
レゾルバ用輪状ステータ構造
【課題】本発明は、輪状鉄芯に形成する樹脂成形部により取付部のカラーを形成すると共に、リブ及び露出外周部を形成して、耐ノイズ性及び耐熱衝撃性の向上を得ることを目的とする。
【解決手段】本発明によるレゾルバ用輪状ステータ構造は、輪状鉄芯(1)に形成された樹脂成形部(6)の一部が取付部(3)でカラー(3A)を形成し、前記樹脂成形部(6)から露出した一部が金型内での押えとなる露出外周部(10)を形成し、前記樹脂成形部(6)のリブ(11)を設けたことにより、ノイズの影響を受けにくく、かつ、熱衝撃に強いレゾルバを得ることができる構成である。
【解決手段】本発明によるレゾルバ用輪状ステータ構造は、輪状鉄芯(1)に形成された樹脂成形部(6)の一部が取付部(3)でカラー(3A)を形成し、前記樹脂成形部(6)から露出した一部が金型内での押えとなる露出外周部(10)を形成し、前記樹脂成形部(6)のリブ(11)を設けたことにより、ノイズの影響を受けにくく、かつ、熱衝撃に強いレゾルバを得ることができる構成である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、レゾルバ用輪状ステータ構造に関し、特に、輪状鉄芯に形成する樹脂成形部により取付部のカラーを形成すると共に、リブ及び露出外周部を形成して、耐ノイズ性及び耐熱衝撃性の向上を得るための新規な改良に関する。
【背景技術】
【0002】
従来、用いられていたこの種のレゾルバ用輪状ステータ構造としては、例えば、特許文献1及び2に記載された構造を挙げることができるが、実際に製品として製作された構成は、図3及び図4で開示された構成を挙げることができる。
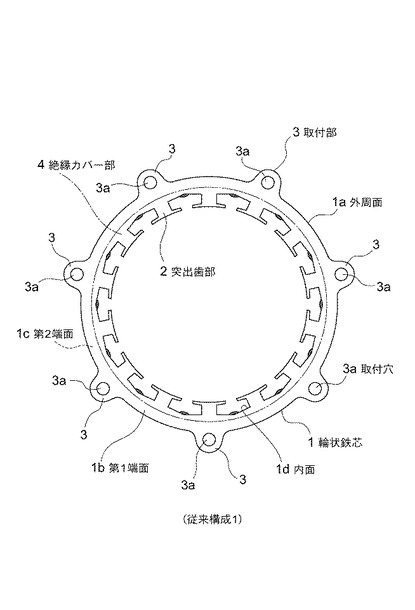
すなわち、図3で示される従来構成1の場合、内方へ向けて突出しかつ所定角度間隔毎に形成された複数の突出歯部2を有する輪状鉄芯1が用いられ、この輪状鉄芯1の外周面1aには、この輪状鉄芯1と一体で半径方向に突出すると共に取付穴3aを有する複数の取付部3が所定角度間隔で形成されている。
【0003】
前記輪状鉄芯1の第1、第2端面1b,1cは、図3の第1端面1bに一点鎖線で示されるように、一体又は二体で形成された絶縁カバー部4が前記第1端面1b及び第2端面1cに設けられている。
【0004】
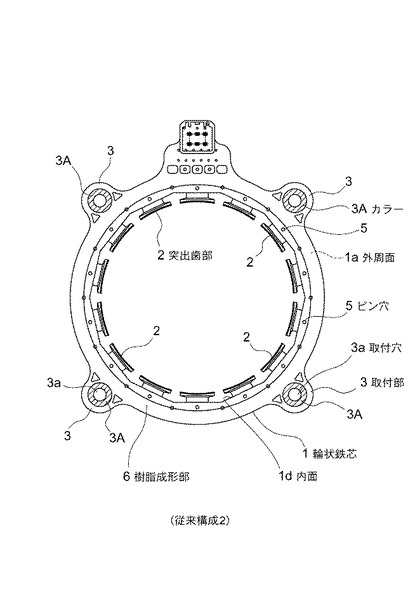
また、図4で示される従来構成2において、輪状鉄芯1の内面1dには内方に突出する複数の突出歯部2が所定角度間隔で半径方向に突出して形成されており、この輪状鉄芯1の外周面1aには、半径方向に沿って外側へ突出する複数の取付部3が形成されると共に、各取付部3には筒状のカラー3Aが形成されている。
前記カラー3Aには、この輪状鉄芯1をモータ等へ取付けるためのボルト穴である取付穴3aが形成されている。
【0005】
前述の図4の輪状鉄芯1では、図3のように絶縁カバー部4を一体又は耐体で形成する構成とは異なり、この輪状鉄芯1を図示しない射出成形機の金型(図示せず)内に装着して金型内の多数のピンによって位置決めし、輪状鉄芯1全体を一体に射出成形し、樹脂成形部6が形成されている。
前記樹脂成形部6は、輪状鉄芯1の外周面1a、取付部3、各突出歯部2を含むように形成され、この樹脂成形部6からは前記輪状鉄芯1の外周面1a及び取付部3が外部に露出することのないように覆う状態が構成されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】米国特許第6,838,804号明細書
