
リングヘッド及びそれを用いたローラ部材の製造方法
【課題】本発明の目的は、スリット幅と流体流路の絞り幅とを容易に変更可能なリングヘッドを提供することにある。また、軸芯体の周面に高品位な塗膜が形成されてなるローラ部材の製造方法を提供することにある。
【解決手段】流体分配室と、第1、2のリング部材の間隙に構成される、内周面全周に開口しているスリットと、流体導入口と、該流体分配室と該スリットとを結ぶ環状流路とを有するリングヘッドであって、該第1、2のリング部材の間には該スリット幅を規定するスペーサが配置され、流体の流路は該スペーサの絞り孔により流路幅が絞られている絞り部を有し、該絞り部において流体の絞り孔通過前の供給口側の流路断面積Saと、複数の絞り孔の総断面積Sbが、0.03≦Sb/Sa≦0.30を満たすリングヘッド及び該リングヘッドを用いたローラ部材の製造方法。
【解決手段】流体分配室と、第1、2のリング部材の間隙に構成される、内周面全周に開口しているスリットと、流体導入口と、該流体分配室と該スリットとを結ぶ環状流路とを有するリングヘッドであって、該第1、2のリング部材の間には該スリット幅を規定するスペーサが配置され、流体の流路は該スペーサの絞り孔により流路幅が絞られている絞り部を有し、該絞り部において流体の絞り孔通過前の供給口側の流路断面積Saと、複数の絞り孔の総断面積Sbが、0.03≦Sb/Sa≦0.30を満たすリングヘッド及び該リングヘッドを用いたローラ部材の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、リングヘッドに関するものである。また、本発明は軸芯体の周面に塗膜を有するローラ部材の製造方法に関する。
【背景技術】
【0002】
特許文献1、2には、リングヘッドを用いて軸芯体の周面に塗膜を形成する方法が記載されている。
【0003】
リングヘッドを用いた塗膜の形成方法は、リングヘッドの内周面の全周にわたって開口したスリットから塗料を吐出し、リングヘッドと軸芯体とを相対的に移動させることにより、該軸芯体の周面に表面層を塗布する方法である。
【0004】
ところで、リングヘッドのリング内周面の全周にわたって開口したスリットの幅が均一でない場合や幅が適正でない場合には、円筒形基材や弾性ローラの円周方向の膜厚ムラが大きくなる場合や、塗布ムラ、液ダレが発生する場合がある。
【0005】
このような課題に対して、リングヘッドを構成する上環状塗布部材と下環状塗布部材との間に吐出口のスリット間隔を調整するためのスペーサを配置してスリット間隔の寸法精度(間隙精度)を向上させることが提案されている(特許文献3、特許文献4)。
【0006】
一方、リングヘッド内の、当該リングヘッドへの流体導入部と吐出口とを結ぶ流体の流路の途中に絞り部を設けて、当該流体の流速を上げ、吐出口からの流体の吐出ムラを軽減する構成が知られている。
【0007】
【特許文献1】特開昭60−95440号公報
【特許文献2】特開昭61−8164号公報
【特許文献3】特開平08−323265号公報
【特許文献4】特開平09−19653号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
ところで、リングヘッドは、上記したように、当該リングヘッドから塗料を吐出させて軸芯体の周面に塗膜を形成することの他に、当該リングヘッドから空気などの気体を吐出させて軸芯体の周面に形成した塗料を乾燥することなどにも利用されている。
【0009】
ここで、スリットから吐出させる塗料や気体の性質に応じて、塗布条件や乾燥条件の最適化を図るために、スリットの幅や流体流路を流れる流体の流速を規定する流体流路の絞り幅を変更したいという要求があった。
【0010】
そこで、本発明の目的は、スリット幅と流体流路の絞り幅とを容易に変更可能なリングヘッドを提供することにある。
【0011】
また本発明の他の目的は、軸芯体の周面に高品位な塗膜が形成されてなるローラ部材の製造方法を提供することにある。
【課題を解決するための手段】
【0012】
内部に環状の流体分配室を備え、
第1のリング部材と第2のリング部材との間隙によって構成されてなる、内周面の全周にわたって開口している流体を吐出するためのスリットと、
該流体分配室に流体を導入する流体導入口と、
該流体分配室と該スリットとを連結する環状流路と、を有しているリングヘッドであって、
該第1のリング部材と該第2のリング部材との間には、該スリットの幅を規定する所定の厚みを有する、該第1のリング部材及び第2のリング部材から着脱可能なスペーサが配置されており、
該流体分配室から該環状流路を経て該スリットに至る流体の流路は、該スペーサに円周状に配置された複数の絞り孔により該スリットに向けて流れる流体の流速が上昇するように絞られている絞り部を有し、
更に該絞り部において、流体が絞り孔を通過する直前の供給口側の断面積Saと、複数の絞り孔の総断面積Sbが、0.03≦Sb/Sa≦0.30を満たすことを特徴とする。
【発明の効果】
【0013】
本発明にかかるリングヘッドによれば、スペーサの厚み、絞り孔の径、絞り孔の数、絞り孔の配置箇所のうち少なくとも一つが異なるような複数のスペーサを用意し、それらを適宜交換することによりスリット幅、絞り幅の変更することが可能となる。即ち、リングヘッドから吐出する塗料や気体の性質に応じて塗工条件や乾燥条件を容易に変更することができる。その結果、塗工条件や乾燥条件の最適化が極めて容易となり、高品位なローラ部材を低コストで製造することが可能となる。
【発明を実施するための最良の形態】
【0014】
[本発明に係るリングヘッドの概要]
(第1の態様)
以下、本発明に係るリングヘッドを、図面を用いて詳細に説明する。
【0015】
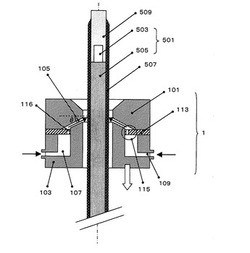
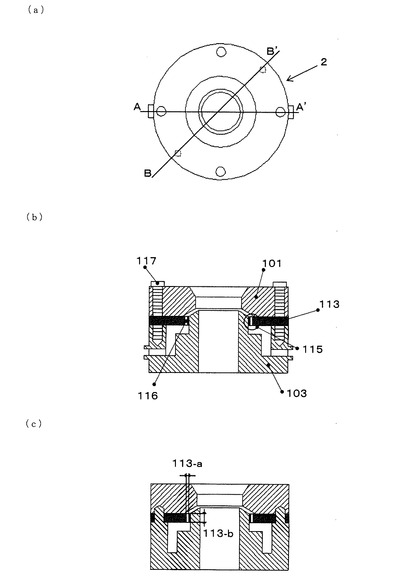
図1は、本発明の第1の実施態様に係るリングヘッド1の概略図である。
【0016】
図1(a)は、該リングヘッド1の平面図である。
【0017】
図1(b)は、図1(a)のA−A´線における断面図である。
【0018】
図1(c)は、図1(a)のB−B´線における断面図である。
【0019】
図1において、101は、第1のリング部材、103は第2のリング部材である。105は、第1のリング部材101と第2のリング部材103との間隙により構成されている、内周面の全周にわたって開口している流体を吐出するためのスリットである。
【0020】
図1(b)において、107は、リングヘッド1内にリング状に設けられている流体分配室である。流体分配室107には、流体導入口109を介して外部から流体が導入されるように構成されている。また、流体分配室107とスリット105とは、環状流路111によって連結されている。
【0021】
第1のリング部材と第2のリング部材との間には、ドーナツ形状のスペーサ113が配置されている。スペーサ113は、その厚みによりスリット105の幅を規定している。
【0022】
また、流体分配室107から環状流路111を経てスリット105に至る流体の流路には、該スペーサ113に円周状に配置された複数の絞り孔116によって流路幅が狭められた絞り部115が存在している。
【0023】
絞り部115においては、絞り孔116が絞ることにより、流体導入口109から流体分配室107に導入されスリット105に向かう流体の流速を上昇させることができる。その結果、スリット105からの流体吐出の均一性を向上する。
【0024】
流体が絞り孔116を通過する直前の供給口側の流路の断面積Sa、複数の絞り孔116の総断面積Sbは、0.03≦Sb/Sa≦0.30を満たす。Sb/Saが0.03より小さい場合、流体の流れ自体を阻害してしまい、吐出量が設定値よりも少なくなる。Sb/Saが0.30を超えると、流体を絞る効果が低くなり、円周方向に流体の流速を均一にするという本発明の効果を発揮できない。
【0025】
スペーサ113は、ボルト117を取り外すことにより、第1のリング部材101、第2のリング部材103から着脱可能である。
【0026】
したがって、スペーサの厚み、絞り孔の径、絞り孔の配置箇所のうち少なくとも一つが異なるスペーサを複数用意しておき、それらを交換することで、スリット105の幅、及び絞り孔116を調整することができる。その結果、特性の異なる塗布液や気体を用いて塗布条件や乾燥条件の最適化を検討に容易に対応することができる。
【0027】
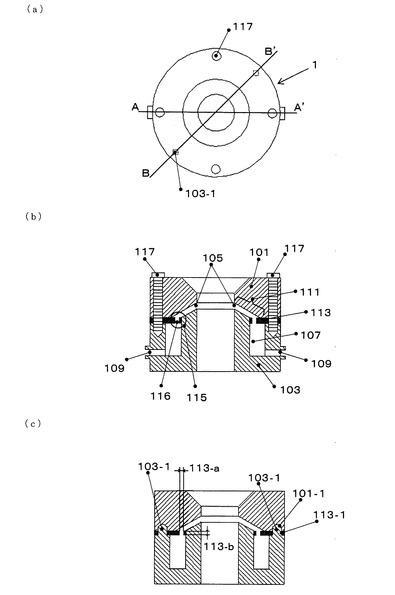
図1(c)において、103−1は、第2のリング部材103の一部として設けられている位置決め用のピンである。
【0028】
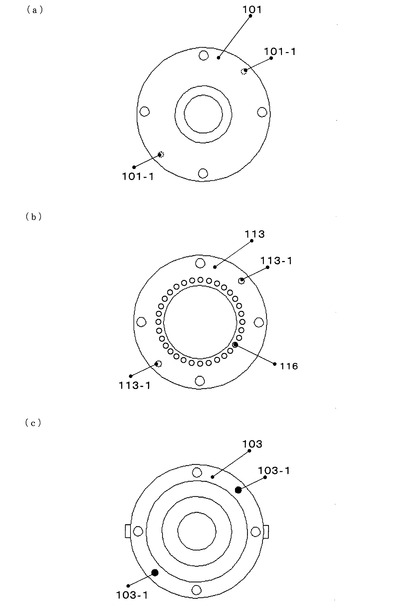
そして、第1のリング部材101には、ピン103−1に対応する位置に、ピン103−1と係合可能な孔部101−1が設けられている。また、スペーサ113には、ピン103−1に対応する位置に、孔部113−1が設けられている。これにより、第1のリング部材101、第2のリング部材103及びスペーサ113を同心となるように組み立てることができる。
【0029】
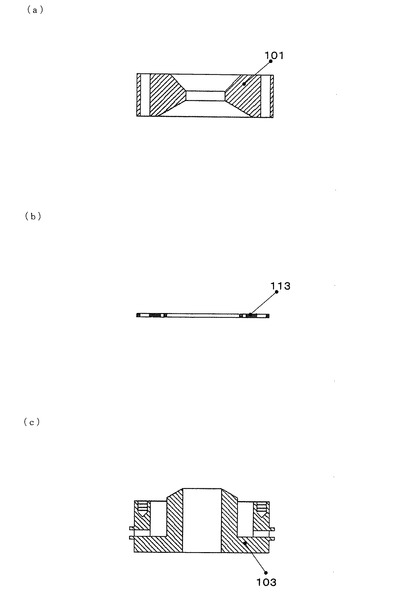
尚、図2(a)、(b)及び(c)は、図1に示した第1のリング部材101、スペーサ113及び第2のリング部材103の断面図である。
【0030】
また、図3は(a)、(b)及び(c)は、図1に示した第1のリング部材101、スペーサ113及び第2のリング部材103の平面図である。
【0031】
本発明に係るリングヘッドを構成する第1のリング部材101とスペーサ113との間、及び第2のリング部材103とスペーサ113との間で流体が漏出しないように、各部材間には、Oリング等でシールしておくことが好ましい。また、流体が漏れないようにするために、第1のリング部材101、第2のリング部材103、スペーサ113は±5μmの寸法精度で加工を行なうことが好ましい。
【0032】
第1のリング部材、第2のリング部材の材質としては、加工精度の高いステンレス等の鋼材を用いることが好ましい。また、アルミニウムや樹脂(例えば、ポリテトラフルオロエチレン等)を用いてもよい。
【0033】
(第2の態様)
