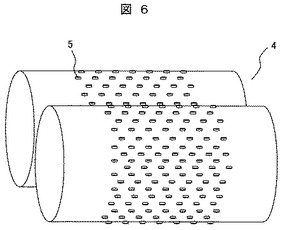
次に、電極表面に複数の凹部2を形成する方法について、図6を参照しながら説明する。複数の凹部2は、電極をプレス加工するときに形成する。
【0040】
図6は、電極の両面の活物質層の表面に凹部2を形成するための一対のローラーの斜視図である。一対のローラー4のそれぞれには、複数の凸部5が点在するように設けられている。凸部5は、電極の活物質層の表面に形成する凹部2に対応させて、大きさ、形状、及び配置が決められている。
【0041】
従って、一対のローラー4において、一方のローラーの凸部5と他方のローラーの凸部5とがプレス時に対向しないように、それぞれの凸部5が配置されている。これにより、電極の一方の面の凹部2が他方の面の凹部2’と重ならないように(電極を一方の面から見たときに、一方の面に形成された凹部2の位置が、他方の面に形成された凹部2’の位置と異なるように)形成される。また、活物質層の片面において凹部2の総体積が活物質層の全体積の10%以上40%以下となるように、凸部5の大きさや分布が決められている。凸部5の突出高さは、活物質層の厚さtより小さいことが好ましく、厚さtの10%以上50%以下の範囲であることがさらに好ましい。隣り合う2つの凸部5の間隔は、1mm以上10mm以下の範囲であることが好ましい。
【0042】
この一対のローラー4の間隙に、電極を通過させてプレス加工することにより、活物質層の表面に所定の形状の凹部2が形成された電極を作製することができる。凹部2は負極電極8と正極電極6のいずれか一方または両方に形成するので、凹部2を形成する電極のみを、この一対のローラー4でプレス加工する。凹部2を形成しなし電極は、凸部5が配置されていない通常のローラーを用いてプレス加工する。
【0043】
電極の一方の面だけに凹部2を形成するときは、一対のローラー4のうち、一方には凸部5が配置されたローラーを用い、他方には凸部5が配置されていない通常のローラーを用いればよい。
【0044】
複数の凹部2を形成した電極は、図2を用いて説明したように、捲回されて電極群101として構成される。
【符号の説明】
【0045】
1…電池容器、1a,1b…蓋、2,2’,2a,2b,2c…凹部、4…ローラー、5…凸部、6…正極電極、7…正極タブ(群)、8…負極電極、9…負極タブ(群)、10…セパレータ、21…活物質層(正極)、22…活物質層(負極)、31…集電体、101…電極群、107…正極集電板、109…負極集電板、207…正極端子、209…負極端子、301…注液口、404…捲芯。
【技術分野】
【0001】
本発明は、リチウム二次電池の電極の構成及びその製造方法に関する。
【背景技術】
【0002】
近年、携帯電話、携帯用パソコン等の電子機器の小型軽量化・高機能化に伴い、リチウム二次電池の長寿命化、軽量化が求められている。
【0003】
一般的に、リチウム二次電池は、正極と負極を、これらが短絡しないように微多孔膜などのセパレータを介して積層または捲回し、電解液と共に電池容器に収納して構成されている。セパレータを介して正極と負極を積層または捲回したものを、電極群と呼ぶ。正極は、リチウムイオンを可逆的に吸蔵、放出できるリチウム含有金属酸化物を含む正極活物質合剤を、電極基材の両面に均一に塗工することで形成される。負極は、炭素材料を含む負極活物質合剤を、電極基材の両面に均一に塗工することで形成される。
【0004】
長寿命のリチウム二次電池を実現するためには、例えば、電極群が保持する電解液の量、すなわち電解液の保液性を高くすることが考えられる。電解液の保液性が低いと、電極間や活物質内でLiイオンがスムーズに拡散できず、電解液の劣化反応などに偏りが生じ、サイクル寿命が短くなる。また、電解液の保液性が低いと、長期保存による劣化により、電池反応に用いられる電解液の減少や枯渇が生じ、電池の寿命が短くなる。
【0005】
電極群の電解液の保液性を高めるには、特許文献1に記載されているように保液性のあるセパレータを用いることや、電解液量を増やすこと、電極に溝を設けて電極に保液性を持たせることが提案されている。
【0006】
