
リフレクタの製造方法
【課題】BMCを使用した場合であっても、中空体を均一に混合させる。
【解決手段】リフレクタの製造方法は、BMCおよび充填剤を含む標準材Aと、標準材A中の充填剤の一部または全部を中空体に置換した軽量材Bとを準備する工程と、標準材Aと軽量材Bとを混練しながら一定の金型60に射出成形する工程と、を備える。
【解決手段】リフレクタの製造方法は、BMCおよび充填剤を含む標準材Aと、標準材A中の充填剤の一部または全部を中空体に置換した軽量材Bとを準備する工程と、標準材Aと軽量材Bとを混練しながら一定の金型60に射出成形する工程と、を備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はリフレクタの製造方法に関し、特に車両用前照灯(ヘッドランプ)に好適に使用されるリフレクタ(反射鏡)の製造方法に関する。
【背景技術】
【0002】
従来から、BMC樹脂(Bulk Molding Compound)は機械的強度,剛性,寸法精度,耐熱性,成形性などに優れているといった理由で、車両用前照灯(ヘッドランプ)に代表されるリフレクタ用途などに広く使用されている。BMCはこれら優れた特性を有するものの、BMCには一般にこれらの特性を保持するためにガラス繊維などの補強材や無機充填剤も含有され、成形品の比重が高い。
これに対し、特許文献1,2にかかる技術では、BMC中にガラス中空体や中空フィラーを添加してその添加量を調整することにより、上記特性を維持しながら軽量化を図っている。通常の熱可塑性樹脂であれば、成形前の状態では2〜3mm程度の粒状を呈しており、ガラス中空体や中空フィラーを含むこれとは異なる他の材料(添加剤)が混合されても、十分に混合される。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2004−138932号公報
【特許文献2】国際公開第2005/103152号
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、BMCはその性状が塊粘土状(湿った粘土のような状態)であるため、成形直前に他の材料を均一かつ十分に混合するのが困難であり、特許文献1,2の技術のようにBMC中に単に中空体を混合して成形品の軽量化を図ろうとしても、当該中空体が十分に分散された状態で混合されず、成形品の重量にバラツキが生じる可能性がある。
したがって、本発明の主な目的は、BMCを使用した場合であっても、中空体を均一に混合させることができ、成形品の軽量化を図りながら重量のバラツキの発生を防止することができるリフレクタの製造方法を提供することにある。
【課題を解決するための手段】
【0005】
本発明によれば、
BMCおよび充填剤を含む標準材と、前記標準材中の充填剤の一部または全部を中空体に置換した軽量材とを準備する工程と、
前記標準材と前記軽量材とを混練しながら一定の金型に射出成形する工程と、
を備えることを特徴とするリフレクタの製造方法が提供される。
【発明の効果】
【0006】
本発明によれば、成形材料となる標準材の他に、標準材中の充填剤の一部または全部を中空体に置換した軽量材(すなわち標準材の組成と類似する軽量マスターバッチ材)を別に準備し、これら標準材と軽量材とを混練するから、標準材と軽量材とは組成が類似しており互いに混合されやすく、結果的にBMC中に中空体を均一に混合させることができ、成形品の軽量化を図りながら重量のバラツキの発生を防止することができる。
【図面の簡単な説明】
【0007】
【図1】車両用前照灯の概略構成を示す要部斜視図である。
【図2】車両用前照灯の概略構成を示す要部断面図である。
