
レーザ・アーク複合溶接ヘッド及びその方法
【課題】高速で良好なビードを形成することができるレーザ・アーク複合溶接ヘッド及びその方法を提供する。
【解決手段】レーザ光照射とアーク放電とを行って、レーザ溶接とアーク溶接とを併用し、アルミニウム鋼板である母材Wを溶接するレーザ・アーク複合溶接方法であって、入力されたレーザ光L0を分割レーザ光L2a,L2bに2分割した後、母材Wに対して集光、照射すると共に、この分割レーザ光L2a,L2bの光軸と同軸上に配置したアーク電極20からアークAを発生させて同軸溶接を行い、更に、このアーク電極20の溶滴移行形態をスプレー移行とする。
【解決手段】レーザ光照射とアーク放電とを行って、レーザ溶接とアーク溶接とを併用し、アルミニウム鋼板である母材Wを溶接するレーザ・アーク複合溶接方法であって、入力されたレーザ光L0を分割レーザ光L2a,L2bに2分割した後、母材Wに対して集光、照射すると共に、この分割レーザ光L2a,L2bの光軸と同軸上に配置したアーク電極20からアークAを発生させて同軸溶接を行い、更に、このアーク電極20の溶滴移行形態をスプレー移行とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、レーザ光照射とアーク放電とを行って、レーザ溶接とアーク溶接とを併用し、アルミニウム鋼板を溶接するレーザ・アーク複合溶接ヘッド及びその方法に関する。
【背景技術】
【0002】
金属の母材を接合する溶接技術の一種として、レーザ溶接方法とアーク溶接方法とがある。このうち、レーザ溶接方法は、レンズやミラー等の光学機器を用いて母材の一点にレーザ光を集光させることにより溶接を行うものである。これにより、エネルギー密度が高くなるため、狭い溶融範囲において、溶け込み深さが深く、且つ、高速で低歪の溶接を行うことができる。
【0003】
また、アーク溶接方法は、母材と溶接ワイヤあるいは電極との間で、アークを発生させ、その熱によって母材を溶融し、その被溶接部の周囲をシールドガスにより保護しながら溶接を行うものである。これにより、溶け込み深さは浅くなるが、アークが比較的広範囲に広がるため、ビード幅が広くなり、開先裕度の高い溶接を行うことができる。
【0004】
このため、近年、溶け込み深さが深く、且つ、溶接範囲が広い溶接を行うことを目的として、レーザ溶接とアーク溶接とを同時に行うようにしたレーザ・アーク複合溶接方法が研究されている。このような、レーザ・アーク複合溶接方法は、例えば、特許文献1,2に開示されている。
【0005】
【特許文献1】特開2002−192363号公報
【特許文献2】特開2006−21224号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
上記特許文献1では、レーザ光によって溶接ワイヤの先端部の温度を上昇させ、交流アークの極性切換時におけるアーク再点弧を円滑にさせることにより、高速溶接を可能としている。また、上記特許文献2では、レーザ光の照射により形成される溶融部とアークの照射により形成される溶融部とを繋げるようにし、アークによる入熱を規定することにより、高速溶接を可能としている。
【0007】
ここで、レーザ・アーク複合溶接方法において、高速溶接を実現させるためには、溶滴の移行をスムーズに行わせなければならず、この溶滴の移行が規則正しく行われないと、アークが不安定となり、不均一なビードが形成されてしまう。しかしながら、上記従来のレーザ・アーク複合溶接方法では、このような溶滴の移行形態については何ら講じておらず、実用的ではなく、高速化を十分に図ることができないおそれがある。
【0008】
従って、本発明は上記課題を解決するものであって、高速で良好なビードを形成することができるレーザ・アーク複合溶接ヘッド及びその方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
上記課題を解決する第1の発明に係るレーザ・アーク複合溶接ヘッドは、
レーザ光照射とアーク放電とを行って、レーザ溶接とアーク溶接とを併用し、アルミニウム鋼板をすみ肉溶接及び突合せ溶接するレーザ・アーク複合溶接ヘッドであって、
