
レーザー光透過性着色樹脂組成物及びその関連技術
【課題】 成形精度に優れ、成形物の外観・光沢が良好で、成形物をレーザー溶着に用いる場合に溶着対象部材との間隙を防ぎ又は効果的に低減させ得、耐熱性・堅牢性も良好な、レーザー光透過性着色樹脂組成物、寸法安定性・形状安定性に優れ、レーザー溶着に用いた場合に溶着対象部材との間隙を防ぎ又は効果的に低減させ得るレーザー光透過性部材。
【解決手段】 ポリフェニレンサルファイド樹脂と、TG/DTA熱分析で200−300℃に吸熱ピークを有する着色剤を含有し、DSC熱分析でレーザー光透過性着色樹脂組成物の結晶化点TCと、前記着色剤を含有しないものの結晶化点TNの差TC−TNが0℃以上のレーザー光透過性着色樹脂組成物。そのレーザー光透過性着色樹脂組成物からなりDSC熱分析で発熱エネルギーのピークと吸熱エネルギーのピークを各1つ有するレーザー光透過性部材。
【解決手段】 ポリフェニレンサルファイド樹脂と、TG/DTA熱分析で200−300℃に吸熱ピークを有する着色剤を含有し、DSC熱分析でレーザー光透過性着色樹脂組成物の結晶化点TCと、前記着色剤を含有しないものの結晶化点TNの差TC−TNが0℃以上のレーザー光透過性着色樹脂組成物。そのレーザー光透過性着色樹脂組成物からなりDSC熱分析で発熱エネルギーのピークと吸熱エネルギーのピークを各1つ有するレーザー光透過性部材。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、レーザー光透過性着色樹脂組成物及びその樹脂組成物からなるレーザー光透過性部材、レーザー光透過性部材形成用レーザー光透過性着色樹脂組成物、レーザー光透過性部材製造方法、レーザー溶着用レーザー光透過性部材、並びにレーザー溶着体の製造方法に関する。
【背景技術】
【0002】
熱可塑性合成樹脂からなる部材同士を接合する方法として、レーザー溶着による方法が知られている。このようなレーザー溶着は、例えば次のようにして行われる。レーザー光透過性を示す一方の部材と、レーザー光吸収性を示す他方の部材を当接させる。両部材の当接箇所に対しレーザー光透過性部材の側からレーザー光を照射すると、レーザー光透過性部材を透過したレーザー光がレーザー光吸収性部材に吸収されることにより、レーザー光吸収性部材が発熱する。この熱により、レーザー光を吸収した部分を中心としてレーザー光吸収性部材が溶融すると共に、その部分に当接しているレーザー光透過性部材が溶融し、両部材が当接箇所において融合する。温度低下により溶融樹脂が固化すると、レーザー光透過性部材とレーザー光吸収性部材が十分な溶着強度で接合される。
【0003】
このレーザー溶着の特長としては、溶着すべき箇所にレーザー光発生部を接触させることなく溶着させることが可能であること、局所加熱であるため周辺部への熱影響がごく僅かであること、機械的振動のおそれがないこと、微細な部分や複雑な立体構造を有する部材同士の溶着が可能であること、再現性が高いこと、高い気密性を維持できること、溶着強度が高いこと、溶着部分の境目が目視で分かりにくいこと、粉塵等が発生しないこと等が挙げられる。また、簡単な操作により確実に溶着を行うことができる上、従来の樹脂部材の接合方法である締結用部品(ボルト、ビス、クリップ等)による締結、接着剤による接着、振動溶着、超音波溶着等の方法と同等以上の溶着強度が得られる。而も、振動や熱の影響が少ないので、省力化、生産性の改良、生産コストの低減等を実現することができる。
【0004】
そのため、レーザー溶着は、例えば自動車産業や電気・電子産業等における、振動や熱の影響を回避すべき機能部品や電子部品等の接合に適すると共に、複雑な形状の樹脂部品の接合にも適切に使用することが可能である。
