
レイド織布の製造方法、レイド繊維及びその使用
本発明は、長手方向を有する繊維積層体を製造する方法に関する。この方法は、互いに平行に案内された、互いに同一のまたは異なる繊維細かさを有する複数の繊維束を平らに拡げて互いに重ね合わせる態様で互いに接合し、少なくとも1つの繊維スライバを所定の幅を有する単方向性層として追加的な固定剤及び/または追加的な機械的または物理的固定方法を用いることなく作製することによって物理的強度が向上したという事実に基づくものである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、レイド織布の製造方法、レイド繊維及びその使用に関する。
【背景技術】
【0002】
レイド織布は織布材料と比べて安価に製造することができる。しかし、レイド繊維は結合性が非常に弱いため、特に工業規模の場合は、製造は非常に困難になる。レイド織布の結合性を向上させるためには、繊維層同士を互いに接着するか、可溶性合糸で繋ぎ合わせるかまたは編み合わせるか、あるいはニードリングする。繊維構造をベースとする複合材料の化学結合剤を用いた製造方法は、例えば、特許文献1に説明されている。
【0003】
しかし、ニードリングによって繊維層同士を結合させたレイド織布は、比較的小さい負荷にしか耐えることができない。一方、接着剤または可溶性結合糸を用いた結合した場合は、接着剤または可溶性結合糸は高温で溶融または破壊されるため、高温時にレイド織布が十分に強い結合を保つことができないというリスクを伴う。接着剤または可溶性結合糸が溶融または破壊された後は、その残渣がレイド織布上に残留することとなる。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】仏国特許第FR 1,394,271号明細書
【発明の概要】
【発明が解決しようとする課題】
【0005】
そのため、当該技術分野では、個々の開始材料成分が互いに適合するレイド織布をより容易に製造することができる方法を開発することが求められている。また、幅方向における長繊維(フィラメント)の均一な分布が実現された大幅に改善されたレイド織布が求められている。
【0006】
そこで、本発明が解決すべき課題は、最終製品の性質を向上させるべく、繊維が局所的に蓄積されたレイド織布が製造されることを避けることにある。
【図面の簡単な説明】
【0007】
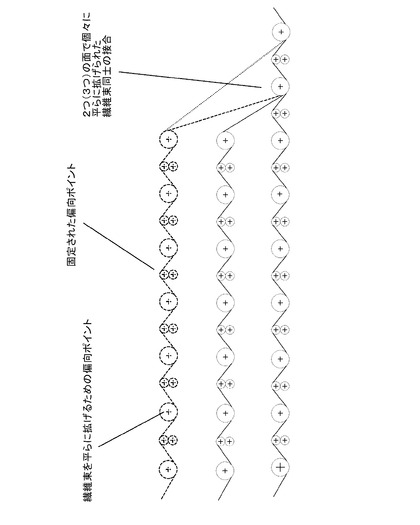
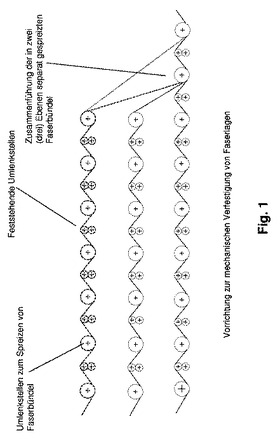
【図1】繊維層の物理的強度を強化するための装置を示す図である。
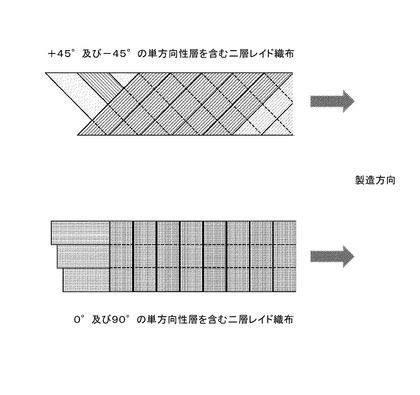
【図2】+45°の単方向性層及び−45°の単方向性層を有する二層レイド織布(図の上側)と、0°の単方向性層及び90°の単方向性層を有する二層レイド織布(図の下側)を示す図である。
【発明を実施するための形態】
【0008】
本発明の目的は、炭素、ガラス、セラミックまたはポリマー(例えばアラミド)から製造された長繊維糸を平らに拡げることによって、幅方向における長繊維の均一な分布を実現することにある。
【0009】
本発明の目的は、追加的な固定剤を使用することなく材料を製造すべく、互いに平行に案内された互いに同一のまたは異なる繊維細かさを有する複数の繊維束を平らに拡げることによって、所定の幅を有する単方向性層の繊維スライバを作製することにある。
【0010】
本発明によるレイド織布は、繊維束または多繊維(マルチフィラメント)の形態の積層繊維材料と、個々の単方向性層を互いに接合させための結合糸(例えば編み糸)とから構成すべきである。
【0011】
