
リード線付きブラシ及びその製造方法
【課題】労力の低減や、リード線端末とターミナル等の接合力や電気的接触の安定性の確保等を図れると共に、非常に高い固着強度でブラシにリード線を固着する。
【解決手段】リード線2の一端21が解れた状態で成形体1に埋め込まれ、リード線2の他端22aが略球状にアーク溶解されているリード線付きブラシであり、リード線20を保持及び解放可能な雄型3をリード線20の突出側から雌型4内へ移動して雌型4内に充填した原料を圧縮成形し、リード線2の一端21が解れた状態で埋め込まれた成形体1を形成する工程と、雄型3を雌型4内から移動して、リード線20を雄型3から繰り出す工程と、繰り出されたリード線20をカッター5で切断して、リード線2が一体的に設けられた成形体1を作製する工程と、雌型4から取り出したリード線付き成形体1のリード線2の他端22を略球状にアーク溶解する工程と、リード線付き成形体1を焼成する工程を経て製造する。
【解決手段】リード線2の一端21が解れた状態で成形体1に埋め込まれ、リード線2の他端22aが略球状にアーク溶解されているリード線付きブラシであり、リード線20を保持及び解放可能な雄型3をリード線20の突出側から雌型4内へ移動して雌型4内に充填した原料を圧縮成形し、リード線2の一端21が解れた状態で埋め込まれた成形体1を形成する工程と、雄型3を雌型4内から移動して、リード線20を雄型3から繰り出す工程と、繰り出されたリード線20をカッター5で切断して、リード線2が一体的に設けられた成形体1を作製する工程と、雌型4から取り出したリード線付き成形体1のリード線2の他端22を略球状にアーク溶解する工程と、リード線付き成形体1を焼成する工程を経て製造する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、リード線が一体的に設けられるリード線付きブラシ及びその製造方法に関する。
【背景技術】
【0002】
従来、リード線が一体的に設けられるリード線付きブラシが知られており、前記ブラシは例えば以下の工程を経て製造される。先ず、黒鉛粉末を主原料とするカーボンブラシの原料を作製する工程を行う。そして、図2に示すように、固定型41と固定型41内を昇降する可動型42とで構成される雌型4の凹部内に原料を充填し、前記凹部内に雄型3を下降して原料を圧縮成形し、成形体1を得る。雄型3は、リールから繰り出されて挿通されているリード線20を保持し且つ解放可能であって、前記圧縮成形の際には、雄型3の下方から一端21を突出してリード線20を保持し、圧縮成形により、リード線20の一端21が成形体1内に埋め込まれて固定される。
【0003】
その後、雄型3の上昇に応じて、雄型1内に挿通保持されたリード線20が雄型3内から下方へ繰り出され、繰り出されたリード線20の所定位置にカッター5を移動し、カッター5でリード線20を切断し、成形体1に所定寸法に切断されたリード線2が一体的に取り付けられた状態となる。更に、雌型4の可動型42は、その上面が固定型41の上面と略面一になるまで上昇して、雌型4の凹部内の成形体1を上方へ押し出し、雌型4から成形体1が取り出される。取り出されたリード線付き成形体1は、焼成炉内に入れられて無酸化雰囲気にて焼成され、その後にリード線への整形が施される。
【0004】
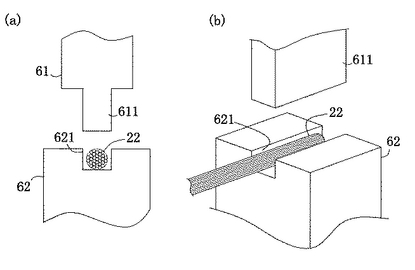
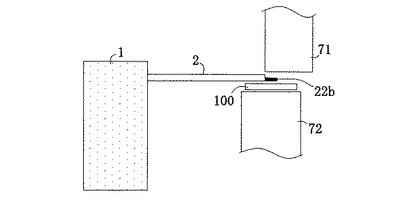
更に、図5に示すように、抵抗溶接機等の電極61、62を用い、下電極62の上端に形成された凹溝621内にリード線2の他端22を配置し、凹溝621に嵌合される上電極61の凸部611を下降して、凸部611と凹溝621とでリード線他端22及びその近傍を加圧し、電流を短時間流して抵抗発熱させて抵抗溶解を行い、リード線他端22を溶かして略平板状に固め、リード線他端22の散けを確実に防止する。その後、略平板状のリード線他端22bは、図6に示すように、ターミナル100等の付属品と重ねられ、抵抗溶接機の上電極71と下電極72でリード線他端22bとターミナル100等の重なり部分が加圧され、短時間電流を流して抵抗発熱して、略平板状のリード線他端22bとターミナル100等がスポット溶接される。
【0005】
また、リード線付きブラシの製造に関連する公知技術として特許文献1がある。特許文献1には、雌型の凹部内に原料を充填し、下方からリード線一端が突出する雄型を凹部内に下降して、成形体を圧縮成形すると共に、リード線一端を成形体内に埋め込んで固定し、雄型の上昇に応じて雄型内から下方へ繰り出されたリード線に、ウェルディングカッターを構成するウェルディング電極を接触して通電し、リード線を電気的に溶断する構成が開示されている。
【0006】
【特許文献1】特開平7−336954号公報([0014]等)
【発明の開示】
【発明が解決しようとする課題】
【0007】
ところで、上記抵抗溶解でリード線他端22を固める場合には、加圧された際にリード線他端22が横方向へ広がることを防止するため、下電極62に凹溝621を設け、そこにリード線他端22を配置する必要がある。そのため、リード線他端22を凹溝621内に位置決めして配置する作業や、略平板状に固めた後に凹溝621からリード線他端22bを取り出す作業等に多大な労力を要する。更に、加圧や発熱の多大な負荷で上下電極61、62の劣化が激しくなるため、定期的なメンテナンス作業を非常に頻繁に行うための労力を要する。