【特許文献2】米国特許第6,028,383号明細書
【発明の概要】
【発明が解決しようとする課題】
【0007】
従来のレゾルバ用輪状ステータ構造は、以上のように構成されているため、次のような課題が存在していた。
すなわち、図3で示されるように、輪状鉄芯1の外周面1aをボルト穴形状の取付穴3aを用いてモータ等に装着すると、この取付穴3aがノイズのアンテナの作用となり、この取付穴3aを介して入力するノイズにより、レゾルバの出力信号のS/N比が悪くなり、回転位置検出精度が悪化する要因となっていた。
【0008】
また、図4で示される輪状鉄芯1の外周面1aが樹脂成形部6で完全に覆われているため、例えば、熱衝撃時に輪状鉄芯1と樹脂成形部6との熱収縮率差により発生する応力の緩和ができず、樹脂成形部6にクラックが発生し、故障等の原因となっていた。
また、輪状鉄芯1の外周面1aを樹脂成形部6で完全に覆うことになるため、射出成形機の金型内の所定位置に成形前の輪状鉄芯1をそのままでは位置決めすることができず、この装着を行うために金型内の円周方向に沿って多数のピンを設けなければならず、この各ピンで輪状鉄芯を押えて固定した後に射出成形で樹脂成形部6を形成するため、金型の構造が複雑化していた。
また、成形後には、輪状鉄芯1の樹脂成形部6に前記ピンが抜ける時に形成されるピン穴5が残ることになっていた。
この樹脂成形部6に残ったピン穴5は、その後、レゾルバとして輪状鉄芯1を用いる場合、このピン穴5に応力が集中し、樹脂成形部6にクラックを引き起こすための一因となっていた。
【課題を解決するための手段】
【0009】
本発明によるレゾルバ用輪状ステータ構造は、内方へ向けて突出しかつ所定角度間隔毎に形成された複数の突出歯部を有する輪状鉄芯と、前記輪状鉄芯の外周面に突出して形成され取付穴を有する複数の取付部と、前記輪状鉄芯の第1端面、第2端面、外周面、前記各突出歯部、前記取付部及び前記取付穴に射出成形によって一体形成された樹脂成形部と、からなり、前記取付穴に形成された前記樹脂成形部により筒状のカラーが形成され、前記輪状鉄芯の外周面の少なくとも一部には前記樹脂成形部から外部に露出した露出外周部が形成され、前記第1端面及び第2端面を覆う前記樹脂成形部には、前記輪状鉄芯の軸方向に沿って突出するリブが形成されている構成であり、また、前記露出外周部は、前記各取付部間に形成されている構成であり、また、前記リブは、前記輪状鉄芯の全周にわたり連続して形成されている構成である。
【発明の効果】
【0010】
本発明によるレゾルバ用輪状ステータ構造は、以上のように構成されているため、次のような効果を得ることができる。
すなわち、内方へ向けて突出しかつ所定角度間隔毎に形成された複数の突出歯部を有する輪状鉄芯と、前記輪状鉄芯の外周面に突出して形成され取付穴を有する複数の取付部と、前記輪状鉄芯の第1端面、第2端面、外周面、前記各突出歯部、前記取付部及び前記取付穴に射出成形によって一体形成された樹脂成形部と、からなり、前記取付穴に形成された前記樹脂成形部により筒状のカラーが形成され、前記輪状鉄芯の外周面の少なくとも一部には前記樹脂成形部から外部に露出した露出外周部が形成され、前記第1端面及び第2端面を覆う前記樹脂成形部には、前記輪状鉄芯の軸方向に沿って突出するリブが形成されていることにより、ノイズのアンテナがなくなり、外部のモータ等からのノイズの影響を受けにくく、かつ、熱衝撃に強いレゾルバの製作が可能となる。
また、前記露出外周部は、前記各取付部間に形成されていることにより、金型内における輪状鉄芯の位置決めが従来のピンを用いる構成よりも容易となる。
