
ルーフサイドレール
【課題】ルーフサイドレール内に配設された複数のレインフォースメントを接合する接着部が剥離することを効果的に防止できるようにする。
【解決手段】車両のルーフパネル2の車幅方向両端部に接合されて車両の前後方向に延びるルーフサイドレール1であって、当該ルーフサイドレール1は、アウタパネル3とインナパネル4とからなる閉断面構造を有し、該閉断面内には、上記インナパネル4から車幅方向外方に向かって断面ハット状に膨出した複数枚のレインフォースメント5,6が配設され、該レインフォースメント5,6の少なくとも一部が互いに重ね合わされた状態で設置されるとともに、該重ね合わせ部に位置する上記断面ハット状の膨出部51,61の頂面54,64およびその上下両面55,65,56,66に設けられた接着部9により上記複数枚のレインフォースメント5,6が互いに接合された。
【解決手段】車両のルーフパネル2の車幅方向両端部に接合されて車両の前後方向に延びるルーフサイドレール1であって、当該ルーフサイドレール1は、アウタパネル3とインナパネル4とからなる閉断面構造を有し、該閉断面内には、上記インナパネル4から車幅方向外方に向かって断面ハット状に膨出した複数枚のレインフォースメント5,6が配設され、該レインフォースメント5,6の少なくとも一部が互いに重ね合わされた状態で設置されるとともに、該重ね合わせ部に位置する上記断面ハット状の膨出部51,61の頂面54,64およびその上下両面55,65,56,66に設けられた接着部9により上記複数枚のレインフォースメント5,6が互いに接合された。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、車両のルーフパネルの車幅方向両端部に接合されて車両の前後方向に延びるルーフサイドレールに関するものである。
【背景技術】
【0002】
従来、下記特許文献1に示されるように、アウタパネルとリインフォースメントとの間に充填材としての接着剤を充填することで、センタピラーの断面崩れを抑制するとともに、車体の軽量化と接着剤の劣化を防止可能な車体骨格部材を提供することを目的として、基部の両端部に一対の縦壁部を有する断面ハット形状のアウタパネルと、該アウタパネルとで閉断面構造を形成するインナパネルと、該閉断面構造内に前記アウタパネルに沿って配設されて基部の両端部に一対の縦壁部を有する断面ハット形状のアウタリインフォースメントと、該アウタリインフォースメントと前記インナパネルとの間に配設されたインナリインフォースメントとを有する車体骨格部材において、上記アウタリインフォースメントにおける一対の縦壁部のみをインナリインフォースメントに接着剤により接合することが行われている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2005−306235号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記特許文献1に開示された車体骨格部材では、該車体骨格部材にアウタパネルの基部側からインナパネル側に向って所定値以上の荷重が作用した場合に、変形が大きくなるアウタパネルと対向するアウタレインフォースメントの縦壁部とインナリインフォースメントの縦壁部とを接着剤により接合して補強するように構成したため、接着剤の量を少なくして車体の軽量化することができるとともに、アウタパネルとアウタリインフォースメントとの間に接着剤を充填した場合のように該接着剤が車外からの温度変化や水の浸入の影響を受けることなく、接着剤の劣化を防止できるという利点がある。
【0005】
そして、上記車体骨格部材の構造を、車両のルーフサイドレールに適用し、該ルーフサイドレールのアウタパネルとインナパネルとにより構成された閉断面内に複数枚のレインフォースメントを部分的に重ね合わせた状態で配設し、該レインフォースメントの重ね合わせ部における頂面(縦壁部)に接着剤をそれぞれ塗布することにより、上記複数枚のレインフォースメントを接合することも考えられる。
【0006】
上記のようにルーフサイドレールのアウタパネルとインナパネルとにより構成された閉断面内であって、スポット溶接が困難な個所に配設された鋼板材等からなる上記複数枚のレインフォースメントの重ね合わせ部に熱硬化型の接着剤を塗布し、該熱硬化型の接着剤を車体の下塗り塗装の乾燥工程で加熱して硬化させることにより、上記レインフォースメントの重ね合わせ部を接着するように構成した場合には、その後に施される上塗り塗装の乾燥工程で、車体が160°C〜180°C程度の高温に加熱されることにより、上記接着部が剥離し易いという問題がある。
【0007】
すなわち、上記上塗り塗装の乾燥工程で高温に加熱されることにより車体が膨張して数mm程度の歪みが生じるとともに、上記熱硬化型の接着剤等により形成された接着部がガラス転移温度以上に加熱されることによりその接着強度が極端に低下するため、上記車体に生じる歪みに応じて接着部が剥離する可能性があった。特に、上記ルーフサイドレールは、下端部が複数のピラーによって支持された状態で、上端部に車体の中でも面積の大きいルーフパネルが接合されているため、該ルーフパネルが熱変形することによる影響を受け易く、上記ルーフサイドレール内に配設された複数枚のレインフォースメントの接着部が剥離し易いという問題があった。
【0008】
本発明は、上記の問題点に鑑みてなされたものであり、ルーフサイドレール内に配設された複数のレインフォースメントを接合する接着部が剥離することを効果的に防止できるようにすることを目的としている。
【課題を解決するための手段】
【0009】
請求項1に係る発明は、車両のルーフパネルの車幅方向両端部に接合されて車両の前後方向に延びるルーフサイドレールであって、当該ルーフサイドレールは、アウタパネルとインナパネルとからなる閉断面構造を有し、該閉断面内には、上記インナパネルから車幅方向外方に向かって断面ハット状に膨出した複数枚のレインフォースメントが配設され、該レインフォースメントの少なくとも一部が互いに重ね合わされた状態で設置されるとともに、該重ね合わせ部に位置する上記断面ハット状の膨出部の頂面およびその上下両面に設けられた接着部により上記複数枚のレインフォースメントが互いに接合されたものである。
【0010】
請求項2に係る発明は、上記請求項1に記載のルーフサイドレールにおいて、上記断面ハット状の膨出部の頂面およびその上下両面に亘って上記接着部が連続的に設けられたものである。
【0011】
請求項3に係る発明は、上記請求項1または2に記載のルーフサイドレールにおいて、車体の側部に設けられたBピラーとCピラーとの間に設置されたルーフサイドレールの前後方向中間部分に上記重ね合わせ部が配設されたものである。
【0012】
請求項4に係る発明は、上記請求項1〜3のいずれか1項に記載のルーフサイドレールにおいて、上記重ね合わせ部を有する複数枚のレインフォースメントのうちでその少なくとも一枚を当該重ね合わせ部から車両後方側に向かって延びるように設置するとともに、他のレインフォースメントを上記重ね合わせ部から車両前方側に向かって延びるように設置したものである。
