
リング状ワークの周長測定装置
【課題】 クラウニングが施されたリング状ワークの周長を精度良く測定する。
【解決手段】 クラウニングが施されたリング状ワーク19を2個のローラ14,18に巻き掛け、両ローラ14,18を相互に離反する方向に付勢してリング状ワーク19に所定の張力を付与しながら回転させ、そのときの両ローラ14,18の軸間距離に基づいてリング状ワーク19の周長を測定する。このとき、ローラ14,18の巻付き面に施されるクラウニングの高さを、公差中央値のクラウニング高さを有するリング状ワーク19を両ローラ14,18の巻付き面に張力を加えずに巻き付けたときのクラウニング高さと同じに設定したので、リング状ワーク19に加えられる張力で該リング状ワーク19のクラウニングが潰れてローラ14,18の巻付き面に密着するまでの前記軸間距離の変化を最小限に抑え、リング状ワーク19の周長の測定精度を高めることができる。
【解決手段】 クラウニングが施されたリング状ワーク19を2個のローラ14,18に巻き掛け、両ローラ14,18を相互に離反する方向に付勢してリング状ワーク19に所定の張力を付与しながら回転させ、そのときの両ローラ14,18の軸間距離に基づいてリング状ワーク19の周長を測定する。このとき、ローラ14,18の巻付き面に施されるクラウニングの高さを、公差中央値のクラウニング高さを有するリング状ワーク19を両ローラ14,18の巻付き面に張力を加えずに巻き付けたときのクラウニング高さと同じに設定したので、リング状ワーク19に加えられる張力で該リング状ワーク19のクラウニングが潰れてローラ14,18の巻付き面に密着するまでの前記軸間距離の変化を最小限に抑え、リング状ワーク19の周長の測定精度を高めることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、クラウニングが施されたリング状ワークを駆動側ローラおよび従動側ローラに巻き掛け、前記従動側ローラを前記駆動側ローラから離反する方向に付勢して前記リング状ワークに所定の張力を付与した状態で、前記駆動側ローラを回転させて前記リング状ワークを周回移動させながら、前記従動側ローラの変位に基づいて前記リング状ワークの周長を測定するリング状ワークの周長測定装置に関する。
【背景技術】
【0002】
ベルト式無段変速機の金属ベルトは無端状の金属リング集合体に多数の金属エレメントを支持したものであり、前記金属リング集合体は薄い金属リングを複数枚積層して構成される。金属リングの周長は、積層方向の内周側の金属リングほど小さく、積層方向の外周側の金属リングほど大きいため、金属リング集合体の組立に際して各金属リングの周長を精度良く測定する必要がある。
【0003】
そこで、駆動側ローラおよび従動側ローラ間に金属リングを巻き掛け、従動側ローラをウエイトで付勢して金属リングに張力を付与した状態で、駆動側ローラを回転させて金属リングを周回移動させながら、駆動側ローラおよび従動側ローラの軸間距離を測定することで金属リングの周長を測定するものが、下記特許文献1により公知である。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平11−281342号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、かかる金属ベルトの金属リングには、金属エレメントのサドル面に形成されたクラウニングに対応するクラウニングが形成されており、このクラウニングにより金属エレメントのサドル面上に金属リング集合体をセンタリングしている。
【0006】
上記特許文献1に記載されたリング状ワークの周長測定装置のローラにはクラウニングが施されていないため、金属リングに張力が加わったときにクラウニングが変わることで周長が変化してしまい、金属リングの周長の測定精度が低下する問題があった。
【0007】
本発明は前述の事情に鑑みてなされたもので、クラウニングが施されたリング状ワークの周長を精度良く測定することを目的とする。
【課題を解決するための手段】
【0008】
上記目的を達成するために、請求項1に記載された発明によれば、クラウニングが施されたリング状ワークを駆動側ローラおよび従動側ローラに巻き掛け、前記従動側ローラを前記駆動側ローラから離反する方向に付勢して前記リング状ワークに所定の張力を付与した状態で、前記駆動側ローラを回転させて前記リング状ワークを周回移動させながら、前記従動側ローラの変位に基づいて前記リング状ワークの周長を測定するリング状ワークの周長測定装置において、前記駆動側ローラおよび前記従動側ローラの巻付き面にはクラウニングが施されており、前記両ローラのクラウニング高さは、公差中央値のクラウニング高さを有する前記リング状ワークを前記両ローラの巻付き面に張力を与えずに巻き付けたときのクラウニング高さと同じに設定されることを特徴とするリング状ワークの周長測定装置が提案される。
