
リング素材の製造方法
【課題】パイプ状素材から、転がり軸受の内外輪等のリング状素材を製造する場合において、セット替えの手間が殆どなく、ランニングコストも安く、多種のリング素材を製造できる製造方法を提供する。
【解決手段】パイプ状素材11より切出すリング状素材12の長さを変えることで、前記リング状素材を一定の据込み高さに据込んで得られた据込みリング状素材16の外径を制御し、前記据込みリング状素材を冷間ローリング加工18で拡径することで、異なる外径D1のリング素材を成形する。
【解決手段】パイプ状素材11より切出すリング状素材12の長さを変えることで、前記リング状素材を一定の据込み高さに据込んで得られた据込みリング状素材16の外径を制御し、前記据込みリング状素材を冷間ローリング加工18で拡径することで、異なる外径D1のリング素材を成形する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、転がり軸受、すべり軸受の内輪、外輪等に使用されるリング素材の製造方法に関するものである。
【背景技術】
【0002】
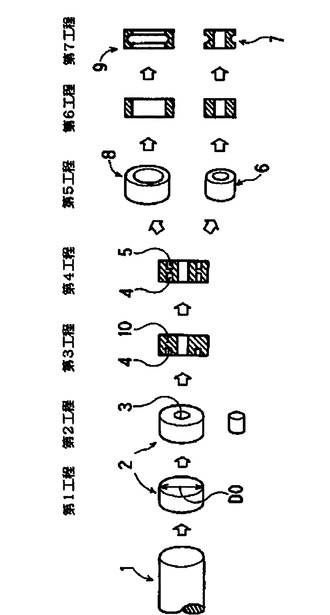
従来のリング素材の製造方法は、丸棒素材から複数の鍛造工程と切削工程とにより、完成品に近い形状及び寸法のリング素材を得る方法が知られている。例えば、特許文献1に開示されている転がり軸受の内輪、外輪に用いるリング素材を製造する方法について図3に基づいて説明する。
【0003】
第1工程において丸棒素材1を所定の長さに切断して円盤状素材2を製造し、第2工程で前記円盤状素材2にプレス打抜きにより内輪内径穴を形成し円筒状素材3を成形する。次いで、第3、4工程で前記円筒状素材3の両端面に円環状の溝4、5を切削加工で形成した後に、第5工程でプレス加工により前記円筒状素材3を内輪用リング素材6と外輪用リング素材8に分離するという方法である。
【0004】
しかしながら、上記の方法では製造する外輪外径と同一外径の丸棒素材を用意する必要があり、また、切削加工による材料の廃棄が生じ、材料歩留まりが悪いという問題点があった。
【0005】
この対策として、特許文献1の図2では、軸受鋼円柱素材を所定の長さに切断し、これをプレス加工により、軸受の内輪用リング状素材と、外輪用リング状素材とに分離し、その後冷間ローリング加工で拡径して軸受の内輪用リング素材、外輪用リング素材に成形することで、工程数の削減と材料歩留まりの向上を行う方法が示されている。また、特許文献2の図1では、軸受鋼管を所定の長さに切断し、これを鍛造加工して軸受の外輪用素材、内輪用素材を成形することにより、材料歩留まりを向上させる方法が示されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平8−090129号公報
【特許文献2】特開2007−130673号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、これらの先行技術には、幅はそのままに外径を変更した内輪用リング素材、外輪用リング素材を製造する場合、パイプ状素材の外径、内輪内径穴用の穴あけパンチ、外輪用リング素材と内輪用リング素材とを分離するための分離パンチ、を変更する必要があり、セット替えの手間がかかる。また、製造するリングの寸法に応じた素材やパンチ類が必要となり、ランニングコストが高くなる。さらに、特許文献1、特許文献2の方法では、何等かの不具合により、外輪用リング素材、内輪用リング素材のいずれか片方のみが必要になった場合に、不要な素材が生じてしまうという問題が有った。
【0008】
そこで、本発明は、セット替えの手間を低減し、あるいは、ほとんどかけずに、ランニングコストも安く、多種のリングが製造できる製造方法を提供することを課題としている。
【課題を解決するための手段】
【0009】
上記問題を解決するために、本発明は、
パイプ状素材より、所定の長さのリング状素材を製作する第1工程と、
前記リング状素材を所定の据込み高さに据込んで、据込みリング状素材を成形する第2工程と、
前記据込みリング状素材を冷間ローリング加工で狙いの外径に拡径したリング素材を成形する第3工程を持つ製造工程を有し、