また、前記リブは、前記輪状鉄芯の全周にわたり連続して形成されていることにより、樹脂成形部の強度を増すことができ、熱衝撃に強いレゾルバを得ることができる。
【図面の簡単な説明】
【0011】
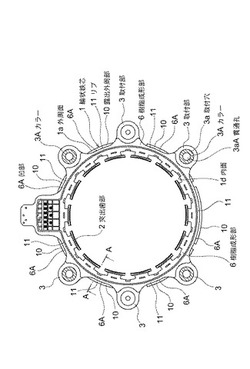
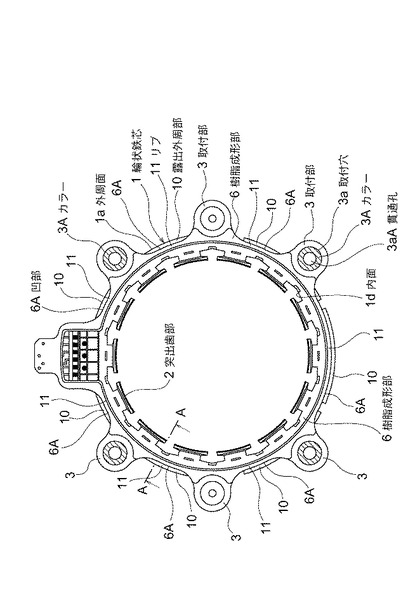
【図1】本発明によるレゾルバ用輪状ステータ構造を示す平面図である。
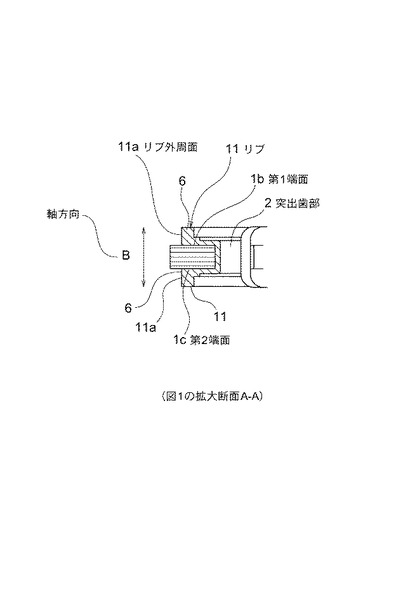
【図2】図1のA−A拡大断面図である。
【図3】従来のレゾルバ用輪状ステータ構造の従来構成1を示す平面図である。
【図4】従来のレゾルバ用輪状ステータ構造の従来構成2を示す平面図である。
【発明を実施するための形態】
【0012】
本発明は、輪状鉄芯に形成する樹脂成形部により取付部のカラーを一体に形成すると共に、リブ及び露出外周部を形成して、耐ノイズ性及び耐熱衝撃性の向上を得るようにしたレゾルバ用輪状ステータ構造を提供することを目的とする。
【実施例】
【0013】
以下、図面と共に本発明によるレゾルバ用輪状ステータ構造の好適な実施の形態について説明する。
尚、従来例と同一又は同等部分には、同一符号を付して説明する。
図1において、符号1で示されるものは、積層タイプ等よりなる輪状鉄芯であり、この輪状鉄芯1の内面1dには、内方へ向けて突出しかつ所定角度間隔毎に形成された複数の突出歯部2が形成されている。
【0014】
前記輪状鉄芯1の外周面1aには、その半径方向に沿って外側へ向けて突出する複数の取付部3が輪状鉄芯1と一体に形成されている。
前記輪状鉄芯1の第1端面1b、第2端面1c、外周面1a、各突出歯部2及び各取付部3と取付穴3aには、図示しない射出成形機による射出成形によって一体成形された樹脂成形部6が形成されている。
【0015】
前述の図1に示される輪状鉄芯1は、射出成形機の金型内で樹脂成形部6が射出成形された状態を示しており、前記輪状鉄芯1の外周面1aの一部は、前記樹脂成形部6の外周に形成された凹部6Aから外側へ向けて露出しているため露出外周部10が輪状鉄芯1の外周の一部に露出して形成されている。
【0016】
また、前記樹脂成形部6は、図1のA−A拡大断面図である図2に示されているように、前記第1端面1b及び第2端面1cから軸方向Bに沿って外側に突出するリブ11すなわち突条が輪状鉄芯1の全周にわたり形成され、このリブ11の外周面であるリブ外周面11aは図1に示されるように、平面でみて、内側から外側及びその反対向きで凹凸の繰り返しとなる形状で構成されている。
【0017】
前記輪状鉄芯1の外周面1aの一部に形成された前記露出外周部10は、図1で示されるように、例えば、7個形成され、かつ、前記各取付け部3の間に位置しており、前記輪状鉄芯1を射出成形機の金型内に位置決めする場合に、金型内の治具で前記各露出外周部10を各端面1b,1c側から押圧することにより、従来、用いられていたピンを用いることなく、金型内における輪状鉄芯1の位置決め・保持を行うことができる。
【0018】
前記樹脂成形部6に形成され輪状をなす前記リブ11によって、従来のピン穴等による応力集中型のクラック等の可能性もない熱衝撃に強いレゾルバを製作することができる。
また、前記各取付部3における取付穴3aに形成されたカラー3Aは、前記輪状鉄芯1を金型内に設置して前記樹脂成形部6を成形する際に、各取付穴3a内にロッド(図示せず)を挿入しておくことにより、このロッドを除いた部分に輪状の樹脂からなるカラー3Aが形成され、前記取付穴3aは磁性体部分が露出することなくカラー3Aで覆われているため、モータ等からのノイズの影響を受けにくいレゾルバを得ることができる。