【0009】
尚、実施の形態の金属リング19は本発明のリング状ワークに対応する。
【発明の効果】
【0010】
請求項1の構成によれば、クラウニングが施されたリング状ワークを駆動側ローラおよび従動側ローラに巻き掛け、従動側ローラを駆動側ローラから離反する方向に付勢してリング状ワークに所定の張力を付与した状態で、駆動側ローラを回転させてリング状ワークを周回移動させながら、従動側ローラの変位に基づいてリング状ワークの周長を測定する。このとき、駆動側ローラおよび従動側ローラの巻付き面に施されるクラウニングの高さを、公差中央値のクラウニング高さを有するリング状ワークを両ローラの巻付き面に張力を与えずに巻き付けたときのクラウニング高さと同じに設定したので、周長の測定時にリング状ワークに与えられる張力で該リング状ワークのクラウニングが潰れてローラの巻付き面に密着するまでの従動側ローラの変位を最小限に抑え、リング状ワークの周長の測定精度を高めることができる。
【図面の簡単な説明】
【0011】
【図1】金属リングの周長測定装置の全体斜視図。
【図2】金属リングの横断面の測定手法および横断面形状を示す図。
【図3】駆動側ローラおよび従動側ローラに金属リングを巻き掛けた状態を示す図。
【図4】図3の4−4線拡大断面図。
【図5】平坦な巻付き面を持つローラに金属リングを巻き掛けて引張り荷重を加えたときのローラのストロークを示すグラフ。
【図6】金属リングの巻付き半径とクラウニング高さとの関係を示すグラフ。
【図7】ローラの直径とクラウニング高さのバラツキとの関係を示す図。
【図8】クラウニングを有する巻付き面を持つローラに金属リングを巻き掛けて引張り荷重を加えたときのローラのストロークを示すグラフ。
【発明を実施するための形態】
【0012】
以下、図1〜図8に基づいて本発明の実施の形態を説明する。
【0013】
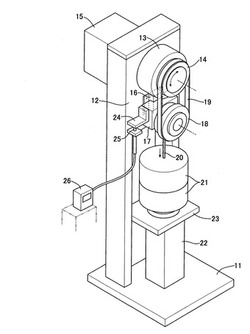
図1に示すように、金属リングの周長測定装置は、基台11に立設した基板12の上部に設けたハウジング13に駆動側ローラ14が支持されており、この駆動側ローラ14はモータ15によって回転駆動される。基板12におけるハウジング13の下方にガイドレール16が上下方向に設けられており、このガイドレール16に昇降自在に支持されたブラケット17に従動側ローラ18が回転自在に支持される。駆動側ローラ14および従動側ローラ18には、被測定物であるベルト式無段変速機の金属ベルトの金属リング19が巻き掛けられる。
【0014】
ブラケット17にはワイヤ20を介してウエイト21が吊り下げられており、このウエイト21に作用する重力で従動側ローラ18をガイドレール16に沿って下向きに付勢することで、駆動側ローラ14および従動側ローラ18の軸間距離を増加させて金属リング19に所定の張力を作用させることができる。基台11にはシリンダ22を介してウエイト保持台23が昇降自在に設けられており、ウエイト保持台23上にウエイト21を支持することで、従動側ローラ18にウエイト21の重さが加わらないようにし、両ローラ14,18に金属リング19を着脱することができる。
【0015】
ブラケット17に設けた係合体24と基板12に設けた測定子25とが係合しており、従動側ローラ18を支持するブラケット17が昇降すると係合体24が測定子25を伸縮させ、測定子25に接続された表示器26により従動側ローラ18の上下位置が表示される。
【0016】
しかして、ウエイト21で金属リング19に所定の張力を付与した状態で駆動側ローラ14を駆動して金属リング19を周回移動させながら、従動側ローラ18の上下位置を測定する。従動側ローラ18の上下位置が分かると駆動側ローラ14および従動側ローラ18の軸間距離が分かり、この軸間距離と既知である両ローラ14,18の直径とから、両ローラ14,18に巻き掛けられた金属リング19の周長を算出することができる。
【0017】
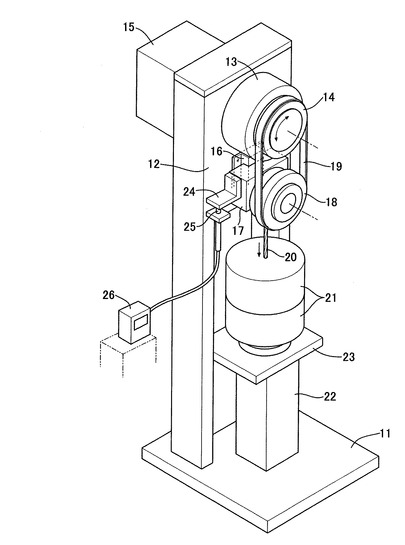
図2(A)は、1枚の金属リング19の横断面形状の測定手法を示すものである。所定長さに切断した金属リング19を、凸面(外周面)側を定盤T上に載置し、両端を下向きに押さえて定盤Tに密着させる。
【0018】
図2(B)は、上述した状態で測定した金属リング19の横断面形状を示すものである。実施の形態では金属リング19の直径は200mmであり、幅は9.5mmである。金属リング19の幅の9.5mmのうち、その本体部19aの幅9.3mmがクラウニング評価幅Wであり、その両端の各0.1mmが円弧状に形成された側縁部19b,19bである。前記クラウニング評価幅W内における金属リング19の高さが基準クラウニング高さHsである。その基準クラウニング高さHsにはバラツキがあるため、製造時に公差が設定される。即ち、その値は公差中央値でHs=0.10mmであり、公差最大値でHs=0.10mm+αmmであり、公差最小値でHs=0.10mm−αmmである。