また、非水電解液の浸透をよくするために、特許文献2には、負極活物質層の表面に、非水電解液の浸透方向に電解液案内溝部を形成する方法が記載されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2010−21043号公報
【特許文献2】特開平11−154508号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
上述したように、リチウム二次電池は、電解液の保液性が低いと寿命が短くなる。電解液の保液性を高めるために、従来の技術で提案されているように保液性のあるセパレータを用いると、セパレータの厚さが増え電極間距離が広がるため、電池性能が低下する恐れがある。また、電極全体に溝を設けた場合は、電極間に電解液が保持されず、電池性能が低下する恐れがある。
【0009】
本発明は、上記事案に鑑み、電池性能を低下させることなく電解液の保液性を向上させて、長寿命のリチウム二次電池を提供することを課題とする。
【課題を解決するための手段】
【0010】
上記課題を解決するために、本発明によるリチウム二次電池は、次のような特徴を有する。金属箔の両面に活物質層を形成した正極電極及び負極電極をセパレータを介して捲回した電極群と、前記電極群を収納する電池容器と、前記電池容器の内部に封入される電解液を有し、前記正極電極及び前記負極電極の少なくともいずれか一方の電極の前記活物質層の表面に、複数の凹部が点在するように形成されている。
【発明の効果】
【0011】
本発明によれば、電池性能を低下させずに電解液の保液性を向上させた、長寿命のリチウム二次電池を提供することができる。
【図面の簡単な説明】
【0012】
【図1】リチウム二次電池の構成を示す構造図。
【図2】電極群の分解斜視図。
【図3A】本実施形態におけるリチウム二次電池の電極を示す平面図。
【図3B】本実施形態におけるリチウム二次電池の電極を示す平面図で、両面の凹部を示す図。
【図4】本実施形態におけるリチウム二次電池の電極の横断面図。
【図5】リチウム二次電池の電極の横断面図であり、凹部の形状の例を示す図
【図6】電極の両面の表面に凹部を形成するための一対のローラーの斜視図。
【発明を実施するための形態】
【0013】
本発明によるリチウム二次電池は、金属箔の両面に活物質層を形成した正極電極及び負極電極をセパレータを介して捲回した電極群と、電極群を収納する電池容器と、電池容器の内部に封入される電解液を有し、正極電極及び負極電極の少なくともいずれか一方の電極の活物質層の表面に、複数の凹部が点在するように形成されている。本発明によれば、電極の活物質層の表面に複数の凹部を点在させるため、電解液が凹部にたまり、電解液の保液性を向上させることができる。従って、長期保存による劣化等で起こる、電池反応に使われる電解液の減少や枯渇を防ぎ、電池性能を低下させることなく、長寿命のリチウム二次電池を提供することができる。
【0014】
以下、図面を参照して、本発明の実施形態について説明する。
【0015】
図1は、本発明の一実施形態であるリチウム二次電池の構成を示す構造図である。図1に示すリチウム二次電池は、扁平形の電池容器1に電極群101を収納する。電極群101は、負極電極8と正極電極6とを、セパレータ10を介して軸芯(図示せず)に捲回して形成される。電池容器1は、蓋1a、蓋1bで封口される。蓋1a、蓋1bには、正極端子207、負極端子209がそれぞれ配置される。正極電極6は、正極タブ7で正極集電板107に接続され、正極集電板107は、正極端子207に接続される。同様に、負極電極8は、負極タブ9で負極集電板109に接続され、負極集電板109は、負極端子209に接続される。蓋1aまたは蓋1bには、注液口301が設けられ、電解液(後述)の注液後、封止される。
【0016】
電池容器1は、アルミニウムまたはアルミニウム合金で作製される。
【0017】
電解液には、エチレンカーボネート(EC)、ジメチルカーボネート(DMC)、エチルメチルカーボネート(EMC)を体積比1:1:1の割合で混合した後、LiPF6を1mol/リットル溶解した非水電解液を用いた。電解液は、注液口301から注液され、電池容器1の内部に封入される。
【0018】