この問題は、繊維束の物理的強度を強化することにより解決される。繊維複合材料には、繊維複合材料を安定化させるためのプレレイド繊維の繊維構造体が含められる。例として、繊維層の物理的強度を強化するための装置を図1に示す。本発明によるプレレイド長繊維糸の数は、単方向性層において達成すべき単位面積あたり重量に依存する。
【0012】
調整目的のために、随意的に、繊維の製造中に繊維表面の大きさ及び性質(例えば、繊維表面の活性)を予め適合させる。
【0013】
本発明の目的は、それ故に、長手方向を有する繊維積層体を製造する方法に関する。この方法は、互いに平行に案内された、互いに同一のまたは異なる繊維細かさを有する複数の繊維束を平らに拡げて互いに重ね合わせる態様で互いに接合し、少なくとも1つの繊維スライバを所定の幅を有する単方向性層として追加的な固定剤及び/または追加的な機械的または物理的固定方法を用いることなく作製することによって物理的強度が向上したという事実に基づくものである。
【0014】
所望に応じて、繊維の力価が互いに異なるようにすると、個々の繊維束の拡散幅(平らに拡がる幅)が互いに異なるようにすることができる。力価を高くすると、拡散幅をより大きくすることができる。
【0015】
接着格子または接着メッシュを導入することにより、追加的な横断接着の適用が不要となることが好ましい。接着力は、複数の相の間での基材同士の分子間相互作用力である。接着力は、摩擦力を生じさせ、基板同士互いに接着させ、湿潤させる。
【0016】
本発明の長繊維糸は、必要とされる数が互いに平行に拡散され、互いに部分的に重ね合わせられる。長繊維糸は、人工、天然または無機の原材料から一般的に製造されるエンドレス糸であり、いわゆる、スピナレット(紡糸口金)から紡ぎ出された長繊維である。
【0017】
前記材料を平らに拡げることにより、繊維束の均一な積層が可能となる。ここで、繊維束は、どの場合も厚く多数の繊維からなる直線状の構造体である繊維スライバからなる。繊維スライバの繊維数は、例えば、繊維スライバの断面方向に好ましくは5,000ないし400,000本であり、特に好ましくは50,000本である。
【0018】
本発明における前記平らに拡げる過程は、固定位置に設置された丸い及び/または角ばった偏向ローラを通る、複数の面(好ましくは2つないし5つの面)で行われる。平らに拡げられた各面は、その後、互いに重ね合わせられる。前記平らに拡げる過程は、好ましくは、加熱された偏向手段や、材料に対して熱、圧力及び水分を適用することができる様々な装置を用いて行われる。好ましくは、エアノズルまたは吸引ノズルを有する個々の偏向手段がこのプロセスに組み込まれる。
【0019】
平らに拡げる間に、少なくとも1%ないし最大で100%の、好ましくは5%ないし50%の、特に好ましくは10%ないし20%の、前記繊維の随意的な重ね合わせが可能である。
【0020】
繊維層は、炭素繊維、炭素繊維の繊維前駆体、セラミック繊維、ガラス繊維、ポリマー繊維(例えばアラミド)及びそれらの混合物から成る群より選択された繊維を、各繊維層の総重量に対して、好ましくは70重量%以上、特に好ましくは99重量%以上の比率で含有することが望ましい。
【0021】
少なくとも1つの繊維層は、50g/m2ないし800g/m2の範囲、特に好ましくは100g/m2ないし300g/m2の範囲の単位面積あたり重量を有することが好ましく、この好ましい範囲から、例えば200g/m2ないし600g/m2の2軸レイド織布を製造することができる。
【0022】
少なくとも1つの繊維束は、0.5K(500本の長繊維)ないし500K(500,000本の長繊維)の範囲の、好ましくは1K(1,000本の長繊維)ないし400K(400,000本の長繊維)の範囲の、特に好ましくは12K(12,000本の長繊維)ないし60K(60,000本の長繊維)の範囲の多数の長繊維を含むことが望ましい。
【0023】
