
リンク部品及び過給機
【課題】リンク部品及び過給機において、リンクピンの摩耗を抑制すると共にリンクピンの機械強度を向上させる。
【解決手段】リンクピン200が、つば部201と、当該つば部201よりも硬度の高い材料からなると共に周面が摺動領域とされる円柱部品202とを有する。
【解決手段】リンクピン200が、つば部201と、当該つば部201よりも硬度の高い材料からなると共に周面が摺動領域とされる円柱部品202とを有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、リンク部品及び過給機に関するものである。
【背景技術】
【0002】
自動車や船舶等では、供給される排気ガスの流量に応じてタービンインペラへ連通するノズル開度を調節する可変容量型の過給機が使用されている。
このような可変容量型の過給機は、タービンインペラの周囲に複数のノズルベーンが配列され、これらのノズルベーンの回動角度を調節することによってノズル開度を調節している。
【0003】
そして、ノズルベーンは、モータ等の動力発生部とリンク機構を介して接続されており、リンク機構を介して動力発生部から動翼が伝達されることによって回動される。
このようなリンク機構は、アクチュエータロッドとリンクピンとを有するロッド部品(リンク部品)を備えている。ロッド部品は、リンクピンを介してリンクバー等の他部品と連結されており、リンクピンの周面が他部品との間で摺動しながら動力を伝達する(特許文献1参照)。
【0004】
ところで、リンクピンは、ステンレス鋼によって形成されることが一般的であるが他部品と摺動するに連れて摩耗する。このようにリンクピンが摩耗すると、摩耗粉が生じ、これがリンクピンの摺動領域に滞留することにより摩耗が助長される。この結果、短時間でリンクピンの摩耗が進み、リンク機構の動作不良を招き、過給機の機能が十分に発揮できなくなってしまう。
特に過給機が自動車に搭載された場合には、リンク機構の本来の動作とは別に、自動車の振動によりリンクピンと他部品とが摺動し、さらにリンクピンの摩耗が助長させてしまう。
【0005】
そこで、特許文献2に示すように、リンクピンをステンレス鋼よりも硬度の高いトリバロイ(登録商標)で形成し、リンクピンの摩耗を抑止する方法が提案されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2007−40251号公報
【特許文献2】特開2006−265590号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところで、リンクピンの機械的強度を高めるためには、リンクピンを切削加工にて形成することが好ましい。
ただし、上述のように、従来のリンクピンはつば部を有しており、このようなつば部を硬度の高い材料を切削加工することにより作ることは非常に困難である。
【0008】
そこで、特許文献2に示すように、トリバロイ(登録商標)でリンクピンを形成する場合には、焼結により作製している。
しかしながら、焼結によって作製されたリンクピンは、切削加工で作製される場合よりも機械強度が弱くなってしまう。
【0009】
本発明は、上述する問題点に鑑みてなされたもので、リンク部品及び過給機において、リンクピンの摩耗を抑制すると共にリンクピンの機械強度を向上させることを目的とする。
【課題を解決するための手段】
【0010】
本発明は、上記課題を解決するための手段として、以下の構成を採用する。
【0011】
第1の発明は、過給機にて動力発生部の動力をノズルベーンに伝達するリンク機構に備えられると共に、つば部を有するリンクピンを備えるリンク部品であって、上記リンクピンが、つば部と、当該つば部よりも硬度の高い材料からなると共に周面が摺動領域とされる円柱部品とを有し、上記リンクピンが有する上記円柱部品が固定されると共に他部品と上記リンクピンとを連結する連結部品を備えるという構成を採用する。
【0012】
第2の発明は、上記第1の発明において、上記円柱部品が、樹脂製のコーティングが施されているという構成を採用する。
【0013】
第3の発明は、上記第1または第2の発明において、上記円柱部品が、Co基系合金によって形成されているという構成を採用する。
【0014】
第4の発明は、上記第1〜第3いずれかの発明において、上記円柱部品が、切削加工によって成形されているという構成を採用する。
【0015】
第5の発明は、上記第1〜第4いずれかの発明において、上記円柱部品が、溶接あるいはロウ付けによって上記連結部品と固定されているという構成を採用する。
【0016】
第6の発明は、動力発生部の動力をノズルベーンに伝達するリンク機構を備える過給機であって、上記リンク機構の構成部品として上記第1〜第5いずれかに記載の発明を備えることを特徴とする過給機。
【0017】
第7の発明において、上記第1〜第5の上記連結部品が、アクチュエータロッドであるという構成を採用する。
【発明の効果】
【0018】
そして、本発明においては、摺動領域を有する円柱部品が硬度の高い材料により形成され、これによってリンクピンの摩耗を抑制することができる。
また、本発明によれば、リンクピンがつば部と円柱部品とから分かれて構成されているため、円柱部品とつば部とを別々に作製することができる。このため、円柱部品の作製に当たり、つば部を考慮する必要はなく、容易に円柱部品を硬度の高い材料によって作製することができる。
したがって、本発明によれば、例えば、円柱部品をトリバロイ(登録商標)で作製し、つば部をステンレス鋼で作製することが可能となり、これによってリンクピンの摩耗を抑制し、さらにはリンクピンの機械強度を向上させることができる。
よって、本発明によれば、リンク部品及び過給機において、リンクピンの摩耗を抑制すると共にリンクピンの機械強度を向上させることが可能となる。
【0019】
また、円柱部品が樹脂製のコーディングが施されている場合には、摺動部分に発生する摩耗粉は、初期段階では金属でなく樹脂からなるものとなる。樹脂の方が金属よりも柔らかいため、この摩耗粉が摺動部分に巻き込まれて生じる2次的な摩耗は、樹脂コーティングを施していない金属の場合と比べて小さくなる。
