
レドックスフロー電池用双極板及びその製造方法
【課題】高い導電性を有するとともに、その製造時における樹脂と導電性カーボンの混合やシート加工も容易であり、又可塑剤の電解液への溶出も抑制されたレドックスフロー電池用双極板、及びその製造方法を提供する。
【解決手段】熱可塑性樹脂、導電性カーボン及び可塑剤を含有してなる複合導電材料のシートからなる双極板であって、前記シートに電離放射線を照射し前記熱可塑性樹脂と可塑剤が結合してなることを特徴とするレドックスフロー電池用双極板、及びその製造方法。
【解決手段】熱可塑性樹脂、導電性カーボン及び可塑剤を含有してなる複合導電材料のシートからなる双極板であって、前記シートに電離放射線を照射し前記熱可塑性樹脂と可塑剤が結合してなることを特徴とするレドックスフロー電池用双極板、及びその製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、レドックスフロー電池(レドックスフロー型二次電池とも言う。)のセル間を仕切る双極板(バイポーラプレート)及びその製造方法に関する。
【背景技術】
【0002】
レドックスフロー電池は、電解液(正極液、負極液)中の(バナジウム等の)イオンの価数の変化(酸化還元反応)を利用した電池である。この電池は複数のセルから構成され、各セルでは、隔膜の両側に、多孔質電極(正電極及び負電極)と双極板を備えたフレームがそれぞれ配設されている。そして、正電極が配設される正極室に正極液を、負電極が配設される負極室に負極液を循環させて電池反応を行わせる。レドックスフロー電池では、高電圧を得るため、上記のセルが複数積層されている(セルスタック)。
【0003】
レドックスフロー電池の内部抵抗を少なくするため、前記双極板には高い導電性が求められる。そこで、双極板としては、電流は通すが電解液は通さない導電性の板からなり、かつ高い機械的強度を有するものが望まれ、例えば、樹脂に導電性フィラーを分散させて導電性を付与した複合導電材料からなるものが使用されている。
【0004】
ここで導電性フィラーとしては、電解液によりイオン化し電池特性を損なう可能性のある金属フィラーよりも、化学的に安定な炭素質材料からなる導電性フィラー(以下、「導電性カーボン」と言う。)、例えば、黒鉛やカーボンブラックが好ましいと考えられる。そこで、好ましい双極板として、樹脂に導電性カーボンを練り込んでなるプラスチックカーボンが広く使用されており、例えば、特許文献1には、黒鉛を含有した塩素化ポリエチレンからなる双極板が開示されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2002−367660号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
プラスチックカーボンからなる双極板は、樹脂に導電性カーボンを混合してなるコンパウンドをシート状に加工して形成される。一方、双極板の導電性は高い方が望ましいが、より高い導電性を達成するためには、より多量の導電性カーボンを樹脂に添加する必要がある。しかし、多量の導電性カーボンを樹脂に添加すると、コンパウンドが硬くなりその流動性が低下し、混合やシート加工が極めて難しくなるとの問題が生じる。
【0007】
コンパウンドの流動性は、可塑剤を添加することで向上し、加工性を改善することができる。しかし、可塑剤を添加して製造された双極板からは、電池運転時に電解液への可塑剤の溶出が考えられる。可塑剤の溶出により電解液が汚染されると、他の電池部材の表面に可塑剤が付着して電池の性能に悪影響を与える場合がある。例えば、電解液が電極に付着すると抵抗が著しく増大する場合もある。また、双極板の可塑剤の溶出部に電解液が浸入し、双極板の機械特性や抵抗へ悪影響を及ぼす可能性も考えられる。
【0008】
本発明は、高い導電性を有するとともに、従来技術の有する上記の問題が解決されたレドックスフロー電池用双極板、すなわち、その製造時における樹脂と導電性カーボンの混合やシート加工も容易であり、又可塑剤の電解液への溶出も抑制されたレドックスフロー電池用双極板、及びその製造方法を提供することを課題とする。
【課題を解決するための手段】
【0009】
本発明者は、上記課題を達成するために鋭意検討した結果、樹脂及び導電性カーボンからなるコンパウンドに可塑剤を配合して加工性(樹脂と導電性カーボンの混合やシート加工等のしやすさ)を向上させた場合であっても、加工後に樹脂に電離放射線を照射することにより、高い導電性を保ったまま、可塑剤の電解液への溶出を抑制できることを見出し、本発明を完成した。すなわち、上記の課題は、以下に示す構成からなる発明により解決される。
【0010】
請求項1の発明は、熱可塑性樹脂、導電性カーボン及び可塑剤を含有してなる複合導電材料のシートからなる双極板であって、前記シートに電離放射線を照射し、前記熱可塑性樹脂と可塑剤が結合してなることを特徴とするレドックスフロー電池用双極板である。
【0011】
本発明の双極板は、複合導電材料をシート状に加工してなるものであり、この複合導電材料は、熱可塑性樹脂に、高い導電性が得られるように導電性カーボンを混合し、かつ、導電性カーボンを含むコンパウンドが優れた加工性を有するように可塑剤を混合したものである。従って、高い導電性及び優れた加工性がともに達成される。なお、本発明の双極板を形成する複合導電材料には、本発明の趣旨を損ねない範囲で、熱可塑性樹脂、導電性カーボン及び可塑剤以外の成分が含まれていてもよい。
【0012】
本発明の双極板は、複合導電材料をシート状に加工した後、得られたシートに電離放射線を照射し、その結果、前記熱可塑性樹脂と可塑剤が結合していることも特徴とする。従って本発明で使用される可塑剤は、コンパウンドの加工性を向上させる機能を有するとともに、電離放射線の照射により熱可塑性樹脂と結合する性質を有するものから選ばれる。
【0013】
この双極板においては、熱可塑性樹脂と可塑剤が結合しているので、電池運転時の電解液への可塑剤の溶出が抑制されている。従って、可塑剤の溶出による電解液の汚染、電池の性能や双極板の機械特性等への悪影響が防がれている。なお、一般に、電離放射線の照射により双極板の機械的強度等も向上する。
【0014】
本発明の双極板の形成に用いられる熱可塑性樹脂は、電解液を通さないシートへの成形が可能で、電解液により腐食されず、高い機械的強度を有するシートを与える樹脂から選択される。又、導電性カーボンとは、高い導電性を有する炭素質材料からなるフィラーを言う。具体的には、黒鉛やカーボンブラック等を挙げることができる。又、繊維径が約0.5〜150nm程度の炭素繊維からなるカーボンナノチューブも挙げることができる。
【0015】
請求項2の発明は、前記可塑剤が、不飽和結合を有する化合物であることを特徴とする請求項1に記載のレドックスフロー電池用双極板である。ここで言う不飽和結合には、炭素−炭素二重結合、三重結合や、炭素以外の元素が含まれる二重結合等も含まれる。
【0016】