前記パイプ状素材から切り出す前記リング状素材の長さを変えるだけで、同一パイプ状素材、同一据込み金型、同一冷間ローリング型で、外径の異なるリング素材を成形できること
を特徴としている。
【発明の効果】
【0010】
本発明は以上のような構成を有しており、リング状素材の長さを変更するだけで、外径の異なるリング素材を成形することが出来る。
また、リング状素材の長さと、据込み高さと、冷間ローリング型を変更することで、外径と幅の異なるリング素材を成形することが出来る。このように、リング素材の寸法変更によるセット替えの手間が低減可能であり、用意する素材、鍛造型が少なくて済む為、ランニングコストも安価で、多品種のリング素材を生産できるという効果が有る。
【図面の簡単な説明】
【0011】
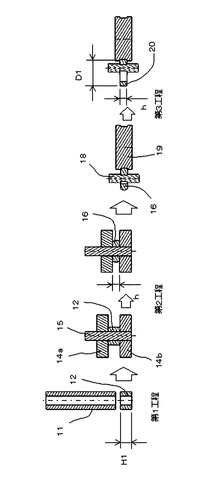
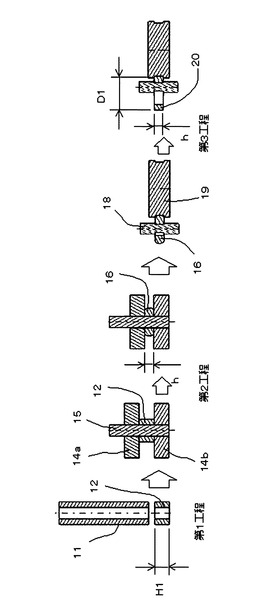
【図1】本発明によるリング素材の製造方法(長さH1のリング状素材から外径D1のリング素材を成形する場合)を示す図である。
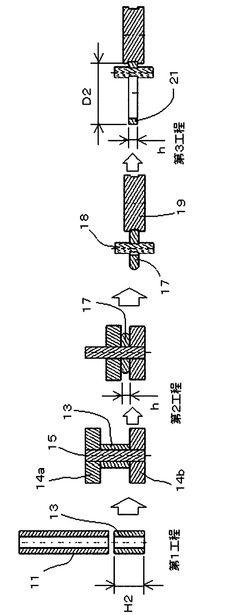
【図2】本発明によるリング素材の製造方法(長さH2のリング状素材から外径D2のリング素材を成形する場合)を示すものである。
【図3】従来の方法による、軸受内輪、外輪の製造方法を示すものである。
【発明を実施するための形態】
【0012】
以下、この発明の実施形態について図面を参照して説明する。
【0013】
図1、2は、本発明に係る実施形態の工程を示すものである。
【0014】
図1において、まず第1工程で、パイプ状素材11を 最終形態であるリング素材20の必要外径D1に応じて長さH1に突っ切り、リング状素材12を製作する。パイプ状素材11の内径は、冷間ローリングのマンドレル18の最大外径を基準に、最大径よりも若干大きい値に決定する。
【0015】
次いで第2工程で、第1工程で得られたリング状素材12の内径をマンドレル15に通し、上下平らな据込型14a、14bで挟み込み、狙いの据込み高さhまで据込み、据込みリング状素材16を成形する。
【0016】
マンドレル15を使うことで、リング状素材12が据込まれる際の座屈を防止できる。
リング状素材12の内径とマンドレル15の外径はわずかなスキマになる様にする。
【0017】
但し、冷間鍛造で据込みを行う場合は、リング状素材12の内径とマンドレル15を圧入状態にして成形荷重の低減を行っても良い。
【0018】
次いで、第3工程で、第2工程で得られた据込みリング状素材16の内径側にマンドレル18を、外径側に成形ロール19をセットし、マンドレル18と成形ロール19とで、据込みリング状素材16を挟み、径方向両側より押圧する冷間ローリング加工により、据込みリング状素材16を拡径し、狙いの外径D1、幅hのリング素材20を成形する。
【0019】
冷間ローリングのマンドレル18の最大外径はマンドレル18の材料強度により決定する。
【0020】
成形したリング素材20は切削加工、熱処理、研削加工、研磨加工、を行い、軸受リングとなる。
【0021】
次に、図2に基づいてリング状素材の長さを前記図1よりも長く変更した場合について説明する。
【0022】
図2において、まず第1工程で、パイプ状素材11を最終形態であるリング素材21の必要外径D2に応じて長さH2に突っ切り、リング状素材13を製作する。この時、H2>H1、D2>D1とする。次いで第2工程で、前記第1工程で得られたリング状素材13をマンドレル15、据込型14a、14bにて、据え込み高さhまで据込み、据込みリング状素材17を成形する。
【0023】
この時の据込みリング状素材17の外径は前記図1の第2工程で得られる据込みリング状素材16の外径よりも大径となっている。
【0024】
次いで第3工程で、前記第2工程で得られた据込みリング状素材17をマンドレル18と成形ロール19により冷間ローリング加工することにより、狙いの外径D2、幅hのリング素材21を成形することができる。
【0025】