【0008】
更に、リード線端末を電極の凹溝内に位置決めして配置する作業や、リード線端末を溶解で固めた後に凹溝から取り出す作業等の複雑な作業を要するので、手作業に依拠せざるを得ないという不具合もある。
【0009】
更に、リード線2の他端22を固める際の溶解は、空気中に於ける短時間の加圧及び抵抗発熱により行われるため、酸化や加圧で溶解部と非溶解部との境界近傍が脆弱になるという不具合もある。
【0010】
更に、下電極62に凹溝621を形成し、上電極61に凸部611を形成する必要があることから、電極形状の加工に労力を要すると共に、上電極61と下電極62の電極管理も困難なものとなる。
【0011】
更に、凹溝621内で抵抗溶解したリード線他端22bは略平板状となるが、略平板状のリード線他端22はターミナル11等とスポット溶接した際に、溶接電流が分散して溶接状態にバラツキが出やすく、接合力や電気的な接触状態が不安定になりやすい。
【0012】
また、上記抵抗溶解の製造工程では、焼成前のリード線付き成形体1は強度的に脆いため、手作業により成形体1同士や成形体1の電極、治具等との接触頻度が大きくなり、成形体1にキズや欠け等が発生する可能性が高くなる抵抗溶解工程は、成形体1の強度を高められる焼成後に行う必要があった。そして、焼成された成形体1のリード線2は、焼成で軟化して僅かな外力に対しても変形し易く、成形体1同士の接触でリード線2の曲がりやリード線他端22が解れが多発してしまうため、これらを解消すべく焼成後に成形体1のリード線2を整形してから、リード線他端22をスポット溶接の電極を用いて抵抗溶解する必要があり、リード線2を整形するための余分な労力を要するという不具合もあった。
【0013】
他方に於いて、特許文献1のウェルディング電極による溶断では、カーボンブラシに対するリード線の固着力が弱くなるという問題を生ずる。即ち、リード線20をカッター5で切断する場合、切断で形成されたリード線一端21が次に成形する成形体1に入ることになるが、切断によるリード線一端21は成形時の圧力で解れて広がっているため、アンカー機能を生じ、リード線2は非常に高い強度で安定して成形体1に固着される。これに対し、特許文献1のようにリード線を溶断する場合、溶断で形成されたリード線一端が次に成形する成形体に入ることになるが、溶断で形成されたリード線一端は解れないため、アンカー機能を得ることができず、固着力が非常に弱いものとなる。
【0014】
本発明は上記課題に鑑み提案するものであって、製造やメンテナンス作業の労力の低減、製造工程の自動化の促進、電極管理の容易化、リード線端末の溶解部と非溶解部との境界近傍の脆弱化の防止、リード線端末とターミナル等の付属品との接合力や電気的接触の安定性の確保を図ることができると共に、非常に高い固着強度でブラシにリード線を固着することができるリード線付きブラシ及びその製造方法を提供することを目的とする。
【0015】
また、本発明の他の目的は、リード線付き成形体のリード線の整形工程を不要とし、製造工程の効率化を図ることができるブラシの製造方法を提供することにある。
【課題を解決するための手段】
【0016】
本発明のリード線付きブラシは、リード線の一端が解れた状態で成形体に埋め込まれ、該リード線の他端が略球状にアーク溶解されていることを特徴とする。
【0017】
また、本発明のリード線付きブラシの製造方法は、雌型内に原料を充填する工程と、リード線を保持及び解放可能な雄型をリード線の突出側から雌型内へ移動して原料を圧縮成形し、リード線の一端が解れた状態で埋め込まれた成形体を形成する工程と、雄型を雌型内から移動して、リード線を雄型から繰り出す工程と、繰り出されたリード線をカッターで切断して、リード線が一体的に設けられた成形体を作製する工程と、雌型から取り出したリード線付き成形体のリード線の他端を略球状にアーク溶解する工程と、を備えることを特徴とし、好適には前記リード線他端を略球状にアーク溶解する工程の後に成形体を焼成する工程を行うとよい。
【発明の効果】
【0018】
本発明のリード線付きブラシ及びその製造方法を用いることにより、電極を凹溝や凸部を有する特殊な形状に加工する作業、リード線端末を電極の凹溝内に位置決めして配置する作業、リード線端末を溶解で固めた後に凹溝から取り出す作業、高頻度の定期的なメンテナンス作業を行う必要が無くなり、製造やメンテナンス作業に要する労力を大幅に低減することができる。また、抵抗溶解ではリード線端末が溶解する電極に固着する場合があるが、アーク溶解を用いることで斯様な固着が生ずることがなくなる。そして、リード線端末の位置決め配置や取り出し作業の削減や、前記固着が生ずることがないことから、リード線端末の溶解など製造工程の自動化を図ることが可能になる。
【0019】
更に、凹溝を有する電極や凸部を有する電極など特殊形状の電極を用いずに、アーク溶接の通常の電極等でリード線端末のアーク溶解を行うことができ、又、アーク電極に過大な負荷がかかることがないので、電極管理の容易化を図ることができる。
【0020】