尚、前記カラー3Aは筒体であるため、このカラー3Aの内側の貫通孔3aAが、レゾルバをモータ等に接続する場合のボルトを通すための取付用の穴の役目を形成している。
【産業上の利用可能性】
【0019】
本発明によるレゾルバ用輪状ステータ構造は、輪状鉄芯に形成する樹脂成形部により取付部のカラーを形成すると共に、リブ及び露出外周部を形成して耐ノイズ性及び耐熱衝撃性の向上を得ることができる。
【符号の説明】
【0020】
1 輪状鉄芯
1a 外周面
1b 第1端面
1c 第2端面
1d 内面
2 突出歯部
3 取付部
3a 取付穴
3A カラー
3aA 貫通孔
6 樹脂成形部
10 露出外周部
11 リブ
11a リブ外周面
B 軸方向
【技術分野】
【0001】
本発明は、レゾルバ用輪状ステータ構造に関し、特に、輪状鉄芯に形成する樹脂成形部により取付部のカラーを形成すると共に、リブ及び露出外周部を形成して、耐ノイズ性及び耐熱衝撃性の向上を得るための新規な改良に関する。
【背景技術】
【0002】
従来、用いられていたこの種のレゾルバ用輪状ステータ構造としては、例えば、特許文献1及び2に記載された構造を挙げることができるが、実際に製品として製作された構成は、図3及び図4で開示された構成を挙げることができる。
すなわち、図3で示される従来構成1の場合、内方へ向けて突出しかつ所定角度間隔毎に形成された複数の突出歯部2を有する輪状鉄芯1が用いられ、この輪状鉄芯1の外周面1aには、この輪状鉄芯1と一体で半径方向に突出すると共に取付穴3aを有する複数の取付部3が所定角度間隔で形成されている。
【0003】
前記輪状鉄芯1の第1、第2端面1b,1cは、図3の第1端面1bに一点鎖線で示されるように、一体又は二体で形成された絶縁カバー部4が前記第1端面1b及び第2端面1cに設けられている。
【0004】
また、図4で示される従来構成2において、輪状鉄芯1の内面1dには内方に突出する複数の突出歯部2が所定角度間隔で半径方向に突出して形成されており、この輪状鉄芯1の外周面1aには、半径方向に沿って外側へ突出する複数の取付部3が形成されると共に、各取付部3には筒状のカラー3Aが形成されている。
前記カラー3Aには、この輪状鉄芯1をモータ等へ取付けるためのボルト穴である取付穴3aが形成されている。
【0005】
前述の図4の輪状鉄芯1では、図3のように絶縁カバー部4を一体又は耐体で形成する構成とは異なり、この輪状鉄芯1を図示しない射出成形機の金型(図示せず)内に装着して金型内の多数のピンによって位置決めし、輪状鉄芯1全体を一体に射出成形し、樹脂成形部6が形成されている。
前記樹脂成形部6は、輪状鉄芯1の外周面1a、取付部3、各突出歯部2を含むように形成され、この樹脂成形部6からは前記輪状鉄芯1の外周面1a及び取付部3が外部に露出することのないように覆う状態が構成されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】米国特許第6,838,804号明細書
【特許文献2】米国特許第6,028,383号明細書
【発明の概要】
【発明が解決しようとする課題】
【0007】
従来のレゾルバ用輪状ステータ構造は、以上のように構成されているため、次のような課題が存在していた。