図4は、本発明の第2の実施態様に係るリングヘッド2の概略図である。
【0034】
図4(a)は、該リングヘッド2の平面図、図4(b)、(c)は、図4(a)のA−A´線、B−B´線における断面図である。
【0035】
本実施態様に係るリングヘッド2においては、絞り部以外にも流路が狭くなる箇所がある点が実施態様1とは異なる。
【0036】
本実施態様に係るリングヘッド2は、流体の流れムラが出やすい場合、特に種々の粉体を含有した塗工液の塗布に用いる場合に好ましい構成と言える。
【0037】
[ローラ部材の製造方法]
次に、本発明に係るリングヘッドを用いたローラ部材の製造方法を説明する。
【0038】
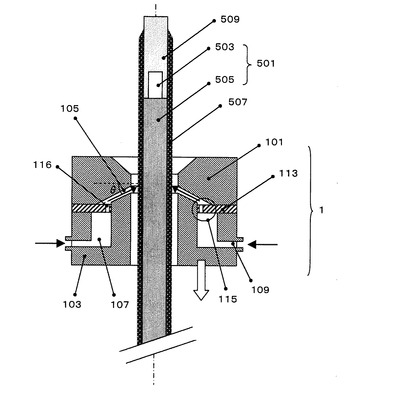
本発明に係るリングヘッドを、軸芯体の周面に形成した塗膜の乾燥工程に適用したローラ部材の製造方法について図5を用いて説明する。
【0039】
図5において、1は、本発明に係るリングヘッド、501は、軸芯体503の周面に弾性層505が形成されているゴムローラである。また、507は、弾性層505の周面に形成された塗膜である。また、509は、ゴムローラ501を把持し、リングヘッド1に対して移動させるゴムローラ搬送手段である。
【0040】
ゴムローラ501は、リングヘッド1と同心となるように配置する。また、ゴムローラ501は、ゴムローラの保持部材509に固定して垂直状態に保持する。更に、ゴムローラ501とスリット105は所定の間隔をなすよう配置されている。
【0041】
リングヘッド1の外部に配置した気体の供給側圧力ライン(不図示)から精密レギュレーターにより圧力設定されて2箇所の流体供給口109に乾燥用の気体を供給する。リングヘッド1内の1箇所以上の気体の分配室107にて当該気体を合流させる。当該気体は、分配室107からスリット105に向けて流れる過程において、絞り部115における絞り孔116にて流速が上げられ、リングヘッド1周方向における気体の流速が均一化される。
【0042】
そして、気体は、スリット105から塗膜に向けて吐出される。
【0043】
ゴムローラ501表面への気体の吹きつけは、ゴムローラ501とリングヘッド1とを所定の速度で相対的に移動させながら、気体を吹きつけることにより行うことができる。
【0044】
乾燥用気体としては化学的に不活性で安定な気体が好適である。これらの気体の具体例は、空気、窒素、ヘリウム、アルゴンなどを含む。
【0045】
また気体の温度、湿度は、乾燥速度に応じて適宜設定すればよい。
【0046】
更に、供給側圧力ラインのドレンやゴミなどの滞留を防止するために、供給側圧力ラインと精密レギュレーターの間にエアーフィルタ、ミストセパレイタを入れることが好ましい。
【0047】
精密レギュレーターで設定される圧力については、0.005〜0.6MPaの間で調整するのが好ましい。この数値範囲とすることで、塗膜の乾燥を促進させることができる。また、塗膜の表面形状に乱れ(はじき、ムラ)が生じることも有効に抑制できる。ここで、塗膜507の表面に吹きつける気体の圧力とゴムローラ501の保持部材509の表面に吹きつける気体の圧力をかえて制御しても良い。
【0048】
塗膜の乾燥に用いるリングヘッドにおいて、スリット105の幅は、0.01mm以上1.0mm以下の範囲が好ましい。前記範囲内では、ゴムローラ501表面の塗膜507の液面形状に乱れ(はじき、ムラ)が生じにくい。
【0049】
また、乾燥対象たる塗膜507に対するスリット105の角度(図5におけるθ)は、0〜60度とすることが好ましい。前記範囲内では、ゴムローラ501表面の塗膜507の乾燥を促進させる効果が高い。
【0050】
このようなリングヘッドを用いた乾燥方法によれば、スリットからの乾燥用の気体の吐出をその周方向にわたって極めて均一化することができる。
【0051】
また、スペーサが着脱可能に構成されているため、スペーサの厚み、絞り孔の径、絞り孔の配置箇所のうち少なくとも一つが異なるスペーサを複数用意しておき、それらを交換することで、スリット105からの気体の吐出を容易に微調整することが可能である。
【0052】
これにより、被乾燥対象である塗膜の材料を変更した場合にも、当該塗膜の乾燥条件の最適化を容易に行うことができる。その結果、乾燥ムラ等のない、高品位な表面層を弾性層表面に有するローラ部材を得ることができる。
【0053】
尚、上述のゴムローラ501は、例えば以下のようにして製造される。
【0054】
まず、軸芯体503上に弾性層505が設けられたゴムローラの成形方法として、以下の方法が挙げられる。
【0055】
(1)中空の円筒金型の内部に、軸芯体503を2つの円筒駒を用いて同心に配置する。当該円筒金型内に、弾性層の原料であるゴム組成物を注入する。その後、当該金型を加熱してゴム組成物を硬化させて軸芯体503の周面に弾性層505を形成する。
【0056】
(2)軸芯体とゴム組成物とをクロスヘッドを用いて一体に押出して軸芯体の周面をゴム組成物で被覆し、その後ゴム組成物を硬化させて軸芯体503の周面に弾性層505を形成する。
【0057】
製造時間の短縮を考えると、上記(2)の方法が好適に用いられる。
【0058】
軸芯体としては、例えば、ニッケルメッキしたSUM材等の鋼材を含むステンレススチール棒、リン青銅棒、アルミニウム棒、耐熱樹脂棒が好ましい。
【0059】
また、弾性層505は、例えば、導電性の弾性層である。該弾性層を構成するゴム材料としては、天然ゴム、ブタジエンゴム、ヒドリンゴム、スチレン−ブタジエンゴム、ニトリルゴム、エチレン−プロピレンゴム、ブチルゴム、シリコーンゴム、ウレタンゴム、フッソゴム、塩素ゴム、熱可塑エラストマー等が挙げられる。
【0060】
弾性層中に分散させる導電剤の例は、カーボンブラック、導電性カーボン等のカーボン類、金属粉、導電性の繊維、酸化スズ等の半導電性金属酸化物粉体、更にはこれらの混合物等を含む。
【0061】
乾燥工程により乾燥させた表面層の硬化方法について説明する。表面層は加熱硬化させても良い。この場合は、熱風炉、熱盤、遠・近赤外線による加熱、誘導加熱等のいずれの方法でも良く、或いはこれらの加熱方法を併用しても良い。また、活性エネルギー線を照射して硬化させても良く、この場合は短時間での硬化が可能になる。活性エネルギー線は紫外線でも電子線でも良い。また、表面層を活性エネルギー線で照射する場合は弾性層も同時に改質・硬化される。特に、弾性層が二重結合を有するゴムの場合は、活性エネルギー線での照射による改質・硬化の効果が大きいため好ましい。
【0062】
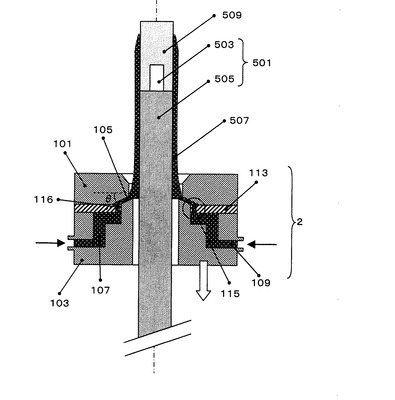
次に、本発明に係るリングヘッドを、ローラ部材を構成する、軸芯体の周面等に形成されてなる被膜の形成工程に用いた、ローラ部材の製造方法の一態様を、図6を用いて説明する。
【0063】
図6において、図5と共通の部材については同一の図番を付した。
【0064】
本態様においては、リングヘッド2の外部にある、不図示の液供給手段(シリンジポンプ、不図示)から、流体導入口109に塗料を供給する。
【0065】
供給された塗料は、流体分配室107の全周にわたって、ほぼ充填される。その後、スリット105に向けて流動するが、絞り部115の絞り孔116を通過することで、流速が上昇し、周方向の樹脂量のより一層の均一化が図られる。そして、スリット105から、弾性層505の表面に吐出される。
【0066】
ゴムローラ501表面への塗料の吐出量は、塗膜507の厚さ、塗料の固形分の比率、塗料の粘度、塗布速度(ゴムローラ501とリングヘッド2との相対移動速度)を考慮して適宜設定する。
【0067】
また、ゴムローラの保持部材509表面への吐出量とゴムローラ501表面への吐出量を変化させても良い。
【0068】
例えばゴムローラ501の弾性層505表面への吐出量を所望の塗布膜厚等より算出し、これよりも少ない吐出量でゴムローラの保持部材509表面に塗布する。これにより、ゴムローラの保持部材509から塗料がゴムローラ501の表面に垂れるのを有効に抑えられる。
【0069】
本態様に示したように、塗膜の形成に発明に係るリングヘッドを用いる場合において、スリット105の幅は0.01mm以上1.0mm以下が好ましい。具体的には、塗料の粘度、塗料中の添加材料によって適宜選択、決定される。
【0070】
塗膜の構成材料の例は、シリコーン系、フッ素系、ウレタン系、アクリル系、ウレタン変性アクリル系、シリコーン変性ウレタン系材料が挙げられる。特にフッ化アルキル基及びオキシアルキレン基を有するポリシロキサンを含有する材料が好ましい。
【0071】
上記塗料には、塗布性向上のために、適当な溶剤を添加してもよい。溶剤としては、例えば、エタノール、2−ブタノールなどのアルコールや、酢酸エチル、メチルエチルケトンなど、或いは、これらを混合したものが挙げられる。塗料の粘度は特に限定しないが、10nm以上1000nm未満の表面層を形成するためには低粘度の方が好ましい。具体的には、B型粘度計の値で0.5〜2.0mPa・sが好ましい。また、速乾性のある溶剤希釈系を用いると乾燥が速まり、塗布ムラや液ダレを抑えることができるため、より好ましい。
【0072】
前記リングヘッドを用いた塗布方法により、ゴムローラ501の弾性層505の表面に塗料を塗布した直後に、上述したように、ゴムローラ表面に対して所定の間隔をなす距離に配置した本発明に係るリングヘッドを用いて乾燥させてもよい。
【0073】
本発明の塗布用のリングヘッドを用いたリングヘッド塗布方法又は本発明の乾燥用のリングヘッドを用いたリングヘッド乾燥方法における、ゴムローラ501とリングヘッドの相対移動速度は、1〜200mm/sが好ましい。前記範囲内では、ゴムローラ表面への円周方向の塗布の均一性又は乾燥の均一性が高い。
【0074】
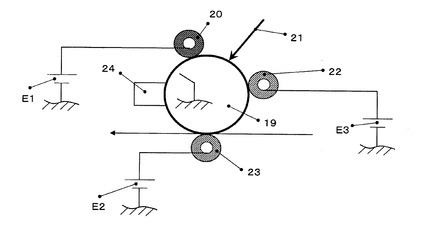