【0005】
レーザー溶着に関する技術として、例えば、特開平11−170371号公報(特許文献1)に記載されているような試みがある。これは、レーザー光を吸収する材料と熱可塑性合成樹脂からなる不透明部材と、レーザー光を透過させる熱可塑性合成樹脂からなる無色透明部材とが接する部分にレーザー光の焦点が合致するようにレーザー光を照射する工程を有するレーザー溶着方法である。しかしこの場合、レーザー光を透過させる部材が無色透明であるため、レーザー光透過部材側から見れば、溶着された部分は溶着されていない部分とは色や平滑性が異なるものとなり、見栄えが良いとは言えない。
【0006】
また、レーザー光透過性部材とレーザー光吸収性部材を当接させた部分をレーザー溶着により接合する場合、当接箇所に存在し得る間隙が十分に小さい範囲内となるよう管理することが極めて重要である。
【0007】
そこで、実際の生産現場でレーザー溶着を接合手段として採用する場合、接合対象部材間に存在し得る隙間の対策として、エアクランプ等による加圧によって隙間を低減させた状態で溶着を行うのが主流である。このような加圧による隙間低減手段については、例えば、積層構造体の製造方法に関する特開昭63−118237号公報(特許文献2)、樹脂部材の溶着方法に関する特開2002−337236号公報(特許文献3)、レーザー溶着方法及びレーザー溶着装置に関する特開2004−66739号公報(特許文献4)等に記載がある。
【0008】
しかし、加圧による隙間低減手段には、エアクランプ等の加圧設備導入費用及びレーザー溶着の対象部材を加圧設備にセットアップするために要する時間による、生産コストの増大及び生産性低下(例えばタクトタイムの延び等)の問題を随伴するという課題があった。
【特許文献1】特開平11−170371号公報
【特許文献2】特開昭63−118237号公報
【特許文献3】特開2002−337236号公報
【特許文献4】特開2004−66739号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明は、従来技術に存した上記のような課題に鑑み行われたものであって、その目的とするところは、成形精度に優れ、成形物の外観及び光沢が良好であり、成形物をレーザー溶着に用いる場合に溶着対象部材との間の間隙を防ぎ又は効果的に低減させることができ、耐熱性及び堅牢性も良好な、レーザー光透過性着色樹脂組成物、寸法安定性及び形状安定性に優れ、レーザー溶着に用いた場合に溶着対象部材との間の間隙を防ぎ又は効果的に低減させることができるレーザー光透過性部材、その前記樹脂組成物を用いるレーザー光透過性部材製造方法、及び前記レーザー光透過性部材を用いるレーザー溶着体の製造方法を提供することにある。
【課題を解決するための手段】
【0010】
上記目的を達成する本発明のレーザー光透過性着色樹脂組成物は、
少なくともポリフェニレンサルファイド樹脂と着色剤とを含有するレーザー光透過性着色樹脂組成物であって、前記着色剤は、TG/DTA熱分析において200℃から300℃までの間に吸熱ピークを有するものであり、DSC熱分析における、前記レーザー光透過性着色樹脂組成物の結晶化点TCと、前記着色剤を含有しないこと以外は前記レーザー光透過性着色樹脂組成物と同一であるものの結晶化点TNとの差であるTC−TNが、0℃以上であることを特徴とする。
【0011】
また、本発明のレーザー光透過性部材は、前記レーザー光透過性着色樹脂組成物からなり、DSC熱分析において発熱エネルギーのピークと吸熱エネルギーのピークとを各1つ有するものである。
