
リーダーテープの製造装置
【課題】リーダーテープの幅方向にカールがつくのを防止して、記録テープとの接合不良を防止することを課題とする。
【解決手段】ダイ44とパンチ42の長手方向に沿って、巻出装置60から原反シート52が巻き出される。これにより、打ち抜かれたリーダーテープ30には、原反シート52の巻癖によって、長手方向に沿ってカールがつけられる。つまり、リーダーテープ30のカールと、リーダーテープ30が取り付けられる記録テープ25の巻癖とが、同じ方向となるため、記録テープ25に取り付けられたリーダーテープ30が簡単に剥がれることがない。つまり、接合不良を低減できる。
【解決手段】ダイ44とパンチ42の長手方向に沿って、巻出装置60から原反シート52が巻き出される。これにより、打ち抜かれたリーダーテープ30には、原反シート52の巻癖によって、長手方向に沿ってカールがつけられる。つまり、リーダーテープ30のカールと、リーダーテープ30が取り付けられる記録テープ25の巻癖とが、同じ方向となるため、記録テープ25に取り付けられたリーダーテープ30が簡単に剥がれることがない。つまり、接合不良を低減できる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、プレスによって原反シートを打ち抜いてリーダーテープを成形するリーダーテープの製造装置に関する。
【背景技術】
【0002】
従来から、コンピューター等のデータ記録再生媒体として使用されている磁気テープ等の記録テープを単一のリールに巻装し、そのリールをケース内に収容している記録テープカートリッジが知られている。この記録テープの先端には、リーダーピンやリーダーテープ、リーダーブロックといったリーダー部材が設けられており、ドライブ装置側に設けられた引出手段でリーダー部材を記録テープカートリッジの開口から引き出して、このリーダー部材に固着された記録テープをドライブ装置側の巻取リールに巻装するようになっている(特許文献1参照)。
【0003】
ところで、リーダー部材として用いられるリーダーテープ110は、通常100〜200μmの厚みのPETからなる原反シート102をプレス金型100で打ち抜くことで形成される。このプレス金型100は、リーダーテープ110の外形と同形状の貫通孔104が形成されたダイ106と、外形がリーダーテープ110と同形状とされたパンチ108とで構成され、ダイ106に形成された貫通孔104にパンチ108が嵌合するようになっている。
【0004】
従来、図5に示すように、ダイ106の長手方向が、原反シート102の幅方向に平行となるようにして、プレス金型100がセットされる。つまり、ダイ106の長手方向と原反シート102の巻き出し方向が直交した状態で、プレス金型100によって原反シート102が打ち抜かれる。これにより、このプレス金型100によって打ち抜かれたリーダーテープ110は、二点鎖線で示すように、原反シート102の巻癖によって幅方向にカールしてしまう。
【0005】
この幅方向にカールしたリーダーテープ110を、記録テープに接合すると、記録テープは長手方向に巻癖がついているため、リーダーテープ110のカールと記録テープの巻癖(カール)の方向が一致せず、記録テープに接合されたリーダーテープ110が剥がれ易くなって、接合不良となりやすい。
【特許文献1】特開2004−342203号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明は、リーダーテープの幅方向にカールがつくのを防止して、記録テープとの接合不良を防止することを目的とする。
【課題を解決するための手段】
【0007】
上記の目的を達成するために、請求項1に記載の本発明は、被加工部材を巻き出す巻出装置と、貫通孔が形成されたダイと、前記貫通孔へ嵌合されて、前記巻出装置から巻き出された被加工部材を打ち抜き、記録テープの端部に取り付けられるリーダーテープを成形するパンチと、を有するリーダーテープの製造装置において、前記ダイと前記パンチの長手方向に沿って被加工部材が巻き出されることを特徴としている。
