
リング状ワークの検査装置及びリング状ワークの検査方法
【課題】本発明は、長いリング状ワークであっても高い精度で検査することができる検査装置の提供を課題とする。
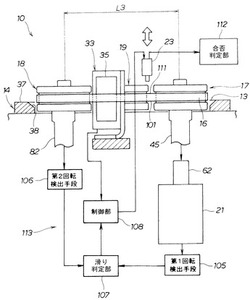
【解決手段】リング状ワーク16の内側に、3個のローラ17、18、19を介在させ、ローラ17、18、19でワーク16を緊張させ、ワーク16の上エッジ111に存在する可能性のある疵を検出するリング状ワークの検査装置10において、第1ローラ17と第2ローラ18は軸間距離L3を一定に保ち、第3ローラ19を移動させることで、ワーク16を緊張させ、第1ローラ17と第2ローラ18との間に、撮像手段23が設けられていることを特徴とする。
【効果】軸間距離L3が一定であるため、第1ローラ17と第2ローラ18との間で、ワーク16が振動から受ける影響は同じになる。第1ローラ17と第2ローラ18との間に撮像手段23を設けることで、異なるワークであっても高い精度で検査を行うことができる。
【解決手段】リング状ワーク16の内側に、3個のローラ17、18、19を介在させ、ローラ17、18、19でワーク16を緊張させ、ワーク16の上エッジ111に存在する可能性のある疵を検出するリング状ワークの検査装置10において、第1ローラ17と第2ローラ18は軸間距離L3を一定に保ち、第3ローラ19を移動させることで、ワーク16を緊張させ、第1ローラ17と第2ローラ18との間に、撮像手段23が設けられていることを特徴とする。
【効果】軸間距離L3が一定であるため、第1ローラ17と第2ローラ18との間で、ワーク16が振動から受ける影響は同じになる。第1ローラ17と第2ローラ18との間に撮像手段23を設けることで、異なるワークであっても高い精度で検査を行うことができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、リング状ワークのエッジに存在する可能性のある疵や打痕を検出する検査技術に関する。
【背景技術】
【0002】
無段変速機用ベルト等のリング状ワークのエッジに、製造の過程で疵や打痕が発生することがある。有害な疵や打痕があると、このリング状ワークは使用することができない。従って、このようなリング状ワークのエッジの疵や打痕について検査を行う必要がある。このような検査に、用いられる装置が知られている(例えば、特許文献1(図2)参照。)。
【0003】
特許文献1を次図に基づいて説明する。
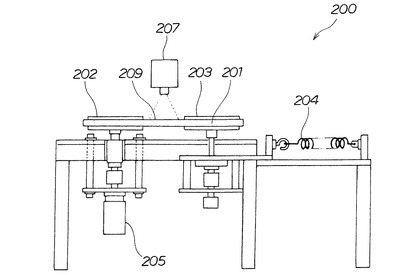
図7に示すように、検査装置200を用いて検査を行うには、まず、リング状ワーク201を駆動ローラ202及び従動ローラ203に渡し、ばね204で張力を与え、駆動装置205を作動させることでリング状ワーク201を周回させながら、カメラ207でリング状ワーク201の上エッジ209を撮像し、疵や打痕について検査する。
【0004】
検査装置200によれば、移動可能なローラを配置することで、複数種類のリング状ワーク201の検査を行うことができる。
具体的には、図8(a)に示すような、軸間距離がL1であるリング状ワーク201aの検査の他に、(b)に示すような、リング長さがリング状ワークaより長くて、軸間距離がL2であるリング状ワーク201bについても検査を行うことができる。
【0005】
ところで、検査を行っているときに駆動装置(図7、符号205)が作動することで発生した振動が、リング状ワーク201bに伝わることがある。振動により、リング状ワーク201を正確に撮像することが困難になる。即ち、振動が検査の精度に影響を与えることがある。
振動の影響は、軸間距離が大きいほど顕著になる。
【0006】
リング状ワークのリング長さが変わっても、高い精度で検査することができる検査技術の提供が望まれる。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2006−258576公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
リング状ワークのリング長さが変わっても、高い精度で検査することができる検査技術の提供を課題とする。
【課題を解決するための手段】
【0009】
請求項1に係る発明は、リング状のワークの内側に、少なくとも3個のローラを介在させ、これらのローラで前記ワークを緊張させ、周回させる前記ワークのエッジに存在する可能性のある疵や打痕を検出するリング状ワークの検査装置において、
前記複数のローラの内、第1ローラと第2ローラは軸間距離を一定に保ち、第3ローラなどの他のローラを移動させることにより、ワークを緊張させるようにし、
前記第1ローラと第2ローラとの間に、ワークの上エッジを撮像する撮像手段が設けられていることを特徴とする。
【0010】
請求項2に係る発明は、第1ローラを駆動する駆動手段と、第1ローラの回転数を計測する第1回転検出手段と、第2ローラの回転数を計測する第2回転検出手段と、第1回転検出手段からの第1回転数情報と第2回転検出手段からの第2回転数情報とに基づいてワークと第2ローラとの間にスリップが発生しているか否かを判定する滑り判定部と、を備えていることを特徴とする。
【0011】
請求項3に係る発明は、ワークは、複数積層することで無段変速機用ベルトとして用いられる無段変速機用ベルトのリングであることを特徴とする。
【0012】
請求項4に係る発明は、リング状ワークの上エッジに存在する可能性のある疵や打痕を検出するリング状ワークの検査方法において、
軸間距離が一定である第1、第2ローラ及び軸が移動可能に設けられている第3ローラの3つのローラを囲うようにして前記ワークを載置する載置工程と、
載置された前記ワークに所定のテンションがかかるまで、前記第3ローラを移動させるワークセット工程と、
セットされた前記ワークを、前記第1ローラを回転させることで回転させるワーク回転工程と、
回転されている前記ワークに対して、前記第1、第2ローラ間の上方から前記ワークを撮像し、前記ワークの検査を行うワーク検査工程とからなることを特徴とする。
【0013】
請求項5に係る発明は、第1ローラを駆動させ、第2ローラがワークによって従動される際に、第1ローラの回転数と、第2ローラの回転数の差が所定の回転数である場合に検査工程を開始することを特徴とする。
【発明の効果】
【0014】
請求項1に係る発明では、軸間距離を一定に保った第1ローラと第2ローラとの間に、撮像手段が設けられている。ワークのリング長さが変わっても、軸間距離が一定であるため、第1ローラと第2ローラとの間で、ワークが振動から受ける影響は同じになる。このような第1ローラと第2ローラとの間に撮像手段を設けることで、異なるリング長さのワークであっても高い精度で検査を行うことができる。
【0015】