したがって、円柱部品の摩耗速度を遅らせることが可能となり、より摩耗を抑制することが可能となる。
【図面の簡単な説明】
【0020】
【図1】本発明の一実施形態における過給機の概略構成を示す断面図である。
【図2】本発明の一実施形態における過給機が備えるリンク部品の概略構成図である。
【図3】従来のステンレス鋼からなるリンクピンと、トリバロイ(登録商標)からなるリンクピンと、従来のリンクピンに対して樹脂製のコーティングを施されたものとの摩耗速度の違いを示すグラフである。
【発明を実施するための形態】
【0021】
以下、図面を参照して、本発明に係るリンク部品及び過給機の一実施形態について説明する。なお、以下の図面において、各部材を認識可能な大きさとするために、各部材の縮尺を適宜変更している。
【0022】
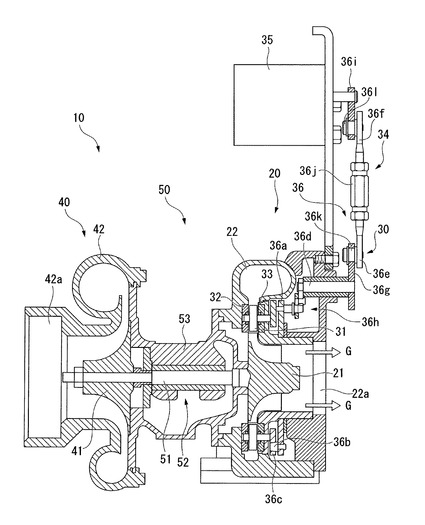
図1は、本実施形態における過給機10の概略構成を示す断面図である。この図に示すように、本実施形態の過給機10は、タービン20と、ノズルユニット30と、コンプレッサ40と、軸部50とを備えている。
【0023】
タービン20は、内燃機関から供給される排気ガスのエネルギを回転動力に変換するものであり、タービンインペラ21と、タービンハウジング22とを備えている。
【0024】
タービンインペラ21は、ディスクの一面に複数の翼が立設されたラジアルインペラであり、その外周部から流入する排気ガスGを翼で受けることにより回転する。
【0025】
タービンハウジング22は、タービンインペラ21を覆うものであって、外側に突出した排気ガス導入路を有している。この排気ガス導入路は、内燃機関の排気口に接続されて、内燃機関が排出する排気ガスGをタービンハウジング22内に導きいれる。
また、タービンハウジング22には、軸部40が備えるシャフト51の同軸上に位置させて排気ガス排出口22aが形成されている。そして、この排気ガス排出口22aは、排気筒(図示せず)に接続される。
【0026】
ノズルユニット30は、効率的にタービンインペラ21を回転駆動させるために、タービンインペラ21の上流側の流路面積を調節するものであり、複数のノズルベーン31と、枠体32,33と、ベーン駆動機構34とを備えている。
【0027】
ノズルベーン31は、タービンインペラ21周りに等間隔で環状に配列されている。枠体32,33の配列方向に沿う回転軸を中心として回動可能に支持されている。
枠体32,33は、ノズルベーン31の配列方向に沿った環状形状を有しており、ノズルベーン31を挟み込むようにしてタービンハウジング22に固定されている。
【0028】
ベーン駆動機構34は、ノズルベーン31を回動させてノズルベーン31同士の間隔(すなわちノズル開度)を調節するものである。
このベーン駆動機構34は、電動アクチュエータ35(動力発生部)と、リンク機構36とを備えている。
【0029】
電動アクチュエータ35は、ノズルベーン31を回動させるための動力を発生するものであり、不図示の制御装置によって制御される。
【0030】
リンク機構36は、電動アクチュエータ35の動力を介してノズルベーン31に伝達するものであり、ノズルベーン駆動リング36aと、ノズルベーン駆動軸36bと、ノズルリンク板36cと、駆動軸36dと、アクチュエータロッド36e,36fと、連結部36g〜36iと、ターンバックル36j、リンクピン36k,36lを備えている。
【0031】
ノズルベーン駆動リング36aは、枠体33に対して回動自在に設置されている。ノズルベーン駆動軸36bは、ノズルベーン31と同数設けられ、ノズルベーン駆動リング36aに貫装されている。ノズルリンク板36cは、各ノズルベーン31の駆動軸と各ノズルベーン駆動軸36bとを、クランク状に連結する。
駆動軸36dは、一端部を連結部36gによってアクチュエータロッド36eと連結されている。また、駆動軸36dは、他端部を連結部36hによってノズルベーン駆動リング36aに連結されており、ノズルベーン駆動リング36aは、駆動軸36dの回転運動によって回動される。
【0032】
アクチュエータロッド36eは、ターンバックル36jを介してもう一方のアクチュエータロッド36fと連結されている。アクチュエータロッド36eには、リンクピン36kが固定されている。また、アクチュエータロッド36fには、リンクピン36lが固定されている。そして、リンクピン36kは、連結部36gに設けられた貫通孔に回動可能に挿入され、リンクピン36lは、連結部36iに設けられた貫通孔に回動に回動可能に挿入されている。
【0033】
そして、本実施形態においては、アクチュエータロッド36eとリンクピン36kとが1つの一体化されたリンク部品100から構成されており、アクチュエータロッド36fとリンクピン36lとが同様のリンク部品100から構成されている。
【0034】
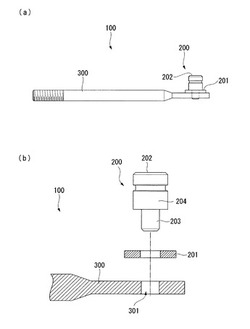
図2は、リンク部品100の概略構成図であり、(a)が組立て図、(b)が分解図である。
これらの図に示すように、本実施形態のリンク部品100は、上述のリンクピン36k,36lとして機能するリンクピン200と、アクチュエータロッド36e,36fとして機能するロッド部品300(連結部品)とから構成されている。
【0035】
そして、リンクピン200は、ロッド部品300を形成するステンレス鋼で形成されるつば部201と、当該つば部201よりも硬度の高い材料で形成されると共に周面が摺動領域とされる円柱部品202とから構成されている。
【0036】
円柱部品202は、Co基系合金(例えば、トリバロイ(登録商標))によって形成されることによってつば部201によりも硬度の高い部品とされている。そして、この円柱部品202は、ロッド部品300に設けられた貫通孔301に挿入するための突出部203と、該突出部203よりも大径であり、他部品(連結部36gあるいは連結部36i)に設けられた貫通孔に挿入される摺動部204とを備えている。
【0037】
