
リーフシールアッセンブリ
【課題】リーフシールにおける隙間の変化を満足のいくものとする。
【解決手段】第1部材と第2部材10との間にシールを提供するためのリーフシールアッセンブリ20を提供する。リーフシールアッセンブリ20は、複数のリーフエレメント22と、実質的に平らな第1カバープレート24aとを含む。リーフエレメントはパックをなして配置され、各リーフエレメントの第1縁部が第1カバープレートと隣接している。各リーフエレメントの第1縁部には、各リーフエレメントの第1縁部と第1カバープレートとの間に第1縁部の一部に亘って第1隙間28aを形成するように構成された、第1肩部30aが設けられている。
【解決手段】第1部材と第2部材10との間にシールを提供するためのリーフシールアッセンブリ20を提供する。リーフシールアッセンブリ20は、複数のリーフエレメント22と、実質的に平らな第1カバープレート24aとを含む。リーフエレメントはパックをなして配置され、各リーフエレメントの第1縁部が第1カバープレートと隣接している。各リーフエレメントの第1縁部には、各リーフエレメントの第1縁部と第1カバープレートとの間に第1縁部の一部に亘って第1隙間28aを形成するように構成された、第1肩部30aが設けられている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、リーフシールアッセンブリに関し、更に詳細にはガスタービンエンジン用リーフシールアッセンブリに関するが、これに限定されない。
【背景技術】
【0002】
代表的には、リーフシールは、リーフ材料の形材から形成される。これらの形材は、アッセンブリの夫々のリーフの並置されたシール縁部からシール面を形成するように適当に形成されている。詳細には、リーフは、シール縁部を提供するため、回転シャフトを中心として周方向に配置されていてもよい。シール面は、シールバリヤーを提供するように、回転シャフトに向いている。シール縁部は、回転する表面に対して効果的に浮揚する。従って、リーフシールは、更に、シャフトの半径方向位置及び軸線方向位置の変化を吸収できる。
【0003】
上述のリーフシールアッセンブリは、アッセンブリ内のリーフの数が多く比較的複雑であり、最良の効果を得るためにリーフを正確に整合し離間することが重要であるということは理解されよう。シャフト10の周囲に配置した代表的なリーフシールを図1a及び図1bに示す(注意:簡略化を図るため、図1bのシャフトの端面図は、円でなく直線として示してある)。リーフ2は、カバープレート4間に配置されている。リーフ2は互いに接合されており、各リーフの根部6のところでカバープレート4に接合されている。根部6を越えると、カバープレート4とリーフ2との間に隙間8がある。
【0004】
前(上流)隙間8及び後(下流)隙間8が変化したり、これらの隙間8間の比即ち隙間比が変化したりすると、シールの下方変位傾向(blow down)及び上方変位傾向(blow up)に影響が及ぼされる。隙間比が正しくないと、過度の下方変位傾向が生じ、これによりシールが磨耗し、又は過度の上方変位傾向が生じ、これによりシールの漏れが起こる。従って、隙間の大きさが正確であるのが望ましい。
【0005】
既知のリーフシールでは、リーフパックとカバープレートとの間の隙間8は、機械加工によってカバープレート4に段部12を形成することによって形成される。この段部の内半径のところでの高さを使用し、カバープレートとリーフパックとの間の隙間を制御する。隙間の精密度に影響が及ぼすのは、以下のファクタである。即ち、カバープレートに段部を機械加工によって形成する上での正確度、及び図2に示すリーフパックの軸線方向幅の変化である。
【0006】
第1のファクタに関し、経験によれば、段部を正確に機械加工するのは困難である。これは、機械加工中、特にガスタービンエンジンの場合におけるようにシールが比較的大きい場合、(カバープレートを形成する)リングが変形してしまうためである。更に、機械加工プロセスに固有の代表的なプロセス変化がある。かくして、リーフシールの組み立て方法のため、段部の高さに誤差が生じ、そのため、隙間幅gに一定のオフセットoが形成される。