請求項2に係る発明では、ワークと第2ローラとの間にスリップが発生しているか否かを判定する。スリップが発生していないとの判定を得た後で検査を開始する。スリップが発生していない状態で検査を行うことで、疵や打痕正確に撮像することができる。検査の精度を高めることができる。
【0016】
請求項3に係る発明では、ワークは、無段変速機用ベルトに用いられるリングである。無段変速機用ベルトは、高い強度が求められるため、これに用いられるリングに存在し得る疵や打痕を高い精度で検出しなければならない。大量生産されるために、コストダウンが強く求められる。本発明にかかる装置を用いることで、高い精度で効率よく検査をすることができる。
【0017】
請求項4に係る発明では、軸間距離を一定に保った第1ローラと第2ローラとの間で、ワークの検査を行う。ワークのリング長さが変わっても、軸間距離が一定であるため、第1ローラと第2ローラとの間で、ワークが振動から受ける影響は同じになる。このような第1ローラと第2ローラとの間で検査を行うことで、異なるリング長さのワークであっても高い精度で検査を行うことができる。
【0018】
請求項5に係る発明では、第1ローラは所定の回転数で駆動手段によって回転されるため、第2ローラが空回りすることなどで、第1、第2ローラの回転数に差が生じる。即ち、この回転数の差が所定の範囲内であることを検査開始の条件とすることで、ワークと第2ローラとの間にスリップが発生しているか否かを判定する。スリップが発生していない状態で検査を行うことで、疵や打痕を正確に検査することができる。検査の精度を高めることができる。
【図面の簡単な説明】
【0019】
【図1】本発明に係るリング状ワーク検査装置の斜視図である。
【図2】図1の2矢視図である。
【図3】図2の3−3線断面図である。
【図4】リング状ワークをローラにセットする際の作用説明図である。
【図5】本発明で使用する制御手段のブロック構成図である。
【図6】本発明に係るリング状ワークの検査方法を説明するフロー図である。
【図7】従来の技術の基本原理を説明する図である。
【図8】従来の技術の問題点を説明する図である。
【発明を実施するための形態】
【0020】
本発明の実施の形態を添付図に基づいて以下に説明する。
【実施例】
【0021】
本発明の実施例を図面に基づいて説明する。
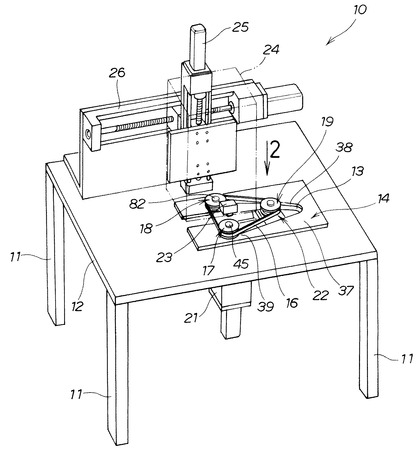
図1に示されるように、リング状ワークの検査装置10は、脚11に支持されたベース12と、このベース12の上面に設けられ略三角形の穴13が設けられているテーブル14と、このテーブル14の穴13の内周側に設けられ無段変速機用ベルト等のリング状のワーク16が架けられる第1〜第3ローラ17、18、19と、第1ローラ17に繋がれ第1ローラ17を回転させることでワーク16を周回させる駆動手段21と、第3ローラ19を支持し第3ローラ19を前後方向(図面左右方向)へ移動させる移動手段22と、第1ローラ17と第2ローラ18の間の上方に配置され周回されるワーク16を撮像する撮像手段23と、この撮像手段23を支持し想像線で示される撮像手段支持ボックス24と、この撮像手段支持ボックス24を昇降可能に支持することで撮像手段23を昇降させる撮像手段昇降器25と、この撮像手段昇降器25を前後方向移動可能に支持することで撮像手段23を前後方向に移動させる撮像手段移動器26と、撮像手段23に繋がれ撮像手段23を制御する制御手段(図5、符号113)とからなる。
【0022】
このリング状ワークの検査装置10によれば、第1ローラ17を駆動手段21により回転させることで、ワーク16を周回させる。ワーク16を周回させた状態で上方に設けられた撮像手段23により、ワーク16の上エッジを撮像する。撮像された画像から、合否判定部(図5、符号112)が、ワーク16の合否を判定する。所定の大きさよりも大きな疵や打痕がある場合は、そのワーク16は不合格となる。一方、所定の大きさよりも大きな疵や打痕がない場合には、そのワーク16は合格となる。
【0023】
なお、ワーク16には、複数積層することで無段変速機用ベルトとして用いられる無段変速機用ベルトのリングを用いることができる。
移動手段22等の詳細について次図で説明する。
【0024】
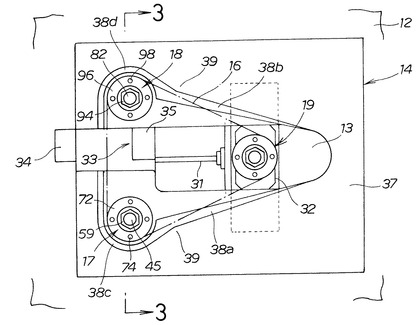
図2に示されるように、第3ローラ19は、ピストンロッド31の先端に接続される支持板32によって支持される。ピストンロッド31を前後方向(図面左右方向)に移動させることで、支持板32と共に第3ローラ19も移動され、第1〜第3ローラ17、18、19に架けられるワーク16のテンションが変えられる。
【0025】
また、第1ローラ17と第2ローラ18の間に配置されるワーク16を挟むようにして配置され、ワーク16が配置された高さを検出するワーク高さ検出手段33が配置される。ワーク高さ検出手段33は、発光部34と、受光部35とからなる。
【0026】
テーブル14に設けられた略三角形の穴13に、第1〜第3ローラ17、18、19は収納されている。このテーブル14の一般面37から穴13に向かって、下がるように傾斜されるテーパ面38が設けられている。
【0027】
このテーパ面38は、第1ローラ17の周縁から第3ローラ19に向かって設けられ長い三角形状の第1テーパ面38aと、第2ローラ18の周縁から第3ローラ19に向かって設けられ長い三角形状の第1テーパ面38bと、第1テーパ面38aから第1ローラ17の周縁に沿って半円状に形成されここから第2ローラ18に向かって直線的に延ばされる第3テーパ面38cと、第2テーパ面38bから第2ローラ18の周縁に沿って半円状に形成されここから第1ローラ17に向かって直線的に延ばされる第4テーパ面38dとからなる。
【0028】
テーブル14の一般面37であって、第1ローラ17と第3ローラ19との間には、緊張状態にされたワーク16に向かって張出される張出部39が形成される。第2ローラ18と第3ローラ19との間にも同様に張出部39が形成されている。
ローラの詳細について次図で説明する。
【0029】
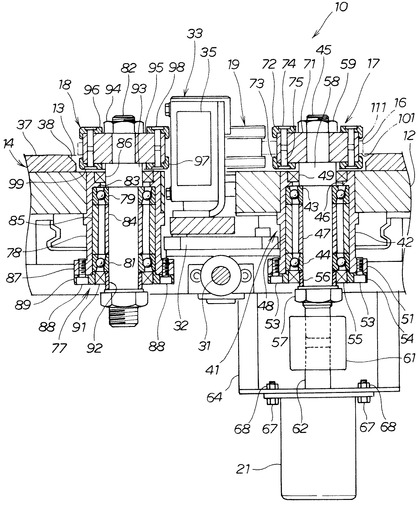
図3に示されるように、第1ローラ17は、ベース12に嵌合される第1ローラ支持ユニット41によって支持される。
【0030】
第1ローラ支持ユニット41は、ベース12に嵌合される筒体42と、この筒体42の内周面に上下に配置される軸受43、44と、これらの軸受43、44を介して筒体42に支持される第1回転軸45を主な構成要素とする。
【0031】
軸受43は、筒体42の内周面に設けられた突起部46により上方への移動を規制され、内輪の下方に配置される内筒47と外輪の下方に配置される外筒48とで下方への移動を規制されている。
突起部46の上面には、軸受43への埃の侵入を防ぐシール49が配置される。
【0032】