突出部203は、溶接あるいはロウ付けによってロッド部品300に固着されており、これによって円柱部品202がロッド部品300に対して固定されている。なお、突出部203は、例えばカシメによってロッド部品300と固定することも考えられるが、硬度が高く変形し難いため、溶接あるいはロウ付けによってロッド部品300に固定することが好ましい。
摺動部204は、上述のように周面が他部品との摺動領域とされており、当該他部品が摺動に当たり、位置ズレしないように溝部が設けられている。
【0038】
このような円柱部品202は、上述のCo基系合金からなるブロック材を切削加工することによって成形される。
また、円柱部品202には、表面に対して樹脂製のコーティングが施されている。具体的には、例えば、ポリアミドイミド樹脂と二硫化モリブデンやグラファイトとを主成分とする潤滑塗料が20μm程度塗布されることによって円柱部品202に対してコーティングが施される。
【0039】
つば部201は、突出部203よりも大径で摺動部204よりも小径な貫通孔が中央に設けられた円板形状を有しており、当該貫通孔に突出部203が挿入されて、ロッド部品300と摺動部204との間で狭持される。
【0040】
ロッド部品300は、他部品(連結部36gあるいは連結部36i)とリンクピン200とを連結する連結部品として機能するものであり、ステンレス鋼によって形成されると共に表面に対して耐腐食性のメッキが施されている。
【0041】
このようなリンク部品100の製造する場合には、例えば、まずCo基系合金からなる硬度の高い材料を切削加工することによって円柱部品202を成形し、ステンレス鋼によってつば部201及びロッド部品300を成形する。
【0042】
続いて、ロッド部品300と円柱部品202との間につば部201を介挿して円柱部品202を、例えばNiロウを用いてロッド部品300にロウ付けにより固定する。なお、円柱部品202は、溶接によりロッド部品300に固定しても良い。
【0043】
続いて、円柱部品202を含むランク部品100の先端部に対して樹脂製のコーティングを形成する。これによって、円柱部品202の表面に樹脂製のコーティングを施す。
【0044】
最後に、リンクピン200にカバーを掛けた上で、例えば六価クロムフリー電気亜鉛メッキクロメート処理を行うことによって、ロッド部品300に対して、耐腐食性のメッキを施す。
【0045】
図1に戻り、コンプレッサ40は、外気を圧縮して内燃機関に供給するものであり、コンプレッサインペラ41、及びコンプレッサハウジング42を備えている。
【0046】
コンプレッサインペラ41は、ディスクの一面に複数の翼が立設されたラジアルインペラであり、回転駆動されることによりディスクの翼が立設された側に軸線方向から流入する外気を圧縮する。
【0047】
コンプレッサハウジング42は、コンプレッサインペラ41を覆うものである。コンプレッサハウジング42には、シャフト51と同軸上に位置させて吸気口42aが形成されている。この吸気口42aから外気が吸引される。
また、コンプレッサハウジング42は、外周側から突出した吐出流路を有している。この吐出流路は、内燃機関の給気口に接続されて、加圧空気を内燃機関へと導く。
【0048】
軸部50は、タービン20とコンプレッサ40とを接続すると共にタービンインペラ21の回転動力をコンプレッサインペラ41に伝達するものであり、シャフト51と、ベアリング52と、ベアリングハウジング53とを備えている。
【0049】
シャフト51は、タービンインペラ21とコンプレッサインペラ41とを連結する。シャフト51の軸心と、タービンインペラ21及びコンプレッサインペラ41の回転軸とは、同心である。
タービンインペラ21とシャフト51とは溶接等により一体化され、コンプレッサインペラ41とシャフト51とはボルト等を介して結合されている。
【0050】
ベアリング52は、ベアリングハウジング53内でシャフト51を回転自在に支持するものである。
【0051】
ベアリングハウジング53は、ベアリング52及びシャフト51を囲い、ベアリング52の位置固定するものである。このベアリングハウジング53は、タービンハウジング22とコンプレッサハウジング42との間に設けられ、タービンハウジング22とコンプレッサハウジング42とを接続する。
【0052】
このような構成を有する本実施形態の過給機10においては、内燃機関が排出する高温及び高圧の排気ガスGが、排気ガス導入路よりタービンハウジング22内に導入されて、タービンインペラ21を回転させた後に、排気ガス排出口22aより外部へ排気される。
そして、タービンインペラ21の回転は、シャフト51を介してコンプレッサインペラ41に伝達され、コンプレッサインペラ41を回転させる。これにより、吸気口42aから外気が、コンプレッサハウジング42内に吸入され、圧縮された後に、吐出流路を通過して、内燃機関に供給される。
【0053】
ここで、本実施形態における過給機10及びリンク部品100によれば、摺動領域を有する円柱部品202が硬度の高い材料により形成され、これによってリンクピン200(すなわち図1に示すリンクピン36k,36l)の摩耗を抑制することができる。
また、本実施形態における過給機10及びリンク部品100によれば、リンクピン200(すなわちリンクピン36k,36l)がつば部201と円柱部品202とから分かれて構成されているため、円柱部品202とつば部201とを別々に作製することができる。このため、円柱部品202の作製に当たり、つば部201を考慮する必要はなく、容易に円柱部品202を硬度の高い材料によって作製することができる。
したがって、本実施形態における過給機10及びリンク部品100によれば、上述のように、円柱部品202をトリバロイ(登録商標)で作製し、つば部201をステンレス鋼で作製することが可能となり、これによってリンクピン200(すなわちリンクピン36k,36l)の摩耗を抑制し、さらにはリンクピン200(すなわちリンクピン36k,36l)の機械強度を向上させることができる。
よって、本実施形態における過給機10及びリンク部品100によれば、リンクピン200(すなわちリンクピン36k,36l)の摩耗を抑制すると共に、リンクピン200(すなわちリンクピン36k,36l)の機械強度を向上させることが可能となる。