【0007】
第2のファクタに関し、リーフの軸線方向幅の変化は、選択された製造プロセス、及びリーフが互いにどれだけ正確に配置されたのかで決まる。導入された隙間の変化は、ゼロ乃至リーフ隙間の最大変化である。平均的効果は、リーフパック幅変化の半分に等しい極めて大きいオフセット、即ちwが生じるという効果である。
【発明の概要】
【発明が解決しようとする課題】
【0008】
これらの二つのファクタのため、平均の追加の隙間Δgは以下の通りとなる。
【0009】
Δg=o+0.5w
ここで、oは、機械加工オフセット誤差であり、wはリーフパックの幅の変化である。これらの二つのファクタの複合効果により、隙間の変化が満足のいくものでなくなり、従って、本発明はこれに対処する方策を見出そうとするものである。
【課題を解決するための手段】
【0010】
本発明の第1の特徴によれば、第1部材と第2部材との間にシールを提供するためのリーフシールアッセンブリが提供される。リーフシールアッセンブリは、複数のリーフエレメントと、実質的に平らな第1カバープレートとを含み、リーフエレメントはパックをなして配置され、各リーフエレメントの第1縁部が第1カバープレートと隣接しており、各リーフエレメントの第1縁部には、第1肩部が設けられており、第1肩部は、各リーフエレメントの第1縁部と第1カバープレートとの間に第1縁部の一部に亘って第1隙間を形成するように構成されている。
【0011】
各リーフエレメントは、根部部分及びシール部分を含んでいてもよい。第1肩部は、根部部分とシール部分との間の境界に形成されていてもよい。
【0012】
リーフアッセンブリは、実質的に平らな第2カバープレートを含んでいてもよい。リーフエレメントが、第1カバープレートと第2カバープレートとの間に挟まれるように、各リーフエレメントの第2縁部が第2カバープレートと隣接していてもよい。各リーフエレメントの第2縁部には、第2肩部が設けられていてもよい。第2肩部は、各リーフエレメントの第2縁部と第2カバープレートとの間に、第2縁部の一部に亘って、第2隙間を形成するように構成されていてもよい。
【0013】
各リーフエレメントは、根部部分及びシール部分を含んでいてもよい。第2肩部は、根部部分とシール部分との間の境界に形成されていてもよい。
【0014】
リーフエレメントのパックは、第1部材を中心として周方向に配置されていてもよい。第1部材及び第2部材は、互いに関して回転してもよい。
【0015】
ターボ機械が、上文中に説明したリーフシールアッセンブリを含んでいてもよい。ガスタービンが、上文中に説明したリーフシールアッセンブリを含んでいてもよい。
【0016】
本発明の第2の特徴によれば、リーフシールアッセンブリ製造方法が提供される。この方法は、複数のリーフエレメント及び実質的に平らな第1カバープレートを提供する工程と、各リーフエレメントの第1縁部に第1肩部を形成する工程と、各リーフエレメントの第1縁部が第1カバープレートと隣接するようにリーフエレメントを配置する工程とを含み、第1肩部は、各リーフエレメントの第1縁部と第1カバープレートとの間に第1縁部の一部に亘って第1隙間を形成するように配置される。
【0017】
前記方法は、実質的に平らな第2カバープレートを提供する工程を含んでいてもよい。この方法は、更に、各リーフエレメントの第2縁部に第2肩部を形成する工程を含んでいてもよい。前記方法は、更に、各リーフエレメントの第2縁部が第2カバープレートと隣接するようにリーフエレメントを配置する工程を含んでいてもよい。リーフエレメントは、第1カバープレートと第2カバープレートとの間に挟まれてもよく、第2肩部は、各リーフエレメントの第2縁部と第2カバープレートとの間に第2縁部の一部に亘って第2隙間を形成するように配置してもよい。
【0018】
次に、本発明を更によく理解するため、及びどのように実施したらよいのかを更に明瞭に示すため、添付図面を例として参照する。
【図面の簡単な説明】
【0019】
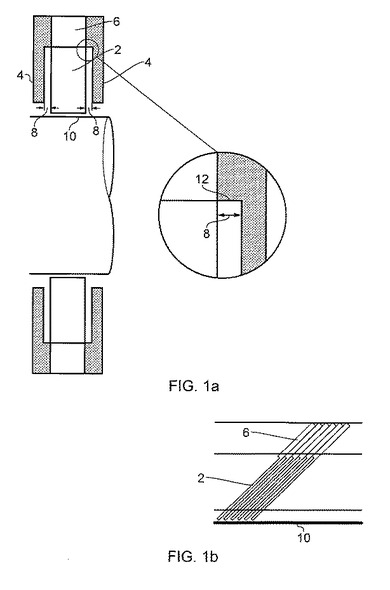
【図1】図1a及び図1bは、従来技術のリーフシールアッセンブリの断面図である(簡略化を図るため、図1bは、直線状シールのパックを示す)。