【0008】
請求項1の発明では、ダイとパンチの長手方向に沿って、巻出装置から被加工部材が巻き出される。これにより、打ち抜かれたリーダーテープには、被加工部材の巻癖によって、長手方向に沿ってカールがつけられる。つまり、リーダーテープのカールと、リーダーテープが取り付けられる記録テープの巻癖とが、同じ方向となるため、記録テープに取り付けられたリーダーテープが簡単に剥がれることがない。つまり、接合不良を低減できる。
【0009】
請求項2に記載の本発明は、前記貫通孔は、前記被加工部材の巻き出し方向と直交する方向に沿って前記ダイに複数形成されていることを特徴としている。
【0010】
請求項2の発明では、ダイには被加工部材の巻き出し方向と直交する方向に沿って、複数の貫通孔を形成されている。つまり、一度の打ち抜きによって、複数のリーダーテープが成形されるので、リーダーテープ1本当たりの製造コストが削減できる。
【発明の効果】
【0011】
本発明は、上記構成としたので、リーダーテープの幅方向にカールがつくのを防止して、記録テープとの接合不良を防止することができる。
【発明を実施するための最良の形態】
【0012】
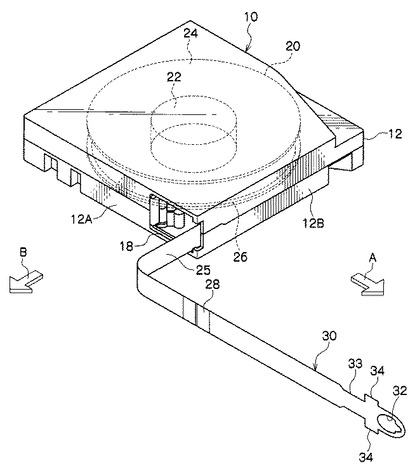
まず、本実施形態に係るリーダーテープの製造装置41で成形されたリーダーテープ30が搭載された記録テープカートリッジ10について、図1を用いて簡単に説明する。なお、図1において、記録テープカートリッジ10のドライブ装置への装填方向を矢印Aで示し、それを記録テープカートリッジ10の前方向(前側)とする。そして、矢印Aと直交する矢印B方向を右方向(右側)とする。
【0013】
図1に示すように、記録テープカートリッジ10は、略矩形箱状のケース12を有している。ケース12の内部には、リール20が回転可能に収容されている。このリール20は、軸心部を構成する有底円筒状のリールハブ22と、その上端部に設けられる上フランジ24とが一体に成形され、下フランジ26がリールハブ22の下端部に超音波溶着されて構成されている。そして、そのリールハブ22の外周面に、情報記録再生媒体としての磁気テープ25が巻回され、上フランジ24及び下フランジ26によって、その巻回された磁気テープ25の幅方向の端部が保持されている。
【0014】
また、ケース12の壁12Aには、リール20に巻装された磁気テープ25を引き出すための開口18が形成されており、この開口18から引き出される磁気テープ25の自由端部には、プラスチック製のリーダーテープ30が、接続用テープとしてのスプライステープ28によって取り付けられている(接合されている)。
【0015】
リーダーテープ30の先端には、ドライブ装置の引出部材(図示省略)が係合する孔部32が穿設されている。この孔部32に引出部材を係合させることで、ケース12から磁気テープ25が引き出されるようになっている。
【0016】
この孔部32の後端よりも若干後方寄り(磁気テープ25側)の上下両サイドには、それぞれ上下方向に向かって張り出す張出部34が形成されている。この張出部34が、開口18近傍の上ケース14の内面及び下ケース16の内面にそれぞれ形成された図示しない収納凹部に収納(挿入)されることにより、リーダーテープ30がケース12内において、壁12Bに沿って配置(保持)される構成とされている。また、長尺部31には、張出部34近傍に凹部33が形成されている。
【0017】
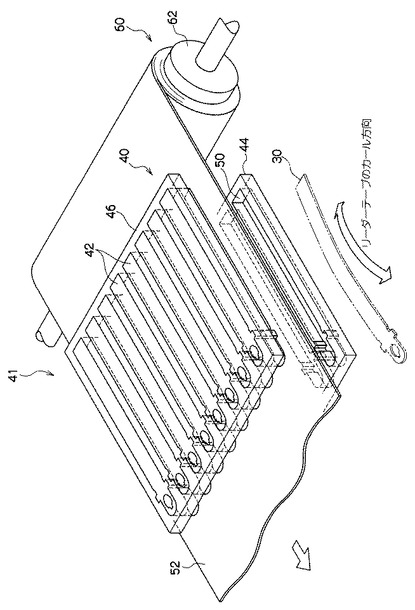
次に、図1に示すリーダーテープ30を成形するリーダーテープの製造装置41について説明する。図2には、リーダーテープの製造装置41の全体図が示されており、図3には、リーダーテープの製造装置41に搭載された打ち抜き金型40の原反シート52の巻き出し方向と直交する面で切断した部分断面図が示されている。
【0018】