【0054】
また、本実施形態における過給機10及びリンク部品100においては、円柱部品202には樹脂製のコーティングが施されている。
このため、円柱部品202が他部品(すなわち連結部36g,36i)と摺動することによって発生する摩耗粉は、初期段階では金属でなく樹脂からなるものとなる。樹脂の方が金属よりも柔らかいため、この摩耗粉が摺動部分に巻き込まれて生じる2次的な摩耗は、樹脂コーティングを施していない場合と比べて小さくなる。したがって、円柱部品202の摩耗速度を遅らせることが可能となり、より摩耗を抑制することが可能となる。
【0055】
また、本実施形態における過給機10及びリンク部品100においては、円柱部品202がトリバロイ(登録商標)を含むCo基系合金によって形成されている。
このため、従来のようにリンクピンがステンレス鋼によって形成されている場合と比較して、リンクピンの摩耗速度を遅らせることが可能となる。
【0056】
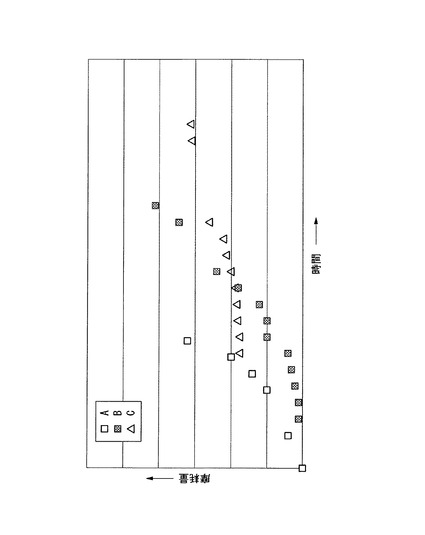
図3は、従来のステンレス鋼からなるリンクピン(A)と、トリバロイ(登録商標)からなるリンクピン(B)と、従来のリンクピンに対して樹脂製のコーティングを施されたもの(C)との摩耗速度の違いを示すグラフである。
この図に示すように、トリバロイ(登録商標)によってリンクピンを形成した場合と、樹脂製のコーティングを施した場合との両方において、従来のリンクピンを用いた場合よりも摩耗速度が遅くなることが分かる。
したがって、トリバロイ(登録商標)からなると共に樹脂製のコーティングが施された円柱部品202を備える本実施形態における過給機10及びリンク部品100によれば、さらに摩耗速度を遅くすることが期待できる。
【0057】
また、本実施形態における過給機10及びリンク部品100においては、円柱部品202が切削加工によって形成されている。
このため、密度が高く強度の強い円柱部品202となっている。よって、本実施形態における過給機10及びリンク部品100は、機械強度に優れたものとなる。
【0058】
また、本実施形態における過給機10及びリンク部品100においては、円柱部品202が溶接あるいはロウ付けによってロッド部品300と固定されている。
このため、硬度の高く変形し難い円柱部品202を確実にロッド部品300に対して固定することが可能となる。
【0059】
また、本実施形態における過給機10においては、アクチュエータロッド36e,36fとして用いられるロッド部品300に円柱部品202が固定されている。
このため、アクチュエータロッド36e,36fの周囲において振動が生じる場合であっても、リンクピン36k,36lの摩耗を抑制することが可能となる。
【0060】
以上、図面を参照しながら本発明の好適な実施形態について説明したが、本発明は上記実施形態に限定されるものではない。上述した実施形態において示した各構成部材の諸形状や組み合わせ等は一例であって、本発明の主旨から逸脱しない範囲において設計要求等に基づき種々変更可能である。
【0061】
例えば、上記実施形態においては、リンクピン200がアクチュエータロッド36e,36fとして機能するロッド部品300に固定される構成、すなわち本発明の連結部品がロッド部品300である構成について説明した。
しかしながら、本発明はこれに限定されるものではなく、リンクピン200が他の連結部品に固定される構成を採用することもできる。
【0062】
また、上記実施形態においては、つば部201が円柱部品202とロッド部品300との間に狭持されて固定される構成について説明した。
しかしながら、本発明はこれに限定されるものではなく、つば部201の中央部に設けられる貫通孔を円柱部品202とほぼ等しくし、円柱部品202をつば部201に圧入することによってつば部201を固定するようにしても良い。
【符号の説明】
【0063】
10……過給機、20……タービン、21……タービンインペラ、22……タービンハウジング、22a……排気ガス排出口、30……ノズルユニット、31……ノズルベーン、32,33……枠体、34……ベーン駆動機構、35……電動アクチュエータ、36……リンク機構、36a……ノズルベーン駆動リング、36b……ノズルベーン駆動軸、36c……ノズルリンク板、36d……駆動軸、36e……アクチュエータロッド(連結部品)、36f……アクチュエータロッド(連結部品)、36g〜36i……連結部、36j……ターンバックル、36k……リンクピン、36l……リンクピン、40……コンプレッサ、50……軸部、100……リンク部品、200……リンクピン、201……つば部、202……円柱部品、203……突出部、204……摺動部、300……ロッド部品(連結部品)
【技術分野】
【0001】
本発明は、リンク部品及び過給機に関するものである。
【背景技術】
【0002】
自動車や船舶等では、供給される排気ガスの流量に応じてタービンインペラへ連通するノズル開度を調節する可変容量型の過給機が使用されている。
このような可変容量型の過給機は、タービンインペラの周囲に複数のノズルベーンが配列され、これらのノズルベーンの回動角度を調節することによってノズル開度を調節している。
【0003】
そして、ノズルベーンは、モータ等の動力発生部とリンク機構を介して接続されており、リンク機構を介して動力発生部から動翼が伝達されることによって回動される。
このようなリンク機構は、アクチュエータロッドとリンクピンとを有するロッド部品(リンク部品)を備えている。ロッド部品は、リンクピンを介してリンクバー等の他部品と連結されており、リンクピンの周面が他部品との間で摺動しながら動力を伝達する(特許文献1参照)。
【0004】
ところで、リンクピンは、ステンレス鋼によって形成されることが一般的であるが他部品と摺動するに連れて摩耗する。このようにリンクピンが摩耗すると、摩耗粉が生じ、これがリンクピンの摺動領域に滞留することにより摩耗が助長される。この結果、短時間でリンクピンの摩耗が進み、リンク機構の動作不良を招き、過給機の機能が十分に発揮できなくなってしまう。