可塑剤としては、コンパウンドの加工性を向上させるとともに、熱可塑性樹脂との間で架橋反応を起こす官能基を有し、熱可塑性樹脂と結合する性質を有するものであれば特に限定されないが、不飽和結合を有する化合物は、電離放射線の照射による架橋反応の反応性に優れるので好ましく用いられる。不飽和結合を有する化合物としては、アクリル酸エステル、メタクリル酸エステル等を挙げることができる。
【0017】
請求項3の発明は、前記熱可塑性樹脂が、塩素化ポリエチレン、ポリエチレン、ポリプロピレン、ポリ塩化ビニル及びポリカーボネートからなる群より選ばれた1種以上からなることを特徴とする請求項1又は請求項2に記載のレドックスフロー電池用双極板である。電解液を通さないシートへの成形が可能で、電解液により腐食されず、高い機械的強度を有するシートを与える熱可塑性樹脂として、具体的には、塩素化ポリエチレン、ポリエチレン、ポリプロピレン、ポリ塩化ビニル又はポリカーボネート等を挙げることができ、これらから選ばれる1種又は2種以上の混合樹脂が好ましく用いられる。
【0018】
請求項4の発明は、導電性カーボンが、黒鉛、カーボンブラック及びカーボンナノチューブからなる群より選ばれるものであり、前記複合導電材料中に、熱可塑性樹脂100重量部に対して、導電性カーボンが20〜150重量部含有されていることを特徴とする請求項1ないし請求項3のいずれか1項に記載のレドックスフロー電池用双極板である。導電性カーボンとして黒鉛、カーボンブラック及びカーボンナノチューブから選ばれるものを用いた場合、導電性カーボンの含有量を、熱可塑性樹脂100重量部に対して20重量部未満とすると十分な導電性が得られない場合があり、一方、150重量部を超える含有量とすると成形が困難となる場合があるので好ましくない。
【0019】
なお、可塑剤の含有量は、望まれる加工性の程度や導電性カーボンの含有量に応じて変動し、特に限定されない。すなわち、望まれる加工性の程度が低い場合や、導電性カーボンの含有量が少ない場合は、可塑剤の含有量も少なくてもよい。一方、可塑剤の含有が多すぎる場合は、コンパウンドとしてまとまらなくなるので、この問題が生じない範囲で可塑剤の含有量が選択される。
【0020】
請求項5の発明は、熱可塑性樹脂、導電性カーボン及び可塑剤を混合して複合導電材料のコンパウンドを作製する混合工程、前記複合導電材料のコンパウンドをシート状にする成形工程、及び前記成形工程で得られたシートに電離放射線を照射し、前記熱可塑性樹脂と可塑剤を結合させる照射工程を有することを特徴とするレドックスフロー電池用双極板の製造方法である。
【0021】
前記本発明のレドックスフロー電池用双極板は、前記の混合工程、成形工程、及び照射工程を有する方法により製造することができる。混合工程には、例えば、加圧式ニーダーが用いられる。成形工程におけるシート状への加工方法としては、押出機による方法、押出機と圧延ロールの組合せによる方法、粉末状の材料をロールへ供給する方法等を挙げることができる。
【0022】
照射工程における電離放射線の照射量は、可塑剤と熱可塑性樹脂の結合が十分達成されて、可塑剤の電解液への溶出を十分防ぐことができるように決定される。可塑剤の溶出を十分防ぐことができる照射量は、可塑剤や熱可塑性樹脂の種類や、シートの厚さ等により変動し具体的には特定されない。又、本発明者は、電離放射線の照射量を、可塑剤の電解液への溶出を十分防ぐことができる程度としても、シートの導電性や引張最大強度等の機械的強度に影響を与えないことを見出した。従って、上記の方法により製造される本発明の双極板は、高い導電性とともに優れた機械的強度を有する。
【0023】
電離放射線としては、ガンマ線やX線等の高エネルギー電磁波、荷電粒子線、中性子線、電子線等を挙げることができるが、取扱いが容易で設備的にも安価な電子線が好ましく用いられる。
【0024】
上記のようにして製造されたシートは、高い導電性、優れた機械的強度を有し、可塑剤の電解液への溶出も抑制されているので、レドックスフロー電池を構成する双極板として好適に用いられる。
【発明の効果】
【0025】
本発明のレドックスフロー電池用双極板は、高い導電性や優れた機械的強度を有するとともに、その製造時における樹脂と導電性カーボンの混合やシート加工も容易であり、又可塑剤の電解液への溶出も抑制されたものである。このレドックスフロー電池用双極板は、本発明のレドックスフロー電池用双極板の製造方法により製造することができる。
【図面の簡単な説明】
【0026】
【図1】レドックスフロー電池セルの概略分解斜視図である。
【図2】レドックスフロー電池主要部の外観図である。
【発明を実施するための形態】
【0027】
次に、本発明を実施するための形態について説明するが、本発明の範囲はこの形態に限定されるものではなく本発明の趣旨を損なわない範囲で種々の変更をすることができる。先ず、本発明のレドックスフロー電池用双極板を形成する複合導電材料を構成する各成分について説明する。
【0028】
[導電性カーボン(炭素質材料)について]
黒鉛とは、炭素の六角板状結晶であるが、本発明では、土状黒鉛、塊状黒鉛、鱗状黒鉛等の天然黒鉛、及び人造黒鉛のいずれも用いることができる。さらに、膨張化黒鉛、薄片化により成型性及び導電性を向上させた薄片化黒鉛、球状化粉砕加工により配向性を抑えた球状化黒鉛、溶けた銑鉄が溶銑予備処理等で温度低下するのに伴い析出した平面的に結晶化した炭素であるキッシュ黒鉛等も用いられる。
【0029】
中でも、膨張化黒鉛、薄片化黒鉛又は球状化黒鉛が高い導電性を双極板に付与できるので好ましい。なお、膨張化黒鉛とは、例えば、天然黒鉛等を、濃硫酸と硝酸との混液、濃硫酸と過酸化水素水との混液の強酸化性の溶液に浸漬処理して黒鉛層間化合物を生成させ、水洗してから急速加熱して、黒鉛結晶のC軸方向を膨張処理することによって得られた粉末や、それを一度シート状に圧延したものを粉砕した粉末である。
【0030】
カーボンブラックは、径3〜500nm程度の炭素の微粒子であり、単体の炭素が主体であるが、表面には様々な官能基が残存した複雑な組成を持つものも含まれる。又、炭化水素油や天然ガスの不完全燃焼(ファーネス法)により製造されるファーネスブラック、アセチレンガスを熱分解して得るケッチェンブラックやアセチレンブラック、さらにチャンネルブラック、天然ガスの熱分解により得られるサーマルブラック等も用いることができる。中でも、アセチレンブラック又はケッチェンブラックが高い導電性を双極板に付与できるので好ましい。導電性カーボンとしては、上記例示の黒鉛、カーボンブラックやカーボンナノチューブ等から選ばれる1種を単独で使用してもよいが2種以上を併用してもよい。
【0031】
[熱可塑性樹脂について]
本発明の双極板を形成する熱可塑性樹脂としては、塩素化ポリエチレン、ポリエチレン、ポリプロピレン等のポリオレフィン、アクリロニトリルブタジエンスチレン共重合体、ポリスチレン、アクリル樹脂、ポリ塩化ビニル、ポリイミド、液晶ポリマー、ポリエーテルエーテルケトン、フッ素樹脂、ポリアセタール、ポリアミド、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリカーボネート、ポリシクロオレフィン、ポリフェニレンスルフィド、ポリエーテルスルホン、ポリフェニレンオキシド、ポリフェニレンスルホン等から選ばれる1種類又は複数の組合せを挙げることができる。
【0032】
