
リン酸カルシウム多孔体およびその製造方法
【課題】骨形成を促進させることができるリン酸カルシウム多孔体およびその製造方法を提供すること。
【解決手段】繊維状リン酸カルシウム2が互いに係合して成形されたリン酸カルシウム多孔体1であって、繊維状リン酸カルシウム2の係合により形成された複数の第一気孔3と、第一気孔3の内径よりも大きな内径を有し互いに略同径な略球形に形成された複数の第二気孔4とを有する。
【解決手段】繊維状リン酸カルシウム2が互いに係合して成形されたリン酸カルシウム多孔体1であって、繊維状リン酸カルシウム2の係合により形成された複数の第一気孔3と、第一気孔3の内径よりも大きな内径を有し互いに略同径な略球形に形成された複数の第二気孔4とを有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、リン酸カルシウム多孔体およびその製造方法に関する。
【背景技術】
【0002】
骨折のような硬組織に対する損傷では、前記の硬組織の損傷を修復するために使用される材料が必要となる。前記材料は、しばしば損傷を受けた硬組織の機能を維持するために十分な機械的強度を具備することが必要とされる。これらの材料は、前記の硬組織自身が修復する間に一時的に使用されるか又は永久的な置換として使用される。前記の硬組織の修復に使用される材料としてはセラミックスが挙げられる。
【0003】
最近になり、前記の目的に三つのタイプのセラミックスが臨床的に使用されている。
第一のタイプのセラミックスは、患者の骨に直接結合する生物学的に活性なセラミックスである。第一のタイプのセラミックスの例としては、ヒドロキシアパタイト(HAp :Ca10(PO4)6(OH)2)などが挙げられる。
第二のタイプのセラミックスは、徐々に体に吸収される生体吸収性セラミックスである。第二のタイプのセラミックスの例としては、β‐リン酸三カルシウム(β-TCP:β-Ca3(PO4)2)などが挙げられる。
第三のタイプのセラミックスは、生体内で不活性であり、かつ高い機械的強度を有するセラミックスである。第三のタイプのセラミックスの例としては、α‐アルミナ(α-Al2O3)及び正方晶系ジルコニア(t-ZrO2)などが挙げられる。
【0004】
生体吸収性セラミックスの具体的な例として、特許文献1には、リン酸三カルシウムからなる繊維状リン酸カルシウムが開示されている。特許文献1には、繊維状リン酸カルシウムを用いて成形された多孔質リン酸カルシウム成形体が、細胞を内部に取り込むための気孔と、細胞の培養に必要な培養液を内部に取り込むための気孔とを備えることが記載されている。これにより、成形体の内部で骨組織等を培養することができる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2004−284933号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
硬組織の損傷に対して使用される生体吸収性セラミックスは、損傷を受けた硬組織の機能を維持するための強度を有することと、細胞が迅速に進入して自家骨などに置換されることとを両立することが求められている。
しかしながら、一般的なリン酸三カルシウムからなる多孔体は、多孔体の実用的な強度を維持しつつ細胞を好適に進入させるための複数の気孔を互いに連通させることが困難であり、骨形成の速度が不十分であった。
【0007】
本発明は、上述した事情に鑑みてなされたものであって、その目的は、骨形成をより促進させることができるリン酸カルシウム多孔体およびその製造方法を提供することである。
【課題を解決するための手段】
【0008】
上記課題を解決するために、この発明は以下の手段を提案している。
本発明のリン酸カルシウム多孔体は、繊維状リン酸カルシウムが互いに係合して成形されたリン酸カルシウム多孔体であって、前記繊維状リン酸カルシウムの係合により形成された複数の第一気孔と、前記第一気孔の内径よりも大きな内径を有し互いに略同径な略球形に形成された複数の第二気孔とを有することを特徴とするリン酸カルシウム多孔体である。
【0009】
また、本発明のリン酸カルシウム多孔体は、前記第一気孔の内径よりも大きく前記第二気孔の内径よりも小さな内径を有し互いに略同径な略球形に形成された複数の第三気孔をさらに有することが好ましい。
【0010】
また、本発明のリン酸カルシウム多孔体は、前記第二気孔同士を連通させる第一連通孔を有することが好ましい。
【0011】
また、本発明のリン酸カルシウム多孔体は、前記第二気孔と前記第三気孔とを連通させる第二連通孔を有することが好ましい。
【0012】
また、本発明のリン酸カルシウム多孔体は、前記第三気孔同士を連通させる第三連通孔を有することが好ましい。
【0013】
また、本発明のリン酸カルシウム多孔体は、前記繊維状リン酸カルシウムがβ‐リン酸三カルシウムからなることが好ましい。
【0014】
また、本発明のリン酸カルシウム多孔体は、前記繊維状リン酸カルシウムがヒドロキシアパタイトからなっていてもよい。
【0015】
本発明のリン酸カルシウム多孔体の製造方法は、繊維状リン酸カルシウム、第一の直径を有し加熱により焼失する複数の第一ビーズ、および前記第一の直径よりも大きな第二の直径を有し加熱により焼失する複数の第二ビーズを溶媒中に分散させて混合物を生成する混合工程と、前記混合物を所定の形状に成形する成形工程と、前記所定の形状に成形された前記混合物を、前記第一ビーズおよび前記第二ビーズが焼失する温度以上の温度で焼成する焼成工程と、を有することを特徴とするリン酸カルシウム多孔体の製造方法である。
【0016】
また、前記混合工程では前記混合物をスラリー状とし、前記成形工程では前記混合物から前記溶媒を除去するとともにゲル状とすることが好ましい。
【0017】
また、前記成形工程の後、前記焼成工程の前に、成形された前記混合物を加圧する加圧工程をさらに備えることが好ましい。
【0018】
また、前記第一の直径は平均粒子径で10-30μmであり、前記第二の直径は平均粒子径で100-300μmであることが好ましい。
【0019】
また、前記混合工程では、前記第一ビーズと前記第二ビーズとの少なくともいずれかの表面が粗面加工された状態で前記繊維状リン酸カルシウムと混合されてもよい。
【0020】
また、前記粗面加工は、前記第一ビーズと前記第二ビーズとの少なくともいずれかを加熱することにより行われることが好ましい。
【発明の効果】
【0021】
本発明のリン酸カルシウム多孔体およびその製造方法によれば、骨形成をより促進させることができる。
【図面の簡単な説明】
【0022】
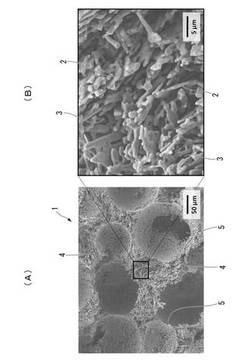
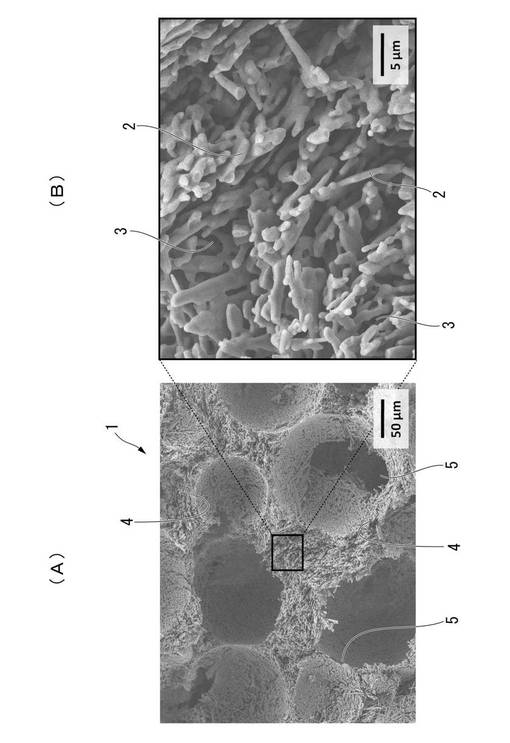
【図1】(A)は本発明の第1実施形態のリン酸カルシウム多孔体の断面写真、(B)はその一部拡大写真である。
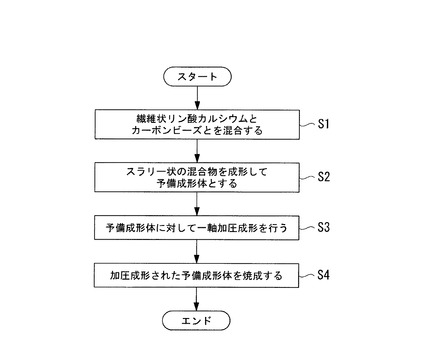
【図2】同実施形態のリン酸カルシウム多孔体の製造方法を示すフローチャートである。
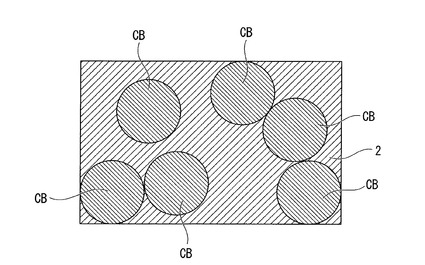
【図3】同実施形態のリン酸カルシウム多孔体の製造工程を示す説明図である。
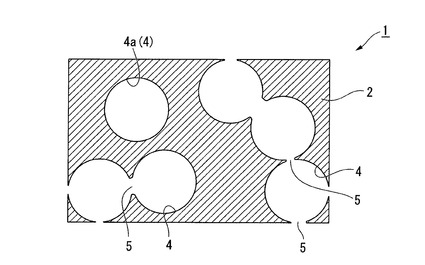
【図4】同実施形態のリン酸カルシウム多孔体の製造工程を示す説明図である。
【図5】本発明の第2実施形態のリン酸カルシウム多孔体の断面写真である。
【図6】同実施形態のリン酸カルシウム多孔体の製造工程における予備成形体の模式図である。
【図7】同実施形態のリン酸カルシウム多孔体の製造工程における焼成後の多孔体の模式図である。
【図8】第1実施形態に係るリン酸カルシウム多孔体およびその製造方法の実施例におけるカーボンビーズの添加量と、β‐リン酸三カルシウム多孔体の気孔率との関係を示すグラフである。
【図9】第1実施形態に係るリン酸カルシウム多孔体の製造方法の実施例において算出された三点曲げ強度を示すグラフである。
【図10】同実施例において算出されたヤング率を示すグラフである。
【図11】第1実施形態に係るリン酸カルシウム多孔体の製造方法の実施例における成形圧とβ‐リン酸三カルシウム多孔体の気孔率との関係を示すグラフである。
【図12】第1実施形態に係るリン酸カルシウム多孔体およびその製造方法のさらに他の実施例におけるβ‐リン酸三カルシウム多孔体の細孔直径と細孔体積との関係を示すグラフである。
【図13】(A)はHE染色された組織切片の画像、(B)は同部位におけるクサビラオレンジの蛍光画像である。
【図14】(A)はトルイジン青染色された組織切片の画像、(B)は同部位におけるクサビラオレンジの蛍光画像である。
【図15】(A)はTRAP染色された組織切片の画像、(B)は同部位におけるクサビラオレンジの蛍光画像である。
【図16】(A)はALP染色された組織切片の画像、(B)は同部位におけるクサビラオレンジの蛍光画像である。
【図17】(A)はクローン豚の脛骨に埋入する前のβ‐リン酸三カルシウム多孔体の断面の画像、(B)はクローン豚の脛骨に埋入して6週後の脛骨におけるβ‐リン酸三カルシウム多孔体の断面の画像である。
【図18】(A)はクローン豚の脛骨に埋入する前のヒドロキシアパタイト多孔体の断面の画像、(B)はクローン豚の脛骨に埋入して6週後の脛骨におけるヒドロキシアパタイト多孔体の断面の画像である。
【図19】図17(A)ないし図18(B)に示す画像に基づいてリン酸カルシウム多孔体の面積を算出した結果を示すグラフである。
【図20】β‐リン酸三カルシウム多孔体およびヒドロキシアパタイト多孔体の骨形成面積を示すグラフである。
【図21】β‐リン酸三カルシウム多孔体およびヒドロキシアパタイト多孔体が埋入された筋肉組織切片のマッソン・トリクローム染色された画像である。
【図22】β‐リン酸三カルシウム多孔体およびヒドロキシアパタイト多孔体が埋入された筋肉組織切片のヘマトキシリンエオジン染色された画像である。
【図23】β‐リン酸三カルシウム多孔体およびヒドロキシアパタイト多孔体が埋入された脂肪組織切片のマッソン・トリクローム染色された画像である。
【図24】β‐リン酸三カルシウム多孔体およびヒドロキシアパタイト多孔体が埋入された脂肪組織切片のヘマトキシリンエオジン染色された画像である。
【図25】(A)は未処理のカーボンビーズを示す写真、(B)、(C)、および(D)は加熱温度変化による粗面加工を行ったカーボンビーズを示す写真である。
【図26】(A)、(B)、および(C)は、加熱温度の保持時間長短による粗面加工を行ったカーボンビーズを示す写真である。
【図27】加熱温度の保持時間による粗面加工を行ったカーボンビーズの質量を示すグラフである。
【図28】粗面加工をしていないカーボンビーズを使用した場合のβ‐リン酸三カルシウム多孔体を示す断面写真である。
【図29】粗面加工されたカーボンビーズを用いて製造されたβ‐リン酸三カルシウム多孔体を示す断面写真である。
【図30】第一ビーズと第二ビーズとの混合比と、β‐リン酸三カルシウム多孔体の気孔率との関係を示すグラフである。
【図31】第2実施形態に係るリン酸カルシウム多孔体の製造方法の実施例15において算出された三点曲げ強度を示すグラフである。
【図32】同実施例において算出されたヤング率を示すグラフである。
【図33】第2実施形態に係るリン酸カルシウム多孔体の製造方法の実施例15におけるβ‐リン酸三カルシウム多孔体の細孔直径と細孔体積との関係を示すグラフである。
【図34】リン酸カルシウム多孔体の製造方法の他の実施例におけるβ‐リン酸三カルシウム多孔体の細孔直径と細孔体積との関係を示すグラフである。
【図35】リン酸カルシウム多孔体の製造方法の実施例5、15、16におけるβ‐リン酸三カルシウム多孔体の細孔直径とLog微分細孔体積との関係を重ねて示すグラフである。
【発明を実施するための形態】
【0023】
(第1実施形態)
本発明の第1実施形態のリン酸カルシウム多孔体およびその製造方法について説明する。図1は、本実施形態のリン酸カルシウム多孔体1のSEM観察による断面写真である。図2は、本実施形態のリン酸カルシウム多孔体1の製造方法を示すフローチャートである。図3および図4は、リン酸カルシウム多孔体1の製造工程を示す説明図である。
【0024】
図1の(A)に示すように、本実施形態のリン酸カルシウム多孔体1は、繊維状リン酸カルシウム2が互いに係合して成形されたリン酸カルシウム多孔体であって、繊維状リン酸カルシウム2の係合により形成された複数の第一気孔3と、第一気孔3の内径よりも大きな内径を有し互いに略同径な略球形に形成された複数の第二気孔4とを有する。図1の(A)の□で囲んだ部分を拡大した図1の(B)は繊維状リン酸カルシウム2が互いに契合して多孔体を形成していることを示している。
【0025】
リン酸カルシウム多孔体1において、繊維状リン酸カルシウムは互いに絡み合うことで互いの間に1μm〜3μm程度の隙間を有して一体的に成形されている。繊維状リン酸カルシウムが互いに絡み合うことで生じる隙間が第一気孔3である。本実施形態では、繊維状リン酸カルシウム2は、β‐リン酸三カルシウムからなる。β‐リン酸三カルシウムは、生体吸収性が高い材料であり、例えば骨欠損部にβ‐リン酸三カルシウムを充填した場合に、自家骨への置換が起こることが知られている。
【0026】
第二気孔4は、リン酸カルシウム多孔体1内において略均一に分散されて形成された空洞である。第二気孔4の内面形状は、後述する製造方法において使用されるカーボンビーズCB(図3参照)の外面に沿った形状となっている。カーボンビーズCBは、主に炭素を含有し加熱することにより焼失する略球形の粉粒体である。本実施形態では、リン酸カルシウム多孔体1の製造工程において、カーボンビーズCBが焼失し、焼成された繊維状リン酸カルシウム2が残留することにより、第二気孔4が形成される。
【0027】
第二気孔4の最大内径は、カーボンビーズCBの直径と略等しい。本実施形態では、第二気孔4の内径が約150μm程度となるようにするために、平均粒子径が150μmのカーボンビーズCBを用いて第二気孔4が形成されている。