特に過給機が自動車に搭載された場合には、リンク機構の本来の動作とは別に、自動車の振動によりリンクピンと他部品とが摺動し、さらにリンクピンの摩耗が助長させてしまう。
【0005】
そこで、特許文献2に示すように、リンクピンをステンレス鋼よりも硬度の高いトリバロイ(登録商標)で形成し、リンクピンの摩耗を抑止する方法が提案されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2007−40251号公報
【特許文献2】特開2006−265590号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところで、リンクピンの機械的強度を高めるためには、リンクピンを切削加工にて形成することが好ましい。
ただし、上述のように、従来のリンクピンはつば部を有しており、このようなつば部を硬度の高い材料を切削加工することにより作ることは非常に困難である。
【0008】
そこで、特許文献2に示すように、トリバロイ(登録商標)でリンクピンを形成する場合には、焼結により作製している。
しかしながら、焼結によって作製されたリンクピンは、切削加工で作製される場合よりも機械強度が弱くなってしまう。
【0009】
本発明は、上述する問題点に鑑みてなされたもので、リンク部品及び過給機において、リンクピンの摩耗を抑制すると共にリンクピンの機械強度を向上させることを目的とする。
【課題を解決するための手段】
【0010】
本発明は、上記課題を解決するための手段として、以下の構成を採用する。
【0011】
第1の発明は、過給機にて動力発生部の動力をノズルベーンに伝達するリンク機構に備えられると共に、つば部を有するリンクピンを備えるリンク部品であって、上記リンクピンが、つば部と、当該つば部よりも硬度の高い材料からなると共に周面が摺動領域とされる円柱部品とを有し、上記リンクピンが有する上記円柱部品が固定されると共に他部品と上記リンクピンとを連結する連結部品を備えるという構成を採用する。
【0012】
第2の発明は、上記第1の発明において、上記円柱部品が、樹脂製のコーティングが施されているという構成を採用する。
【0013】
第3の発明は、上記第1または第2の発明において、上記円柱部品が、Co基系合金によって形成されているという構成を採用する。
【0014】
第4の発明は、上記第1〜第3いずれかの発明において、上記円柱部品が、切削加工によって成形されているという構成を採用する。
【0015】
第5の発明は、上記第1〜第4いずれかの発明において、上記円柱部品が、溶接あるいはロウ付けによって上記連結部品と固定されているという構成を採用する。
【0016】
第6の発明は、動力発生部の動力をノズルベーンに伝達するリンク機構を備える過給機であって、上記リンク機構の構成部品として上記第1〜第5いずれかに記載の発明を備えることを特徴とする過給機。
【0017】
第7の発明において、上記第1〜第5の上記連結部品が、アクチュエータロッドであるという構成を採用する。
【発明の効果】
【0018】
そして、本発明においては、摺動領域を有する円柱部品が硬度の高い材料により形成され、これによってリンクピンの摩耗を抑制することができる。
また、本発明によれば、リンクピンがつば部と円柱部品とから分かれて構成されているため、円柱部品とつば部とを別々に作製することができる。このため、円柱部品の作製に当たり、つば部を考慮する必要はなく、容易に円柱部品を硬度の高い材料によって作製することができる。
したがって、本発明によれば、例えば、円柱部品をトリバロイ(登録商標)で作製し、つば部をステンレス鋼で作製することが可能となり、これによってリンクピンの摩耗を抑制し、さらにはリンクピンの機械強度を向上させることができる。
よって、本発明によれば、リンク部品及び過給機において、リンクピンの摩耗を抑制すると共にリンクピンの機械強度を向上させることが可能となる。
【0019】
また、円柱部品が樹脂製のコーディングが施されている場合には、摺動部分に発生する摩耗粉は、初期段階では金属でなく樹脂からなるものとなる。樹脂の方が金属よりも柔らかいため、この摩耗粉が摺動部分に巻き込まれて生じる2次的な摩耗は、樹脂コーティングを施していない金属の場合と比べて小さくなる。
したがって、円柱部品の摩耗速度を遅らせることが可能となり、より摩耗を抑制することが可能となる。
【図面の簡単な説明】
【0020】
【図1】本発明の一実施形態における過給機の概略構成を示す断面図である。
【図2】本発明の一実施形態における過給機が備えるリンク部品の概略構成図である。
【図3】従来のステンレス鋼からなるリンクピンと、トリバロイ(登録商標)からなるリンクピンと、従来のリンクピンに対して樹脂製のコーティングを施されたものとの摩耗速度の違いを示すグラフである。
【発明を実施するための形態】
【0021】
以下、図面を参照して、本発明に係るリンク部品及び過給機の一実施形態について説明する。なお、以下の図面において、各部材を認識可能な大きさとするために、各部材の縮尺を適宜変更している。
【0022】
図1は、本実施形態における過給機10の概略構成を示す断面図である。この図に示すように、本実施形態の過給機10は、タービン20と、ノズルユニット30と、コンプレッサ40と、軸部50とを備えている。
【0023】
タービン20は、内燃機関から供給される排気ガスのエネルギを回転動力に変換するものであり、タービンインペラ21と、タービンハウジング22とを備えている。
【0024】
タービンインペラ21は、ディスクの一面に複数の翼が立設されたラジアルインペラであり、その外周部から流入する排気ガスGを翼で受けることにより回転する。
【0025】
タービンハウジング22は、タービンインペラ21を覆うものであって、外側に突出した排気ガス導入路を有している。この排気ガス導入路は、内燃機関の排気口に接続されて、内燃機関が排出する排気ガスGをタービンハウジング22内に導きいれる。
また、タービンハウジング22には、軸部40が備えるシャフト51の同軸上に位置させて排気ガス排出口22aが形成されている。そして、この排気ガス排出口22aは、排気筒(図示せず)に接続される。