熱可塑性樹脂中には、双極板を割れにくくするため、常温付近でゴム状弾性を有する高分子(エラストマー)を含有させることもできる。このエラストマーとしては、例えば、アクリロニトリルブタジエンゴム、水素化ニトリルゴム、スチレンブタジエンゴム、エチレンプロピレン共重合体、エチレン−オクテン共重合体、エチレン−ブテン共重合体、プロピレン−ブテン共重合体、エチレンプロピレンジエン三元共重合ゴム、エチレンブタジエンゴム、フッ素ゴム、イソプレンゴム、シリコーンゴム、アクリルゴム、ブタジエンゴム等の中から選ばれた1種類又は複数の組合せを使用することができる。
【0033】
[可塑剤について]
本発明で用いられる可塑剤は、コンパウンドの加工性を高める作用を有するものであり、かつ電離放射線照射により熱可塑性樹脂と反応して結合する性質を有するものである。このような可塑剤としては、パラフィン系オイル、芳香族系オイル、ナフテン系オイル、クマロン-インデン樹脂等の鉱物油系可塑剤、脂肪酸(ステアリン酸等)、脂肪油(菜種油等)、ロジン等の植物油系可塑剤、塩素化パラフィン、フタル酸エステル(DOP等)、アクリル酸エステル、メタクリル酸エステル等の合成可塑剤を挙げることができる。
【0034】
中でも、アクリル酸エステル、メタクリル酸エステルは、電離放射線照射による反応性に優れるので好ましい。アクリル酸エステルやメタクリル酸エステルとして、より具体的には、トリメチロールプロパンアクリレート、1,6−ヘキサンジオールジアクリレート、1,10−デカンジオールジアクリレート、ポリエチレングリコールジアクリレート、1,6−ヘキサンジオールジメタクリレート、1,10−デカンジオールジメタクリレート、ポリエチレングリコールジメタクリレート等の、分子内に不飽和結合を2以上有するものを挙げることができ、本発明における可塑剤として好ましく用いることができる。
【0035】
本発明の双極版を形成する複合導電材料に含まれていてもよい、他の成分(熱可塑性樹脂、導電性カーボン及び可塑剤以外の成分)としては、安定剤、酸化防止剤、分散剤、滑剤等を挙げることができる。
【0036】
次に、本発明のレドックスフロー電池用双極板の製造方法の具体的形態の例について説明する。
【0037】
[双極板の製造について]
本発明の双極板は、前記導電性カーボン、熱可塑性樹脂及び可塑剤を含む成形材料(複合導電材料)を成形して製造される。好ましくは、熱可塑性樹脂に導電性カーボンと可塑剤を溶融混合して混合物を調製し、この混合物を加熱しながら加圧成形してシート状(板体)とすることにより製造される。
【0038】
シート状への加工に使用される成形機としては、カレンダーロールや押出機を挙げることができる。又、混合を、ボールミル等を使用して行い、混合物を金型に充填し、加熱プレス機により加熱しながら加圧成形して、シート状の双極板を得る方法も採用できる。このようにして得られた双極板は、以下で説明するように、フレーム(枠体)に装着されレドックスフロー電池に用いられる。
【0039】
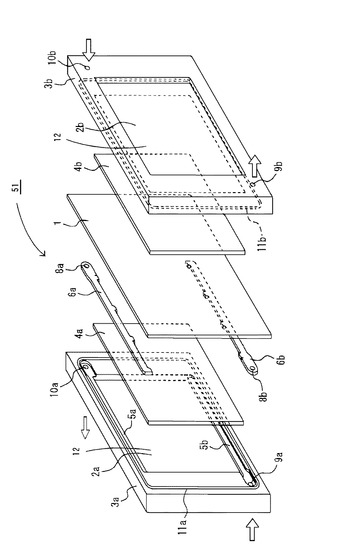
次に、本発明の双極板が使用されるレドックスフロー電池の具体的形態について説明する。図1は、本発明の双極板が使用されるレドックスフロー電池のセルの一例を示す概略分解斜視図である。
【0040】
図1に示すように、レドックスフロー電池セル51は、イオン交換膜である矩形状隔膜1と、隔膜1の両側にそれぞれ配設された矩形状の双極板2a、2bと、各双極板の外周部を固定保持するフレーム3a、3bと、前記隔膜1と前記双極板2a、2bとの間にそれぞれ配設された矩形状の通液性多孔質電極4a、4bとを備えている。電極4aは、隔膜1と双極板3aとの間の正極室に配設された正極であり、電極4bは、隔膜1と双極板3bとの間の負極室に配設された負極である。
【0041】
フレーム3a、3bはポリ塩化ビニル系樹脂等の耐酸性材料で形成されており、電極4a、4bは炭素繊維フェルトで構成されている。2a、2bは、本発明の双極板である。双極板2a、2bの外周部は、フレーム3a、3bの内周壁に形成された溝内に収容されかつ挟着されてフレームと一体化している。又、フレーム3a、3bに配設された双極板2aと2b間の領域は、電極室12を形成する。電極室12には電極4a、4bが収納される。
【0042】
フレーム3aの重ね合わせ面は、図1中では紙面右側に面している。又、フレーム3bの重ね合わせ面は、図1中では紙面左側に面している。
【0043】
電極室12の内縁部は切欠段部5a、5bが形成されている(5aは図示されていない)。切欠段部5a、5bの切欠深さは保護板6a、6bの厚さと等しく電極室12の厚みよりも浅い。よって切欠段部が形成されたフレーム部分は2段の階段状の凹部となっている。この切欠段部は、保護板6a、6bを位置決めする係止部であり、凹部の内側縁を越えてフレームの重ね合わせ面に及んでいる。フレーム3aの凹部である電極室12には電極4aが収納されている。
【0044】
9aは、フレーム3aに設けられた配液口たる給液口である。又、10aは、フレーム3aに設けられた配液口たる排液口である。給液口9aと排液口10aは、フレームの重ね合わせ面に開口した貫通穴である。なお、保護板6a、6bの一方の端部には、給液口9a、排液口10aと同軸に配置される穴8a、8bが開けられている。保護板6a、6bはポリ塩化ビニル系樹脂等の耐酸性材料で形成された幅狭の長尺状プレートである。
【0045】
隔膜1は、電極室12よりも一回り大きく、隔膜1の外周部はフレームの重ね合わせ面に達している。図示した状態でフレーム3aにフレーム3bが重ね合わされる。隔膜1の外周部は、フレーム3aの重ね合わせ面とフレーム3bの重ね合わせ面に挟着される。隔膜1は、有機高分子をベースにしたイオン交換膜を用いることができる。カチオン交換膜及びアニオン交換膜いずれのイオン交換膜も用いることができる。
【0046】
フレーム3a、3bの重ね合わせ面の隔膜の外周端部の外側には、環状溝11a、11bが形成され(図面では一対の正極室と負極室からなるセルを形成する重ね合わせ面にだけ環状溝を図示している)、各環状溝には、シール手段たるOリングが設置される。フレーム3a、3bが重ね合わされ締め付けられるとOリングにより液漏れが防止される。
【0047】
給液口9a、9b及び排液口10a、10bからの電解液の漏れを防止するために、給液口9a、9b及び排液口10a、10bの周囲には、それぞれOリング(図示せず)が装着可能な環状凹部(図示せず)が形成されている。電解液は、給液口9aより電極室12内に給液され、排液口10aを通り排液される。
【0048】
フレーム3a、3bが重ね合わせられると、給液口9a、9bは連絡して給液導管が形成される。同時に、排液口10a、10bは連絡して排液導管が形成される。給液導管に流入した正極液は、一部が分流されて正極4aに至り排液導管に導かれる。隣接するセルの給液導管に達した残余の正極液は同様に一部が分流される。その後の正極液の流れは上述した正極液の流れと同様である。
【0049】
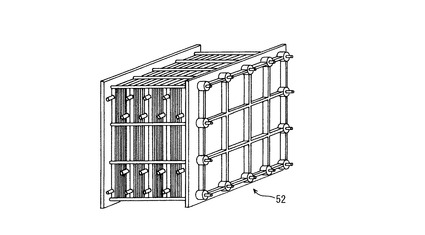