更に、アーク溶解により、アルゴンガスなど不活性ガス雰囲気中で且つ非接触でリード線端末を溶解することができるので、酸化や加圧で溶解部と非溶解部との境界近傍が劣化することを防止することができる。
【0021】
更に、略平板状ではなくアーク溶解で略球状に形成されたリード線端末は、略球状部がプロジェクション溶接の凸部の機能を果たして、電流が集中しやすくなることから、後工程でターミナル等の付属品と接合した場合に、付属品との非常に高く且つ安定した接合強度や電気的接触性を発揮することができる。
【0022】
更に、撚線のリード線の一端を成形体内に解けた状態で埋め込むことにより、アンカー機能を得ることができ、引き抜き等に対する非常に高く且つ安定した固着強度を発揮することができる。
【0023】
また、アーク溶解工程は、成形体同士や成形体の電極、治具等との接触頻度が低く、成形体にキズや欠け等が発生する可能性が低いことから、成形体の強度が低い焼成前に行うことが可能である。そして、リード線端末を略球状にするアーク溶解工程を成形体の焼成工程前に行うことにより、焼成後に抵抗溶解を行う際に必要としていたリード線端末の解れやリード線の曲がりを整形する工程を不要にすることができる。更に、アーク溶解で成形体のリード線端末を略球状とすることにより、その後の焼成工程で、リード線同士の接触が生じても端末の散けが発生せず、又、略球状にリード線他端が固められていることからリード線の曲がりも生じにくくなり、整形工程を経ずにリード線他端をターミナル等に溶接することができ、製造工程を効率化することができる。また、成形後焼成前の真っ直ぐなリード線端末に対してアーク溶解することができることから、より完全な製造工程の自動化を図ることができる。
【発明を実施するための最良の形態】
【0024】
次に、本発明のリード線付きブラシ及びその製造方法の実施形態について、図に基づき説明する。
【0025】
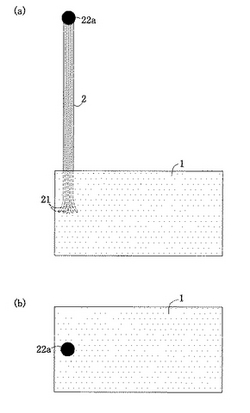
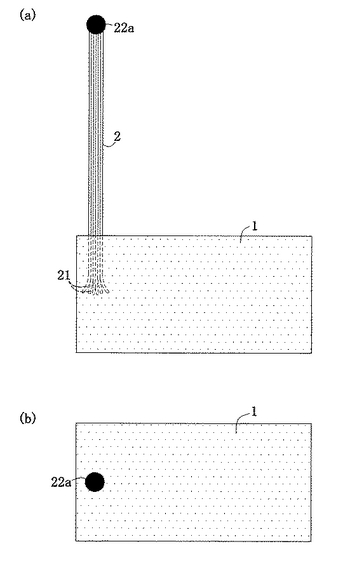
本実施形態のリード線付きブラシは、図1に示すように、黒鉛分を主原料とする原料を圧縮成形して形成された成形体1と、成形体1に解れた状態の一端21が埋め込まれている撚線のリード線2とを有し、リード線2の他端22aがアーク溶解で略球状に溶解されているものである。
【0026】
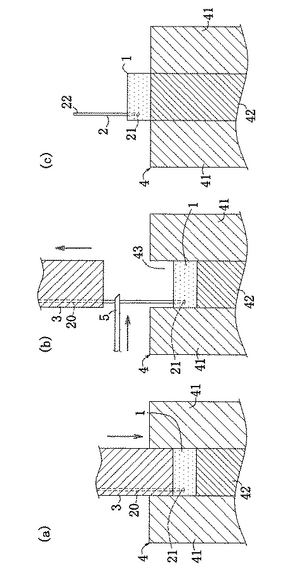
上記リード線付きブラシを製造する際には、黒鉛粉末を主原料とするカーボンブラシの原料を作製し、図2(a)に示すように、固定型41と固定型41内を昇降する可動型42とで構成される雌型4の凹部内に原料を充填し、前記凹部内に雄型3を下降して原料を圧縮成形し、成形体1を得る。
【0027】
雄型3には、図に省略したリールから繰り出されるリード線20が内部に挿通され、雄型3はリード線20を保持し且つ解放可能である。前記圧縮成形の際には、雄型3は下方から一端21を突出した状態でリード線20を保持し、前記圧縮成形により、リード線一端21が成形体1内に埋め込まれて固定される。後述の如く、リード線一端21は、カッター5で切断されたものであるため解れやすくなっており、圧縮成形の圧力により、一端21は解れた状態で成形体1内に埋め込まれるため、強力なアンカー機能を発揮し、安定した固着強度を発揮することができる。
【0028】
その後、図2(b)に示すように、雄型3の上昇に応じて、雄型1内に挿通保持されたリード線20が雄型3内から下方へ繰り出され、繰り出されたリード線20の所定位置に鋏状のカッター5を移動し、カッター5でリード線20を切断し、成形体1に所定寸法に切断されたリード線2が一体的に取り付けられた状態となる。更に、図2(c)に示すように、雌型4の可動型42は、その上面が固定型41の上面と略面一になるまで上昇して、雌型4の凹部内の成形体1を上方へ押し出し、雌型4からリード線付き成形体1が取り出される。
【0029】
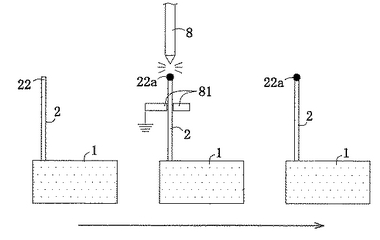
次いで、取り出されたリード線付き成形体1は、アルゴンガスなどをシールドガスとする不活性ガス雰囲気中に置かれ、図3に示すように、アーク溶接機等のアーク電極8の先端にリード線2の他端22が近接するように搬送され、アース片81で挟持しながらアーク電極8でアークを発生することにより、リード線他端22が略球状にアーク溶解され、略球状のリード線他端22aが形成される。尚、リード線他端22aの略球状部の直径は、リード線2の直径より若干大きい程度である。
【0030】
その後、略球状のリード線他端22aを形成されたリード線付き成形体1は、焼成炉内に入れられて無酸化雰囲気にて焼成される。これらの工程を経て、リード線付きブラシが完成する。
【0031】
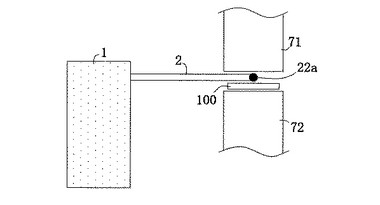
そして、図4に示すように、略球状のリード線他端22aは、ターミナル100等の付属品と重ねられ、抵抗溶接機の上電極71と下電極72で略球状のリード線他端22aとターミナル100等の重なり部分が加圧され、短時間電流を流して抵抗発熱して、アーク溶解で略球状とされたリード線他端22aがターミナル100等とスポット溶接され、溶融接合される。