なお、本明細書において、平均粒子径とは、メジアン径をもって表す。
【0028】
複数の第二気孔4の一部は、隣接する第二気孔4同士を連通させる第一連通孔5を有している。第一連通孔5の大きさは、隣接する第二気孔4間の距離によって異なる。例えば後述する製造方法によってリン酸カルシウム多孔体1を製造した場合、第一連通孔5の大きさは、1〜50μm、好ましくは5〜30μm、さらに好ましくは10〜20μmとなっている。なお、製造条件によっては、上記第一連通孔5を有しておらず隣接する他の第二気孔4と連通していない第二気孔4(図4に符号4aで示す)が形成される場合もある。隣接する他の第二気孔4と連通していない第二気孔4は、リン酸カルシウム多孔体1の使用時、例えば骨欠損部にリン酸カルシウム多孔体1を埋入する場合に、繊維状リン酸カルシウム2が生体に吸収されることによって、外部に開口される。
【0029】
次に、本実施形態のリン酸カルシウム多孔体1の製造方法について説明する。
図2に示すステップS1は、長さが60〜200μmの範囲にあり、アスペクト比が20〜100の範囲にある繊維状(ファイバー状)の構造を有する繊維状リン酸カルシウムとカーボンビーズCBとを混合するステップ(混合工程)である。
ステップS1では、まず、繊維状リン酸カルシウムを純水に懸濁する。次に、繊維状リン酸カルシウムが懸濁されたスラリーに、カーボンビーズCBを添加する。さらに、繊維状リン酸カルシウムとカーボンビーズCBとが混合されたスラリー全重量に対して0.1mass%の寒天を添加する。続いて、繊維状リン酸カルシウムとカーボンビーズCBと寒天とが純水に懸濁されたスラリーを、寒天が溶解する温度まで加熱する。その後、エタノールを、水/エタノール混合比が7/3[v/v]となるように加えて攪拌し、室温まで冷却する。これにより、繊維状リン酸カルシウムとカーボンビーズCBとのスラリー状の混合物が出来上がる。
これでステップS1は終了し、ステップS2へ進む。
【0030】
ステップS2は、上記ステップS1において出来上がったスラリー状の混合物を成形するステップ(成形工程)である。
ステップS2では、繊維状リン酸カルシウムとカーボンビーズCBとの何れの粒径よりも孔径が小さなろ過フィルターが底部に設けられた成形型に、ステップS1において出来上がったスラリー状の混合物を投入し、ろ過フィルターを介して液体を吸引して除去する。これにより、スラリー状の混合物から液体が除去される。液体が除去された混合物は、成形型の内面に沿う形状に成形される。続いて、液体が除去された混合物は成形型から取り外される。このとき、液体が除去された混合物は、寒天の存在によってゲル状となっている。成形型から取り外された混合物は、成形型の内面形状に沿って成形された予備成形体となる。
図3に示すように、予備成形体は、繊維状リン酸カルシウムによってカーボンビーズCBが囲まれた状態となっている。
これでステップS2は終了し、ステップS3へ進む。
【0031】
ステップS3は、上記ステップS2で生じた予備成形体に対して一軸加圧成形を行うステップ(加圧工程)である。
ステップS3では、予備成形体を乾燥させ、その後、所定の成形圧(例えば本実施形態では40MPa)をかける。ステップS3においてかける成形圧が高いほど予備成形体は強く圧縮される。このため、ステップS3においてかける成形圧が高いほど、一連の製造工程が終了した後のリン酸カルシウム多孔体1の機械的強度が高くなる傾向がある。
これでステップS3は終了し、ステップS4へ進む。
【0032】
ステップS4は、上記ステップS3で加圧成形された予備成形体を焼成するステップ(焼成工程)である。
ステップS4では、加圧成形された予備成形体を、カーボンビーズCBが焼失する温度以上に空気気流中で加熱する。これにより、カーボンビーズCBはCO2となって予備成形体の外部へと流出する。
これでステップS4は終了する。
【0033】
図4に示すように、ステップS4によって、焼成された予備成形体からはカーボンビーズCBが焼失し、予備成形体はリン酸カルシウム多孔体1となる。
予備成形体においてカーボンビーズCBが占有していた空間は、上記ステップS4においてカーボンビーズCBが焼失することにより、リン酸カルシウム多孔体1においては略球形の空洞となる。リン酸カルシウム多孔体1における上記空洞は、細胞が進入可能な150μm程度の直径を有する気孔(第二気孔4)として機能する。また、繊維状リン酸カルシウム2同士が絡み合うことによって形成された隙間は、体液や培養液が進入可能な1〜3μm程度の内径を有する気孔(第一気孔3)として機能する。
また、隣り合う第二気孔4には、直径1〜20μm程度の連通孔(第一連通孔5)が生じている場合がある。第一連通孔5は、ある第二気孔4から隣の第二気孔4へ細胞が移動するための通路として機能する。
【0034】
本実施形態のリン酸カルシウム多孔体1は、内部に細胞が進入できる第二気孔4と、体液あるいは培養液が進入可能な第一気孔3とが略均一に分散して形成されている。このため、リン酸カルシウム多孔体1の内部に細胞を生着させやすく、骨形成を促進させることができる。
【0035】
また、上記の例では、繊維状リン酸カルシウム2がβ‐リン酸三カルシウムからなるので、生体吸収性が高く、自家骨へ置換させやすい。一方、繊維状リン酸カルシウム2がヒドロキシアパタイトからなる場合には、自家骨への置換がβ‐リン酸三カルシウムよりも遅く、生体内で機械的強度をβ‐リン酸三カルシウムの場合より長い間高く保つことができる。
【0036】
(第2実施形態)
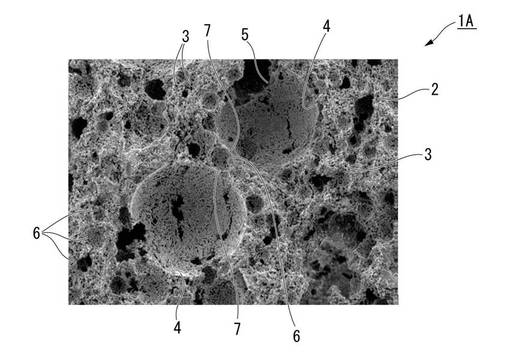
次に、本発明の第2実施形態のリン酸カルシウム多孔体およびその製造方法について説明する。図5は、本実施形態のリン酸カルシウム多孔体1AのSEM観察による断面写真である。
図6および図7は、本実施形態のリン酸カルシウム多孔体の製造方法における製造工程を説明するための図であり、図6は、予備成形体の模式図である。図7は、焼成後のリン酸カルシウム多孔体1Aの模式図である。
【0037】
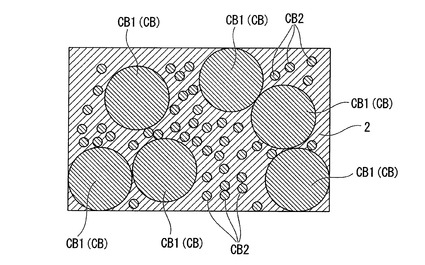
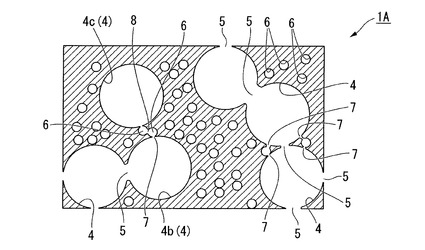
図5および図7に示すように、本実施形態のリン酸カルシウム多孔体1Aは、第1実施形態で説明した第一気孔3の内径よりも大きく第1実施形態で説明した第二気孔4の内径よりも小さな内径を有し互いに略同径な略球形に形成された複数の第三気孔6をさらに有する点で、上述の第1実施形態で説明したリン酸カルシウム多孔体1と構成が異なっている。
【0038】
第三気孔6は、リン酸カルシウム多孔体1A内において略均一に分散されて形成された空洞である。第三気孔6の内面形状は、後述する製造方法において第三気孔6を形成するために使用されるカーボンビーズ(第一ビーズCB1、図6参照)の外面に沿った形状となっている。第一ビーズCB1は、第二気孔4を形成するために使用されるカーボンビーズCB(以下、第一ビーズCB1と区別するために「第二ビーズCB2」と称する。図6参照)と同様に、主に炭素を含有し加熱することにより焼失する粉粒体である。
【0039】
第一ビーズCB1の直径は、第二ビーズCB2の直径よりも小さく、細胞の直径と同等程度の直径である。具体的には、第一ビーズCB1は、平均粒子径が約10〜30μmとされている。
【0040】
第三気孔6は、複数の第二気孔4の隙間に位置し、互いに離間して位置する第二気孔4を連通させる通路として、また細胞を生着させて骨形成を行う場として機能する。
【0041】
また、複数の第三気孔6の一部は、第二気孔4と第三気孔6との内部を連通させる第二連通孔7を有している。第二連通孔7の大きさは、第二気孔4と第三気孔6との距離によって異なる。例えば後述する製造方法によってリン酸カルシウム多孔体1を製造した場合、第二連通孔7の大きさは、1μm以上5μm以下となっている。なお、リン酸カルシウム多孔体1の製造条件によっては、隣接する他の第三気孔6や第二気孔4と連通していない第三気孔6が形成される場合もある。このような第三気孔6も、隣接する他の第二気孔4と連通していない第二気孔4a(図4参照)と同様に、繊維状リン酸カルシウム2が生体に吸収されることによって、外部に開口される。
【0042】
さらに、図7に示すように、リン酸カルシウム多孔体1Aは、複数の第三気孔6同士を連通させる第三連通孔8を有している。例えば、リン酸カルシウム多孔体1Aに第三連通孔8が形成されている場合、互いに離間して形成されている第二気孔4(図7に符号4b、4cで示す)を、複数の第三気孔6を介して連通させることができる。
【0043】
次に、本実施形態のリン酸カルシウム多孔体の製造方法について、上述の第1実施形態と異なる点を中心に説明する。
本実施形態では、上記ステップS1(混合工程、図2参照)において、第一ビーズCB1と第二ビーズCB2とを共に混合してスラリー状とする。第一ビーズCB1と第二ビーズCB2との混合比は、リン酸カルシウム多孔体1Aに要求される強度に基づいて適宜設定することができる。平均粒子径が小さな第一ビーズCB1の割合が多くなるほど、リン酸カルシウム多孔体1Aの強度は低くなる。逆に、平均粒子径が大きな第二ビーズCB2の割合が多くなるほど、リン酸カルシウム多孔体1Aへ細胞が進入しやすくなる。
【0044】
その後、第1実施形態で説明したステップS2ないしステップS4と同様の工程を行い、リン酸カルシウム多孔体1Aを得る。
図6および図7に示すように、本実施形態では、第一ビーズCB1が焼失したことによって生じる略球形の空隙は、内部に細胞が進入可能な気孔(第三気孔6)として機能する。
【0045】
また、第一ビーズCB1が第二ビーズCB2とともに添加されていることにより、第二ビーズCB2(上述の第1実施形態におけるカーボンビーズCBに相当)を上述の第1実施形態よりもさらに均一に分散させることができる。このため、第二気孔4が均一に分散した状態で形成され、細胞が進入しやすく骨形成を促進できるリン酸カルシウム多孔体1Aを得ることができる。
【0046】
また、第一ビーズCB1を用いて形成された第三気孔6によって、互いに離間して位置する第二気孔4同士を連通することができるので、リン酸カルシウム多孔体1Aの強度を維持しつつ連通性を高めることができる。
【0047】
次に、以下に示す各実施例に基づいて、本発明のリン酸カルシウム多孔体およびその製造方法についてより詳細に説明する。
【実施例1】
【0048】
本実施例では、平均粒子径が150μmのカーボンビーズを用いて上述の第1実施形態で説明したリン酸カルシウム多孔体を製造する例を示す。
(繊維状リン酸カルシウムの合成)
出発物質として、和光純薬工業試薬特級の硝酸カルシウム四水和物(Ca(NO3)2・4H2O)、リン酸水素二アンモニウム((NH4)2HPO4)、尿素((NH2)2CO)および硝酸(HNO3)を用いた。試料溶液は、Ca/P比が1.67になるように、0.167mol・dm-3Ca(NO3)2・4H2O、0.100mol・dm-3(NH4)2HPO4、0.500mol・dm-3(NH2)2COおよび0.10mol・dm-3HNO3を混合することにより調製した。
【0049】
この試料溶液750cm3を1Lの三ツ口丸底フラスコに入れ、80℃で48時間還流した。反応時間は、試料溶液が80℃に達したときを0時間として計測した。その後、試料溶液を吸引濾過し、濾過によって得られた固形成分を最大500cm3の純水で3回洗浄した後、純水を加えて2mass%の繊維状リン酸カルシウムスラリー(以下、「CPFスラリー」と称する。)とした。
【0050】
(混合工程)
上記CPFスラリーに、平均粒子径150μmのカーボンビーズ(ニカビーズ(登録商標);日本カーボン社製)を、CPFスラリー中の繊維状リン酸カルシウムの質量に対して50%となるように添加した。さらに、カーボンビーズが添加されたCPFスラリーに、和光純薬工業試薬特級の寒天を0.10mass%となるように添加した。繊維状リン酸カルシウム、カーボンビーズ、および寒天の混合物を60℃で1時間加熱して寒天を溶かしたあと、エタノールを、水/エタノール混合比が7/3[ v/v]となるように加えて攪拌した。その後、調製した混合物を室温で静置し、ゲル化させた。
【0051】
(成形工程)
上記混合工程において調製された混合物を攪拌し、成形型(塩化ビニル管(内径16mm)あるいはアクリル型(内寸6mm×45mm))の中に注いだ。塩化ビニル管およびアクリル型内に注いだ混合物から吸引濾過により液体(純水)を除去した。塩化ビニル管には、最大25cm3の混合物が供給され、アクリル型には最大40cm3の混合物が供給された。
塩化ビニル管あるいはアクリル型に供給された混合物は、空気中で乾燥させることにより、所定の形状の予備成形体となった。
【0052】
(加圧工程)
予備成形体を、40MPaで一軸加圧成形し、塩化ビニル管によって成形された予備成形体は円板状に、アクリル型によって成形された予備成形体は板状に成形した。
それぞれの予備成形体の厚さ寸法は、約3mmであった。
【0053】
(焼成工程)
予備成形体を、光洋サーモシステム社製KTF433N型1500℃チューブ炉を用いて焼成し、リン酸カルシウム多孔体とした。
焼成工程は、昇温速度を5℃・min-1とし、1000℃に達したら、保持時間を5時間、焼成雰囲気を空気気流中(300cm3・min-1)として行った。
本実施例で示す一連の工程によって、上記第1実施形態で説明したβ‐リン酸三カルシウム多孔体が得られた。
【実施例2】
【0054】
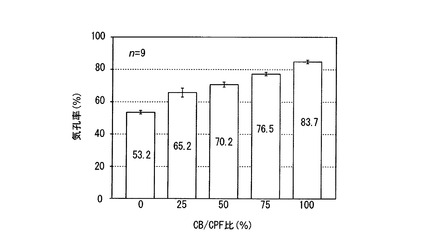
本実施例では、上記実施例1で得られたβ‐リン酸三カルシウム多孔体について、カーボンビーズの添加量と、β‐リン酸三カルシウム多孔体の気孔率との関係を示す。
本実施例では、混合工程において、CPFスラリー中の繊維状リン酸カルシウムの質量に対してカーボンビーズが25%, 50%, 75%, および100%となるようにカーボンビーズを添加した。また、カーボンビーズを添加しない場合を対照実験とした。その他の製造工程は上記実施例1と同様である。