前記の構造を有する複数のレドックスフロー電池セルは積層され、レドックスフロー電池セルスタックを構成する。又、レドックスフロー電池セルスタックを一対の端板間に位置させてボルトナット等の締結具で締め付け、電解液の給液管と排液管を備えた給配部材を装着することによりレドックスフロー電池主要部が構成される。
【0050】
図2はレドックスフロー電池主要部の外観図である。図2において、52はレドックスフロー電池の主要部である。この主要部に、正極液タンク、負極液タンク、正極液及び負極液それぞれの循環用ポンプ、配管等が付加されてレドックスフロー電池が構成される。
【0051】
本発明の双極板が用いられるレドックスフロー電池に使用する電解液としては、イオンの酸化還元反応が可能な種々の電解液が使用できる。例えば、バナジウムイオンを含む電解液(バナジウム硫酸水溶液)や鉄−クロム系電池を構成する電解液(鉄イオンを含む電解液とクロムイオンを含むイオンの組合せ)が使用できる。
【実施例】
【0052】
[複合導電材料の試料の作成]
加圧式ニーダー(モリヤマ社製 MIX−LABO ML500)を用いて、下記の[使用した原料]の欄に示す塩素化ポリエチレン、各種導電性カーボン、添加剤及び可塑剤を、表1〜3に(重量部で)示す組成にて、160℃で5分間混合して複合導電材料の試料を調整した。調整した各試料について、以下に示す方法でメルトフローレート及びブラベンダートルクを測定した。
【0053】
[メルトフローレート(MFR)]
メルトインデクサー(東洋精機社製)を用い、JIS K7210に従って、荷重21.6kg、180℃で測定した。測定はそれぞれの試料について2回(n=2)行い、その平均値を測定値とした。
【0054】
[ブラベンダートルク]
ラボプラストミル30C150(東洋精機社製)を用い、上記で調整した複合導電材料の試料を180℃の槽内に全量投入(充填量100vol%)後、ロータ回転数5rpmで10分間混合を行い、トルク値を測定した。その結果を、表1に示す。
【0055】
前記の[複合導電材料の試料の作成]で作成した複合導電材料の試料をロール加工によりシート化した後、加熱冷却プレスにより160℃、100kg/cm2で5分間プレスし、その後冷却して厚み約0.6mmのシートを得た。このシートに、電子線照射装置を用いて電子線を照射した。電子線照射前のシート、電子線を6Mrad照射した後のシート及び電子線を12Mrad照射した後のシートについて、下記の方法で、面方向及び層方向の体積固有抵抗、引張最大強度及び引張破断伸びを測定した。さらにそれぞれのシートについて、可塑剤の電解液への溶出の程度を評価するとともに可塑剤と熱可塑性樹脂(塩素化ポリエチレン)が結合していることを、粘弾性スペクトロメータ(DMS)により確認した。その結果を、表1に示す。
【0056】
[使用した原料]
1)熱可塑性樹脂:
・塩素化ポリエチレン: エラスレン303A(昭和電工社製、塩素含有量32%、メルトインデックス=120)
2)導電性カーボン
・黒鉛: BSP−10AK(中越黒鉛工業所社製、膨張化黒鉛、平均粒子径10μm)
・カーボンブラック: EC300J(ライオン社製、ケッチェンブラック、一次粒子径40μm)
・カーボンナノチューブ(CNT): VGCF−X(昭和電工社製、15nmφ×3μm)
【0057】
3)可塑剤
・n=4のポリエチレングリコールジメタクリレート
【0058】
[体積固有抵抗の測定方法]
体積固有抵抗は、ロレスタ抵抗率計(三菱化学社製)を用いた四探針法により測定した。測定はそれぞれのシートについて2回(n=2)行い、その平均値を測定値とした。
【0059】
[引張最大強度、引張破断伸びの測定方法]
シート(試料)を、JIS K6251 3号ダンベル試験片に打ち抜き、オートグラフAG−I(島津製作所社製)を用いて引張試験を行った(引張速度:50mm/min)。測定はそれぞれのシートについて室温中で3回(n=3)行い、その平均値を測定値とした。
【0060】
[可塑剤の電解液への溶出のしやすさの評価]
約20mm×10mm×0.6mmのサンプル片を試験管中でメチルエチルケトン(MEK)に浸漬した。浸漬条件は25℃×24時間、および50℃×5時間の2条件とした。浸漬後、サンプル片を試験管から取り出し、恒温槽中で80℃×24時間乾燥した後、サンプル片の重量を測定し、重量減少率により可塑剤の電解液への溶出のしやすさを評価した。なお、本実験では可塑剤の溶出を加速させるため、電解液ではなく、溶出性の高いMEKを使用した。
【0061】
【表1】

【0062】
上記表1に示されているように、可塑剤が添加されていない実験例1ではブラベンダートルクのトルク値は、24N・mであるが、可塑剤が添加された実験例2ではトルク値は、20N・mであり、可塑剤添加によりブラベンダートルクが低下すること、すなわち、可塑剤添加によりコンパウンドの流動性が向上することが確認され、優れた加工性が得られることが示されている。
【0063】
又、電子線照射を行っていない実施例2と電子線照射がされた実施例4について、表の「溶出のしやすさ」の行に示される結果を比較すれば明らかなように、電子線照射がされた場合、可塑剤の電解液への溶出量は大幅に減少する。
【0064】
さらに、表に示されている体積固有抵抗、引張最大強度、引張破断伸びの測定値から明らかなように、電子線照射がされた場合でも、体積固有抵抗の増大あるいは引張最大強度、引張破断伸びの大きな低下は見られず、引張最大強度は、電子線照射によりむしろ向上している。特に電子線照射量が6Mradの場合、引張最大強度は顕著に向上している。
【0065】
すなわち、電子線照射により、シートの導電性や機械的強度に悪影響を与えずに(むしろ好ましい影響を与えながら)、可塑剤の溶出が抑制されることが、表に示された結果より明らかである。
【符号の説明】
【0066】
1 隔膜
2a、2b 双極板
3a、3b フレーム
4a、4b 電極
9a、9b 給液口
10a、10b 排液口
11a、11b 環状溝
12 電極室
【技術分野】
【0001】
本発明は、レドックスフロー電池(レドックスフロー型二次電池とも言う。)のセル間を仕切る双極板(バイポーラプレート)及びその製造方法に関する。
【背景技術】
【0002】
レドックスフロー電池は、電解液(正極液、負極液)中の(バナジウム等の)イオンの価数の変化(酸化還元反応)を利用した電池である。この電池は複数のセルから構成され、各セルでは、隔膜の両側に、多孔質電極(正電極及び負電極)と双極板を備えたフレームがそれぞれ配設されている。そして、正電極が配設される正極室に正極液を、負電極が配設される負極室に負極液を循環させて電池反応を行わせる。レドックスフロー電池では、高電圧を得るため、上記のセルが複数積層されている(セルスタック)。
【0003】
レドックスフロー電池の内部抵抗を少なくするため、前記双極板には高い導電性が求められる。そこで、双極板としては、電流は通すが電解液は通さない導電性の板からなり、かつ高い機械的強度を有するものが望まれ、例えば、樹脂に導電性フィラーを分散させて導電性を付与した複合導電材料からなるものが使用されている。
【0004】