【0013】
請求項5に係る発明は、上記請求項4に記載のルーフサイドレールにおいて、上記重ね合わせ部から車両前方側に向かって延びるよう設置された第2レインフォースメントが、上記重ね合わせ部から車両後方側に向かって延びるよう設置された第1レインフォースメントよりも車幅方向外方側に配設されたものである。
【0014】
請求項6に係る発明は、上記請求項1〜5のいずれか1項に記載のルーフサイドレールにおいて、上記レインフォースメントの下端部から下方に延びる下部フランジを有し、該下部フランジが上記重ね合わせ部に対応する位置でルーフサイドレールのアウタパネルに溶接されたものである。
【0015】
請求項7に係る発明は、上記請求項1〜6のいずれか1項に記載のルーフサイドレールにおいて、上記レインフォースメントの上端部から車幅方向内方側に延びる上部フランジを有し、該上部フランジが上記重ね合わせ部から離間した位置でルーフパネルの側端部に溶接されたものである。
【発明の効果】
【0016】
請求項1に係る発明では、複数枚のレインフォースメントの少なくとも一部が互いに重ね合わされた状態で設置するとともに、該重ね合わせ部に位置する上記断面ハット状の膨出部の頂面およびその上下両面に設けられた接着部により上記複数枚のレインフォースメントを互いに接合したため、上記ルーフサイドレールが組み付けられた車体を、上塗り塗装の乾燥工程に搬送して160°C〜180°C程度の高温に加熱した場合においても、上記接着剤による接着部が剥離することを効果的に防止できるという利点がある。
【0017】
請求項2に係る発明では、上記断面ハット状の膨出部の頂面およびその上下両面に亘って上記接着部を連続的に設けため、該接着部の設置作業を容易に行うことができるとともに、該接着部により上記各レインフォースメントの重ね合わせ部を効果的に接合できるという利点がある。
【0018】
請求項3に係る発明では、車体の側部に設けられたBピラーとCピラーとの間に設置されたルーフサイドレールの前後方向中間部分に上記重ね合わせ部を配設したため、上記ルーフサイドレール内に配設される複数枚のレインフォースメントにより、車体の構造上、所定の強度を備えることが要求される上記BピラーとCピラーとの間におけるルーフサイドレールの前後方向中間部分を効果的に補強できるという利点がある。
【0019】
請求項4に係る発明では、上記重ね合わせ部を有する複数枚のレインフォースメントのうちでその少なくとも一枚を当該重ね合わせ部から車両後方側に向かって延びるように設置するとともに、他のレインフォースメントを上記重ね合わせ部から車両前方側に向かって延びるように設置したため、各レインフォースメントの全長をそれ程大きくすることなく、車両の前後方向に延びる所定長さのルーフサイドレールを上記複数枚のレインフォースメントで効果的に補強することができる。
【0020】
請求項5に係る発明では、上記重ね合わせ部から車両前方側に向かって延びるよう設置された第2レインフォースメントを、上記重ね合わせ部から車両後方側に向かって延びるよう設置された第1レインフォースメントよりも車幅方向外方側に配設したため、上記第1レインフォースメントをルーフサイドレールのインナパネル等に取り付けてリヤピラーインナアッシーを構成するとともに、上記第2レインフォースメントをルーフサイドレールのアウタパネル等に取り付けてサイドフレームアッシーを構成した後、これらを組み合わせることにより、上記ルーフサイドレール1をアッシーできるという利点がある。
【0021】
請求項6に係る発明では、上記レインフォースメントの下端部から下方に延びる下部フランジを設け、該下部フランジが上記重ね合わせ部に対応する位置でルーフサイドレールのアウタパネルに溶接したため、該溶接部により上記重ね合わせ部に設けられた接着部を効果的に補強することでき、該接着部の剥離を、より効果的に防止できるという利点がある。
【0022】
請求項7に係る発明では、上記レインフォースメントの上端部から車幅方向内方側に延びる上部フランジをもうけ、該上部フランジが上記重ね合わせ部から離間した位置でルーフパネルの側端部に溶接するように構成したため、上記上部フランジを、それぞれ個別にルーフサイドレールのアウタパネルおよびルーフパネルの側端部等に対してスポット溶接することができ、上記ルーフサイドレールのアウタパネルとルーフパネルの側端部との接合部を上記レインフォースメントにより効果的に補強することができる。
【図面の簡単な説明】
【0023】
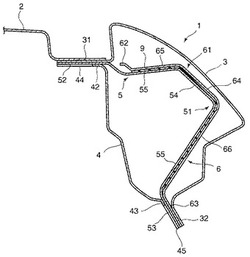
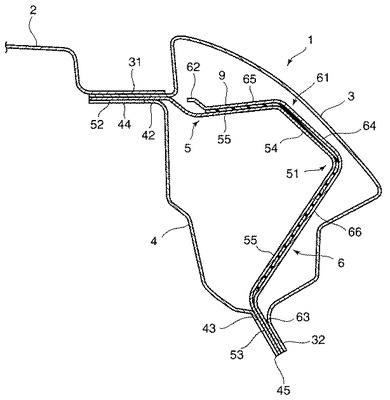
【図1】本発明に係るルーフサイドレールの実施形態を示す断面図である。
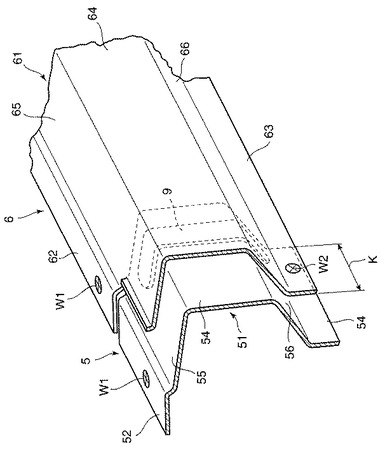
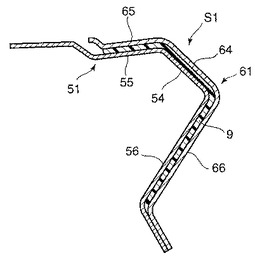
【図2】第1,第2レインフォースメントの重ね合わせ部を示す斜視図である。
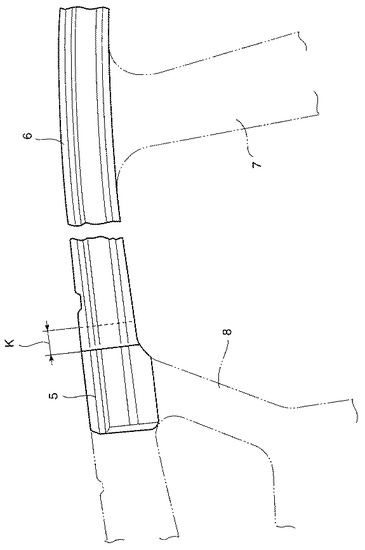
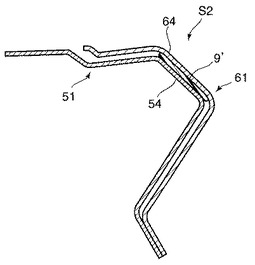
【図3】第1,第2レインフォースメントの重ね合わせ部を示す側面図である。
【図4】上記ルーフサイドレールを車内側から見た状態を示す説明図である。
【図5】車体が熱変形した状態を示す平面図である。
【図6】本発明例に係る試験片の構造を示す断面図である。
【図7】比較例に係る試験片の構造を示す断面図である。
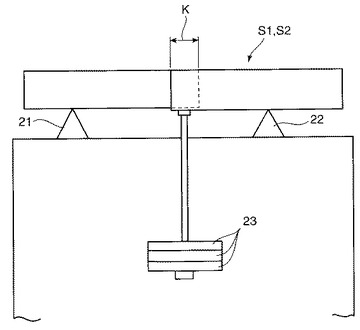
【図8】本発明の効果を確認するために使用した試験装置を示す説明図である。
【図9】上記試験装置を使用した試験結果を示すグラフである。
【発明を実施するための形態】
【0024】
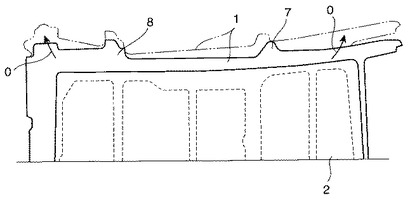
図1〜図3は、本発明に係るルーフサイドレール1の実施形態を示している。該ルーフサイドレール1は、車両のルーフパネル2の車幅方向両端部に接合されて車両の前後方向に延びるように設置されている。上記ルーフサイドレール1は、鋼板材等からなるアウタパネル3とインナパネル4とにより構成された閉断面構造を有し、該閉断面内には、鋼板材等からなる後方側に向かって延びる第1レインフォースメント5と前方側に向かって延びる第2レインフォースメント6とが配設されている。
【0025】
上記第1,第2レインフォースメント5,6は、インナパネル4から車幅方向外方に向かって膨出した断面ハット状の膨出部51,61と、その上端部から車体の内方側に突設された上部フランジ52,62と、上記膨出部51,61の下端部から下方に向けて突設された下部フランジ部53,63とをそれぞれ有している。
【0026】