軸受44の下面には、筒体42下端の鍔部51にボルト53、53で固定される蓋体54と、この蓋体54の内周側に配置され軸受44への埃の侵入を防ぐシール55と、このシール55の内周側に配置されシール55の潰れを防ぐカラー56とが配置される。
【0033】
軸受44は、内筒47及び外筒48により上方への移動を規制され、蓋体54及びカラー56によって下方への移動を規制されている。
カラー56は、ナット57により固定されている。
【0034】
第1ローラ17は、第1回転軸45の大径部58上面に載置した上で、ナット59により固定される。
【0035】
第1回転軸45の下端に、カップリング61が嵌合され、このカップリング61に、駆動手段21の駆動軸62が嵌合される。
【0036】
駆動手段21は、ベース12から下げられる門型ブラケット64に、ボルト67及びナット68を用いて支持されている。
【0037】
第1ローラ17は、ローラ本体71にワーク16が外れることを防止するワーク外れ防止部材72、73をボルト74、75によって固定することで構成されている。
【0038】
第2ローラ18を支持する第2ローラ支持ユニット77も、第1ローラ支持ユニット41と同様の構造を備えている。
【0039】
第2ローラ支持ユニット77は、ベース12に嵌合される筒体78と、この筒体78の内周面に上下に配置される軸受79、81と、これらの軸受79、81を介して筒体78に支持される第2回転軸82を主な構成要素とする。
【0040】
軸受79は、筒体78の内周面に設けられた突起部83により上方への移動を規制され、内輪の下方に配置される内筒84と外輪の下方に配置される外筒85とで下方への移動を規制されている。
突起部83の上面には、軸受79への埃の侵入を防ぐシール86が配置される。
【0041】
軸受81の下面には、筒体78下端の鍔部87にボルト88、88で固定される蓋体89と、この蓋体89の内周側に配置され軸受81への埃の侵入を防ぐシール91と、このシール91の内周側に配置されシール91の潰れを防ぐカラー92とが配置される。
【0042】
軸受81は、内筒84及び外筒85により上方への移動を規制され、蓋体89及びカラー92によって下方への移動を規制されている。
カラー92は、ナットにより固定されている。
【0043】
第2ローラ18は、第2回転軸82の大径部93上面に載置した上で、ナット94により固定される。
【0044】
第2ローラ18は、ローラ本体95にワーク16が外れることを防止するワーク外れ防止部材96、97をボルト98、99によって固定することで構成されている。
【0045】
駆動手段21を作動させ第1ローラ17が回転されると、これに架けられているワーク16も周回し、ワーク16が周回されることで、第2ローラ18、第3ローラ19も回転される。
【0046】
第1回転軸45が回転される際、これに接している軸受43、44の内輪、内筒47、カラー56は第1回転軸45と共に回転される。
一方、軸受43、44の外輪、外筒48、蓋体54、シール49、55は回転しない。
第2回転軸82も同様である。
【0047】
ピストンロッド31を図面表裏方向に移動させることで、第3ローラ19は、図面表裏方向に移動する。
【0048】
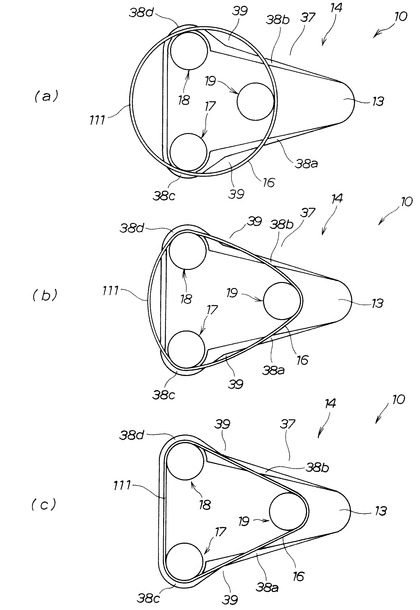
以上に説明した第1〜第3ローラ17、18、19の作用を次に述べる。
図4(a)に示されるように、まず第3ローラ19を後退(図面左側)させておく。次に、テーブル14の一般面37にワーク16を載置する。このとき、ワーク16の内周面側に第1〜第3ローラ17、18、19が納まるようにワーク16を載置する。
【0049】
次に、(b)に示すように、第3ローラ19を前進(図面右側)させる。これにより、ワーク16はテーブル14の一般面37から徐々に第1〜第3ローラ17、18、19に向かって載せ替えられる。
【0050】
このとき、張出部39を設けておくことで、載せ替えが終了する直前までワーク16をテーブル14の一般面37で支持しておくことができる。具体的には、張出部39があることで、ワーク16は、一般面37により支持されている。
【0051】
逆に、張出部39がない場合には、ワーク16は一般面37により支持されていない状態になる。このように張出部39を配置することで、載せ替えが終了する直前までワーク16をテーブル14の一般面37で支持しておくことができる。載せ替えの距離を短くすることで、ワーク16の穴13への落下を防止することができ、より確実に載せ替えを行うことができる。
【0052】
この状態から、更に第3ローラ19を前進させる。
(c)に示すように、ワーク16に所定のテンションがかかるところまで第3ローラ19を前進させる。
【0053】
第3ローラ19を前進させることで、ワーク16が拡張され、ワーク16に拡張荷重がかかる。ワーク16の振動が抑えられる最適な拡張荷重をかける必要がある。
【0054】
予め、拡張荷重と撮像ポイントでの振動の大きさとの関係を、実験等によって求めておく。このデータを基に、ワーク16の振動が抑制される拡張荷重をかける。
【0055】
軸間距離を一定にするほかに、更にワーク16にかかるテンションを調節することで、さらに振動の影響を抑制することができる。このことにより、さらに検査の精度が高まる。
【0056】
第1〜第3ローラ17、18、19と一般面37の間には、穴13及びテーパ面38が設けられている。このため、第1〜第3ローラ17、18、19に沿って配置されるワーク16の下エッジ(図5、符号101)は、一般面37に接触しない。
これにより、ワーク16のセットが終了する。
【0057】
なお、ワーク16のセットは、載せ替えによる方法の他にも、第3ローラ19で緊張状態とした後に一般面37をアクチュエータで降下させる方法や、第3ローラ19で緊張状態とした後に第1〜第3ローラ17、18、19をアクチュエータで上昇させる方法を用いることができる。この他に、載置クランプを用いて、ワーク16を浮かせた状態でセットする方法も用いることができる。
即ち、ワーク16の下エッジ(図5、符号101)が、一般面37に接触しないようにワーク16をセットすることができるものであれば、これらの方法に限られない。
【0058】
ただし、載せ替えによる方法を用いた場合は以下の効果を得ることができる。
第3ローラ19を移動させるだけでワーク16を第1〜第3ローラ17、18、19に掛けることができる。ワーク16の下エッジ101を浮かせるために、移載クランプを用いる必要がない。加えて、テーブル14を降下させたり、第1〜第3ローラ17、18、19を上昇させる必要がない。即ち、第3ローラ19を移動させるだけで、簡単にワーク16をセットすることができる。簡単にワーク16をセットすることができることで、ワークの検査のための工数が減少し、検査を短時間で行うことができる。
このようにしてセットされたワーク16について検査を行う。検査については次図で詳細に説明する。
【0059】