【図3】押込み式成形機の一例を示す概略構成図である。
【図4】押出し式成形機の一例を示す概略構成図である。
【発明を実施するための形態】
【0008】
以下、図面を参照しながら本発明の好ましい実施形態について説明する。
【0009】
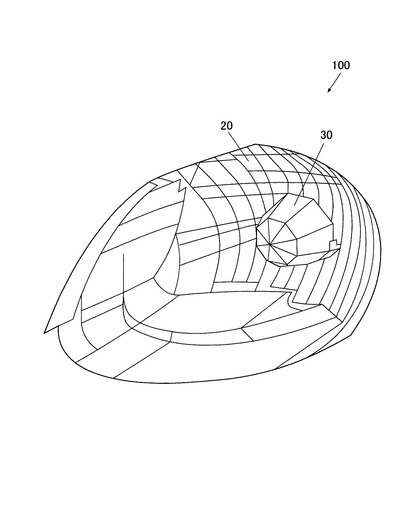
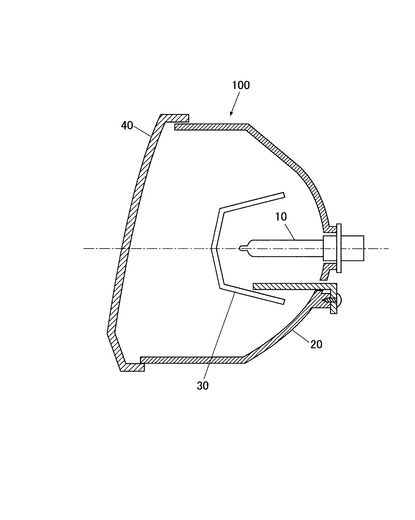
図1および図2に示すとおり、車両用前照灯100は、自動車のヘッドランプとして構成されており、主として、バルブ10、リフレクタ20、フード30、カバーレンズ40などで構成されている。
【0010】
バルブ10は、白熱電球または放電バルブなどの光源であり、たとえば、所定規格(たとえばHB2と称される規格)のバルブである。
【0011】
リフレクタ20は、その表面に多数の放物柱面が並んで配置され、バルブ10が発光した光を前方に向けて反射することにより所定の配光パターンを形成するマルチリフレクタである。リフレクタ20の前面は、カバーレンズ40により覆われている。
【0012】
続いて、リフレクタ20の製造方法について説明する。
【0013】
リフレクタ20は大きくは(S1)〜(S3)の工程の処理を経て製造される。
(S1)標準材Aと軽量材Bとの2種類の樹脂材料を準備する。
(S2)標準材Aと軽量材Bとを成形機に投入して射出成形する。
(S3)成形品に対しアルミニウムなどを蒸着して鏡面処理を施す。
【0014】
S1の工程では、標準材Aと軽量材Bとの2種類の樹脂材料を準備(製造)する。
標準材A,軽量材Bの製造にあたっては、BMC,ガラス繊維,充填剤を一定の容積比で混合し、一定の形状に成形する。
標準材A,軽量材Bとしては、たとえば、表1に示すような組成の材料が使用される。
【0015】
【表1】

【0016】
表1にかかる標準材Aは、主に、BMC,ガラス繊維,炭酸カルシウムで構成され、これら組成物が36〜42vol%(体積%),8〜10vol%,48〜50vol%の容積比で混合されている。BMC(Bulk Molding Compound)は、不飽和ポリエステル樹脂にスチレンなどの各種添加剤が加えられた塊粘土状の熱硬化樹脂であり、射出成形に好適な樹脂である。炭酸カルシウムは充填剤の一種である。標準材Aの特性は、比重が2.0である。
これに対し、軽量材Bは、BMC,ガラス繊維,炭酸カルシウム,中空ビーズで構成され、これら組成物が42vol%,9vol%,1vol%,48vol%の容積比で混合されている。軽量材Bの特性は、比重が1.0で、充填剤置換率(充填剤中の中空ビーズの置換率)が98%となっている。
軽量材Bは、標準材Aの充填剤の一部(炭酸カルシウム)を、これより比重の小さい中空ビーズに置換したものであり、全体の比重も標準材Aより顕著に小さくなっている。中空ビーズは中空体の一例である。中空ビーズとしては、たとえば住友スリーエム(株)製のグラスバブルスが使用可能であり、好ましくはこれを使用する。
【0017】
なお、本明細書でいう「比重」は水に対する比重を意味する。
標準材A,軽量材Bの組成物の種類やその混合比は適宜変更可能であり、特に軽量材Bは標準材Aの充填剤の一部がそれより比重の小さい材料に置換され、全体として標準材Aより比重が小さければよい。軽量材Bは標準材Aの充填剤の全部をそれより比重の小さい材料に置換されたものであってもよい。
【0018】
標準材A,軽量材Bは、その後の成形機への投入の便宜を図るためや、成形機内部での標準材Aと軽量材Bとの混合・分散状態を良好とするために、1000〜2000cm3の体積範囲で一定の形状に成形するのがよい。当該形状としては、好ましくは球状または円柱状とし、その他の形状であってもよい。