上記図1及び図2の説明からも明らかなように、リング状素材12、13の長さH1、H2を変えるだけで、同一パイプ状素材、同一据込型、同一後方押出し型、同一抜き型、同一冷間ローリング型を用いて外径が異なるリング素材20、21を成形することができる。
【0026】
また、軸受の内輪リング素材としてリング素材20を、外輪リング素材としてリング素材21を製造する場合、後工程での不具合等により、リング素材20、21のいずれか片方のリング素材が不足する場合は、不足分を補う様に不足したリング素材のみを製造することができ、材料の無駄が生じるのを最小限に抑えることが出来る。
【0027】
また、リング素材の幅hを変更する際は、据込み高さhと冷間ローリングのマンドレル18と成形ロール19を変更するだけで良い。
【0028】
なお、本発明におけるパイプ状素材としては、市販の鋼管等の管状もしくは円筒状の素材を使用することも可能である。
【産業上の利用可能性】
【0029】
本発明は、転がり軸受の内輪、外輪等のリング状部材を製造する際に好適に適用することができる。所定の寸法の丸棒素材等にドリル等で加工し孔を形成したものでも良い。
【符号の説明】
【0030】
1 丸棒素材
2 円盤状素材
3 リング状素材
4 環状溝
5 環状溝
6 内輪用リング素材
7 内輪
8 外輪用リング素材
9 外輪
10 内輪と外輪の内外径差分の材料
11 パイプ状素材
12 リング状素材(長さH1)
13 リング状素材(長さH2)
14a 据込み金型上型
14b 据込み金型下型
15 据込み用マンドレル
16 据込みリング状素材(12を据え込み)
17 据込みリング状素材(13を据え込み)
18 冷間ローリングマンドレル
19 成形ロール
20 リング素材(外径D1)
21 リング素材(外径D2)
【技術分野】
【0001】
本発明は、転がり軸受、すべり軸受の内輪、外輪等に使用されるリング素材の製造方法に関するものである。
【背景技術】
【0002】
従来のリング素材の製造方法は、丸棒素材から複数の鍛造工程と切削工程とにより、完成品に近い形状及び寸法のリング素材を得る方法が知られている。例えば、特許文献1に開示されている転がり軸受の内輪、外輪に用いるリング素材を製造する方法について図3に基づいて説明する。
【0003】
第1工程において丸棒素材1を所定の長さに切断して円盤状素材2を製造し、第2工程で前記円盤状素材2にプレス打抜きにより内輪内径穴を形成し円筒状素材3を成形する。次いで、第3、4工程で前記円筒状素材3の両端面に円環状の溝4、5を切削加工で形成した後に、第5工程でプレス加工により前記円筒状素材3を内輪用リング素材6と外輪用リング素材8に分離するという方法である。
【0004】
しかしながら、上記の方法では製造する外輪外径と同一外径の丸棒素材を用意する必要があり、また、切削加工による材料の廃棄が生じ、材料歩留まりが悪いという問題点があった。
【0005】
この対策として、特許文献1の図2では、軸受鋼円柱素材を所定の長さに切断し、これをプレス加工により、軸受の内輪用リング状素材と、外輪用リング状素材とに分離し、その後冷間ローリング加工で拡径して軸受の内輪用リング素材、外輪用リング素材に成形することで、工程数の削減と材料歩留まりの向上を行う方法が示されている。また、特許文献2の図1では、軸受鋼管を所定の長さに切断し、これを鍛造加工して軸受の外輪用素材、内輪用素材を成形することにより、材料歩留まりを向上させる方法が示されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平8−090129号公報
【特許文献2】特開2007−130673号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、これらの先行技術には、幅はそのままに外径を変更した内輪用リング素材、外輪用リング素材を製造する場合、パイプ状素材の外径、内輪内径穴用の穴あけパンチ、外輪用リング素材と内輪用リング素材とを分離するための分離パンチ、を変更する必要があり、セット替えの手間がかかる。また、製造するリングの寸法に応じた素材やパンチ類が必要となり、ランニングコストが高くなる。さらに、特許文献1、特許文献2の方法では、何等かの不具合により、外輪用リング素材、内輪用リング素材のいずれか片方のみが必要になった場合に、不要な素材が生じてしまうという問題が有った。