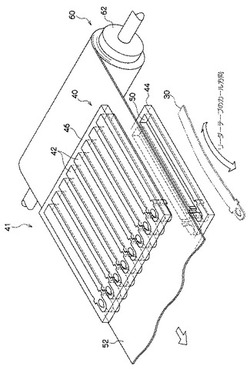
図2及び図3に示すように、リーダーテープの製造装置41は、打ち抜き金型40と、原反シート52が巻き回された巻出装置60を有している。
【0019】
打ち抜き金型40は、パンチ42をホルダするパンチホルダ46と、ダイ44をホルダするダイホルダ48を有している。パンチホルダ46とダイホルダ48は、図示しないガイドポストによって位置決めされており、パンチホルダ46はダイホルダ48に対して垂直方向に移動可能とされている。
【0020】
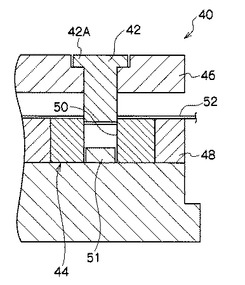
図3に示すように、パンチ42にはつば部42Aが設けられており、このつば部42Aはパンチホルダ46の段部46Aに図示しないボルトで固定されている。これにより、パンチホルダ46の移動に伴って、パンチ42はダイ44に対して上下方向に移動する構成となっている。
【0021】
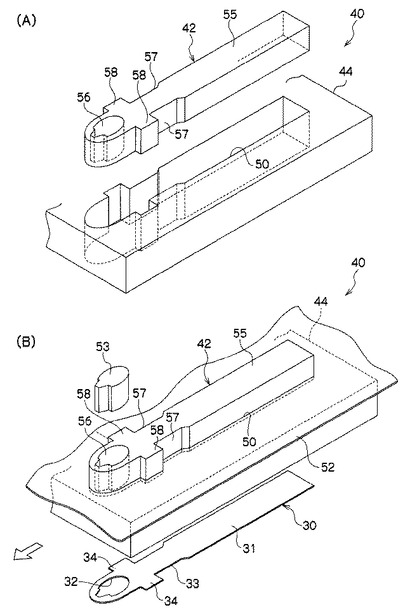
図3及び図4(A)に示すように、ダイ44には、パンチ42が嵌合可能な貫通孔50が設けられている。これにより、パンチ42が下降すると、ダイ44の貫通孔50に嵌合されるようになっている。また、貫通孔50にはパンチ押さえプレート51が設けられており、パンチ42が下降したとき、このパンチ押さえプレート51によって、パンチ42が支持される構成となっている。なお、図2及び図4では、パンチ42のつば部42A及びパンチ押さえプレート51の図示は省略する。
【0022】
図4(B)に示すように、ダイ44のパンチ42に対向する面には、原反シート52(シート状のPET)が載置される。そして、パンチ42が下降して、ダイ44に形成された貫通孔50に嵌合すると、パンチ42の打ち抜き面43の外形形状に沿ってせん断力が作用して、原反シート52が打ち抜かれる。
【0023】
パンチ42の打ち抜き面43は、リーダーテープ30と同形状となっている。すなわち、リーダーテープ30の長尺部31に相当するストレート部55を有し、ストレート部55の端部には、リーダーテープ30の張出部34に対応する形状の突出部58が形成されている。また、ストレート部55の突出部58近傍には、リーダーテープ30の凹部33に対応する凹部57が形成されている。
【0024】
さらに、パンチ42の一方の端部には、リーダーテープ30の孔部32を形成するためのパンチ53が嵌合可能な孔部56が設けられている。このような形状のパンチ42とダイ44からなる打ち抜き金型40によって、巻出装置60の巻き芯53にロール状に巻き回された原反シート52が打ち抜かれることで、図に示すような形状のリーダーテープ30が形成される。
【0025】
図2に示すように、ダイ44の長手方向、つまり、貫通孔50の長手方向が、原反シート52の巻き出し方向に沿うようにして(巻き出し方向と同じ方向となるように)、所定の間隔で複数(本実施形態では8個)形成されている。そして、パンチホルダ46には8個のパンチ42が設けられており、各貫通孔50にそれぞれパンチ42が嵌合する構成とされている。つまり、この打ち抜き金型40は8個取りとされ、一回の打ち抜きによって8個のリーダーテープ30が成形される。
【0026】
このように、ダイ44に形成された貫通孔50の長手方向を、原反シート52の巻き出し方向と同じ方向とすることで、この打ち抜き金型40によって打ち抜かれたリーダーテープ30には、原反シート52の巻癖によって、長手方向に沿ってカールがつく。
【0027】
そして、長手方向に沿ってカールがついたリーダーテープ30を、磁気テープ25(図1参照)に接合すると、リーダーテープ30のカールと磁気テープ25の巻癖とが同じ方向となる。これにより、リーダーテープ30と磁気テープ25の密着度が高くなり、リーダーテープ30が磁気テープ25から簡単に剥がれない。つまり、接合不良を低減できる。
【0028】