【0019】
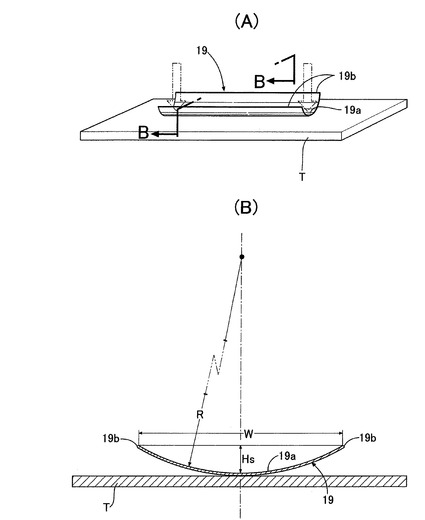
金属リング19は自由状態で円形を成すが、図3に示すように、駆動側ローラ14および従動側ローラ18に巻き掛けた状態では二つの直線状の弦部19c,19cと、二つの半円状の巻付き部19d,19dとに分かれる。金属リング19の弦部19cにおけるクラウニング高さはHs(基準クラウニング高さ)であり、巻付き部19dにおけるクラウニング高さはHである。巻付き部19dにおける金属リング19のクラウニング高さHは、ローラ14,18の曲率半径が小さくなるにつれて小さくなる。従って、金属リング19がローラ14,18に巻き付く巻付き部19dでのクラウニング高さHは、前記弦部19cでの基準クラウニング高さHsよりも小さくなる。
【0020】
直径200mmの金属リング19を巻き掛けるには、駆動側ローラ14および従動側ローラ18の直径は122.2mm以下であることが必要であり、本実施の形態では駆動側ローラ14および従動側ローラ18の直径は80mmに設定される。
【0021】
金属リング19を駆動側ローラ14および従動側ローラ18に巻き掛けてウエイト21により張力を与えるとき、金属リング19のクラウニング高さHとローラ14,18の巻付き面14a,18aのクラウニング高さH′とが一致していないと、金属リング19の周長を精度良く測定することができない。以下、その理由を説明する。
【0022】
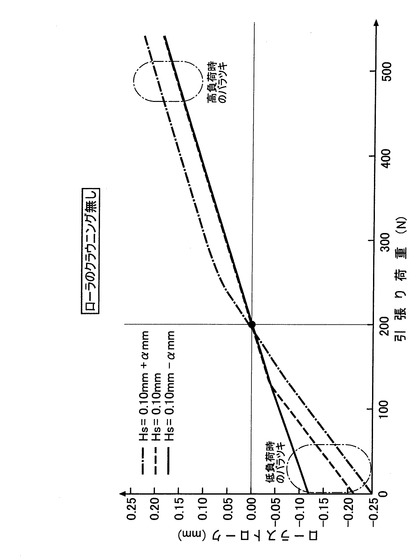
図5は、平坦な巻付き面14a,18a(クラウニング半径R′=∞)を持つ駆動側ローラ14および従動側ローラ18に、基準クラウニング高さHs=0.10mm−αmm(実線参照)、0.10mm(破線参照)、0.10mm+αmm(一点鎖線参照)の3種類の金属リング19を巻き掛け、従動側ローラ18に加える引張り荷重を増加させたときの該従動側ローラ18のストロークを示すものである。金属リング19の基準クラウニング高さHs=0.10mmは公差の中央値であり、基準クラウニング高さHs=0.10mm−αmmは公差の下限値であり、基準クラウニング高さHs=0.10mm+αmmは公差の上限値である。
【0023】
基準クラウニング高さHsが大きい金属リング19、つまりHs=0.10mm,0.15mmの二つの金属リング19は、引張り荷重の増加に伴って先ずストロークが急激に増加する領域があり、その後にストロークが緩やかに増加する領域がある。荷重を加えた初期にストロークが急激に立ち上がる領域は、クラウニングを持つ金属リング19の幅方向中央部とクラウニングを持たないローラ14,18の巻付き面14a,18aとの間の隙間が潰れ、金属リング19がローラ14,18の巻付き面14a,18aに密着するまでの期間である。従って、その間のストローク量は、基準クラウニング高さHsが大きい金属リング19の方が大きくなる。金属リング19のクラウニングが消滅してローラ14,18の巻付き面14a,18aに密着した後は、荷重の増加に伴って金属リング19が長手方向に引き伸ばされることで、ストロークが緩やかに増加する。
【0024】
基準クラウニング高さHsが小さい金属リング19、つまりHs=0.05mmの金属リング19は、引張り荷重の増加に伴ってストロークが急激に増加する領域が認められず、当初からストロークが緩やかに増加する。その理由は、クラウニング高さが小さいために、荷重を加えると同時に金属リング19がローラ14,18の巻付き面14a,18aに密着するためと考えられる。
【0025】
引張り荷重が200Nの状態では、基準クラウニング高さHsが異なる三つの金属リング19について従動側ローラ18のストロークが一致する。しかしながら、無段変速機の運転中には変速等に伴って荷重が変動し、前記200Nに維持される訳ではないため、積層された複数の金属リング19…の伸び量が個々に異なってしまい、隣接する金属リング19…間のクリアランスを一定に保つことができなくなる。
【0026】
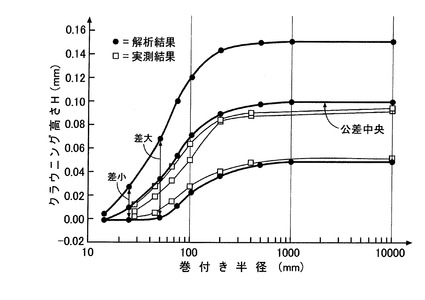
図6は、金属リング19に加える引張り荷重を略ゼロにした状態において、金属リング19の巻付き半径(ローラ14,18の半径)と、巻付き状態での金属リング19のクラウニング高さHとの関係を示すものである。公差上限の金属リング19のクラウニング高さHと公差下限の金属リング19のクラウニング高さHとの差は、ローラ14,18の半径が大きい場合より、ローラ14,18の半径が小さい場合の方が小さくなる。