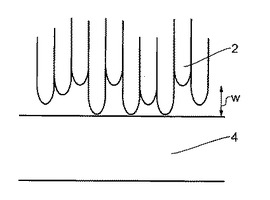
【図2】図2は、従来技術のリーフシールアッセンブリのリーフパックの平面図である。
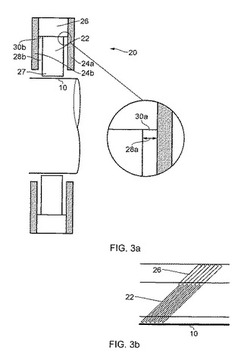
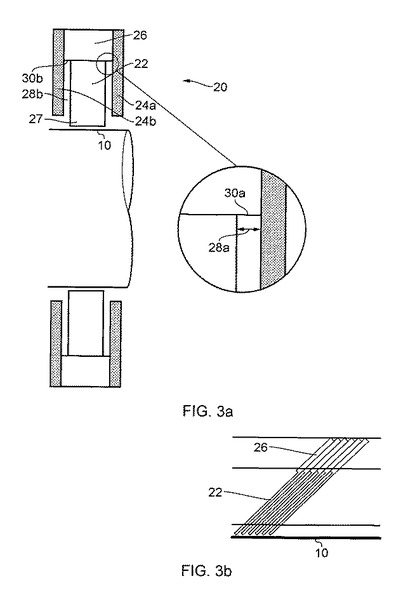
【図3】図3a及び図3bは、本発明の一例によるリーフアッセンブリの断面図である(簡略化を図るため、図3bは、直線状シールのパックを示す)。
【発明を実施するための形態】
【0020】
図3a及び図3bを参照すると、本発明の一実施例によるリーフシールアッセンブリ20は、実質的に平らな第1カバープレート24aと第2カバープレート24bとの間に挟まれた複数のリーフエレメント22を含む。リーフシールアッセンブリ20は、シャフト10の周囲に配置されている。図3bに示すように、リーフエレメント22は、根部部分26のところで互いに接合されている。しかしながら、簡略化を図るため、図3bのシャフトの図の端部は、円でなく直線として示してある。それにも関わらず、リーフエレメント22はシャフト10の周囲に配置され、半径方向に関して角度をなしている。
【0021】
リーフエレメント22は、各リーフエレメント22の第1縁部が第1カバープレート24aと隣接し、各リーフエレメント22の第2縁部が第2カバープレート24bと隣接し、これらのリーフエレメント22が第1及び第2のカバープレート24a、24b間に挟まれるように、一つのパックをなして配置されている。
【0022】
各リーフエレメント22は、第1縁部の第1肩部30aと、この肩部と対応する、第2縁部の第2肩部30bとを含む。第1肩部30aは、各リーフエレメント22の第1縁部と第1カバープレート24aとの間に、第1縁部の一部に亘って第1隙間28aが形成されるように構成されている。同様に、第2肩部30bは、各リーフエレメント22の第2縁部と第2カバープレート24bとの間に、第2縁部の一部に亘って第2隙間28bが形成されるように構成されている。
【0023】
各リーフエレメント22は、根部部分26とシール部分27とを含む。第1肩部30a及び第2肩部30bは、根部部分26とシール部分27との間の境界に形成される。カバープレート24a、24bは、リーフ縁部輪郭の段部(段状)の変化によって、リーフパックから離されている。かくして、隙間28a、28bは、リーフパックの設計によって定められている。従来技術と異なり、カバープレートは、平らなリングで形成されている。
【0024】
本発明は、カバープレートの製造費用の低減がなされるため、有利である。これは、段部機械加工プロセスがない(カバープレートはシート材料を切ったものであってもよい)ためである。更に、リーフパックとカバープレートとの間の隙間の制御の正確度が大幅に向上した。
【0025】
本発明に関し、隙間の精密度に影響を及ぼすのは以下のファクタである。即ち、リーフ縁部輪郭の部分である段部(即ち肩部30a、30b)の正確度、及び図2に示すリーフパックの軸線方向幅の変化である。
【0026】
第1のファクタに関し、段部の変化は、リーフ製造の部分として精密に制御できる。更に、隙間が多数のリーフによって形成されるため、隙間の変化は、段部の平均的な高さで決まる。リーフ製造プロセスがゼロオフセットで中心決めが行われる場合には、隙間についてオフセットが常にゼロとなる。そうでない場合、製造オフセットは、隙間の平均的変化をオフセットの長期平均(long-term mean)の半分にする。
【0027】
第2のファクタに関し、リーフの軸線方向幅の変化は、選択された製造プロセス、及びリーフが互いにどの程正確に配置されたのかで決まる。導入される隙間の変化は、リーフ隙間の、ゼロと最大変化との間である。平均的効果は、リーフパックの幅の変化の半分に等しい追加のオフセットが生じるという効果である。
【0028】
これらの二つのファクタにより、本発明についての平均の追加の隙間Δgは以下の通りとなる。
【0029】
Δg=0.5l+0.5w