また、本発明は、複数の単方向性層を互いに異なる角度で配向させ、追加的な固定剤及び/または追加的な機械的若しくは物理的固定方法を用いることなく互いに部分的または全体的に重ね合わせることにより作製した、少なくとも1つの、長手方向を有する繊維積層体を含み、少なくとも1つの繊維層が、炭素繊維、炭素繊維の繊維前駆体、セラミック繊維、ガラス繊維、ポリマー繊維(例えばアラミド)及びそれらの混合物から成る群より選択された繊維を、各繊維層の総重量に対して、70重量%以上、好ましくは85重量%以上、特に好ましくは99重量%以上の比率で含むレイド織布(積層織布)に関する。所望であれば、前記単方向性層は、追加的な横断接着を用いることなく適用される。
【0024】
複数の単方向性層を、多軸層の長手方向に対して−90°ないし+90°の互いに異なる角度で配向させたレイド織布が好ましい。また、互いに交絡させた繊維層をレイド織布に含めてもよい。
【0025】
一例として、+45°の単方向性層及び−45°の単方向性層を有する二層レイド織布と、0°の単方向性層及び90°の単方向性層を有する二層レイド織布を図2に示す。
【0026】
+45°の繊維スライバ(単方向性層)と−45°の繊維スライバとを互いに積層させる場合は、幅が0.25mないし3.86m(10インチないし152インチ)、特に好ましくは1.27m(50インチ)で、単位面積あたり重量が例えば300g/m2のレイド織布を用いることが好ましい。
【0027】
互いに交絡させた繊維層、不織布、不織材料、または互いに交絡させた不織材料、あるいは、例えばメッシュまたはフィルムなどの他の織物構造体を、レイド織布の頂部部分、底部部分または中間部に含めることが好ましい。
【0028】
レイド織布は、好ましくは、風力タービン、車両、船舶、航空機、宇宙船、鉄道、その他の輸送機関、スポーツ用品、あるいは建設及び建築分野に使用され得る。
【0029】
風力タービン、車両、船舶、航空機、宇宙船、鉄道、その他の輸送機関、スポーツ用品、あるいは建設用途及び建築分野から成る群より選択される、レイド織布を含む要素または装置が好ましい。
【0030】
完成品の単方向性層は、その後の積層プロセスに提供されるまでは、冷却状態で保存することが好ましい。
【技術分野】
【0001】
本発明は、レイド織布の製造方法、レイド繊維及びその使用に関する。
【背景技術】
【0002】
レイド織布は織布材料と比べて安価に製造することができる。しかし、レイド繊維は結合性が非常に弱いため、特に工業規模の場合は、製造は非常に困難になる。レイド織布の結合性を向上させるためには、繊維層同士を互いに接着するか、可溶性合糸で繋ぎ合わせるかまたは編み合わせるか、あるいはニードリングする。繊維構造をベースとする複合材料の化学結合剤を用いた製造方法は、例えば、特許文献1に説明されている。
【0003】
しかし、ニードリングによって繊維層同士を結合させたレイド織布は、比較的小さい負荷にしか耐えることができない。一方、接着剤または可溶性結合糸を用いた結合した場合は、接着剤または可溶性結合糸は高温で溶融または破壊されるため、高温時にレイド織布が十分に強い結合を保つことができないというリスクを伴う。接着剤または可溶性結合糸が溶融または破壊された後は、その残渣がレイド織布上に残留することとなる。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】仏国特許第FR 1,394,271号明細書
【発明の概要】
【発明が解決しようとする課題】
【0005】
そのため、当該技術分野では、個々の開始材料成分が互いに適合するレイド織布をより容易に製造することができる方法を開発することが求められている。また、幅方向における長繊維(フィラメント)の均一な分布が実現された大幅に改善されたレイド織布が求められている。
【0006】
そこで、本発明が解決すべき課題は、最終製品の性質を向上させるべく、繊維が局所的に蓄積されたレイド織布が製造されることを避けることにある。
【図面の簡単な説明】
【0007】