【0027】
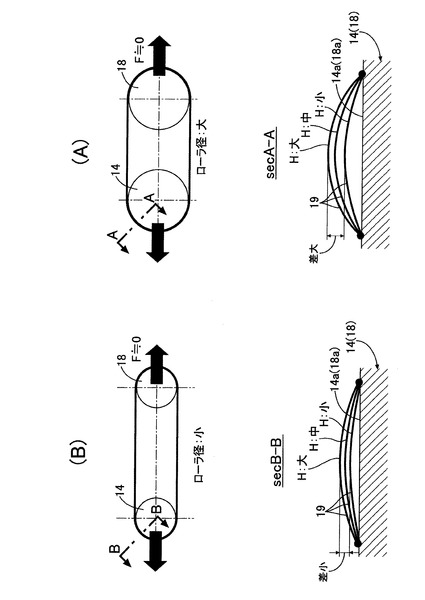
即ち、図7(A)に示すように、直径が大きいローラ14,18に金属リング19が巻き付いたとき、公差上限の金属リング19のクラウニング高さHと公差下限の金属リング19のクラウニング高さHとの差が大きくなるため、金属リング19の周長の測定精度が低下する。一方、図7(B)に示すように、直径が小さいローラ14,18に金属リング19が巻き付いたとき、公差上限の金属リング19のクラウニング高さHと公差下限の金属リング19のクラウニング高さHとの差が小さくなるため、金属リング19の周長の測定精度が向上する。このように、駆動側ローラ14および従動側ローラ18の直径は小さい方が、そのローラ14,18に金属リング19が巻き付いたときのクラウニング高さHのばらつきを小さく抑えることができるため、金属リング19の周長の測定精度を高めることができる。
【0028】
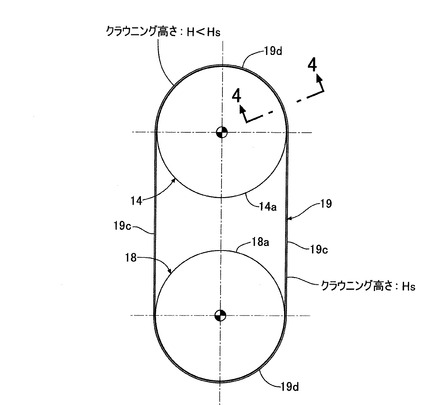
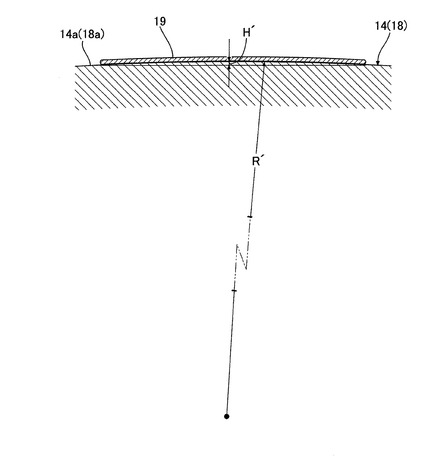
さて、本発明ではローラ14,18の巻付き面14a,18aのクラウニング高さH′を適切に設定することで、金属リング19の周長の測定精度を高めている。具体的には、図4に示すように、ローラ14,18の巻付き面14a,18aのクラウニング高さH′を、金属リング19を無負荷状態でローラ14,18に巻き付けたときの該金属リング19のクラウニング高さHに一致させる。このときの金属リング19のクラウニング高さHは、公差中央値(Hs=0.10mm)の金属リング19を採用することが望ましい。
【0029】
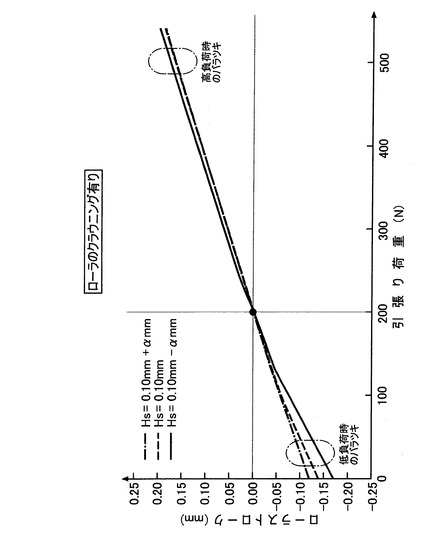
図8は、ローラ14,18の巻付き面14a,18aのクラウニング高さH′を、金属リング19を無負荷状態でローラ14,18に巻き付けたときの該金属リング19のクラウニング高さHに一致させた本実施の形態のものにおいて、引張り荷重を変化させたときの従動側ローラ18のストローク変化を示すものである。
【0030】
図5に示す平坦な巻付き面14a,18a(クラウニング半径R′=∞)を有するローラ14,18を用いた従来のものと比較すると明らかなような、図8に示す本実施の形態のものでは、基準クラウニング高さHsに公差の範囲でバラツキが存在しても、全ての引張り荷重において従動側ローラ18のストロークに殆ど差異が発生しておらず、よって金属リング19の周長の測定精度が向上していることが分かる。
【0031】
本発明によれば、図2に示す金属リング19を、直径が80mm(巻付き半径が40mm)の駆動側ローラ14および従動側ローラ18に巻き掛けて周長の測定を行う場合、ローラ14,18の最適のクラウニング高さH′は、図6に示す関係に基づき0.025mmとなる。
【0032】
金属リング19のクラウニング評価幅をWとし、金属リング19のクラウニング高さをHとすると、金属リング19のクラウニングの半径R(図2参照)は、
R=(W2 /4+H2 )/2H
により算出される。
【0033】
よって、ローラ14,18のクラウニング高さH′を0.025mmとした場合、その巻付き面14a,18aのクラウニング半径R′(図4参照)は、432mmと算出される。
【0034】
以上のように、金属リング19の周長測定装置の駆動側ローラ14および従動側ローラ18にクラウニングを有する金属リング19を巻き掛け、所定の張力を付与しながら周長の測定を行うとき、金属リング19を無負荷で駆動側ローラ14および従動側ローラ18に巻き掛けたときの該金属リング19のクラウニング高さHを算出し、それと同じ大きさのクラウニング高さH′を有するクラウニングを駆動側ローラ14および従動側ローラ18の巻付き面14a,18aに形成したので、金属リング19のクラウニングが潰れて駆動側ローラ14および従動側ローラ18の巻付き面14a,18aに密着するまでの従動側ローラ18のストロークを無くし、金属リング19の周長の測定精度を高めることができる。
【0035】
以上、本発明の実施の形態を説明したが、本発明はその要旨を逸脱しない範囲で種々の設計変更を行うことが可能である。
【0036】
例えば、本発明のリング状ワークは実施の形態の金属リング19に限定されるものではない。
【符号の説明】
【0037】
14 駆動側ローラ
14a 巻付き面
18 従動側ローラ
18a 巻付き面
19 金属リング(リング状ワーク)
H リング状ワークをローラの巻付き面に張力を与えずに巻き付けたときのクラ ウニング高さ
Hs 公差中央値のクラウニング高さ
H′ ローラのクラウニング高さ
【技術分野】
【0001】