上記前方側に向かって延びる第1レインフォースメント5は、車体の側部において車室の後方部に配設されたCピラー8の上端部から前方に延びるように設置されている。また、上記前方側に向かって延びる第2レインフォースメント6は、第1レインフォースメント5よりも車幅方向外方側に配設されるとともに、上記第2レインフォースメント6の後端部が上記第1レインフォースメント5の前端部と所定範囲Kに亘って重ね合わされた状態で、車両前方側、つまり車体の側部において車室の前後方向中央部に配設されたBピラー7の設置部に向けて延びるように設置されている。
【0027】
上記第1,第2レインフォースメント5,6は、両者の重ね合わせ部Kに位置する上記膨出部51,61の頂面54,64と、その上面55,65および下面56,66に亘って連続的に接着剤が塗布されることにより形成された接着部9を介して、互いに接合されている。上記接着剤としては、例えば約140°C前後の温度で硬化するエポキシ系の熱硬化型の接着剤が用いられるが、これに限定されるものではない。
【0028】
上記ルーフサイドレール1を備えた車体を製造する場合には、まず上記第1レインフォースメント5をルーフサイドレール1のインナパネル4等に取り付けてリヤピラーインナアッシーを構成するとともに、上記第2レインフォースメント6をルーフサイドレール1のアウタパネル3等に取り付けてサイドフレームアッシーを構成する。
【0029】
次いで、上記第1,第2レインフォースメント5,6の重ね合わせ部Kに位置する第2レインフォースメント6の膨出部61の頂面64と、上面65および下面66とに亘って連続的に接着剤を塗布することにより接着部9を形成した後、上記リヤピラーインナアッシーおよびサイドフレームアッシーの所定位置をスポット溶接することにより一体に接合するとともに、その上端部に上記ルーフパネル2の側端部をスポット溶接することにより一体に接合する。
【0030】
具体的には、上記第2レインフォースメント5,6の上部フランジ52を、上記ルーフサイドレール1のアウタパネル3の上部に設けられた上部フランジ31の下面に重ね合わせた状態で、これらとルーフパネル2の側端部とを一体にスポット溶接する。なお、第1,第2レインフォースメント5,6の上部フランジ52,62の両方と、上記アウタパネル3の上部フランジ31およびルーフパネル2の側端部とからなる4枚のパネル材を一体にスポット溶接することは困難である。
【0031】
このため、上記第1,第2レインフォースメント5,6に設けられた断面ハット状の膨出部51,61の上端部から車幅方向内方側に延びるように設けられた上部フランジ52,62を、上記重ね合わせ部Kから離間した位置で、それぞれ個別にルーフサイドレール1のアウタパネル3およびルーフパネル2の側端部に対してスポット溶接している(図2のW1参照)。また、上記ルーフサイドレール1のインナパネル4の上端部に設けられた上部フランジ42には、図4に示すように、上記スポット溶接個所W1に位置する部位に切欠き44が形成されている。
【0032】
また、上記第1,第2レインフォースメント5,6の下部フランジ部53,63は、上記重ね合わせ部Kにおいてルーフサイドレール1のアウタパネル3の下端部に設けられた下部フランジ32にスポット溶接されている(図2のW2参照)。上記ルーフサイドレール1のインナパネル4の下端部に設けられた下部フランジ43には、図4に示すように上記重ね合わせ部Kに位置する部分を所定範囲に亘って切り欠いた切欠き部45が形成されている。これにより上記第1,第2レインフォースメント5,6の下部フランジ部53,63とルーフサイドレール1のアウタパネル3とからなる3枚のパネル材を一体にスポット溶接(W2)することを可能としている。
【0033】
このようにしてルーフサイドレール1が組み付けられた車体を下塗り塗装工程に搬送して下塗り塗装を行った後、該下塗り塗装の乾燥工程で所定温度に加熱することにより、上記第1,第2レインフォースメント5,6の重ね合わせ部Kに熱硬化型の接着剤が塗布されることにより形成された接着部9が硬化し、上記第1,第2レインフォースメント5,6がその重ね合わせ部Kにおいて強固に接着される。その後、上記車体は中塗り等工程および上塗り塗装工程に順次、搬送されて中塗り塗装および上塗り塗装が施される。
【0034】
上記のようにアウタパネル3とインナパネル4とにより構成されたルーフサイドレール1の閉断面内に、上記インナパネル4から車幅方向外方に向かって断面ハット状に膨出した膨出部51,61を有する第1,第2レインフォースメント5,6を配設し、該レインフォースメント5,6の少なくとも一部を互いに重ね合わせた状態で設置するとともに、該重ね合わせ部Kに位置する上記断面ハット状の膨出部51,61の頂面54,64およびその上下両面55,56,65,66に接着剤をそれぞれ塗布することにより、上記第1,第2レインフォースメント5,6を互いに接着する接着部9を設けたため、上記ルーフサイドレール1が組み付けられた車体を、上塗り塗装の乾燥工程に搬送して160°C〜180°C程度の高温に加熱した場合においても、上記接着部9が剥離することを効果的に防止できるという利点がある。
【0035】
すなわち、上記車体は、上塗り塗装の乾燥工程で高温に加熱されるのに応じて図5の実線で示す初期状態から仮想線で示すように膨張する。そして、上記ルーフサイドレール1は、下端部が複数のピラー7,8等によって支持された状態で、上端部に車体の中でも面積の大きいルーフパネル2が接合されているため、その中央部に比べて前端部および後端部を大きく膨張させようとする応力Oが作用すると共に、これに応じて上記第1,第2レインフォースメント5,6の接着部9を剥離させる方向に歪ませようとする応力が発生する。したがって、熱硬化型の接着剤により上記接着部9を構成した場合には、その硬化した後に接着部9がガラス転移温度以上に加熱されることにより接着強度が極端に低下し、断面ハット状に形成された上記膨出部51,61の頂面54,64のみに接着部を設けただけでは、車体に作用する応力に応じて該接着部が容易に剥離してしまうことが避けられない。
【0036】
これに対して上記のように第1,第2レインフォースメント5,6の重ね合わせ部Kに位置する上記断面ハット状の膨出部51,61の頂面54,64およびその上下両面55,56,65,66にそれぞれ接着部9を設けた場合には、上記膨出部51,61の頂面54,64に設けられた接着部9を剥離させる方向に作用する応力が、上記膨出部51,61の上下両面55,56,65,66に設けられた接着部9の剪断方向に作用して該接着部9により効果的に吸収されることになる。したがって、上記車体が高温に加熱されてルーフパネル2が大きく熱変形し、その影響が上記ルーフサイドレール1に作用した場合においても、第1,第2レインフォースメント5,6の重ね合わせ部Kに設けられた上記接着部9が剥離するという事態の発生を効果的に防止でき、上記重ね合わせ部Kにおける第1,第2レインフォースメント5,6の接合強度を安定して維持することができる。
【0037】
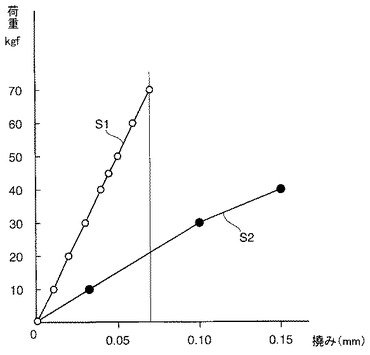