本発明に係る方法により得られたローラ部材は、例えば、LBP(Laser Beam Printer)、複写機及びファクシミリ等の画像形成装置の電子写真用部材として用いられる。ここでは、前記ローラ部材を帯電ゴムローラとして用いた場合の使用形態を図7に示した。画像形成装置は、回転ドラム型・転写方式の電子写真装置であって、19は像担持体としての電子写真感光体(感光ドラム)であり、時計方向に所定の周速度(プロセススピード)をもって回転駆動される。感光ドラム19は、その回転過程で帯電手段としての電源E1から帯電バイアスを印加した帯電ゴムローラ20により周面が所定の極性・電位(本実施例では−600V)に一様帯電処理される。次いで露光系21により目的の画像情報に対応したネガ画像露光(原稿像のアナログ露光、デジタル走査露光)を受けて周面に目的画像情報の静電潜像が形成される。その後、静電潜像がマイナストナーによる反転現像方式の現像ローラ22によりトナー画像として現像される。そしてトナー画像が感光ドラム19と転写手段としての転写ローラ23との間の転写部に不図示の給紙手段から所定のタイミングで転写材が給送される。転写ローラ23に対して電源E2から約+2〜3KVの転写バイアスが印加され、感光ドラム19面の反転現像されたトナー像が転写材に対して順次転写されていく。トナー画像の転写を受けた転写材は、感光ドラム19面から分離されて不図示の定着手段へ導入されて像定着処理を受ける。トナー画像転写後の感光ドラム19面は、クリーニング手段24で転写残りトナー等の付着汚染物の除去処理を受けて清浄面化されて繰り返して作像に供される。
【0075】
以上説明したように、本発明のリングヘッドをローラ部材の製造において用いることで、膜厚ムラ及び塗布・乾燥欠陥を抑えることが可能になる。特に、特性の異なる塗布液や気体を使用する場合にも対応が容易でありかつリングヘッドのコストを抑えることで、量産性にも優れ低コストで高品質な弾性ローラを安定して製造できる。
【実施例】
【0076】
以下、本発明を実施例により更に具体的に説明するが、本発明はこれらに限定されない。尚、各実施例及び比較例において形成したローラ部材の表面層の塗布工程に起因する外観上の欠陥(塗布ムラ、液ダレ等)や表面層の乾燥工程に起因する欠陥(乾燥オビ、乾燥スジ等)については、ローラ部材の表面層を目視により下記の基準に基づいて評価した。
【0077】
評価は、
◎:塗布・乾燥の欠陥が全く見られないもの、
○:塗布・乾燥の欠陥が数箇所しか見られないもの、
×:塗布・乾燥の欠陥が多数の箇所に見られるもの、と判定した。
【0078】
また、本発明における膜厚測定、膜厚ムラについてはESCAにて深さ方向分析を行った。ESCAは製品名「Quantum2000」(アルバックファイ社製)を用いた。X線発生条件としてモノクロAl kα線 25W、15kVの条件で、φ100μmの領域についてtilt 45°にてSi 2Pピークをパスエネルギー23.5eV、ステップ幅0.1eV、スキャン回数5回で取り込む。
【0079】
スパッタ時間6秒の繰り返しスパッタにてSi 2Pピーク強度が一定になるまで測定した。
【0080】
スパッタはArイオンを用い、スパッタ条件は加速電圧4kV、スパッタ領域は2×2mm2とした。
【0081】
ここでSi 2Pピーク強度が一定になるまでに要した合計スパッタ時間を、あらかじめ求めておいたスパッタ率にて膜厚に換算した。
【0082】
この時のスパッタ率は30nm/minであった。スパッタ率は膜厚をSEMやTEM等で測定したものと同等の試料をESCAにて深さ方向分析を行うことで決定した。
【0083】
なおESCAの測定サンプルはローラ部材の表面から表面層が5×5mm2の大きさになるように切り出した。表面層の平均膜厚はローラ部材上の長手方向3箇所、周方向4箇所(0°、90°、180°、270°)を測定した値を平均して算出した。また膜厚ムラについては、周方向4箇所の((最大値−最小値)/平均値)*100(%)で算出した。
【0084】
[実施例1]
<リングヘッド>
図1に示したリングヘッドを2つ(塗料の塗布用、及び塗膜の乾燥用)作製した。当該リングヘッドを構成する各部材のサイズは以下の通りとした。
【0085】
第1のリング部材101:外径42mm、内径10mm
第2のリング部材103:外径42mm、内径10mm(乾燥用)、8.7mm(塗布用)
スペーサ113の厚さ(=113−b):1.75mm
絞り孔116の直径(=113−a)0.4mm
絞り孔の個数:80個
スリット105の幅:0.45mm
第2のリング部材の流体分配室107:外径18.5mm、内径14.5mm、溝幅2mm
流体が絞り孔を通過する直前の供給口側の流路の断面積(=Sa):1.04
複数の絞り孔の総断面積(=Sb):0.10
Sb/Sa:0.10。
【0086】
<ゴムローラの作製>
以下の原料を加圧式ニーダーで15分間混練した。
・NBR(アクリロニトリル−ブタジエン共重合ゴム) 100質量部
(商品名「Nipol DN219」:日本ゼオン(株)製)
・カーボンブラック1 14質量部
(商品名「旭HS−500」:旭カーボン(株)製)
・カーボンブラック2 4質量部
(商品名「ケッチェンブラックEC600JD」:ライオン(株)製)
・ステアリン酸亜鉛 1質量部
(日本油脂(株)製)
・酸化亜鉛 5質量部
(商品名「酸化亜鉛2種」:境化学工業(株)製)
・炭酸カルシウム 30質量部
(商品名「ナノックス#30」:丸尾カルシウム(株)製)。
【0087】
更に、加硫促進剤としてテトラベンジルチウラムジスルフィド(商品名「TBzTD」:大内新興化学工業(株)製)4.5質量部及び加硫剤としてイオウ1.2質量部を加えて、15分間オープンロールで混練して未加硫ゴム組成物を作製した。次いで、外径φ6mm、長さ252mmのステンレス棒の軸芯体を用意した。ここで、クロスヘッド押出機を用いて上記軸芯体と未加硫ゴム組成物とを一体に押出してゴムローラを成形した。その後160℃、1時間の加熱加硫を行い、更に回転砥石を用いた乾式研磨、端部の切断・除去処理により、厚み1.25mm、長さ232mmのゴムローラを得た(ゴムローラ外径φ8.5mm)。
【0088】
<表面層の形成方法>
下記原料を用意した。
・グリシドキシプロピルトリエトキシシラン(GPTES):12.47g(0.045mol)
・フェニルトリエトキシシラン(PhTES):43.08g(0.179mol)
・ヘキシルトリメトキシシラン(HeTMS):13.21g(0.064mol)
・トリデカフルオロ−1,1,2,2−テトラヒドロオクチルトリエトキシシラン(FTS、パーフルオロアルキル基の炭素数6):16.32g(0.032mol)(加水分解性シラン化合物総量に対して10mol%相当)
・水:25.93g
・エタノール:74.16g。
【0089】
上記原料を混合した後、室温で撹拌し、次いで24時間加熱還流を行うことによって、加水分解性シラン化合物を加水分解し、縮合して加水分解性縮合物を得た。この加水分解性縮合物を2−ブタノール/エタノールの混合溶剤(2−ブタノール/エタノール=10/65(質量比))に添加することによって、固形分7質量%の加水分解性縮合物含有アルコール溶液を調製した。この加水分解性縮合物含有アルコール溶液100gに対して0.35gの光カチオン重合開始剤としての芳香族スルホニウム塩(商品名:「アデカオプトマーSP−150」、(株)ADEKA製)を添加した。更に固形分2.5質量%となるようにエタノールで希釈して表面層用の塗料を調製した。
【0090】
先に作製したゴムローラを、先に作製した塗布用リングヘッドと同心となるように配置し、リングヘッドの供給口109に、先に調製した塗料を供給して、ゴムローラ501の弾性層505の周面に塗膜507を形成した。ゴムローラ501の表面に対してリングヘッドを85mm/sの一定の速度で垂直移動すると同時に前記塗料を0.07mL、0.023mL/sの吐出速度で塗布した。
【0091】
その後、先に調製した2つのうちの乾燥用リングヘッドを用いて、図5に示した方法により塗膜を乾燥させた。
【0092】
具体的には、乾燥気体としての空気の供給側圧力ラインから供給される空気圧を、精密レギュレーターにより0.01MPaに設定し、リングヘッドに具備された2箇所の供給口109に供給した。
【0093】
リングヘッドをゴムローラ周面の塗膜表面に対して85mm/sの一定の速度で垂直移動すると同時に圧力0.01MPaの空気を吹きつけて塗膜の乾燥を行った。このとき、ゴムローラに対して0.75mmの間隔を形成する距離に空気が吐出されるスリットがくるようにリングヘッドを配置した。
【0094】
その後、低圧水銀ランプ(ハリソン東芝ライティング製)による紫外線照射を5分間行った。紫外線照射に関しては、主に254nmの波長を代表とする紫外線で行い、この時の紫外線積算光量は約10000mJ/cm2であった(紫外線強度は35mW/cm2)。
【0095】
本実施例のローラ部材表面を目視で観察・評価した結果、ローラ部材表面には乾燥帯、乾燥筋等の乾燥欠陥が数箇所しか観察されなかった(評価:○)。また、ESCAによる膜厚測定の結果、表面層の平均膜厚は23nmで周方向4箇所の膜厚ムラは12%であった。
【0096】
更に、このローラ部材を図7に示す電子写真方式の画像形成装置に帯電ローラとして組込み、感光ドラムの両端に500gずつの荷重を負荷した状態で圧接し、23.5℃/60%の環境でハーフトーン画像による初期画像評価を行った。この評価において、本実施例のローラ部材は良好な画像を得ることができた。結果を表1に示す。
【0097】
[実施例2]
<ゴムローラの作製>
前記の実施例1と同様な方法でゴムローラを得た(ゴムローラ外径φ8.5mm)。
【0098】
<表面層の形成方法>
前記の実施例1の乾燥用のリングヘッドのスペーサ113に直径1.0mmの絞り孔116を円周方向に等間隔で40個配置した以外は前記の実施例1と同様な方法でローラ部材の塗布後の乾燥を行い、紫外線照射による硬化を行った。
【0099】
本実施例のローラ部材表面を目視で観察・評価した結果、ローラ部材表面には乾燥帯、乾燥筋等の乾燥欠陥が数箇所しか観察されなかった(評価:○)。また、ESCAによる膜厚測定の結果、表面層の平均膜厚は21nmで周方向4箇所の膜厚ムラは15%であった。
【0100】
更に、このローラ部材を図7に示す電子写真方式の画像形成装置に帯電ゴムローラとして組込み、感光ドラムの両端に500gずつの荷重を負荷した状態で圧接し、23.5℃/60%の環境でハーフトーン画像による初期画像評価を行った。この評価において、本実施例のローラ部材は良好な画像を得ることができた。結果を表1に示す。
【0101】
[実施例3]
<ゴムローラの作製>
前記の実施例1と同様な方法でゴムローラを得た(ゴムローラ外径φ8.5mm)。