【0012】
また、本発明のレーザー光透過性部材形成用レーザー光透過性着色樹脂組成物は、前記レーザー光透過性着色樹脂組成物からなるものである。
【0013】
また、本発明のレーザー光透過性部材製造方法は、前記レーザー光透過性着色樹脂組成物を、DSC熱分析において発熱エネルギーのピークと吸熱エネルギーのピークとを各1つ有するように成形することからなる。
【0014】
また、本発明のレーザー溶着用レーザー光透過性部材は、前記レーザー光透過性着色樹脂組成物からなり、DSC熱分析において発熱エネルギーのピークと吸熱エネルギーのピークとを各1つ有するものである。
【0015】
また、本発明のレーザー溶着体の製造方法は、前記レーザー光透過性部材とレーザー光吸収性部材が実質上当接した状態において、レーザー溶着用のレーザー光を、前記レーザー光透過性部材を透過して前記レーザー光吸収性部材が吸収するように照射することにより、前記両部材の当接箇所を溶着させるものである。
この製造方法においては、例えば、1つのレーザー光吸収性部材に対し、複数の方向からそれぞれ本発明のレーザー溶着用レーザー光透過性部材をレーザー溶着させることも可能である。
また、本発明の別のレーザー溶着体の製造方法は、
一方の部材と他方の部材を溶着させて溶着体を製造する方法であって、
前記一方の部材が上記レーザー光透過性部材であり、
前記一方の部材と他方の部材を、レーザー光吸収性薄層を介して実質上当接させた状態において、レーザー溶着用のレーザー光を、前記レーザー光透過性部材を透過して前記レーザー光吸収性薄層が吸収するように照射することにより、レーザー光吸収性薄層を介して前記両部材を溶着させるものである。
この場合のレーザー光吸収性薄層は、前記両部材から独立した部材により形成されるものであってもよく、前記両部材の一方上又は両方上に形成されているものであってもよい。
【発明の効果】
【0016】
本発明のレーザー光透過性着色樹脂組成物は、成形精度に優れ、成形物の外観及び光沢が良好なものとすることができ、成形物であるレーザー光透過性着色部材をレーザー溶着に用いる場合に、溶着対象部材との間の間隙を防ぎ又は効果的に低減させることができ、着色されていることにより、成形物であるレーザー光透過性部材の側からレーザー光吸収性部材とのレーザー溶着部を視認し難く、耐熱性及び堅牢性も良好である。
【0017】
また、本発明のレーザー光透過性部材は、寸法安定性及び形状安定性に優れ、レーザー溶着に用いた場合に、溶着対象部材との間の間隙を防ぎ又は効果的に低減させることができるので、引張り強度の安定な良好な品質のレーザー溶着体を得ることが可能である。本発明のレーザー溶着体の製造方法によれば、本発明のレーザー光透過性部材を用いることにより、溶着対象部材との間の間隙を防ぎ又は効果的に低減させることができるので、溶着強度が安定で、良好な品質のレーザー溶着体を得ることが可能である。簡易なレーザー装置も用いることができる。
【発明を実施するための最良の形態】
【0018】
本発明のレーザー光透過性着色樹脂組成物は、少なくともポリフェニレンサルファイド樹脂(以下の記述における「PPS樹脂」は、ポリフェニレンサルファイド樹脂を意味する。)と着色剤とを含有する。
本発明のレーザー光透過性着色樹脂組成物は、実質上PPS樹脂と着色剤からなるものとすることもできる。
【0019】
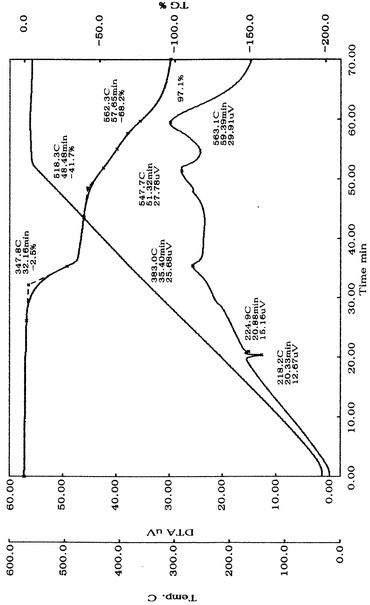