入力されたレーザ光をアルミニウム鋼板に対して集光、照射するレーザトーチと、
前記レーザトーチにより集光、照射されたレーザ光の光軸と同軸上に設けられ、アルミニウム鋼板との間でアークを発生させるアーク電極と、
前記アーク電極の溶滴移行形態をスプレー移行となるように制御するアーク制御手段とを備えた
ことを特徴とする。
【0010】
上記課題を解決する第2の発明に係るレーザ・アーク複合溶接方法は、
レーザ光照射とアーク放電とを行って、レーザ溶接とアーク溶接とを併用し、アルミニウム鋼板をすみ肉溶接及び突合せ溶接するレーザ・アーク複合溶接方法であって、
レーザ光をアルミニウム鋼板に対して集光、照射すると共に、当該レーザ光の光軸と同軸上に設けられたアーク電極とアルミニウム鋼板との間でアークを発生させ、
前記アーク電極の溶滴移行形態をスプレー移行とする
ことを特徴とする。
【発明の効果】
【0011】
従って、本発明に係るレーザ・アーク複合溶接ヘッド及びその方法によれば、アルミニウム鋼板に対して集光、照射されるレーザ光の光軸と同軸上にアーク電極を設け、このアーク電極の溶滴移行形態をスプレー移行とすることにより、高速で良好なビードを形成することができる。
【発明を実施するための最良の形態】
【0012】
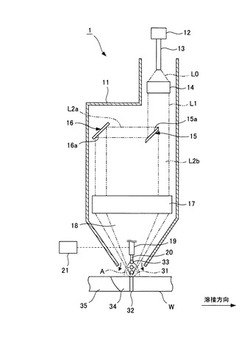
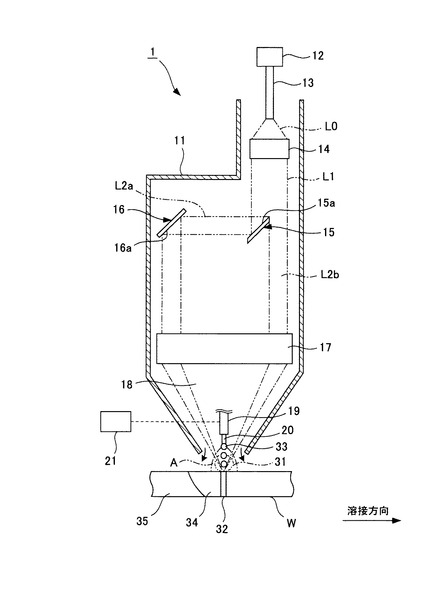
以下、本発明に係るレーザ・アーク複合溶接ヘッド及びその方法について図面を用いて詳細に説明する。図1は本発明の一実施例に係るレーザ・アーク複合溶接ヘッドの概略構成図である。
【0013】
図1に示すように、レーザ・アーク複合溶接ヘッド1は、レーザ溶接とアーク溶接とを併用し、2枚のアルミニウム鋼板である母材Wを溶接(すみ肉溶接または突合わせ溶接)するものである。このレーザ・アーク複合溶接ヘッド1には、円筒状のヘッド本体11が設けられており、このヘッド本体11の上端には、YAG(Yttrium Aluminium Garnet)レーザ発振器12が光ファイバ13を介して接続されている。YAGレーザ発振器12は、レーザ光L0を発振するものであって、この発振されたレーザ光L0は、光ファイバ13により伝送されて、ヘッド本体11の上端側に入力されるようになっている。
【0014】
光ファイバ13の下方には、コリメートレンズ群14が設けられている。このコリメートレンズ群14は、複数枚のコリメートレンズを直列配置することで構成されており、光ファイバ13により入力されたレーザ光L0を、その内部に透過することにより、平行な平行レーザ光L1として出力するものである。
【0015】
また、コリメートレンズ群14の下方には、第1反射ミラー15及び第2反射ミラー16が設けられている。これら反射ミラー15,16は、レーザ光を反射するフラットミラーであって、ヘッド本体11の軸方向において同じ位置(高さ)に配置されている。
【0016】
第1反射ミラー15は、コリメートレンズ群14から出力された平行レーザ光L1に対して、この平行レーザ光L1の光軸と直交する方向にそのレーザ光横断面の略中央部まで挿入されており、その反射面15aが上向きで、且つ、ヘッド本体中心側に向くように支持されている。従って、第1反射ミラー15では、平行レーザ光L1の一部をヘッド本体中心側に反射することにより、当該平行レーザ光L1を、反射した第1分割レーザ光L2aと、反射しなかった第2分割レーザ光L2bとに、2分割する。
【0017】
一方、第2反射ミラー16は、第1反射ミラー15と平行に配置されており、その反射面16aが下向きで、且つ、ヘッド本体中心側に向くように支持されている。従って、第2反射ミラー16では、第1反射ミラー15により反射された第1分割レーザ光Laを、更に下方へと反射する。
【0018】
更に、反射ミラー15,16の下方には、集光レンズ群17が設けられている。この集光レンズ群19は、複数枚の集光レンズを直列配置することで構成されており、反射ミラー15,16により分割、反射された分割レーザ光L2a,L2bを、その内部に透過することにより、母材Wの被溶接部に向けて集光、照射するものである。
【0019】