ここで、lは、リーフ製造についての長期平均オフセット(long term mean offset)であり、wはリーフパックの幅の変化である。以上の方程式から、従来技術におけるリーフパックとカバープレートとの間の隙間の変化の主な要因をなくし、これに代えて、良好に制御された製造プロセスでは消失するファクタを導入するということがわかる。従って、本発明は、隙間の精度を向上し、上述の欠点を緩和する。
【符号の説明】
【0030】
10 シャフト
20 リーフシールアッセンブリ
22 リーフエレメント
24a 第1カバープレート
24b 第2カバープレート
26 根部部分
27 シール部分
28a 第1隙間
28b 第2隙間
30a 第1肩部
30b 第2肩部
【技術分野】
【0001】
本発明は、リーフシールアッセンブリに関し、更に詳細にはガスタービンエンジン用リーフシールアッセンブリに関するが、これに限定されない。
【背景技術】
【0002】
代表的には、リーフシールは、リーフ材料の形材から形成される。これらの形材は、アッセンブリの夫々のリーフの並置されたシール縁部からシール面を形成するように適当に形成されている。詳細には、リーフは、シール縁部を提供するため、回転シャフトを中心として周方向に配置されていてもよい。シール面は、シールバリヤーを提供するように、回転シャフトに向いている。シール縁部は、回転する表面に対して効果的に浮揚する。従って、リーフシールは、更に、シャフトの半径方向位置及び軸線方向位置の変化を吸収できる。
【0003】
上述のリーフシールアッセンブリは、アッセンブリ内のリーフの数が多く比較的複雑であり、最良の効果を得るためにリーフを正確に整合し離間することが重要であるということは理解されよう。シャフト10の周囲に配置した代表的なリーフシールを図1a及び図1bに示す(注意:簡略化を図るため、図1bのシャフトの端面図は、円でなく直線として示してある)。リーフ2は、カバープレート4間に配置されている。リーフ2は互いに接合されており、各リーフの根部6のところでカバープレート4に接合されている。根部6を越えると、カバープレート4とリーフ2との間に隙間8がある。
【0004】
前(上流)隙間8及び後(下流)隙間8が変化したり、これらの隙間8間の比即ち隙間比が変化したりすると、シールの下方変位傾向(blow down)及び上方変位傾向(blow up)に影響が及ぼされる。隙間比が正しくないと、過度の下方変位傾向が生じ、これによりシールが磨耗し、又は過度の上方変位傾向が生じ、これによりシールの漏れが起こる。従って、隙間の大きさが正確であるのが望ましい。
【0005】
既知のリーフシールでは、リーフパックとカバープレートとの間の隙間8は、機械加工によってカバープレート4に段部12を形成することによって形成される。この段部の内半径のところでの高さを使用し、カバープレートとリーフパックとの間の隙間を制御する。隙間の精密度に影響が及ぼすのは、以下のファクタである。即ち、カバープレートに段部を機械加工によって形成する上での正確度、及び図2に示すリーフパックの軸線方向幅の変化である。
【0006】
第1のファクタに関し、経験によれば、段部を正確に機械加工するのは困難である。これは、機械加工中、特にガスタービンエンジンの場合におけるようにシールが比較的大きい場合、(カバープレートを形成する)リングが変形してしまうためである。更に、機械加工プロセスに固有の代表的なプロセス変化がある。かくして、リーフシールの組み立て方法のため、段部の高さに誤差が生じ、そのため、隙間幅gに一定のオフセットoが形成される。
【0007】
第2のファクタに関し、リーフの軸線方向幅の変化は、選択された製造プロセス、及びリーフが互いにどれだけ正確に配置されたのかで決まる。導入された隙間の変化は、ゼロ乃至リーフ隙間の最大変化である。平均的効果は、リーフパック幅変化の半分に等しい極めて大きいオフセット、即ちwが生じるという効果である。
【発明の概要】
【発明が解決しようとする課題】
【0008】
これらの二つのファクタのため、平均の追加の隙間Δgは以下の通りとなる。
【0009】
Δg=o+0.5w