【0026】
ノズルユニット30は、効率的にタービンインペラ21を回転駆動させるために、タービンインペラ21の上流側の流路面積を調節するものであり、複数のノズルベーン31と、枠体32,33と、ベーン駆動機構34とを備えている。
【0027】
ノズルベーン31は、タービンインペラ21周りに等間隔で環状に配列されている。枠体32,33の配列方向に沿う回転軸を中心として回動可能に支持されている。
枠体32,33は、ノズルベーン31の配列方向に沿った環状形状を有しており、ノズルベーン31を挟み込むようにしてタービンハウジング22に固定されている。
【0028】
ベーン駆動機構34は、ノズルベーン31を回動させてノズルベーン31同士の間隔(すなわちノズル開度)を調節するものである。
このベーン駆動機構34は、電動アクチュエータ35(動力発生部)と、リンク機構36とを備えている。
【0029】
電動アクチュエータ35は、ノズルベーン31を回動させるための動力を発生するものであり、不図示の制御装置によって制御される。
【0030】
リンク機構36は、電動アクチュエータ35の動力を介してノズルベーン31に伝達するものであり、ノズルベーン駆動リング36aと、ノズルベーン駆動軸36bと、ノズルリンク板36cと、駆動軸36dと、アクチュエータロッド36e,36fと、連結部36g〜36iと、ターンバックル36j、リンクピン36k,36lを備えている。
【0031】
ノズルベーン駆動リング36aは、枠体33に対して回動自在に設置されている。ノズルベーン駆動軸36bは、ノズルベーン31と同数設けられ、ノズルベーン駆動リング36aに貫装されている。ノズルリンク板36cは、各ノズルベーン31の駆動軸と各ノズルベーン駆動軸36bとを、クランク状に連結する。
駆動軸36dは、一端部を連結部36gによってアクチュエータロッド36eと連結されている。また、駆動軸36dは、他端部を連結部36hによってノズルベーン駆動リング36aに連結されており、ノズルベーン駆動リング36aは、駆動軸36dの回転運動によって回動される。
【0032】
アクチュエータロッド36eは、ターンバックル36jを介してもう一方のアクチュエータロッド36fと連結されている。アクチュエータロッド36eには、リンクピン36kが固定されている。また、アクチュエータロッド36fには、リンクピン36lが固定されている。そして、リンクピン36kは、連結部36gに設けられた貫通孔に回動可能に挿入され、リンクピン36lは、連結部36iに設けられた貫通孔に回動に回動可能に挿入されている。
【0033】
そして、本実施形態においては、アクチュエータロッド36eとリンクピン36kとが1つの一体化されたリンク部品100から構成されており、アクチュエータロッド36fとリンクピン36lとが同様のリンク部品100から構成されている。
【0034】
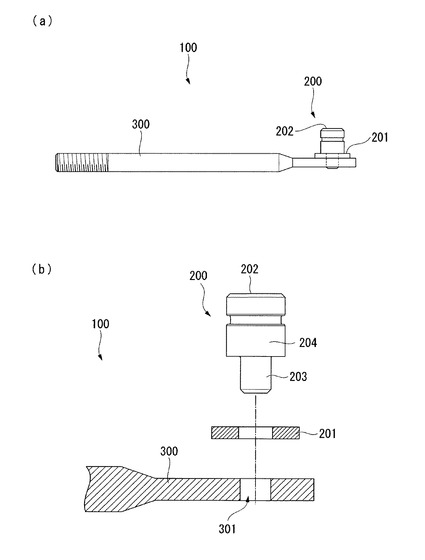
図2は、リンク部品100の概略構成図であり、(a)が組立て図、(b)が分解図である。
これらの図に示すように、本実施形態のリンク部品100は、上述のリンクピン36k,36lとして機能するリンクピン200と、アクチュエータロッド36e,36fとして機能するロッド部品300(連結部品)とから構成されている。
【0035】
そして、リンクピン200は、ロッド部品300を形成するステンレス鋼で形成されるつば部201と、当該つば部201よりも硬度の高い材料で形成されると共に周面が摺動領域とされる円柱部品202とから構成されている。
【0036】
円柱部品202は、Co基系合金(例えば、トリバロイ(登録商標))によって形成されることによってつば部201によりも硬度の高い部品とされている。そして、この円柱部品202は、ロッド部品300に設けられた貫通孔301に挿入するための突出部203と、該突出部203よりも大径であり、他部品(連結部36gあるいは連結部36i)に設けられた貫通孔に挿入される摺動部204とを備えている。
【0037】
突出部203は、溶接あるいはロウ付けによってロッド部品300に固着されており、これによって円柱部品202がロッド部品300に対して固定されている。なお、突出部203は、例えばカシメによってロッド部品300と固定することも考えられるが、硬度が高く変形し難いため、溶接あるいはロウ付けによってロッド部品300に固定することが好ましい。
摺動部204は、上述のように周面が他部品との摺動領域とされており、当該他部品が摺動に当たり、位置ズレしないように溝部が設けられている。
【0038】
このような円柱部品202は、上述のCo基系合金からなるブロック材を切削加工することによって成形される。
また、円柱部品202には、表面に対して樹脂製のコーティングが施されている。具体的には、例えば、ポリアミドイミド樹脂と二硫化モリブデンやグラファイトとを主成分とする潤滑塗料が20μm程度塗布されることによって円柱部品202に対してコーティングが施される。
【0039】
つば部201は、突出部203よりも大径で摺動部204よりも小径な貫通孔が中央に設けられた円板形状を有しており、当該貫通孔に突出部203が挿入されて、ロッド部品300と摺動部204との間で狭持される。
【0040】
ロッド部品300は、他部品(連結部36gあるいは連結部36i)とリンクピン200とを連結する連結部品として機能するものであり、ステンレス鋼によって形成されると共に表面に対して耐腐食性のメッキが施されている。
【0041】
このようなリンク部品100の製造する場合には、例えば、まずCo基系合金からなる硬度の高い材料を切削加工することによって円柱部品202を成形し、ステンレス鋼によってつば部201及びロッド部品300を成形する。
【0042】
続いて、ロッド部品300と円柱部品202との間につば部201を介挿して円柱部品202を、例えばNiロウを用いてロッド部品300にロウ付けにより固定する。なお、円柱部品202は、溶接によりロッド部品300に固定しても良い。
【0043】
続いて、円柱部品202を含むランク部品100の先端部に対して樹脂製のコーティングを形成する。これによって、円柱部品202の表面に樹脂製のコーティングを施す。