集光レンズ群17の下方における分割レーザ光L2a,L2b間に囲まれた空間部18には、電極ヘッド19が設けられている。電極ヘッド19には、図示しない電極供給装置によって、アルミニウムを主成分とする棒状のアーク電極20が供給されるようになっている。アーク電極20は、電極ヘッド20によって支持されることにより、集光される分割レーザ光L2a,L2bの光軸と同軸上に配置されている。
【0020】
また、ヘッド本体11には、アーク制御装置(アーク制御手段)21が接続されている。このアーク制御装置21は、電極供給装置を制御してアーク電極20の供給量を制御すると共に、アーク電極20と母材Wの被溶接部との間にアークAを発生させるための溶接電流及び溶接電圧の設定や、アークAの安定と酸化防止を図るための不活性ガス(シールドガス)の供給を行うものである。
【0021】
従って、母材Wの溶接を行う場合には、先ず、YAGレーザ発振器12から発振されたレーザ光L0を光ファイバ13を介してヘッド本体11内に入力する。これにより、ヘッド本体11内に入力されたレーザ光L0は、コリメートレンズ群14に向けて照射され、このコリメートレンズ群14に入力されたレーザ光L0は、その内部を透過することにより、平行な平行レーザ光L1として出力される。
【0022】
次いで、コリメートレンズ群14から出力された平行レーザ光L1の一部は、第1反射ミラー15により、当該平行レーザ光L1の光軸に対して直交する方向に反射されて、第1分割レーザ光L2aとなる。更に、この第1分割レーザ光L2aは、第2反射ミラー16により、平行レーザ光L1の光軸と同じ方向に反射される。
【0023】
一方、第1反射ミラー15により反射されなかった平行レーザ光L1の残りの部分は、第2分割レーザ光L2bとなって、そのまま平行レーザ光L1の光軸と同じ方向に進行する。これにより、分割レーザ光L2a,L2bは、平行に進行することになり、その後、集光レンズ群17に入力される。
【0024】
そして、集光レンズ群17に入力された分割レーザ光L2a,L2bは、その内部を透過することにより、母材Wの被溶接部に向けて集光、照射されることになる。これと同時に、不活性ガス雰囲気中において、空間部18に配置される電極ヘッド19に対して、アーク電極20を連続的に供給し、この供給したアーク電極20と母材Wの被溶接部との間にアークAを発生させる。
【0025】
このように、分割レーザ光L2a,L2bの光軸とアーク電極20の軸心とを同軸上に配置して、この分割レーザ光L2a,L2bの照射と、アーク電極20による母材Wへのアーク放電とを、同軸上で行うことにより、母材Wに対して、レーザ溶接とアーク溶接とを併用した同軸溶接が行われる。
【0026】
更に、このような同軸溶接においては、集光された分割レーザ光L2a,L2bの照射により、レーザ照射位置のエネルギー密度が極めて高くなるため、母材Wが瞬時に蒸発し、このアルミ蒸気31がプラズマ状態となると共に、溶融金属(アルミニウム)が押しのけられてキーホール32が形成される。このように、アルミ蒸気31がプラズマ状態になると通電性が良くなるため、アーク電極20から発生したアークAは、キーホール32に誘導され易くなり、アークAの集中性及び安定性が向上される。
【0027】
また同時に、アーク制御装置21によって、(パルス)電流値、電圧値、及び、その波形が調整されており、アーク電極20の溶滴33の移行形態は、スプレー移行となるように制御されている。そして、アルミ蒸気31により吹き飛ばされた溶融金属の分は、アルミニウムを主成分とするアーク電極20からの溶滴33が溶融池34に供給されることにより補われている。これにより、ブローホール等の溶接欠陥のないビード35が形成されることになる。
【0028】
ここで、アルミ蒸気31は、キーホール32から遠ざかるに従って拡散し、アーク電極20の先端部の周囲では、その濃度は薄くなってしまう。しかしながら、上述したように、アルミニウムを主成分とする溶滴32の移行形態をスプレー移行とすることにより、アーク電極20の先端部の周囲も高濃度のアルミ蒸気雰囲気となり、当該先端部からキーホール32に至る範囲を高濃度のアルミ蒸気雰囲気に保持することができる。これにより、更に、アークAの集中性及び安定性が向上されることになり、この結果、高速で溶接することが可能となる。