図2は、電極群101の分解斜視図である。図2を用いて、正極電極6及び負極電極8を詳細に説明する。電極群101は、帯状の正極電極6と帯状の負極電極8を、2枚のセパレータ10を介して重ね合わせ、これらを捲芯404に捲回して構成される。正極電極6は、帯状のアルミニウム箔の両面に正極活物質を塗布して活物質層21を形成して、負極電極8は、帯状の銅箔の両面に負極活物質を塗布して活物質層22を形成して、それぞれ作製される。
【0019】
正極電極6の幅方向(図2の左右方向)の一方の端部では、活物質層21が形成されずにアルミニウム箔が露出している部分が、正極電極6の長手方向(図2の上下方向)に連続して設けられている。アルミニウム箔が露出している部分には、複数の短冊状の正極タブ(正極リード片)からなる正極タブ群7が形成されている。
【0020】
また、負極電極8の幅方向(図2の左右方向)の一方の端部でも、活物質層22が形成されずに銅箔が露出している部分が、負極電極8の長手方向(図2の上下方向)に連続して設けられている。銅箔が露出している部分には、複数の短冊状の負極タブ(負極リード片)からなる負極タブ群9が形成されている。
【0021】
正極タブ群7と負極タブ群9は、逆方向に突出させる。すなわち、電極群101の一方の端部に正極タブ群7が突出して形成され、他方の端部に負極タブ群9が突出して形成されている。なお、正極タブ群7及び負極タブ群9のそれぞれのタブは、幅が2mm〜10mmであることが好ましく、長さが15mm〜50mmであることが好ましい。
【0022】
(正極電極)
正極活物質としてのマンガン酸リチウム90重量%と、導電剤としてのカーボンブラック5重量%と、結着剤としてのポリフッ化ビニリデン(以下、「PVDF」と略記する)5重量%と、溶剤としてのN−メチル−2−ピロリドン溶液(以下、「NMP溶液」と略記する)とを混合して、正極用スラリーを調製した。この正極用スラリーを正極集電体としてのアルミニウム箔の両面に塗布して活物質層21を形成し、正極電極を作製した。このとき、アルミニウム箔の幅方向(正極電極6の幅方向)の一方の端部では、アルミニウム箔の長手方向(正極電極6の長手方向)に沿って連続して、正極活物質を塗布せずにアルミニウム箔を露出させる(すなわち、活物質層21を形成させない)。
【0023】
その後、正極電極を乾燥させてプレス加工した。プレス加工には、後述するように、ローラーを用いることができる。この正極電極に対し、アルミニウム箔の長手方向に連続して設けた活物質層21が形成されていない部分を数ミリメートル幅で残しつつ矩形状に切り欠いて、正極タブ群7を作製した。
【0024】
(負極電極)
負極活物質として黒鉛粉末90重量%と、結着剤としてのPVDF10重量%と、溶剤としてのNMP溶液とを混合して、負極用スラリーを調製した。この負極用スラリーを負極集電体としての銅箔の両面に塗布して活物質層22を形成し、負極電極を作製した。このとき、銅箔の幅方向(負極電極8の幅方向)の一方の端部では、銅箔の長手方向(負極電極8の長手方向)に沿って連続して、負極活物質を塗布せずに銅箔を露出させる(すなわち、活物質層22を形成させない)。
【0025】
以下、正極電極と同様に、負極電極を乾燥させてプレス加工し、さらに負極タブ群9を作製した。
【0026】
図3A、図3Bは、本実施形態におけるリチウム二次電池の電極を示す平面図である。図3A、図3Bでは、一例として負極電極8を示している。図3Aに示すように、活物質層22の表面には、複数の凹部2が形成されている。複数の凹部2は、活物質層22の表面に、ドット状に点在している。凹部2は注液された電解液をためることができるので、本実施形態におけるリチウム二次電池は、電解液の保液性を向上させることができる。
【0027】
図3Bに示すように、複数の凹部2、2’は、負極電極8の両面の活物質層22に形成される。一方の面の凹部2は、他方の面の凹部2’と重ならないように配置される。すなわち、展開した状態(捲回する前の状態)の負極電極8を一方の面から見たときに、一方の面に形成された凹部2は、他方の面に形成された凹部2’と異なる位置に(重ならない位置に)配置される。さらに換言すれば、負極電極8の一方の面において、他方の面で凹部2’が形成されていない位置に対応する位置に、凹部2が形成される。負極電極8の両面でこのように凹部2、2’を配置するのは、負極電極8の変形を防ぐためである。