ここで導電性フィラーとしては、電解液によりイオン化し電池特性を損なう可能性のある金属フィラーよりも、化学的に安定な炭素質材料からなる導電性フィラー(以下、「導電性カーボン」と言う。)、例えば、黒鉛やカーボンブラックが好ましいと考えられる。そこで、好ましい双極板として、樹脂に導電性カーボンを練り込んでなるプラスチックカーボンが広く使用されており、例えば、特許文献1には、黒鉛を含有した塩素化ポリエチレンからなる双極板が開示されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2002−367660号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
プラスチックカーボンからなる双極板は、樹脂に導電性カーボンを混合してなるコンパウンドをシート状に加工して形成される。一方、双極板の導電性は高い方が望ましいが、より高い導電性を達成するためには、より多量の導電性カーボンを樹脂に添加する必要がある。しかし、多量の導電性カーボンを樹脂に添加すると、コンパウンドが硬くなりその流動性が低下し、混合やシート加工が極めて難しくなるとの問題が生じる。
【0007】
コンパウンドの流動性は、可塑剤を添加することで向上し、加工性を改善することができる。しかし、可塑剤を添加して製造された双極板からは、電池運転時に電解液への可塑剤の溶出が考えられる。可塑剤の溶出により電解液が汚染されると、他の電池部材の表面に可塑剤が付着して電池の性能に悪影響を与える場合がある。例えば、電解液が電極に付着すると抵抗が著しく増大する場合もある。また、双極板の可塑剤の溶出部に電解液が浸入し、双極板の機械特性や抵抗へ悪影響を及ぼす可能性も考えられる。
【0008】
本発明は、高い導電性を有するとともに、従来技術の有する上記の問題が解決されたレドックスフロー電池用双極板、すなわち、その製造時における樹脂と導電性カーボンの混合やシート加工も容易であり、又可塑剤の電解液への溶出も抑制されたレドックスフロー電池用双極板、及びその製造方法を提供することを課題とする。
【課題を解決するための手段】
【0009】
本発明者は、上記課題を達成するために鋭意検討した結果、樹脂及び導電性カーボンからなるコンパウンドに可塑剤を配合して加工性(樹脂と導電性カーボンの混合やシート加工等のしやすさ)を向上させた場合であっても、加工後に樹脂に電離放射線を照射することにより、高い導電性を保ったまま、可塑剤の電解液への溶出を抑制できることを見出し、本発明を完成した。すなわち、上記の課題は、以下に示す構成からなる発明により解決される。
【0010】
請求項1の発明は、熱可塑性樹脂、導電性カーボン及び可塑剤を含有してなる複合導電材料のシートからなる双極板であって、前記シートに電離放射線を照射し、前記熱可塑性樹脂と可塑剤が結合してなることを特徴とするレドックスフロー電池用双極板である。
【0011】
本発明の双極板は、複合導電材料をシート状に加工してなるものであり、この複合導電材料は、熱可塑性樹脂に、高い導電性が得られるように導電性カーボンを混合し、かつ、導電性カーボンを含むコンパウンドが優れた加工性を有するように可塑剤を混合したものである。従って、高い導電性及び優れた加工性がともに達成される。なお、本発明の双極板を形成する複合導電材料には、本発明の趣旨を損ねない範囲で、熱可塑性樹脂、導電性カーボン及び可塑剤以外の成分が含まれていてもよい。
【0012】
本発明の双極板は、複合導電材料をシート状に加工した後、得られたシートに電離放射線を照射し、その結果、前記熱可塑性樹脂と可塑剤が結合していることも特徴とする。従って本発明で使用される可塑剤は、コンパウンドの加工性を向上させる機能を有するとともに、電離放射線の照射により熱可塑性樹脂と結合する性質を有するものから選ばれる。
【0013】
この双極板においては、熱可塑性樹脂と可塑剤が結合しているので、電池運転時の電解液への可塑剤の溶出が抑制されている。従って、可塑剤の溶出による電解液の汚染、電池の性能や双極板の機械特性等への悪影響が防がれている。なお、一般に、電離放射線の照射により双極板の機械的強度等も向上する。
【0014】
本発明の双極板の形成に用いられる熱可塑性樹脂は、電解液を通さないシートへの成形が可能で、電解液により腐食されず、高い機械的強度を有するシートを与える樹脂から選択される。又、導電性カーボンとは、高い導電性を有する炭素質材料からなるフィラーを言う。具体的には、黒鉛やカーボンブラック等を挙げることができる。又、繊維径が約0.5〜150nm程度の炭素繊維からなるカーボンナノチューブも挙げることができる。
【0015】
請求項2の発明は、前記可塑剤が、不飽和結合を有する化合物であることを特徴とする請求項1に記載のレドックスフロー電池用双極板である。ここで言う不飽和結合には、炭素−炭素二重結合、三重結合や、炭素以外の元素が含まれる二重結合等も含まれる。
【0016】
可塑剤としては、コンパウンドの加工性を向上させるとともに、熱可塑性樹脂との間で架橋反応を起こす官能基を有し、熱可塑性樹脂と結合する性質を有するものであれば特に限定されないが、不飽和結合を有する化合物は、電離放射線の照射による架橋反応の反応性に優れるので好ましく用いられる。不飽和結合を有する化合物としては、アクリル酸エステル、メタクリル酸エステル等を挙げることができる。
【0017】
請求項3の発明は、前記熱可塑性樹脂が、塩素化ポリエチレン、ポリエチレン、ポリプロピレン、ポリ塩化ビニル及びポリカーボネートからなる群より選ばれた1種以上からなることを特徴とする請求項1又は請求項2に記載のレドックスフロー電池用双極板である。電解液を通さないシートへの成形が可能で、電解液により腐食されず、高い機械的強度を有するシートを与える熱可塑性樹脂として、具体的には、塩素化ポリエチレン、ポリエチレン、ポリプロピレン、ポリ塩化ビニル又はポリカーボネート等を挙げることができ、これらから選ばれる1種又は2種以上の混合樹脂が好ましく用いられる。
【0018】
請求項4の発明は、導電性カーボンが、黒鉛、カーボンブラック及びカーボンナノチューブからなる群より選ばれるものであり、前記複合導電材料中に、熱可塑性樹脂100重量部に対して、導電性カーボンが20〜150重量部含有されていることを特徴とする請求項1ないし請求項3のいずれか1項に記載のレドックスフロー電池用双極板である。導電性カーボンとして黒鉛、カーボンブラック及びカーボンナノチューブから選ばれるものを用いた場合、導電性カーボンの含有量を、熱可塑性樹脂100重量部に対して20重量部未満とすると十分な導電性が得られない場合があり、一方、150重量部を超える含有量とすると成形が困難となる場合があるので好ましくない。
【0019】
なお、可塑剤の含有量は、望まれる加工性の程度や導電性カーボンの含有量に応じて変動し、特に限定されない。すなわち、望まれる加工性の程度が低い場合や、導電性カーボンの含有量が少ない場合は、可塑剤の含有量も少なくてもよい。一方、可塑剤の含有が多すぎる場合は、コンパウンドとしてまとまらなくなるので、この問題が生じない範囲で可塑剤の含有量が選択される。
【0020】