上記の効果を確認するために行った試験例について以下に説明する。まず、図6に示すように、第1,第2レインフォースメント5,6の重ね合わせ部Kに位置する上記断面ハット状の膨出部51,61の頂面54,64およびその上下両面55,56,65,66にそれぞれ2mm程度の厚みを有する接着部9を設けてなる本発明例に係る試験片S1と、図7に示すように、上記断面ハット状に形成された膨出部51,61の頂面54,64のみに2mm程度の厚みを有する接着部9′を設けてなる比較例に係る試験片S2とを作成する。そして、上記各試験片S1,S2を、図8に示すように、180mmの間隔で設置された支持部21,22上に支持させた状態で、両レインフォースメント5,6の重ね合わせ部Kに重り23を吊下させて下方に付勢し、該重ね合わせ部Kに生じる撓みを測定するとともに、上記重り23に対応した荷重がどの程度になった時点で上記接着部が剥離するかを確認する試験を行ったところ、図9に示すようなデータが得られた。
【0038】
上記データから、比較例に係る試験片S2では、20kgfの荷重を作用させた時点で、0.07mmの撓みが生じた。そしてこれを160°Cのオーブン内に30分間セットしたが接着部9の剥離は見られなかった。したがって、接着部9′が剥離することが確認された。これに対して本発明例に係る試験片S1では、70kgfの荷重を作用させると、ようやく0.07mm程度の撓みが生じるのを防止することができ、上記比較例に係る試験片S2に比べて格段に接合強度が高くなることが確認された。
【0039】
なお、上記断面ハット状の膨出部51,61の頂面54,64およびその上下両面55,65,56,66に亘り上記接着部9を連続的に設けてなる上記実施形態に代え、膨出部51,61の頂面54,64およびその上下両面55,65,56,66に接着部を断続的に設けることも可能である。しかし、上記のように膨出部51,61の三面に亘って接着部9を連続的に設けるように構成した場合には、該接着部9の設置作業を容易に行うことができるとともに、該接着部9により第1,第2レインフォースメント5,6を強固に接着できるという利点がある。
【0040】
また、上記実施形態に示すように、車体の側部に設けられたBピラー7とCピラー8との間に設置されたルーフサイドレール1の前後方向中間部分に上記重ね合わせ部Kを配設した場合には、上記ルーフサイドレール1内に配設される複数枚のレインフォースメント、つまり上記第1,第2レインフォースメント5,6により、車体の構造上、所定の強度を備えることが要求される上記Bピラー7とCピラー8との間におけるルーフサイドレール1の前後方向中間部分を効果的に補強できるという利点がある。
【0041】
なお、上記重ね合わせ部Kから車両後方側に向かって延びるように設置される後方側の第1レインフォースメント5と、上記重ね合わせ部Kから車両前方側に向かって延びるように設置された前方側の第2レインフォースメント6とをルーフサイドレール1の閉断面内に配設した上記実施形態に代え、該閉断面内に三枚以上のレインフォースメントを配設した構造としてもよい。
【0042】
そして、上記のように第1,第2レインフォースメント5,6等からなる複数枚のレインフォースメントの一部を互いに重ね合わされた状態で設置するとともに、該重ね合わせ部Kから車両前後方側に向かって延びるように設置するように構成した場合には、各レインフォースメントの全長をそれ程大きくすることなく、車両の前後方向に延びる所定長さのルーフサイドレール1を上記複数枚のレインフォースメントで効果的に補強することができる。
【0043】
また、上記実施形態に示すように、重ね合わせ部Kから車両前方側に向かって延びるよう設置された第2レインフォースメント6を、上記重ね合わせ部Kから車両後方側に向かって延びるよう設置された第1レインフォースメント5よりも車幅方向外方側に配設した場合には、上記後方側の第1レインフォースメント5をルーフサイドレール1のインナパネル4に取り付けてリヤピラーインナアッシーを構成するとともに、上記前方側の第2レインフォースメント6をルーフサイドレール1のアウタパネル3に取り付けてサイドフレームアッシーを構成した後、これらを組み合わせることにより、上記ルーフサイドレール1をアッシーできるという利点がある。
【0044】
さらに、上記実施形態に示すように、第1,第2レインフォースメント5,6の下端部から下方に延びる下部フランジ53,63を設け、該下部フランジ53,63を上記重ね合わせ部Kに対応する位置で、ルーフサイドレール1のアウタパネル3に設けられた下部フランジ32に溶接するように構成した場合には、該溶接部により上記重ね合わせ部Kに設けられた接着部9を効果的に補強することできるため、該接着部9の剥離を、より効果的に防止できるという利点がある。
【0045】
また、上記実施形態では、第1,第2レインフォースメント5,6の上端部から車幅方向内方側に延びる上部フランジ52,62を設け、該上部フランジ52,62を上記重ね合わせ部Kから離間した位置でルーフパネル2の側端部に溶接するように構成したため、上部フランジ52,62を、それぞれ個別にルーフサイドレール1のアウタパネル3およびルーフパネル2の側端部に対してスポット溶接することができる。したがって、上記ルーフサイドレール1のアウタパネル3とルーフパネル2の側端部との接合部を上記第1,第2レインフォースメント5,6により効果的に補強することができる。
【符号の説明】
【0046】
1 ルーフサイドレール
2 ルーフパネル
3 アウタパネル
4 インナパネル
5 第1レインフォースメント
6 第2レインフォースメント
7 Bピラー
8 Cピラー
9 接着部
51,61 膨出部
52,62 上部フランジ
53,63 下部フランジ
54,64 頂面
55,65 上面
56,66 下面
【技術分野】
【0001】
本発明は、車両のルーフパネルの車幅方向両端部に接合されて車両の前後方向に延びるルーフサイドレールに関するものである。
【背景技術】
【0002】
従来、下記特許文献1に示されるように、アウタパネルとリインフォースメントとの間に充填材としての接着剤を充填することで、センタピラーの断面崩れを抑制するとともに、車体の軽量化と接着剤の劣化を防止可能な車体骨格部材を提供することを目的として、基部の両端部に一対の縦壁部を有する断面ハット形状のアウタパネルと、該アウタパネルとで閉断面構造を形成するインナパネルと、該閉断面構造内に前記アウタパネルに沿って配設されて基部の両端部に一対の縦壁部を有する断面ハット形状のアウタリインフォースメントと、該アウタリインフォースメントと前記インナパネルとの間に配設されたインナリインフォースメントとを有する車体骨格部材において、上記アウタリインフォースメントにおける一対の縦壁部のみをインナリインフォースメントに接着剤により接合することが行われている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2005−306235号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記特許文献1に開示された車体骨格部材では、該車体骨格部材にアウタパネルの基部側からインナパネル側に向って所定値以上の荷重が作用した場合に、変形が大きくなるアウタパネルと対向するアウタレインフォースメントの縦壁部とインナリインフォースメントの縦壁部とを接着剤により接合して補強するように構成したため、接着剤の量を少なくして車体の軽量化することができるとともに、アウタパネルとアウタリインフォースメントとの間に接着剤を充填した場合のように該接着剤が車外からの温度変化や水の浸入の影響を受けることなく、接着剤の劣化を防止できるという利点がある。