【0008】
そこで、本発明は、セット替えの手間を低減し、あるいは、ほとんどかけずに、ランニングコストも安く、多種のリングが製造できる製造方法を提供することを課題としている。
【課題を解決するための手段】
【0009】
上記問題を解決するために、本発明は、
パイプ状素材より、所定の長さのリング状素材を製作する第1工程と、
前記リング状素材を所定の据込み高さに据込んで、据込みリング状素材を成形する第2工程と、
前記据込みリング状素材を冷間ローリング加工で狙いの外径に拡径したリング素材を成形する第3工程を持つ製造工程を有し、
前記パイプ状素材から切り出す前記リング状素材の長さを変えるだけで、同一パイプ状素材、同一据込み金型、同一冷間ローリング型で、外径の異なるリング素材を成形できること
を特徴としている。
【発明の効果】
【0010】
本発明は以上のような構成を有しており、リング状素材の長さを変更するだけで、外径の異なるリング素材を成形することが出来る。
また、リング状素材の長さと、据込み高さと、冷間ローリング型を変更することで、外径と幅の異なるリング素材を成形することが出来る。このように、リング素材の寸法変更によるセット替えの手間が低減可能であり、用意する素材、鍛造型が少なくて済む為、ランニングコストも安価で、多品種のリング素材を生産できるという効果が有る。
【図面の簡単な説明】
【0011】
【図1】本発明によるリング素材の製造方法(長さH1のリング状素材から外径D1のリング素材を成形する場合)を示す図である。
【図2】本発明によるリング素材の製造方法(長さH2のリング状素材から外径D2のリング素材を成形する場合)を示すものである。
【図3】従来の方法による、軸受内輪、外輪の製造方法を示すものである。
【発明を実施するための形態】
【0012】
以下、この発明の実施形態について図面を参照して説明する。
【0013】
図1、2は、本発明に係る実施形態の工程を示すものである。
【0014】
図1において、まず第1工程で、パイプ状素材11を 最終形態であるリング素材20の必要外径D1に応じて長さH1に突っ切り、リング状素材12を製作する。パイプ状素材11の内径は、冷間ローリングのマンドレル18の最大外径を基準に、最大径よりも若干大きい値に決定する。
【0015】
次いで第2工程で、第1工程で得られたリング状素材12の内径をマンドレル15に通し、上下平らな据込型14a、14bで挟み込み、狙いの据込み高さhまで据込み、据込みリング状素材16を成形する。
【0016】
マンドレル15を使うことで、リング状素材12が据込まれる際の座屈を防止できる。
リング状素材12の内径とマンドレル15の外径はわずかなスキマになる様にする。
【0017】
但し、冷間鍛造で据込みを行う場合は、リング状素材12の内径とマンドレル15を圧入状態にして成形荷重の低減を行っても良い。
【0018】
次いで、第3工程で、第2工程で得られた据込みリング状素材16の内径側にマンドレル18を、外径側に成形ロール19をセットし、マンドレル18と成形ロール19とで、据込みリング状素材16を挟み、径方向両側より押圧する冷間ローリング加工により、据込みリング状素材16を拡径し、狙いの外径D1、幅hのリング素材20を成形する。
【0019】
冷間ローリングのマンドレル18の最大外径はマンドレル18の材料強度により決定する。
【0020】
成形したリング素材20は切削加工、熱処理、研削加工、研磨加工、を行い、軸受リングとなる。
【0021】
次に、図2に基づいてリング状素材の長さを前記図1よりも長く変更した場合について説明する。
【0022】
図2において、まず第1工程で、パイプ状素材11を最終形態であるリング素材21の必要外径D2に応じて長さH2に突っ切り、リング状素材13を製作する。この時、H2>H1、D2>D1とする。次いで第2工程で、前記第1工程で得られたリング状素材13をマンドレル15、据込型14a、14bにて、据え込み高さhまで据込み、据込みリング状素材17を成形する。