【0019】
S2の工程では、標準材A,軽量材Bを一定比率で成形機に投入し、一定の金型に対し射出成形する。
たとえば、表2の添加比率で標準材A,軽量材Bを投入すれば、成形品の比重を調整することができる。
【0020】
【表2】
【0021】
成形機としては、図3の押込み式成形機50や図4の押出し式成形機51などが使用される。押込み式成形機を使用する場合と押出し式成形機を使用する場合とで、成形方法(材料投入方法)がやや異なるので、場合を分けて説明する。
【0022】
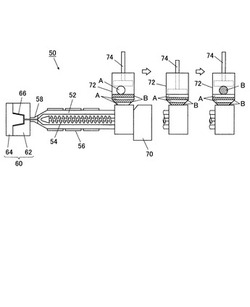
(1)押込み式成形機を使用する場合
図3に示すとおり、押込み式成形機50は、円筒状のシリンダ52を有している。シリンダ52の内部にはスクリュー54が設けられている。シリンダ52の外周部には水路56が形成され、冷却水が流れるようになっている。シリンダ52の先端部にはノズル58(射出口)が設けられている。
シリンダ52の前方にはノズル58を介して金型60が設けられている。金型60は固定型62と可動型64とで構成されている。シリンダ52のノズル58が固定型62のスプルーと連結されている。固定型62と可動型64との間には(型締め状態の場合)、リフレクタ20の形状に対応したキャビティ66(成形空間)が形成される。
シリンダ52の後方には射出装置70が設けられている。シリンダ52の後方の上方にはホッパー72(成形材料投入口)が設けられている。ホッパー72の内部には成形材料を押し込むための押込み部材74が設けられている。
【0023】
押込み式成形機50を用いてリフレクタ20を成形する場合、図3に示すとおり、ホッパー72に対し標準材Aと軽量材Bとを交互に投入し、その投入ごとに各材料を押込み部材74により押し込み、標準材Aと軽量材Bとを層状に積み重ねる。標準材A,軽量材Bの1層当たりの厚みは1〜3cmとする。材料の投入と押込みとは複数回にわけて繰り返しおこなう。
ホッパー72の内径が小さい場合には、標準材Aと軽量材Bとの各層の厚みが大きくなるため、好ましくは1回に投入する材料の量を減少させる。
【0024】
標準材A,軽量材Bのホッパー72への投入に合わせて、射出装置70,スクリュー54などを作動させ、シリンダ52の内部で標準材Aと軽量材Bとを溶融混練しながら、ノズル58から金型60に対し射出する。
成形条件の一例として、たとえば次のように条件設定することができる。
(i)スクリュー回転速度 :10〜40min−1
(ii)背圧 :0〜5MPa
(iii)押込みシリンダ圧力:5〜6MPa
標準材Aと軽量材Bとの混練が不均一である場合には、スクリュー回転速度,背圧(射出物の戻りを防ぐための圧力),押込みシリンダ圧力を高くすればよい。
その後、標準材Aと軽量材Bとの混合物を金型60で加熱硬化し、金型60を離型して成形品を得る。
【0025】
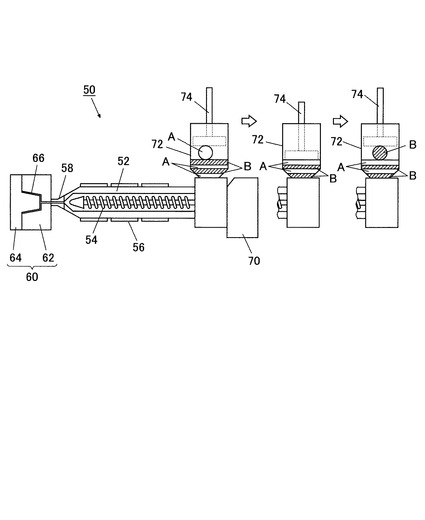
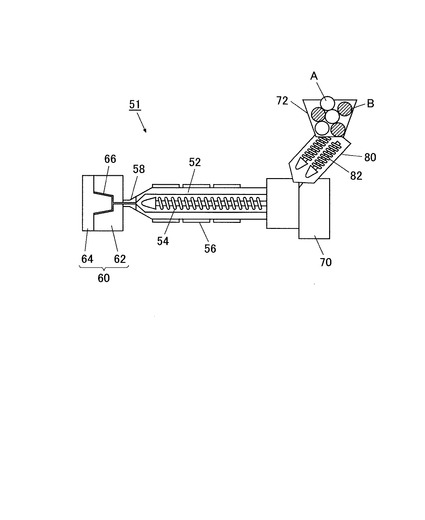
(2)押出し式成形機を使用する場合
図4の押出し式成形機51は、装置構成やこれを用いた成形方法などが、押込み式成形機50を使用する場合の例とは、下記の点で異なっている。
図4に示すとおり、押出し式成形機51ではシリンダ52とホッパー72との間に押出し装置80が設けられている。押出し装置80の内部には複数のスクリュー82が設けられている。