【0005】
そして、上記車体骨格部材の構造を、車両のルーフサイドレールに適用し、該ルーフサイドレールのアウタパネルとインナパネルとにより構成された閉断面内に複数枚のレインフォースメントを部分的に重ね合わせた状態で配設し、該レインフォースメントの重ね合わせ部における頂面(縦壁部)に接着剤をそれぞれ塗布することにより、上記複数枚のレインフォースメントを接合することも考えられる。
【0006】
上記のようにルーフサイドレールのアウタパネルとインナパネルとにより構成された閉断面内であって、スポット溶接が困難な個所に配設された鋼板材等からなる上記複数枚のレインフォースメントの重ね合わせ部に熱硬化型の接着剤を塗布し、該熱硬化型の接着剤を車体の下塗り塗装の乾燥工程で加熱して硬化させることにより、上記レインフォースメントの重ね合わせ部を接着するように構成した場合には、その後に施される上塗り塗装の乾燥工程で、車体が160°C〜180°C程度の高温に加熱されることにより、上記接着部が剥離し易いという問題がある。
【0007】
すなわち、上記上塗り塗装の乾燥工程で高温に加熱されることにより車体が膨張して数mm程度の歪みが生じるとともに、上記熱硬化型の接着剤等により形成された接着部がガラス転移温度以上に加熱されることによりその接着強度が極端に低下するため、上記車体に生じる歪みに応じて接着部が剥離する可能性があった。特に、上記ルーフサイドレールは、下端部が複数のピラーによって支持された状態で、上端部に車体の中でも面積の大きいルーフパネルが接合されているため、該ルーフパネルが熱変形することによる影響を受け易く、上記ルーフサイドレール内に配設された複数枚のレインフォースメントの接着部が剥離し易いという問題があった。
【0008】
本発明は、上記の問題点に鑑みてなされたものであり、ルーフサイドレール内に配設された複数のレインフォースメントを接合する接着部が剥離することを効果的に防止できるようにすることを目的としている。
【課題を解決するための手段】
【0009】
請求項1に係る発明は、車両のルーフパネルの車幅方向両端部に接合されて車両の前後方向に延びるルーフサイドレールであって、当該ルーフサイドレールは、アウタパネルとインナパネルとからなる閉断面構造を有し、該閉断面内には、上記インナパネルから車幅方向外方に向かって断面ハット状に膨出した複数枚のレインフォースメントが配設され、該レインフォースメントの少なくとも一部が互いに重ね合わされた状態で設置されるとともに、該重ね合わせ部に位置する上記断面ハット状の膨出部の頂面およびその上下両面に設けられた接着部により上記複数枚のレインフォースメントが互いに接合されたものである。
【0010】
請求項2に係る発明は、上記請求項1に記載のルーフサイドレールにおいて、上記断面ハット状の膨出部の頂面およびその上下両面に亘って上記接着部が連続的に設けられたものである。
【0011】
請求項3に係る発明は、上記請求項1または2に記載のルーフサイドレールにおいて、車体の側部に設けられたBピラーとCピラーとの間に設置されたルーフサイドレールの前後方向中間部分に上記重ね合わせ部が配設されたものである。
【0012】
請求項4に係る発明は、上記請求項1〜3のいずれか1項に記載のルーフサイドレールにおいて、上記重ね合わせ部を有する複数枚のレインフォースメントのうちでその少なくとも一枚を当該重ね合わせ部から車両後方側に向かって延びるように設置するとともに、他のレインフォースメントを上記重ね合わせ部から車両前方側に向かって延びるように設置したものである。
【0013】
請求項5に係る発明は、上記請求項4に記載のルーフサイドレールにおいて、上記重ね合わせ部から車両前方側に向かって延びるよう設置された第2レインフォースメントが、上記重ね合わせ部から車両後方側に向かって延びるよう設置された第1レインフォースメントよりも車幅方向外方側に配設されたものである。
【0014】
請求項6に係る発明は、上記請求項1〜5のいずれか1項に記載のルーフサイドレールにおいて、上記レインフォースメントの下端部から下方に延びる下部フランジを有し、該下部フランジが上記重ね合わせ部に対応する位置でルーフサイドレールのアウタパネルに溶接されたものである。
【0015】
請求項7に係る発明は、上記請求項1〜6のいずれか1項に記載のルーフサイドレールにおいて、上記レインフォースメントの上端部から車幅方向内方側に延びる上部フランジを有し、該上部フランジが上記重ね合わせ部から離間した位置でルーフパネルの側端部に溶接されたものである。
【発明の効果】
【0016】
請求項1に係る発明では、複数枚のレインフォースメントの少なくとも一部が互いに重ね合わされた状態で設置するとともに、該重ね合わせ部に位置する上記断面ハット状の膨出部の頂面およびその上下両面に設けられた接着部により上記複数枚のレインフォースメントを互いに接合したため、上記ルーフサイドレールが組み付けられた車体を、上塗り塗装の乾燥工程に搬送して160°C〜180°C程度の高温に加熱した場合においても、上記接着剤による接着部が剥離することを効果的に防止できるという利点がある。
【0017】
請求項2に係る発明では、上記断面ハット状の膨出部の頂面およびその上下両面に亘って上記接着部を連続的に設けため、該接着部の設置作業を容易に行うことができるとともに、該接着部により上記各レインフォースメントの重ね合わせ部を効果的に接合できるという利点がある。
【0018】
請求項3に係る発明では、車体の側部に設けられたBピラーとCピラーとの間に設置されたルーフサイドレールの前後方向中間部分に上記重ね合わせ部を配設したため、上記ルーフサイドレール内に配設される複数枚のレインフォースメントにより、車体の構造上、所定の強度を備えることが要求される上記BピラーとCピラーとの間におけるルーフサイドレールの前後方向中間部分を効果的に補強できるという利点がある。
【0019】
請求項4に係る発明では、上記重ね合わせ部を有する複数枚のレインフォースメントのうちでその少なくとも一枚を当該重ね合わせ部から車両後方側に向かって延びるように設置するとともに、他のレインフォースメントを上記重ね合わせ部から車両前方側に向かって延びるように設置したため、各レインフォースメントの全長をそれ程大きくすることなく、車両の前後方向に延びる所定長さのルーフサイドレールを上記複数枚のレインフォースメントで効果的に補強することができる。
【0020】