本発明は、クラウニングが施されたリング状ワークを駆動側ローラおよび従動側ローラに巻き掛け、前記従動側ローラを前記駆動側ローラから離反する方向に付勢して前記リング状ワークに所定の張力を付与した状態で、前記駆動側ローラを回転させて前記リング状ワークを周回移動させながら、前記従動側ローラの変位に基づいて前記リング状ワークの周長を測定するリング状ワークの周長測定装置に関する。
【背景技術】
【0002】
ベルト式無段変速機の金属ベルトは無端状の金属リング集合体に多数の金属エレメントを支持したものであり、前記金属リング集合体は薄い金属リングを複数枚積層して構成される。金属リングの周長は、積層方向の内周側の金属リングほど小さく、積層方向の外周側の金属リングほど大きいため、金属リング集合体の組立に際して各金属リングの周長を精度良く測定する必要がある。
【0003】
そこで、駆動側ローラおよび従動側ローラ間に金属リングを巻き掛け、従動側ローラをウエイトで付勢して金属リングに張力を付与した状態で、駆動側ローラを回転させて金属リングを周回移動させながら、駆動側ローラおよび従動側ローラの軸間距離を測定することで金属リングの周長を測定するものが、下記特許文献1により公知である。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平11−281342号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、かかる金属ベルトの金属リングには、金属エレメントのサドル面に形成されたクラウニングに対応するクラウニングが形成されており、このクラウニングにより金属エレメントのサドル面上に金属リング集合体をセンタリングしている。
【0006】
上記特許文献1に記載されたリング状ワークの周長測定装置のローラにはクラウニングが施されていないため、金属リングに張力が加わったときにクラウニングが変わることで周長が変化してしまい、金属リングの周長の測定精度が低下する問題があった。
【0007】
本発明は前述の事情に鑑みてなされたもので、クラウニングが施されたリング状ワークの周長を精度良く測定することを目的とする。
【課題を解決するための手段】
【0008】
上記目的を達成するために、請求項1に記載された発明によれば、クラウニングが施されたリング状ワークを駆動側ローラおよび従動側ローラに巻き掛け、前記従動側ローラを前記駆動側ローラから離反する方向に付勢して前記リング状ワークに所定の張力を付与した状態で、前記駆動側ローラを回転させて前記リング状ワークを周回移動させながら、前記従動側ローラの変位に基づいて前記リング状ワークの周長を測定するリング状ワークの周長測定装置において、前記駆動側ローラおよび前記従動側ローラの巻付き面にはクラウニングが施されており、前記両ローラのクラウニング高さは、公差中央値のクラウニング高さを有する前記リング状ワークを前記両ローラの巻付き面に張力を与えずに巻き付けたときのクラウニング高さと同じに設定されることを特徴とするリング状ワークの周長測定装置が提案される。
【0009】
尚、実施の形態の金属リング19は本発明のリング状ワークに対応する。
【発明の効果】
【0010】
請求項1の構成によれば、クラウニングが施されたリング状ワークを駆動側ローラおよび従動側ローラに巻き掛け、従動側ローラを駆動側ローラから離反する方向に付勢してリング状ワークに所定の張力を付与した状態で、駆動側ローラを回転させてリング状ワークを周回移動させながら、従動側ローラの変位に基づいてリング状ワークの周長を測定する。このとき、駆動側ローラおよび従動側ローラの巻付き面に施されるクラウニングの高さを、公差中央値のクラウニング高さを有するリング状ワークを両ローラの巻付き面に張力を与えずに巻き付けたときのクラウニング高さと同じに設定したので、周長の測定時にリング状ワークに与えられる張力で該リング状ワークのクラウニングが潰れてローラの巻付き面に密着するまでの従動側ローラの変位を最小限に抑え、リング状ワークの周長の測定精度を高めることができる。
【図面の簡単な説明】
【0011】
【図1】金属リングの周長測定装置の全体斜視図。
【図2】金属リングの横断面の測定手法および横断面形状を示す図。
【図3】駆動側ローラおよび従動側ローラに金属リングを巻き掛けた状態を示す図。
【図4】図3の4−4線拡大断面図。
【図5】平坦な巻付き面を持つローラに金属リングを巻き掛けて引張り荷重を加えたときのローラのストロークを示すグラフ。
【図6】金属リングの巻付き半径とクラウニング高さとの関係を示すグラフ。
【図7】ローラの直径とクラウニング高さのバラツキとの関係を示す図。
【図8】クラウニングを有する巻付き面を持つローラに金属リングを巻き掛けて引張り荷重を加えたときのローラのストロークを示すグラフ。
【発明を実施するための形態】
【0012】