【0102】
<表面層の形成方法>
前記の実施例1の乾燥用のリングヘッドのスペーサ113に直径0.2mmの絞り孔116を円周方向に等間隔で100個配置した以外は前記の実施例1と同様な方法でローラ部材の塗布後の乾燥を行い、紫外線照射による硬化を行った。
【0103】
本実施例のローラ部材表面を目視で観察・評価した結果、ローラ部材表面には乾燥帯、乾燥筋等の乾燥欠陥は全く観察されなかった(評価:◎)。また、ESCAによる膜厚測定の結果、表面層の平均膜厚は25nmで周方向4箇所の膜厚ムラは10%であった。
【0104】
更に、このローラ部材を図7に示す電子写真方式の画像形成装置に帯電ゴムローラとして組込み、感光ドラムの両端に500gずつの荷重を負荷した状態で圧接し、23.5℃/60%の環境でハーフトーン画像による初期画像評価を行った。この評価において、本実施例のローラ部材は良好な画像を得ることができた。結果を表1に示す。
【0105】
[比較例1]
<ゴムローラの作製>
前記の実施例1と同様な方法でゴムローラを得た(ゴムローラ外径φ8.5mm)。
【0106】
<表面層の形成方法>
前記の実施例1のスペーサ113を使用せずに第1のリング部材、第2のリング部材だけで乾燥用のリングヘッドを構成した以外は前記の実施例1と同様な方法でローラ部材の塗布後の乾燥を行い、紫外線照射による硬化を行った。
【0107】
本比較例のローラ部材表面を目視で観察・評価した結果、ローラ部材表面には乾燥帯、乾燥筋等の乾燥欠陥が多数の箇所で観察された(評価:×)。また、ESCAによる膜厚測定の結果、表面層の平均膜厚は22nmで周方向4箇所の膜厚ムラは30%であった。
【0108】
更に、このローラ部材を図7に示す電子写真方式の画像形成装置に帯電ローラとして組込み、感光ドラムの両端に500gずつの荷重を負荷した状態で圧接し、23.5℃/60%の環境でハーフトーン画像による初期画像評価を行った。この評価において、本比較例のローラ部材は乾燥帯、乾燥筋等の乾燥欠陥が原因と考えられる画像不良が確認された。結果を表2に示す。
【0109】
[比較例2]
<ゴムローラの作製>
前記の実施例1と同様な方法でゴムローラを得た(ゴムローラ外径φ8.5mm)。
【0110】
<表面層の形成方法>
前記の実施例1の乾燥用のリングヘッドのスペーサ113に直径0.1mmの絞り孔116を円周方向に等間隔で240個配置した以外は前記の実施例1と同様な方法でローラ部材の塗布後の乾燥を行い、紫外線照射による硬化を行った。
【0111】
本比較例のローラ部材表面を目視で観察・評価した結果、ローラ部材表面には乾燥帯、乾燥筋等の乾燥欠陥が多数の箇所で観察された(評価:×)。また、ESCAによる膜厚測定の結果、表面層の平均膜厚は12nmで周方向4箇所の膜厚ムラは21%であった。
【0112】
更に、このローラ部材を図7に示す電子写真方式の画像形成装置に帯電ゴムローラとして組込み、感光ドラムの両端に500gずつの荷重を負荷した状態で圧接し、23.5℃/60%の環境でハーフトーン画像による初期画像評価を行った。この評価において、本比較例のローラ部材は乾燥帯、乾燥筋等の乾燥欠陥が原因と考えられる画像不良が確認された。結果を表2に示す。
【0113】
[比較例3]
<ゴムローラの作製>
前記の実施例1と同様な方法でゴムローラを得た(ゴムローラ外径φ8.5mm)。
【0114】
<表面層の形成方法>
前記の実施例1の乾燥用のリングヘッドのスペーサ113に直径1.2mmの絞り孔116を円周方向に等間隔で40個配置した以外は前記の実施例1と同様な方法でローラ部材の塗布後の乾燥を行い、紫外線照射による硬化を行った。
本比較例のローラ部材表面を目視で観察・評価した結果、ローラ部材表面には乾燥帯、乾燥筋等の乾燥欠陥が多数の箇所で観察された(評価:×)。また、ESCAによる膜厚測定の結果、表面層の平均膜厚は24nmで周方向4箇所の膜厚ムラは26%であった。
【0115】
更に、このローラ部材を図7に示す電子写真方式の画像形成装置に帯電ゴムローラとして組込み、感光ドラムの両端に500gずつの荷重を負荷した状態で圧接し、23.5℃/60%の環境でハーフトーン画像による初期画像評価を行った。この評価において、本比較例のローラ部材は乾燥帯、乾燥筋等の乾燥欠陥が原因と考えられる画像不良が確認された。結果を表2に示す。
【0116】
[実施例4]
<リングヘッド>
図4に示したリングヘッドを作製した。当該リングヘッドを構成する各部材のサイズは以下の通りとした。
第1のリング部材101:外径60mm、内径8.7mm
第2のリング部材103:外径60mm、内径8.7mm
スペーサ113の厚さ(=113−b):2mm
絞り孔116の直径(=113−a)0.8mm
絞り孔の個数:80個
スリット105の幅:0.12mm
第2のリング部材の流体分配室107:外径43mm、内径35mm、溝幅4mm
流体が絞り孔を通過する直前の供給口側の流路の断面積(=Sa):4.90
複数の絞り孔の総断面積(=Sb):0.40
Sb/Sa:0.08。
【0117】
<ゴムローラの作製>
前記の実施例1と同様な方法でゴムローラを得た(ゴムローラ外径φ8.5mm)。
【0118】
<表面層の形成方法>
前記の実施例1と同様な表面層用の塗料を固形分1.0質量%となるようにエタノールで希釈して調製した。
【0119】
先に作製したゴムローラを、先に作製したリングヘッドと同心となるように配置し、図6に示すようにリングヘッドの供給口109に、先に調製した塗料を供給して、ゴムローラ501の弾性層505の周面に塗膜507を形成した。ゴムローラ501の表面に対してリングヘッドを85mm/sの一定の速度で垂直移動すると同時に前記塗料を0.07mL、0.023mL/sの吐出速度で塗布した。このとき、ゴムローラに対して0.1mmの間隔を形成する距離に空気が吐出されるスリットがくるようにリングヘッドを配置した。
【0120】
塗料を自然乾燥後、低圧水銀ランプ(ハリソン東芝ライティング製)による紫外線照射を5分間行った。低圧水銀ランプに関しては、主に254nmの波長を代表とする紫外線で、この時の紫外線積算光量は約10000mJ/cm2であった(紫外線強度は35mW/cm2)。
【0121】
本実施例のローラ部材表面を目視で観察・評価した結果、ローラ部材表面には塗布ムラ、液垂れ等の塗布欠陥は全く観察されなかった(評価:◎)。また、ESCAによる膜厚測定の結果、薄膜層の平均膜厚は17nmで周方向4箇所の膜厚ムラは9%であった。
【0122】
更に、このローラ部材を図7に示す電子写真方式の画像形成装置に帯電ゴムローラとして組込み、感光ドラムの両端に500gずつの荷重を負荷した状態で圧接し、23.5℃/60%の環境でハーフトーン画像による初期画像評価を行った。この評価において、本実施例のローラ部材は良好な画像を得ることができた。結果を表1に示す。
【0123】
[比較例4]
<ゴムローラの作製>
前記の実施例1と同様な方法でゴムローラを得た(ゴムローラ外径φ8.5mm)。
【0124】
<表面層の形成方法>
前記の実施例4のスペーサ113を使用せずに第1のリング部材、第2のリング部材だけで塗布用のリングヘッドを構成した以外は前記の実施例4と同様な方法で塗布を行い、紫外線照射による硬化を行った。
【0125】
本比較例のローラ部材表面を目視で観察・評価した結果、ローラ部材表面には塗布ムラ、液垂れ等の塗布欠陥が多数の箇所で観察された(評価:×)。また、ESCAによる膜厚測定の結果、表面層の平均膜厚は18nmで周方向4箇所の膜厚ムラは33%であった。
【0126】
更に、このローラ部材を図7に示す電子写真方式の画像形成装置に帯電ゴムローラとして組込み、感光ドラムの両端に500gずつの荷重を負荷した状態で圧接し、23.5℃/60%の環境でハーフトーン画像による初期画像評価を行った。この評価において、本比較例のローラ部材は塗布ムラ、液垂れ等の塗布欠陥が原因と考えられる画像不良が確認された。結果を表2に示す。
【0127】
【表1】

【0128】
【表2】
【図面の簡単な説明】
【0129】
【図1】リングヘッド1の模式図(a)上部図(b)A-A´断面図(c)B-B´断面図
【図2】リングヘッド1のバラシ構造の断面模式図(a)第1のリング部材(b)第2のリング部材(c)スペーサ
【図3】リングヘッド1のバラシ構造の各部材の上部模式図(a)第1のリング部材(b)第2のリング部材(c)スペーサ
【図4】リングヘッド2の模式図(a)上部図(b)A-A´断面(c)B-B´断面
【図5】本発明におけるリングヘッドによる塗布方法の模式図(断面図)
【図6】本発明におけるリングヘッドによる乾燥方法の模式図(断面図)
【図7】画像形成装置の概略を示す構成図
【符号の説明】
【0130】
1 リングヘッド1(乾燥用)
2 リングヘッド2(塗布用)
19 電子写真感光体(感光ドラム)
20 帯電ゴムローラ(帯電手段)
21 露光系
22 現像ローラ(現像手段)
23 転写ローラ(転写手段)
24 クリーニング手段
101 第1のリング部材
101−1 位置決め用のピンと係合可能な孔部
103 第2のリング部材
103−1 位置決め用のピン
105 スリット
107 流体分配室
109 流体導入口
111 環状流路
113 スペーサ
113−1 位置決め用のピンに対応する孔部
113−a 絞り孔の直径
113−b スペーサの厚さ
115 絞り部
116 絞り孔
117 ボルト
501 ゴムローラ
503 軸芯体
505 弾性層
507 塗膜
509 ゴムローラ搬送手段(ゴムローラの保持部材)
E1、E2、E3 バイアス印加用電源
【技術分野】
【0001】
本発明は、リングヘッドに関するものである。また、本発明は軸芯体の周面に塗膜を有するローラ部材の製造方法に関する。
【背景技術】
【0002】
特許文献1、2には、リングヘッドを用いて軸芯体の周面に塗膜を形成する方法が記載されている。
【0003】
リングヘッドを用いた塗膜の形成方法は、リングヘッドの内周面の全周にわたって開口したスリットから塗料を吐出し、リングヘッドと軸芯体とを相対的に移動させることにより、該軸芯体の周面に表面層を塗布する方法である。
【0004】
ところで、リングヘッドのリング内周面の全周にわたって開口したスリットの幅が均一でない場合や幅が適正でない場合には、円筒形基材や弾性ローラの円周方向の膜厚ムラが大きくなる場合や、塗布ムラ、液ダレが発生する場合がある。