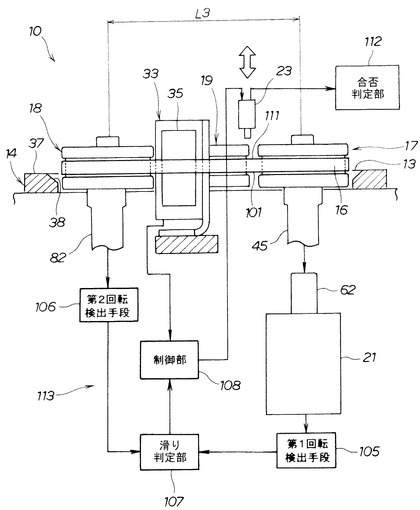
図5に示されるように、駆動ローラとしての第1ローラ17の回転数を計測するために、ロータリエンコーダ等の第1回転検出手段105が、駆動手段21に繋がれる。
従動ローラとしての第2ローラ18にも、第2ローラ18の回転数を計測するために、ロータリエンコーダ等の第2回転検出手段106が繋がれる。
【0060】
これらの第1、第2回転検出手段105、106は、得られた回転数について計算を行うための滑り判定部107に繋がれ、この滑り判定部107は、撮像手段23を作動させるための制御部108に繋がれる。制御部108には、ワーク高さ検出手段33も繋がれている。
撮像手段23で撮像されるワーク16の上エッジ111は、合否判定部112で認識される。この情報を基に、合否の判断が行われる。
【0061】
即ち、撮像手段23を制御するための制御手段113は、第1、第2回転検出手段105、106と、滑り判定部107と、ワーク高さ検出手段33と、制御部108とから構成される。
【0062】
ワーク16の検査を行うには、まず、ワーク高さ検出手段33で、ワーク16の上エッジ111の高さを検出し、上エッジ111から撮像手段23までの距離が所定の距離になるよう撮像手段23を移動させる。
【0063】
次に、駆動手段21を作動させることで、第1〜第3ローラ17、18、19及びワーク16を回転させる。所定の時間経過後、第1ローラ17の回転数を第1回転検出手段105で計測し、第2ローラ18の回転数を第2回転検出手段106で計測する。
【0064】
滑り判定部107は、第1ローラ17の回転数と第2ローラ18の回転数との差が所定の範囲内にあるかを計算する。この差が所定の範囲内である場合は、制御部108は撮像手段23を作動させてワーク16の検査を開始する。
上エッジ111の画像が合否判定部112で認識され、この合否判定部112が、ワーク16の合否を判断する。
【0065】
一方、第1ローラ17の回転数と第2ローラ18の回転数との差が所定の範囲内にない場合は、回転数の差が所定の範囲内になるまで検査を開始しない。
【0066】
第1ローラ17は所定の回転数で駆動手段21によって回転されるため、第2ローラ18が空回りすることなどで、第1、第2ローラ17、18の回転数に差が生じる。滑りが生じた状態の上エッジ111を撮像した場合、合否判定部112には実際の大きさと異なる大きさで疵や打痕が認識される。これにより、実際には合格のはずのワーク16が不合格とされたり、実際には不合格のはずのワーク16が合格とされたりすることが生じ得る。
【0067】
ワーク16と第2ローラ18との間にスリップが発生しているか否かを判定する。スリップが発生していないとの判定を得た後で検査を開始する。スリップが発生していない状態で検査を行うことで、疵や打痕を正確に撮像することができる。検査の精度を高めることができる。
【0068】
軸間距離L3を一定に保った第1ローラ17と第2ローラ18との間に、撮像手段23が設けられている。ワーク16のリング長さが変わっても、軸間距離L3が一定であるため、第1ローラ17と第2ローラ18との間で、ワーク16が振動から受ける影響は同じになる。このような第1ローラ17と第2ローラ18との間に撮像手段23を設けることで、異なるリング長さのワーク16であっても高い精度で検査を行うことができる。
【0069】
カメラによる撮像ポイントを含むリングの長さを一定にすることができるので、その撮像ポイントの振動をなくすために必要な拡張荷重(ローラ19を広げる力)をベルトの全長によらず、容易に算出することができる。
【0070】
なお、リング長さとは、リング状のワーク16の周長に相当する。
また、
このリング状ワークの検査装置10を用いたワークの検査方法について、次図で説明する。
【0071】
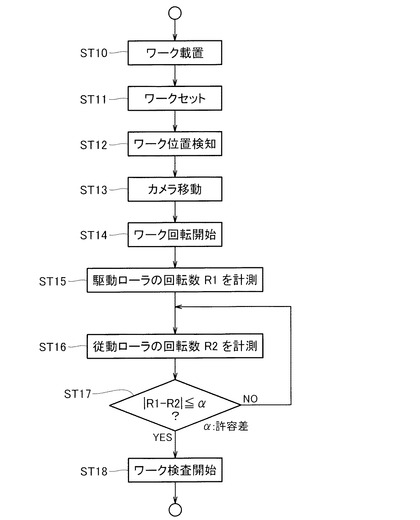
図6に示されるようにワークの検査を行うには、まず、ステップ(以下「ST」と記す)10で第1〜第3ローラを囲うようにワークを載置し、第3ローラを前進させることでワークをセットする(ST11)。
【0072】
セットされたワークの高さをワーク高さ検出手段で検出し(ST12)、ワークの上エッジからの距離が所定の距離になるよう撮像手段を移動させたら(ST13)、駆動手段、第1ローラを作動させることでワークを周回させる(ST14)。
【0073】
次に、第1回転検出手段は駆動ローラとしての第1ローラの回転数R1を計測し(ST15)、第2回転検出手段は従動ローラとしての第2ローラの回転数R2を計測する(ST16)。これらの情報を基に、滑り判定部はR1とR2の差が許容差αよりも大きいか小さいかを判定する(ST17)。
【0074】
許容差αよりも小さい場合、即ち許容差αに含まれる場合には、撮像手段を作動させることでワークの検査を開始し(ST18)、許容差αよりも大きな場合、即ち許容差αに含まれない場合は、ST16に戻る。
【0075】
尚、本発明に係るワーク検査装置は、無段変速機用ベルトのリングの検査を例に説明したが、これらのものに限定されない。
【産業上の利用可能性】
【0076】
本発明の検査装置は、無段変速機用ベルトに用いられるリングの検査に好適である。
【符号の説明】
【0077】
10…リング状ワークの検査装置、17…第1ローラ、18…第2ローラ、19…第3ローラ、21…駆動手段、23…撮像手段、105…第1回転検出手段、106…第2回転検出手段、107…滑り判定部、111…上エッジ。
【技術分野】
【0001】
本発明は、リング状ワークのエッジに存在する可能性のある疵や打痕を検出する検査技術に関する。
【背景技術】
【0002】
無段変速機用ベルト等のリング状ワークのエッジに、製造の過程で疵や打痕が発生することがある。有害な疵や打痕があると、このリング状ワークは使用することができない。従って、このようなリング状ワークのエッジの疵や打痕について検査を行う必要がある。このような検査に、用いられる装置が知られている(例えば、特許文献1(図2)参照。)。
【0003】
特許文献1を次図に基づいて説明する。
図7に示すように、検査装置200を用いて検査を行うには、まず、リング状ワーク201を駆動ローラ202及び従動ローラ203に渡し、ばね204で張力を与え、駆動装置205を作動させることでリング状ワーク201を周回させながら、カメラ207でリング状ワーク201の上エッジ209を撮像し、疵や打痕について検査する。
【0004】
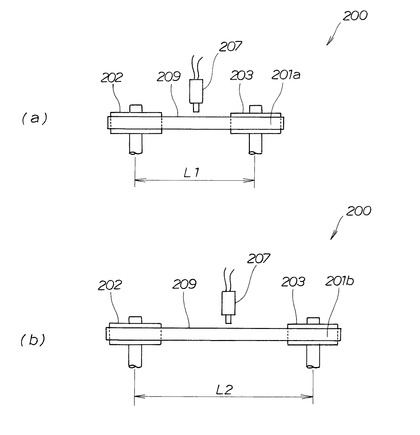
検査装置200によれば、移動可能なローラを配置することで、複数種類のリング状ワーク201の検査を行うことができる。
具体的には、図8(a)に示すような、軸間距離がL1であるリング状ワーク201aの検査の他に、(b)に示すような、リング長さがリング状ワークaより長くて、軸間距離がL2であるリング状ワーク201bについても検査を行うことができる。