押出し式成形機51を用いてリフレクタ20を成形する場合は、図4に示すとおり、ホッパー72に対し標準材Aと軽量材Bとを同時に投入し、押出し装置80のスクリュー82を作動させ、標準材Aと軽量材Bとを混練しながらシリンダ52に押し出す。
ホッパー72に標準材A,軽量材Bを投入する場合は、各材料を数十個単位で投入すればよい。上記のとおり、標準材A,軽量材Bが球状または円柱状を呈していれば、ホッパー72に投入後は各物質を容易に混合・分散させることができる。この場合においても、標準材Aと軽量材Bとの混練が不均一であるときには、スクリュー回転速度,背圧,押込みシリンダ圧力を高くすればよい。
【0026】
S3の工程では、得られた成形品を蒸着装置に設置してアルミニウムなどを蒸着源とした蒸着処理を実行し、当該成形品に対し鏡面処理を施す。
【0027】
以上の本実施形態によれば、S1の工程において、成形材料となる標準材Aの他に、標準材A中の充填剤の一部または全部を中空ビーズに置換した軽量材Bであって標準材Aの組成と類似するものを別に準備し、S2の工程においては、これら標準材Aと軽量材Bとを混練しながら射出成形するから、標準材Aと軽量材Bとは組成が類似し互いに混合されやすい。
そのため、S2の工程においては、BMC中に中空ビーズを短時間で均一に混合・分散させることができ、ひいては成形品の軽量化を図りながら重量のバラツキの発生を防止することができる。
【0028】
また、標準材Aと軽量材Bとは上記のとおり組成が類似し互いに混合されやすいから、分散状態を気にかけることなく、単に標準材Aと軽量材Bとの添加比率を変えるだけで、成形品の比重を調整することができる。
さらに、比重の異なる料成形品を製造する場合には、各比重に合わせたBMCをそれぞれ製造または購入することが必要であり、比重ごとに在庫を抱えなければならないが、標準材Aと軽量材Bとの添加比率で成形品の比重を調整することができるから、使用頻度の低い在庫を抱えるのを有効に防止することができる。
【0029】
なお、標準材Aを含めて軽量材Bには通常硬化剤も添加されるが、軽量材Bは主に、標準材Aに対し軽量化のための中空ビーズを混合しやすくするためのものであるから、軽量材B中の硬化剤を通常よりも減少させるか、または軽量材Bには硬化剤を添加しないことも可能である。
この場合、軽量材B(BMC)は常温硬化が抑制または防止されポットライフが長くなるため、軽量材Bを海外輸出したり海外で他の材料と併用したりするのに実益がある。
【符号の説明】
【0030】
10 バルブ
20 リフレクタ
30 フード
40 カバーレンズ
50 押込み式成形機
51 押出し式成形機
52 シリンダ
54 スクリュー
56 水路
58 ノズル(射出口)
60 金型
62 固定型
64 可動型
66 キャビティ(成形空間)
70 射出装置
72 ホッパー(成形材料投入口)
74 押込み部材
80 押出し装置
82 スクリュー
100 車両用前照灯
【技術分野】
【0001】
本発明はリフレクタの製造方法に関し、特に車両用前照灯(ヘッドランプ)に好適に使用されるリフレクタ(反射鏡)の製造方法に関する。
【背景技術】
【0002】
従来から、BMC樹脂(Bulk Molding Compound)は機械的強度,剛性,寸法精度,耐熱性,成形性などに優れているといった理由で、車両用前照灯(ヘッドランプ)に代表されるリフレクタ用途などに広く使用されている。BMCはこれら優れた特性を有するものの、BMCには一般にこれらの特性を保持するためにガラス繊維などの補強材や無機充填剤も含有され、成形品の比重が高い。