【0029】
従って、本発明に係るレーザ・アーク複合溶接ヘッド及びその方法によれば、入力されたレーザ光L0を分割レーザ光L2a,L2bに2分割した後、母材Wに対して集光、照射すると共に、この分割レーザ光L2a,L2bの光軸と同軸上に配置したアーク電極20からアークAを発生させて同軸溶接を行い、更に、このアーク電極20の溶滴移行形態をスプレー移行とすることにより、高速で良好なビード35を形成することができる。
【産業上の利用可能性】
【0030】
本発明は、アーク電極への金属蒸気の付着防止を図るレーザ・アーク複合溶接ヘッドに適用可能である。
【図面の簡単な説明】
【0031】
【図1】本発明の一実施例に係るレーザ・アーク複合溶接ヘッドの概略構成図である。
【符号の説明】
【0032】
1 レーザ・アーク複合溶接ヘッド
11 ヘッド本体
12 YAGレーザ発振器
13 光ファイバ
14 コリメートレンズ群
15 第1反射ミラー
15a 反射面
16 第2反射ミラー
16a 反射面
17 集光レンズ群
18 空間部
19 電極ヘッド
20 アーク電極
21 アーク制御装置
31 アルミ蒸気
32 キーホール
33 溶滴
34 溶融池
35 ビード
W 母材
L0 レーザ光
L1 平行レーザ光
L2a 第1分割レーザ光
L2b 第2分割レーザ光
A アーク
【技術分野】
【0001】
本発明は、レーザ光照射とアーク放電とを行って、レーザ溶接とアーク溶接とを併用し、アルミニウム鋼板を溶接するレーザ・アーク複合溶接ヘッド及びその方法に関する。
【背景技術】
【0002】
金属の母材を接合する溶接技術の一種として、レーザ溶接方法とアーク溶接方法とがある。このうち、レーザ溶接方法は、レンズやミラー等の光学機器を用いて母材の一点にレーザ光を集光させることにより溶接を行うものである。これにより、エネルギー密度が高くなるため、狭い溶融範囲において、溶け込み深さが深く、且つ、高速で低歪の溶接を行うことができる。
【0003】
また、アーク溶接方法は、母材と溶接ワイヤあるいは電極との間で、アークを発生させ、その熱によって母材を溶融し、その被溶接部の周囲をシールドガスにより保護しながら溶接を行うものである。これにより、溶け込み深さは浅くなるが、アークが比較的広範囲に広がるため、ビード幅が広くなり、開先裕度の高い溶接を行うことができる。
【0004】
このため、近年、溶け込み深さが深く、且つ、溶接範囲が広い溶接を行うことを目的として、レーザ溶接とアーク溶接とを同時に行うようにしたレーザ・アーク複合溶接方法が研究されている。このような、レーザ・アーク複合溶接方法は、例えば、特許文献1,2に開示されている。
【0005】
【特許文献1】特開2002−192363号公報
【特許文献2】特開2006−21224号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
上記特許文献1では、レーザ光によって溶接ワイヤの先端部の温度を上昇させ、交流アークの極性切換時におけるアーク再点弧を円滑にさせることにより、高速溶接を可能としている。また、上記特許文献2では、レーザ光の照射により形成される溶融部とアークの照射により形成される溶融部とを繋げるようにし、アークによる入熱を規定することにより、高速溶接を可能としている。
【0007】
ここで、レーザ・アーク複合溶接方法において、高速溶接を実現させるためには、溶滴の移行をスムーズに行わせなければならず、この溶滴の移行が規則正しく行われないと、アークが不安定となり、不均一なビードが形成されてしまう。しかしながら、上記従来のレーザ・アーク複合溶接方法では、このような溶滴の移行形態については何ら講じておらず、実用的ではなく、高速化を十分に図ることができないおそれがある。
【0008】
従って、本発明は上記課題を解決するものであって、高速で良好なビードを形成することができるレーザ・アーク複合溶接ヘッド及びその方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
上記課題を解決する第1の発明に係るレーザ・アーク複合溶接ヘッドは、