【図1】繊維層の物理的強度を強化するための装置を示す図である。
【図2】+45°の単方向性層及び−45°の単方向性層を有する二層レイド織布(図の上側)と、0°の単方向性層及び90°の単方向性層を有する二層レイド織布(図の下側)を示す図である。
【発明を実施するための形態】
【0008】
本発明の目的は、炭素、ガラス、セラミックまたはポリマー(例えばアラミド)から製造された長繊維糸を平らに拡げることによって、幅方向における長繊維の均一な分布を実現することにある。
【0009】
本発明の目的は、追加的な固定剤を使用することなく材料を製造すべく、互いに平行に案内された互いに同一のまたは異なる繊維細かさを有する複数の繊維束を平らに拡げることによって、所定の幅を有する単方向性層の繊維スライバを作製することにある。
【0010】
本発明によるレイド織布は、繊維束または多繊維(マルチフィラメント)の形態の積層繊維材料と、個々の単方向性層を互いに接合させための結合糸(例えば編み糸)とから構成すべきである。
【0011】
この問題は、繊維束の物理的強度を強化することにより解決される。繊維複合材料には、繊維複合材料を安定化させるためのプレレイド繊維の繊維構造体が含められる。例として、繊維層の物理的強度を強化するための装置を図1に示す。本発明によるプレレイド長繊維糸の数は、単方向性層において達成すべき単位面積あたり重量に依存する。
【0012】
調整目的のために、随意的に、繊維の製造中に繊維表面の大きさ及び性質(例えば、繊維表面の活性)を予め適合させる。
【0013】
本発明の目的は、それ故に、長手方向を有する繊維積層体を製造する方法に関する。この方法は、互いに平行に案内された、互いに同一のまたは異なる繊維細かさを有する複数の繊維束を平らに拡げて互いに重ね合わせる態様で互いに接合し、少なくとも1つの繊維スライバを所定の幅を有する単方向性層として追加的な固定剤及び/または追加的な機械的または物理的固定方法を用いることなく作製することによって物理的強度が向上したという事実に基づくものである。
【0014】
所望に応じて、繊維の力価が互いに異なるようにすると、個々の繊維束の拡散幅(平らに拡がる幅)が互いに異なるようにすることができる。力価を高くすると、拡散幅をより大きくすることができる。
【0015】
接着格子または接着メッシュを導入することにより、追加的な横断接着の適用が不要となることが好ましい。接着力は、複数の相の間での基材同士の分子間相互作用力である。接着力は、摩擦力を生じさせ、基板同士互いに接着させ、湿潤させる。
【0016】
本発明の長繊維糸は、必要とされる数が互いに平行に拡散され、互いに部分的に重ね合わせられる。長繊維糸は、人工、天然または無機の原材料から一般的に製造されるエンドレス糸であり、いわゆる、スピナレット(紡糸口金)から紡ぎ出された長繊維である。
【0017】
前記材料を平らに拡げることにより、繊維束の均一な積層が可能となる。ここで、繊維束は、どの場合も厚く多数の繊維からなる直線状の構造体である繊維スライバからなる。繊維スライバの繊維数は、例えば、繊維スライバの断面方向に好ましくは5,000ないし400,000本であり、特に好ましくは50,000本である。
【0018】
本発明における前記平らに拡げる過程は、固定位置に設置された丸い及び/または角ばった偏向ローラを通る、複数の面(好ましくは2つないし5つの面)で行われる。平らに拡げられた各面は、その後、互いに重ね合わせられる。前記平らに拡げる過程は、好ましくは、加熱された偏向手段や、材料に対して熱、圧力及び水分を適用することができる様々な装置を用いて行われる。好ましくは、エアノズルまたは吸引ノズルを有する個々の偏向手段がこのプロセスに組み込まれる。
【0019】
平らに拡げる間に、少なくとも1%ないし最大で100%の、好ましくは5%ないし50%の、特に好ましくは10%ないし20%の、前記繊維の随意的な重ね合わせが可能である。