また、打ち抜き金型40は、原反シート52の幅方向に沿って、複数の貫通孔50が形成されたダイ44と、この貫通孔50に嵌合されるパンチ42とで構成できる。つまり、一度のプレス加工によって複数(本実施形態では8個)のリーダーテープ30が形成される、所謂複数個取りが可能となるため、1本当たりのリーダーテープ30の製造コストが削減できる。
【0029】
なお、本実施形態では、一度の成形によって8個のリーダーテープ30が成形される、所謂8個取りの打ち抜き金型で説明したが、取数は8個に限定されない。
【0030】
また、本実施形態では、記録テープカートリッジ10に搭載されるリーダーテープ30の製造装置41を例に採って説明したが、特にリーダーテープ30の製造装置41に限定されるものではなく、リーダーテープ30のように、長尺状の形状を有する製品を成形する製造装置においては本発明は有効である。
【図面の簡単な説明】
【0031】
【図1】リーダーテープの製造装置で成形されたリーダーテープが搭載された磁気テープカートリッジの概略斜視図である。
【図2】リーダーテープの製造装置の概略斜視図である。
【図3】リーダーテープの製造装置に搭載された打ち抜き金型の概略側面図である。
【図4】リーダーテープの製造装置に搭載された打ち抜き金型の概略斜視図であり、(A)被加工部材を打ち抜く前の状態を示す図であり、(B)被加工部材を打ち抜いた状態を示す図である。
【図5】従来のリーダーテープの製造装置の概略斜視図である。
【符号の説明】
【0032】
10 記録テープカートリッジ
25 磁気テープ(記録テープ)
30 リーダーテープ
40 打ち抜き金型(リーダーテープの製造装置)
41 リーダーテープの製造装置
42 パンチ
44 ダイ
50 貫通孔
52 原反シート(被加工部材)
60 巻出装置(リーダーテープの製造装置)
【技術分野】
【0001】
本発明は、プレスによって原反シートを打ち抜いてリーダーテープを成形するリーダーテープの製造装置に関する。
【背景技術】
【0002】
従来から、コンピューター等のデータ記録再生媒体として使用されている磁気テープ等の記録テープを単一のリールに巻装し、そのリールをケース内に収容している記録テープカートリッジが知られている。この記録テープの先端には、リーダーピンやリーダーテープ、リーダーブロックといったリーダー部材が設けられており、ドライブ装置側に設けられた引出手段でリーダー部材を記録テープカートリッジの開口から引き出して、このリーダー部材に固着された記録テープをドライブ装置側の巻取リールに巻装するようになっている(特許文献1参照)。
【0003】
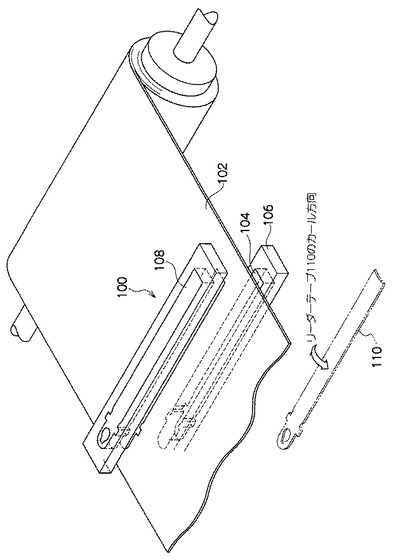
ところで、リーダー部材として用いられるリーダーテープ110は、通常100〜200μmの厚みのPETからなる原反シート102をプレス金型100で打ち抜くことで形成される。このプレス金型100は、リーダーテープ110の外形と同形状の貫通孔104が形成されたダイ106と、外形がリーダーテープ110と同形状とされたパンチ108とで構成され、ダイ106に形成された貫通孔104にパンチ108が嵌合するようになっている。
【0004】
従来、図5に示すように、ダイ106の長手方向が、原反シート102の幅方向に平行となるようにして、プレス金型100がセットされる。つまり、ダイ106の長手方向と原反シート102の巻き出し方向が直交した状態で、プレス金型100によって原反シート102が打ち抜かれる。これにより、このプレス金型100によって打ち抜かれたリーダーテープ110は、二点鎖線で示すように、原反シート102の巻癖によって幅方向にカールしてしまう。
【0005】
この幅方向にカールしたリーダーテープ110を、記録テープに接合すると、記録テープは長手方向に巻癖がついているため、リーダーテープ110のカールと記録テープの巻癖(カール)の方向が一致せず、記録テープに接合されたリーダーテープ110が剥がれ易くなって、接合不良となりやすい。