すなわち、図3で示されるように、輪状鉄芯1の外周面1aをボルト穴形状の取付穴3aを用いてモータ等に装着すると、この取付穴3aがノイズのアンテナの作用となり、この取付穴3aを介して入力するノイズにより、レゾルバの出力信号のS/N比が悪くなり、回転位置検出精度が悪化する要因となっていた。
【0008】
また、図4で示される輪状鉄芯1の外周面1aが樹脂成形部6で完全に覆われているため、例えば、熱衝撃時に輪状鉄芯1と樹脂成形部6との熱収縮率差により発生する応力の緩和ができず、樹脂成形部6にクラックが発生し、故障等の原因となっていた。
また、輪状鉄芯1の外周面1aを樹脂成形部6で完全に覆うことになるため、射出成形機の金型内の所定位置に成形前の輪状鉄芯1をそのままでは位置決めすることができず、この装着を行うために金型内の円周方向に沿って多数のピンを設けなければならず、この各ピンで輪状鉄芯を押えて固定した後に射出成形で樹脂成形部6を形成するため、金型の構造が複雑化していた。
また、成形後には、輪状鉄芯1の樹脂成形部6に前記ピンが抜ける時に形成されるピン穴5が残ることになっていた。
この樹脂成形部6に残ったピン穴5は、その後、レゾルバとして輪状鉄芯1を用いる場合、このピン穴5に応力が集中し、樹脂成形部6にクラックを引き起こすための一因となっていた。
【課題を解決するための手段】
【0009】
本発明によるレゾルバ用輪状ステータ構造は、内方へ向けて突出しかつ所定角度間隔毎に形成された複数の突出歯部を有する輪状鉄芯と、前記輪状鉄芯の外周面に突出して形成され取付穴を有する複数の取付部と、前記輪状鉄芯の第1端面、第2端面、外周面、前記各突出歯部、前記取付部及び前記取付穴に射出成形によって一体形成された樹脂成形部と、からなり、前記取付穴に形成された前記樹脂成形部により筒状のカラーが形成され、前記輪状鉄芯の外周面の少なくとも一部には前記樹脂成形部から外部に露出した露出外周部が形成され、前記第1端面及び第2端面を覆う前記樹脂成形部には、前記輪状鉄芯の軸方向に沿って突出するリブが形成されている構成であり、また、前記露出外周部は、前記各取付部間に形成されている構成であり、また、前記リブは、前記輪状鉄芯の全周にわたり連続して形成されている構成である。
【発明の効果】
【0010】
本発明によるレゾルバ用輪状ステータ構造は、以上のように構成されているため、次のような効果を得ることができる。
すなわち、内方へ向けて突出しかつ所定角度間隔毎に形成された複数の突出歯部を有する輪状鉄芯と、前記輪状鉄芯の外周面に突出して形成され取付穴を有する複数の取付部と、前記輪状鉄芯の第1端面、第2端面、外周面、前記各突出歯部、前記取付部及び前記取付穴に射出成形によって一体形成された樹脂成形部と、からなり、前記取付穴に形成された前記樹脂成形部により筒状のカラーが形成され、前記輪状鉄芯の外周面の少なくとも一部には前記樹脂成形部から外部に露出した露出外周部が形成され、前記第1端面及び第2端面を覆う前記樹脂成形部には、前記輪状鉄芯の軸方向に沿って突出するリブが形成されていることにより、ノイズのアンテナがなくなり、外部のモータ等からのノイズの影響を受けにくく、かつ、熱衝撃に強いレゾルバの製作が可能となる。
また、前記露出外周部は、前記各取付部間に形成されていることにより、金型内における輪状鉄芯の位置決めが従来のピンを用いる構成よりも容易となる。
また、前記リブは、前記輪状鉄芯の全周にわたり連続して形成されていることにより、樹脂成形部の強度を増すことができ、熱衝撃に強いレゾルバを得ることができる。
【図面の簡単な説明】
【0011】
【図1】本発明によるレゾルバ用輪状ステータ構造を示す平面図である。
【図2】図1のA−A拡大断面図である。