【0005】
このような課題に対して、リングヘッドを構成する上環状塗布部材と下環状塗布部材との間に吐出口のスリット間隔を調整するためのスペーサを配置してスリット間隔の寸法精度(間隙精度)を向上させることが提案されている(特許文献3、特許文献4)。
【0006】
一方、リングヘッド内の、当該リングヘッドへの流体導入部と吐出口とを結ぶ流体の流路の途中に絞り部を設けて、当該流体の流速を上げ、吐出口からの流体の吐出ムラを軽減する構成が知られている。
【0007】
【特許文献1】特開昭60−95440号公報
【特許文献2】特開昭61−8164号公報
【特許文献3】特開平08−323265号公報
【特許文献4】特開平09−19653号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
ところで、リングヘッドは、上記したように、当該リングヘッドから塗料を吐出させて軸芯体の周面に塗膜を形成することの他に、当該リングヘッドから空気などの気体を吐出させて軸芯体の周面に形成した塗料を乾燥することなどにも利用されている。
【0009】
ここで、スリットから吐出させる塗料や気体の性質に応じて、塗布条件や乾燥条件の最適化を図るために、スリットの幅や流体流路を流れる流体の流速を規定する流体流路の絞り幅を変更したいという要求があった。
【0010】
そこで、本発明の目的は、スリット幅と流体流路の絞り幅とを容易に変更可能なリングヘッドを提供することにある。
【0011】
また本発明の他の目的は、軸芯体の周面に高品位な塗膜が形成されてなるローラ部材の製造方法を提供することにある。
【課題を解決するための手段】
【0012】
内部に環状の流体分配室を備え、
第1のリング部材と第2のリング部材との間隙によって構成されてなる、内周面の全周にわたって開口している流体を吐出するためのスリットと、
該流体分配室に流体を導入する流体導入口と、
該流体分配室と該スリットとを連結する環状流路と、を有しているリングヘッドであって、
該第1のリング部材と該第2のリング部材との間には、該スリットの幅を規定する所定の厚みを有する、該第1のリング部材及び第2のリング部材から着脱可能なスペーサが配置されており、
該流体分配室から該環状流路を経て該スリットに至る流体の流路は、該スペーサに円周状に配置された複数の絞り孔により該スリットに向けて流れる流体の流速が上昇するように絞られている絞り部を有し、
更に該絞り部において、流体が絞り孔を通過する直前の供給口側の断面積Saと、複数の絞り孔の総断面積Sbが、0.03≦Sb/Sa≦0.30を満たすことを特徴とする。
【発明の効果】
【0013】
本発明にかかるリングヘッドによれば、スペーサの厚み、絞り孔の径、絞り孔の数、絞り孔の配置箇所のうち少なくとも一つが異なるような複数のスペーサを用意し、それらを適宜交換することによりスリット幅、絞り幅の変更することが可能となる。即ち、リングヘッドから吐出する塗料や気体の性質に応じて塗工条件や乾燥条件を容易に変更することができる。その結果、塗工条件や乾燥条件の最適化が極めて容易となり、高品位なローラ部材を低コストで製造することが可能となる。
【発明を実施するための最良の形態】
【0014】
[本発明に係るリングヘッドの概要]
(第1の態様)
以下、本発明に係るリングヘッドを、図面を用いて詳細に説明する。
【0015】
図1は、本発明の第1の実施態様に係るリングヘッド1の概略図である。
【0016】
図1(a)は、該リングヘッド1の平面図である。
【0017】
図1(b)は、図1(a)のA−A´線における断面図である。
【0018】
図1(c)は、図1(a)のB−B´線における断面図である。
【0019】
図1において、101は、第1のリング部材、103は第2のリング部材である。105は、第1のリング部材101と第2のリング部材103との間隙により構成されている、内周面の全周にわたって開口している流体を吐出するためのスリットである。
【0020】
図1(b)において、107は、リングヘッド1内にリング状に設けられている流体分配室である。流体分配室107には、流体導入口109を介して外部から流体が導入されるように構成されている。また、流体分配室107とスリット105とは、環状流路111によって連結されている。
【0021】
第1のリング部材と第2のリング部材との間には、ドーナツ形状のスペーサ113が配置されている。スペーサ113は、その厚みによりスリット105の幅を規定している。
【0022】
また、流体分配室107から環状流路111を経てスリット105に至る流体の流路には、該スペーサ113に円周状に配置された複数の絞り孔116によって流路幅が狭められた絞り部115が存在している。
【0023】
絞り部115においては、絞り孔116が絞ることにより、流体導入口109から流体分配室107に導入されスリット105に向かう流体の流速を上昇させることができる。その結果、スリット105からの流体吐出の均一性を向上する。
【0024】
流体が絞り孔116を通過する直前の供給口側の流路の断面積Sa、複数の絞り孔116の総断面積Sbは、0.03≦Sb/Sa≦0.30を満たす。Sb/Saが0.03より小さい場合、流体の流れ自体を阻害してしまい、吐出量が設定値よりも少なくなる。Sb/Saが0.30を超えると、流体を絞る効果が低くなり、円周方向に流体の流速を均一にするという本発明の効果を発揮できない。
【0025】
スペーサ113は、ボルト117を取り外すことにより、第1のリング部材101、第2のリング部材103から着脱可能である。
【0026】
したがって、スペーサの厚み、絞り孔の径、絞り孔の配置箇所のうち少なくとも一つが異なるスペーサを複数用意しておき、それらを交換することで、スリット105の幅、及び絞り孔116を調整することができる。その結果、特性の異なる塗布液や気体を用いて塗布条件や乾燥条件の最適化を検討に容易に対応することができる。
【0027】
図1(c)において、103−1は、第2のリング部材103の一部として設けられている位置決め用のピンである。
【0028】
そして、第1のリング部材101には、ピン103−1に対応する位置に、ピン103−1と係合可能な孔部101−1が設けられている。また、スペーサ113には、ピン103−1に対応する位置に、孔部113−1が設けられている。これにより、第1のリング部材101、第2のリング部材103及びスペーサ113を同心となるように組み立てることができる。
【0029】
尚、図2(a)、(b)及び(c)は、図1に示した第1のリング部材101、スペーサ113及び第2のリング部材103の断面図である。
【0030】
また、図3は(a)、(b)及び(c)は、図1に示した第1のリング部材101、スペーサ113及び第2のリング部材103の平面図である。
【0031】
本発明に係るリングヘッドを構成する第1のリング部材101とスペーサ113との間、及び第2のリング部材103とスペーサ113との間で流体が漏出しないように、各部材間には、Oリング等でシールしておくことが好ましい。また、流体が漏れないようにするために、第1のリング部材101、第2のリング部材103、スペーサ113は±5μmの寸法精度で加工を行なうことが好ましい。
【0032】
第1のリング部材、第2のリング部材の材質としては、加工精度の高いステンレス等の鋼材を用いることが好ましい。また、アルミニウムや樹脂(例えば、ポリテトラフルオロエチレン等)を用いてもよい。
【0033】
(第2の態様)
図4は、本発明の第2の実施態様に係るリングヘッド2の概略図である。
【0034】
図4(a)は、該リングヘッド2の平面図、図4(b)、(c)は、図4(a)のA−A´線、B−B´線における断面図である。
【0035】
本実施態様に係るリングヘッド2においては、絞り部以外にも流路が狭くなる箇所がある点が実施態様1とは異なる。
【0036】
本実施態様に係るリングヘッド2は、流体の流れムラが出やすい場合、特に種々の粉体を含有した塗工液の塗布に用いる場合に好ましい構成と言える。
【0037】
[ローラ部材の製造方法]
次に、本発明に係るリングヘッドを用いたローラ部材の製造方法を説明する。
【0038】
本発明に係るリングヘッドを、軸芯体の周面に形成した塗膜の乾燥工程に適用したローラ部材の製造方法について図5を用いて説明する。
【0039】
図5において、1は、本発明に係るリングヘッド、501は、軸芯体503の周面に弾性層505が形成されているゴムローラである。また、507は、弾性層505の周面に形成された塗膜である。また、509は、ゴムローラ501を把持し、リングヘッド1に対して移動させるゴムローラ搬送手段である。
【0040】
ゴムローラ501は、リングヘッド1と同心となるように配置する。また、ゴムローラ501は、ゴムローラの保持部材509に固定して垂直状態に保持する。更に、ゴムローラ501とスリット105は所定の間隔をなすよう配置されている。
【0041】
リングヘッド1の外部に配置した気体の供給側圧力ライン(不図示)から精密レギュレーターにより圧力設定されて2箇所の流体供給口109に乾燥用の気体を供給する。リングヘッド1内の1箇所以上の気体の分配室107にて当該気体を合流させる。当該気体は、分配室107からスリット105に向けて流れる過程において、絞り部115における絞り孔116にて流速が上げられ、リングヘッド1周方向における気体の流速が均一化される。
【0042】
そして、気体は、スリット105から塗膜に向けて吐出される。
【0043】
ゴムローラ501表面への気体の吹きつけは、ゴムローラ501とリングヘッド1とを所定の速度で相対的に移動させながら、気体を吹きつけることにより行うことができる。
【0044】
乾燥用気体としては化学的に不活性で安定な気体が好適である。これらの気体の具体例は、空気、窒素、ヘリウム、アルゴンなどを含む。
【0045】
また気体の温度、湿度は、乾燥速度に応じて適宜設定すればよい。
【0046】
更に、供給側圧力ラインのドレンやゴミなどの滞留を防止するために、供給側圧力ラインと精密レギュレーターの間にエアーフィルタ、ミストセパレイタを入れることが好ましい。
【0047】