これに対し、特許文献1,2にかかる技術では、BMC中にガラス中空体や中空フィラーを添加してその添加量を調整することにより、上記特性を維持しながら軽量化を図っている。通常の熱可塑性樹脂であれば、成形前の状態では2〜3mm程度の粒状を呈しており、ガラス中空体や中空フィラーを含むこれとは異なる他の材料(添加剤)が混合されても、十分に混合される。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2004−138932号公報
【特許文献2】国際公開第2005/103152号
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、BMCはその性状が塊粘土状(湿った粘土のような状態)であるため、成形直前に他の材料を均一かつ十分に混合するのが困難であり、特許文献1,2の技術のようにBMC中に単に中空体を混合して成形品の軽量化を図ろうとしても、当該中空体が十分に分散された状態で混合されず、成形品の重量にバラツキが生じる可能性がある。
したがって、本発明の主な目的は、BMCを使用した場合であっても、中空体を均一に混合させることができ、成形品の軽量化を図りながら重量のバラツキの発生を防止することができるリフレクタの製造方法を提供することにある。
【課題を解決するための手段】
【0005】
本発明によれば、
BMCおよび充填剤を含む標準材と、前記標準材中の充填剤の一部または全部を中空体に置換した軽量材とを準備する工程と、
前記標準材と前記軽量材とを混練しながら一定の金型に射出成形する工程と、
を備えることを特徴とするリフレクタの製造方法が提供される。
【発明の効果】
【0006】
本発明によれば、成形材料となる標準材の他に、標準材中の充填剤の一部または全部を中空体に置換した軽量材(すなわち標準材の組成と類似する軽量マスターバッチ材)を別に準備し、これら標準材と軽量材とを混練するから、標準材と軽量材とは組成が類似しており互いに混合されやすく、結果的にBMC中に中空体を均一に混合させることができ、成形品の軽量化を図りながら重量のバラツキの発生を防止することができる。
【図面の簡単な説明】
【0007】
【図1】車両用前照灯の概略構成を示す要部斜視図である。
【図2】車両用前照灯の概略構成を示す要部断面図である。
【図3】押込み式成形機の一例を示す概略構成図である。
【図4】押出し式成形機の一例を示す概略構成図である。
【発明を実施するための形態】
【0008】
以下、図面を参照しながら本発明の好ましい実施形態について説明する。
【0009】
図1および図2に示すとおり、車両用前照灯100は、自動車のヘッドランプとして構成されており、主として、バルブ10、リフレクタ20、フード30、カバーレンズ40などで構成されている。
【0010】
バルブ10は、白熱電球または放電バルブなどの光源であり、たとえば、所定規格(たとえばHB2と称される規格)のバルブである。
【0011】
リフレクタ20は、その表面に多数の放物柱面が並んで配置され、バルブ10が発光した光を前方に向けて反射することにより所定の配光パターンを形成するマルチリフレクタである。リフレクタ20の前面は、カバーレンズ40により覆われている。
【0012】
続いて、リフレクタ20の製造方法について説明する。
【0013】
リフレクタ20は大きくは(S1)〜(S3)の工程の処理を経て製造される。
(S1)標準材Aと軽量材Bとの2種類の樹脂材料を準備する。
(S2)標準材Aと軽量材Bとを成形機に投入して射出成形する。
(S3)成形品に対しアルミニウムなどを蒸着して鏡面処理を施す。
【0014】
S1の工程では、標準材Aと軽量材Bとの2種類の樹脂材料を準備(製造)する。
標準材A,軽量材Bの製造にあたっては、BMC,ガラス繊維,充填剤を一定の容積比で混合し、一定の形状に成形する。