【0032】
上記リード線付きブラシの製造工程では、従来のリード線端末の抵抗溶解に代え、非接触のアーク電極8でリード線他端22をアーク溶解するものであるから、アーク溶解時にリード線他端22の位置をセットする際に、アーク電極8がリード線他端22に放電可能な範囲であれば上下や平面方向の位置ズレが許容され、リード線他端22の位置決めが簡単になる。更に、抵抗溶解と異なり、アーク電極8に対して加圧や発熱等で多大な負荷がかかることがなく、消耗が少ないので、高頻度の定期的なメンテナンス作業が不要となり、また、抵抗溶解の際に生ずる異物付着等による突発的な溶解状態の変化も解消される。また、抵抗溶解ではリード線他端22が電極61、62に固着する場合が生ずるが、アーク溶解の場合には斯様な固着が生ずることがない。そして、リード線他端22の位置決め配置や取り出し作業を無くし、リード線他端22の電極61、62への固着が無くすことができるので、リード線他端22の溶解するなど製造工程の自動化を図ることが可能になる。
【0033】
更に、抵抗溶解では、リード線他端22を固める形状に対応して電極61、62の形状を細工する必要があるのに対し、アーク電極8によるアーク溶解の場合には、通常のアーク溶接機のアーク電極8等を用いることができ、又、アーク電極8に過大な負荷がかかることがないので、電極管理も容易になる。
【0034】
更に、アーク溶解により、アルゴンガスなど不活性ガス雰囲気で且つ非接触でリード線他端22を溶解することができるので、酸化や加圧等によって溶解部と非溶解部との境界近傍が劣化することを防止することができる。
【0035】
更に、アーク溶解でリード線他端22aは略球状になるので、ターミナル100等との接触面を小さく一定にし、又、略球状部はプロジェクション溶接の凸部と同様の機能を果たすことができるので、溶接箇所に溶接電流を効果的に集中させることができる。従って、リード線他端22aとターミナル100等とのスポット溶接を容易に行えると共に、その接合力や電気的接触性を高め且つ安定させることができる。
【0036】
更に、カッター5の切断でリード線20の一端21は解けた状態或いは解けやすい状態となり、リード線一端21は加圧成形の圧力で容易に且つ広範囲に散けてリード線付き成形体1に埋め込まれアンカー機能を果たすので、引き抜き等に対する非常に高く且つ安定した固着強度を発揮することができる。これに対して、特許文献1の溶断の場合には、リード線端末は解けて散けた状態にならず、又、溶解量が少なく小さくまとまった状態になるため、アンカー機能は得られず、リード線の埋込固着力は弱く且つ不安定となる。
【0037】
また、アーク溶解工程は、成形体1同士や成形体1の電極、治具等との接触頻度が低く、成形体1にキズや欠け等が発生する可能性が低いことから、成形体1の強度が低い焼成前に行うことが可能であり、リード線他端22を略球状にするアーク溶解工程を成形体1の焼成工程前に行うことにより、焼成後の抵抗溶解に際して必要としていた、リード線他端22の解れやリード線2の曲がりを整形する整形工程を削減することができる。更に、アーク溶解で成形体1のリード線他端22を略球状のリード線他端22aとすることにより、その後の焼成工程で、リード線2同士の接触が生じてもリード線他端22aに散けが発生せず、又、リード線他端22aが固められていることからリード線2の曲がりも生じにくくなり、整形工程を経ずにリード線他端22aをターミナル100等に溶接することができる。
【0038】
そして、リード線付き成形体1の成形直後にアーク溶解機を自動で連動して作動させることや、成形直後に平たいトレーにリード線同士の接触が無い状態で整列配置させてアーク溶解機に送り込むことや、成形後焼成前の真っ直ぐなリード線他端22に対してアーク溶解することができることから、より完全な製造工程の自動化を図ることができる。
【産業上の利用可能性】
【0039】
本発明は、例えばOA機器等で用いる小型モータのカーボンブラシ等に利用することができる。
【図面の簡単な説明】
【0040】
【図1】(a)は実施形態のリード線付きブラシの正面図、(b)は同図(a)のリード線付きブラシの平面図。
【図2】(a)は金型で成形体を加圧成形した状態を示す縦断説明図、(b)は金型を上昇してリード線を切断する状態を示す縦断説明図、(c)は可動型を上昇して成形体が取り出される状態を示す縦断説明図。
【図3】実施形態に於けるリード線付き成形体のリード線他端がアーク溶解される状態を説明する説明図。
【図4】実施形態のリード線付きカーボンブラシのリード線他端がターミナルに溶接される状態を示す正面図。
【図5】(a)は従来の製造工程でリード線他端がスポット溶解される状態を示す正面図、(b)は同図(a)の斜視図。
【図6】従来の製造工程で略平板状のリード線他端とターミナルが溶接される状態を示す正面図。
【符号の説明】
【0041】
1 成形体
2、20 リード線
21 一端
22、22a、22b 他端
3 雄型
4 雌型
41 固定型
42 可動型
5 カッター
61、71 上電極
62、72 下電極
611 凸部
621 凹溝
8 アーク電極
81 アース片
100 ターミナル
【技術分野】
【0001】