【0005】
ところで、検査を行っているときに駆動装置(図7、符号205)が作動することで発生した振動が、リング状ワーク201bに伝わることがある。振動により、リング状ワーク201を正確に撮像することが困難になる。即ち、振動が検査の精度に影響を与えることがある。
振動の影響は、軸間距離が大きいほど顕著になる。
【0006】
リング状ワークのリング長さが変わっても、高い精度で検査することができる検査技術の提供が望まれる。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2006−258576公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
リング状ワークのリング長さが変わっても、高い精度で検査することができる検査技術の提供を課題とする。
【課題を解決するための手段】
【0009】
請求項1に係る発明は、リング状のワークの内側に、少なくとも3個のローラを介在させ、これらのローラで前記ワークを緊張させ、周回させる前記ワークのエッジに存在する可能性のある疵や打痕を検出するリング状ワークの検査装置において、
前記複数のローラの内、第1ローラと第2ローラは軸間距離を一定に保ち、第3ローラなどの他のローラを移動させることにより、ワークを緊張させるようにし、
前記第1ローラと第2ローラとの間に、ワークの上エッジを撮像する撮像手段が設けられていることを特徴とする。
【0010】
請求項2に係る発明は、第1ローラを駆動する駆動手段と、第1ローラの回転数を計測する第1回転検出手段と、第2ローラの回転数を計測する第2回転検出手段と、第1回転検出手段からの第1回転数情報と第2回転検出手段からの第2回転数情報とに基づいてワークと第2ローラとの間にスリップが発生しているか否かを判定する滑り判定部と、を備えていることを特徴とする。
【0011】
請求項3に係る発明は、ワークは、複数積層することで無段変速機用ベルトとして用いられる無段変速機用ベルトのリングであることを特徴とする。
【0012】
請求項4に係る発明は、リング状ワークの上エッジに存在する可能性のある疵や打痕を検出するリング状ワークの検査方法において、
軸間距離が一定である第1、第2ローラ及び軸が移動可能に設けられている第3ローラの3つのローラを囲うようにして前記ワークを載置する載置工程と、
載置された前記ワークに所定のテンションがかかるまで、前記第3ローラを移動させるワークセット工程と、
セットされた前記ワークを、前記第1ローラを回転させることで回転させるワーク回転工程と、
回転されている前記ワークに対して、前記第1、第2ローラ間の上方から前記ワークを撮像し、前記ワークの検査を行うワーク検査工程とからなることを特徴とする。
【0013】
請求項5に係る発明は、第1ローラを駆動させ、第2ローラがワークによって従動される際に、第1ローラの回転数と、第2ローラの回転数の差が所定の回転数である場合に検査工程を開始することを特徴とする。
【発明の効果】
【0014】
請求項1に係る発明では、軸間距離を一定に保った第1ローラと第2ローラとの間に、撮像手段が設けられている。ワークのリング長さが変わっても、軸間距離が一定であるため、第1ローラと第2ローラとの間で、ワークが振動から受ける影響は同じになる。このような第1ローラと第2ローラとの間に撮像手段を設けることで、異なるリング長さのワークであっても高い精度で検査を行うことができる。
【0015】
請求項2に係る発明では、ワークと第2ローラとの間にスリップが発生しているか否かを判定する。スリップが発生していないとの判定を得た後で検査を開始する。スリップが発生していない状態で検査を行うことで、疵や打痕正確に撮像することができる。検査の精度を高めることができる。
【0016】
請求項3に係る発明では、ワークは、無段変速機用ベルトに用いられるリングである。無段変速機用ベルトは、高い強度が求められるため、これに用いられるリングに存在し得る疵や打痕を高い精度で検出しなければならない。大量生産されるために、コストダウンが強く求められる。本発明にかかる装置を用いることで、高い精度で効率よく検査をすることができる。
【0017】
請求項4に係る発明では、軸間距離を一定に保った第1ローラと第2ローラとの間で、ワークの検査を行う。ワークのリング長さが変わっても、軸間距離が一定であるため、第1ローラと第2ローラとの間で、ワークが振動から受ける影響は同じになる。このような第1ローラと第2ローラとの間で検査を行うことで、異なるリング長さのワークであっても高い精度で検査を行うことができる。
【0018】
請求項5に係る発明では、第1ローラは所定の回転数で駆動手段によって回転されるため、第2ローラが空回りすることなどで、第1、第2ローラの回転数に差が生じる。即ち、この回転数の差が所定の範囲内であることを検査開始の条件とすることで、ワークと第2ローラとの間にスリップが発生しているか否かを判定する。スリップが発生していない状態で検査を行うことで、疵や打痕を正確に検査することができる。検査の精度を高めることができる。
【図面の簡単な説明】
【0019】
【図1】本発明に係るリング状ワーク検査装置の斜視図である。
【図2】図1の2矢視図である。
【図3】図2の3−3線断面図である。
【図4】リング状ワークをローラにセットする際の作用説明図である。
【図5】本発明で使用する制御手段のブロック構成図である。
【図6】本発明に係るリング状ワークの検査方法を説明するフロー図である。
【図7】従来の技術の基本原理を説明する図である。
【図8】従来の技術の問題点を説明する図である。
【発明を実施するための形態】
【0020】
本発明の実施の形態を添付図に基づいて以下に説明する。
【実施例】
【0021】
本発明の実施例を図面に基づいて説明する。
図1に示されるように、リング状ワークの検査装置10は、脚11に支持されたベース12と、このベース12の上面に設けられ略三角形の穴13が設けられているテーブル14と、このテーブル14の穴13の内周側に設けられ無段変速機用ベルト等のリング状のワーク16が架けられる第1〜第3ローラ17、18、19と、第1ローラ17に繋がれ第1ローラ17を回転させることでワーク16を周回させる駆動手段21と、第3ローラ19を支持し第3ローラ19を前後方向(図面左右方向)へ移動させる移動手段22と、第1ローラ17と第2ローラ18の間の上方に配置され周回されるワーク16を撮像する撮像手段23と、この撮像手段23を支持し想像線で示される撮像手段支持ボックス24と、この撮像手段支持ボックス24を昇降可能に支持することで撮像手段23を昇降させる撮像手段昇降器25と、この撮像手段昇降器25を前後方向移動可能に支持することで撮像手段23を前後方向に移動させる撮像手段移動器26と、撮像手段23に繋がれ撮像手段23を制御する制御手段(図5、符号113)とからなる。