本発明の樹脂組成物に用いる着色剤は、TG/DTA熱分析において、200℃から300℃までの間に吸熱ピークを有することが必要である。より特定するならば、30℃から550℃まで昇温させるTG/DTA熱分析において、200℃から300℃までの間にのみ実質的な吸熱ピークを有する着色剤である。
【0020】
この着色剤についてのTG/DTA熱分析においては、Air(空気)で200ml/分の雰囲気下、30℃から550℃まで10℃/分の速度で昇温させるという測定条件を採用することができる。また、TG/DTA測定器としては、セイコーインスツルメンツ社製のSII EXSTAR6000(商品名)を用いることができる。
【0021】
また、本発明の樹脂組成物のDSC熱分析における結晶化点をTC、前記着色剤を含有しないこと以外は前記レーザー光透過性着色樹脂組成物と同一であるもの(樹脂又は樹脂組成物)のDSC熱分析における結晶化点をTNとした場合に、両者の差であるTC−TNが0℃以上であることが必要である。両結晶化点が同一条件での測定であるべきことは言うまでもない。
【0022】
このDSC熱分析においては、30℃から330℃まで10℃/分の速度で昇温させ、その後、330℃から30℃まで10℃/分の速度で降温させるという測定条件を採用することができる。また、DSC測定器としては、セイコーインスツルメンツ社製のSII EXSTAR6000(商品名)を用いることができる。
【0023】
上記樹脂組成物がTC−TNが0℃以上であることを満たすことにより、その樹脂組成物からなる成形物(例えば、射出成形によって得られる成形物)に生じ得る湾曲変形(成形により得ようとする成形物を基準とした場合の、得られた成形物の湾曲変形)を効果的に抑えることができる。そのため、本発明の樹脂組成物からなるレーザー光透過性部材をレーザー光吸収性部材とのレーザー溶着に用いる場合に、両部材間の間隙を防ぎ又は効果的に低減させることができ、両部材からなるレーザー溶着体の溶着品質が安定する。
なお、TC−TNについては、好ましくは30℃≧TC−TN≧5℃、更に好ましくは20℃≧TC−TN≧10℃である。このことにより、成形精度の高いレーザー光透過性部材が得られる。
【0024】
本発明のレーザー光透過性部材は、前記レーザー光透過性着色樹脂組成物からなり、DSC熱分析において、発熱エネルギーのピークと吸熱エネルギーのピークとを各1つ有することが必要である。より特定するならば、30℃から330℃まで昇温させ、その後330℃から30℃まで降温させるDSC熱分析において、発熱エネルギーのピークと吸熱エネルギーのピークとを実質的に各1つのみ有することが必要である。
【0025】
このDSC熱分析においては、30℃から330℃まで10℃/分の速度で昇温させ、その後、330℃から30℃まで10℃/分の速度で降温させるという測定条件を採用することができる。また、DSC測定器としては、セイコーインスツルメンツ社製のSII EXSTAR6000(商品名)を用いることができる。
【0026】
PPS樹脂は、エンジニアリングプラスチックの中でも結晶化速度が比較的遅い。そのため、金型を用いてPPS樹脂を成形する場合、樹脂の結晶化を完全なものとするために、金型温度を高く設定(通常は150℃である)するのが通常である。
【0027】
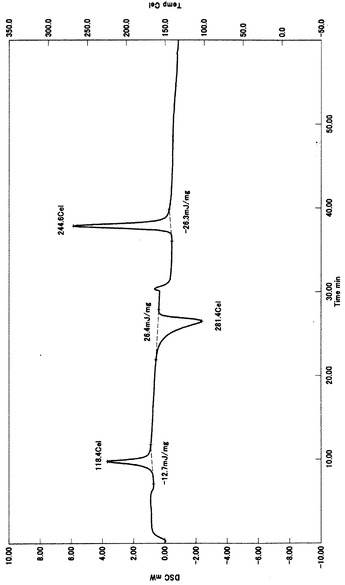
もしPPS樹脂の成形において金型温度を低く設定すると、金型内の溶融樹脂が急冷されるため、得られる成形物には、結晶化が完全な部分と不完全な部分が存在することになり、成形品中で結晶化度にバラツキが生じる。このような成形物についてDSC測定を行うと、結晶化が不完全であった部分が測定過程において結晶化するので、再結晶化点という発熱エネルギーのピークが現れる。DSC測定における昇温時に、融点(吸熱エネルギーのピーク)に達する前に再結晶化点(発熱エネルギーのピーク)が現れる場合は、そのPPS樹脂成形物の結晶化状態が不安定であり、寸法安定性及び形状安定性が乏しいものと判断することができる。