【特許文献1】特開2004−342203号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明は、リーダーテープの幅方向にカールがつくのを防止して、記録テープとの接合不良を防止することを目的とする。
【課題を解決するための手段】
【0007】
上記の目的を達成するために、請求項1に記載の本発明は、被加工部材を巻き出す巻出装置と、貫通孔が形成されたダイと、前記貫通孔へ嵌合されて、前記巻出装置から巻き出された被加工部材を打ち抜き、記録テープの端部に取り付けられるリーダーテープを成形するパンチと、を有するリーダーテープの製造装置において、前記ダイと前記パンチの長手方向に沿って被加工部材が巻き出されることを特徴としている。
【0008】
請求項1の発明では、ダイとパンチの長手方向に沿って、巻出装置から被加工部材が巻き出される。これにより、打ち抜かれたリーダーテープには、被加工部材の巻癖によって、長手方向に沿ってカールがつけられる。つまり、リーダーテープのカールと、リーダーテープが取り付けられる記録テープの巻癖とが、同じ方向となるため、記録テープに取り付けられたリーダーテープが簡単に剥がれることがない。つまり、接合不良を低減できる。
【0009】
請求項2に記載の本発明は、前記貫通孔は、前記被加工部材の巻き出し方向と直交する方向に沿って前記ダイに複数形成されていることを特徴としている。
【0010】
請求項2の発明では、ダイには被加工部材の巻き出し方向と直交する方向に沿って、複数の貫通孔を形成されている。つまり、一度の打ち抜きによって、複数のリーダーテープが成形されるので、リーダーテープ1本当たりの製造コストが削減できる。
【発明の効果】
【0011】
本発明は、上記構成としたので、リーダーテープの幅方向にカールがつくのを防止して、記録テープとの接合不良を防止することができる。
【発明を実施するための最良の形態】
【0012】
まず、本実施形態に係るリーダーテープの製造装置41で成形されたリーダーテープ30が搭載された記録テープカートリッジ10について、図1を用いて簡単に説明する。なお、図1において、記録テープカートリッジ10のドライブ装置への装填方向を矢印Aで示し、それを記録テープカートリッジ10の前方向(前側)とする。そして、矢印Aと直交する矢印B方向を右方向(右側)とする。
【0013】
図1に示すように、記録テープカートリッジ10は、略矩形箱状のケース12を有している。ケース12の内部には、リール20が回転可能に収容されている。このリール20は、軸心部を構成する有底円筒状のリールハブ22と、その上端部に設けられる上フランジ24とが一体に成形され、下フランジ26がリールハブ22の下端部に超音波溶着されて構成されている。そして、そのリールハブ22の外周面に、情報記録再生媒体としての磁気テープ25が巻回され、上フランジ24及び下フランジ26によって、その巻回された磁気テープ25の幅方向の端部が保持されている。
【0014】
また、ケース12の壁12Aには、リール20に巻装された磁気テープ25を引き出すための開口18が形成されており、この開口18から引き出される磁気テープ25の自由端部には、プラスチック製のリーダーテープ30が、接続用テープとしてのスプライステープ28によって取り付けられている(接合されている)。
【0015】
リーダーテープ30の先端には、ドライブ装置の引出部材(図示省略)が係合する孔部32が穿設されている。この孔部32に引出部材を係合させることで、ケース12から磁気テープ25が引き出されるようになっている。
【0016】
この孔部32の後端よりも若干後方寄り(磁気テープ25側)の上下両サイドには、それぞれ上下方向に向かって張り出す張出部34が形成されている。この張出部34が、開口18近傍の上ケース14の内面及び下ケース16の内面にそれぞれ形成された図示しない収納凹部に収納(挿入)されることにより、リーダーテープ30がケース12内において、壁12Bに沿って配置(保持)される構成とされている。また、長尺部31には、張出部34近傍に凹部33が形成されている。