【図3】従来のレゾルバ用輪状ステータ構造の従来構成1を示す平面図である。
【図4】従来のレゾルバ用輪状ステータ構造の従来構成2を示す平面図である。
【発明を実施するための形態】
【0012】
本発明は、輪状鉄芯に形成する樹脂成形部により取付部のカラーを一体に形成すると共に、リブ及び露出外周部を形成して、耐ノイズ性及び耐熱衝撃性の向上を得るようにしたレゾルバ用輪状ステータ構造を提供することを目的とする。
【実施例】
【0013】
以下、図面と共に本発明によるレゾルバ用輪状ステータ構造の好適な実施の形態について説明する。
尚、従来例と同一又は同等部分には、同一符号を付して説明する。
図1において、符号1で示されるものは、積層タイプ等よりなる輪状鉄芯であり、この輪状鉄芯1の内面1dには、内方へ向けて突出しかつ所定角度間隔毎に形成された複数の突出歯部2が形成されている。
【0014】
前記輪状鉄芯1の外周面1aには、その半径方向に沿って外側へ向けて突出する複数の取付部3が輪状鉄芯1と一体に形成されている。
前記輪状鉄芯1の第1端面1b、第2端面1c、外周面1a、各突出歯部2及び各取付部3と取付穴3aには、図示しない射出成形機による射出成形によって一体成形された樹脂成形部6が形成されている。
【0015】
前述の図1に示される輪状鉄芯1は、射出成形機の金型内で樹脂成形部6が射出成形された状態を示しており、前記輪状鉄芯1の外周面1aの一部は、前記樹脂成形部6の外周に形成された凹部6Aから外側へ向けて露出しているため露出外周部10が輪状鉄芯1の外周の一部に露出して形成されている。
【0016】
また、前記樹脂成形部6は、図1のA−A拡大断面図である図2に示されているように、前記第1端面1b及び第2端面1cから軸方向Bに沿って外側に突出するリブ11すなわち突条が輪状鉄芯1の全周にわたり形成され、このリブ11の外周面であるリブ外周面11aは図1に示されるように、平面でみて、内側から外側及びその反対向きで凹凸の繰り返しとなる形状で構成されている。
【0017】
前記輪状鉄芯1の外周面1aの一部に形成された前記露出外周部10は、図1で示されるように、例えば、7個形成され、かつ、前記各取付け部3の間に位置しており、前記輪状鉄芯1を射出成形機の金型内に位置決めする場合に、金型内の治具で前記各露出外周部10を各端面1b,1c側から押圧することにより、従来、用いられていたピンを用いることなく、金型内における輪状鉄芯1の位置決め・保持を行うことができる。
【0018】
前記樹脂成形部6に形成され輪状をなす前記リブ11によって、従来のピン穴等による応力集中型のクラック等の可能性もない熱衝撃に強いレゾルバを製作することができる。
また、前記各取付部3における取付穴3aに形成されたカラー3Aは、前記輪状鉄芯1を金型内に設置して前記樹脂成形部6を成形する際に、各取付穴3a内にロッド(図示せず)を挿入しておくことにより、このロッドを除いた部分に輪状の樹脂からなるカラー3Aが形成され、前記取付穴3aは磁性体部分が露出することなくカラー3Aで覆われているため、モータ等からのノイズの影響を受けにくいレゾルバを得ることができる。
尚、前記カラー3Aは筒体であるため、このカラー3Aの内側の貫通孔3aAが、レゾルバをモータ等に接続する場合のボルトを通すための取付用の穴の役目を形成している。
【産業上の利用可能性】
【0019】
本発明によるレゾルバ用輪状ステータ構造は、輪状鉄芯に形成する樹脂成形部により取付部のカラーを形成すると共に、リブ及び露出外周部を形成して耐ノイズ性及び耐熱衝撃性の向上を得ることができる。
【符号の説明】
【0020】
1 輪状鉄芯
1a 外周面