図8は、カーボンビーズの添加量と、β‐リン酸三カルシウム多孔体の気孔率との関係を示すグラフである。
図8に示すように、カーボンビーズを添加することによりリン酸カルシウム多孔体の気孔率は高くなった。また、カーボンビーズの添加量が多くなるほど気孔率も高くなった。
【実施例3】
【0055】
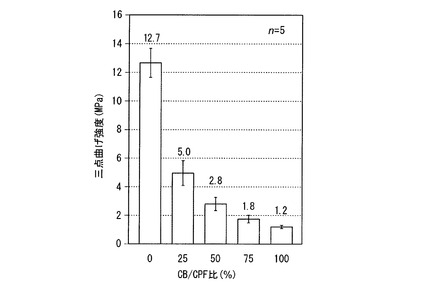
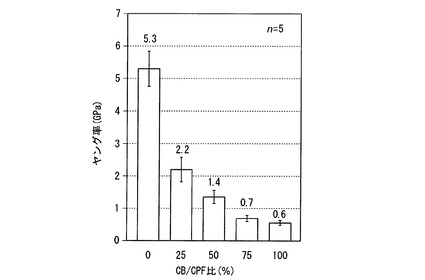
本実施例では、上記実施例2で製造したβ‐リン酸三カルシウム多孔体について、カーボンビーズの添加量と、β‐リン酸三カルシウム多孔体の機械的強度との関係を示す。
機械的強度は、三点曲げ強度の測定と、ヤング率の測定とによって評価した。
三点曲げ強度の測定は、上述の実施例2で製造した板状のβ‐リン酸三カルシウム多孔体について、島津オートグラフAGF-J(島津製作所製)を用いた。三点曲げ強度の測定条件を表1に示す。
【0056】
【表1】

【0057】
また、三点曲げ強度は、下記式1を用いて算出した。
【0058】
【数1】
【0059】
上記式1において、Sbは三点曲げ強度[Pa]、Pは荷重[N]、lは支点間距離[m]、tは試料片の厚さ[m]、wは試料片の幅[m]である。
【0060】
三点曲げ強度の算出には、島津製作所製データ処理ソフトTRAPEZIUM Ver2.2.2.を用いた。
【0061】
ヤング率は、上記三点曲げ強度の値から得られた荷重‐変位曲線の傾きから、下記式2を用いて算出した。
【0062】
【数2】
【0063】
上記式2において、Ebは三点曲げ試験によるヤング率[N・m−2]、ybは荷重点の正味の変位量[m]、Pは荷重[N]、lは支点間距離[m]、tは試料片の厚さ[m]、wは試料片の幅[m]である。
【0064】
図9および図10は、本実施例において算出された三点曲げ強度およびヤング率をそれぞれ示すグラフである。図9および図10に示すように、カーボンビーズの添加量が多くなるに従って、β‐リン酸三カルシウム多孔体の三点曲げ強度およびヤング率は低下した。
【実施例4】
【0065】
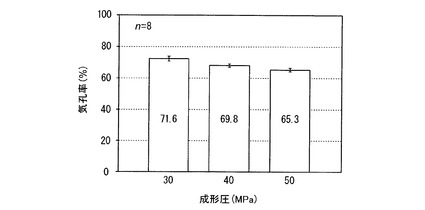
本実施例では、上記実施例1で得られたβ‐リン酸三カルシウム多孔体について、成形工程の成形圧における圧力と、β‐リン酸三カルシウム多孔体の気孔率との関係を示す。
本実施例では、上述の実施例1において、成形工程の成形圧を、30MPa、40MPa、50MPaの三通りとしてβ‐リン酸三カルシウム多孔体を製造し、それぞれの気孔率を測定した。図11は、それぞれの成形圧におけるβ‐リン酸三カルシウム多孔体の気孔率を示すグラフである。
図11に示すように、成形工程の成形圧が高くなるに従ってβ‐リン酸三カルシウム多孔体の気孔率が低下する傾向があった。
【実施例5】
【0066】
本実施例では、上記実施例1に示す工程によって製造されたβ‐リン酸三カルシウム多孔体の細孔径分布を示す。
β‐リン酸三カルシウム多孔体の細孔径分布の測定は、Micromeritics社製オートポアIV9520を用いた水銀圧入法によって行った。細孔径分布の測定条件を下記表2に示す。
【0067】
【表2】
【0068】
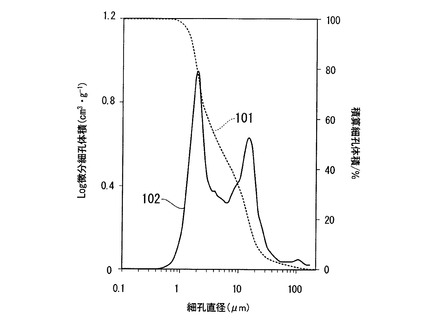
図12は、本実施例におけるβ‐リン酸三カルシウム多孔体の細孔直径と細孔体積との関係を示すグラフである。図12において、符号101で示す線は積算細孔体積を示し、符号102で示す線はLog微分細孔体積を示す。
図12に示すように、本実施例では、1〜3μm、〜15μm、および〜100μmの3つのピークを有する曲線状の細孔径分布となった。
ここで、2μm、5μm、および100μmの3つのピークは、それぞれ、繊維状リン酸カルシウム同士が係合して形成された第一気孔、複数の第二気孔が連通された第一連通孔、および第二気孔自身によって生じている。
【実施例6】
【0069】
本実施例では、上記実施例1に示す工程に準じて製造されたβ‐リン酸三カルシウム多孔体のin vivo評価結果を、図13ないし図16を参照して示す。
なお、本実施例では、上記実施例1とは異なり、直径4mm、高さ8mmの円柱形状のβ‐リン酸三カルシウム多孔体を成形して使用した。
上記円柱形状に形成されたβ‐リン酸三カルシウム多孔体を、160°Cで90 min乾熱滅菌し、クサビラオレンジ蛍光遺伝子(huKO)を導入したクローン豚の脛骨に埋入した。実験条件を下記表3に纏めて示す。
【0070】
【表3】
【0071】
6週間の埋入後、β‐リン酸三カルシウム多孔体が埋入された上記クローン豚の脛骨を摘出し、凍結ミクロトーム(Leica CM3050 S)を用いてβ‐リン酸三カルシウム多孔体を含む凍結組織切片を作製した。さらに、作製された凍結組織切片を染色して画像解析処理ソフト(三谷商事製WinROOF)を用いて観察および解析を行った。
【0072】
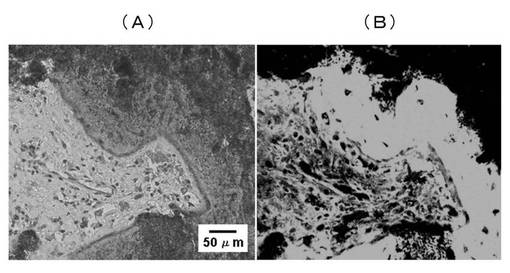
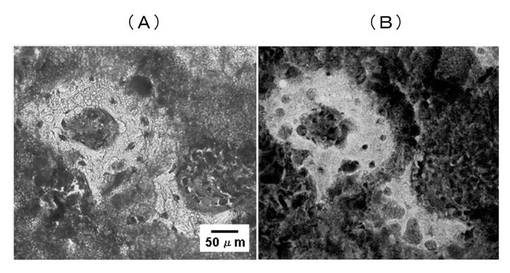
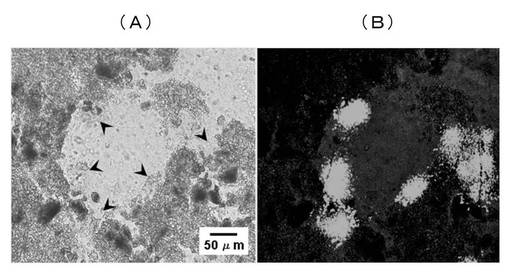
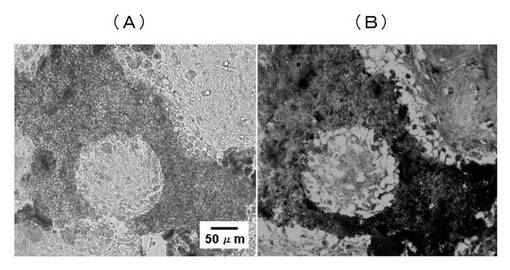
凍結組織切片は、HE染色、トルイジン青染色、TRAP染色、ALP染色によってそれぞれ染色した。染色された凍結組織切片は、位相差観察モードおよび蛍光観察モードを有する生物顕微鏡を用いて観察し、顕微鏡カメラを用いて画像を取得した。なお、図13ないし図16において、(A)は各染色色素による染色結果を示しており、濃く示された部分が各染色色素によって染色された部分である。また、図13ないし図16において、(B)は蛍光観察の結果を示しており、白く示された部分が蛍光を発している部分である。
【0073】
図13(A)は、HE染色された組織切片の画像である。図13(B)は、同部位におけるクサビラオレンジの蛍光画像である。図13(A)および図13(B)に示すように、HE染色により、核および細胞質が染め分けられた。また、成熟骨は、視野内の他の細胞よりも濃く染色されていた。
【0074】
図14(A)は、トルイジン青染色された組織切片の画像である。図14(B)は、同部位におけるクサビラオレンジの蛍光画像である。図14(A)および図14(B)に示すように、β‐リン酸三カルシウム多孔体の端部において、第二気孔の壁部に沿って成熟骨が多く見られた。また、β‐リン酸三カルシウム多孔体の中心部においては、未成熟の新生骨が多く見られた。
【0075】
図15(A)は、TRAP染色された組織切片の画像である。図15(B)は、同部位におけるクサビラオレンジの蛍光画像である。図15(A)および図15(B)に示すように、β‐リン酸三カルシウム多孔体の第二気孔の壁部には、破骨細胞が存在している。また、β‐リン酸三カルシウム多孔体の中心部に破骨細胞が進入している。
【0076】
図16(A)は、ALP染色された組織切片の画像である。図16(B)は、同部位におけるクサビラオレンジの蛍光画像である。図16(A)および図16(B)に示すように、β‐リン酸三カルシウム多孔体の第二気孔の壁部に沿って骨芽細胞が存在している。また、β‐リン酸三カルシウム多孔体の中心部に骨芽細胞が進入している。
このように、本実施例では、クローン豚の脛骨に埋入されたβ‐リン酸三カルシウム多孔体の内部に細胞が進入し、β‐リン酸三カルシウム多孔体の壁面に沿って骨形成が起こっている。
【実施例7】
【0077】
本実施例では、上記実施例6と同様にクローン豚の脛骨に埋入されたβ‐リン酸三カルシウム多孔体の生体吸収性について示す。
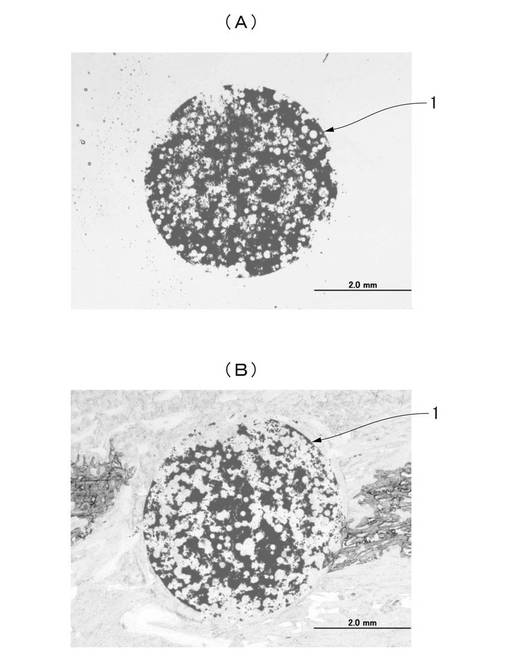
本実施例では、クローン豚の脛骨に埋入する前のβ‐リン酸三カルシウム多孔体の断面の画像と、クローン豚の脛骨に埋入して6週後の脛骨におけるβ‐リン酸三カルシウム多孔体の断面の画像とを顕微鏡カメラを用いて撮影(図17、図18)し、β‐リン酸三カルシウム多孔体の断面積をそれぞれ計測して比較した。
【0078】
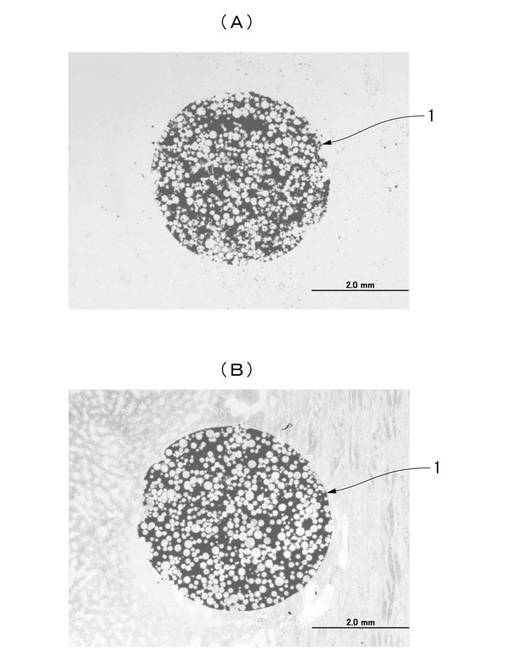
また、本実施例では、繊維状リン酸カルシウムの材料としてヒドロキシアパタイトを使用し、ヒドロキシアパタイト多孔体を製造した例も併せて示す。
図17(A)は、クローン豚の脛骨に埋入する前のβ‐リン酸三カルシウム多孔体の断面の画像である。図17(B)は、クローン豚の脛骨に埋入して6週後の脛骨におけるβ‐リン酸三カルシウム多孔体の断面の画像である。
図18(A)は、クローン豚の脛骨に埋入する前のヒドロキシアパタイト多孔体の断面の画像である。図18(B)は、クローン豚の脛骨に埋入して6週後の脛骨におけるヒドロキシアパタイト多孔体の断面の画像である。
【0079】
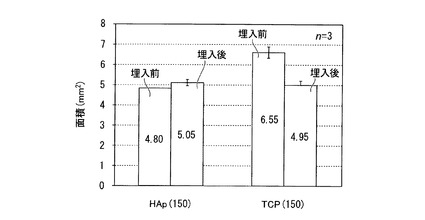
図19は、図17(A)ないし図18(B)に示す画像に基づいてリン酸カルシウム多孔体の面積を算出した結果を示すグラフである。図19において、HAp(150)は、平均粒子径150μmのカーボンビーズを添加して製造されたヒドロキシアパタイト多孔体における結果を示し、TCP(150)は、平均粒子径150μmのカーボンビーズを添加して製造されたβ‐リン酸三カルシウム多孔体における結果を示している。
【0080】
図19に示すように、ヒドロキシアパタイト多孔体では、埋入後における断面積が埋入前よりも僅かに増加している。
また、図19に示すように、β‐リン酸三カルシウム多孔体では、埋入後には、埋入前よりも断面積が25%低下している。すなわち、β‐リン酸三カルシウム多孔体は、クローン豚の脛骨に埋入されている期間内にその25%が分解あるいは吸収された。
【実施例8】
【0081】
本実施例では、上記実施例6と同様にクローン豚の脛骨に埋入されたβ‐リン酸三カルシウム多孔体の骨形成面積について示す。
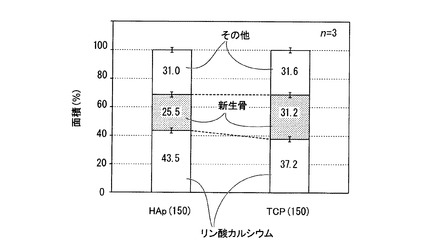
本実施例では、クローン豚の脛骨に埋入して6週後の脛骨におけるβ‐リン酸三カルシウム多孔体の断面の画像を顕微鏡カメラを用いて撮影し、埋入前のβ‐リン酸三カルシウム多孔体による円形の領域を全体面積(100%)とし、全体面積内におけるβ‐リン酸三カルシウム多孔体の割合と新生骨の割合とを算出した。
【0082】
また、上記実施例7で用いたヒドロキシアパタイト多孔体についても同様に、全体面積内におけるヒドロキシアパタイト多孔体の割合と新生骨の割合とを算出した。
図20は、β‐リン酸三カルシウム多孔体(TCP(150))およびヒドロキシアパタイト多孔体(HAp(150))の骨形成面積を示すグラフである。図20に示すように、β‐リン酸三カルシウム多孔体およびヒドロキシアパタイト多孔体における新生骨の割合は、それぞれ全体面積に対して25.5%、31.2%であった。また、β‐リン酸三カルシウム多孔体における新生骨の割合の方が、ヒドロキシアパタイト多孔体における新生骨の割合よりも高かった。
【実施例9】
【0083】
本実施例では、上記実施例1に示す工程に準じ、β‐リン酸三カルシウム多孔体(TCP(150))、カーボンビーズの平均粒子径を20μmに変えたβ‐リン酸三カルシウム多孔体(TCP(20))、繊維状リン酸カルシウムとしてヒドロキシアパタイトを原料としたヒドロキシアパタイト多孔体(HAp(150))をそれぞれ試料片として、それぞれの骨誘導能をin vivoで評価した。各試料片の作製条件および材料特性を下記表4に示す。
【0084】
【表4】
【0085】
多孔質セラミックスの骨誘導能の検証には、上記TCP(150), TCP(20), およびHAp(150)を、直径4 mm × 高さ8 mmの寸法からなる円柱状に成形した試料片が用いられた。なお、各試料片は160 °Cで90 min乾熱滅菌したものを使用した。
【0086】
実験動物には、赤色蛍光タンパクであるクサビラオレンジ(Kusabira-Orange (huKO))を遺伝子に導入したトランスジェニック・クローンブタ(huKOブタ, 29週齢, ♂, ~100 kg)を用いた。ソムノペンチル(共立製薬)を用いてhuKOブタに麻酔をかけた後に、腹部および左後肢の大腿部を剃毛し、メスで皮膚を切開して腹部脂肪および大腿部筋肉を露出させた。腹部脂肪および大腿部筋肉に深さ1 cm程度のポケットを作り、各試料片をポケットに1個ずつ(合計2個)埋入した後に、皮膚をナイロン製縫合糸で縫合した。
【0087】
試料片を上記huKOブタに埋入してから13週後、麻酔薬の過剰投与によりhuKOブタを犠牲にした。さらに、埋入された試料片をhuKOブタから摘出し、4%パラホルムアルデヒド・リン酸緩衝液(和光純薬工業)に浸漬して組織を固定した。各試料片をパラフィン包埋し、脱灰後、マッソントリクローム染色およびヘマトキシリンエオジン染色を施した組織切片を作製した。組織学的観察は、研究用システム顕微鏡(BX5,オリンパス社製)を用いて行った。
【0088】
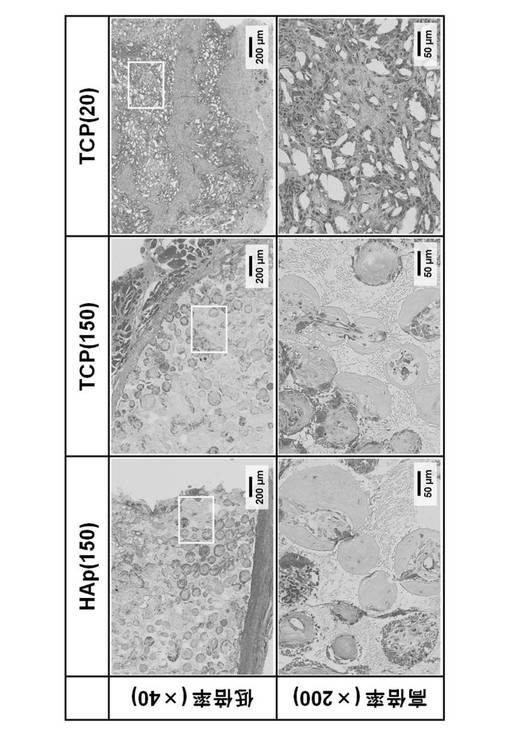
図21は、筋内に埋入した各試料片のマッソン・トリクローム染色の結果である。図21において上段は低倍率(40倍)で撮影した像であり、下段は、上段において四角い枠で囲った部分を強拡大した高倍率(200倍)の組織像を示している。
図21に示すように、HAp(150)およびTCP(150)では、丸い第二気孔内に骨が形成されている様子が観察された。一方、TCP(20)では、13週の埋入では骨形成は認められなかった。
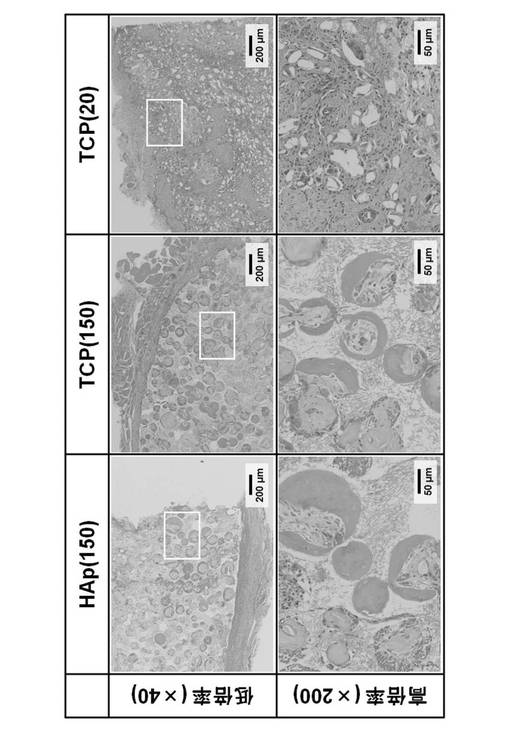
【0089】
図22は、上述の各試料片のヘマトキシリンエオジン染色の結果である。図22に示すように、150μmのカーボンビーズを使用した多孔体(TCP(150), HAp(150))では、丸い第二気孔内に骨の形成が認められた。TCP(150)およびHAp(150)の組織学的所見は、連通気孔構造を備えた多孔体が骨芽細胞の存在しない筋内でも骨形成を生じる「骨誘導能」を有することを示している。
【0090】