【0028】
本発明のレーザー光透過性部材は、前記本発明のレーザー光透過性着色樹脂組成物を、DSC熱分析において発熱エネルギーのピークと吸熱エネルギーのピークとを各1つ有するように成形することにより得られる。
【0029】
着色剤を含有しないPPS樹脂を射出成形して得られる成形物は、成形用の金型温度が130℃であっても再結晶化点が認められる。着色剤を含有しないPPS樹脂を射出成形して再結晶化点が存在しない成形物を得るための金型温度の設定は150℃付近が望ましい。しかし、本発明の樹脂組成物は、前記着色剤を含有することにより、130℃の金型温度で射出成形しても再結晶化点が存在しない成形物が得られる。すなわち、金型温度を低く設定して生産コストを低減させつつ、寸法安定性及び形状安定性の良好な着色成形物を得ることができる。
【0030】
本発明のレーザー光透過性部材は、より特定するならば、そり量が0.5mm以下、より好ましくは0.2mm以下である。本明細書中にいう「そり量」とは、縦80mm×横50mm×厚さ1mmの直方体形状のキャビティを備えた金型で成形を行って、成形物を得て、その得られた成形物の表裏両面をそれぞれ水平面上に載置して各角を100gの分銅で押さえた場合に、その対角が前記水平面から浮く高さのうち最大値を言う。
【0031】
本発明のレーザー光透過性部材は、成形精度が優れていて、得られた部材の外観、表面光沢が良好である。この点において本発明のレーザー光透過性部材をより特定するならば、光束60度の測定条件での光沢度が100以上であるものとすることが好ましい。レーザー光透過性部材の光束60度の測定条件での光沢度が100以上である場合、表面平滑度が高いため、レーザー溶着を行う上でレーザー光吸収部材と重ね合わせた際に、両者間に間隙が生じるとしてもその間隙がレーザー溶着に及ぼす影響が少なくなり、溶着品質をより安定化させることができる。
【0032】
上記のTG/DTA熱分析において200℃から300℃までの間に吸熱ピークを有する着色剤としては、レーザー光の波長域(800nm乃至1600nmの波長)に透過性を有する染料を1種又は2種以上(可視光線吸収範囲が重複するものでも重複しないものでもよい)混合して用いることができる。200℃から300℃までの間に吸熱ピークを有する着色剤とPPS樹脂を含有する着色樹脂組成物の場合、PPS樹脂の融点(DSC測定における融点)付近の温度において着色剤が樹脂中に均一に分散する。そのため、そのような着色剤とPPS樹脂を含有する着色樹脂組成物を成形する場合、金型温度が130℃乃至150℃であれば、着色樹脂成形物は比較的均一状をなす。
一方、200℃以下に吸熱ピークを有する着色剤は、着色剤の分解物が様々であることが多い。そのような着色剤とPPS樹脂を含有する着色樹脂組成物の射出成形を行うと、金型温度が150℃であっても、結晶化が部分的に早く進んだり、遅れたりする。そのため、得られた着色樹脂成形物には、結晶化が不完全な部分ができ、DSC測定で再結晶化点が現れる。結晶の大きさも不均一なものとなる。
レーザー溶着に用いる1種又は2種以上の特定波長のレーザー光に対する透過性を有する着色剤であれば、その構造は特に限定がない。具体的には、アゾ系、アゾ含金系、アゾメチン系、アントラキノン系、キナクリドン系、ジオキサジン系、ジケトピロロピロール系、アントラピリドン系、イソインドリノン系、インダンスロン系、ペリノン系、ペリレン系、インジゴ系、チオインジゴ系、キノフタロン系、キノリン系、トリフェニルメタン系の各種有機染顔料が挙げられる。PPS樹脂に対する相溶性において、有機染料が好ましい。