レーザ光照射とアーク放電とを行って、レーザ溶接とアーク溶接とを併用し、アルミニウム鋼板をすみ肉溶接及び突合せ溶接するレーザ・アーク複合溶接ヘッドであって、
入力されたレーザ光をアルミニウム鋼板に対して集光、照射するレーザトーチと、
前記レーザトーチにより集光、照射されたレーザ光の光軸と同軸上に設けられ、アルミニウム鋼板との間でアークを発生させるアーク電極と、
前記アーク電極の溶滴移行形態をスプレー移行となるように制御するアーク制御手段とを備えた
ことを特徴とする。
【0010】
上記課題を解決する第2の発明に係るレーザ・アーク複合溶接方法は、
レーザ光照射とアーク放電とを行って、レーザ溶接とアーク溶接とを併用し、アルミニウム鋼板をすみ肉溶接及び突合せ溶接するレーザ・アーク複合溶接方法であって、
レーザ光をアルミニウム鋼板に対して集光、照射すると共に、当該レーザ光の光軸と同軸上に設けられたアーク電極とアルミニウム鋼板との間でアークを発生させ、
前記アーク電極の溶滴移行形態をスプレー移行とする
ことを特徴とする。
【発明の効果】
【0011】
従って、本発明に係るレーザ・アーク複合溶接ヘッド及びその方法によれば、アルミニウム鋼板に対して集光、照射されるレーザ光の光軸と同軸上にアーク電極を設け、このアーク電極の溶滴移行形態をスプレー移行とすることにより、高速で良好なビードを形成することができる。
【発明を実施するための最良の形態】
【0012】
以下、本発明に係るレーザ・アーク複合溶接ヘッド及びその方法について図面を用いて詳細に説明する。図1は本発明の一実施例に係るレーザ・アーク複合溶接ヘッドの概略構成図である。
【0013】
図1に示すように、レーザ・アーク複合溶接ヘッド1は、レーザ溶接とアーク溶接とを併用し、2枚のアルミニウム鋼板である母材Wを溶接(すみ肉溶接または突合わせ溶接)するものである。このレーザ・アーク複合溶接ヘッド1には、円筒状のヘッド本体11が設けられており、このヘッド本体11の上端には、YAG(Yttrium Aluminium Garnet)レーザ発振器12が光ファイバ13を介して接続されている。YAGレーザ発振器12は、レーザ光L0を発振するものであって、この発振されたレーザ光L0は、光ファイバ13により伝送されて、ヘッド本体11の上端側に入力されるようになっている。
【0014】
光ファイバ13の下方には、コリメートレンズ群14が設けられている。このコリメートレンズ群14は、複数枚のコリメートレンズを直列配置することで構成されており、光ファイバ13により入力されたレーザ光L0を、その内部に透過することにより、平行な平行レーザ光L1として出力するものである。
【0015】
また、コリメートレンズ群14の下方には、第1反射ミラー15及び第2反射ミラー16が設けられている。これら反射ミラー15,16は、レーザ光を反射するフラットミラーであって、ヘッド本体11の軸方向において同じ位置(高さ)に配置されている。
【0016】
第1反射ミラー15は、コリメートレンズ群14から出力された平行レーザ光L1に対して、この平行レーザ光L1の光軸と直交する方向にそのレーザ光横断面の略中央部まで挿入されており、その反射面15aが上向きで、且つ、ヘッド本体中心側に向くように支持されている。従って、第1反射ミラー15では、平行レーザ光L1の一部をヘッド本体中心側に反射することにより、当該平行レーザ光L1を、反射した第1分割レーザ光L2aと、反射しなかった第2分割レーザ光L2bとに、2分割する。
【0017】
一方、第2反射ミラー16は、第1反射ミラー15と平行に配置されており、その反射面16aが下向きで、且つ、ヘッド本体中心側に向くように支持されている。従って、第2反射ミラー16では、第1反射ミラー15により反射された第1分割レーザ光Laを、更に下方へと反射する。
【0018】
更に、反射ミラー15,16の下方には、集光レンズ群17が設けられている。この集光レンズ群19は、複数枚の集光レンズを直列配置することで構成されており、反射ミラー15,16により分割、反射された分割レーザ光L2a,L2bを、その内部に透過することにより、母材Wの被溶接部に向けて集光、照射するものである。
【0019】