ここで、oは、機械加工オフセット誤差であり、wはリーフパックの幅の変化である。これらの二つのファクタの複合効果により、隙間の変化が満足のいくものでなくなり、従って、本発明はこれに対処する方策を見出そうとするものである。
【課題を解決するための手段】
【0010】
本発明の第1の特徴によれば、第1部材と第2部材との間にシールを提供するためのリーフシールアッセンブリが提供される。リーフシールアッセンブリは、複数のリーフエレメントと、実質的に平らな第1カバープレートとを含み、リーフエレメントはパックをなして配置され、各リーフエレメントの第1縁部が第1カバープレートと隣接しており、各リーフエレメントの第1縁部には、第1肩部が設けられており、第1肩部は、各リーフエレメントの第1縁部と第1カバープレートとの間に第1縁部の一部に亘って第1隙間を形成するように構成されている。
【0011】
各リーフエレメントは、根部部分及びシール部分を含んでいてもよい。第1肩部は、根部部分とシール部分との間の境界に形成されていてもよい。
【0012】
リーフアッセンブリは、実質的に平らな第2カバープレートを含んでいてもよい。リーフエレメントが、第1カバープレートと第2カバープレートとの間に挟まれるように、各リーフエレメントの第2縁部が第2カバープレートと隣接していてもよい。各リーフエレメントの第2縁部には、第2肩部が設けられていてもよい。第2肩部は、各リーフエレメントの第2縁部と第2カバープレートとの間に、第2縁部の一部に亘って、第2隙間を形成するように構成されていてもよい。
【0013】
各リーフエレメントは、根部部分及びシール部分を含んでいてもよい。第2肩部は、根部部分とシール部分との間の境界に形成されていてもよい。
【0014】
リーフエレメントのパックは、第1部材を中心として周方向に配置されていてもよい。第1部材及び第2部材は、互いに関して回転してもよい。
【0015】
ターボ機械が、上文中に説明したリーフシールアッセンブリを含んでいてもよい。ガスタービンが、上文中に説明したリーフシールアッセンブリを含んでいてもよい。
【0016】
本発明の第2の特徴によれば、リーフシールアッセンブリ製造方法が提供される。この方法は、複数のリーフエレメント及び実質的に平らな第1カバープレートを提供する工程と、各リーフエレメントの第1縁部に第1肩部を形成する工程と、各リーフエレメントの第1縁部が第1カバープレートと隣接するようにリーフエレメントを配置する工程とを含み、第1肩部は、各リーフエレメントの第1縁部と第1カバープレートとの間に第1縁部の一部に亘って第1隙間を形成するように配置される。
【0017】
前記方法は、実質的に平らな第2カバープレートを提供する工程を含んでいてもよい。この方法は、更に、各リーフエレメントの第2縁部に第2肩部を形成する工程を含んでいてもよい。前記方法は、更に、各リーフエレメントの第2縁部が第2カバープレートと隣接するようにリーフエレメントを配置する工程を含んでいてもよい。リーフエレメントは、第1カバープレートと第2カバープレートとの間に挟まれてもよく、第2肩部は、各リーフエレメントの第2縁部と第2カバープレートとの間に第2縁部の一部に亘って第2隙間を形成するように配置してもよい。
【0018】
次に、本発明を更によく理解するため、及びどのように実施したらよいのかを更に明瞭に示すため、添付図面を例として参照する。
【図面の簡単な説明】
【0019】
【図1】図1a及び図1bは、従来技術のリーフシールアッセンブリの断面図である(簡略化を図るため、図1bは、直線状シールのパックを示す)。
【図2】図2は、従来技術のリーフシールアッセンブリのリーフパックの平面図である。
【図3】図3a及び図3bは、本発明の一例によるリーフアッセンブリの断面図である(簡略化を図るため、図3bは、直線状シールのパックを示す)。
【発明を実施するための形態】
【0020】
図3a及び図3bを参照すると、本発明の一実施例によるリーフシールアッセンブリ20は、実質的に平らな第1カバープレート24aと第2カバープレート24bとの間に挟まれた複数のリーフエレメント22を含む。リーフシールアッセンブリ20は、シャフト10の周囲に配置されている。図3bに示すように、リーフエレメント22は、根部部分26のところで互いに接合されている。しかしながら、簡略化を図るため、図3bのシャフトの図の端部は、円でなく直線として示してある。それにも関わらず、リーフエレメント22はシャフト10の周囲に配置され、半径方向に関して角度をなしている。