精密レギュレーターで設定される圧力については、0.005〜0.6MPaの間で調整するのが好ましい。この数値範囲とすることで、塗膜の乾燥を促進させることができる。また、塗膜の表面形状に乱れ(はじき、ムラ)が生じることも有効に抑制できる。ここで、塗膜507の表面に吹きつける気体の圧力とゴムローラ501の保持部材509の表面に吹きつける気体の圧力をかえて制御しても良い。
【0048】
塗膜の乾燥に用いるリングヘッドにおいて、スリット105の幅は、0.01mm以上1.0mm以下の範囲が好ましい。前記範囲内では、ゴムローラ501表面の塗膜507の液面形状に乱れ(はじき、ムラ)が生じにくい。
【0049】
また、乾燥対象たる塗膜507に対するスリット105の角度(図5におけるθ)は、0〜60度とすることが好ましい。前記範囲内では、ゴムローラ501表面の塗膜507の乾燥を促進させる効果が高い。
【0050】
このようなリングヘッドを用いた乾燥方法によれば、スリットからの乾燥用の気体の吐出をその周方向にわたって極めて均一化することができる。
【0051】
また、スペーサが着脱可能に構成されているため、スペーサの厚み、絞り孔の径、絞り孔の配置箇所のうち少なくとも一つが異なるスペーサを複数用意しておき、それらを交換することで、スリット105からの気体の吐出を容易に微調整することが可能である。
【0052】
これにより、被乾燥対象である塗膜の材料を変更した場合にも、当該塗膜の乾燥条件の最適化を容易に行うことができる。その結果、乾燥ムラ等のない、高品位な表面層を弾性層表面に有するローラ部材を得ることができる。
【0053】
尚、上述のゴムローラ501は、例えば以下のようにして製造される。
【0054】
まず、軸芯体503上に弾性層505が設けられたゴムローラの成形方法として、以下の方法が挙げられる。
【0055】
(1)中空の円筒金型の内部に、軸芯体503を2つの円筒駒を用いて同心に配置する。当該円筒金型内に、弾性層の原料であるゴム組成物を注入する。その後、当該金型を加熱してゴム組成物を硬化させて軸芯体503の周面に弾性層505を形成する。
【0056】
(2)軸芯体とゴム組成物とをクロスヘッドを用いて一体に押出して軸芯体の周面をゴム組成物で被覆し、その後ゴム組成物を硬化させて軸芯体503の周面に弾性層505を形成する。
【0057】
製造時間の短縮を考えると、上記(2)の方法が好適に用いられる。
【0058】
軸芯体としては、例えば、ニッケルメッキしたSUM材等の鋼材を含むステンレススチール棒、リン青銅棒、アルミニウム棒、耐熱樹脂棒が好ましい。
【0059】
また、弾性層505は、例えば、導電性の弾性層である。該弾性層を構成するゴム材料としては、天然ゴム、ブタジエンゴム、ヒドリンゴム、スチレン−ブタジエンゴム、ニトリルゴム、エチレン−プロピレンゴム、ブチルゴム、シリコーンゴム、ウレタンゴム、フッソゴム、塩素ゴム、熱可塑エラストマー等が挙げられる。
【0060】
弾性層中に分散させる導電剤の例は、カーボンブラック、導電性カーボン等のカーボン類、金属粉、導電性の繊維、酸化スズ等の半導電性金属酸化物粉体、更にはこれらの混合物等を含む。
【0061】
乾燥工程により乾燥させた表面層の硬化方法について説明する。表面層は加熱硬化させても良い。この場合は、熱風炉、熱盤、遠・近赤外線による加熱、誘導加熱等のいずれの方法でも良く、或いはこれらの加熱方法を併用しても良い。また、活性エネルギー線を照射して硬化させても良く、この場合は短時間での硬化が可能になる。活性エネルギー線は紫外線でも電子線でも良い。また、表面層を活性エネルギー線で照射する場合は弾性層も同時に改質・硬化される。特に、弾性層が二重結合を有するゴムの場合は、活性エネルギー線での照射による改質・硬化の効果が大きいため好ましい。
【0062】
次に、本発明に係るリングヘッドを、ローラ部材を構成する、軸芯体の周面等に形成されてなる被膜の形成工程に用いた、ローラ部材の製造方法の一態様を、図6を用いて説明する。
【0063】
図6において、図5と共通の部材については同一の図番を付した。
【0064】
本態様においては、リングヘッド2の外部にある、不図示の液供給手段(シリンジポンプ、不図示)から、流体導入口109に塗料を供給する。
【0065】
供給された塗料は、流体分配室107の全周にわたって、ほぼ充填される。その後、スリット105に向けて流動するが、絞り部115の絞り孔116を通過することで、流速が上昇し、周方向の樹脂量のより一層の均一化が図られる。そして、スリット105から、弾性層505の表面に吐出される。
【0066】
ゴムローラ501表面への塗料の吐出量は、塗膜507の厚さ、塗料の固形分の比率、塗料の粘度、塗布速度(ゴムローラ501とリングヘッド2との相対移動速度)を考慮して適宜設定する。
【0067】
また、ゴムローラの保持部材509表面への吐出量とゴムローラ501表面への吐出量を変化させても良い。
【0068】
例えばゴムローラ501の弾性層505表面への吐出量を所望の塗布膜厚等より算出し、これよりも少ない吐出量でゴムローラの保持部材509表面に塗布する。これにより、ゴムローラの保持部材509から塗料がゴムローラ501の表面に垂れるのを有効に抑えられる。
【0069】
本態様に示したように、塗膜の形成に発明に係るリングヘッドを用いる場合において、スリット105の幅は0.01mm以上1.0mm以下が好ましい。具体的には、塗料の粘度、塗料中の添加材料によって適宜選択、決定される。
【0070】
塗膜の構成材料の例は、シリコーン系、フッ素系、ウレタン系、アクリル系、ウレタン変性アクリル系、シリコーン変性ウレタン系材料が挙げられる。特にフッ化アルキル基及びオキシアルキレン基を有するポリシロキサンを含有する材料が好ましい。
【0071】
上記塗料には、塗布性向上のために、適当な溶剤を添加してもよい。溶剤としては、例えば、エタノール、2−ブタノールなどのアルコールや、酢酸エチル、メチルエチルケトンなど、或いは、これらを混合したものが挙げられる。塗料の粘度は特に限定しないが、10nm以上1000nm未満の表面層を形成するためには低粘度の方が好ましい。具体的には、B型粘度計の値で0.5〜2.0mPa・sが好ましい。また、速乾性のある溶剤希釈系を用いると乾燥が速まり、塗布ムラや液ダレを抑えることができるため、より好ましい。
【0072】
前記リングヘッドを用いた塗布方法により、ゴムローラ501の弾性層505の表面に塗料を塗布した直後に、上述したように、ゴムローラ表面に対して所定の間隔をなす距離に配置した本発明に係るリングヘッドを用いて乾燥させてもよい。
【0073】
本発明の塗布用のリングヘッドを用いたリングヘッド塗布方法又は本発明の乾燥用のリングヘッドを用いたリングヘッド乾燥方法における、ゴムローラ501とリングヘッドの相対移動速度は、1〜200mm/sが好ましい。前記範囲内では、ゴムローラ表面への円周方向の塗布の均一性又は乾燥の均一性が高い。
【0074】
本発明に係る方法により得られたローラ部材は、例えば、LBP(Laser Beam Printer)、複写機及びファクシミリ等の画像形成装置の電子写真用部材として用いられる。ここでは、前記ローラ部材を帯電ゴムローラとして用いた場合の使用形態を図7に示した。画像形成装置は、回転ドラム型・転写方式の電子写真装置であって、19は像担持体としての電子写真感光体(感光ドラム)であり、時計方向に所定の周速度(プロセススピード)をもって回転駆動される。感光ドラム19は、その回転過程で帯電手段としての電源E1から帯電バイアスを印加した帯電ゴムローラ20により周面が所定の極性・電位(本実施例では−600V)に一様帯電処理される。次いで露光系21により目的の画像情報に対応したネガ画像露光(原稿像のアナログ露光、デジタル走査露光)を受けて周面に目的画像情報の静電潜像が形成される。その後、静電潜像がマイナストナーによる反転現像方式の現像ローラ22によりトナー画像として現像される。そしてトナー画像が感光ドラム19と転写手段としての転写ローラ23との間の転写部に不図示の給紙手段から所定のタイミングで転写材が給送される。転写ローラ23に対して電源E2から約+2〜3KVの転写バイアスが印加され、感光ドラム19面の反転現像されたトナー像が転写材に対して順次転写されていく。トナー画像の転写を受けた転写材は、感光ドラム19面から分離されて不図示の定着手段へ導入されて像定着処理を受ける。トナー画像転写後の感光ドラム19面は、クリーニング手段24で転写残りトナー等の付着汚染物の除去処理を受けて清浄面化されて繰り返して作像に供される。
【0075】
以上説明したように、本発明のリングヘッドをローラ部材の製造において用いることで、膜厚ムラ及び塗布・乾燥欠陥を抑えることが可能になる。特に、特性の異なる塗布液や気体を使用する場合にも対応が容易でありかつリングヘッドのコストを抑えることで、量産性にも優れ低コストで高品質な弾性ローラを安定して製造できる。
【実施例】
【0076】
以下、本発明を実施例により更に具体的に説明するが、本発明はこれらに限定されない。尚、各実施例及び比較例において形成したローラ部材の表面層の塗布工程に起因する外観上の欠陥(塗布ムラ、液ダレ等)や表面層の乾燥工程に起因する欠陥(乾燥オビ、乾燥スジ等)については、ローラ部材の表面層を目視により下記の基準に基づいて評価した。
【0077】
評価は、
◎:塗布・乾燥の欠陥が全く見られないもの、
○:塗布・乾燥の欠陥が数箇所しか見られないもの、
×:塗布・乾燥の欠陥が多数の箇所に見られるもの、と判定した。
【0078】
また、本発明における膜厚測定、膜厚ムラについてはESCAにて深さ方向分析を行った。ESCAは製品名「Quantum2000」(アルバックファイ社製)を用いた。X線発生条件としてモノクロAl kα線 25W、15kVの条件で、φ100μmの領域についてtilt 45°にてSi 2Pピークをパスエネルギー23.5eV、ステップ幅0.1eV、スキャン回数5回で取り込む。
【0079】
スパッタ時間6秒の繰り返しスパッタにてSi 2Pピーク強度が一定になるまで測定した。
【0080】
スパッタはArイオンを用い、スパッタ条件は加速電圧4kV、スパッタ領域は2×2mm2とした。
【0081】
ここでSi 2Pピーク強度が一定になるまでに要した合計スパッタ時間を、あらかじめ求めておいたスパッタ率にて膜厚に換算した。
【0082】
この時のスパッタ率は30nm/minであった。スパッタ率は膜厚をSEMやTEM等で測定したものと同等の試料をESCAにて深さ方向分析を行うことで決定した。