【0044】
最後に、リンクピン200にカバーを掛けた上で、例えば六価クロムフリー電気亜鉛メッキクロメート処理を行うことによって、ロッド部品300に対して、耐腐食性のメッキを施す。
【0045】
図1に戻り、コンプレッサ40は、外気を圧縮して内燃機関に供給するものであり、コンプレッサインペラ41、及びコンプレッサハウジング42を備えている。
【0046】
コンプレッサインペラ41は、ディスクの一面に複数の翼が立設されたラジアルインペラであり、回転駆動されることによりディスクの翼が立設された側に軸線方向から流入する外気を圧縮する。
【0047】
コンプレッサハウジング42は、コンプレッサインペラ41を覆うものである。コンプレッサハウジング42には、シャフト51と同軸上に位置させて吸気口42aが形成されている。この吸気口42aから外気が吸引される。
また、コンプレッサハウジング42は、外周側から突出した吐出流路を有している。この吐出流路は、内燃機関の給気口に接続されて、加圧空気を内燃機関へと導く。
【0048】
軸部50は、タービン20とコンプレッサ40とを接続すると共にタービンインペラ21の回転動力をコンプレッサインペラ41に伝達するものであり、シャフト51と、ベアリング52と、ベアリングハウジング53とを備えている。
【0049】
シャフト51は、タービンインペラ21とコンプレッサインペラ41とを連結する。シャフト51の軸心と、タービンインペラ21及びコンプレッサインペラ41の回転軸とは、同心である。
タービンインペラ21とシャフト51とは溶接等により一体化され、コンプレッサインペラ41とシャフト51とはボルト等を介して結合されている。
【0050】
ベアリング52は、ベアリングハウジング53内でシャフト51を回転自在に支持するものである。
【0051】
ベアリングハウジング53は、ベアリング52及びシャフト51を囲い、ベアリング52の位置固定するものである。このベアリングハウジング53は、タービンハウジング22とコンプレッサハウジング42との間に設けられ、タービンハウジング22とコンプレッサハウジング42とを接続する。
【0052】
このような構成を有する本実施形態の過給機10においては、内燃機関が排出する高温及び高圧の排気ガスGが、排気ガス導入路よりタービンハウジング22内に導入されて、タービンインペラ21を回転させた後に、排気ガス排出口22aより外部へ排気される。
そして、タービンインペラ21の回転は、シャフト51を介してコンプレッサインペラ41に伝達され、コンプレッサインペラ41を回転させる。これにより、吸気口42aから外気が、コンプレッサハウジング42内に吸入され、圧縮された後に、吐出流路を通過して、内燃機関に供給される。
【0053】
ここで、本実施形態における過給機10及びリンク部品100によれば、摺動領域を有する円柱部品202が硬度の高い材料により形成され、これによってリンクピン200(すなわち図1に示すリンクピン36k,36l)の摩耗を抑制することができる。
また、本実施形態における過給機10及びリンク部品100によれば、リンクピン200(すなわちリンクピン36k,36l)がつば部201と円柱部品202とから分かれて構成されているため、円柱部品202とつば部201とを別々に作製することができる。このため、円柱部品202の作製に当たり、つば部201を考慮する必要はなく、容易に円柱部品202を硬度の高い材料によって作製することができる。
したがって、本実施形態における過給機10及びリンク部品100によれば、上述のように、円柱部品202をトリバロイ(登録商標)で作製し、つば部201をステンレス鋼で作製することが可能となり、これによってリンクピン200(すなわちリンクピン36k,36l)の摩耗を抑制し、さらにはリンクピン200(すなわちリンクピン36k,36l)の機械強度を向上させることができる。
よって、本実施形態における過給機10及びリンク部品100によれば、リンクピン200(すなわちリンクピン36k,36l)の摩耗を抑制すると共に、リンクピン200(すなわちリンクピン36k,36l)の機械強度を向上させることが可能となる。
【0054】
また、本実施形態における過給機10及びリンク部品100においては、円柱部品202には樹脂製のコーティングが施されている。
このため、円柱部品202が他部品(すなわち連結部36g,36i)と摺動することによって発生する摩耗粉は、初期段階では金属でなく樹脂からなるものとなる。樹脂の方が金属よりも柔らかいため、この摩耗粉が摺動部分に巻き込まれて生じる2次的な摩耗は、樹脂コーティングを施していない場合と比べて小さくなる。したがって、円柱部品202の摩耗速度を遅らせることが可能となり、より摩耗を抑制することが可能となる。
【0055】
また、本実施形態における過給機10及びリンク部品100においては、円柱部品202がトリバロイ(登録商標)を含むCo基系合金によって形成されている。
このため、従来のようにリンクピンがステンレス鋼によって形成されている場合と比較して、リンクピンの摩耗速度を遅らせることが可能となる。
【0056】
図3は、従来のステンレス鋼からなるリンクピン(A)と、トリバロイ(登録商標)からなるリンクピン(B)と、従来のリンクピンに対して樹脂製のコーティングを施されたもの(C)との摩耗速度の違いを示すグラフである。
この図に示すように、トリバロイ(登録商標)によってリンクピンを形成した場合と、樹脂製のコーティングを施した場合との両方において、従来のリンクピンを用いた場合よりも摩耗速度が遅くなることが分かる。
したがって、トリバロイ(登録商標)からなると共に樹脂製のコーティングが施された円柱部品202を備える本実施形態における過給機10及びリンク部品100によれば、さらに摩耗速度を遅くすることが期待できる。
【0057】
また、本実施形態における過給機10及びリンク部品100においては、円柱部品202が切削加工によって形成されている。
このため、密度が高く強度の強い円柱部品202となっている。よって、本実施形態における過給機10及びリンク部品100は、機械強度に優れたものとなる。