集光レンズ群17の下方における分割レーザ光L2a,L2b間に囲まれた空間部18には、電極ヘッド19が設けられている。電極ヘッド19には、図示しない電極供給装置によって、アルミニウムを主成分とする棒状のアーク電極20が供給されるようになっている。アーク電極20は、電極ヘッド20によって支持されることにより、集光される分割レーザ光L2a,L2bの光軸と同軸上に配置されている。
【0020】
また、ヘッド本体11には、アーク制御装置(アーク制御手段)21が接続されている。このアーク制御装置21は、電極供給装置を制御してアーク電極20の供給量を制御すると共に、アーク電極20と母材Wの被溶接部との間にアークAを発生させるための溶接電流及び溶接電圧の設定や、アークAの安定と酸化防止を図るための不活性ガス(シールドガス)の供給を行うものである。
【0021】
従って、母材Wの溶接を行う場合には、先ず、YAGレーザ発振器12から発振されたレーザ光L0を光ファイバ13を介してヘッド本体11内に入力する。これにより、ヘッド本体11内に入力されたレーザ光L0は、コリメートレンズ群14に向けて照射され、このコリメートレンズ群14に入力されたレーザ光L0は、その内部を透過することにより、平行な平行レーザ光L1として出力される。
【0022】
次いで、コリメートレンズ群14から出力された平行レーザ光L1の一部は、第1反射ミラー15により、当該平行レーザ光L1の光軸に対して直交する方向に反射されて、第1分割レーザ光L2aとなる。更に、この第1分割レーザ光L2aは、第2反射ミラー16により、平行レーザ光L1の光軸と同じ方向に反射される。
【0023】
一方、第1反射ミラー15により反射されなかった平行レーザ光L1の残りの部分は、第2分割レーザ光L2bとなって、そのまま平行レーザ光L1の光軸と同じ方向に進行する。これにより、分割レーザ光L2a,L2bは、平行に進行することになり、その後、集光レンズ群17に入力される。
【0024】
そして、集光レンズ群17に入力された分割レーザ光L2a,L2bは、その内部を透過することにより、母材Wの被溶接部に向けて集光、照射されることになる。これと同時に、不活性ガス雰囲気中において、空間部18に配置される電極ヘッド19に対して、アーク電極20を連続的に供給し、この供給したアーク電極20と母材Wの被溶接部との間にアークAを発生させる。
【0025】
このように、分割レーザ光L2a,L2bの光軸とアーク電極20の軸心とを同軸上に配置して、この分割レーザ光L2a,L2bの照射と、アーク電極20による母材Wへのアーク放電とを、同軸上で行うことにより、母材Wに対して、レーザ溶接とアーク溶接とを併用した同軸溶接が行われる。
【0026】
更に、このような同軸溶接においては、集光された分割レーザ光L2a,L2bの照射により、レーザ照射位置のエネルギー密度が極めて高くなるため、母材Wが瞬時に蒸発し、このアルミ蒸気31がプラズマ状態となると共に、溶融金属(アルミニウム)が押しのけられてキーホール32が形成される。このように、アルミ蒸気31がプラズマ状態になると通電性が良くなるため、アーク電極20から発生したアークAは、キーホール32に誘導され易くなり、アークAの集中性及び安定性が向上される。
【0027】
また同時に、アーク制御装置21によって、(パルス)電流値、電圧値、及び、その波形が調整されており、アーク電極20の溶滴33の移行形態は、スプレー移行となるように制御されている。そして、アルミ蒸気31により吹き飛ばされた溶融金属の分は、アルミニウムを主成分とするアーク電極20からの溶滴33が溶融池34に供給されることにより補われている。これにより、ブローホール等の溶接欠陥のないビード35が形成されることになる。
【0028】
ここで、アルミ蒸気31は、キーホール32から遠ざかるに従って拡散し、アーク電極20の先端部の周囲では、その濃度は薄くなってしまう。しかしながら、上述したように、アルミニウムを主成分とする溶滴32の移行形態をスプレー移行とすることにより、アーク電極20の先端部の周囲も高濃度のアルミ蒸気雰囲気となり、当該先端部からキーホール32に至る範囲を高濃度のアルミ蒸気雰囲気に保持することができる。これにより、更に、アークAの集中性及び安定性が向上されることになり、この結果、高速で溶接することが可能となる。