請求項5に係る発明では、上記重ね合わせ部から車両前方側に向かって延びるよう設置された第2レインフォースメントを、上記重ね合わせ部から車両後方側に向かって延びるよう設置された第1レインフォースメントよりも車幅方向外方側に配設したため、上記第1レインフォースメントをルーフサイドレールのインナパネル等に取り付けてリヤピラーインナアッシーを構成するとともに、上記第2レインフォースメントをルーフサイドレールのアウタパネル等に取り付けてサイドフレームアッシーを構成した後、これらを組み合わせることにより、上記ルーフサイドレール1をアッシーできるという利点がある。
【0021】
請求項6に係る発明では、上記レインフォースメントの下端部から下方に延びる下部フランジを設け、該下部フランジが上記重ね合わせ部に対応する位置でルーフサイドレールのアウタパネルに溶接したため、該溶接部により上記重ね合わせ部に設けられた接着部を効果的に補強することでき、該接着部の剥離を、より効果的に防止できるという利点がある。
【0022】
請求項7に係る発明では、上記レインフォースメントの上端部から車幅方向内方側に延びる上部フランジをもうけ、該上部フランジが上記重ね合わせ部から離間した位置でルーフパネルの側端部に溶接するように構成したため、上記上部フランジを、それぞれ個別にルーフサイドレールのアウタパネルおよびルーフパネルの側端部等に対してスポット溶接することができ、上記ルーフサイドレールのアウタパネルとルーフパネルの側端部との接合部を上記レインフォースメントにより効果的に補強することができる。
【図面の簡単な説明】
【0023】
【図1】本発明に係るルーフサイドレールの実施形態を示す断面図である。
【図2】第1,第2レインフォースメントの重ね合わせ部を示す斜視図である。
【図3】第1,第2レインフォースメントの重ね合わせ部を示す側面図である。
【図4】上記ルーフサイドレールを車内側から見た状態を示す説明図である。
【図5】車体が熱変形した状態を示す平面図である。
【図6】本発明例に係る試験片の構造を示す断面図である。
【図7】比較例に係る試験片の構造を示す断面図である。
【図8】本発明の効果を確認するために使用した試験装置を示す説明図である。
【図9】上記試験装置を使用した試験結果を示すグラフである。
【発明を実施するための形態】
【0024】
図1〜図3は、本発明に係るルーフサイドレール1の実施形態を示している。該ルーフサイドレール1は、車両のルーフパネル2の車幅方向両端部に接合されて車両の前後方向に延びるように設置されている。上記ルーフサイドレール1は、鋼板材等からなるアウタパネル3とインナパネル4とにより構成された閉断面構造を有し、該閉断面内には、鋼板材等からなる後方側に向かって延びる第1レインフォースメント5と前方側に向かって延びる第2レインフォースメント6とが配設されている。
【0025】
上記第1,第2レインフォースメント5,6は、インナパネル4から車幅方向外方に向かって膨出した断面ハット状の膨出部51,61と、その上端部から車体の内方側に突設された上部フランジ52,62と、上記膨出部51,61の下端部から下方に向けて突設された下部フランジ部53,63とをそれぞれ有している。
【0026】
上記前方側に向かって延びる第1レインフォースメント5は、車体の側部において車室の後方部に配設されたCピラー8の上端部から前方に延びるように設置されている。また、上記前方側に向かって延びる第2レインフォースメント6は、第1レインフォースメント5よりも車幅方向外方側に配設されるとともに、上記第2レインフォースメント6の後端部が上記第1レインフォースメント5の前端部と所定範囲Kに亘って重ね合わされた状態で、車両前方側、つまり車体の側部において車室の前後方向中央部に配設されたBピラー7の設置部に向けて延びるように設置されている。
【0027】
上記第1,第2レインフォースメント5,6は、両者の重ね合わせ部Kに位置する上記膨出部51,61の頂面54,64と、その上面55,65および下面56,66に亘って連続的に接着剤が塗布されることにより形成された接着部9を介して、互いに接合されている。上記接着剤としては、例えば約140°C前後の温度で硬化するエポキシ系の熱硬化型の接着剤が用いられるが、これに限定されるものではない。
【0028】
上記ルーフサイドレール1を備えた車体を製造する場合には、まず上記第1レインフォースメント5をルーフサイドレール1のインナパネル4等に取り付けてリヤピラーインナアッシーを構成するとともに、上記第2レインフォースメント6をルーフサイドレール1のアウタパネル3等に取り付けてサイドフレームアッシーを構成する。
【0029】
次いで、上記第1,第2レインフォースメント5,6の重ね合わせ部Kに位置する第2レインフォースメント6の膨出部61の頂面64と、上面65および下面66とに亘って連続的に接着剤を塗布することにより接着部9を形成した後、上記リヤピラーインナアッシーおよびサイドフレームアッシーの所定位置をスポット溶接することにより一体に接合するとともに、その上端部に上記ルーフパネル2の側端部をスポット溶接することにより一体に接合する。
【0030】
具体的には、上記第2レインフォースメント5,6の上部フランジ52を、上記ルーフサイドレール1のアウタパネル3の上部に設けられた上部フランジ31の下面に重ね合わせた状態で、これらとルーフパネル2の側端部とを一体にスポット溶接する。なお、第1,第2レインフォースメント5,6の上部フランジ52,62の両方と、上記アウタパネル3の上部フランジ31およびルーフパネル2の側端部とからなる4枚のパネル材を一体にスポット溶接することは困難である。
【0031】
このため、上記第1,第2レインフォースメント5,6に設けられた断面ハット状の膨出部51,61の上端部から車幅方向内方側に延びるように設けられた上部フランジ52,62を、上記重ね合わせ部Kから離間した位置で、それぞれ個別にルーフサイドレール1のアウタパネル3およびルーフパネル2の側端部に対してスポット溶接している(図2のW1参照)。また、上記ルーフサイドレール1のインナパネル4の上端部に設けられた上部フランジ42には、図4に示すように、上記スポット溶接個所W1に位置する部位に切欠き44が形成されている。
【0032】
また、上記第1,第2レインフォースメント5,6の下部フランジ部53,63は、上記重ね合わせ部Kにおいてルーフサイドレール1のアウタパネル3の下端部に設けられた下部フランジ32にスポット溶接されている(図2のW2参照)。上記ルーフサイドレール1のインナパネル4の下端部に設けられた下部フランジ43には、図4に示すように上記重ね合わせ部Kに位置する部分を所定範囲に亘って切り欠いた切欠き部45が形成されている。これにより上記第1,第2レインフォースメント5,6の下部フランジ部53,63とルーフサイドレール1のアウタパネル3とからなる3枚のパネル材を一体にスポット溶接(W2)することを可能としている。
【0033】
このようにしてルーフサイドレール1が組み付けられた車体を下塗り塗装工程に搬送して下塗り塗装を行った後、該下塗り塗装の乾燥工程で所定温度に加熱することにより、上記第1,第2レインフォースメント5,6の重ね合わせ部Kに熱硬化型の接着剤が塗布されることにより形成された接着部9が硬化し、上記第1,第2レインフォースメント5,6がその重ね合わせ部Kにおいて強固に接着される。その後、上記車体は中塗り等工程および上塗り塗装工程に順次、搬送されて中塗り塗装および上塗り塗装が施される。