請求項5の発明は、熱可塑性樹脂、導電性カーボン及び可塑剤を混合して複合導電材料のコンパウンドを作製する混合工程、前記複合導電材料のコンパウンドをシート状にする成形工程、及び前記成形工程で得られたシートに電離放射線を照射し、前記熱可塑性樹脂と可塑剤を結合させる照射工程を有することを特徴とするレドックスフロー電池用双極板の製造方法である。
【0021】
前記本発明のレドックスフロー電池用双極板は、前記の混合工程、成形工程、及び照射工程を有する方法により製造することができる。混合工程には、例えば、加圧式ニーダーが用いられる。成形工程におけるシート状への加工方法としては、押出機による方法、押出機と圧延ロールの組合せによる方法、粉末状の材料をロールへ供給する方法等を挙げることができる。
【0022】
照射工程における電離放射線の照射量は、可塑剤と熱可塑性樹脂の結合が十分達成されて、可塑剤の電解液への溶出を十分防ぐことができるように決定される。可塑剤の溶出を十分防ぐことができる照射量は、可塑剤や熱可塑性樹脂の種類や、シートの厚さ等により変動し具体的には特定されない。又、本発明者は、電離放射線の照射量を、可塑剤の電解液への溶出を十分防ぐことができる程度としても、シートの導電性や引張最大強度等の機械的強度に影響を与えないことを見出した。従って、上記の方法により製造される本発明の双極板は、高い導電性とともに優れた機械的強度を有する。
【0023】
電離放射線としては、ガンマ線やX線等の高エネルギー電磁波、荷電粒子線、中性子線、電子線等を挙げることができるが、取扱いが容易で設備的にも安価な電子線が好ましく用いられる。
【0024】
上記のようにして製造されたシートは、高い導電性、優れた機械的強度を有し、可塑剤の電解液への溶出も抑制されているので、レドックスフロー電池を構成する双極板として好適に用いられる。
【発明の効果】
【0025】
本発明のレドックスフロー電池用双極板は、高い導電性や優れた機械的強度を有するとともに、その製造時における樹脂と導電性カーボンの混合やシート加工も容易であり、又可塑剤の電解液への溶出も抑制されたものである。このレドックスフロー電池用双極板は、本発明のレドックスフロー電池用双極板の製造方法により製造することができる。
【図面の簡単な説明】
【0026】
【図1】レドックスフロー電池セルの概略分解斜視図である。
【図2】レドックスフロー電池主要部の外観図である。
【発明を実施するための形態】
【0027】
次に、本発明を実施するための形態について説明するが、本発明の範囲はこの形態に限定されるものではなく本発明の趣旨を損なわない範囲で種々の変更をすることができる。先ず、本発明のレドックスフロー電池用双極板を形成する複合導電材料を構成する各成分について説明する。
【0028】
[導電性カーボン(炭素質材料)について]
黒鉛とは、炭素の六角板状結晶であるが、本発明では、土状黒鉛、塊状黒鉛、鱗状黒鉛等の天然黒鉛、及び人造黒鉛のいずれも用いることができる。さらに、膨張化黒鉛、薄片化により成型性及び導電性を向上させた薄片化黒鉛、球状化粉砕加工により配向性を抑えた球状化黒鉛、溶けた銑鉄が溶銑予備処理等で温度低下するのに伴い析出した平面的に結晶化した炭素であるキッシュ黒鉛等も用いられる。
【0029】
中でも、膨張化黒鉛、薄片化黒鉛又は球状化黒鉛が高い導電性を双極板に付与できるので好ましい。なお、膨張化黒鉛とは、例えば、天然黒鉛等を、濃硫酸と硝酸との混液、濃硫酸と過酸化水素水との混液の強酸化性の溶液に浸漬処理して黒鉛層間化合物を生成させ、水洗してから急速加熱して、黒鉛結晶のC軸方向を膨張処理することによって得られた粉末や、それを一度シート状に圧延したものを粉砕した粉末である。
【0030】
カーボンブラックは、径3〜500nm程度の炭素の微粒子であり、単体の炭素が主体であるが、表面には様々な官能基が残存した複雑な組成を持つものも含まれる。又、炭化水素油や天然ガスの不完全燃焼(ファーネス法)により製造されるファーネスブラック、アセチレンガスを熱分解して得るケッチェンブラックやアセチレンブラック、さらにチャンネルブラック、天然ガスの熱分解により得られるサーマルブラック等も用いることができる。中でも、アセチレンブラック又はケッチェンブラックが高い導電性を双極板に付与できるので好ましい。導電性カーボンとしては、上記例示の黒鉛、カーボンブラックやカーボンナノチューブ等から選ばれる1種を単独で使用してもよいが2種以上を併用してもよい。
【0031】
[熱可塑性樹脂について]
本発明の双極板を形成する熱可塑性樹脂としては、塩素化ポリエチレン、ポリエチレン、ポリプロピレン等のポリオレフィン、アクリロニトリルブタジエンスチレン共重合体、ポリスチレン、アクリル樹脂、ポリ塩化ビニル、ポリイミド、液晶ポリマー、ポリエーテルエーテルケトン、フッ素樹脂、ポリアセタール、ポリアミド、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリカーボネート、ポリシクロオレフィン、ポリフェニレンスルフィド、ポリエーテルスルホン、ポリフェニレンオキシド、ポリフェニレンスルホン等から選ばれる1種類又は複数の組合せを挙げることができる。
【0032】
熱可塑性樹脂中には、双極板を割れにくくするため、常温付近でゴム状弾性を有する高分子(エラストマー)を含有させることもできる。このエラストマーとしては、例えば、アクリロニトリルブタジエンゴム、水素化ニトリルゴム、スチレンブタジエンゴム、エチレンプロピレン共重合体、エチレン−オクテン共重合体、エチレン−ブテン共重合体、プロピレン−ブテン共重合体、エチレンプロピレンジエン三元共重合ゴム、エチレンブタジエンゴム、フッ素ゴム、イソプレンゴム、シリコーンゴム、アクリルゴム、ブタジエンゴム等の中から選ばれた1種類又は複数の組合せを使用することができる。
【0033】
[可塑剤について]
本発明で用いられる可塑剤は、コンパウンドの加工性を高める作用を有するものであり、かつ電離放射線照射により熱可塑性樹脂と反応して結合する性質を有するものである。このような可塑剤としては、パラフィン系オイル、芳香族系オイル、ナフテン系オイル、クマロン-インデン樹脂等の鉱物油系可塑剤、脂肪酸(ステアリン酸等)、脂肪油(菜種油等)、ロジン等の植物油系可塑剤、塩素化パラフィン、フタル酸エステル(DOP等)、アクリル酸エステル、メタクリル酸エステル等の合成可塑剤を挙げることができる。
【0034】
中でも、アクリル酸エステル、メタクリル酸エステルは、電離放射線照射による反応性に優れるので好ましい。アクリル酸エステルやメタクリル酸エステルとして、より具体的には、トリメチロールプロパンアクリレート、1,6−ヘキサンジオールジアクリレート、1,10−デカンジオールジアクリレート、ポリエチレングリコールジアクリレート、1,6−ヘキサンジオールジメタクリレート、1,10−デカンジオールジメタクリレート、ポリエチレングリコールジメタクリレート等の、分子内に不飽和結合を2以上有するものを挙げることができ、本発明における可塑剤として好ましく用いることができる。
【0035】
本発明の双極版を形成する複合導電材料に含まれていてもよい、他の成分(熱可塑性樹脂、導電性カーボン及び可塑剤以外の成分)としては、安定剤、酸化防止剤、分散剤、滑剤等を挙げることができる。
【0036】