以下、図1〜図8に基づいて本発明の実施の形態を説明する。
【0013】
図1に示すように、金属リングの周長測定装置は、基台11に立設した基板12の上部に設けたハウジング13に駆動側ローラ14が支持されており、この駆動側ローラ14はモータ15によって回転駆動される。基板12におけるハウジング13の下方にガイドレール16が上下方向に設けられており、このガイドレール16に昇降自在に支持されたブラケット17に従動側ローラ18が回転自在に支持される。駆動側ローラ14および従動側ローラ18には、被測定物であるベルト式無段変速機の金属ベルトの金属リング19が巻き掛けられる。
【0014】
ブラケット17にはワイヤ20を介してウエイト21が吊り下げられており、このウエイト21に作用する重力で従動側ローラ18をガイドレール16に沿って下向きに付勢することで、駆動側ローラ14および従動側ローラ18の軸間距離を増加させて金属リング19に所定の張力を作用させることができる。基台11にはシリンダ22を介してウエイト保持台23が昇降自在に設けられており、ウエイト保持台23上にウエイト21を支持することで、従動側ローラ18にウエイト21の重さが加わらないようにし、両ローラ14,18に金属リング19を着脱することができる。
【0015】
ブラケット17に設けた係合体24と基板12に設けた測定子25とが係合しており、従動側ローラ18を支持するブラケット17が昇降すると係合体24が測定子25を伸縮させ、測定子25に接続された表示器26により従動側ローラ18の上下位置が表示される。
【0016】
しかして、ウエイト21で金属リング19に所定の張力を付与した状態で駆動側ローラ14を駆動して金属リング19を周回移動させながら、従動側ローラ18の上下位置を測定する。従動側ローラ18の上下位置が分かると駆動側ローラ14および従動側ローラ18の軸間距離が分かり、この軸間距離と既知である両ローラ14,18の直径とから、両ローラ14,18に巻き掛けられた金属リング19の周長を算出することができる。
【0017】
図2(A)は、1枚の金属リング19の横断面形状の測定手法を示すものである。所定長さに切断した金属リング19を、凸面(外周面)側を定盤T上に載置し、両端を下向きに押さえて定盤Tに密着させる。
【0018】
図2(B)は、上述した状態で測定した金属リング19の横断面形状を示すものである。実施の形態では金属リング19の直径は200mmであり、幅は9.5mmである。金属リング19の幅の9.5mmのうち、その本体部19aの幅9.3mmがクラウニング評価幅Wであり、その両端の各0.1mmが円弧状に形成された側縁部19b,19bである。前記クラウニング評価幅W内における金属リング19の高さが基準クラウニング高さHsである。その基準クラウニング高さHsにはバラツキがあるため、製造時に公差が設定される。即ち、その値は公差中央値でHs=0.10mmであり、公差最大値でHs=0.10mm+αmmであり、公差最小値でHs=0.10mm−αmmである。
【0019】
金属リング19は自由状態で円形を成すが、図3に示すように、駆動側ローラ14および従動側ローラ18に巻き掛けた状態では二つの直線状の弦部19c,19cと、二つの半円状の巻付き部19d,19dとに分かれる。金属リング19の弦部19cにおけるクラウニング高さはHs(基準クラウニング高さ)であり、巻付き部19dにおけるクラウニング高さはHである。巻付き部19dにおける金属リング19のクラウニング高さHは、ローラ14,18の曲率半径が小さくなるにつれて小さくなる。従って、金属リング19がローラ14,18に巻き付く巻付き部19dでのクラウニング高さHは、前記弦部19cでの基準クラウニング高さHsよりも小さくなる。
【0020】
直径200mmの金属リング19を巻き掛けるには、駆動側ローラ14および従動側ローラ18の直径は122.2mm以下であることが必要であり、本実施の形態では駆動側ローラ14および従動側ローラ18の直径は80mmに設定される。
【0021】
金属リング19を駆動側ローラ14および従動側ローラ18に巻き掛けてウエイト21により張力を与えるとき、金属リング19のクラウニング高さHとローラ14,18の巻付き面14a,18aのクラウニング高さH′とが一致していないと、金属リング19の周長を精度良く測定することができない。以下、その理由を説明する。
【0022】
図5は、平坦な巻付き面14a,18a(クラウニング半径R′=∞)を持つ駆動側ローラ14および従動側ローラ18に、基準クラウニング高さHs=0.10mm−αmm(実線参照)、0.10mm(破線参照)、0.10mm+αmm(一点鎖線参照)の3種類の金属リング19を巻き掛け、従動側ローラ18に加える引張り荷重を増加させたときの該従動側ローラ18のストロークを示すものである。金属リング19の基準クラウニング高さHs=0.10mmは公差の中央値であり、基準クラウニング高さHs=0.10mm−αmmは公差の下限値であり、基準クラウニング高さHs=0.10mm+αmmは公差の上限値である。