【0021】
リーフエレメント22は、各リーフエレメント22の第1縁部が第1カバープレート24aと隣接し、各リーフエレメント22の第2縁部が第2カバープレート24bと隣接し、これらのリーフエレメント22が第1及び第2のカバープレート24a、24b間に挟まれるように、一つのパックをなして配置されている。
【0022】
各リーフエレメント22は、第1縁部の第1肩部30aと、この肩部と対応する、第2縁部の第2肩部30bとを含む。第1肩部30aは、各リーフエレメント22の第1縁部と第1カバープレート24aとの間に、第1縁部の一部に亘って第1隙間28aが形成されるように構成されている。同様に、第2肩部30bは、各リーフエレメント22の第2縁部と第2カバープレート24bとの間に、第2縁部の一部に亘って第2隙間28bが形成されるように構成されている。
【0023】
各リーフエレメント22は、根部部分26とシール部分27とを含む。第1肩部30a及び第2肩部30bは、根部部分26とシール部分27との間の境界に形成される。カバープレート24a、24bは、リーフ縁部輪郭の段部(段状)の変化によって、リーフパックから離されている。かくして、隙間28a、28bは、リーフパックの設計によって定められている。従来技術と異なり、カバープレートは、平らなリングで形成されている。
【0024】
本発明は、カバープレートの製造費用の低減がなされるため、有利である。これは、段部機械加工プロセスがない(カバープレートはシート材料を切ったものであってもよい)ためである。更に、リーフパックとカバープレートとの間の隙間の制御の正確度が大幅に向上した。
【0025】
本発明に関し、隙間の精密度に影響を及ぼすのは以下のファクタである。即ち、リーフ縁部輪郭の部分である段部(即ち肩部30a、30b)の正確度、及び図2に示すリーフパックの軸線方向幅の変化である。
【0026】
第1のファクタに関し、段部の変化は、リーフ製造の部分として精密に制御できる。更に、隙間が多数のリーフによって形成されるため、隙間の変化は、段部の平均的な高さで決まる。リーフ製造プロセスがゼロオフセットで中心決めが行われる場合には、隙間についてオフセットが常にゼロとなる。そうでない場合、製造オフセットは、隙間の平均的変化をオフセットの長期平均(long-term mean)の半分にする。
【0027】
第2のファクタに関し、リーフの軸線方向幅の変化は、選択された製造プロセス、及びリーフが互いにどの程正確に配置されたのかで決まる。導入される隙間の変化は、リーフ隙間の、ゼロと最大変化との間である。平均的効果は、リーフパックの幅の変化の半分に等しい追加のオフセットが生じるという効果である。
【0028】
これらの二つのファクタにより、本発明についての平均の追加の隙間Δgは以下の通りとなる。
【0029】
Δg=0.5l+0.5w
ここで、lは、リーフ製造についての長期平均オフセット(long term mean offset)であり、wはリーフパックの幅の変化である。以上の方程式から、従来技術におけるリーフパックとカバープレートとの間の隙間の変化の主な要因をなくし、これに代えて、良好に制御された製造プロセスでは消失するファクタを導入するということがわかる。従って、本発明は、隙間の精度を向上し、上述の欠点を緩和する。
【符号の説明】
【0030】
10 シャフト
20 リーフシールアッセンブリ
22 リーフエレメント
24a 第1カバープレート
24b 第2カバープレート
26 根部部分
27 シール部分
28a 第1隙間
28b 第2隙間
30a 第1肩部
30b 第2肩部
【特許請求の範囲】
【請求項1】
第1部材と第2部材との間にシールを提供するためのリーフシールアッセンブリであって、
前記リーフシールアッセンブリは、複数のリーフエレメント(22)と、実質的に平らな第1カバープレート(24a)とを備え、