本発明は、リード線が一体的に設けられるリード線付きブラシ及びその製造方法に関する。
【背景技術】
【0002】
従来、リード線が一体的に設けられるリード線付きブラシが知られており、前記ブラシは例えば以下の工程を経て製造される。先ず、黒鉛粉末を主原料とするカーボンブラシの原料を作製する工程を行う。そして、図2に示すように、固定型41と固定型41内を昇降する可動型42とで構成される雌型4の凹部内に原料を充填し、前記凹部内に雄型3を下降して原料を圧縮成形し、成形体1を得る。雄型3は、リールから繰り出されて挿通されているリード線20を保持し且つ解放可能であって、前記圧縮成形の際には、雄型3の下方から一端21を突出してリード線20を保持し、圧縮成形により、リード線20の一端21が成形体1内に埋め込まれて固定される。
【0003】
その後、雄型3の上昇に応じて、雄型1内に挿通保持されたリード線20が雄型3内から下方へ繰り出され、繰り出されたリード線20の所定位置にカッター5を移動し、カッター5でリード線20を切断し、成形体1に所定寸法に切断されたリード線2が一体的に取り付けられた状態となる。更に、雌型4の可動型42は、その上面が固定型41の上面と略面一になるまで上昇して、雌型4の凹部内の成形体1を上方へ押し出し、雌型4から成形体1が取り出される。取り出されたリード線付き成形体1は、焼成炉内に入れられて無酸化雰囲気にて焼成され、その後にリード線への整形が施される。
【0004】
更に、図5に示すように、抵抗溶接機等の電極61、62を用い、下電極62の上端に形成された凹溝621内にリード線2の他端22を配置し、凹溝621に嵌合される上電極61の凸部611を下降して、凸部611と凹溝621とでリード線他端22及びその近傍を加圧し、電流を短時間流して抵抗発熱させて抵抗溶解を行い、リード線他端22を溶かして略平板状に固め、リード線他端22の散けを確実に防止する。その後、略平板状のリード線他端22bは、図6に示すように、ターミナル100等の付属品と重ねられ、抵抗溶接機の上電極71と下電極72でリード線他端22bとターミナル100等の重なり部分が加圧され、短時間電流を流して抵抗発熱して、略平板状のリード線他端22bとターミナル100等がスポット溶接される。
【0005】
また、リード線付きブラシの製造に関連する公知技術として特許文献1がある。特許文献1には、雌型の凹部内に原料を充填し、下方からリード線一端が突出する雄型を凹部内に下降して、成形体を圧縮成形すると共に、リード線一端を成形体内に埋め込んで固定し、雄型の上昇に応じて雄型内から下方へ繰り出されたリード線に、ウェルディングカッターを構成するウェルディング電極を接触して通電し、リード線を電気的に溶断する構成が開示されている。
【0006】
【特許文献1】特開平7−336954号公報([0014]等)
【発明の開示】
【発明が解決しようとする課題】
【0007】
ところで、上記抵抗溶解でリード線他端22を固める場合には、加圧された際にリード線他端22が横方向へ広がることを防止するため、下電極62に凹溝621を設け、そこにリード線他端22を配置する必要がある。そのため、リード線他端22を凹溝621内に位置決めして配置する作業や、略平板状に固めた後に凹溝621からリード線他端22bを取り出す作業等に多大な労力を要する。更に、加圧や発熱の多大な負荷で上下電極61、62の劣化が激しくなるため、定期的なメンテナンス作業を非常に頻繁に行うための労力を要する。
【0008】
更に、リード線端末を電極の凹溝内に位置決めして配置する作業や、リード線端末を溶解で固めた後に凹溝から取り出す作業等の複雑な作業を要するので、手作業に依拠せざるを得ないという不具合もある。
【0009】
更に、リード線2の他端22を固める際の溶解は、空気中に於ける短時間の加圧及び抵抗発熱により行われるため、酸化や加圧で溶解部と非溶解部との境界近傍が脆弱になるという不具合もある。
【0010】
更に、下電極62に凹溝621を形成し、上電極61に凸部611を形成する必要があることから、電極形状の加工に労力を要すると共に、上電極61と下電極62の電極管理も困難なものとなる。
【0011】
更に、凹溝621内で抵抗溶解したリード線他端22bは略平板状となるが、略平板状のリード線他端22はターミナル11等とスポット溶接した際に、溶接電流が分散して溶接状態にバラツキが出やすく、接合力や電気的な接触状態が不安定になりやすい。
【0012】
また、上記抵抗溶解の製造工程では、焼成前のリード線付き成形体1は強度的に脆いため、手作業により成形体1同士や成形体1の電極、治具等との接触頻度が大きくなり、成形体1にキズや欠け等が発生する可能性が高くなる抵抗溶解工程は、成形体1の強度を高められる焼成後に行う必要があった。そして、焼成された成形体1のリード線2は、焼成で軟化して僅かな外力に対しても変形し易く、成形体1同士の接触でリード線2の曲がりやリード線他端22が解れが多発してしまうため、これらを解消すべく焼成後に成形体1のリード線2を整形してから、リード線他端22をスポット溶接の電極を用いて抵抗溶解する必要があり、リード線2を整形するための余分な労力を要するという不具合もあった。
【0013】