【0028】
複数の凹部2は、負極電極8の一方の面の活物質層22だけに形成してもよい。
【0029】
また、複数の凹部2は、正極電極6に設けてもよく、負極電極8と正極電極6の両方に設けてもよい。リチウム二次電池は、一般的に、正極電極より負極電極の方が活物質層の厚みが大きく、密度も小さい。このため、凹部2を形成するのは、本実施形態のように、加工しやすい負極電極8であることが好ましい。
【0030】
複数の凹部2は、活物質層22の面内において、互いに接合しないように点在させることが好ましい。
【0031】
また、活物質層の片面において、凹部2の総体積は、活物質層の全体積の10%以上40%以下に設定する。凹部2の占める体積が、全体の40%を超えると、電極間の距離が広がり、抵抗が増加する可能性がある。また、全体の10%より小さくなると、電解液の保液性が低くなり、寿命特性の向上の効果が低くなる。電極の強度や電極間の距離を考慮すると、さらに好ましい凹部2の総体積は、活物質層の全体積の10%以上20%以下である。
【0032】
図4は、本実施形態におけるリチウム二次電池の電極の横断面図である。図4では、一例として負極電極8を示しているが、正極電極6にも以下の説明はあてはまる。集電体31の両面に形成された活物質層22の表面に、複数の凹部2、2’が設けられている。図3Bを用いて説明したように、負極電極8を一方の面(例えば、図4内の上方)から見たときに、一方の面に形成された凹部2は、他方の面に形成された凹部2’と異なる位置に配置されている(一方の面において、他方の面で凹部2’が形成されていない位置に対応する位置に、凹部2が形成されている)。
【0033】
凹部2、2’は、図4に示すように、その底部が集電体31の表面に達しないような深さdを持つことが好ましい。従って、凹部2、2’の深さdは、活物質層22の厚さtよりも小さいことが好ましい。すなわち、凹部2、2’と集電体31との間(凹部2、2’の底面の下部)には、活物質層が形成されている。
【0034】
また、凹部2、2’の深さdは、活物質層22の厚さtの10%以上50%以下の範囲であることが好ましい。これにより、電極表面の凹部2、2’による電極間距離の不均一を低減させることができる。
【0035】
凹部2、2’は、それぞれ隣り合う凹部との間隔Dが、1mm以上10mm以下の範囲であることが好ましい。間隔Dをこのような範囲とすることにより、電解液を保持でき、なおかつ活物質層22の表面積当たりの電流密度を低減させることができるため、電池性能に影響を与えない。また、凹部2、2’は、活物質層22の周縁部に掛からないように形成されている。
【0036】
凹部2の形状は、図3A、図3B、及び図4では円柱形であるが、これに限るものではない。例えば、角柱形、円錐形、角錐形、底部が曲面の円柱または角柱、及びこれらの部分形状の中から、任意の形状を選ぶこともできる。また、凹部2を、曲面から形成される形状(例えば、球や扁球の部分形状など)にすることもできる。
【0037】
図5は、リチウム二次電池の電極の横断面図であり、凹部の形状の例を示す図である。凹部2aは、扁球の半分の形状であり、凹部2bは、半円錐形である。凹部2cは、開口部が四角形であり、半角錐形である。
【0038】
凹部2の深さd、形状、及び開口部の大きさは、必ずしも全てが等しい必要はない。また、隣り合う凹部との間隔Dも、必ずしも全てが等しい必要はない。
【0039】
次に、電極表面に複数の凹部2を形成する方法について、図6を参照しながら説明する。複数の凹部2は、電極をプレス加工するときに形成する。
【0040】
図6は、電極の両面の活物質層の表面に凹部2を形成するための一対のローラーの斜視図である。一対のローラー4のそれぞれには、複数の凸部5が点在するように設けられている。凸部5は、電極の活物質層の表面に形成する凹部2に対応させて、大きさ、形状、及び配置が決められている。
【0041】