【0033】
2種以上の着色剤を混合した着色剤の例としては、青色、紫色、緑色の各アントラキノン系染料と、黄色および/または赤色の着色剤とを組み合わせることにより、緑色(例えば青色+黄色の組合せ)、紫色(例えば青色+赤色の組合せ)、黒色(例えば、青色+黄色+赤色の組合せ、又は紫色+黄色の組合せ)等の種々の色相を示すものを挙げることができる。工業的な用途において重要な黒色着色剤の例としては、アントラキノン系青色染料と、他の構造の赤色着色剤と黄色着色剤を組み合わせた黒色着色剤、アントラキノン系緑色染料と他の構造の赤色着色剤を組み合わせた黒色着色剤を挙げることができる。これらの例において好ましい赤色着色剤としては、アゾ系赤色染料、ペリノン系赤色染料、アントラピリドン系赤色染料を例示することができる。
このような着色剤の市販品として、オリヱント化学工業社製のレーザー光透過性着色剤 商品名「eBIND LTW−8400C」(”eBIND”及び”LTW”は、それぞれ登録商標である。)等が挙げられる。
【0034】
本発明のレーザー光透過性着色樹脂組成物中の着色剤の含有量は、PPS樹脂に対し、0.01乃至10重量%であることが好ましい。より好ましくは0.03乃至5重量%、更に好ましくは0.05乃至1重量%である。
【0035】
本発明に用いられるレーザー光の光源としては、例えば、固体レーザー(Nd−YAG,YVO4,RUBY)、半導体レーザー、チューナブルレーザー、チタンサファイヤレーザーが挙げられる。好適に使用できるのは、これらのうち、可視光よりも長波長域である800乃至1600nmに発振波長を有するレーザーである。より好ましくは800乃至1100nmに発振波長を有するレーザーである。その他、波長が700nm以上の赤外線を発生するハロゲンランプやキセノンランプを光源として用いてもよい。
【0036】
本発明のレーザー光透過性着色樹脂組成物における波長940nmのレーザー光の透過率であるT着色樹脂と、着色剤を含有しないこと以外は前記レーザー光透過性着色樹脂組成物と同一であるものにおける波長940nmのレーザー光の透過率であるT非着色樹脂との比であるT着色樹脂/T非着色樹脂は、0.5以上であることが好ましい。より好ましくは0.7乃至1.1、更に好ましくは0.8乃至1.1である。
【0037】
PPS樹脂とは、(−φ−S−)[φは置換基を有する又は非置換のフェニレン基]で表わされるチオフェニレン基からなる繰り返し単位を主とする重合体である。この樹脂は、パラジクロルベンゼンと硫化アルカリとを高温、高圧下で反応させて合成したモノマーを重合させることにより得ることができる。この樹脂は、重合助剤を用いた重合工程だけで目的の重合度にさせた直鎖型のものと、低分子の重合体を酸素存在下で熱架橋させた架橋型のものとの二タイプに大まかに分類される。特に直鎖型のものが、レーザー光透過性が優れている点で、本発明に好適である。本発明におけるPPS樹脂としては、ポリマーアロイを用いることができる。その例としては、PPS/ポリオレフィン系アロイ、PPS/ポリアミド系アロイ、PPS/ポリエステル系アロイ、PPS/ポリカーボネイト系アロイ、PPS/ポリフェニレンエーテル系アロイ、PPS/液晶ポリマー系アロイ、PPS/ポリイミド系アロイ、PPS/ポリサルホン系アロイが挙げられる。また、PPS樹脂の溶融粘度は、溶融混練が可能であれば特に制限はないが、通常5乃至2000Pa・sの範囲のものを使用することができ、100乃至600Pa・sの範囲ものもがより好ましい。以上のようなPPS樹脂は電子部品や自動車部品等の用途に適した特性を有している。