【0022】
このリング状ワークの検査装置10によれば、第1ローラ17を駆動手段21により回転させることで、ワーク16を周回させる。ワーク16を周回させた状態で上方に設けられた撮像手段23により、ワーク16の上エッジを撮像する。撮像された画像から、合否判定部(図5、符号112)が、ワーク16の合否を判定する。所定の大きさよりも大きな疵や打痕がある場合は、そのワーク16は不合格となる。一方、所定の大きさよりも大きな疵や打痕がない場合には、そのワーク16は合格となる。
【0023】
なお、ワーク16には、複数積層することで無段変速機用ベルトとして用いられる無段変速機用ベルトのリングを用いることができる。
移動手段22等の詳細について次図で説明する。
【0024】
図2に示されるように、第3ローラ19は、ピストンロッド31の先端に接続される支持板32によって支持される。ピストンロッド31を前後方向(図面左右方向)に移動させることで、支持板32と共に第3ローラ19も移動され、第1〜第3ローラ17、18、19に架けられるワーク16のテンションが変えられる。
【0025】
また、第1ローラ17と第2ローラ18の間に配置されるワーク16を挟むようにして配置され、ワーク16が配置された高さを検出するワーク高さ検出手段33が配置される。ワーク高さ検出手段33は、発光部34と、受光部35とからなる。
【0026】
テーブル14に設けられた略三角形の穴13に、第1〜第3ローラ17、18、19は収納されている。このテーブル14の一般面37から穴13に向かって、下がるように傾斜されるテーパ面38が設けられている。
【0027】
このテーパ面38は、第1ローラ17の周縁から第3ローラ19に向かって設けられ長い三角形状の第1テーパ面38aと、第2ローラ18の周縁から第3ローラ19に向かって設けられ長い三角形状の第1テーパ面38bと、第1テーパ面38aから第1ローラ17の周縁に沿って半円状に形成されここから第2ローラ18に向かって直線的に延ばされる第3テーパ面38cと、第2テーパ面38bから第2ローラ18の周縁に沿って半円状に形成されここから第1ローラ17に向かって直線的に延ばされる第4テーパ面38dとからなる。
【0028】
テーブル14の一般面37であって、第1ローラ17と第3ローラ19との間には、緊張状態にされたワーク16に向かって張出される張出部39が形成される。第2ローラ18と第3ローラ19との間にも同様に張出部39が形成されている。
ローラの詳細について次図で説明する。
【0029】
図3に示されるように、第1ローラ17は、ベース12に嵌合される第1ローラ支持ユニット41によって支持される。
【0030】
第1ローラ支持ユニット41は、ベース12に嵌合される筒体42と、この筒体42の内周面に上下に配置される軸受43、44と、これらの軸受43、44を介して筒体42に支持される第1回転軸45を主な構成要素とする。
【0031】
軸受43は、筒体42の内周面に設けられた突起部46により上方への移動を規制され、内輪の下方に配置される内筒47と外輪の下方に配置される外筒48とで下方への移動を規制されている。
突起部46の上面には、軸受43への埃の侵入を防ぐシール49が配置される。
【0032】
軸受44の下面には、筒体42下端の鍔部51にボルト53、53で固定される蓋体54と、この蓋体54の内周側に配置され軸受44への埃の侵入を防ぐシール55と、このシール55の内周側に配置されシール55の潰れを防ぐカラー56とが配置される。
【0033】
軸受44は、内筒47及び外筒48により上方への移動を規制され、蓋体54及びカラー56によって下方への移動を規制されている。
カラー56は、ナット57により固定されている。
【0034】
第1ローラ17は、第1回転軸45の大径部58上面に載置した上で、ナット59により固定される。
【0035】
第1回転軸45の下端に、カップリング61が嵌合され、このカップリング61に、駆動手段21の駆動軸62が嵌合される。
【0036】
駆動手段21は、ベース12から下げられる門型ブラケット64に、ボルト67及びナット68を用いて支持されている。
【0037】
第1ローラ17は、ローラ本体71にワーク16が外れることを防止するワーク外れ防止部材72、73をボルト74、75によって固定することで構成されている。
【0038】
第2ローラ18を支持する第2ローラ支持ユニット77も、第1ローラ支持ユニット41と同様の構造を備えている。
【0039】
第2ローラ支持ユニット77は、ベース12に嵌合される筒体78と、この筒体78の内周面に上下に配置される軸受79、81と、これらの軸受79、81を介して筒体78に支持される第2回転軸82を主な構成要素とする。
【0040】
軸受79は、筒体78の内周面に設けられた突起部83により上方への移動を規制され、内輪の下方に配置される内筒84と外輪の下方に配置される外筒85とで下方への移動を規制されている。
突起部83の上面には、軸受79への埃の侵入を防ぐシール86が配置される。
【0041】
軸受81の下面には、筒体78下端の鍔部87にボルト88、88で固定される蓋体89と、この蓋体89の内周側に配置され軸受81への埃の侵入を防ぐシール91と、このシール91の内周側に配置されシール91の潰れを防ぐカラー92とが配置される。
【0042】
軸受81は、内筒84及び外筒85により上方への移動を規制され、蓋体89及びカラー92によって下方への移動を規制されている。
カラー92は、ナットにより固定されている。
【0043】
第2ローラ18は、第2回転軸82の大径部93上面に載置した上で、ナット94により固定される。
【0044】
第2ローラ18は、ローラ本体95にワーク16が外れることを防止するワーク外れ防止部材96、97をボルト98、99によって固定することで構成されている。
【0045】
駆動手段21を作動させ第1ローラ17が回転されると、これに架けられているワーク16も周回し、ワーク16が周回されることで、第2ローラ18、第3ローラ19も回転される。
【0046】
第1回転軸45が回転される際、これに接している軸受43、44の内輪、内筒47、カラー56は第1回転軸45と共に回転される。
一方、軸受43、44の外輪、外筒48、蓋体54、シール49、55は回転しない。
第2回転軸82も同様である。
【0047】
ピストンロッド31を図面表裏方向に移動させることで、第3ローラ19は、図面表裏方向に移動する。
【0048】
以上に説明した第1〜第3ローラ17、18、19の作用を次に述べる。
図4(a)に示されるように、まず第3ローラ19を後退(図面左側)させておく。次に、テーブル14の一般面37にワーク16を載置する。このとき、ワーク16の内周面側に第1〜第3ローラ17、18、19が納まるようにワーク16を載置する。
【0049】