従って、一対のローラー4において、一方のローラーの凸部5と他方のローラーの凸部5とがプレス時に対向しないように、それぞれの凸部5が配置されている。これにより、電極の一方の面の凹部2が他方の面の凹部2’と重ならないように(電極を一方の面から見たときに、一方の面に形成された凹部2の位置が、他方の面に形成された凹部2’の位置と異なるように)形成される。また、活物質層の片面において凹部2の総体積が活物質層の全体積の10%以上40%以下となるように、凸部5の大きさや分布が決められている。凸部5の突出高さは、活物質層の厚さtより小さいことが好ましく、厚さtの10%以上50%以下の範囲であることがさらに好ましい。隣り合う2つの凸部5の間隔は、1mm以上10mm以下の範囲であることが好ましい。
【0042】
この一対のローラー4の間隙に、電極を通過させてプレス加工することにより、活物質層の表面に所定の形状の凹部2が形成された電極を作製することができる。凹部2は負極電極8と正極電極6のいずれか一方または両方に形成するので、凹部2を形成する電極のみを、この一対のローラー4でプレス加工する。凹部2を形成しなし電極は、凸部5が配置されていない通常のローラーを用いてプレス加工する。
【0043】
電極の一方の面だけに凹部2を形成するときは、一対のローラー4のうち、一方には凸部5が配置されたローラーを用い、他方には凸部5が配置されていない通常のローラーを用いればよい。
【0044】
複数の凹部2を形成した電極は、図2を用いて説明したように、捲回されて電極群101として構成される。
【符号の説明】
【0045】
1…電池容器、1a,1b…蓋、2,2’,2a,2b,2c…凹部、4…ローラー、5…凸部、6…正極電極、7…正極タブ(群)、8…負極電極、9…負極タブ(群)、10…セパレータ、21…活物質層(正極)、22…活物質層(負極)、31…集電体、101…電極群、107…正極集電板、109…負極集電板、207…正極端子、209…負極端子、301…注液口、404…捲芯。
【特許請求の範囲】
【請求項1】
金属箔の両面に活物質層を形成した正極電極及び負極電極をセパレータを介して捲回した電極群と、前記電極群を収納する電池容器と、前記電池容器の内部に封入される電解液を有するリチウム二次電池において、
前記正極電極及び前記負極電極の少なくともいずれか一方の電極の前記活物質層の表面に、複数の凹部が点在するように形成されていることを特徴とするリチウム二次電池。
【請求項2】
前記複数の凹部の底面の下部には、前記活物質層が形成されている請求項1記載のリチウム二次電池。
【請求項3】
前記複数の凹部の深さは、前記活物質層の厚さよりも小さい請求項1記載のリチウム二次電池。
【請求項4】
前記複数の凹部は、前記正極電極及び前記負極電極の少なくともいずれか一方の電極の両面の前記活物質層の表面に形成され、
前記複数の凹部が形成された電極を展開して一方の面から見たときに、この電極の一方の面に形成された前記複数の凹部は、この電極の他方の面に形成された前記複数の凹部と異なる位置に配置されている請求項1から3のいずれか1項記載のリチウム二次電池。
【請求項5】
前記複数の凹部は、前記正極電極及び前記負極電極の少なくともいずれか一方の電極の両面の前記活物質層の表面に形成され、
前記複数の凹部が形成された電極では、一方の面の前記凹部は、他方の面で前記凹部が形成されていない位置に対応する、前記一方の面内の位置に形成されている請求項1から3のいずれか1項記載のリチウム二次電池。
【請求項6】
金属箔の両面に活物質層を形成させて正極電極及び負極電極を作製し、前記正極電極及び前記負極電極をセパレータを介して捲回して電極群を作製するリチウム二次電池の製造方法において、
前記活物質層が形成された前記正極電極及び前記負極電極の少なくともいずれか一方の電極を、捲回する前に、少なくとも一方のローラーに複数の凸部が点在した一対のローラーでプレスすることを特徴とするリチウム二次電池の製造方法。
【請求項7】
前記複数の凸部の突出高さは、前記活物質層の厚さよりも小さい請求項6記載のリチウム二次電池の製造方法。
【請求項8】
両方のローラーに前記複数の凸部が点在し、プレス時に一方のローラーの前記凸部と他方のローラーの前記凸部とが対向しないように、それぞれのローラーに前記複数の凸部が点在している前記一対のローラーで、前記活物質層が形成された前記正極電極及び前記負極電極の少なくともいずれか一方の電極をプレスする請求項6または7記載のリチウム二次電池の製造方法。