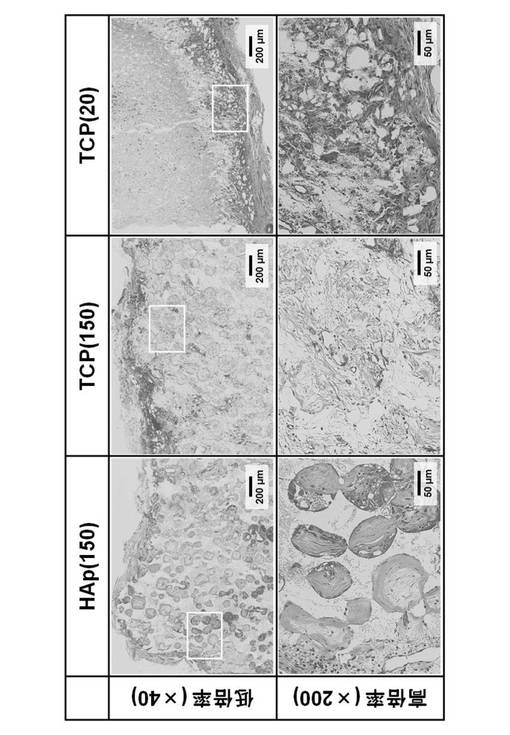
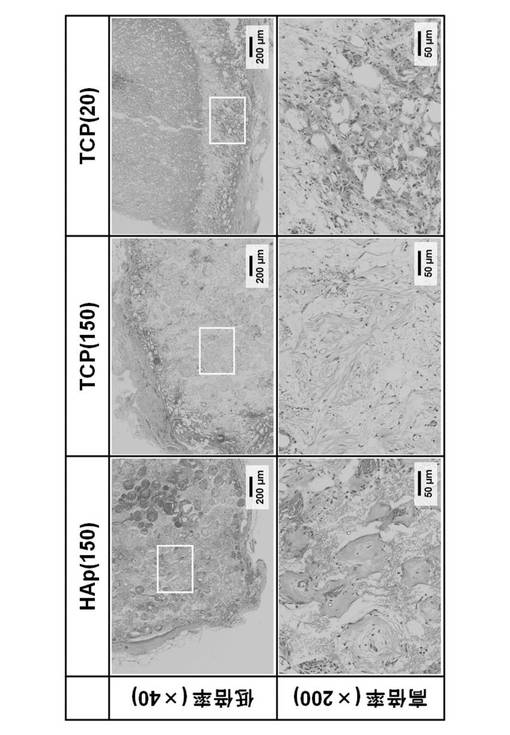
図23および図24は、上述の各試料片を脂肪内に埋入した結果であり、それぞれマッソン・トリクローム染色およびヘマトキシリンエオジン染色を施した組織像を示している。
図23に示すように、脂肪組織の場合、気孔内には線維性の組織が入り込んでおり、骨形成はほとんど認められなかった。また、図24に示すように、ヘマトキシリンエオジン染色の組織像においても図23と同様に、気孔内には繊維性の組織が入り込んでおり、骨形成はほとんど認められなかった。
【実施例10】
【0091】
本実施例では、カーボンビーズを粗面加工する例について示す。
本実施例では、平均粒子径150μmのカーボンビーズ(ニカビーズ(登録商標);日本カーボン社製)をアルミナボートに5g入れ、光洋サーモシステム社製KBF31型1700℃箱型電気炉を用いて、下記表5および表6に示す条件で加熱した。
【0092】
【表5】
【0093】
【表6】
【0094】
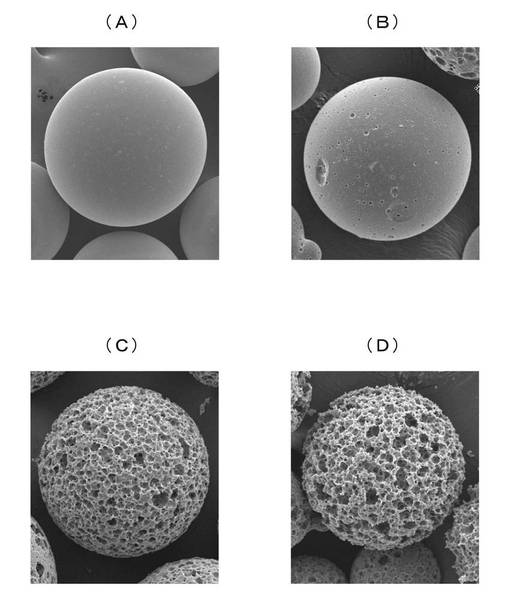
図25と図26は、SEM観察によるが、図25(A)は、未処理のカーボンビーズを示す写真である。図25(B)は、表5に示す条件1に基づいて処理したカーボンビーズの写真である。図25(C)は、表5に示す条件2に基づいて処理したカーボンビーズの写真である。図25(D)は、表5に示す条件3に基づいて処理したカーボンビーズの写真である。
図25(A)ないし図25(D)に示すように、カーボンビーズを加熱する温度が高いほど、カーボンビーズの表面の凹凸が大きくなっている。また、カーボンビーズを加熱する温度が高いほど、カーボンビーズの焼失量が多くなる傾向が見られる。
【0095】
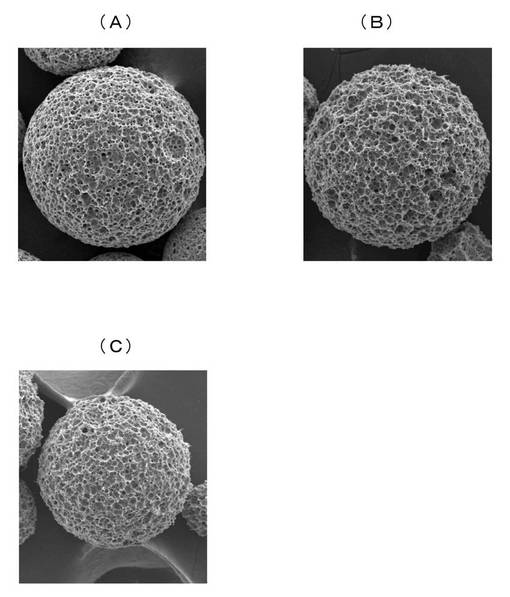
図26(A)は、表6に示す条件4に基づいて処理したカーボンビーズの写真である。図26(B)は、表6に示す条件5に基づいて処理したカーボンビーズの写真である。図26(C)は、表6に示す条件6に基づいて処理したカーボンビーズの写真である。
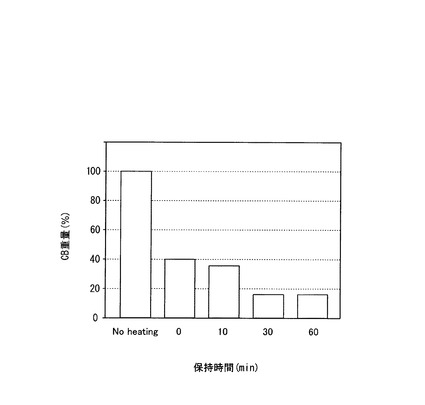
図27は、表6に示す条件4〜7に基づいて処理したカーボンビーズの質量を、加熱していないカーボンビーズの重量を100%としたときの比で示したグラフである。
図26(A)ないし図26(C)に示すように、カーボンビーズを加熱状態で保持する時間が長くなっても表面の形状には大きな差はみられなかった。
また、図27に示すように、カーボンビーズを加熱状態で保持する時間が30分まではカーボンビーズの質量が減少する。
本発明においては、加熱状態の保持時間は10分ほどが最適であった。
【実施例11】
【0096】
本実施例では、上記実施例10における条件5によって粗面加工されたカーボンビーズ(図26(B)参照)を用いてリン酸カルシウム多孔体を製造する例を示す。
本実施例では、太平化学産業社製のβ‐リン酸三カルシウム粉体(β‐TCP‐100)を5gと、上記条件5によって粗面加工されたカーボンビーズを2.5gと、和光純薬工業試薬特級の寒天を0.3gとを、純水250cm3に添加し、60℃で1時間加熱した。得られた混合物に、エタノールを107cm3加えて攪拌し、室温で静置してゲル化させた。
【0097】
ゲル化した混合物のスラリーを攪拌し、内径16mmの塩化ビニル管内に注ぎ、吸引濾過したあとに濾過ケーキを60℃で24時間乾燥させた。乾燥した濾過ケーキを、カーボンビーズが脱落しないように軽くほぐし、β‐リン酸三カルシウム粉体とカーボンビーズの混合粉体を調製した。
【0098】
さらに、上述のβ‐リン酸三カルシウム粉体とカーボンビーズの混合粉体を1.0g秤量し、100MPaで一軸加圧成形して円板状の予備成形体(直径16mm、厚さ3mm)を作製した。この円板状の予備成形体を、上述の実施例1と同一の条件で焼成し、リン酸カルシウム多孔体とした。
【0099】
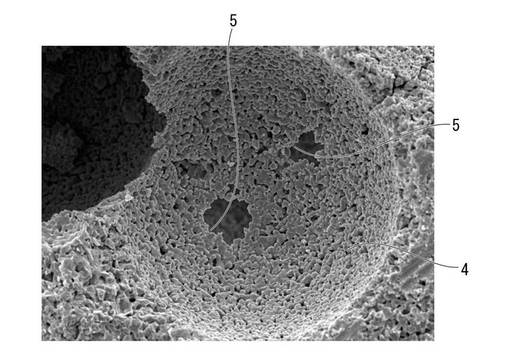
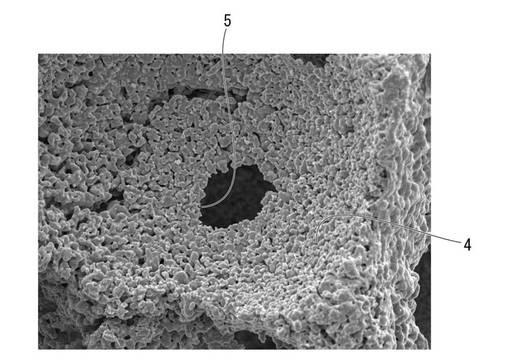
図28は、粗面加工をしていないカーボンビーズを使用した場合の比較例を示すSEM観察による写真である。図29は、上記実施例10における条件5によって粗面加工されたカーボンビーズを用いて製造されたβ‐リン酸三カルシウム多孔体を示すSEM観察による写真である。
図28および図29に示すように、粗面加工されたカーボンビーズを使用した場合には、粗面加工されていないカーボンビーズを使用した場合と比較して第二気孔4の内面の凹凸が大きく、また、隣り合う第二気孔4を繋ぐ第一連通孔5の直径が大きい。
【実施例12】
【0100】
本実施例では、上述の第2実施形態で説明したリン酸カルシウム多孔体を製造する例を示す。
本実施例では、平均粒子径20μmのカーボンビーズ(第一ビーズ)と、平均粒子径150μmのカーボンビーズ(第二ビーズ)とを使用してリン酸カルシウム多孔体を製造した。
線維状リン酸カルシウムに対するカーボンビーズの添加量は50%とし、第一ビーズと第二ビーズとの混合比は50:50とした。
その他の条件は上述の実施例1と同一である。
本実施例で示す一連の工程によって、上記第2実施形態で説明したβ‐リン酸三カルシウム多孔体が得られた。
【実施例13】
【0101】
本実施例では、上記実施例12で得られたβ‐リン酸三カルシウム多孔体について、第一ビーズと第二ビーズとの混合比と、β‐リン酸三カルシウム多孔体の気孔率との関係を示す。
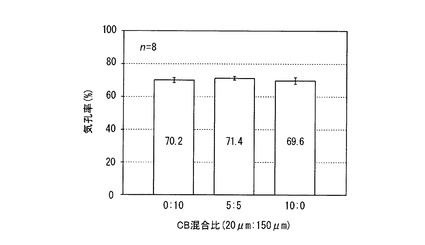
本実施例では、混合工程において、第一ビーズと第二ビーズとの混合比を、0:10(第一ビーズのみ)、5:5、および10:0(第二ビーズのみ)とした。
図30は、第一ビーズと第二ビーズとの混合比と、β‐リン酸三カルシウム多孔体の気孔率との関係を示すグラフである。図30に示すように、第一ビーズと第二ビーズとの混合比によらず、気孔率は約70%であった。
【実施例14】
【0102】
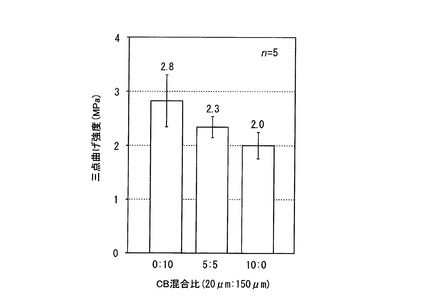
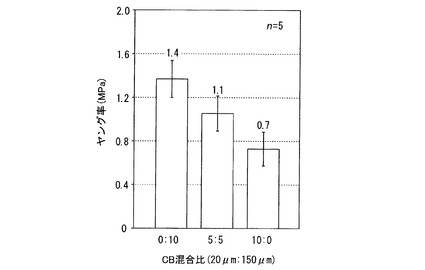
本実施例では、上記実施例13で製造したβ‐リン酸三カルシウム多孔体について、第一ビーズと第二ビーズとの混合比と、β‐リン酸三カルシウム多孔体の機械的強度との関係を示す。
機械的強度は、上述の実施例3と同様に、三点曲げ強度の測定と、ヤング率の測定とによって評価した。
【0103】
図31、図32は、本実施例において算出された三点曲げ強度およびヤング率をそれぞれ示すグラフである。図31および図32に示すように、平均粒子径が小さい第一ビーズが多く添加されている場合には三点曲げ強度およびヤング率が低く、平均粒子径が大きい第二ビーズが多く添加されている場合には三点曲げ強度およびヤング率が高い。
【実施例15】
【0104】
本実施例では、上記実施例12で得られたβ‐リン酸三カルシウム多孔体の細孔径分布を示す。
β‐リン酸三カルシウム多孔体の細孔径分布の測定は、上述の実施例5と同様の手順および条件にて行った。
【0105】
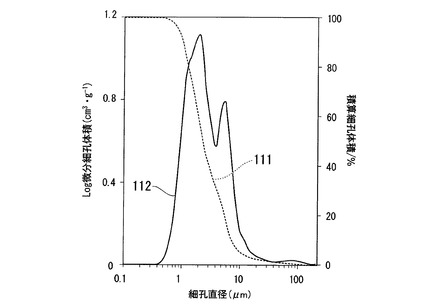
図33は、本実施例におけるβ‐リン酸三カルシウム多孔体の細孔直径と細孔体積との関係を示すグラフである。図33において、符号111で示す線は積算細孔体積であり、符号112で示す線はLog微分細孔体積である。
図33に示すように、本実施例では、2μmおよび10μmの2つの大きなピークと、100μmの小さなピークとを有する曲線状の細孔径分布となった。
【実施例16】
【0106】
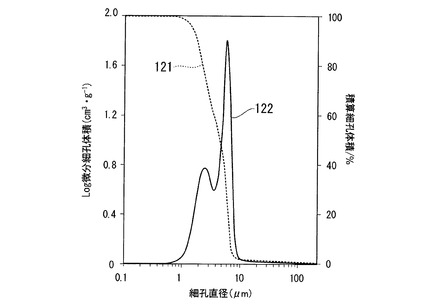
本実施例では、上記実施例1と同様の工程によって、平均粒子径20μmの第一ビーズのみをカーボンビーズの材料としてリン酸カルシウム多孔体を製造した例を示す。
図34は、本実施例におけるβ‐リン酸三カルシウム多孔体の細孔直径と細孔体積との関係を示すグラフである。図34において、符号121で示す線は積算細孔体積であり、符号122で示す線はLog微分細孔体積である。
図34に示すように、本実施例では、2μmおよび5μmの2つのピークを有する曲線状の細孔体積となった。
【0107】
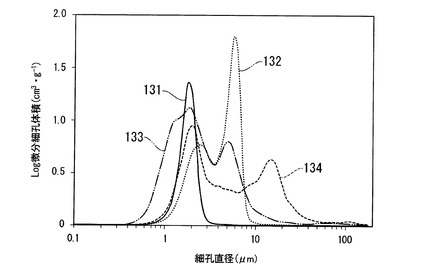
図35は、上記実施例5、実施例15、および実施例16で示した細孔直径とLog微分細孔体積との関係の曲線と、対照実験としてカーボンビーズを含まないリン酸カルシウム多孔体の細孔径分布を示す曲線とを重ねて示したグラフである。
図35において、符号131で示す線は、カーボンビーズを含まないリン酸カルシウム多孔体の細孔体積を示す。また、図35において、符号132で示す線は、第一ビーズが単体で添加されたリン酸カルシウム多孔体の細孔径分布を示す。また、図35において、符号133で示す線は、第一ビーズと第二ビーズとを含むリン酸カルシウム多孔体の細孔径分布を示す。また、図35において、符号134で示す線は、第二ビーズが単体で添加されたリン酸カルシウム多孔体の細孔体積を示す。
【0108】
図35に示すように、カーボンビーズを添加しないで製造したリン酸カルシウム多孔体は、1〜3μmの範囲に1つのピークを有している。これに対して、平均粒子径20μmの第一ビーズを単体で添加した場合には、1〜3μmのピークに加えて〜5μmのピークを有する。また、平均粒子径150μmの第二ビーズを単独で添加した場合には、1〜3μm、〜15μm、および〜100μmの3つのピークを有する。さらに、第一ビーズと第二ビーズとの両方を添加した場合には、1〜3μmおよび7μmの2つのピークを有する。
【0109】
以上、本発明の実施形態および実施例について図面を参照して詳述したが、本発明の具体的な構成はこの実施形態に限られるものではなく、本発明の要旨を逸脱しない範囲の設計変更等も含まれる。
たとえば、上述の第1実施形態および第2実施形態では、繊維状リン酸カルシウムがβ‐リン酸三カルシウムからなる例を用いて説明したが、繊維状リン酸カルシウムの材料はβ‐リン酸三カルシウムには限られない。たとえば、繊維状リン酸カルシウムはヒドロキシアパタイトからなるものであってもよい。なお、ヒドロキシアパタイトは、β‐リン酸三カルシウムと比較して生体に吸収されにくい材料であり、骨欠損部において長期間その形状を維持することができる。
【0110】
また、繊維状リン酸カルシウムの材料を、繊維状リン酸カルシウムが生体に吸収される速度を調整するために適宜選択することもできる。また、β‐リン酸三カルシウムとヒドロキシアパタイトとを混合して繊維状リン酸カルシウムの材料としてもよい。生体に吸収される速度を高めるためには、β‐リン酸三カルシウムに代えてα‐リン酸三カルシウムを用いることも有益である。この場合、焼成温度を1150℃以上にするとα‐リン酸三カルシウムが生成する傾向にあることを利用することが好ましい。
【0111】
また、上述の各実施形態において示した構成要素、および各実施例において示した事項は、適宜に組み合わせて構成することが可能である。
たとえば、上述の実施例において示した粗面加工は、上述の第2実施形態で示したように異なる平均粒子径を有する複数種類のカーボンビーズのいずれかあるいはそれぞれに対して行われてもよい。これにより、第二連通孔や第三連通孔の径を制御することができる。
【0112】
また、上述の実施形態および実施例では、炭素を主に含有するカーボンビーズを使用した例を示したが、カーボン以外の材料からなるビーズを公知の材料から適宜選択することができる。
【産業上の利用可能性】
【0113】
本発明は、生体骨や歯などの硬組織の欠損部位を補填するための多孔体およびその製造方法として適用することができる。
【符号の説明】
【0114】
1、1A リン酸カルシウム多孔体
2 繊維状リン酸カルシウム
3 第一気孔
4 第二気孔
5 第一連通孔
6 第三気孔
7 第二連通孔
8 第三連通孔
【技術分野】
【0001】
本発明は、リン酸カルシウム多孔体およびその製造方法に関する。
【背景技術】
【0002】
骨折のような硬組織に対する損傷では、前記の硬組織の損傷を修復するために使用される材料が必要となる。前記材料は、しばしば損傷を受けた硬組織の機能を維持するために十分な機械的強度を具備することが必要とされる。これらの材料は、前記の硬組織自身が修復する間に一時的に使用されるか又は永久的な置換として使用される。前記の硬組織の修復に使用される材料としてはセラミックスが挙げられる。
【0003】
最近になり、前記の目的に三つのタイプのセラミックスが臨床的に使用されている。
第一のタイプのセラミックスは、患者の骨に直接結合する生物学的に活性なセラミックスである。第一のタイプのセラミックスの例としては、ヒドロキシアパタイト(HAp :Ca10(PO4)6(OH)2)などが挙げられる。
第二のタイプのセラミックスは、徐々に体に吸収される生体吸収性セラミックスである。第二のタイプのセラミックスの例としては、β‐リン酸三カルシウム(β-TCP:β-Ca3(PO4)2)などが挙げられる。
第三のタイプのセラミックスは、生体内で不活性であり、かつ高い機械的強度を有するセラミックスである。第三のタイプのセラミックスの例としては、α‐アルミナ(α-Al2O3)及び正方晶系ジルコニア(t-ZrO2)などが挙げられる。
【0004】
生体吸収性セラミックスの具体的な例として、特許文献1には、リン酸三カルシウムからなる繊維状リン酸カルシウムが開示されている。特許文献1には、繊維状リン酸カルシウムを用いて成形された多孔質リン酸カルシウム成形体が、細胞を内部に取り込むための気孔と、細胞の培養に必要な培養液を内部に取り込むための気孔とを備えることが記載されている。これにより、成形体の内部で骨組織等を培養することができる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2004−284933号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