標準材A,軽量材Bとしては、たとえば、表1に示すような組成の材料が使用される。
【0015】
【表1】
【0016】
表1にかかる標準材Aは、主に、BMC,ガラス繊維,炭酸カルシウムで構成され、これら組成物が36〜42vol%(体積%),8〜10vol%,48〜50vol%の容積比で混合されている。BMC(Bulk Molding Compound)は、不飽和ポリエステル樹脂にスチレンなどの各種添加剤が加えられた塊粘土状の熱硬化樹脂であり、射出成形に好適な樹脂である。炭酸カルシウムは充填剤の一種である。標準材Aの特性は、比重が2.0である。
これに対し、軽量材Bは、BMC,ガラス繊維,炭酸カルシウム,中空ビーズで構成され、これら組成物が42vol%,9vol%,1vol%,48vol%の容積比で混合されている。軽量材Bの特性は、比重が1.0で、充填剤置換率(充填剤中の中空ビーズの置換率)が98%となっている。
軽量材Bは、標準材Aの充填剤の一部(炭酸カルシウム)を、これより比重の小さい中空ビーズに置換したものであり、全体の比重も標準材Aより顕著に小さくなっている。中空ビーズは中空体の一例である。中空ビーズとしては、たとえば住友スリーエム(株)製のグラスバブルスが使用可能であり、好ましくはこれを使用する。
【0017】
なお、本明細書でいう「比重」は水に対する比重を意味する。
標準材A,軽量材Bの組成物の種類やその混合比は適宜変更可能であり、特に軽量材Bは標準材Aの充填剤の一部がそれより比重の小さい材料に置換され、全体として標準材Aより比重が小さければよい。軽量材Bは標準材Aの充填剤の全部をそれより比重の小さい材料に置換されたものであってもよい。
【0018】
標準材A,軽量材Bは、その後の成形機への投入の便宜を図るためや、成形機内部での標準材Aと軽量材Bとの混合・分散状態を良好とするために、1000〜2000cm3の体積範囲で一定の形状に成形するのがよい。当該形状としては、好ましくは球状または円柱状とし、その他の形状であってもよい。
【0019】
S2の工程では、標準材A,軽量材Bを一定比率で成形機に投入し、一定の金型に対し射出成形する。
たとえば、表2の添加比率で標準材A,軽量材Bを投入すれば、成形品の比重を調整することができる。
【0020】
【表2】
【0021】
成形機としては、図3の押込み式成形機50や図4の押出し式成形機51などが使用される。押込み式成形機を使用する場合と押出し式成形機を使用する場合とで、成形方法(材料投入方法)がやや異なるので、場合を分けて説明する。
【0022】
(1)押込み式成形機を使用する場合
図3に示すとおり、押込み式成形機50は、円筒状のシリンダ52を有している。シリンダ52の内部にはスクリュー54が設けられている。シリンダ52の外周部には水路56が形成され、冷却水が流れるようになっている。シリンダ52の先端部にはノズル58(射出口)が設けられている。
シリンダ52の前方にはノズル58を介して金型60が設けられている。金型60は固定型62と可動型64とで構成されている。シリンダ52のノズル58が固定型62のスプルーと連結されている。固定型62と可動型64との間には(型締め状態の場合)、リフレクタ20の形状に対応したキャビティ66(成形空間)が形成される。
シリンダ52の後方には射出装置70が設けられている。シリンダ52の後方の上方にはホッパー72(成形材料投入口)が設けられている。ホッパー72の内部には成形材料を押し込むための押込み部材74が設けられている。
【0023】