【0034】
上記のようにアウタパネル3とインナパネル4とにより構成されたルーフサイドレール1の閉断面内に、上記インナパネル4から車幅方向外方に向かって断面ハット状に膨出した膨出部51,61を有する第1,第2レインフォースメント5,6を配設し、該レインフォースメント5,6の少なくとも一部を互いに重ね合わせた状態で設置するとともに、該重ね合わせ部Kに位置する上記断面ハット状の膨出部51,61の頂面54,64およびその上下両面55,56,65,66に接着剤をそれぞれ塗布することにより、上記第1,第2レインフォースメント5,6を互いに接着する接着部9を設けたため、上記ルーフサイドレール1が組み付けられた車体を、上塗り塗装の乾燥工程に搬送して160°C〜180°C程度の高温に加熱した場合においても、上記接着部9が剥離することを効果的に防止できるという利点がある。
【0035】
すなわち、上記車体は、上塗り塗装の乾燥工程で高温に加熱されるのに応じて図5の実線で示す初期状態から仮想線で示すように膨張する。そして、上記ルーフサイドレール1は、下端部が複数のピラー7,8等によって支持された状態で、上端部に車体の中でも面積の大きいルーフパネル2が接合されているため、その中央部に比べて前端部および後端部を大きく膨張させようとする応力Oが作用すると共に、これに応じて上記第1,第2レインフォースメント5,6の接着部9を剥離させる方向に歪ませようとする応力が発生する。したがって、熱硬化型の接着剤により上記接着部9を構成した場合には、その硬化した後に接着部9がガラス転移温度以上に加熱されることにより接着強度が極端に低下し、断面ハット状に形成された上記膨出部51,61の頂面54,64のみに接着部を設けただけでは、車体に作用する応力に応じて該接着部が容易に剥離してしまうことが避けられない。
【0036】
これに対して上記のように第1,第2レインフォースメント5,6の重ね合わせ部Kに位置する上記断面ハット状の膨出部51,61の頂面54,64およびその上下両面55,56,65,66にそれぞれ接着部9を設けた場合には、上記膨出部51,61の頂面54,64に設けられた接着部9を剥離させる方向に作用する応力が、上記膨出部51,61の上下両面55,56,65,66に設けられた接着部9の剪断方向に作用して該接着部9により効果的に吸収されることになる。したがって、上記車体が高温に加熱されてルーフパネル2が大きく熱変形し、その影響が上記ルーフサイドレール1に作用した場合においても、第1,第2レインフォースメント5,6の重ね合わせ部Kに設けられた上記接着部9が剥離するという事態の発生を効果的に防止でき、上記重ね合わせ部Kにおける第1,第2レインフォースメント5,6の接合強度を安定して維持することができる。
【0037】
上記の効果を確認するために行った試験例について以下に説明する。まず、図6に示すように、第1,第2レインフォースメント5,6の重ね合わせ部Kに位置する上記断面ハット状の膨出部51,61の頂面54,64およびその上下両面55,56,65,66にそれぞれ2mm程度の厚みを有する接着部9を設けてなる本発明例に係る試験片S1と、図7に示すように、上記断面ハット状に形成された膨出部51,61の頂面54,64のみに2mm程度の厚みを有する接着部9′を設けてなる比較例に係る試験片S2とを作成する。そして、上記各試験片S1,S2を、図8に示すように、180mmの間隔で設置された支持部21,22上に支持させた状態で、両レインフォースメント5,6の重ね合わせ部Kに重り23を吊下させて下方に付勢し、該重ね合わせ部Kに生じる撓みを測定するとともに、上記重り23に対応した荷重がどの程度になった時点で上記接着部が剥離するかを確認する試験を行ったところ、図9に示すようなデータが得られた。
【0038】
上記データから、比較例に係る試験片S2では、20kgfの荷重を作用させた時点で、0.07mmの撓みが生じた。そしてこれを160°Cのオーブン内に30分間セットしたが接着部9の剥離は見られなかった。したがって、接着部9′が剥離することが確認された。これに対して本発明例に係る試験片S1では、70kgfの荷重を作用させると、ようやく0.07mm程度の撓みが生じるのを防止することができ、上記比較例に係る試験片S2に比べて格段に接合強度が高くなることが確認された。
【0039】
なお、上記断面ハット状の膨出部51,61の頂面54,64およびその上下両面55,65,56,66に亘り上記接着部9を連続的に設けてなる上記実施形態に代え、膨出部51,61の頂面54,64およびその上下両面55,65,56,66に接着部を断続的に設けることも可能である。しかし、上記のように膨出部51,61の三面に亘って接着部9を連続的に設けるように構成した場合には、該接着部9の設置作業を容易に行うことができるとともに、該接着部9により第1,第2レインフォースメント5,6を強固に接着できるという利点がある。
【0040】
また、上記実施形態に示すように、車体の側部に設けられたBピラー7とCピラー8との間に設置されたルーフサイドレール1の前後方向中間部分に上記重ね合わせ部Kを配設した場合には、上記ルーフサイドレール1内に配設される複数枚のレインフォースメント、つまり上記第1,第2レインフォースメント5,6により、車体の構造上、所定の強度を備えることが要求される上記Bピラー7とCピラー8との間におけるルーフサイドレール1の前後方向中間部分を効果的に補強できるという利点がある。
【0041】
なお、上記重ね合わせ部Kから車両後方側に向かって延びるように設置される後方側の第1レインフォースメント5と、上記重ね合わせ部Kから車両前方側に向かって延びるように設置された前方側の第2レインフォースメント6とをルーフサイドレール1の閉断面内に配設した上記実施形態に代え、該閉断面内に三枚以上のレインフォースメントを配設した構造としてもよい。
【0042】
そして、上記のように第1,第2レインフォースメント5,6等からなる複数枚のレインフォースメントの一部を互いに重ね合わされた状態で設置するとともに、該重ね合わせ部Kから車両前後方側に向かって延びるように設置するように構成した場合には、各レインフォースメントの全長をそれ程大きくすることなく、車両の前後方向に延びる所定長さのルーフサイドレール1を上記複数枚のレインフォースメントで効果的に補強することができる。
【0043】
また、上記実施形態に示すように、重ね合わせ部Kから車両前方側に向かって延びるよう設置された第2レインフォースメント6を、上記重ね合わせ部Kから車両後方側に向かって延びるよう設置された第1レインフォースメント5よりも車幅方向外方側に配設した場合には、上記後方側の第1レインフォースメント5をルーフサイドレール1のインナパネル4に取り付けてリヤピラーインナアッシーを構成するとともに、上記前方側の第2レインフォースメント6をルーフサイドレール1のアウタパネル3に取り付けてサイドフレームアッシーを構成した後、これらを組み合わせることにより、上記ルーフサイドレール1をアッシーできるという利点がある。