【0023】
この時の据込みリング状素材17の外径は前記図1の第2工程で得られる据込みリング状素材16の外径よりも大径となっている。
【0024】
次いで第3工程で、前記第2工程で得られた据込みリング状素材17をマンドレル18と成形ロール19により冷間ローリング加工することにより、狙いの外径D2、幅hのリング素材21を成形することができる。
【0025】
上記図1及び図2の説明からも明らかなように、リング状素材12、13の長さH1、H2を変えるだけで、同一パイプ状素材、同一据込型、同一後方押出し型、同一抜き型、同一冷間ローリング型を用いて外径が異なるリング素材20、21を成形することができる。
【0026】
また、軸受の内輪リング素材としてリング素材20を、外輪リング素材としてリング素材21を製造する場合、後工程での不具合等により、リング素材20、21のいずれか片方のリング素材が不足する場合は、不足分を補う様に不足したリング素材のみを製造することができ、材料の無駄が生じるのを最小限に抑えることが出来る。
【0027】
また、リング素材の幅hを変更する際は、据込み高さhと冷間ローリングのマンドレル18と成形ロール19を変更するだけで良い。
【0028】
なお、本発明におけるパイプ状素材としては、市販の鋼管等の管状もしくは円筒状の素材を使用することも可能である。
【産業上の利用可能性】
【0029】
本発明は、転がり軸受の内輪、外輪等のリング状部材を製造する際に好適に適用することができる。所定の寸法の丸棒素材等にドリル等で加工し孔を形成したものでも良い。
【符号の説明】
【0030】
1 丸棒素材
2 円盤状素材
3 リング状素材
4 環状溝
5 環状溝
6 内輪用リング素材
7 内輪
8 外輪用リング素材
9 外輪
10 内輪と外輪の内外径差分の材料
11 パイプ状素材
12 リング状素材(長さH1)
13 リング状素材(長さH2)
14a 据込み金型上型
14b 据込み金型下型
15 据込み用マンドレル
16 据込みリング状素材(12を据え込み)
17 据込みリング状素材(13を据え込み)
18 冷間ローリングマンドレル
19 成形ロール
20 リング素材(外径D1)
21 リング素材(外径D2)
【特許請求の範囲】
【請求項1】
パイプ状素材より、所定の長さのリング状素材を製作する第1工程と、
前記リング状素材を所定の据え込み高さに据込んで、据込みリング状素材を成形する第2工程と、
前記据込みリング状素材を冷間ローリング加工で狙いの外径に拡径したリング素材を成形する第3工程を持つ製造方法において、
前記パイプ状素材から切り出す前記リング状素材の長さを変えるだけで、同一パイプ状素材、同一据込み金型、同一冷間ローリング型で、外径の異なるリング素材を成形できることを特徴とするリング素材の製造方法。
【請求項1】
パイプ状素材より、所定の長さのリング状素材を製作する第1工程と、
前記リング状素材を所定の据え込み高さに据込んで、据込みリング状素材を成形する第2工程と、
前記据込みリング状素材を冷間ローリング加工で狙いの外径に拡径したリング素材を成形する第3工程を持つ製造方法において、
前記パイプ状素材から切り出す前記リング状素材の長さを変えるだけで、同一パイプ状素材、同一据込み金型、同一冷間ローリング型で、外径の異なるリング素材を成形できることを特徴とするリング素材の製造方法。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2011−110595(P2011−110595A)
【公開日】平成23年6月9日(2011.6.9)
【国際特許分類】
【出願番号】特願2009−271091(P2009−271091)
【出願日】平成21年11月30日(2009.11.30)
【出願人】(000004204)日本精工株式会社 (8,378)
【Fターム(参考)】
【公開日】平成23年6月9日(2011.6.9)
【国際特許分類】
【出願日】平成21年11月30日(2009.11.30)
【出願人】(000004204)日本精工株式会社 (8,378)
【Fターム(参考)】
[ Back to top ]