【0023】
基準クラウニング高さHsが大きい金属リング19、つまりHs=0.10mm,0.15mmの二つの金属リング19は、引張り荷重の増加に伴って先ずストロークが急激に増加する領域があり、その後にストロークが緩やかに増加する領域がある。荷重を加えた初期にストロークが急激に立ち上がる領域は、クラウニングを持つ金属リング19の幅方向中央部とクラウニングを持たないローラ14,18の巻付き面14a,18aとの間の隙間が潰れ、金属リング19がローラ14,18の巻付き面14a,18aに密着するまでの期間である。従って、その間のストローク量は、基準クラウニング高さHsが大きい金属リング19の方が大きくなる。金属リング19のクラウニングが消滅してローラ14,18の巻付き面14a,18aに密着した後は、荷重の増加に伴って金属リング19が長手方向に引き伸ばされることで、ストロークが緩やかに増加する。
【0024】
基準クラウニング高さHsが小さい金属リング19、つまりHs=0.05mmの金属リング19は、引張り荷重の増加に伴ってストロークが急激に増加する領域が認められず、当初からストロークが緩やかに増加する。その理由は、クラウニング高さが小さいために、荷重を加えると同時に金属リング19がローラ14,18の巻付き面14a,18aに密着するためと考えられる。
【0025】
引張り荷重が200Nの状態では、基準クラウニング高さHsが異なる三つの金属リング19について従動側ローラ18のストロークが一致する。しかしながら、無段変速機の運転中には変速等に伴って荷重が変動し、前記200Nに維持される訳ではないため、積層された複数の金属リング19…の伸び量が個々に異なってしまい、隣接する金属リング19…間のクリアランスを一定に保つことができなくなる。
【0026】
図6は、金属リング19に加える引張り荷重を略ゼロにした状態において、金属リング19の巻付き半径(ローラ14,18の半径)と、巻付き状態での金属リング19のクラウニング高さHとの関係を示すものである。公差上限の金属リング19のクラウニング高さHと公差下限の金属リング19のクラウニング高さHとの差は、ローラ14,18の半径が大きい場合より、ローラ14,18の半径が小さい場合の方が小さくなる。
【0027】
即ち、図7(A)に示すように、直径が大きいローラ14,18に金属リング19が巻き付いたとき、公差上限の金属リング19のクラウニング高さHと公差下限の金属リング19のクラウニング高さHとの差が大きくなるため、金属リング19の周長の測定精度が低下する。一方、図7(B)に示すように、直径が小さいローラ14,18に金属リング19が巻き付いたとき、公差上限の金属リング19のクラウニング高さHと公差下限の金属リング19のクラウニング高さHとの差が小さくなるため、金属リング19の周長の測定精度が向上する。このように、駆動側ローラ14および従動側ローラ18の直径は小さい方が、そのローラ14,18に金属リング19が巻き付いたときのクラウニング高さHのばらつきを小さく抑えることができるため、金属リング19の周長の測定精度を高めることができる。
【0028】
さて、本発明ではローラ14,18の巻付き面14a,18aのクラウニング高さH′を適切に設定することで、金属リング19の周長の測定精度を高めている。具体的には、図4に示すように、ローラ14,18の巻付き面14a,18aのクラウニング高さH′を、金属リング19を無負荷状態でローラ14,18に巻き付けたときの該金属リング19のクラウニング高さHに一致させる。このときの金属リング19のクラウニング高さHは、公差中央値(Hs=0.10mm)の金属リング19を採用することが望ましい。
【0029】
図8は、ローラ14,18の巻付き面14a,18aのクラウニング高さH′を、金属リング19を無負荷状態でローラ14,18に巻き付けたときの該金属リング19のクラウニング高さHに一致させた本実施の形態のものにおいて、引張り荷重を変化させたときの従動側ローラ18のストローク変化を示すものである。
【0030】
図5に示す平坦な巻付き面14a,18a(クラウニング半径R′=∞)を有するローラ14,18を用いた従来のものと比較すると明らかなような、図8に示す本実施の形態のものでは、基準クラウニング高さHsに公差の範囲でバラツキが存在しても、全ての引張り荷重において従動側ローラ18のストロークに殆ど差異が発生しておらず、よって金属リング19の周長の測定精度が向上していることが分かる。
【0031】