次に、本発明のレドックスフロー電池用双極板の製造方法の具体的形態の例について説明する。
【0037】
[双極板の製造について]
本発明の双極板は、前記導電性カーボン、熱可塑性樹脂及び可塑剤を含む成形材料(複合導電材料)を成形して製造される。好ましくは、熱可塑性樹脂に導電性カーボンと可塑剤を溶融混合して混合物を調製し、この混合物を加熱しながら加圧成形してシート状(板体)とすることにより製造される。
【0038】
シート状への加工に使用される成形機としては、カレンダーロールや押出機を挙げることができる。又、混合を、ボールミル等を使用して行い、混合物を金型に充填し、加熱プレス機により加熱しながら加圧成形して、シート状の双極板を得る方法も採用できる。このようにして得られた双極板は、以下で説明するように、フレーム(枠体)に装着されレドックスフロー電池に用いられる。
【0039】
次に、本発明の双極板が使用されるレドックスフロー電池の具体的形態について説明する。図1は、本発明の双極板が使用されるレドックスフロー電池のセルの一例を示す概略分解斜視図である。
【0040】
図1に示すように、レドックスフロー電池セル51は、イオン交換膜である矩形状隔膜1と、隔膜1の両側にそれぞれ配設された矩形状の双極板2a、2bと、各双極板の外周部を固定保持するフレーム3a、3bと、前記隔膜1と前記双極板2a、2bとの間にそれぞれ配設された矩形状の通液性多孔質電極4a、4bとを備えている。電極4aは、隔膜1と双極板3aとの間の正極室に配設された正極であり、電極4bは、隔膜1と双極板3bとの間の負極室に配設された負極である。
【0041】
フレーム3a、3bはポリ塩化ビニル系樹脂等の耐酸性材料で形成されており、電極4a、4bは炭素繊維フェルトで構成されている。2a、2bは、本発明の双極板である。双極板2a、2bの外周部は、フレーム3a、3bの内周壁に形成された溝内に収容されかつ挟着されてフレームと一体化している。又、フレーム3a、3bに配設された双極板2aと2b間の領域は、電極室12を形成する。電極室12には電極4a、4bが収納される。
【0042】
フレーム3aの重ね合わせ面は、図1中では紙面右側に面している。又、フレーム3bの重ね合わせ面は、図1中では紙面左側に面している。
【0043】
電極室12の内縁部は切欠段部5a、5bが形成されている(5aは図示されていない)。切欠段部5a、5bの切欠深さは保護板6a、6bの厚さと等しく電極室12の厚みよりも浅い。よって切欠段部が形成されたフレーム部分は2段の階段状の凹部となっている。この切欠段部は、保護板6a、6bを位置決めする係止部であり、凹部の内側縁を越えてフレームの重ね合わせ面に及んでいる。フレーム3aの凹部である電極室12には電極4aが収納されている。
【0044】
9aは、フレーム3aに設けられた配液口たる給液口である。又、10aは、フレーム3aに設けられた配液口たる排液口である。給液口9aと排液口10aは、フレームの重ね合わせ面に開口した貫通穴である。なお、保護板6a、6bの一方の端部には、給液口9a、排液口10aと同軸に配置される穴8a、8bが開けられている。保護板6a、6bはポリ塩化ビニル系樹脂等の耐酸性材料で形成された幅狭の長尺状プレートである。
【0045】
隔膜1は、電極室12よりも一回り大きく、隔膜1の外周部はフレームの重ね合わせ面に達している。図示した状態でフレーム3aにフレーム3bが重ね合わされる。隔膜1の外周部は、フレーム3aの重ね合わせ面とフレーム3bの重ね合わせ面に挟着される。隔膜1は、有機高分子をベースにしたイオン交換膜を用いることができる。カチオン交換膜及びアニオン交換膜いずれのイオン交換膜も用いることができる。
【0046】
フレーム3a、3bの重ね合わせ面の隔膜の外周端部の外側には、環状溝11a、11bが形成され(図面では一対の正極室と負極室からなるセルを形成する重ね合わせ面にだけ環状溝を図示している)、各環状溝には、シール手段たるOリングが設置される。フレーム3a、3bが重ね合わされ締め付けられるとOリングにより液漏れが防止される。
【0047】
給液口9a、9b及び排液口10a、10bからの電解液の漏れを防止するために、給液口9a、9b及び排液口10a、10bの周囲には、それぞれOリング(図示せず)が装着可能な環状凹部(図示せず)が形成されている。電解液は、給液口9aより電極室12内に給液され、排液口10aを通り排液される。
【0048】
フレーム3a、3bが重ね合わせられると、給液口9a、9bは連絡して給液導管が形成される。同時に、排液口10a、10bは連絡して排液導管が形成される。給液導管に流入した正極液は、一部が分流されて正極4aに至り排液導管に導かれる。隣接するセルの給液導管に達した残余の正極液は同様に一部が分流される。その後の正極液の流れは上述した正極液の流れと同様である。
【0049】
前記の構造を有する複数のレドックスフロー電池セルは積層され、レドックスフロー電池セルスタックを構成する。又、レドックスフロー電池セルスタックを一対の端板間に位置させてボルトナット等の締結具で締め付け、電解液の給液管と排液管を備えた給配部材を装着することによりレドックスフロー電池主要部が構成される。
【0050】
図2はレドックスフロー電池主要部の外観図である。図2において、52はレドックスフロー電池の主要部である。この主要部に、正極液タンク、負極液タンク、正極液及び負極液それぞれの循環用ポンプ、配管等が付加されてレドックスフロー電池が構成される。
【0051】
本発明の双極板が用いられるレドックスフロー電池に使用する電解液としては、イオンの酸化還元反応が可能な種々の電解液が使用できる。例えば、バナジウムイオンを含む電解液(バナジウム硫酸水溶液)や鉄−クロム系電池を構成する電解液(鉄イオンを含む電解液とクロムイオンを含むイオンの組合せ)が使用できる。
【実施例】
【0052】
[複合導電材料の試料の作成]
加圧式ニーダー(モリヤマ社製 MIX−LABO ML500)を用いて、下記の[使用した原料]の欄に示す塩素化ポリエチレン、各種導電性カーボン、添加剤及び可塑剤を、表1〜3に(重量部で)示す組成にて、160℃で5分間混合して複合導電材料の試料を調整した。調整した各試料について、以下に示す方法でメルトフローレート及びブラベンダートルクを測定した。
【0053】
[メルトフローレート(MFR)]
メルトインデクサー(東洋精機社製)を用い、JIS K7210に従って、荷重21.6kg、180℃で測定した。測定はそれぞれの試料について2回(n=2)行い、その平均値を測定値とした。
【0054】
[ブラベンダートルク]
ラボプラストミル30C150(東洋精機社製)を用い、上記で調整した複合導電材料の試料を180℃の槽内に全量投入(充填量100vol%)後、ロータ回転数5rpmで10分間混合を行い、トルク値を測定した。その結果を、表1に示す。
【0055】