硬組織の損傷に対して使用される生体吸収性セラミックスは、損傷を受けた硬組織の機能を維持するための強度を有することと、細胞が迅速に進入して自家骨などに置換されることとを両立することが求められている。
しかしながら、一般的なリン酸三カルシウムからなる多孔体は、多孔体の実用的な強度を維持しつつ細胞を好適に進入させるための複数の気孔を互いに連通させることが困難であり、骨形成の速度が不十分であった。
【0007】
本発明は、上述した事情に鑑みてなされたものであって、その目的は、骨形成をより促進させることができるリン酸カルシウム多孔体およびその製造方法を提供することである。
【課題を解決するための手段】
【0008】
上記課題を解決するために、この発明は以下の手段を提案している。
本発明のリン酸カルシウム多孔体は、繊維状リン酸カルシウムが互いに係合して成形されたリン酸カルシウム多孔体であって、前記繊維状リン酸カルシウムの係合により形成された複数の第一気孔と、前記第一気孔の内径よりも大きな内径を有し互いに略同径な略球形に形成された複数の第二気孔とを有することを特徴とするリン酸カルシウム多孔体である。
【0009】
また、本発明のリン酸カルシウム多孔体は、前記第一気孔の内径よりも大きく前記第二気孔の内径よりも小さな内径を有し互いに略同径な略球形に形成された複数の第三気孔をさらに有することが好ましい。
【0010】
また、本発明のリン酸カルシウム多孔体は、前記第二気孔同士を連通させる第一連通孔を有することが好ましい。
【0011】
また、本発明のリン酸カルシウム多孔体は、前記第二気孔と前記第三気孔とを連通させる第二連通孔を有することが好ましい。
【0012】
また、本発明のリン酸カルシウム多孔体は、前記第三気孔同士を連通させる第三連通孔を有することが好ましい。
【0013】
また、本発明のリン酸カルシウム多孔体は、前記繊維状リン酸カルシウムがβ‐リン酸三カルシウムからなることが好ましい。
【0014】
また、本発明のリン酸カルシウム多孔体は、前記繊維状リン酸カルシウムがヒドロキシアパタイトからなっていてもよい。
【0015】
本発明のリン酸カルシウム多孔体の製造方法は、繊維状リン酸カルシウム、第一の直径を有し加熱により焼失する複数の第一ビーズ、および前記第一の直径よりも大きな第二の直径を有し加熱により焼失する複数の第二ビーズを溶媒中に分散させて混合物を生成する混合工程と、前記混合物を所定の形状に成形する成形工程と、前記所定の形状に成形された前記混合物を、前記第一ビーズおよび前記第二ビーズが焼失する温度以上の温度で焼成する焼成工程と、を有することを特徴とするリン酸カルシウム多孔体の製造方法である。
【0016】
また、前記混合工程では前記混合物をスラリー状とし、前記成形工程では前記混合物から前記溶媒を除去するとともにゲル状とすることが好ましい。
【0017】
また、前記成形工程の後、前記焼成工程の前に、成形された前記混合物を加圧する加圧工程をさらに備えることが好ましい。
【0018】
また、前記第一の直径は平均粒子径で10-30μmであり、前記第二の直径は平均粒子径で100-300μmであることが好ましい。
【0019】
また、前記混合工程では、前記第一ビーズと前記第二ビーズとの少なくともいずれかの表面が粗面加工された状態で前記繊維状リン酸カルシウムと混合されてもよい。
【0020】
また、前記粗面加工は、前記第一ビーズと前記第二ビーズとの少なくともいずれかを加熱することにより行われることが好ましい。
【発明の効果】
【0021】
本発明のリン酸カルシウム多孔体およびその製造方法によれば、骨形成をより促進させることができる。
【図面の簡単な説明】
【0022】
【図1】(A)は本発明の第1実施形態のリン酸カルシウム多孔体の断面写真、(B)はその一部拡大写真である。
【図2】同実施形態のリン酸カルシウム多孔体の製造方法を示すフローチャートである。
【図3】同実施形態のリン酸カルシウム多孔体の製造工程を示す説明図である。
【図4】同実施形態のリン酸カルシウム多孔体の製造工程を示す説明図である。
【図5】本発明の第2実施形態のリン酸カルシウム多孔体の断面写真である。
【図6】同実施形態のリン酸カルシウム多孔体の製造工程における予備成形体の模式図である。
【図7】同実施形態のリン酸カルシウム多孔体の製造工程における焼成後の多孔体の模式図である。
【図8】第1実施形態に係るリン酸カルシウム多孔体およびその製造方法の実施例におけるカーボンビーズの添加量と、β‐リン酸三カルシウム多孔体の気孔率との関係を示すグラフである。
【図9】第1実施形態に係るリン酸カルシウム多孔体の製造方法の実施例において算出された三点曲げ強度を示すグラフである。
【図10】同実施例において算出されたヤング率を示すグラフである。
【図11】第1実施形態に係るリン酸カルシウム多孔体の製造方法の実施例における成形圧とβ‐リン酸三カルシウム多孔体の気孔率との関係を示すグラフである。
【図12】第1実施形態に係るリン酸カルシウム多孔体およびその製造方法のさらに他の実施例におけるβ‐リン酸三カルシウム多孔体の細孔直径と細孔体積との関係を示すグラフである。
【図13】(A)はHE染色された組織切片の画像、(B)は同部位におけるクサビラオレンジの蛍光画像である。
【図14】(A)はトルイジン青染色された組織切片の画像、(B)は同部位におけるクサビラオレンジの蛍光画像である。
【図15】(A)はTRAP染色された組織切片の画像、(B)は同部位におけるクサビラオレンジの蛍光画像である。
【図16】(A)はALP染色された組織切片の画像、(B)は同部位におけるクサビラオレンジの蛍光画像である。
【図17】(A)はクローン豚の脛骨に埋入する前のβ‐リン酸三カルシウム多孔体の断面の画像、(B)はクローン豚の脛骨に埋入して6週後の脛骨におけるβ‐リン酸三カルシウム多孔体の断面の画像である。
【図18】(A)はクローン豚の脛骨に埋入する前のヒドロキシアパタイト多孔体の断面の画像、(B)はクローン豚の脛骨に埋入して6週後の脛骨におけるヒドロキシアパタイト多孔体の断面の画像である。
【図19】図17(A)ないし図18(B)に示す画像に基づいてリン酸カルシウム多孔体の面積を算出した結果を示すグラフである。
【図20】β‐リン酸三カルシウム多孔体およびヒドロキシアパタイト多孔体の骨形成面積を示すグラフである。
【図21】β‐リン酸三カルシウム多孔体およびヒドロキシアパタイト多孔体が埋入された筋肉組織切片のマッソン・トリクローム染色された画像である。
【図22】β‐リン酸三カルシウム多孔体およびヒドロキシアパタイト多孔体が埋入された筋肉組織切片のヘマトキシリンエオジン染色された画像である。
【図23】β‐リン酸三カルシウム多孔体およびヒドロキシアパタイト多孔体が埋入された脂肪組織切片のマッソン・トリクローム染色された画像である。
【図24】β‐リン酸三カルシウム多孔体およびヒドロキシアパタイト多孔体が埋入された脂肪組織切片のヘマトキシリンエオジン染色された画像である。
【図25】(A)は未処理のカーボンビーズを示す写真、(B)、(C)、および(D)は加熱温度変化による粗面加工を行ったカーボンビーズを示す写真である。
【図26】(A)、(B)、および(C)は、加熱温度の保持時間長短による粗面加工を行ったカーボンビーズを示す写真である。
【図27】加熱温度の保持時間による粗面加工を行ったカーボンビーズの質量を示すグラフである。
【図28】粗面加工をしていないカーボンビーズを使用した場合のβ‐リン酸三カルシウム多孔体を示す断面写真である。
【図29】粗面加工されたカーボンビーズを用いて製造されたβ‐リン酸三カルシウム多孔体を示す断面写真である。
【図30】第一ビーズと第二ビーズとの混合比と、β‐リン酸三カルシウム多孔体の気孔率との関係を示すグラフである。
【図31】第2実施形態に係るリン酸カルシウム多孔体の製造方法の実施例15において算出された三点曲げ強度を示すグラフである。
【図32】同実施例において算出されたヤング率を示すグラフである。
【図33】第2実施形態に係るリン酸カルシウム多孔体の製造方法の実施例15におけるβ‐リン酸三カルシウム多孔体の細孔直径と細孔体積との関係を示すグラフである。
【図34】リン酸カルシウム多孔体の製造方法の他の実施例におけるβ‐リン酸三カルシウム多孔体の細孔直径と細孔体積との関係を示すグラフである。
【図35】リン酸カルシウム多孔体の製造方法の実施例5、15、16におけるβ‐リン酸三カルシウム多孔体の細孔直径とLog微分細孔体積との関係を重ねて示すグラフである。
【発明を実施するための形態】
【0023】
(第1実施形態)
本発明の第1実施形態のリン酸カルシウム多孔体およびその製造方法について説明する。図1は、本実施形態のリン酸カルシウム多孔体1のSEM観察による断面写真である。図2は、本実施形態のリン酸カルシウム多孔体1の製造方法を示すフローチャートである。図3および図4は、リン酸カルシウム多孔体1の製造工程を示す説明図である。
【0024】
図1の(A)に示すように、本実施形態のリン酸カルシウム多孔体1は、繊維状リン酸カルシウム2が互いに係合して成形されたリン酸カルシウム多孔体であって、繊維状リン酸カルシウム2の係合により形成された複数の第一気孔3と、第一気孔3の内径よりも大きな内径を有し互いに略同径な略球形に形成された複数の第二気孔4とを有する。図1の(A)の□で囲んだ部分を拡大した図1の(B)は繊維状リン酸カルシウム2が互いに契合して多孔体を形成していることを示している。
【0025】
リン酸カルシウム多孔体1において、繊維状リン酸カルシウムは互いに絡み合うことで互いの間に1μm〜3μm程度の隙間を有して一体的に成形されている。繊維状リン酸カルシウムが互いに絡み合うことで生じる隙間が第一気孔3である。本実施形態では、繊維状リン酸カルシウム2は、β‐リン酸三カルシウムからなる。β‐リン酸三カルシウムは、生体吸収性が高い材料であり、例えば骨欠損部にβ‐リン酸三カルシウムを充填した場合に、自家骨への置換が起こることが知られている。
【0026】
第二気孔4は、リン酸カルシウム多孔体1内において略均一に分散されて形成された空洞である。第二気孔4の内面形状は、後述する製造方法において使用されるカーボンビーズCB(図3参照)の外面に沿った形状となっている。カーボンビーズCBは、主に炭素を含有し加熱することにより焼失する略球形の粉粒体である。本実施形態では、リン酸カルシウム多孔体1の製造工程において、カーボンビーズCBが焼失し、焼成された繊維状リン酸カルシウム2が残留することにより、第二気孔4が形成される。
【0027】
第二気孔4の最大内径は、カーボンビーズCBの直径と略等しい。本実施形態では、第二気孔4の内径が約150μm程度となるようにするために、平均粒子径が150μmのカーボンビーズCBを用いて第二気孔4が形成されている。
なお、本明細書において、平均粒子径とは、メジアン径をもって表す。
【0028】
複数の第二気孔4の一部は、隣接する第二気孔4同士を連通させる第一連通孔5を有している。第一連通孔5の大きさは、隣接する第二気孔4間の距離によって異なる。例えば後述する製造方法によってリン酸カルシウム多孔体1を製造した場合、第一連通孔5の大きさは、1〜50μm、好ましくは5〜30μm、さらに好ましくは10〜20μmとなっている。なお、製造条件によっては、上記第一連通孔5を有しておらず隣接する他の第二気孔4と連通していない第二気孔4(図4に符号4aで示す)が形成される場合もある。隣接する他の第二気孔4と連通していない第二気孔4は、リン酸カルシウム多孔体1の使用時、例えば骨欠損部にリン酸カルシウム多孔体1を埋入する場合に、繊維状リン酸カルシウム2が生体に吸収されることによって、外部に開口される。
【0029】
次に、本実施形態のリン酸カルシウム多孔体1の製造方法について説明する。
図2に示すステップS1は、長さが60〜200μmの範囲にあり、アスペクト比が20〜100の範囲にある繊維状(ファイバー状)の構造を有する繊維状リン酸カルシウムとカーボンビーズCBとを混合するステップ(混合工程)である。
ステップS1では、まず、繊維状リン酸カルシウムを純水に懸濁する。次に、繊維状リン酸カルシウムが懸濁されたスラリーに、カーボンビーズCBを添加する。さらに、繊維状リン酸カルシウムとカーボンビーズCBとが混合されたスラリー全重量に対して0.1mass%の寒天を添加する。続いて、繊維状リン酸カルシウムとカーボンビーズCBと寒天とが純水に懸濁されたスラリーを、寒天が溶解する温度まで加熱する。その後、エタノールを、水/エタノール混合比が7/3[v/v]となるように加えて攪拌し、室温まで冷却する。これにより、繊維状リン酸カルシウムとカーボンビーズCBとのスラリー状の混合物が出来上がる。
これでステップS1は終了し、ステップS2へ進む。
【0030】
ステップS2は、上記ステップS1において出来上がったスラリー状の混合物を成形するステップ(成形工程)である。
ステップS2では、繊維状リン酸カルシウムとカーボンビーズCBとの何れの粒径よりも孔径が小さなろ過フィルターが底部に設けられた成形型に、ステップS1において出来上がったスラリー状の混合物を投入し、ろ過フィルターを介して液体を吸引して除去する。これにより、スラリー状の混合物から液体が除去される。液体が除去された混合物は、成形型の内面に沿う形状に成形される。続いて、液体が除去された混合物は成形型から取り外される。このとき、液体が除去された混合物は、寒天の存在によってゲル状となっている。成形型から取り外された混合物は、成形型の内面形状に沿って成形された予備成形体となる。
図3に示すように、予備成形体は、繊維状リン酸カルシウムによってカーボンビーズCBが囲まれた状態となっている。
これでステップS2は終了し、ステップS3へ進む。
【0031】
ステップS3は、上記ステップS2で生じた予備成形体に対して一軸加圧成形を行うステップ(加圧工程)である。
ステップS3では、予備成形体を乾燥させ、その後、所定の成形圧(例えば本実施形態では40MPa)をかける。ステップS3においてかける成形圧が高いほど予備成形体は強く圧縮される。このため、ステップS3においてかける成形圧が高いほど、一連の製造工程が終了した後のリン酸カルシウム多孔体1の機械的強度が高くなる傾向がある。