【0083】
なおESCAの測定サンプルはローラ部材の表面から表面層が5×5mm2の大きさになるように切り出した。表面層の平均膜厚はローラ部材上の長手方向3箇所、周方向4箇所(0°、90°、180°、270°)を測定した値を平均して算出した。また膜厚ムラについては、周方向4箇所の((最大値−最小値)/平均値)*100(%)で算出した。
【0084】
[実施例1]
<リングヘッド>
図1に示したリングヘッドを2つ(塗料の塗布用、及び塗膜の乾燥用)作製した。当該リングヘッドを構成する各部材のサイズは以下の通りとした。
【0085】
第1のリング部材101:外径42mm、内径10mm
第2のリング部材103:外径42mm、内径10mm(乾燥用)、8.7mm(塗布用)
スペーサ113の厚さ(=113−b):1.75mm
絞り孔116の直径(=113−a)0.4mm
絞り孔の個数:80個
スリット105の幅:0.45mm
第2のリング部材の流体分配室107:外径18.5mm、内径14.5mm、溝幅2mm
流体が絞り孔を通過する直前の供給口側の流路の断面積(=Sa):1.04
複数の絞り孔の総断面積(=Sb):0.10
Sb/Sa:0.10。
【0086】
<ゴムローラの作製>
以下の原料を加圧式ニーダーで15分間混練した。
・NBR(アクリロニトリル−ブタジエン共重合ゴム) 100質量部
(商品名「Nipol DN219」:日本ゼオン(株)製)
・カーボンブラック1 14質量部
(商品名「旭HS−500」:旭カーボン(株)製)
・カーボンブラック2 4質量部
(商品名「ケッチェンブラックEC600JD」:ライオン(株)製)
・ステアリン酸亜鉛 1質量部
(日本油脂(株)製)
・酸化亜鉛 5質量部
(商品名「酸化亜鉛2種」:境化学工業(株)製)
・炭酸カルシウム 30質量部
(商品名「ナノックス#30」:丸尾カルシウム(株)製)。
【0087】
更に、加硫促進剤としてテトラベンジルチウラムジスルフィド(商品名「TBzTD」:大内新興化学工業(株)製)4.5質量部及び加硫剤としてイオウ1.2質量部を加えて、15分間オープンロールで混練して未加硫ゴム組成物を作製した。次いで、外径φ6mm、長さ252mmのステンレス棒の軸芯体を用意した。ここで、クロスヘッド押出機を用いて上記軸芯体と未加硫ゴム組成物とを一体に押出してゴムローラを成形した。その後160℃、1時間の加熱加硫を行い、更に回転砥石を用いた乾式研磨、端部の切断・除去処理により、厚み1.25mm、長さ232mmのゴムローラを得た(ゴムローラ外径φ8.5mm)。
【0088】
<表面層の形成方法>
下記原料を用意した。
・グリシドキシプロピルトリエトキシシラン(GPTES):12.47g(0.045mol)
・フェニルトリエトキシシラン(PhTES):43.08g(0.179mol)
・ヘキシルトリメトキシシラン(HeTMS):13.21g(0.064mol)
・トリデカフルオロ−1,1,2,2−テトラヒドロオクチルトリエトキシシラン(FTS、パーフルオロアルキル基の炭素数6):16.32g(0.032mol)(加水分解性シラン化合物総量に対して10mol%相当)
・水:25.93g
・エタノール:74.16g。
【0089】
上記原料を混合した後、室温で撹拌し、次いで24時間加熱還流を行うことによって、加水分解性シラン化合物を加水分解し、縮合して加水分解性縮合物を得た。この加水分解性縮合物を2−ブタノール/エタノールの混合溶剤(2−ブタノール/エタノール=10/65(質量比))に添加することによって、固形分7質量%の加水分解性縮合物含有アルコール溶液を調製した。この加水分解性縮合物含有アルコール溶液100gに対して0.35gの光カチオン重合開始剤としての芳香族スルホニウム塩(商品名:「アデカオプトマーSP−150」、(株)ADEKA製)を添加した。更に固形分2.5質量%となるようにエタノールで希釈して表面層用の塗料を調製した。
【0090】
先に作製したゴムローラを、先に作製した塗布用リングヘッドと同心となるように配置し、リングヘッドの供給口109に、先に調製した塗料を供給して、ゴムローラ501の弾性層505の周面に塗膜507を形成した。ゴムローラ501の表面に対してリングヘッドを85mm/sの一定の速度で垂直移動すると同時に前記塗料を0.07mL、0.023mL/sの吐出速度で塗布した。
【0091】
その後、先に調製した2つのうちの乾燥用リングヘッドを用いて、図5に示した方法により塗膜を乾燥させた。
【0092】
具体的には、乾燥気体としての空気の供給側圧力ラインから供給される空気圧を、精密レギュレーターにより0.01MPaに設定し、リングヘッドに具備された2箇所の供給口109に供給した。
【0093】
リングヘッドをゴムローラ周面の塗膜表面に対して85mm/sの一定の速度で垂直移動すると同時に圧力0.01MPaの空気を吹きつけて塗膜の乾燥を行った。このとき、ゴムローラに対して0.75mmの間隔を形成する距離に空気が吐出されるスリットがくるようにリングヘッドを配置した。
【0094】
その後、低圧水銀ランプ(ハリソン東芝ライティング製)による紫外線照射を5分間行った。紫外線照射に関しては、主に254nmの波長を代表とする紫外線で行い、この時の紫外線積算光量は約10000mJ/cm2であった(紫外線強度は35mW/cm2)。
【0095】
本実施例のローラ部材表面を目視で観察・評価した結果、ローラ部材表面には乾燥帯、乾燥筋等の乾燥欠陥が数箇所しか観察されなかった(評価:○)。また、ESCAによる膜厚測定の結果、表面層の平均膜厚は23nmで周方向4箇所の膜厚ムラは12%であった。
【0096】
更に、このローラ部材を図7に示す電子写真方式の画像形成装置に帯電ローラとして組込み、感光ドラムの両端に500gずつの荷重を負荷した状態で圧接し、23.5℃/60%の環境でハーフトーン画像による初期画像評価を行った。この評価において、本実施例のローラ部材は良好な画像を得ることができた。結果を表1に示す。
【0097】
[実施例2]
<ゴムローラの作製>
前記の実施例1と同様な方法でゴムローラを得た(ゴムローラ外径φ8.5mm)。
【0098】
<表面層の形成方法>
前記の実施例1の乾燥用のリングヘッドのスペーサ113に直径1.0mmの絞り孔116を円周方向に等間隔で40個配置した以外は前記の実施例1と同様な方法でローラ部材の塗布後の乾燥を行い、紫外線照射による硬化を行った。
【0099】
本実施例のローラ部材表面を目視で観察・評価した結果、ローラ部材表面には乾燥帯、乾燥筋等の乾燥欠陥が数箇所しか観察されなかった(評価:○)。また、ESCAによる膜厚測定の結果、表面層の平均膜厚は21nmで周方向4箇所の膜厚ムラは15%であった。
【0100】
更に、このローラ部材を図7に示す電子写真方式の画像形成装置に帯電ゴムローラとして組込み、感光ドラムの両端に500gずつの荷重を負荷した状態で圧接し、23.5℃/60%の環境でハーフトーン画像による初期画像評価を行った。この評価において、本実施例のローラ部材は良好な画像を得ることができた。結果を表1に示す。
【0101】
[実施例3]
<ゴムローラの作製>
前記の実施例1と同様な方法でゴムローラを得た(ゴムローラ外径φ8.5mm)。
【0102】
<表面層の形成方法>
前記の実施例1の乾燥用のリングヘッドのスペーサ113に直径0.2mmの絞り孔116を円周方向に等間隔で100個配置した以外は前記の実施例1と同様な方法でローラ部材の塗布後の乾燥を行い、紫外線照射による硬化を行った。
【0103】
本実施例のローラ部材表面を目視で観察・評価した結果、ローラ部材表面には乾燥帯、乾燥筋等の乾燥欠陥は全く観察されなかった(評価:◎)。また、ESCAによる膜厚測定の結果、表面層の平均膜厚は25nmで周方向4箇所の膜厚ムラは10%であった。
【0104】
更に、このローラ部材を図7に示す電子写真方式の画像形成装置に帯電ゴムローラとして組込み、感光ドラムの両端に500gずつの荷重を負荷した状態で圧接し、23.5℃/60%の環境でハーフトーン画像による初期画像評価を行った。この評価において、本実施例のローラ部材は良好な画像を得ることができた。結果を表1に示す。
【0105】
[比較例1]
<ゴムローラの作製>
前記の実施例1と同様な方法でゴムローラを得た(ゴムローラ外径φ8.5mm)。
【0106】
<表面層の形成方法>
前記の実施例1のスペーサ113を使用せずに第1のリング部材、第2のリング部材だけで乾燥用のリングヘッドを構成した以外は前記の実施例1と同様な方法でローラ部材の塗布後の乾燥を行い、紫外線照射による硬化を行った。
【0107】
本比較例のローラ部材表面を目視で観察・評価した結果、ローラ部材表面には乾燥帯、乾燥筋等の乾燥欠陥が多数の箇所で観察された(評価:×)。また、ESCAによる膜厚測定の結果、表面層の平均膜厚は22nmで周方向4箇所の膜厚ムラは30%であった。
【0108】
更に、このローラ部材を図7に示す電子写真方式の画像形成装置に帯電ローラとして組込み、感光ドラムの両端に500gずつの荷重を負荷した状態で圧接し、23.5℃/60%の環境でハーフトーン画像による初期画像評価を行った。この評価において、本比較例のローラ部材は乾燥帯、乾燥筋等の乾燥欠陥が原因と考えられる画像不良が確認された。結果を表2に示す。
【0109】
[比較例2]
<ゴムローラの作製>
前記の実施例1と同様な方法でゴムローラを得た(ゴムローラ外径φ8.5mm)。
【0110】
<表面層の形成方法>
前記の実施例1の乾燥用のリングヘッドのスペーサ113に直径0.1mmの絞り孔116を円周方向に等間隔で240個配置した以外は前記の実施例1と同様な方法でローラ部材の塗布後の乾燥を行い、紫外線照射による硬化を行った。
【0111】
本比較例のローラ部材表面を目視で観察・評価した結果、ローラ部材表面には乾燥帯、乾燥筋等の乾燥欠陥が多数の箇所で観察された(評価:×)。また、ESCAによる膜厚測定の結果、表面層の平均膜厚は12nmで周方向4箇所の膜厚ムラは21%であった。
【0112】
更に、このローラ部材を図7に示す電子写真方式の画像形成装置に帯電ゴムローラとして組込み、感光ドラムの両端に500gずつの荷重を負荷した状態で圧接し、23.5℃/60%の環境でハーフトーン画像による初期画像評価を行った。この評価において、本比較例のローラ部材は乾燥帯、乾燥筋等の乾燥欠陥が原因と考えられる画像不良が確認された。結果を表2に示す。