本発明によれば、図2に示す金属リング19を、直径が80mm(巻付き半径が40mm)の駆動側ローラ14および従動側ローラ18に巻き掛けて周長の測定を行う場合、ローラ14,18の最適のクラウニング高さH′は、図6に示す関係に基づき0.025mmとなる。
【0032】
金属リング19のクラウニング評価幅をWとし、金属リング19のクラウニング高さをHとすると、金属リング19のクラウニングの半径R(図2参照)は、
R=(W2 /4+H2 )/2H
により算出される。
【0033】
よって、ローラ14,18のクラウニング高さH′を0.025mmとした場合、その巻付き面14a,18aのクラウニング半径R′(図4参照)は、432mmと算出される。
【0034】
以上のように、金属リング19の周長測定装置の駆動側ローラ14および従動側ローラ18にクラウニングを有する金属リング19を巻き掛け、所定の張力を付与しながら周長の測定を行うとき、金属リング19を無負荷で駆動側ローラ14および従動側ローラ18に巻き掛けたときの該金属リング19のクラウニング高さHを算出し、それと同じ大きさのクラウニング高さH′を有するクラウニングを駆動側ローラ14および従動側ローラ18の巻付き面14a,18aに形成したので、金属リング19のクラウニングが潰れて駆動側ローラ14および従動側ローラ18の巻付き面14a,18aに密着するまでの従動側ローラ18のストロークを無くし、金属リング19の周長の測定精度を高めることができる。
【0035】
以上、本発明の実施の形態を説明したが、本発明はその要旨を逸脱しない範囲で種々の設計変更を行うことが可能である。
【0036】
例えば、本発明のリング状ワークは実施の形態の金属リング19に限定されるものではない。
【符号の説明】
【0037】
14 駆動側ローラ
14a 巻付き面
18 従動側ローラ
18a 巻付き面
19 金属リング(リング状ワーク)
H リング状ワークをローラの巻付き面に張力を与えずに巻き付けたときのクラ ウニング高さ
Hs 公差中央値のクラウニング高さ
H′ ローラのクラウニング高さ
【特許請求の範囲】
【請求項1】
クラウニングが施されたリング状ワーク(19)を駆動側ローラ(14)および従動側ローラ(18)に巻き掛け、前記従動側ローラ(18)を前記駆動側ローラ(14)から離反する方向に付勢して前記リング状ワーク(19)に所定の張力を付与した状態で、前記駆動側ローラ(14)を回転させて前記リング状ワーク(19)を周回移動させながら、前記従動側ローラ(18)の変位に基づいて前記リング状ワーク(19)の周長を測定するリング状ワークの周長測定装置において、
前記駆動側ローラ(14)および前記従動側ローラ(18)の巻付き面(14a,18a)にはクラウニングが施されており、前記両ローラ(14,18)のクラウニング高さ(H′)は、公差中央値のクラウニング高さ(Hs)を有する前記リング状ワーク(19)を前記両ローラ(14,18)の巻付き面(14a,18a)に張力を与えずに巻き付けたときのクラウニング高さ(H)と同じに設定されることを特徴とするリング状ワークの周長測定装置。
【請求項1】
クラウニングが施されたリング状ワーク(19)を駆動側ローラ(14)および従動側ローラ(18)に巻き掛け、前記従動側ローラ(18)を前記駆動側ローラ(14)から離反する方向に付勢して前記リング状ワーク(19)に所定の張力を付与した状態で、前記駆動側ローラ(14)を回転させて前記リング状ワーク(19)を周回移動させながら、前記従動側ローラ(18)の変位に基づいて前記リング状ワーク(19)の周長を測定するリング状ワークの周長測定装置において、
前記駆動側ローラ(14)および前記従動側ローラ(18)の巻付き面(14a,18a)にはクラウニングが施されており、前記両ローラ(14,18)のクラウニング高さ(H′)は、公差中央値のクラウニング高さ(Hs)を有する前記リング状ワーク(19)を前記両ローラ(14,18)の巻付き面(14a,18a)に張力を与えずに巻き付けたときのクラウニング高さ(H)と同じに設定されることを特徴とするリング状ワークの周長測定装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2011−2333(P2011−2333A)
【公開日】平成23年1月6日(2011.1.6)
【国際特許分類】
【出願番号】特願2009−145612(P2009−145612)
【出願日】平成21年6月18日(2009.6.18)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
【公開日】平成23年1月6日(2011.1.6)
【国際特許分類】
【出願日】平成21年6月18日(2009.6.18)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
[ Back to top ]