前記の[複合導電材料の試料の作成]で作成した複合導電材料の試料をロール加工によりシート化した後、加熱冷却プレスにより160℃、100kg/cm2で5分間プレスし、その後冷却して厚み約0.6mmのシートを得た。このシートに、電子線照射装置を用いて電子線を照射した。電子線照射前のシート、電子線を6Mrad照射した後のシート及び電子線を12Mrad照射した後のシートについて、下記の方法で、面方向及び層方向の体積固有抵抗、引張最大強度及び引張破断伸びを測定した。さらにそれぞれのシートについて、可塑剤の電解液への溶出の程度を評価するとともに可塑剤と熱可塑性樹脂(塩素化ポリエチレン)が結合していることを、粘弾性スペクトロメータ(DMS)により確認した。その結果を、表1に示す。
【0056】
[使用した原料]
1)熱可塑性樹脂:
・塩素化ポリエチレン: エラスレン303A(昭和電工社製、塩素含有量32%、メルトインデックス=120)
2)導電性カーボン
・黒鉛: BSP−10AK(中越黒鉛工業所社製、膨張化黒鉛、平均粒子径10μm)
・カーボンブラック: EC300J(ライオン社製、ケッチェンブラック、一次粒子径40μm)
・カーボンナノチューブ(CNT): VGCF−X(昭和電工社製、15nmφ×3μm)
【0057】
3)可塑剤
・n=4のポリエチレングリコールジメタクリレート
【0058】
[体積固有抵抗の測定方法]
体積固有抵抗は、ロレスタ抵抗率計(三菱化学社製)を用いた四探針法により測定した。測定はそれぞれのシートについて2回(n=2)行い、その平均値を測定値とした。
【0059】
[引張最大強度、引張破断伸びの測定方法]
シート(試料)を、JIS K6251 3号ダンベル試験片に打ち抜き、オートグラフAG−I(島津製作所社製)を用いて引張試験を行った(引張速度:50mm/min)。測定はそれぞれのシートについて室温中で3回(n=3)行い、その平均値を測定値とした。
【0060】
[可塑剤の電解液への溶出のしやすさの評価]
約20mm×10mm×0.6mmのサンプル片を試験管中でメチルエチルケトン(MEK)に浸漬した。浸漬条件は25℃×24時間、および50℃×5時間の2条件とした。浸漬後、サンプル片を試験管から取り出し、恒温槽中で80℃×24時間乾燥した後、サンプル片の重量を測定し、重量減少率により可塑剤の電解液への溶出のしやすさを評価した。なお、本実験では可塑剤の溶出を加速させるため、電解液ではなく、溶出性の高いMEKを使用した。
【0061】
【表1】
【0062】
上記表1に示されているように、可塑剤が添加されていない実験例1ではブラベンダートルクのトルク値は、24N・mであるが、可塑剤が添加された実験例2ではトルク値は、20N・mであり、可塑剤添加によりブラベンダートルクが低下すること、すなわち、可塑剤添加によりコンパウンドの流動性が向上することが確認され、優れた加工性が得られることが示されている。
【0063】
又、電子線照射を行っていない実施例2と電子線照射がされた実施例4について、表の「溶出のしやすさ」の行に示される結果を比較すれば明らかなように、電子線照射がされた場合、可塑剤の電解液への溶出量は大幅に減少する。
【0064】
さらに、表に示されている体積固有抵抗、引張最大強度、引張破断伸びの測定値から明らかなように、電子線照射がされた場合でも、体積固有抵抗の増大あるいは引張最大強度、引張破断伸びの大きな低下は見られず、引張最大強度は、電子線照射によりむしろ向上している。特に電子線照射量が6Mradの場合、引張最大強度は顕著に向上している。
【0065】
すなわち、電子線照射により、シートの導電性や機械的強度に悪影響を与えずに(むしろ好ましい影響を与えながら)、可塑剤の溶出が抑制されることが、表に示された結果より明らかである。
【符号の説明】
【0066】
1 隔膜
2a、2b 双極板
3a、3b フレーム
4a、4b 電極
9a、9b 給液口
10a、10b 排液口
11a、11b 環状溝
12 電極室
【特許請求の範囲】
【請求項1】
熱可塑性樹脂、導電性カーボン及び可塑剤を含有してなる複合導電材料のシートからなる双極板であって、前記シートに電離放射線を照射し、前記熱可塑性樹脂と可塑剤が結合してなることを特徴とするレドックスフロー電池用双極板。
【請求項2】
前記可塑剤が、不飽和結合を有する化合物であることを特徴とする請求項1に記載のレドックスフロー電池用双極板。
【請求項3】
前記熱可塑性樹脂が、塩素化ポリエチレン、ポリエチレン、ポリプロピレン、ポリ塩化ビニル及びポリカーボネートからなる群より選ばれた1種以上からなることを特徴とする請求項1又は請求項2に記載のレドックスフロー電池用双極板。
【請求項4】
導電性カーボンが、黒鉛、カーボンブラック及びカーボンナノチューブからなる群より選ばれるものであり、前記複合導電材料中に、熱可塑性樹脂100重量部に対して、導電性カーボンが20〜150重量部含有されていることを特徴とする請求項1ないし請求項3のいずれか1項に記載のレドックスフロー電池用双極板。
【請求項5】
熱可塑性樹脂、導電性カーボン及び可塑剤を混合して複合導電材料のコンパウンドを作製する混合工程、前記複合導電材料のコンパウンドをシート状にする成形工程、及び前記成形工程で得られたシートに電離放射線を照射し、前記熱可塑性樹脂と可塑剤を結合させる照射工程を有することを特徴とするレドックスフロー電池用双極板の製造方法。
【請求項1】
熱可塑性樹脂、導電性カーボン及び可塑剤を含有してなる複合導電材料のシートからなる双極板であって、前記シートに電離放射線を照射し、前記熱可塑性樹脂と可塑剤が結合してなることを特徴とするレドックスフロー電池用双極板。
【請求項2】
前記可塑剤が、不飽和結合を有する化合物であることを特徴とする請求項1に記載のレドックスフロー電池用双極板。
【請求項3】
前記熱可塑性樹脂が、塩素化ポリエチレン、ポリエチレン、ポリプロピレン、ポリ塩化ビニル及びポリカーボネートからなる群より選ばれた1種以上からなることを特徴とする請求項1又は請求項2に記載のレドックスフロー電池用双極板。
【請求項4】
導電性カーボンが、黒鉛、カーボンブラック及びカーボンナノチューブからなる群より選ばれるものであり、前記複合導電材料中に、熱可塑性樹脂100重量部に対して、導電性カーボンが20〜150重量部含有されていることを特徴とする請求項1ないし請求項3のいずれか1項に記載のレドックスフロー電池用双極板。
【請求項5】
熱可塑性樹脂、導電性カーボン及び可塑剤を混合して複合導電材料のコンパウンドを作製する混合工程、前記複合導電材料のコンパウンドをシート状にする成形工程、及び前記成形工程で得られたシートに電離放射線を照射し、前記熱可塑性樹脂と可塑剤を結合させる照射工程を有することを特徴とするレドックスフロー電池用双極板の製造方法。
【図1】

【図2】
【図2】
【公開番号】特開2012−221775(P2012−221775A)
【公開日】平成24年11月12日(2012.11.12)
【国際特許分類】
【出願番号】特願2011−87013(P2011−87013)
【出願日】平成23年4月11日(2011.4.11)
【出願人】(000002130)住友電気工業株式会社 (12,747)
【Fターム(参考)】
【公開日】平成24年11月12日(2012.11.12)
【国際特許分類】
【出願日】平成23年4月11日(2011.4.11)
【出願人】(000002130)住友電気工業株式会社 (12,747)
【Fターム(参考)】
[ Back to top ]