次に、(b)に示すように、第3ローラ19を前進(図面右側)させる。これにより、ワーク16はテーブル14の一般面37から徐々に第1〜第3ローラ17、18、19に向かって載せ替えられる。
【0050】
このとき、張出部39を設けておくことで、載せ替えが終了する直前までワーク16をテーブル14の一般面37で支持しておくことができる。具体的には、張出部39があることで、ワーク16は、一般面37により支持されている。
【0051】
逆に、張出部39がない場合には、ワーク16は一般面37により支持されていない状態になる。このように張出部39を配置することで、載せ替えが終了する直前までワーク16をテーブル14の一般面37で支持しておくことができる。載せ替えの距離を短くすることで、ワーク16の穴13への落下を防止することができ、より確実に載せ替えを行うことができる。
【0052】
この状態から、更に第3ローラ19を前進させる。
(c)に示すように、ワーク16に所定のテンションがかかるところまで第3ローラ19を前進させる。
【0053】
第3ローラ19を前進させることで、ワーク16が拡張され、ワーク16に拡張荷重がかかる。ワーク16の振動が抑えられる最適な拡張荷重をかける必要がある。
【0054】
予め、拡張荷重と撮像ポイントでの振動の大きさとの関係を、実験等によって求めておく。このデータを基に、ワーク16の振動が抑制される拡張荷重をかける。
【0055】
軸間距離を一定にするほかに、更にワーク16にかかるテンションを調節することで、さらに振動の影響を抑制することができる。このことにより、さらに検査の精度が高まる。
【0056】
第1〜第3ローラ17、18、19と一般面37の間には、穴13及びテーパ面38が設けられている。このため、第1〜第3ローラ17、18、19に沿って配置されるワーク16の下エッジ(図5、符号101)は、一般面37に接触しない。
これにより、ワーク16のセットが終了する。
【0057】
なお、ワーク16のセットは、載せ替えによる方法の他にも、第3ローラ19で緊張状態とした後に一般面37をアクチュエータで降下させる方法や、第3ローラ19で緊張状態とした後に第1〜第3ローラ17、18、19をアクチュエータで上昇させる方法を用いることができる。この他に、載置クランプを用いて、ワーク16を浮かせた状態でセットする方法も用いることができる。
即ち、ワーク16の下エッジ(図5、符号101)が、一般面37に接触しないようにワーク16をセットすることができるものであれば、これらの方法に限られない。
【0058】
ただし、載せ替えによる方法を用いた場合は以下の効果を得ることができる。
第3ローラ19を移動させるだけでワーク16を第1〜第3ローラ17、18、19に掛けることができる。ワーク16の下エッジ101を浮かせるために、移載クランプを用いる必要がない。加えて、テーブル14を降下させたり、第1〜第3ローラ17、18、19を上昇させる必要がない。即ち、第3ローラ19を移動させるだけで、簡単にワーク16をセットすることができる。簡単にワーク16をセットすることができることで、ワークの検査のための工数が減少し、検査を短時間で行うことができる。
このようにしてセットされたワーク16について検査を行う。検査については次図で詳細に説明する。
【0059】
図5に示されるように、駆動ローラとしての第1ローラ17の回転数を計測するために、ロータリエンコーダ等の第1回転検出手段105が、駆動手段21に繋がれる。
従動ローラとしての第2ローラ18にも、第2ローラ18の回転数を計測するために、ロータリエンコーダ等の第2回転検出手段106が繋がれる。
【0060】
これらの第1、第2回転検出手段105、106は、得られた回転数について計算を行うための滑り判定部107に繋がれ、この滑り判定部107は、撮像手段23を作動させるための制御部108に繋がれる。制御部108には、ワーク高さ検出手段33も繋がれている。
撮像手段23で撮像されるワーク16の上エッジ111は、合否判定部112で認識される。この情報を基に、合否の判断が行われる。
【0061】
即ち、撮像手段23を制御するための制御手段113は、第1、第2回転検出手段105、106と、滑り判定部107と、ワーク高さ検出手段33と、制御部108とから構成される。
【0062】
ワーク16の検査を行うには、まず、ワーク高さ検出手段33で、ワーク16の上エッジ111の高さを検出し、上エッジ111から撮像手段23までの距離が所定の距離になるよう撮像手段23を移動させる。
【0063】
次に、駆動手段21を作動させることで、第1〜第3ローラ17、18、19及びワーク16を回転させる。所定の時間経過後、第1ローラ17の回転数を第1回転検出手段105で計測し、第2ローラ18の回転数を第2回転検出手段106で計測する。
【0064】
滑り判定部107は、第1ローラ17の回転数と第2ローラ18の回転数との差が所定の範囲内にあるかを計算する。この差が所定の範囲内である場合は、制御部108は撮像手段23を作動させてワーク16の検査を開始する。
上エッジ111の画像が合否判定部112で認識され、この合否判定部112が、ワーク16の合否を判断する。
【0065】
一方、第1ローラ17の回転数と第2ローラ18の回転数との差が所定の範囲内にない場合は、回転数の差が所定の範囲内になるまで検査を開始しない。
【0066】
第1ローラ17は所定の回転数で駆動手段21によって回転されるため、第2ローラ18が空回りすることなどで、第1、第2ローラ17、18の回転数に差が生じる。滑りが生じた状態の上エッジ111を撮像した場合、合否判定部112には実際の大きさと異なる大きさで疵や打痕が認識される。これにより、実際には合格のはずのワーク16が不合格とされたり、実際には不合格のはずのワーク16が合格とされたりすることが生じ得る。
【0067】
ワーク16と第2ローラ18との間にスリップが発生しているか否かを判定する。スリップが発生していないとの判定を得た後で検査を開始する。スリップが発生していない状態で検査を行うことで、疵や打痕を正確に撮像することができる。検査の精度を高めることができる。
【0068】
軸間距離L3を一定に保った第1ローラ17と第2ローラ18との間に、撮像手段23が設けられている。ワーク16のリング長さが変わっても、軸間距離L3が一定であるため、第1ローラ17と第2ローラ18との間で、ワーク16が振動から受ける影響は同じになる。このような第1ローラ17と第2ローラ18との間に撮像手段23を設けることで、異なるリング長さのワーク16であっても高い精度で検査を行うことができる。
【0069】
カメラによる撮像ポイントを含むリングの長さを一定にすることができるので、その撮像ポイントの振動をなくすために必要な拡張荷重(ローラ19を広げる力)をベルトの全長によらず、容易に算出することができる。
【0070】
なお、リング長さとは、リング状のワーク16の周長に相当する。
また、
このリング状ワークの検査装置10を用いたワークの検査方法について、次図で説明する。