【0044】
さらに、上記実施形態に示すように、第1,第2レインフォースメント5,6の下端部から下方に延びる下部フランジ53,63を設け、該下部フランジ53,63を上記重ね合わせ部Kに対応する位置で、ルーフサイドレール1のアウタパネル3に設けられた下部フランジ32に溶接するように構成した場合には、該溶接部により上記重ね合わせ部Kに設けられた接着部9を効果的に補強することできるため、該接着部9の剥離を、より効果的に防止できるという利点がある。
【0045】
また、上記実施形態では、第1,第2レインフォースメント5,6の上端部から車幅方向内方側に延びる上部フランジ52,62を設け、該上部フランジ52,62を上記重ね合わせ部Kから離間した位置でルーフパネル2の側端部に溶接するように構成したため、上部フランジ52,62を、それぞれ個別にルーフサイドレール1のアウタパネル3およびルーフパネル2の側端部に対してスポット溶接することができる。したがって、上記ルーフサイドレール1のアウタパネル3とルーフパネル2の側端部との接合部を上記第1,第2レインフォースメント5,6により効果的に補強することができる。
【符号の説明】
【0046】
1 ルーフサイドレール
2 ルーフパネル
3 アウタパネル
4 インナパネル
5 第1レインフォースメント
6 第2レインフォースメント
7 Bピラー
8 Cピラー
9 接着部
51,61 膨出部
52,62 上部フランジ
53,63 下部フランジ
54,64 頂面
55,65 上面
56,66 下面
【特許請求の範囲】
【請求項1】
車両のルーフパネルの車幅方向両端部に接合されて車両の前後方向に延びるルーフサイドレールであって、当該ルーフサイドレールは、アウタパネルとインナパネルとからなる閉断面構造を有し、該閉断面内には、上記インナパネルから車幅方向外方に向かって断面ハット状に膨出した複数枚のレインフォースメントが配設され、該レインフォースメントの少なくとも一部が互いに重ね合わされた状態で設置されるとともに、該重ね合わせ部に位置する上記断面ハット状の膨出部の頂面およびその上下両面に設けられた接着部により上記複数枚のレインフォースメントが互いに接合されたことを特徴とするルーフサイドレール。
【請求項2】
上記接着部は、上記断面ハット状の膨出部の頂面およびその上下両面に亘って連続的に設けられたことを特徴とする請求項1に記載のルーフサイドレール。
【請求項3】
車体の側部に設けられたBピラーとCピラーとの間に設置されたルーフサイドレールの前後方向中間部分に上記重ね合わせ部が配設されたことを特徴とする請求項1または2に記載のルーフサイドレール。
【請求項4】
上記重ね合わせ部を有する複数枚のレインフォースメントのうちでその少なくとも一枚を当該重ね合わせ部から車両後方側に向かって延びるように設置されるとともに、他のレインフォースメントを上記重ね合わせ部から車両前方側に向かって延びるように設置したことを特徴とする請求項1〜3のいずれか1項に記載のルーフサイドレール。
【請求項5】
上記重ね合わせ部から車両前方側に向かって延びるよう設置された第2レインフォースメントが、上記重ね合わせ部から車両後方側に向かって延びるよう設置された第1レインフォースメントよりも車幅方向外方側に配設されたことを特徴とする請求項4に記載のルーフサイドレール。
【請求項6】
上記レインフォースメントの下端部から下方に延びる下部フランジを有し、該下部フランジが上記重ね合わせ部に対応する位置でルーフサイドレールのアウタパネルに溶接されたことを特徴とする請求項1〜5のいずれか1項に記載のルーフサイドレール。
【請求項7】
上記レインフォースメントの上端部から車幅方向内方側に延びる上部フランジを有し、該上部フランジが上記重ね合わせ部から離間した位置でルーフパネルの側端部に溶接されたことを特徴とする請求項1〜6のいずれか1項に記載のルーフサイドレール。
【請求項1】
車両のルーフパネルの車幅方向両端部に接合されて車両の前後方向に延びるルーフサイドレールであって、当該ルーフサイドレールは、アウタパネルとインナパネルとからなる閉断面構造を有し、該閉断面内には、上記インナパネルから車幅方向外方に向かって断面ハット状に膨出した複数枚のレインフォースメントが配設され、該レインフォースメントの少なくとも一部が互いに重ね合わされた状態で設置されるとともに、該重ね合わせ部に位置する上記断面ハット状の膨出部の頂面およびその上下両面に設けられた接着部により上記複数枚のレインフォースメントが互いに接合されたことを特徴とするルーフサイドレール。
【請求項2】
上記接着部は、上記断面ハット状の膨出部の頂面およびその上下両面に亘って連続的に設けられたことを特徴とする請求項1に記載のルーフサイドレール。
【請求項3】
車体の側部に設けられたBピラーとCピラーとの間に設置されたルーフサイドレールの前後方向中間部分に上記重ね合わせ部が配設されたことを特徴とする請求項1または2に記載のルーフサイドレール。
【請求項4】
上記重ね合わせ部を有する複数枚のレインフォースメントのうちでその少なくとも一枚を当該重ね合わせ部から車両後方側に向かって延びるように設置されるとともに、他のレインフォースメントを上記重ね合わせ部から車両前方側に向かって延びるように設置したことを特徴とする請求項1〜3のいずれか1項に記載のルーフサイドレール。
【請求項5】
上記重ね合わせ部から車両前方側に向かって延びるよう設置された第2レインフォースメントが、上記重ね合わせ部から車両後方側に向かって延びるよう設置された第1レインフォースメントよりも車幅方向外方側に配設されたことを特徴とする請求項4に記載のルーフサイドレール。
【請求項6】
上記レインフォースメントの下端部から下方に延びる下部フランジを有し、該下部フランジが上記重ね合わせ部に対応する位置でルーフサイドレールのアウタパネルに溶接されたことを特徴とする請求項1〜5のいずれか1項に記載のルーフサイドレール。
【請求項7】
上記レインフォースメントの上端部から車幅方向内方側に延びる上部フランジを有し、該上部フランジが上記重ね合わせ部から離間した位置でルーフパネルの側端部に溶接されたことを特徴とする請求項1〜6のいずれか1項に記載のルーフサイドレール。
【図1】


【図2】
【図3】
【図4】

【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2012−71698(P2012−71698A)
【公開日】平成24年4月12日(2012.4.12)
【国際特許分類】
【出願番号】特願2010−218358(P2010−218358)
【出願日】平成22年9月29日(2010.9.29)
【出願人】(000003137)マツダ株式会社 (6,115)
【Fターム(参考)】
【公開日】平成24年4月12日(2012.4.12)
【国際特許分類】
【出願日】平成22年9月29日(2010.9.29)
【出願人】(000003137)マツダ株式会社 (6,115)
【Fターム(参考)】
[ Back to top ]