【0038】
本発明の着色樹脂組成物は、用途及び目的に応じ、各種の補強材を適量含有するものとすることができる。この補強材としては、通常の合成樹脂の補強に用い得るものを使用することができ、特に限定されない。
【0039】
上記補強材の好ましい例としては、ガラス繊維、炭素繊維、その他の無機繊維、及び有機繊維(アラミド、ナイロン、ポリエステル及び液晶ポリマー等)等を挙げることができる。レーザー光透過性を要求される本発明の着色樹脂組成物の補強にはガラス繊維が好ましい。好適に用いることができるガラス繊維の繊維長は2乃至15mmであり繊維径は1乃至20μmである。ガラス繊維の形態については特に制限はなく、例えばロービング、ミルドファイバー等、何れであってもよい。これらのガラス繊維は、一種類を単独で用いるほか、二種以上を組み合わせて用いることもできる。その含有量は、PPS樹脂100重量部に対し5乃至120重量部とすることが好ましい。5重量部未満の場合、十分なガラス繊維補強効果が得られ難く、120重量部を超えると成形性が低下することとなり易い。また、レーザー溶着での接合を目的とした場合、原理的には樹脂同士が溶融接合するものであるため、ガラス繊維の含有量が少ない方が溶着強度は高くなる。この点を考慮したガラス繊維の含有量として好ましいのは、10乃至60重量部、特に好ましくは20乃至50重量部である。
【0040】
またその他の補強材としては、マイカ、セリサイト、ガラスフレーク等の板状充填材、タルク、カオリン、クレー、ウォラストナイト、ベントナイト、アルミナシリケート等の珪酸塩、アルミナ、酸化珪素、酸化マグネシウム、酸化ジルコニウム、酸化チタン等の金属酸化物、炭酸カルシウム、炭酸マグネシウム、ドロマイト等の炭酸塩、硫酸カルシウム、硫酸バリウム等の硫酸塩、ガラスビーズ、セラミックビ−ズ、窒化ホウ素、炭化珪素等の粒子状充填材等を添加することができる。
【0041】
本発明の着色樹脂組成物は、必要に応じ種々の添加剤を配合することも可能である。このような添加剤としては、例えば助色剤、分散剤、安定剤、可塑剤、改質剤、紫外線吸収剤又は光安定剤、酸化防止剤、帯電防止剤、潤滑剤、離型剤、結晶促進剤、結晶核剤、難燃剤、及び耐衝撃性改良用のエラストマー等が挙げられる。
【0042】
本発明の着色樹脂組成物は、原材料を任意の配合方法で配合することにより得られる。これらの配合成分は、通常、できるだけ均質化させることが好ましい。具体的には例えば、全ての原材料をブレンダー、ニーダー、バンバリーミキサー、ロール、押出機等の混合機で混合して均質化させて、得ることができる。また例えば、一部の原材料を混合機で混合した後、残りの成分を加えて更に混合して均質化させて得ることができる。また例えば、予めドライブレンドされた原材料を、加熱した押出機で溶融混練して均質化した後、針金状に押出し、次いで所望の長さに切断して着色粒状をなす着色ペレットとして得ることもできる。
【0043】
本発明の着色樹脂組成物は、PPS樹脂中に前記着色剤を高濃度に含有するマスターバッチを、更にPPS樹脂を用い希釈することより調製することもできる。マスターバッチを用いることにより、良好に着色剤が分散した着色樹脂組成物が得られる。前記のマスターバッチは任意の方法により得られる。例えば、マスターバッチのベースとなる樹脂の粉末又はペレットと着色剤をタンブラーやスーパーミキサー等の混合機で混合した後、押出機、バッチ式混練機又はロール式混練機等により加熱溶融してペレット化又は粗粒子化することにより得ることができる。また例えば、合成後未だ溶液状態にあるマスターバッチ用樹脂に着色剤を添加した後、溶媒を除いてマスターバッチを得ることもできる。