これでステップS3は終了し、ステップS4へ進む。
【0032】
ステップS4は、上記ステップS3で加圧成形された予備成形体を焼成するステップ(焼成工程)である。
ステップS4では、加圧成形された予備成形体を、カーボンビーズCBが焼失する温度以上に空気気流中で加熱する。これにより、カーボンビーズCBはCO2となって予備成形体の外部へと流出する。
これでステップS4は終了する。
【0033】
図4に示すように、ステップS4によって、焼成された予備成形体からはカーボンビーズCBが焼失し、予備成形体はリン酸カルシウム多孔体1となる。
予備成形体においてカーボンビーズCBが占有していた空間は、上記ステップS4においてカーボンビーズCBが焼失することにより、リン酸カルシウム多孔体1においては略球形の空洞となる。リン酸カルシウム多孔体1における上記空洞は、細胞が進入可能な150μm程度の直径を有する気孔(第二気孔4)として機能する。また、繊維状リン酸カルシウム2同士が絡み合うことによって形成された隙間は、体液や培養液が進入可能な1〜3μm程度の内径を有する気孔(第一気孔3)として機能する。
また、隣り合う第二気孔4には、直径1〜20μm程度の連通孔(第一連通孔5)が生じている場合がある。第一連通孔5は、ある第二気孔4から隣の第二気孔4へ細胞が移動するための通路として機能する。
【0034】
本実施形態のリン酸カルシウム多孔体1は、内部に細胞が進入できる第二気孔4と、体液あるいは培養液が進入可能な第一気孔3とが略均一に分散して形成されている。このため、リン酸カルシウム多孔体1の内部に細胞を生着させやすく、骨形成を促進させることができる。
【0035】
また、上記の例では、繊維状リン酸カルシウム2がβ‐リン酸三カルシウムからなるので、生体吸収性が高く、自家骨へ置換させやすい。一方、繊維状リン酸カルシウム2がヒドロキシアパタイトからなる場合には、自家骨への置換がβ‐リン酸三カルシウムよりも遅く、生体内で機械的強度をβ‐リン酸三カルシウムの場合より長い間高く保つことができる。
【0036】
(第2実施形態)
次に、本発明の第2実施形態のリン酸カルシウム多孔体およびその製造方法について説明する。図5は、本実施形態のリン酸カルシウム多孔体1AのSEM観察による断面写真である。
図6および図7は、本実施形態のリン酸カルシウム多孔体の製造方法における製造工程を説明するための図であり、図6は、予備成形体の模式図である。図7は、焼成後のリン酸カルシウム多孔体1Aの模式図である。
【0037】
図5および図7に示すように、本実施形態のリン酸カルシウム多孔体1Aは、第1実施形態で説明した第一気孔3の内径よりも大きく第1実施形態で説明した第二気孔4の内径よりも小さな内径を有し互いに略同径な略球形に形成された複数の第三気孔6をさらに有する点で、上述の第1実施形態で説明したリン酸カルシウム多孔体1と構成が異なっている。
【0038】
第三気孔6は、リン酸カルシウム多孔体1A内において略均一に分散されて形成された空洞である。第三気孔6の内面形状は、後述する製造方法において第三気孔6を形成するために使用されるカーボンビーズ(第一ビーズCB1、図6参照)の外面に沿った形状となっている。第一ビーズCB1は、第二気孔4を形成するために使用されるカーボンビーズCB(以下、第一ビーズCB1と区別するために「第二ビーズCB2」と称する。図6参照)と同様に、主に炭素を含有し加熱することにより焼失する粉粒体である。
【0039】
第一ビーズCB1の直径は、第二ビーズCB2の直径よりも小さく、細胞の直径と同等程度の直径である。具体的には、第一ビーズCB1は、平均粒子径が約10〜30μmとされている。
【0040】
第三気孔6は、複数の第二気孔4の隙間に位置し、互いに離間して位置する第二気孔4を連通させる通路として、また細胞を生着させて骨形成を行う場として機能する。
【0041】
また、複数の第三気孔6の一部は、第二気孔4と第三気孔6との内部を連通させる第二連通孔7を有している。第二連通孔7の大きさは、第二気孔4と第三気孔6との距離によって異なる。例えば後述する製造方法によってリン酸カルシウム多孔体1を製造した場合、第二連通孔7の大きさは、1μm以上5μm以下となっている。なお、リン酸カルシウム多孔体1の製造条件によっては、隣接する他の第三気孔6や第二気孔4と連通していない第三気孔6が形成される場合もある。このような第三気孔6も、隣接する他の第二気孔4と連通していない第二気孔4a(図4参照)と同様に、繊維状リン酸カルシウム2が生体に吸収されることによって、外部に開口される。
【0042】
さらに、図7に示すように、リン酸カルシウム多孔体1Aは、複数の第三気孔6同士を連通させる第三連通孔8を有している。例えば、リン酸カルシウム多孔体1Aに第三連通孔8が形成されている場合、互いに離間して形成されている第二気孔4(図7に符号4b、4cで示す)を、複数の第三気孔6を介して連通させることができる。
【0043】
次に、本実施形態のリン酸カルシウム多孔体の製造方法について、上述の第1実施形態と異なる点を中心に説明する。
本実施形態では、上記ステップS1(混合工程、図2参照)において、第一ビーズCB1と第二ビーズCB2とを共に混合してスラリー状とする。第一ビーズCB1と第二ビーズCB2との混合比は、リン酸カルシウム多孔体1Aに要求される強度に基づいて適宜設定することができる。平均粒子径が小さな第一ビーズCB1の割合が多くなるほど、リン酸カルシウム多孔体1Aの強度は低くなる。逆に、平均粒子径が大きな第二ビーズCB2の割合が多くなるほど、リン酸カルシウム多孔体1Aへ細胞が進入しやすくなる。
【0044】
その後、第1実施形態で説明したステップS2ないしステップS4と同様の工程を行い、リン酸カルシウム多孔体1Aを得る。
図6および図7に示すように、本実施形態では、第一ビーズCB1が焼失したことによって生じる略球形の空隙は、内部に細胞が進入可能な気孔(第三気孔6)として機能する。
【0045】
また、第一ビーズCB1が第二ビーズCB2とともに添加されていることにより、第二ビーズCB2(上述の第1実施形態におけるカーボンビーズCBに相当)を上述の第1実施形態よりもさらに均一に分散させることができる。このため、第二気孔4が均一に分散した状態で形成され、細胞が進入しやすく骨形成を促進できるリン酸カルシウム多孔体1Aを得ることができる。
【0046】
また、第一ビーズCB1を用いて形成された第三気孔6によって、互いに離間して位置する第二気孔4同士を連通することができるので、リン酸カルシウム多孔体1Aの強度を維持しつつ連通性を高めることができる。
【0047】
次に、以下に示す各実施例に基づいて、本発明のリン酸カルシウム多孔体およびその製造方法についてより詳細に説明する。
【実施例1】
【0048】
本実施例では、平均粒子径が150μmのカーボンビーズを用いて上述の第1実施形態で説明したリン酸カルシウム多孔体を製造する例を示す。
(繊維状リン酸カルシウムの合成)
出発物質として、和光純薬工業試薬特級の硝酸カルシウム四水和物(Ca(NO3)2・4H2O)、リン酸水素二アンモニウム((NH4)2HPO4)、尿素((NH2)2CO)および硝酸(HNO3)を用いた。試料溶液は、Ca/P比が1.67になるように、0.167mol・dm-3Ca(NO3)2・4H2O、0.100mol・dm-3(NH4)2HPO4、0.500mol・dm-3(NH2)2COおよび0.10mol・dm-3HNO3を混合することにより調製した。
【0049】
この試料溶液750cm3を1Lの三ツ口丸底フラスコに入れ、80℃で48時間還流した。反応時間は、試料溶液が80℃に達したときを0時間として計測した。その後、試料溶液を吸引濾過し、濾過によって得られた固形成分を最大500cm3の純水で3回洗浄した後、純水を加えて2mass%の繊維状リン酸カルシウムスラリー(以下、「CPFスラリー」と称する。)とした。
【0050】
(混合工程)
上記CPFスラリーに、平均粒子径150μmのカーボンビーズ(ニカビーズ(登録商標);日本カーボン社製)を、CPFスラリー中の繊維状リン酸カルシウムの質量に対して50%となるように添加した。さらに、カーボンビーズが添加されたCPFスラリーに、和光純薬工業試薬特級の寒天を0.10mass%となるように添加した。繊維状リン酸カルシウム、カーボンビーズ、および寒天の混合物を60℃で1時間加熱して寒天を溶かしたあと、エタノールを、水/エタノール混合比が7/3[ v/v]となるように加えて攪拌した。その後、調製した混合物を室温で静置し、ゲル化させた。
【0051】
(成形工程)
上記混合工程において調製された混合物を攪拌し、成形型(塩化ビニル管(内径16mm)あるいはアクリル型(内寸6mm×45mm))の中に注いだ。塩化ビニル管およびアクリル型内に注いだ混合物から吸引濾過により液体(純水)を除去した。塩化ビニル管には、最大25cm3の混合物が供給され、アクリル型には最大40cm3の混合物が供給された。
塩化ビニル管あるいはアクリル型に供給された混合物は、空気中で乾燥させることにより、所定の形状の予備成形体となった。
【0052】
(加圧工程)
予備成形体を、40MPaで一軸加圧成形し、塩化ビニル管によって成形された予備成形体は円板状に、アクリル型によって成形された予備成形体は板状に成形した。
それぞれの予備成形体の厚さ寸法は、約3mmであった。
【0053】
(焼成工程)
予備成形体を、光洋サーモシステム社製KTF433N型1500℃チューブ炉を用いて焼成し、リン酸カルシウム多孔体とした。
焼成工程は、昇温速度を5℃・min-1とし、1000℃に達したら、保持時間を5時間、焼成雰囲気を空気気流中(300cm3・min-1)として行った。
本実施例で示す一連の工程によって、上記第1実施形態で説明したβ‐リン酸三カルシウム多孔体が得られた。
【実施例2】
【0054】
本実施例では、上記実施例1で得られたβ‐リン酸三カルシウム多孔体について、カーボンビーズの添加量と、β‐リン酸三カルシウム多孔体の気孔率との関係を示す。
本実施例では、混合工程において、CPFスラリー中の繊維状リン酸カルシウムの質量に対してカーボンビーズが25%, 50%, 75%, および100%となるようにカーボンビーズを添加した。また、カーボンビーズを添加しない場合を対照実験とした。その他の製造工程は上記実施例1と同様である。
図8は、カーボンビーズの添加量と、β‐リン酸三カルシウム多孔体の気孔率との関係を示すグラフである。
図8に示すように、カーボンビーズを添加することによりリン酸カルシウム多孔体の気孔率は高くなった。また、カーボンビーズの添加量が多くなるほど気孔率も高くなった。
【実施例3】
【0055】
本実施例では、上記実施例2で製造したβ‐リン酸三カルシウム多孔体について、カーボンビーズの添加量と、β‐リン酸三カルシウム多孔体の機械的強度との関係を示す。
機械的強度は、三点曲げ強度の測定と、ヤング率の測定とによって評価した。
三点曲げ強度の測定は、上述の実施例2で製造した板状のβ‐リン酸三カルシウム多孔体について、島津オートグラフAGF-J(島津製作所製)を用いた。三点曲げ強度の測定条件を表1に示す。
【0056】
【表1】
【0057】
また、三点曲げ強度は、下記式1を用いて算出した。
【0058】
【数1】
【0059】
上記式1において、Sbは三点曲げ強度[Pa]、Pは荷重[N]、lは支点間距離[m]、tは試料片の厚さ[m]、wは試料片の幅[m]である。
【0060】
三点曲げ強度の算出には、島津製作所製データ処理ソフトTRAPEZIUM Ver2.2.2.を用いた。
【0061】
ヤング率は、上記三点曲げ強度の値から得られた荷重‐変位曲線の傾きから、下記式2を用いて算出した。
【0062】
【数2】
【0063】
上記式2において、Ebは三点曲げ試験によるヤング率[N・m−2]、ybは荷重点の正味の変位量[m]、Pは荷重[N]、lは支点間距離[m]、tは試料片の厚さ[m]、wは試料片の幅[m]である。
【0064】
図9および図10は、本実施例において算出された三点曲げ強度およびヤング率をそれぞれ示すグラフである。図9および図10に示すように、カーボンビーズの添加量が多くなるに従って、β‐リン酸三カルシウム多孔体の三点曲げ強度およびヤング率は低下した。
【実施例4】
【0065】
本実施例では、上記実施例1で得られたβ‐リン酸三カルシウム多孔体について、成形工程の成形圧における圧力と、β‐リン酸三カルシウム多孔体の気孔率との関係を示す。
本実施例では、上述の実施例1において、成形工程の成形圧を、30MPa、40MPa、50MPaの三通りとしてβ‐リン酸三カルシウム多孔体を製造し、それぞれの気孔率を測定した。図11は、それぞれの成形圧におけるβ‐リン酸三カルシウム多孔体の気孔率を示すグラフである。
図11に示すように、成形工程の成形圧が高くなるに従ってβ‐リン酸三カルシウム多孔体の気孔率が低下する傾向があった。
【実施例5】
【0066】
本実施例では、上記実施例1に示す工程によって製造されたβ‐リン酸三カルシウム多孔体の細孔径分布を示す。
β‐リン酸三カルシウム多孔体の細孔径分布の測定は、Micromeritics社製オートポアIV9520を用いた水銀圧入法によって行った。細孔径分布の測定条件を下記表2に示す。
【0067】
【表2】
【0068】
図12は、本実施例におけるβ‐リン酸三カルシウム多孔体の細孔直径と細孔体積との関係を示すグラフである。図12において、符号101で示す線は積算細孔体積を示し、符号102で示す線はLog微分細孔体積を示す。
図12に示すように、本実施例では、1〜3μm、〜15μm、および〜100μmの3つのピークを有する曲線状の細孔径分布となった。
ここで、2μm、5μm、および100μmの3つのピークは、それぞれ、繊維状リン酸カルシウム同士が係合して形成された第一気孔、複数の第二気孔が連通された第一連通孔、および第二気孔自身によって生じている。
【実施例6】
【0069】
本実施例では、上記実施例1に示す工程に準じて製造されたβ‐リン酸三カルシウム多孔体のin vivo評価結果を、図13ないし図16を参照して示す。