前記リーフエレメントは、パックをなして配置され、各リーフエレメントの第1縁部が前記第1カバープレートと隣接しており、
各リーフエレメントは、前記第1縁部に、第1肩部(30a)を備えており、前記第1肩部(30a)は、各リーフエレメントの前記第1縁部と前記第1カバープレートとの間に、前記第1縁部の一部に亘って、第1隙間(28a)を形成するように構成された、リーフシールアッセンブリ。
【請求項2】
請求項1に記載のリーフシールアッセンブリにおいて、
各リーフエレメントは、根部部分(26)とシール部分(27)とを備え、前記第1肩部は、前記根部部分と前記シール部分との間の境界に形成されている、リーフシールアッセンブリ。
【請求項3】
請求項1又は2に記載のリーフシールアッセンブリにおいて、
前記リーフアッセンブリは、実質的に平らな第2カバープレート(24b)を備え、前記リーフエレメントが、前記第1カバープレートと前記第2カバープレートとの間に挟まれるように、各リーフエレメントの第2縁部が前記第2カバープレートと隣接し、
各リーフエレメントは、前記第2縁部に、第2肩部(30b)を備え、
前記第2肩部(30b)は、各リーフエレメントの前記第2縁部と前記第2カバープレートとの間に前記第2縁部の一部に亘って第2隙間(28b)を形成するように構成された、リーフシールアッセンブリ。
【請求項4】
請求項3に記載のリーフシールアッセンブリにおいて、
各リーフエレメントは、根部部分(26)とシール部分(27)とを備え、前記第2肩部は、前記根部部分と前記シール部分との間の境界に形成されている、リーフシールアッセンブリ。
【請求項5】
請求項1乃至4のうちのいずれか一項に記載のリーフシールアッセンブリにおいて、
前記リーフエレメントの前記パックは、前記第1部材(10)を中心として周方向に配置されている、リーフシールアッセンブリ。
【請求項6】
請求項1乃至5のうちのいずれか一項に記載のリーフシールアッセンブリにおいて、
前記第1部材及び前記第2部材は、互いに関して回転する、リーフシールアッセンブリ。
【請求項7】
請求項1乃至6のうちのいずれか一項に記載のリーフシールアッセンブリを含む、ターボ機械。
【請求項8】
請求項1乃至6のうちのいずれか一項に記載のリーフシールアッセンブリを含む、ガスタービン。
【請求項9】
リーフシールアッセンブリ製造方法であって、
前記方法は、
複数のリーフエレメント及び実質的に平らな第1カバープレートを提供する工程と、
前記各リーフエレメントの第1縁部に第1肩部を形成する工程と、
前各記リーフエレメントの前記第1縁部が前記第1カバープレートと隣接するように前記リーフエレメントを配置する工程とを備え、
前記第1肩部は、前記各リーフエレメントの前記第1縁部と前記第1カバープレートとの間に前記第1縁部の一部に亘って第1隙間を形成するように配置される、方法。
【請求項10】
請求項9に記載のリーフシールアッセンブリ製造方法において、
前記製造方法は、更に、
実質的に平らな第2カバープレートを提供する工程と、
前記各リーフエレメントの第2縁部に第2肩部を形成する工程と、
前記各リーフエレメントの前記第2縁部が前記第2カバープレートと隣接するように前記リーフエレメントを配置する工程とを備え、
前記リーフエレメントは、前記第1カバープレートと前記第2カバープレートとの間に挟まれ、前記第2肩部は、前記各リーフエレメントの前記第2縁部と前記第2カバープレートとの間に前記第2縁部の一部に亘って第2隙間を形成するように配置される、方法。
【請求項1】
第1部材と第2部材との間にシールを提供するためのリーフシールアッセンブリであって、
前記リーフシールアッセンブリは、複数のリーフエレメント(22)と、実質的に平らな第1カバープレート(24a)とを備え、
前記リーフエレメントは、パックをなして配置され、各リーフエレメントの第1縁部が前記第1カバープレートと隣接しており、
各リーフエレメントは、前記第1縁部に、第1肩部(30a)を備えており、前記第1肩部(30a)は、各リーフエレメントの前記第1縁部と前記第1カバープレートとの間に、前記第1縁部の一部に亘って、第1隙間(28a)を形成するように構成された、リーフシールアッセンブリ。
【請求項2】