押込み式成形機50を用いてリフレクタ20を成形する場合、図3に示すとおり、ホッパー72に対し標準材Aと軽量材Bとを交互に投入し、その投入ごとに各材料を押込み部材74により押し込み、標準材Aと軽量材Bとを層状に積み重ねる。標準材A,軽量材Bの1層当たりの厚みは1〜3cmとする。材料の投入と押込みとは複数回にわけて繰り返しおこなう。
ホッパー72の内径が小さい場合には、標準材Aと軽量材Bとの各層の厚みが大きくなるため、好ましくは1回に投入する材料の量を減少させる。
【0024】
標準材A,軽量材Bのホッパー72への投入に合わせて、射出装置70,スクリュー54などを作動させ、シリンダ52の内部で標準材Aと軽量材Bとを溶融混練しながら、ノズル58から金型60に対し射出する。
成形条件の一例として、たとえば次のように条件設定することができる。
(i)スクリュー回転速度 :10〜40min−1
(ii)背圧 :0〜5MPa
(iii)押込みシリンダ圧力:5〜6MPa
標準材Aと軽量材Bとの混練が不均一である場合には、スクリュー回転速度,背圧(射出物の戻りを防ぐための圧力),押込みシリンダ圧力を高くすればよい。
その後、標準材Aと軽量材Bとの混合物を金型60で加熱硬化し、金型60を離型して成形品を得る。
【0025】
(2)押出し式成形機を使用する場合
図4の押出し式成形機51は、装置構成やこれを用いた成形方法などが、押込み式成形機50を使用する場合の例とは、下記の点で異なっている。
図4に示すとおり、押出し式成形機51ではシリンダ52とホッパー72との間に押出し装置80が設けられている。押出し装置80の内部には複数のスクリュー82が設けられている。
押出し式成形機51を用いてリフレクタ20を成形する場合は、図4に示すとおり、ホッパー72に対し標準材Aと軽量材Bとを同時に投入し、押出し装置80のスクリュー82を作動させ、標準材Aと軽量材Bとを混練しながらシリンダ52に押し出す。
ホッパー72に標準材A,軽量材Bを投入する場合は、各材料を数十個単位で投入すればよい。上記のとおり、標準材A,軽量材Bが球状または円柱状を呈していれば、ホッパー72に投入後は各物質を容易に混合・分散させることができる。この場合においても、標準材Aと軽量材Bとの混練が不均一であるときには、スクリュー回転速度,背圧,押込みシリンダ圧力を高くすればよい。
【0026】
S3の工程では、得られた成形品を蒸着装置に設置してアルミニウムなどを蒸着源とした蒸着処理を実行し、当該成形品に対し鏡面処理を施す。
【0027】
以上の本実施形態によれば、S1の工程において、成形材料となる標準材Aの他に、標準材A中の充填剤の一部または全部を中空ビーズに置換した軽量材Bであって標準材Aの組成と類似するものを別に準備し、S2の工程においては、これら標準材Aと軽量材Bとを混練しながら射出成形するから、標準材Aと軽量材Bとは組成が類似し互いに混合されやすい。
そのため、S2の工程においては、BMC中に中空ビーズを短時間で均一に混合・分散させることができ、ひいては成形品の軽量化を図りながら重量のバラツキの発生を防止することができる。
【0028】
また、標準材Aと軽量材Bとは上記のとおり組成が類似し互いに混合されやすいから、分散状態を気にかけることなく、単に標準材Aと軽量材Bとの添加比率を変えるだけで、成形品の比重を調整することができる。
さらに、比重の異なる料成形品を製造する場合には、各比重に合わせたBMCをそれぞれ製造または購入することが必要であり、比重ごとに在庫を抱えなければならないが、標準材Aと軽量材Bとの添加比率で成形品の比重を調整することができるから、使用頻度の低い在庫を抱えるのを有効に防止することができる。
【0029】