【0020】
繊維層は、炭素繊維、炭素繊維の繊維前駆体、セラミック繊維、ガラス繊維、ポリマー繊維(例えばアラミド)及びそれらの混合物から成る群より選択された繊維を、各繊維層の総重量に対して、好ましくは70重量%以上、特に好ましくは99重量%以上の比率で含有することが望ましい。
【0021】
少なくとも1つの繊維層は、50g/m2ないし800g/m2の範囲、特に好ましくは100g/m2ないし300g/m2の範囲の単位面積あたり重量を有することが好ましく、この好ましい範囲から、例えば200g/m2ないし600g/m2の2軸レイド織布を製造することができる。
【0022】
少なくとも1つの繊維束は、0.5K(500本の長繊維)ないし500K(500,000本の長繊維)の範囲の、好ましくは1K(1,000本の長繊維)ないし400K(400,000本の長繊維)の範囲の、特に好ましくは12K(12,000本の長繊維)ないし60K(60,000本の長繊維)の範囲の多数の長繊維を含むことが望ましい。
【0023】
また、本発明は、複数の単方向性層を互いに異なる角度で配向させ、追加的な固定剤及び/または追加的な機械的若しくは物理的固定方法を用いることなく互いに部分的または全体的に重ね合わせることにより作製した、少なくとも1つの、長手方向を有する繊維積層体を含み、少なくとも1つの繊維層が、炭素繊維、炭素繊維の繊維前駆体、セラミック繊維、ガラス繊維、ポリマー繊維(例えばアラミド)及びそれらの混合物から成る群より選択された繊維を、各繊維層の総重量に対して、70重量%以上、好ましくは85重量%以上、特に好ましくは99重量%以上の比率で含むレイド織布(積層織布)に関する。所望であれば、前記単方向性層は、追加的な横断接着を用いることなく適用される。
【0024】
複数の単方向性層を、多軸層の長手方向に対して−90°ないし+90°の互いに異なる角度で配向させたレイド織布が好ましい。また、互いに交絡させた繊維層をレイド織布に含めてもよい。
【0025】
一例として、+45°の単方向性層及び−45°の単方向性層を有する二層レイド織布と、0°の単方向性層及び90°の単方向性層を有する二層レイド織布を図2に示す。
【0026】
+45°の繊維スライバ(単方向性層)と−45°の繊維スライバとを互いに積層させる場合は、幅が0.25mないし3.86m(10インチないし152インチ)、特に好ましくは1.27m(50インチ)で、単位面積あたり重量が例えば300g/m2のレイド織布を用いることが好ましい。
【0027】
互いに交絡させた繊維層、不織布、不織材料、または互いに交絡させた不織材料、あるいは、例えばメッシュまたはフィルムなどの他の織物構造体を、レイド織布の頂部部分、底部部分または中間部に含めることが好ましい。
【0028】
レイド織布は、好ましくは、風力タービン、車両、船舶、航空機、宇宙船、鉄道、その他の輸送機関、スポーツ用品、あるいは建設及び建築分野に使用され得る。
【0029】
風力タービン、車両、船舶、航空機、宇宙船、鉄道、その他の輸送機関、スポーツ用品、あるいは建設用途及び建築分野から成る群より選択される、レイド織布を含む要素または装置が好ましい。
【0030】
完成品の単方向性層は、その後の積層プロセスに提供されるまでは、冷却状態で保存することが好ましい。
【特許請求の範囲】
【請求項1】
長手方向を有する繊維積層体を製造する方法であって、
互いに平行に案内された、互いに同一のまたは異なる繊維細かさを有する複数の繊維束を平らに拡げて互いに重ね合わせる態様で互いに接合して、少なくとも1つの繊維スライバを所定の幅を有する単方向性層として追加的な固定剤及び/または追加的な機械的または物理的固定方法を用いることなく作製することによって物理的強度を向上させたことを特徴とする方法。
【請求項2】
請求項1に記載の方法であって、