請求項1に記載のリーフシールアッセンブリにおいて、
各リーフエレメントは、根部部分(26)とシール部分(27)とを備え、前記第1肩部は、前記根部部分と前記シール部分との間の境界に形成されている、リーフシールアッセンブリ。
【請求項3】
請求項1又は2に記載のリーフシールアッセンブリにおいて、
前記リーフアッセンブリは、実質的に平らな第2カバープレート(24b)を備え、前記リーフエレメントが、前記第1カバープレートと前記第2カバープレートとの間に挟まれるように、各リーフエレメントの第2縁部が前記第2カバープレートと隣接し、
各リーフエレメントは、前記第2縁部に、第2肩部(30b)を備え、
前記第2肩部(30b)は、各リーフエレメントの前記第2縁部と前記第2カバープレートとの間に前記第2縁部の一部に亘って第2隙間(28b)を形成するように構成された、リーフシールアッセンブリ。
【請求項4】
請求項3に記載のリーフシールアッセンブリにおいて、
各リーフエレメントは、根部部分(26)とシール部分(27)とを備え、前記第2肩部は、前記根部部分と前記シール部分との間の境界に形成されている、リーフシールアッセンブリ。
【請求項5】
請求項1乃至4のうちのいずれか一項に記載のリーフシールアッセンブリにおいて、
前記リーフエレメントの前記パックは、前記第1部材(10)を中心として周方向に配置されている、リーフシールアッセンブリ。
【請求項6】
請求項1乃至5のうちのいずれか一項に記載のリーフシールアッセンブリにおいて、
前記第1部材及び前記第2部材は、互いに関して回転する、リーフシールアッセンブリ。
【請求項7】
請求項1乃至6のうちのいずれか一項に記載のリーフシールアッセンブリを含む、ターボ機械。
【請求項8】
請求項1乃至6のうちのいずれか一項に記載のリーフシールアッセンブリを含む、ガスタービン。
【請求項9】
リーフシールアッセンブリ製造方法であって、
前記方法は、
複数のリーフエレメント及び実質的に平らな第1カバープレートを提供する工程と、
前記各リーフエレメントの第1縁部に第1肩部を形成する工程と、
前各記リーフエレメントの前記第1縁部が前記第1カバープレートと隣接するように前記リーフエレメントを配置する工程とを備え、
前記第1肩部は、前記各リーフエレメントの前記第1縁部と前記第1カバープレートとの間に前記第1縁部の一部に亘って第1隙間を形成するように配置される、方法。
【請求項10】
請求項9に記載のリーフシールアッセンブリ製造方法において、
前記製造方法は、更に、
実質的に平らな第2カバープレートを提供する工程と、
前記各リーフエレメントの第2縁部に第2肩部を形成する工程と、
前記各リーフエレメントの前記第2縁部が前記第2カバープレートと隣接するように前記リーフエレメントを配置する工程とを備え、
前記リーフエレメントは、前記第1カバープレートと前記第2カバープレートとの間に挟まれ、前記第2肩部は、前記各リーフエレメントの前記第2縁部と前記第2カバープレートとの間に前記第2縁部の一部に亘って第2隙間を形成するように配置される、方法。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2011−140940(P2011−140940A)
【公開日】平成23年7月21日(2011.7.21)
【国際特許分類】
【外国語出願】
【出願番号】特願2010−278956(P2010−278956)
【出願日】平成22年12月15日(2010.12.15)
【出願人】(591005785)ロールス・ロイス・ピーエルシー (88)
【氏名又は名称原語表記】ROLLS−ROYCE PUBLIC LIMITED COMPANY
【Fターム(参考)】
【公開日】平成23年7月21日(2011.7.21)
【国際特許分類】
【出願番号】特願2010−278956(P2010−278956)
【出願日】平成22年12月15日(2010.12.15)
【出願人】(591005785)ロールス・ロイス・ピーエルシー (88)
【氏名又は名称原語表記】ROLLS−ROYCE PUBLIC LIMITED COMPANY
【Fターム(参考)】
[ Back to top ]