【0017】
次に、図1に示すリーダーテープ30を成形するリーダーテープの製造装置41について説明する。図2には、リーダーテープの製造装置41の全体図が示されており、図3には、リーダーテープの製造装置41に搭載された打ち抜き金型40の原反シート52の巻き出し方向と直交する面で切断した部分断面図が示されている。
【0018】
図2及び図3に示すように、リーダーテープの製造装置41は、打ち抜き金型40と、原反シート52が巻き回された巻出装置60を有している。
【0019】
打ち抜き金型40は、パンチ42をホルダするパンチホルダ46と、ダイ44をホルダするダイホルダ48を有している。パンチホルダ46とダイホルダ48は、図示しないガイドポストによって位置決めされており、パンチホルダ46はダイホルダ48に対して垂直方向に移動可能とされている。
【0020】
図3に示すように、パンチ42にはつば部42Aが設けられており、このつば部42Aはパンチホルダ46の段部46Aに図示しないボルトで固定されている。これにより、パンチホルダ46の移動に伴って、パンチ42はダイ44に対して上下方向に移動する構成となっている。
【0021】
図3及び図4(A)に示すように、ダイ44には、パンチ42が嵌合可能な貫通孔50が設けられている。これにより、パンチ42が下降すると、ダイ44の貫通孔50に嵌合されるようになっている。また、貫通孔50にはパンチ押さえプレート51が設けられており、パンチ42が下降したとき、このパンチ押さえプレート51によって、パンチ42が支持される構成となっている。なお、図2及び図4では、パンチ42のつば部42A及びパンチ押さえプレート51の図示は省略する。
【0022】
図4(B)に示すように、ダイ44のパンチ42に対向する面には、原反シート52(シート状のPET)が載置される。そして、パンチ42が下降して、ダイ44に形成された貫通孔50に嵌合すると、パンチ42の打ち抜き面43の外形形状に沿ってせん断力が作用して、原反シート52が打ち抜かれる。
【0023】
パンチ42の打ち抜き面43は、リーダーテープ30と同形状となっている。すなわち、リーダーテープ30の長尺部31に相当するストレート部55を有し、ストレート部55の端部には、リーダーテープ30の張出部34に対応する形状の突出部58が形成されている。また、ストレート部55の突出部58近傍には、リーダーテープ30の凹部33に対応する凹部57が形成されている。
【0024】
さらに、パンチ42の一方の端部には、リーダーテープ30の孔部32を形成するためのパンチ53が嵌合可能な孔部56が設けられている。このような形状のパンチ42とダイ44からなる打ち抜き金型40によって、巻出装置60の巻き芯53にロール状に巻き回された原反シート52が打ち抜かれることで、図に示すような形状のリーダーテープ30が形成される。
【0025】
図2に示すように、ダイ44の長手方向、つまり、貫通孔50の長手方向が、原反シート52の巻き出し方向に沿うようにして(巻き出し方向と同じ方向となるように)、所定の間隔で複数(本実施形態では8個)形成されている。そして、パンチホルダ46には8個のパンチ42が設けられており、各貫通孔50にそれぞれパンチ42が嵌合する構成とされている。つまり、この打ち抜き金型40は8個取りとされ、一回の打ち抜きによって8個のリーダーテープ30が成形される。
【0026】
このように、ダイ44に形成された貫通孔50の長手方向を、原反シート52の巻き出し方向と同じ方向とすることで、この打ち抜き金型40によって打ち抜かれたリーダーテープ30には、原反シート52の巻癖によって、長手方向に沿ってカールがつく。
【0027】
そして、長手方向に沿ってカールがついたリーダーテープ30を、磁気テープ25(図1参照)に接合すると、リーダーテープ30のカールと磁気テープ25の巻癖とが同じ方向となる。これにより、リーダーテープ30と磁気テープ25の密着度が高くなり、リーダーテープ30が磁気テープ25から簡単に剥がれない。つまり、接合不良を低減できる。