【0029】
従って、本発明に係るレーザ・アーク複合溶接ヘッド及びその方法によれば、入力されたレーザ光L0を分割レーザ光L2a,L2bに2分割した後、母材Wに対して集光、照射すると共に、この分割レーザ光L2a,L2bの光軸と同軸上に配置したアーク電極20からアークAを発生させて同軸溶接を行い、更に、このアーク電極20の溶滴移行形態をスプレー移行とすることにより、高速で良好なビード35を形成することができる。
【産業上の利用可能性】
【0030】
本発明は、アーク電極への金属蒸気の付着防止を図るレーザ・アーク複合溶接ヘッドに適用可能である。
【図面の簡単な説明】
【0031】
【図1】本発明の一実施例に係るレーザ・アーク複合溶接ヘッドの概略構成図である。
【符号の説明】
【0032】
1 レーザ・アーク複合溶接ヘッド
11 ヘッド本体
12 YAGレーザ発振器
13 光ファイバ
14 コリメートレンズ群
15 第1反射ミラー
15a 反射面
16 第2反射ミラー
16a 反射面
17 集光レンズ群
18 空間部
19 電極ヘッド
20 アーク電極
21 アーク制御装置
31 アルミ蒸気
32 キーホール
33 溶滴
34 溶融池
35 ビード
W 母材
L0 レーザ光
L1 平行レーザ光
L2a 第1分割レーザ光
L2b 第2分割レーザ光
A アーク
【特許請求の範囲】
【請求項1】
レーザ光照射とアーク放電とを行って、レーザ溶接とアーク溶接とを併用し、アルミニウム鋼板をすみ肉溶接及び突合せ溶接するレーザ・アーク複合溶接ヘッドであって、
入力されたレーザ光をアルミニウム鋼板に対して集光、照射するレーザトーチと、
前記レーザトーチにより集光、照射されたレーザ光の光軸と同軸上に設けられ、アルミニウム鋼板との間でアークを発生させるアーク電極と、
前記アーク電極の溶滴移行形態をスプレー移行となるように制御するアーク制御手段とを備えた
ことを特徴とするレーザ・アーク複合溶接ヘッド。
【請求項2】
レーザ光照射とアーク放電とを行って、レーザ溶接とアーク溶接とを併用し、アルミニウム鋼板をすみ肉溶接及び突合せ溶接するレーザ・アーク複合溶接方法であって、
レーザ光をアルミニウム鋼板に対して集光、照射すると共に、当該レーザ光の光軸と同軸上に設けられたアーク電極とアルミニウム鋼板との間でアークを発生させ、
前記アーク電極の溶滴移行形態をスプレー移行とする
ことを特徴とするレーザ・アーク複合溶接方法。
【請求項1】
レーザ光照射とアーク放電とを行って、レーザ溶接とアーク溶接とを併用し、アルミニウム鋼板をすみ肉溶接及び突合せ溶接するレーザ・アーク複合溶接ヘッドであって、
入力されたレーザ光をアルミニウム鋼板に対して集光、照射するレーザトーチと、
前記レーザトーチにより集光、照射されたレーザ光の光軸と同軸上に設けられ、アルミニウム鋼板との間でアークを発生させるアーク電極と、
前記アーク電極の溶滴移行形態をスプレー移行となるように制御するアーク制御手段とを備えた
ことを特徴とするレーザ・アーク複合溶接ヘッド。
【請求項2】
レーザ光照射とアーク放電とを行って、レーザ溶接とアーク溶接とを併用し、アルミニウム鋼板をすみ肉溶接及び突合せ溶接するレーザ・アーク複合溶接方法であって、
レーザ光をアルミニウム鋼板に対して集光、照射すると共に、当該レーザ光の光軸と同軸上に設けられたアーク電極とアルミニウム鋼板との間でアークを発生させ、
前記アーク電極の溶滴移行形態をスプレー移行とする
ことを特徴とするレーザ・アーク複合溶接方法。
【図1】


【公開番号】特開2009−262183(P2009−262183A)
【公開日】平成21年11月12日(2009.11.12)
【国際特許分類】
【出願番号】特願2008−113360(P2008−113360)
【出願日】平成20年4月24日(2008.4.24)
【出願人】(000006208)三菱重工業株式会社 (10,378)
【Fターム(参考)】
【公開日】平成21年11月12日(2009.11.12)
【国際特許分類】
【出願日】平成20年4月24日(2008.4.24)
【出願人】(000006208)三菱重工業株式会社 (10,378)
【Fターム(参考)】
[ Back to top ]