なお、標準材Aを含めて軽量材Bには通常硬化剤も添加されるが、軽量材Bは主に、標準材Aに対し軽量化のための中空ビーズを混合しやすくするためのものであるから、軽量材B中の硬化剤を通常よりも減少させるか、または軽量材Bには硬化剤を添加しないことも可能である。
この場合、軽量材B(BMC)は常温硬化が抑制または防止されポットライフが長くなるため、軽量材Bを海外輸出したり海外で他の材料と併用したりするのに実益がある。
【符号の説明】
【0030】
10 バルブ
20 リフレクタ
30 フード
40 カバーレンズ
50 押込み式成形機
51 押出し式成形機
52 シリンダ
54 スクリュー
56 水路
58 ノズル(射出口)
60 金型
62 固定型
64 可動型
66 キャビティ(成形空間)
70 射出装置
72 ホッパー(成形材料投入口)
74 押込み部材
80 押出し装置
82 スクリュー
100 車両用前照灯
【特許請求の範囲】
【請求項1】
BMCおよび充填剤を含む標準材と、前記標準材中の充填剤の一部または全部を中空体に置換した軽量材とを準備する工程と、
前記標準材と前記軽量材とを混練しながら一定の金型に射出成形する工程と、
を備えることを特徴とするリフレクタの製造方法。
【請求項2】
請求項1に記載のリフレクタの製造方法において、
前記標準材および前記軽量材が球状または円柱状を呈していることを特徴とするリフレクタの製造方法。
【請求項3】
請求項1または2に記載のリフレクタの製造方法において、
前記標準材と前記軽量材とを射出成形する工程では、
前記標準材と前記軽量材とを成形機に交互に投入して積層させながら混練することを特徴とするリフレクタの製造方法。
【請求項4】
請求項1または2に記載のリフレクタの製造方法において、
前記標準材と前記軽量材とを射出成形する工程では、
前記標準材と前記軽量材とを成形機に同時に投入して混練することを特徴とするリフレクタの製造方法。
【請求項1】
BMCおよび充填剤を含む標準材と、前記標準材中の充填剤の一部または全部を中空体に置換した軽量材とを準備する工程と、
前記標準材と前記軽量材とを混練しながら一定の金型に射出成形する工程と、
を備えることを特徴とするリフレクタの製造方法。
【請求項2】
請求項1に記載のリフレクタの製造方法において、
前記標準材および前記軽量材が球状または円柱状を呈していることを特徴とするリフレクタの製造方法。
【請求項3】
請求項1または2に記載のリフレクタの製造方法において、
前記標準材と前記軽量材とを射出成形する工程では、
前記標準材と前記軽量材とを成形機に交互に投入して積層させながら混練することを特徴とするリフレクタの製造方法。
【請求項4】
請求項1または2に記載のリフレクタの製造方法において、
前記標準材と前記軽量材とを射出成形する工程では、
前記標準材と前記軽量材とを成形機に同時に投入して混練することを特徴とするリフレクタの製造方法。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2011−191583(P2011−191583A)
【公開日】平成23年9月29日(2011.9.29)
【国際特許分類】
【出願番号】特願2010−58681(P2010−58681)
【出願日】平成22年3月16日(2010.3.16)
【出願人】(000002303)スタンレー電気株式会社 (2,684)
【Fターム(参考)】
【公開日】平成23年9月29日(2011.9.29)
【国際特許分類】
【出願日】平成22年3月16日(2010.3.16)
【出願人】(000002303)スタンレー電気株式会社 (2,684)
【Fターム(参考)】
[ Back to top ]