1b 第1端面
1c 第2端面
1d 内面
2 突出歯部
3 取付部
3a 取付穴
3A カラー
3aA 貫通孔
6 樹脂成形部
10 露出外周部
11 リブ
11a リブ外周面
B 軸方向
【特許請求の範囲】
【請求項1】
内方へ向けて突出しかつ所定角度間隔毎に形成された複数の突出歯部(2)を有する輪状鉄芯(1)と、前記輪状鉄芯(1)の外周面(1a)に突出して形成され取付穴(3a)を有する複数の取付部(3)と、前記輪状鉄芯(1)の第1端面(1b)、第2端面(1c)、外周面(1a)、前記各突出歯部(2)、前記取付部(3)及び前記取付穴(3a)に射出成形によって一体形成された樹脂成形部(6)と、からなり、
前記取付穴(3a)に形成された前記樹脂成形部(6)により筒状のカラー(3A)が形成され、前記輪状鉄芯(1)の外周面(1a)の少なくとも一部には前記樹脂成形部(6)から外部に露出した露出外周部(10)が形成され、前記第1端面(1b)及び第2端面(1c)を覆う前記樹脂成形部(6)には、前記輪状鉄芯(1)の軸方向(B)に沿って突出するリブ(11)が形成されていることを特徴とするレゾルバ用輪状ステータ構造。
【請求項2】
前記露出外周部(10)は、前記各取付部(3)間に形成されていることを特徴とする請求項1記載のレゾルバ用輪状ステータ構造。
【請求項3】
前記リブ(11)は、前記輪状鉄芯(1)の全周にわたり連続して形成されていることを特徴とする請求項1又は2記載のレゾルバ用輪状ステータ構造。
【請求項1】
内方へ向けて突出しかつ所定角度間隔毎に形成された複数の突出歯部(2)を有する輪状鉄芯(1)と、前記輪状鉄芯(1)の外周面(1a)に突出して形成され取付穴(3a)を有する複数の取付部(3)と、前記輪状鉄芯(1)の第1端面(1b)、第2端面(1c)、外周面(1a)、前記各突出歯部(2)、前記取付部(3)及び前記取付穴(3a)に射出成形によって一体形成された樹脂成形部(6)と、からなり、
前記取付穴(3a)に形成された前記樹脂成形部(6)により筒状のカラー(3A)が形成され、前記輪状鉄芯(1)の外周面(1a)の少なくとも一部には前記樹脂成形部(6)から外部に露出した露出外周部(10)が形成され、前記第1端面(1b)及び第2端面(1c)を覆う前記樹脂成形部(6)には、前記輪状鉄芯(1)の軸方向(B)に沿って突出するリブ(11)が形成されていることを特徴とするレゾルバ用輪状ステータ構造。
【請求項2】
前記露出外周部(10)は、前記各取付部(3)間に形成されていることを特徴とする請求項1記載のレゾルバ用輪状ステータ構造。
【請求項3】
前記リブ(11)は、前記輪状鉄芯(1)の全周にわたり連続して形成されていることを特徴とする請求項1又は2記載のレゾルバ用輪状ステータ構造。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−96933(P2013−96933A)
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願番号】特願2011−242052(P2011−242052)
【出願日】平成23年11月4日(2011.11.4)
【出願人】(000203634)多摩川精機株式会社 (669)
【Fターム(参考)】
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願日】平成23年11月4日(2011.11.4)
【出願人】(000203634)多摩川精機株式会社 (669)
【Fターム(参考)】
[ Back to top ]