【0113】
[比較例3]
<ゴムローラの作製>
前記の実施例1と同様な方法でゴムローラを得た(ゴムローラ外径φ8.5mm)。
【0114】
<表面層の形成方法>
前記の実施例1の乾燥用のリングヘッドのスペーサ113に直径1.2mmの絞り孔116を円周方向に等間隔で40個配置した以外は前記の実施例1と同様な方法でローラ部材の塗布後の乾燥を行い、紫外線照射による硬化を行った。
本比較例のローラ部材表面を目視で観察・評価した結果、ローラ部材表面には乾燥帯、乾燥筋等の乾燥欠陥が多数の箇所で観察された(評価:×)。また、ESCAによる膜厚測定の結果、表面層の平均膜厚は24nmで周方向4箇所の膜厚ムラは26%であった。
【0115】
更に、このローラ部材を図7に示す電子写真方式の画像形成装置に帯電ゴムローラとして組込み、感光ドラムの両端に500gずつの荷重を負荷した状態で圧接し、23.5℃/60%の環境でハーフトーン画像による初期画像評価を行った。この評価において、本比較例のローラ部材は乾燥帯、乾燥筋等の乾燥欠陥が原因と考えられる画像不良が確認された。結果を表2に示す。
【0116】
[実施例4]
<リングヘッド>
図4に示したリングヘッドを作製した。当該リングヘッドを構成する各部材のサイズは以下の通りとした。
第1のリング部材101:外径60mm、内径8.7mm
第2のリング部材103:外径60mm、内径8.7mm
スペーサ113の厚さ(=113−b):2mm
絞り孔116の直径(=113−a)0.8mm
絞り孔の個数:80個
スリット105の幅:0.12mm
第2のリング部材の流体分配室107:外径43mm、内径35mm、溝幅4mm
流体が絞り孔を通過する直前の供給口側の流路の断面積(=Sa):4.90
複数の絞り孔の総断面積(=Sb):0.40
Sb/Sa:0.08。
【0117】
<ゴムローラの作製>
前記の実施例1と同様な方法でゴムローラを得た(ゴムローラ外径φ8.5mm)。
【0118】
<表面層の形成方法>
前記の実施例1と同様な表面層用の塗料を固形分1.0質量%となるようにエタノールで希釈して調製した。
【0119】
先に作製したゴムローラを、先に作製したリングヘッドと同心となるように配置し、図6に示すようにリングヘッドの供給口109に、先に調製した塗料を供給して、ゴムローラ501の弾性層505の周面に塗膜507を形成した。ゴムローラ501の表面に対してリングヘッドを85mm/sの一定の速度で垂直移動すると同時に前記塗料を0.07mL、0.023mL/sの吐出速度で塗布した。このとき、ゴムローラに対して0.1mmの間隔を形成する距離に空気が吐出されるスリットがくるようにリングヘッドを配置した。
【0120】
塗料を自然乾燥後、低圧水銀ランプ(ハリソン東芝ライティング製)による紫外線照射を5分間行った。低圧水銀ランプに関しては、主に254nmの波長を代表とする紫外線で、この時の紫外線積算光量は約10000mJ/cm2であった(紫外線強度は35mW/cm2)。
【0121】
本実施例のローラ部材表面を目視で観察・評価した結果、ローラ部材表面には塗布ムラ、液垂れ等の塗布欠陥は全く観察されなかった(評価:◎)。また、ESCAによる膜厚測定の結果、薄膜層の平均膜厚は17nmで周方向4箇所の膜厚ムラは9%であった。
【0122】
更に、このローラ部材を図7に示す電子写真方式の画像形成装置に帯電ゴムローラとして組込み、感光ドラムの両端に500gずつの荷重を負荷した状態で圧接し、23.5℃/60%の環境でハーフトーン画像による初期画像評価を行った。この評価において、本実施例のローラ部材は良好な画像を得ることができた。結果を表1に示す。
【0123】
[比較例4]
<ゴムローラの作製>
前記の実施例1と同様な方法でゴムローラを得た(ゴムローラ外径φ8.5mm)。
【0124】
<表面層の形成方法>
前記の実施例4のスペーサ113を使用せずに第1のリング部材、第2のリング部材だけで塗布用のリングヘッドを構成した以外は前記の実施例4と同様な方法で塗布を行い、紫外線照射による硬化を行った。
【0125】
本比較例のローラ部材表面を目視で観察・評価した結果、ローラ部材表面には塗布ムラ、液垂れ等の塗布欠陥が多数の箇所で観察された(評価:×)。また、ESCAによる膜厚測定の結果、表面層の平均膜厚は18nmで周方向4箇所の膜厚ムラは33%であった。
【0126】
更に、このローラ部材を図7に示す電子写真方式の画像形成装置に帯電ゴムローラとして組込み、感光ドラムの両端に500gずつの荷重を負荷した状態で圧接し、23.5℃/60%の環境でハーフトーン画像による初期画像評価を行った。この評価において、本比較例のローラ部材は塗布ムラ、液垂れ等の塗布欠陥が原因と考えられる画像不良が確認された。結果を表2に示す。
【0127】
【表1】
【0128】
【表2】
【図面の簡単な説明】
【0129】
【図1】リングヘッド1の模式図(a)上部図(b)A-A´断面図(c)B-B´断面図
【図2】リングヘッド1のバラシ構造の断面模式図(a)第1のリング部材(b)第2のリング部材(c)スペーサ
【図3】リングヘッド1のバラシ構造の各部材の上部模式図(a)第1のリング部材(b)第2のリング部材(c)スペーサ
【図4】リングヘッド2の模式図(a)上部図(b)A-A´断面(c)B-B´断面
【図5】本発明におけるリングヘッドによる塗布方法の模式図(断面図)
【図6】本発明におけるリングヘッドによる乾燥方法の模式図(断面図)
【図7】画像形成装置の概略を示す構成図
【符号の説明】
【0130】
1 リングヘッド1(乾燥用)
2 リングヘッド2(塗布用)
19 電子写真感光体(感光ドラム)
20 帯電ゴムローラ(帯電手段)
21 露光系
22 現像ローラ(現像手段)
23 転写ローラ(転写手段)
24 クリーニング手段
101 第1のリング部材
101−1 位置決め用のピンと係合可能な孔部
103 第2のリング部材
103−1 位置決め用のピン
105 スリット
107 流体分配室
109 流体導入口
111 環状流路
113 スペーサ
113−1 位置決め用のピンに対応する孔部
113−a 絞り孔の直径
113−b スペーサの厚さ
115 絞り部
116 絞り孔
117 ボルト
501 ゴムローラ
503 軸芯体
505 弾性層
507 塗膜
509 ゴムローラ搬送手段(ゴムローラの保持部材)
E1、E2、E3 バイアス印加用電源
【特許請求の範囲】
【請求項1】
内部に環状の流体分配室を備え、
第1のリング部材と第2のリング部材との間隙によって構成されてなる、内周面の全周にわたって開口している流体を吐出するためのスリットと、
該流体分配室に流体を導入する流体導入口と、
該流体分配室と該スリットとを連結する環状流路と、を有しているリングヘッドであって、
該第1のリング部材と該第2のリング部材との間には、該スリットの幅を規定する所定の厚みを有する、該第1のリング部材及び第2のリング部材から着脱可能なスペーサが配置されており、
該流体分配室から該環状流路を経て該スリットに至る流体の流路は、該スペーサに円周状に配置された複数の絞り孔により該スリットに向けて流れる流体の流速が上昇するように絞られている絞り部を有し、
更に該絞り部において、流体が該絞り孔を通過する直前の供給口側の流路の断面積Saと、複数の絞り孔の総断面積Sbが、0.03≦Sb/Sa≦0.30を満たすことを特徴とするリングヘッド。
【請求項2】
軸芯体の周面に塗膜を有するローラ部材の製造方法であって、
請求項1に記載のリングヘッドのスリットから塗料を該軸芯体の周面に供給して塗膜を形成する工程を有することを特徴とするローラ部材の製造方法。
【請求項3】
軸芯体の周面に塗膜を有するローラ部材の製造方法であって、
軸芯体の周面に塗料を塗布する工程と、
請求項1に記載のリングヘッドのスリットから乾燥用気体を該軸芯体の周面に塗布された塗料に吹き付けて該塗料を乾燥させる工程と、を有することを特徴とするローラ部材の製造方法。
【請求項1】
内部に環状の流体分配室を備え、
第1のリング部材と第2のリング部材との間隙によって構成されてなる、内周面の全周にわたって開口している流体を吐出するためのスリットと、
該流体分配室に流体を導入する流体導入口と、
該流体分配室と該スリットとを連結する環状流路と、を有しているリングヘッドであって、
該第1のリング部材と該第2のリング部材との間には、該スリットの幅を規定する所定の厚みを有する、該第1のリング部材及び第2のリング部材から着脱可能なスペーサが配置されており、
該流体分配室から該環状流路を経て該スリットに至る流体の流路は、該スペーサに円周状に配置された複数の絞り孔により該スリットに向けて流れる流体の流速が上昇するように絞られている絞り部を有し、
更に該絞り部において、流体が該絞り孔を通過する直前の供給口側の流路の断面積Saと、複数の絞り孔の総断面積Sbが、0.03≦Sb/Sa≦0.30を満たすことを特徴とするリングヘッド。
【請求項2】
軸芯体の周面に塗膜を有するローラ部材の製造方法であって、
請求項1に記載のリングヘッドのスリットから塗料を該軸芯体の周面に供給して塗膜を形成する工程を有することを特徴とするローラ部材の製造方法。
【請求項3】
軸芯体の周面に塗膜を有するローラ部材の製造方法であって、
軸芯体の周面に塗料を塗布する工程と、
請求項1に記載のリングヘッドのスリットから乾燥用気体を該軸芯体の周面に塗布された塗料に吹き付けて該塗料を乾燥させる工程と、を有することを特徴とするローラ部材の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2009−82894(P2009−82894A)
【公開日】平成21年4月23日(2009.4.23)
【国際特許分類】
【出願番号】特願2007−259883(P2007−259883)
【出願日】平成19年10月3日(2007.10.3)
【出願人】(393002634)キヤノン化成株式会社 (640)
【Fターム(参考)】
【公開日】平成21年4月23日(2009.4.23)
【国際特許分類】
【出願日】平成19年10月3日(2007.10.3)
【出願人】(393002634)キヤノン化成株式会社 (640)
【Fターム(参考)】
[ Back to top ]