前記複数の繊維束を、固定位置に配置された丸みを帯びたまたは角ばった偏向ローラを通過させることによって平らに広げたことを特徴とする方法。
【請求項3】
請求項1または請求項2に記載の方法であって、
少なくとも1つの繊維層が、炭素繊維、炭素繊維の繊維前駆体、セラミック繊維、ガラス繊維、ポリマー繊維(例えばアラミド)、及びそれらの混合物から成る群より選択された繊維を、前記各繊維層の総重量に対して70重量%以上、好ましくは85重量%以上、特に好ましくは99重量%以上の割合で含むことを特徴とする方法。
【請求項4】
請求項1ないし請求項3のいずれかに記載の方法であって、
少なくとも1つの繊維層が、50g/m2ないし800g/m2の範囲の、特に好ましくは100g/m2ないし300g/m2の範囲の単位面積あたり重量を有することを特徴とする方法。
【請求項5】
請求項1ないし請求項4のいずれかに記載の方法であって、
少なくとも1つの繊維束が、0.5K(500本の長繊維)ないし500K(500,000本の長繊維)の範囲の、好ましくは1K(1,000本の長繊維)ないし400K(400,000本の長繊維)の範囲の、特に好ましくは12K(12,000本の長繊維)ないし60K(60,000本の長繊維)の範囲の複数の長繊維を含むことを特徴とする方法。
【請求項6】
レイド織布であって、
複数の単方向性層を互いに異なる角度で配向させ、追加的な固定剤及び/または追加的な機械的若しくは物理的固定方法を用いることなく互いに部分的または全体的に重ね合わせることにより作製した、少なくとも1つの、長手方向を有する繊維積層体を含み、
少なくとも1つの繊維層が、炭素繊維、炭素繊維の繊維前駆体、セラミック繊維、ガラス繊維、ポリマー繊維(例えばアラミド)及びそれらの混合物から成る群より選択された繊維を、各繊維層の総重量に対して70重量%以上、好ましくは85重量%以上、特に好ましくは99重量%以上の比率で含むことを特徴とするレイド織布。
【請求項7】
請求項6に記載のレイド織布であって、
前記複数の単方向性層が、前記繊維層の前記長手方向に対して−90°ないし+90°の範囲の互いに異なる角度で配向されることを特徴とするレイド織布。
【請求項8】
請求項6または請求項7に記載のレイド織布であって、
前記レイド織布の頂部部分、底部部分または中間部分に、互いに交絡させた繊維層、不織布、不織材料または互いに交絡させた繊維不織材料が含有されることを特徴とするレイド織布。
【請求項9】
請求項6ないし請求項8のいずれかに記載のレイド織布の、風力タービン、車両、船舶、航空機、宇宙船、鉄道、その他の輸送機関、スポーツ用品、あるいは建築及び建設分野への使用。
【請求項10】
請求項6または請求項7に記載のレイド織布を含む、風力タービン、車両、船舶、航空機、宇宙船、鉄道、その他の輸送機関、スポーツ用品、あるいは建築及び建設分野から成る群より選択される器具または装置。
【請求項1】
長手方向を有する繊維積層体を製造する方法であって、
互いに平行に案内された、互いに同一のまたは異なる繊維細かさを有する複数の繊維束を平らに拡げて互いに重ね合わせる態様で互いに接合して、少なくとも1つの繊維スライバを所定の幅を有する単方向性層として追加的な固定剤及び/または追加的な機械的または物理的固定方法を用いることなく作製することによって物理的強度を向上させたことを特徴とする方法。
【請求項2】
請求項1に記載の方法であって、
前記複数の繊維束を、固定位置に配置された丸みを帯びたまたは角ばった偏向ローラを通過させることによって平らに広げたことを特徴とする方法。
【請求項3】
請求項1または請求項2に記載の方法であって、
少なくとも1つの繊維層が、炭素繊維、炭素繊維の繊維前駆体、セラミック繊維、ガラス繊維、ポリマー繊維(例えばアラミド)、及びそれらの混合物から成る群より選択された繊維を、前記各繊維層の総重量に対して70重量%以上、好ましくは85重量%以上、特に好ましくは99重量%以上の割合で含むことを特徴とする方法。