他方に於いて、特許文献1のウェルディング電極による溶断では、カーボンブラシに対するリード線の固着力が弱くなるという問題を生ずる。即ち、リード線20をカッター5で切断する場合、切断で形成されたリード線一端21が次に成形する成形体1に入ることになるが、切断によるリード線一端21は成形時の圧力で解れて広がっているため、アンカー機能を生じ、リード線2は非常に高い強度で安定して成形体1に固着される。これに対し、特許文献1のようにリード線を溶断する場合、溶断で形成されたリード線一端が次に成形する成形体に入ることになるが、溶断で形成されたリード線一端は解れないため、アンカー機能を得ることができず、固着力が非常に弱いものとなる。
【0014】
本発明は上記課題に鑑み提案するものであって、製造やメンテナンス作業の労力の低減、製造工程の自動化の促進、電極管理の容易化、リード線端末の溶解部と非溶解部との境界近傍の脆弱化の防止、リード線端末とターミナル等の付属品との接合力や電気的接触の安定性の確保を図ることができると共に、非常に高い固着強度でブラシにリード線を固着することができるリード線付きブラシ及びその製造方法を提供することを目的とする。
【0015】
また、本発明の他の目的は、リード線付き成形体のリード線の整形工程を不要とし、製造工程の効率化を図ることができるブラシの製造方法を提供することにある。
【課題を解決するための手段】
【0016】
本発明のリード線付きブラシは、リード線の一端が解れた状態で成形体に埋め込まれ、該リード線の他端が略球状にアーク溶解されていることを特徴とする。
【0017】
また、本発明のリード線付きブラシの製造方法は、雌型内に原料を充填する工程と、リード線を保持及び解放可能な雄型をリード線の突出側から雌型内へ移動して原料を圧縮成形し、リード線の一端が解れた状態で埋め込まれた成形体を形成する工程と、雄型を雌型内から移動して、リード線を雄型から繰り出す工程と、繰り出されたリード線をカッターで切断して、リード線が一体的に設けられた成形体を作製する工程と、雌型から取り出したリード線付き成形体のリード線の他端を略球状にアーク溶解する工程と、を備えることを特徴とし、好適には前記リード線他端を略球状にアーク溶解する工程の後に成形体を焼成する工程を行うとよい。
【発明の効果】
【0018】
本発明のリード線付きブラシ及びその製造方法を用いることにより、電極を凹溝や凸部を有する特殊な形状に加工する作業、リード線端末を電極の凹溝内に位置決めして配置する作業、リード線端末を溶解で固めた後に凹溝から取り出す作業、高頻度の定期的なメンテナンス作業を行う必要が無くなり、製造やメンテナンス作業に要する労力を大幅に低減することができる。また、抵抗溶解ではリード線端末が溶解する電極に固着する場合があるが、アーク溶解を用いることで斯様な固着が生ずることがなくなる。そして、リード線端末の位置決め配置や取り出し作業の削減や、前記固着が生ずることがないことから、リード線端末の溶解など製造工程の自動化を図ることが可能になる。
【0019】
更に、凹溝を有する電極や凸部を有する電極など特殊形状の電極を用いずに、アーク溶接の通常の電極等でリード線端末のアーク溶解を行うことができ、又、アーク電極に過大な負荷がかかることがないので、電極管理の容易化を図ることができる。
【0020】
更に、アーク溶解により、アルゴンガスなど不活性ガス雰囲気中で且つ非接触でリード線端末を溶解することができるので、酸化や加圧で溶解部と非溶解部との境界近傍が劣化することを防止することができる。
【0021】
更に、略平板状ではなくアーク溶解で略球状に形成されたリード線端末は、略球状部がプロジェクション溶接の凸部の機能を果たして、電流が集中しやすくなることから、後工程でターミナル等の付属品と接合した場合に、付属品との非常に高く且つ安定した接合強度や電気的接触性を発揮することができる。
【0022】
更に、撚線のリード線の一端を成形体内に解けた状態で埋め込むことにより、アンカー機能を得ることができ、引き抜き等に対する非常に高く且つ安定した固着強度を発揮することができる。
【0023】
また、アーク溶解工程は、成形体同士や成形体の電極、治具等との接触頻度が低く、成形体にキズや欠け等が発生する可能性が低いことから、成形体の強度が低い焼成前に行うことが可能である。そして、リード線端末を略球状にするアーク溶解工程を成形体の焼成工程前に行うことにより、焼成後に抵抗溶解を行う際に必要としていたリード線端末の解れやリード線の曲がりを整形する工程を不要にすることができる。更に、アーク溶解で成形体のリード線端末を略球状とすることにより、その後の焼成工程で、リード線同士の接触が生じても端末の散けが発生せず、又、略球状にリード線他端が固められていることからリード線の曲がりも生じにくくなり、整形工程を経ずにリード線他端をターミナル等に溶接することができ、製造工程を効率化することができる。また、成形後焼成前の真っ直ぐなリード線端末に対してアーク溶解することができることから、より完全な製造工程の自動化を図ることができる。
【発明を実施するための最良の形態】
【0024】
次に、本発明のリード線付きブラシ及びその製造方法の実施形態について、図に基づき説明する。
【0025】