【0071】
図6に示されるようにワークの検査を行うには、まず、ステップ(以下「ST」と記す)10で第1〜第3ローラを囲うようにワークを載置し、第3ローラを前進させることでワークをセットする(ST11)。
【0072】
セットされたワークの高さをワーク高さ検出手段で検出し(ST12)、ワークの上エッジからの距離が所定の距離になるよう撮像手段を移動させたら(ST13)、駆動手段、第1ローラを作動させることでワークを周回させる(ST14)。
【0073】
次に、第1回転検出手段は駆動ローラとしての第1ローラの回転数R1を計測し(ST15)、第2回転検出手段は従動ローラとしての第2ローラの回転数R2を計測する(ST16)。これらの情報を基に、滑り判定部はR1とR2の差が許容差αよりも大きいか小さいかを判定する(ST17)。
【0074】
許容差αよりも小さい場合、即ち許容差αに含まれる場合には、撮像手段を作動させることでワークの検査を開始し(ST18)、許容差αよりも大きな場合、即ち許容差αに含まれない場合は、ST16に戻る。
【0075】
尚、本発明に係るワーク検査装置は、無段変速機用ベルトのリングの検査を例に説明したが、これらのものに限定されない。
【産業上の利用可能性】
【0076】
本発明の検査装置は、無段変速機用ベルトに用いられるリングの検査に好適である。
【符号の説明】
【0077】
10…リング状ワークの検査装置、17…第1ローラ、18…第2ローラ、19…第3ローラ、21…駆動手段、23…撮像手段、105…第1回転検出手段、106…第2回転検出手段、107…滑り判定部、111…上エッジ。
【特許請求の範囲】
【請求項1】
リング状のワークの内側に、少なくとも3個のローラを介在させ、これらのローラで前記ワークを緊張させ、周回させる前記ワークの上エッジに存在する可能性のある疵や打痕を検出するリング状ワークの検査装置において、
前記複数のローラの内、第1ローラと第2ローラは軸間距離を一定に保ち、第3ローラなどの他のローラを移動させることにより、ワークを緊張させるようにし、
前記第1ローラと第2ローラとの間に、ワークの上エッジを撮像する撮像手段が設けられていることを特徴とするリング状ワークの検査装置。
【請求項2】
前記第1ローラを駆動する駆動手段と、前記第1ローラの回転数を計測する第1回転検出手段と、前記第2ローラの回転数を計測する第2回転検出手段と、第1回転検出手段からの第1回転数情報と第2回転検出手段からの第2回転数情報とに基づいて前記ワークと第2ローラとの間にスリップが発生しているか否かを判定する滑り判定部と、を備えていることを特徴とする請求項1記載のリング状ワークの検査装置。
【請求項3】
前記ワークは、複数積層することで無段変速機用ベルトとして用いられる無段変速機用ベルトのリングであることを特徴とする請求項1又は請求項2記載のリング状ワークの検査装置。
【請求項4】
リング状ワークの上エッジに存在する可能性のある疵や打痕を検出するリング状ワークの検査方法において、
軸間距離が一定である第1、第2ローラ及び軸が移動可能に設けられている第3ローラの3つのローラを囲うようにして前記ワークを載置する載置工程と、
載置された前記ワークに所定のテンションがかかるまで、前記第3ローラを移動させるワークセット工程と、
セットされた前記ワークを、前記第1ローラを回転させることで回転させるワーク回転工程と、
回転されている前記ワークに対して、前記第1、第2ローラ間の上方から前記ワークを撮像し、前記ワークの検査を行うワーク検査工程とからなることを特徴とするリング状ワークの検査方法。
【請求項5】
前記第1ローラを駆動させ、前記ワークによって前記第2ローラが従動される際に、前記第1ローラの回転数と、前記第2ローラの回転数の差が所定の回転数である場合に前記検査工程を開始することを特徴とする請求項4記載のリング状ワークの検査方法。
【請求項1】
リング状のワークの内側に、少なくとも3個のローラを介在させ、これらのローラで前記ワークを緊張させ、周回させる前記ワークの上エッジに存在する可能性のある疵や打痕を検出するリング状ワークの検査装置において、
前記複数のローラの内、第1ローラと第2ローラは軸間距離を一定に保ち、第3ローラなどの他のローラを移動させることにより、ワークを緊張させるようにし、
前記第1ローラと第2ローラとの間に、ワークの上エッジを撮像する撮像手段が設けられていることを特徴とするリング状ワークの検査装置。
【請求項2】
前記第1ローラを駆動する駆動手段と、前記第1ローラの回転数を計測する第1回転検出手段と、前記第2ローラの回転数を計測する第2回転検出手段と、第1回転検出手段からの第1回転数情報と第2回転検出手段からの第2回転数情報とに基づいて前記ワークと第2ローラとの間にスリップが発生しているか否かを判定する滑り判定部と、を備えていることを特徴とする請求項1記載のリング状ワークの検査装置。
【請求項3】
前記ワークは、複数積層することで無段変速機用ベルトとして用いられる無段変速機用ベルトのリングであることを特徴とする請求項1又は請求項2記載のリング状ワークの検査装置。
【請求項4】
リング状ワークの上エッジに存在する可能性のある疵や打痕を検出するリング状ワークの検査方法において、
軸間距離が一定である第1、第2ローラ及び軸が移動可能に設けられている第3ローラの3つのローラを囲うようにして前記ワークを載置する載置工程と、
載置された前記ワークに所定のテンションがかかるまで、前記第3ローラを移動させるワークセット工程と、
セットされた前記ワークを、前記第1ローラを回転させることで回転させるワーク回転工程と、
回転されている前記ワークに対して、前記第1、第2ローラ間の上方から前記ワークを撮像し、前記ワークの検査を行うワーク検査工程とからなることを特徴とするリング状ワークの検査方法。
【請求項5】
前記第1ローラを駆動させ、前記ワークによって前記第2ローラが従動される際に、前記第1ローラの回転数と、前記第2ローラの回転数の差が所定の回転数である場合に前記検査工程を開始することを特徴とする請求項4記載のリング状ワークの検査方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2011−13191(P2011−13191A)
【公開日】平成23年1月20日(2011.1.20)
【国際特許分類】
【出願番号】特願2009−160078(P2009−160078)
【出願日】平成21年7月6日(2009.7.6)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
【公開日】平成23年1月20日(2011.1.20)
【国際特許分類】
【出願日】平成21年7月6日(2009.7.6)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
[ Back to top ]