なお、本実施例では、上記実施例1とは異なり、直径4mm、高さ8mmの円柱形状のβ‐リン酸三カルシウム多孔体を成形して使用した。
上記円柱形状に形成されたβ‐リン酸三カルシウム多孔体を、160°Cで90 min乾熱滅菌し、クサビラオレンジ蛍光遺伝子(huKO)を導入したクローン豚の脛骨に埋入した。実験条件を下記表3に纏めて示す。
【0070】
【表3】
【0071】
6週間の埋入後、β‐リン酸三カルシウム多孔体が埋入された上記クローン豚の脛骨を摘出し、凍結ミクロトーム(Leica CM3050 S)を用いてβ‐リン酸三カルシウム多孔体を含む凍結組織切片を作製した。さらに、作製された凍結組織切片を染色して画像解析処理ソフト(三谷商事製WinROOF)を用いて観察および解析を行った。
【0072】
凍結組織切片は、HE染色、トルイジン青染色、TRAP染色、ALP染色によってそれぞれ染色した。染色された凍結組織切片は、位相差観察モードおよび蛍光観察モードを有する生物顕微鏡を用いて観察し、顕微鏡カメラを用いて画像を取得した。なお、図13ないし図16において、(A)は各染色色素による染色結果を示しており、濃く示された部分が各染色色素によって染色された部分である。また、図13ないし図16において、(B)は蛍光観察の結果を示しており、白く示された部分が蛍光を発している部分である。
【0073】
図13(A)は、HE染色された組織切片の画像である。図13(B)は、同部位におけるクサビラオレンジの蛍光画像である。図13(A)および図13(B)に示すように、HE染色により、核および細胞質が染め分けられた。また、成熟骨は、視野内の他の細胞よりも濃く染色されていた。
【0074】
図14(A)は、トルイジン青染色された組織切片の画像である。図14(B)は、同部位におけるクサビラオレンジの蛍光画像である。図14(A)および図14(B)に示すように、β‐リン酸三カルシウム多孔体の端部において、第二気孔の壁部に沿って成熟骨が多く見られた。また、β‐リン酸三カルシウム多孔体の中心部においては、未成熟の新生骨が多く見られた。
【0075】
図15(A)は、TRAP染色された組織切片の画像である。図15(B)は、同部位におけるクサビラオレンジの蛍光画像である。図15(A)および図15(B)に示すように、β‐リン酸三カルシウム多孔体の第二気孔の壁部には、破骨細胞が存在している。また、β‐リン酸三カルシウム多孔体の中心部に破骨細胞が進入している。
【0076】
図16(A)は、ALP染色された組織切片の画像である。図16(B)は、同部位におけるクサビラオレンジの蛍光画像である。図16(A)および図16(B)に示すように、β‐リン酸三カルシウム多孔体の第二気孔の壁部に沿って骨芽細胞が存在している。また、β‐リン酸三カルシウム多孔体の中心部に骨芽細胞が進入している。
このように、本実施例では、クローン豚の脛骨に埋入されたβ‐リン酸三カルシウム多孔体の内部に細胞が進入し、β‐リン酸三カルシウム多孔体の壁面に沿って骨形成が起こっている。
【実施例7】
【0077】
本実施例では、上記実施例6と同様にクローン豚の脛骨に埋入されたβ‐リン酸三カルシウム多孔体の生体吸収性について示す。
本実施例では、クローン豚の脛骨に埋入する前のβ‐リン酸三カルシウム多孔体の断面の画像と、クローン豚の脛骨に埋入して6週後の脛骨におけるβ‐リン酸三カルシウム多孔体の断面の画像とを顕微鏡カメラを用いて撮影(図17、図18)し、β‐リン酸三カルシウム多孔体の断面積をそれぞれ計測して比較した。
【0078】
また、本実施例では、繊維状リン酸カルシウムの材料としてヒドロキシアパタイトを使用し、ヒドロキシアパタイト多孔体を製造した例も併せて示す。
図17(A)は、クローン豚の脛骨に埋入する前のβ‐リン酸三カルシウム多孔体の断面の画像である。図17(B)は、クローン豚の脛骨に埋入して6週後の脛骨におけるβ‐リン酸三カルシウム多孔体の断面の画像である。
図18(A)は、クローン豚の脛骨に埋入する前のヒドロキシアパタイト多孔体の断面の画像である。図18(B)は、クローン豚の脛骨に埋入して6週後の脛骨におけるヒドロキシアパタイト多孔体の断面の画像である。
【0079】
図19は、図17(A)ないし図18(B)に示す画像に基づいてリン酸カルシウム多孔体の面積を算出した結果を示すグラフである。図19において、HAp(150)は、平均粒子径150μmのカーボンビーズを添加して製造されたヒドロキシアパタイト多孔体における結果を示し、TCP(150)は、平均粒子径150μmのカーボンビーズを添加して製造されたβ‐リン酸三カルシウム多孔体における結果を示している。
【0080】
図19に示すように、ヒドロキシアパタイト多孔体では、埋入後における断面積が埋入前よりも僅かに増加している。
また、図19に示すように、β‐リン酸三カルシウム多孔体では、埋入後には、埋入前よりも断面積が25%低下している。すなわち、β‐リン酸三カルシウム多孔体は、クローン豚の脛骨に埋入されている期間内にその25%が分解あるいは吸収された。
【実施例8】
【0081】
本実施例では、上記実施例6と同様にクローン豚の脛骨に埋入されたβ‐リン酸三カルシウム多孔体の骨形成面積について示す。
本実施例では、クローン豚の脛骨に埋入して6週後の脛骨におけるβ‐リン酸三カルシウム多孔体の断面の画像を顕微鏡カメラを用いて撮影し、埋入前のβ‐リン酸三カルシウム多孔体による円形の領域を全体面積(100%)とし、全体面積内におけるβ‐リン酸三カルシウム多孔体の割合と新生骨の割合とを算出した。
【0082】
また、上記実施例7で用いたヒドロキシアパタイト多孔体についても同様に、全体面積内におけるヒドロキシアパタイト多孔体の割合と新生骨の割合とを算出した。
図20は、β‐リン酸三カルシウム多孔体(TCP(150))およびヒドロキシアパタイト多孔体(HAp(150))の骨形成面積を示すグラフである。図20に示すように、β‐リン酸三カルシウム多孔体およびヒドロキシアパタイト多孔体における新生骨の割合は、それぞれ全体面積に対して25.5%、31.2%であった。また、β‐リン酸三カルシウム多孔体における新生骨の割合の方が、ヒドロキシアパタイト多孔体における新生骨の割合よりも高かった。
【実施例9】
【0083】
本実施例では、上記実施例1に示す工程に準じ、β‐リン酸三カルシウム多孔体(TCP(150))、カーボンビーズの平均粒子径を20μmに変えたβ‐リン酸三カルシウム多孔体(TCP(20))、繊維状リン酸カルシウムとしてヒドロキシアパタイトを原料としたヒドロキシアパタイト多孔体(HAp(150))をそれぞれ試料片として、それぞれの骨誘導能をin vivoで評価した。各試料片の作製条件および材料特性を下記表4に示す。
【0084】
【表4】
【0085】
多孔質セラミックスの骨誘導能の検証には、上記TCP(150), TCP(20), およびHAp(150)を、直径4 mm × 高さ8 mmの寸法からなる円柱状に成形した試料片が用いられた。なお、各試料片は160 °Cで90 min乾熱滅菌したものを使用した。
【0086】
実験動物には、赤色蛍光タンパクであるクサビラオレンジ(Kusabira-Orange (huKO))を遺伝子に導入したトランスジェニック・クローンブタ(huKOブタ, 29週齢, ♂, ~100 kg)を用いた。ソムノペンチル(共立製薬)を用いてhuKOブタに麻酔をかけた後に、腹部および左後肢の大腿部を剃毛し、メスで皮膚を切開して腹部脂肪および大腿部筋肉を露出させた。腹部脂肪および大腿部筋肉に深さ1 cm程度のポケットを作り、各試料片をポケットに1個ずつ(合計2個)埋入した後に、皮膚をナイロン製縫合糸で縫合した。
【0087】
試料片を上記huKOブタに埋入してから13週後、麻酔薬の過剰投与によりhuKOブタを犠牲にした。さらに、埋入された試料片をhuKOブタから摘出し、4%パラホルムアルデヒド・リン酸緩衝液(和光純薬工業)に浸漬して組織を固定した。各試料片をパラフィン包埋し、脱灰後、マッソントリクローム染色およびヘマトキシリンエオジン染色を施した組織切片を作製した。組織学的観察は、研究用システム顕微鏡(BX5,オリンパス社製)を用いて行った。
【0088】
図21は、筋内に埋入した各試料片のマッソン・トリクローム染色の結果である。図21において上段は低倍率(40倍)で撮影した像であり、下段は、上段において四角い枠で囲った部分を強拡大した高倍率(200倍)の組織像を示している。
図21に示すように、HAp(150)およびTCP(150)では、丸い第二気孔内に骨が形成されている様子が観察された。一方、TCP(20)では、13週の埋入では骨形成は認められなかった。
【0089】
図22は、上述の各試料片のヘマトキシリンエオジン染色の結果である。図22に示すように、150μmのカーボンビーズを使用した多孔体(TCP(150), HAp(150))では、丸い第二気孔内に骨の形成が認められた。TCP(150)およびHAp(150)の組織学的所見は、連通気孔構造を備えた多孔体が骨芽細胞の存在しない筋内でも骨形成を生じる「骨誘導能」を有することを示している。
【0090】
図23および図24は、上述の各試料片を脂肪内に埋入した結果であり、それぞれマッソン・トリクローム染色およびヘマトキシリンエオジン染色を施した組織像を示している。
図23に示すように、脂肪組織の場合、気孔内には線維性の組織が入り込んでおり、骨形成はほとんど認められなかった。また、図24に示すように、ヘマトキシリンエオジン染色の組織像においても図23と同様に、気孔内には繊維性の組織が入り込んでおり、骨形成はほとんど認められなかった。
【実施例10】
【0091】
本実施例では、カーボンビーズを粗面加工する例について示す。
本実施例では、平均粒子径150μmのカーボンビーズ(ニカビーズ(登録商標);日本カーボン社製)をアルミナボートに5g入れ、光洋サーモシステム社製KBF31型1700℃箱型電気炉を用いて、下記表5および表6に示す条件で加熱した。
【0092】
【表5】
【0093】
【表6】
【0094】
図25と図26は、SEM観察によるが、図25(A)は、未処理のカーボンビーズを示す写真である。図25(B)は、表5に示す条件1に基づいて処理したカーボンビーズの写真である。図25(C)は、表5に示す条件2に基づいて処理したカーボンビーズの写真である。図25(D)は、表5に示す条件3に基づいて処理したカーボンビーズの写真である。
図25(A)ないし図25(D)に示すように、カーボンビーズを加熱する温度が高いほど、カーボンビーズの表面の凹凸が大きくなっている。また、カーボンビーズを加熱する温度が高いほど、カーボンビーズの焼失量が多くなる傾向が見られる。
【0095】
図26(A)は、表6に示す条件4に基づいて処理したカーボンビーズの写真である。図26(B)は、表6に示す条件5に基づいて処理したカーボンビーズの写真である。図26(C)は、表6に示す条件6に基づいて処理したカーボンビーズの写真である。
図27は、表6に示す条件4〜7に基づいて処理したカーボンビーズの質量を、加熱していないカーボンビーズの重量を100%としたときの比で示したグラフである。
図26(A)ないし図26(C)に示すように、カーボンビーズを加熱状態で保持する時間が長くなっても表面の形状には大きな差はみられなかった。
また、図27に示すように、カーボンビーズを加熱状態で保持する時間が30分まではカーボンビーズの質量が減少する。
本発明においては、加熱状態の保持時間は10分ほどが最適であった。
【実施例11】
【0096】
本実施例では、上記実施例10における条件5によって粗面加工されたカーボンビーズ(図26(B)参照)を用いてリン酸カルシウム多孔体を製造する例を示す。
本実施例では、太平化学産業社製のβ‐リン酸三カルシウム粉体(β‐TCP‐100)を5gと、上記条件5によって粗面加工されたカーボンビーズを2.5gと、和光純薬工業試薬特級の寒天を0.3gとを、純水250cm3に添加し、60℃で1時間加熱した。得られた混合物に、エタノールを107cm3加えて攪拌し、室温で静置してゲル化させた。
【0097】
ゲル化した混合物のスラリーを攪拌し、内径16mmの塩化ビニル管内に注ぎ、吸引濾過したあとに濾過ケーキを60℃で24時間乾燥させた。乾燥した濾過ケーキを、カーボンビーズが脱落しないように軽くほぐし、β‐リン酸三カルシウム粉体とカーボンビーズの混合粉体を調製した。
【0098】
さらに、上述のβ‐リン酸三カルシウム粉体とカーボンビーズの混合粉体を1.0g秤量し、100MPaで一軸加圧成形して円板状の予備成形体(直径16mm、厚さ3mm)を作製した。この円板状の予備成形体を、上述の実施例1と同一の条件で焼成し、リン酸カルシウム多孔体とした。
【0099】
図28は、粗面加工をしていないカーボンビーズを使用した場合の比較例を示すSEM観察による写真である。図29は、上記実施例10における条件5によって粗面加工されたカーボンビーズを用いて製造されたβ‐リン酸三カルシウム多孔体を示すSEM観察による写真である。
図28および図29に示すように、粗面加工されたカーボンビーズを使用した場合には、粗面加工されていないカーボンビーズを使用した場合と比較して第二気孔4の内面の凹凸が大きく、また、隣り合う第二気孔4を繋ぐ第一連通孔5の直径が大きい。
【実施例12】
【0100】
本実施例では、上述の第2実施形態で説明したリン酸カルシウム多孔体を製造する例を示す。
本実施例では、平均粒子径20μmのカーボンビーズ(第一ビーズ)と、平均粒子径150μmのカーボンビーズ(第二ビーズ)とを使用してリン酸カルシウム多孔体を製造した。
線維状リン酸カルシウムに対するカーボンビーズの添加量は50%とし、第一ビーズと第二ビーズとの混合比は50:50とした。
その他の条件は上述の実施例1と同一である。
本実施例で示す一連の工程によって、上記第2実施形態で説明したβ‐リン酸三カルシウム多孔体が得られた。
【実施例13】
【0101】
本実施例では、上記実施例12で得られたβ‐リン酸三カルシウム多孔体について、第一ビーズと第二ビーズとの混合比と、β‐リン酸三カルシウム多孔体の気孔率との関係を示す。