本実施形態のリード線付きブラシは、図1に示すように、黒鉛分を主原料とする原料を圧縮成形して形成された成形体1と、成形体1に解れた状態の一端21が埋め込まれている撚線のリード線2とを有し、リード線2の他端22aがアーク溶解で略球状に溶解されているものである。
【0026】
上記リード線付きブラシを製造する際には、黒鉛粉末を主原料とするカーボンブラシの原料を作製し、図2(a)に示すように、固定型41と固定型41内を昇降する可動型42とで構成される雌型4の凹部内に原料を充填し、前記凹部内に雄型3を下降して原料を圧縮成形し、成形体1を得る。
【0027】
雄型3には、図に省略したリールから繰り出されるリード線20が内部に挿通され、雄型3はリード線20を保持し且つ解放可能である。前記圧縮成形の際には、雄型3は下方から一端21を突出した状態でリード線20を保持し、前記圧縮成形により、リード線一端21が成形体1内に埋め込まれて固定される。後述の如く、リード線一端21は、カッター5で切断されたものであるため解れやすくなっており、圧縮成形の圧力により、一端21は解れた状態で成形体1内に埋め込まれるため、強力なアンカー機能を発揮し、安定した固着強度を発揮することができる。
【0028】
その後、図2(b)に示すように、雄型3の上昇に応じて、雄型1内に挿通保持されたリード線20が雄型3内から下方へ繰り出され、繰り出されたリード線20の所定位置に鋏状のカッター5を移動し、カッター5でリード線20を切断し、成形体1に所定寸法に切断されたリード線2が一体的に取り付けられた状態となる。更に、図2(c)に示すように、雌型4の可動型42は、その上面が固定型41の上面と略面一になるまで上昇して、雌型4の凹部内の成形体1を上方へ押し出し、雌型4からリード線付き成形体1が取り出される。
【0029】
次いで、取り出されたリード線付き成形体1は、アルゴンガスなどをシールドガスとする不活性ガス雰囲気中に置かれ、図3に示すように、アーク溶接機等のアーク電極8の先端にリード線2の他端22が近接するように搬送され、アース片81で挟持しながらアーク電極8でアークを発生することにより、リード線他端22が略球状にアーク溶解され、略球状のリード線他端22aが形成される。尚、リード線他端22aの略球状部の直径は、リード線2の直径より若干大きい程度である。
【0030】
その後、略球状のリード線他端22aを形成されたリード線付き成形体1は、焼成炉内に入れられて無酸化雰囲気にて焼成される。これらの工程を経て、リード線付きブラシが完成する。
【0031】
そして、図4に示すように、略球状のリード線他端22aは、ターミナル100等の付属品と重ねられ、抵抗溶接機の上電極71と下電極72で略球状のリード線他端22aとターミナル100等の重なり部分が加圧され、短時間電流を流して抵抗発熱して、アーク溶解で略球状とされたリード線他端22aがターミナル100等とスポット溶接され、溶融接合される。
【0032】
上記リード線付きブラシの製造工程では、従来のリード線端末の抵抗溶解に代え、非接触のアーク電極8でリード線他端22をアーク溶解するものであるから、アーク溶解時にリード線他端22の位置をセットする際に、アーク電極8がリード線他端22に放電可能な範囲であれば上下や平面方向の位置ズレが許容され、リード線他端22の位置決めが簡単になる。更に、抵抗溶解と異なり、アーク電極8に対して加圧や発熱等で多大な負荷がかかることがなく、消耗が少ないので、高頻度の定期的なメンテナンス作業が不要となり、また、抵抗溶解の際に生ずる異物付着等による突発的な溶解状態の変化も解消される。また、抵抗溶解ではリード線他端22が電極61、62に固着する場合が生ずるが、アーク溶解の場合には斯様な固着が生ずることがない。そして、リード線他端22の位置決め配置や取り出し作業を無くし、リード線他端22の電極61、62への固着が無くすことができるので、リード線他端22の溶解するなど製造工程の自動化を図ることが可能になる。
【0033】
更に、抵抗溶解では、リード線他端22を固める形状に対応して電極61、62の形状を細工する必要があるのに対し、アーク電極8によるアーク溶解の場合には、通常のアーク溶接機のアーク電極8等を用いることができ、又、アーク電極8に過大な負荷がかかることがないので、電極管理も容易になる。
【0034】
更に、アーク溶解により、アルゴンガスなど不活性ガス雰囲気で且つ非接触でリード線他端22を溶解することができるので、酸化や加圧等によって溶解部と非溶解部との境界近傍が劣化することを防止することができる。
【0035】
更に、アーク溶解でリード線他端22aは略球状になるので、ターミナル100等との接触面を小さく一定にし、又、略球状部はプロジェクション溶接の凸部と同様の機能を果たすことができるので、溶接箇所に溶接電流を効果的に集中させることができる。従って、リード線他端22aとターミナル100等とのスポット溶接を容易に行えると共に、その接合力や電気的接触性を高め且つ安定させることができる。
【0036】
更に、カッター5の切断でリード線20の一端21は解けた状態或いは解けやすい状態となり、リード線一端21は加圧成形の圧力で容易に且つ広範囲に散けてリード線付き成形体1に埋め込まれアンカー機能を果たすので、引き抜き等に対する非常に高く且つ安定した固着強度を発揮することができる。これに対して、特許文献1の溶断の場合には、リード線端末は解けて散けた状態にならず、又、溶解量が少なく小さくまとまった状態になるため、アンカー機能は得られず、リード線の埋込固着力は弱く且つ不安定となる。