【0058】
また、本実施形態における過給機10及びリンク部品100においては、円柱部品202が溶接あるいはロウ付けによってロッド部品300と固定されている。
このため、硬度の高く変形し難い円柱部品202を確実にロッド部品300に対して固定することが可能となる。
【0059】
また、本実施形態における過給機10においては、アクチュエータロッド36e,36fとして用いられるロッド部品300に円柱部品202が固定されている。
このため、アクチュエータロッド36e,36fの周囲において振動が生じる場合であっても、リンクピン36k,36lの摩耗を抑制することが可能となる。
【0060】
以上、図面を参照しながら本発明の好適な実施形態について説明したが、本発明は上記実施形態に限定されるものではない。上述した実施形態において示した各構成部材の諸形状や組み合わせ等は一例であって、本発明の主旨から逸脱しない範囲において設計要求等に基づき種々変更可能である。
【0061】
例えば、上記実施形態においては、リンクピン200がアクチュエータロッド36e,36fとして機能するロッド部品300に固定される構成、すなわち本発明の連結部品がロッド部品300である構成について説明した。
しかしながら、本発明はこれに限定されるものではなく、リンクピン200が他の連結部品に固定される構成を採用することもできる。
【0062】
また、上記実施形態においては、つば部201が円柱部品202とロッド部品300との間に狭持されて固定される構成について説明した。
しかしながら、本発明はこれに限定されるものではなく、つば部201の中央部に設けられる貫通孔を円柱部品202とほぼ等しくし、円柱部品202をつば部201に圧入することによってつば部201を固定するようにしても良い。
【符号の説明】
【0063】
10……過給機、20……タービン、21……タービンインペラ、22……タービンハウジング、22a……排気ガス排出口、30……ノズルユニット、31……ノズルベーン、32,33……枠体、34……ベーン駆動機構、35……電動アクチュエータ、36……リンク機構、36a……ノズルベーン駆動リング、36b……ノズルベーン駆動軸、36c……ノズルリンク板、36d……駆動軸、36e……アクチュエータロッド(連結部品)、36f……アクチュエータロッド(連結部品)、36g〜36i……連結部、36j……ターンバックル、36k……リンクピン、36l……リンクピン、40……コンプレッサ、50……軸部、100……リンク部品、200……リンクピン、201……つば部、202……円柱部品、203……突出部、204……摺動部、300……ロッド部品(連結部品)
【特許請求の範囲】
【請求項1】
過給機にて動力発生部の動力をノズルベーンに伝達するリンク機構に備えられると共に、つば部を有するリンクピンを備えるリンク部品であって、
前記リンクピンが、つば部と、当該つば部よりも硬度の高い材料からなると共に周面が摺動領域とされる円柱部品とを有し、
前記リンクピンが有する前記円柱部品が固定されると共に他部品と前記リンクピンとを連結する連結部品を備える
ことを特徴とするリンク部品。
【請求項2】
前記円柱部品は、樹脂製のコーティングが施されていることを特徴とする請求項1記載のリンク部品。
【請求項3】
前記円柱部品は、Co基系合金によって形成されていることを特徴とする請求項1または2記載のリンク部品。
【請求項4】
前記円柱部品は、切削加工によって成形されていることを特徴とする請求項1〜3いずれかに記載のリンク部品。
【請求項5】
前記円柱部品は、溶接あるいはロウ付けによって前記連結部品と固定されていることを特徴とする請求項1〜4いずれかに記載のリンク部品。
【請求項6】
動力発生部の動力をノズルベーンに伝達するリンク機構を備える過給機であって、
前記リンク機構の構成部品として請求項1〜5いずれかに記載のリンク部品を備えることを特徴とする過給機。
【請求項7】
前記連結部品は、アクチュエータロッドであることを特徴とする請求項6記載の過給機。
【請求項1】
過給機にて動力発生部の動力をノズルベーンに伝達するリンク機構に備えられると共に、つば部を有するリンクピンを備えるリンク部品であって、
前記リンクピンが、つば部と、当該つば部よりも硬度の高い材料からなると共に周面が摺動領域とされる円柱部品とを有し、
前記リンクピンが有する前記円柱部品が固定されると共に他部品と前記リンクピンとを連結する連結部品を備える
ことを特徴とするリンク部品。
【請求項2】
前記円柱部品は、樹脂製のコーティングが施されていることを特徴とする請求項1記載のリンク部品。
【請求項3】
前記円柱部品は、Co基系合金によって形成されていることを特徴とする請求項1または2記載のリンク部品。
【請求項4】
前記円柱部品は、切削加工によって成形されていることを特徴とする請求項1〜3いずれかに記載のリンク部品。
【請求項5】
前記円柱部品は、溶接あるいはロウ付けによって前記連結部品と固定されていることを特徴とする請求項1〜4いずれかに記載のリンク部品。
【請求項6】
動力発生部の動力をノズルベーンに伝達するリンク機構を備える過給機であって、
前記リンク機構の構成部品として請求項1〜5いずれかに記載のリンク部品を備えることを特徴とする過給機。
【請求項7】
前記連結部品は、アクチュエータロッドであることを特徴とする請求項6記載の過給機。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2012−17667(P2012−17667A)
【公開日】平成24年1月26日(2012.1.26)
【国際特許分類】
【出願番号】特願2010−154192(P2010−154192)
【出願日】平成22年7月6日(2010.7.6)
【出願人】(000000099)株式会社IHI (5,014)
【Fターム(参考)】
【公開日】平成24年1月26日(2012.1.26)
【国際特許分類】
【出願日】平成22年7月6日(2010.7.6)
【出願人】(000000099)株式会社IHI (5,014)
【Fターム(参考)】
[ Back to top ]