【0028】
また、打ち抜き金型40は、原反シート52の幅方向に沿って、複数の貫通孔50が形成されたダイ44と、この貫通孔50に嵌合されるパンチ42とで構成できる。つまり、一度のプレス加工によって複数(本実施形態では8個)のリーダーテープ30が形成される、所謂複数個取りが可能となるため、1本当たりのリーダーテープ30の製造コストが削減できる。
【0029】
なお、本実施形態では、一度の成形によって8個のリーダーテープ30が成形される、所謂8個取りの打ち抜き金型で説明したが、取数は8個に限定されない。
【0030】
また、本実施形態では、記録テープカートリッジ10に搭載されるリーダーテープ30の製造装置41を例に採って説明したが、特にリーダーテープ30の製造装置41に限定されるものではなく、リーダーテープ30のように、長尺状の形状を有する製品を成形する製造装置においては本発明は有効である。
【図面の簡単な説明】
【0031】
【図1】リーダーテープの製造装置で成形されたリーダーテープが搭載された磁気テープカートリッジの概略斜視図である。
【図2】リーダーテープの製造装置の概略斜視図である。
【図3】リーダーテープの製造装置に搭載された打ち抜き金型の概略側面図である。
【図4】リーダーテープの製造装置に搭載された打ち抜き金型の概略斜視図であり、(A)被加工部材を打ち抜く前の状態を示す図であり、(B)被加工部材を打ち抜いた状態を示す図である。
【図5】従来のリーダーテープの製造装置の概略斜視図である。
【符号の説明】
【0032】
10 記録テープカートリッジ
25 磁気テープ(記録テープ)
30 リーダーテープ
40 打ち抜き金型(リーダーテープの製造装置)
41 リーダーテープの製造装置
42 パンチ
44 ダイ
50 貫通孔
52 原反シート(被加工部材)
60 巻出装置(リーダーテープの製造装置)
【特許請求の範囲】
【請求項1】
被加工部材を巻き出す巻出装置と、
貫通孔が形成されたダイと、
前記貫通孔へ嵌合されて、前記巻出装置から巻き出された被加工部材を打ち抜き、記録テープの端部に取り付けられるリーダーテープを成形するパンチと、
を有するリーダーテープの製造装置において、
前記ダイと前記パンチの長手方向に沿って被加工部材が巻き出されることを特徴とするリーダーテープの製造装置。
【請求項2】
前記貫通孔は、前記被加工部材の巻き出し方向と直交する方向に沿って前記ダイに複数形成されていることを特徴とする請求項1に記載のリーダーテープの製造装置。
【請求項1】
被加工部材を巻き出す巻出装置と、
貫通孔が形成されたダイと、
前記貫通孔へ嵌合されて、前記巻出装置から巻き出された被加工部材を打ち抜き、記録テープの端部に取り付けられるリーダーテープを成形するパンチと、
を有するリーダーテープの製造装置において、
前記ダイと前記パンチの長手方向に沿って被加工部材が巻き出されることを特徴とするリーダーテープの製造装置。
【請求項2】
前記貫通孔は、前記被加工部材の巻き出し方向と直交する方向に沿って前記ダイに複数形成されていることを特徴とする請求項1に記載のリーダーテープの製造装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2007−310945(P2007−310945A)
【公開日】平成19年11月29日(2007.11.29)
【国際特許分類】
【出願番号】特願2006−137924(P2006−137924)
【出願日】平成18年5月17日(2006.5.17)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
【公開日】平成19年11月29日(2007.11.29)
【国際特許分類】
【出願日】平成18年5月17日(2006.5.17)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
[ Back to top ]