本実施例では、混合工程において、第一ビーズと第二ビーズとの混合比を、0:10(第一ビーズのみ)、5:5、および10:0(第二ビーズのみ)とした。
図30は、第一ビーズと第二ビーズとの混合比と、β‐リン酸三カルシウム多孔体の気孔率との関係を示すグラフである。図30に示すように、第一ビーズと第二ビーズとの混合比によらず、気孔率は約70%であった。
【実施例14】
【0102】
本実施例では、上記実施例13で製造したβ‐リン酸三カルシウム多孔体について、第一ビーズと第二ビーズとの混合比と、β‐リン酸三カルシウム多孔体の機械的強度との関係を示す。
機械的強度は、上述の実施例3と同様に、三点曲げ強度の測定と、ヤング率の測定とによって評価した。
【0103】
図31、図32は、本実施例において算出された三点曲げ強度およびヤング率をそれぞれ示すグラフである。図31および図32に示すように、平均粒子径が小さい第一ビーズが多く添加されている場合には三点曲げ強度およびヤング率が低く、平均粒子径が大きい第二ビーズが多く添加されている場合には三点曲げ強度およびヤング率が高い。
【実施例15】
【0104】
本実施例では、上記実施例12で得られたβ‐リン酸三カルシウム多孔体の細孔径分布を示す。
β‐リン酸三カルシウム多孔体の細孔径分布の測定は、上述の実施例5と同様の手順および条件にて行った。
【0105】
図33は、本実施例におけるβ‐リン酸三カルシウム多孔体の細孔直径と細孔体積との関係を示すグラフである。図33において、符号111で示す線は積算細孔体積であり、符号112で示す線はLog微分細孔体積である。
図33に示すように、本実施例では、2μmおよび10μmの2つの大きなピークと、100μmの小さなピークとを有する曲線状の細孔径分布となった。
【実施例16】
【0106】
本実施例では、上記実施例1と同様の工程によって、平均粒子径20μmの第一ビーズのみをカーボンビーズの材料としてリン酸カルシウム多孔体を製造した例を示す。
図34は、本実施例におけるβ‐リン酸三カルシウム多孔体の細孔直径と細孔体積との関係を示すグラフである。図34において、符号121で示す線は積算細孔体積であり、符号122で示す線はLog微分細孔体積である。
図34に示すように、本実施例では、2μmおよび5μmの2つのピークを有する曲線状の細孔体積となった。
【0107】
図35は、上記実施例5、実施例15、および実施例16で示した細孔直径とLog微分細孔体積との関係の曲線と、対照実験としてカーボンビーズを含まないリン酸カルシウム多孔体の細孔径分布を示す曲線とを重ねて示したグラフである。
図35において、符号131で示す線は、カーボンビーズを含まないリン酸カルシウム多孔体の細孔体積を示す。また、図35において、符号132で示す線は、第一ビーズが単体で添加されたリン酸カルシウム多孔体の細孔径分布を示す。また、図35において、符号133で示す線は、第一ビーズと第二ビーズとを含むリン酸カルシウム多孔体の細孔径分布を示す。また、図35において、符号134で示す線は、第二ビーズが単体で添加されたリン酸カルシウム多孔体の細孔体積を示す。
【0108】
図35に示すように、カーボンビーズを添加しないで製造したリン酸カルシウム多孔体は、1〜3μmの範囲に1つのピークを有している。これに対して、平均粒子径20μmの第一ビーズを単体で添加した場合には、1〜3μmのピークに加えて〜5μmのピークを有する。また、平均粒子径150μmの第二ビーズを単独で添加した場合には、1〜3μm、〜15μm、および〜100μmの3つのピークを有する。さらに、第一ビーズと第二ビーズとの両方を添加した場合には、1〜3μmおよび7μmの2つのピークを有する。
【0109】
以上、本発明の実施形態および実施例について図面を参照して詳述したが、本発明の具体的な構成はこの実施形態に限られるものではなく、本発明の要旨を逸脱しない範囲の設計変更等も含まれる。
たとえば、上述の第1実施形態および第2実施形態では、繊維状リン酸カルシウムがβ‐リン酸三カルシウムからなる例を用いて説明したが、繊維状リン酸カルシウムの材料はβ‐リン酸三カルシウムには限られない。たとえば、繊維状リン酸カルシウムはヒドロキシアパタイトからなるものであってもよい。なお、ヒドロキシアパタイトは、β‐リン酸三カルシウムと比較して生体に吸収されにくい材料であり、骨欠損部において長期間その形状を維持することができる。
【0110】
また、繊維状リン酸カルシウムの材料を、繊維状リン酸カルシウムが生体に吸収される速度を調整するために適宜選択することもできる。また、β‐リン酸三カルシウムとヒドロキシアパタイトとを混合して繊維状リン酸カルシウムの材料としてもよい。生体に吸収される速度を高めるためには、β‐リン酸三カルシウムに代えてα‐リン酸三カルシウムを用いることも有益である。この場合、焼成温度を1150℃以上にするとα‐リン酸三カルシウムが生成する傾向にあることを利用することが好ましい。
【0111】
また、上述の各実施形態において示した構成要素、および各実施例において示した事項は、適宜に組み合わせて構成することが可能である。
たとえば、上述の実施例において示した粗面加工は、上述の第2実施形態で示したように異なる平均粒子径を有する複数種類のカーボンビーズのいずれかあるいはそれぞれに対して行われてもよい。これにより、第二連通孔や第三連通孔の径を制御することができる。
【0112】
また、上述の実施形態および実施例では、炭素を主に含有するカーボンビーズを使用した例を示したが、カーボン以外の材料からなるビーズを公知の材料から適宜選択することができる。
【産業上の利用可能性】
【0113】
本発明は、生体骨や歯などの硬組織の欠損部位を補填するための多孔体およびその製造方法として適用することができる。
【符号の説明】
【0114】
1、1A リン酸カルシウム多孔体
2 繊維状リン酸カルシウム
3 第一気孔
4 第二気孔
5 第一連通孔
6 第三気孔
7 第二連通孔
8 第三連通孔
【特許請求の範囲】
【請求項1】
繊維状リン酸カルシウムが互いに係合して成形されたリン酸カルシウム多孔体であって、
前記繊維状リン酸カルシウムの係合により形成された複数の第一気孔と、
前記第一気孔の内径よりも大きな内径を有し互いに略同径な略球形に形成された複数の第二気孔と
を有することを特徴とするリン酸カルシウム多孔体。
【請求項2】
前記第一気孔の内径よりも大きく前記第二気孔の内径よりも小さな内径を有し互いに略同径な略球形に形成された複数の第三気孔をさらに有することを特徴とする請求項1に記載のリン酸カルシウム多孔体。
【請求項3】
前記第二気孔同士を連通させる第一連通孔を有することを特徴とする請求項1または2に記載のリン酸カルシウム多孔体。
【請求項4】
前記第二気孔と前記第三気孔とを連通させる第二連通孔を有することを特徴とする請求項2に記載のリン酸カルシウム多孔体。
【請求項5】
前記第三気孔同士を連通させる第三連通孔を有することを特徴とする請求項2に記載のリン酸カルシウム多孔体。
【請求項6】
前記繊維状リン酸カルシウムがヒドロキシアパタイトからなることを特徴とする請求項1から5のいずれか一項に記載のリン酸カルシウム多孔体。
【請求項7】
前記繊維状リン酸カルシウムがβ‐リン酸三カルシウムからなることを特徴とする請求項1から5のいずれか一項に記載のリン酸カルシウム多孔体。
【請求項8】
繊維状リン酸カルシウム、第一の直径を有し加熱により焼失する複数の第一ビーズ、および前記第一の直径よりも大きな第二の直径を有し加熱により焼失する複数の第二ビーズを液体中に分散させて混合物を生成する混合工程と、
前記混合物を所定の形状に成形する成形工程と、
前記所定の形状に成形された前記混合物を、前記第一ビーズおよび前記第二ビーズが焼失する温度以上の温度で焼成する焼成工程と、
を有することを特徴とするリン酸カルシウム多孔体の製造方法。
【請求項9】
前記混合工程では前記混合物をスラリー状とし、
前記成形工程では前記混合物から前記液体を除去するとともにゲル状とする
ことを特徴とする請求項8に記載のリン酸カルシウム多孔体の製造方法。
【請求項10】
前記成形工程の後、前記焼成工程の前に、成形された前記混合物を加圧する加圧工程をさらに備えることを特徴とする請求項8または9に記載のリン酸カルシウム多孔体の製造方法。
【請求項11】
前記第一の直径は平均粒子径(メジアン径)で10〜30μmであり、
前記第二の直径は平均粒子径(メジアン径)で100〜300μmである
ことを特徴とする請求項8から10のいずれか一項に記載のリン酸カルシウム多孔体の製造方法。
【請求項12】
前記混合工程では、前記第一ビーズと前記第二ビーズとの少なくともいずれかの表面が粗面加工された状態で前記繊維状リン酸カルシウムと混合されることを特徴とする請求項8から11のいずれか一項に記載のリン酸カルシウム多孔体の製造方法。
【請求項13】
前記粗面加工は、前記第一ビーズと前記第二ビーズとの少なくともいずれかを加熱することにより行われることを特徴とする請求項12に記載のリン酸カルシウム多孔体の製造方法。
【請求項1】
繊維状リン酸カルシウムが互いに係合して成形されたリン酸カルシウム多孔体であって、
前記繊維状リン酸カルシウムの係合により形成された複数の第一気孔と、
前記第一気孔の内径よりも大きな内径を有し互いに略同径な略球形に形成された複数の第二気孔と
を有することを特徴とするリン酸カルシウム多孔体。
【請求項2】
前記第一気孔の内径よりも大きく前記第二気孔の内径よりも小さな内径を有し互いに略同径な略球形に形成された複数の第三気孔をさらに有することを特徴とする請求項1に記載のリン酸カルシウム多孔体。
【請求項3】
前記第二気孔同士を連通させる第一連通孔を有することを特徴とする請求項1または2に記載のリン酸カルシウム多孔体。
【請求項4】
前記第二気孔と前記第三気孔とを連通させる第二連通孔を有することを特徴とする請求項2に記載のリン酸カルシウム多孔体。
【請求項5】
前記第三気孔同士を連通させる第三連通孔を有することを特徴とする請求項2に記載のリン酸カルシウム多孔体。
【請求項6】
前記繊維状リン酸カルシウムがヒドロキシアパタイトからなることを特徴とする請求項1から5のいずれか一項に記載のリン酸カルシウム多孔体。
【請求項7】
前記繊維状リン酸カルシウムがβ‐リン酸三カルシウムからなることを特徴とする請求項1から5のいずれか一項に記載のリン酸カルシウム多孔体。
【請求項8】
繊維状リン酸カルシウム、第一の直径を有し加熱により焼失する複数の第一ビーズ、および前記第一の直径よりも大きな第二の直径を有し加熱により焼失する複数の第二ビーズを液体中に分散させて混合物を生成する混合工程と、
前記混合物を所定の形状に成形する成形工程と、
前記所定の形状に成形された前記混合物を、前記第一ビーズおよび前記第二ビーズが焼失する温度以上の温度で焼成する焼成工程と、
を有することを特徴とするリン酸カルシウム多孔体の製造方法。
【請求項9】
前記混合工程では前記混合物をスラリー状とし、
前記成形工程では前記混合物から前記液体を除去するとともにゲル状とする
ことを特徴とする請求項8に記載のリン酸カルシウム多孔体の製造方法。
【請求項10】
前記成形工程の後、前記焼成工程の前に、成形された前記混合物を加圧する加圧工程をさらに備えることを特徴とする請求項8または9に記載のリン酸カルシウム多孔体の製造方法。
【請求項11】
前記第一の直径は平均粒子径(メジアン径)で10〜30μmであり、
前記第二の直径は平均粒子径(メジアン径)で100〜300μmである
ことを特徴とする請求項8から10のいずれか一項に記載のリン酸カルシウム多孔体の製造方法。
【請求項12】
前記混合工程では、前記第一ビーズと前記第二ビーズとの少なくともいずれかの表面が粗面加工された状態で前記繊維状リン酸カルシウムと混合されることを特徴とする請求項8から11のいずれか一項に記載のリン酸カルシウム多孔体の製造方法。
【請求項13】
前記粗面加工は、前記第一ビーズと前記第二ビーズとの少なくともいずれかを加熱することにより行われることを特徴とする請求項12に記載のリン酸カルシウム多孔体の製造方法。
【図2】

【図3】
【図4】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図19】
【図20】
【図27】
【図30】
【図31】
【図32】
【図33】
【図34】
【図35】
【図1】
【図5】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図28】
【図29】
【図3】
【図4】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図19】
【図20】
【図27】
【図30】
【図31】
【図32】
【図33】
【図34】
【図35】
【図1】
【図5】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図28】
【図29】
【公開番号】特開2012−197203(P2012−197203A)
【公開日】平成24年10月18日(2012.10.18)
【国際特許分類】
【出願番号】特願2011−62997(P2011−62997)
【出願日】平成23年3月22日(2011.3.22)
【新規性喪失の例外の表示】特許法第30条第1項適用申請有り 日本セラミックス協会 生体関連材料部会,第14回生体関連セラミックス討論会 講演予稿集 14ページ,2010年12月3日
【出願人】(801000027)学校法人明治大学 (161)
【出願人】(599088438)昭和医科工業株式会社 (11)
【Fターム(参考)】
【公開日】平成24年10月18日(2012.10.18)
【国際特許分類】
【出願日】平成23年3月22日(2011.3.22)
【新規性喪失の例外の表示】特許法第30条第1項適用申請有り 日本セラミックス協会 生体関連材料部会,第14回生体関連セラミックス討論会 講演予稿集 14ページ,2010年12月3日
【出願人】(801000027)学校法人明治大学 (161)
【出願人】(599088438)昭和医科工業株式会社 (11)
【Fターム(参考)】
[ Back to top ]