【請求項4】
請求項1ないし請求項3のいずれかに記載の方法であって、
少なくとも1つの繊維層が、50g/m2ないし800g/m2の範囲の、特に好ましくは100g/m2ないし300g/m2の範囲の単位面積あたり重量を有することを特徴とする方法。
【請求項5】
請求項1ないし請求項4のいずれかに記載の方法であって、
少なくとも1つの繊維束が、0.5K(500本の長繊維)ないし500K(500,000本の長繊維)の範囲の、好ましくは1K(1,000本の長繊維)ないし400K(400,000本の長繊維)の範囲の、特に好ましくは12K(12,000本の長繊維)ないし60K(60,000本の長繊維)の範囲の複数の長繊維を含むことを特徴とする方法。
【請求項6】
レイド織布であって、
複数の単方向性層を互いに異なる角度で配向させ、追加的な固定剤及び/または追加的な機械的若しくは物理的固定方法を用いることなく互いに部分的または全体的に重ね合わせることにより作製した、少なくとも1つの、長手方向を有する繊維積層体を含み、
少なくとも1つの繊維層が、炭素繊維、炭素繊維の繊維前駆体、セラミック繊維、ガラス繊維、ポリマー繊維(例えばアラミド)及びそれらの混合物から成る群より選択された繊維を、各繊維層の総重量に対して70重量%以上、好ましくは85重量%以上、特に好ましくは99重量%以上の比率で含むことを特徴とするレイド織布。
【請求項7】
請求項6に記載のレイド織布であって、
前記複数の単方向性層が、前記繊維層の前記長手方向に対して−90°ないし+90°の範囲の互いに異なる角度で配向されることを特徴とするレイド織布。
【請求項8】
請求項6または請求項7に記載のレイド織布であって、
前記レイド織布の頂部部分、底部部分または中間部分に、互いに交絡させた繊維層、不織布、不織材料または互いに交絡させた繊維不織材料が含有されることを特徴とするレイド織布。
【請求項9】
請求項6ないし請求項8のいずれかに記載のレイド織布の、風力タービン、車両、船舶、航空機、宇宙船、鉄道、その他の輸送機関、スポーツ用品、あるいは建築及び建設分野への使用。
【請求項10】
請求項6または請求項7に記載のレイド織布を含む、風力タービン、車両、船舶、航空機、宇宙船、鉄道、その他の輸送機関、スポーツ用品、あるいは建築及び建設分野から成る群より選択される器具または装置。
【図1】


【図2】
【図2】
【公表番号】特表2012−515270(P2012−515270A)
【公表日】平成24年7月5日(2012.7.5)
【国際特許分類】
【出願番号】特願2011−540121(P2011−540121)
【出願日】平成21年12月11日(2009.12.11)
【国際出願番号】PCT/EP2009/066979
【国際公開番号】WO2010/066894
【国際公開日】平成22年6月17日(2010.6.17)
【出願人】(501090803)エスゲーエル カーボン ソシエタス ヨーロピア (47)
【氏名又は名称原語表記】SGL CARBON SE
【住所又は居所原語表記】Rheingaustrasse 182, D−65203 Wiesbaden, Germany
【Fターム(参考)】
【公表日】平成24年7月5日(2012.7.5)
【国際特許分類】
【出願日】平成21年12月11日(2009.12.11)
【国際出願番号】PCT/EP2009/066979
【国際公開番号】WO2010/066894
【国際公開日】平成22年6月17日(2010.6.17)
【出願人】(501090803)エスゲーエル カーボン ソシエタス ヨーロピア (47)
【氏名又は名称原語表記】SGL CARBON SE
【住所又は居所原語表記】Rheingaustrasse 182, D−65203 Wiesbaden, Germany
【Fターム(参考)】
[ Back to top ]