【0037】
また、アーク溶解工程は、成形体1同士や成形体1の電極、治具等との接触頻度が低く、成形体1にキズや欠け等が発生する可能性が低いことから、成形体1の強度が低い焼成前に行うことが可能であり、リード線他端22を略球状にするアーク溶解工程を成形体1の焼成工程前に行うことにより、焼成後の抵抗溶解に際して必要としていた、リード線他端22の解れやリード線2の曲がりを整形する整形工程を削減することができる。更に、アーク溶解で成形体1のリード線他端22を略球状のリード線他端22aとすることにより、その後の焼成工程で、リード線2同士の接触が生じてもリード線他端22aに散けが発生せず、又、リード線他端22aが固められていることからリード線2の曲がりも生じにくくなり、整形工程を経ずにリード線他端22aをターミナル100等に溶接することができる。
【0038】
そして、リード線付き成形体1の成形直後にアーク溶解機を自動で連動して作動させることや、成形直後に平たいトレーにリード線同士の接触が無い状態で整列配置させてアーク溶解機に送り込むことや、成形後焼成前の真っ直ぐなリード線他端22に対してアーク溶解することができることから、より完全な製造工程の自動化を図ることができる。
【産業上の利用可能性】
【0039】
本発明は、例えばOA機器等で用いる小型モータのカーボンブラシ等に利用することができる。
【図面の簡単な説明】
【0040】
【図1】(a)は実施形態のリード線付きブラシの正面図、(b)は同図(a)のリード線付きブラシの平面図。
【図2】(a)は金型で成形体を加圧成形した状態を示す縦断説明図、(b)は金型を上昇してリード線を切断する状態を示す縦断説明図、(c)は可動型を上昇して成形体が取り出される状態を示す縦断説明図。
【図3】実施形態に於けるリード線付き成形体のリード線他端がアーク溶解される状態を説明する説明図。
【図4】実施形態のリード線付きカーボンブラシのリード線他端がターミナルに溶接される状態を示す正面図。
【図5】(a)は従来の製造工程でリード線他端がスポット溶解される状態を示す正面図、(b)は同図(a)の斜視図。
【図6】従来の製造工程で略平板状のリード線他端とターミナルが溶接される状態を示す正面図。
【符号の説明】
【0041】
1 成形体
2、20 リード線
21 一端
22、22a、22b 他端
3 雄型
4 雌型
41 固定型
42 可動型
5 カッター
61、71 上電極
62、72 下電極
611 凸部
621 凹溝
8 アーク電極
81 アース片
100 ターミナル
【特許請求の範囲】
【請求項1】
リード線の一端が解れた状態で成形体に埋め込まれ、該リード線の他端が略球状にアーク溶解されていることを特徴とするリード線付きブラシ。
【請求項2】
雌型内に原料を充填する工程と、リード線を保持及び解放可能な雄型をリード線の突出側から雌型内へ移動して原料を圧縮成形し、リード線の一端が解れた状態で埋め込まれた成形体を形成する工程と、雄型を雌型内から移動して、リード線を雄型から繰り出す工程と、繰り出されたリード線をカッターで切断して、リード線が一体的に設けられた成形体を作製する工程と、雌型から取り出したリード線付き成形体のリード線の他端を略球状にアーク溶解する工程と、を備えることを特徴とするリード線付きブラシの製造方法。
【請求項3】
前記リード線他端を略球状にアーク溶解する工程の後に成形体を焼成する工程を行うことを特徴とする請求項2記載のリード線付きブラシの製造方法。
【請求項1】
リード線の一端が解れた状態で成形体に埋め込まれ、該リード線の他端が略球状にアーク溶解されていることを特徴とするリード線付きブラシ。
【請求項2】
雌型内に原料を充填する工程と、リード線を保持及び解放可能な雄型をリード線の突出側から雌型内へ移動して原料を圧縮成形し、リード線の一端が解れた状態で埋め込まれた成形体を形成する工程と、雄型を雌型内から移動して、リード線を雄型から繰り出す工程と、繰り出されたリード線をカッターで切断して、リード線が一体的に設けられた成形体を作製する工程と、雌型から取り出したリード線付き成形体のリード線の他端を略球状にアーク溶解する工程と、を備えることを特徴とするリード線付きブラシの製造方法。
【請求項3】
前記リード線他端を略球状にアーク溶解する工程の後に成形体を焼成する工程を行うことを特徴とする請求項2記載のリード線付きブラシの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2006−246634(P2006−246634A)
【公開日】平成18年9月14日(2006.9.14)
【国際特許分類】
【出願番号】特願2005−59968(P2005−59968)
【出願日】平成17年3月4日(2005.3.4)
【出願人】(000103585)オーパック株式会社 (6)
【Fターム(参考)】
【公開日】平成18年9月14日(2006.9.14)
【国際特許分類】
【出願日】平成17年3月4日(2005.3.4)
【出願人】(000103585)オーパック株式会社 (6)
【Fターム(参考)】
[ Back to top ]