【請求項1】
金属箔の両面に活物質層を形成した正極電極及び負極電極をセパレータを介して捲回した電極群と、前記電極群を収納する電池容器と、前記電池容器の内部に封入される電解液を有するリチウム二次電池において、
前記正極電極及び前記負極電極の少なくともいずれか一方の電極の前記活物質層の表面に、複数の凹部が点在するように形成されていることを特徴とするリチウム二次電池。
【請求項2】
前記複数の凹部の底面の下部には、前記活物質層が形成されている請求項1記載のリチウム二次電池。
【請求項3】
前記複数の凹部の深さは、前記活物質層の厚さよりも小さい請求項1記載のリチウム二次電池。
【請求項4】
前記複数の凹部は、前記正極電極及び前記負極電極の少なくともいずれか一方の電極の両面の前記活物質層の表面に形成され、
前記複数の凹部が形成された電極を展開して一方の面から見たときに、この電極の一方の面に形成された前記複数の凹部は、この電極の他方の面に形成された前記複数の凹部と異なる位置に配置されている請求項1から3のいずれか1項記載のリチウム二次電池。
【請求項5】
前記複数の凹部は、前記正極電極及び前記負極電極の少なくともいずれか一方の電極の両面の前記活物質層の表面に形成され、
前記複数の凹部が形成された電極では、一方の面の前記凹部は、他方の面で前記凹部が形成されていない位置に対応する、前記一方の面内の位置に形成されている請求項1から3のいずれか1項記載のリチウム二次電池。
【請求項6】
金属箔の両面に活物質層を形成させて正極電極及び負極電極を作製し、前記正極電極及び前記負極電極をセパレータを介して捲回して電極群を作製するリチウム二次電池の製造方法において、
前記活物質層が形成された前記正極電極及び前記負極電極の少なくともいずれか一方の電極を、捲回する前に、少なくとも一方のローラーに複数の凸部が点在した一対のローラーでプレスすることを特徴とするリチウム二次電池の製造方法。
【請求項7】
前記複数の凸部の突出高さは、前記活物質層の厚さよりも小さい請求項6記載のリチウム二次電池の製造方法。
【請求項8】
両方のローラーに前記複数の凸部が点在し、プレス時に一方のローラーの前記凸部と他方のローラーの前記凸部とが対向しないように、それぞれのローラーに前記複数の凸部が点在している前記一対のローラーで、前記活物質層が形成された前記正極電極及び前記負極電極の少なくともいずれか一方の電極をプレスする請求項6または7記載のリチウム二次電池の製造方法。
【図1】


【図2】
【図3A】
【図3B】
【図4】
【図5】
【図6】
【図2】
【図3A】
【図3B】
【図4】
【図5】
【図6】
【公開番号】特開2013−73812(P2013−73812A)
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願番号】特願2011−212533(P2011−212533)
【出願日】平成23年9月28日(2011.9.28)
【国等の委託研究の成果に係る記載事項】(出願人による申告)平成19年度独立行政法人新エネルギー・産業技術総合開発機構 次世代自動車用高性能蓄電システム技術開発 要素技術開発 高出力可能な高エネルギー密度型リチウムイオン電池の研究開発委託研究、産業技術力強化法第19条の適用を受ける特許出願
【出願人】(505083999)日立ビークルエナジー株式会社 (438)
【Fターム(参考)】
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願日】平成23年9月28日(2011.9.28)
【国等の委託研究の成果に係る記載事項】(出願人による申告)平成19年度独立行政法人新エネルギー・産業技術総合開発機構 次世代自動車用高性能蓄電システム技術開発 要素技術開発 高出力可能な高エネルギー密度型リチウムイオン電池の研究開発委託研究、産業技術力強化法第19条の適用を受ける特許出願
【出願人】(505083999)日立ビークルエナジー株式会社 (438)
【Fターム(参考)】
[ Back to top ]