【0044】
本発明の着色樹脂組成物の成形は、通常行われる種々の手順により行い得る。例えば、本発明の着色樹脂組成物からなる着色樹脂ペレットを用いて、押出機、射出成形機、ロールミル等の加工機により成形することにより行うことができる。また、PPS樹脂のペレット又は粉末、粉砕された着色剤、及び必要に応じ各種の添加物を、適当なミキサー中で混合し、この混合物を、加工機を用いて成形することにより行うこともできる。また例えば、適当な重合触媒を含有するモノマーに着色剤を加え、この混合物を重合により所望のPPS樹脂とし、これを適当な方法で成形することもできる。成形方法としては、例えば射出成形、押出成形、圧縮成形、発泡成形、ブロー成形、真空成形、インジェクションブロー成形、回転成形、カレンダー成形、溶液流延等、一般に行われる何れの成形方法を採用することもできる。このような成形により、種々の形状のレーザー光透過部材を得ることができる。
【0045】
一般的にレーザー溶着方法の長所は、3次元溶着が可能となるため、金型形状の自由度が上がること、振動溶着と異なり溶着面のバリがなくなることによる意匠性の向上、振動や摩耗粉が発生しないこと、電子部品等への適用が容易であること等である。短所としては、レーザー溶着装置に要する先行投資、樹脂材料の成形後のヒケによる溶着部材間の隙間の発生等が挙げられる。特にこの隙間の問題については、レーザー溶着装置を操作して溶着を実行する際の最大の問題点である。そのため、溶着部材の形状に合わせて独自に押さえ冶具を作成し、エアクランプ等により溶着対象を押圧して隙間を解消又は低減させた状態で溶着を行っているのが実情である。
これに対し本発明のレーザー光透過性部材は、成形精度が高くそり量が少ない。そのため、本発明のレーザー光透過性部材を用いたレーザー溶着においては、レーザー光透過性部材とレーザー光吸収性部材の当接箇所における両部材の間隙がそりによって大きくなることが防がれるので、エアクランブ等による隙間低減等の必要性が少なく、比較的簡単な装置でレーザー溶着が行うことができる。前記両部材の間隙としては0乃至0.05mmであることが好ましい。
【0046】
レーザー溶着装置としては、レーザー光照射部が動く走査タイプ、溶着部材が動くマスキングタイプ、多方面から溶着部材に対してレーザー光を同時照射させるタイプ等が挙げられるが、自動車業界が注目している方法は走査タイプであり、現状では、その走査速度として例えば5m/分という数値を生産タクトタイムの基準としている。
【0047】
レーザー溶着は、原理的に、レーザーという光のエネルギーから熱エネルギーへの変換を利用しているため、溶着条件によって溶着性能が著しく左右される。一般に、照射したレーザー光が吸収部材表面上で受ける熱量は次式で算出が可能である。
【0048】
吸収部材の表面熱量(J/mm2)=(レーザー光の出力(W)×レーザー光透過性部材の透過率(%)×1/100)/(レーザー光のスポット径(mm)×レーザー光の走査速度(mm/sec))・・・(I)
【0049】
(I)式よりうかがえるように、レーザー溶着において生産効率を上げるためには、高出力タイプのレーザー溶着装置を用いると共に走査速度を上げることが求められる。ポリアミド樹脂から得られるレーザー光透過性に優れる材料の場合、このような手段による生産効率の向上が図られる。
しかし、PPS樹脂を用いたレーザー溶着においては、樹脂の用途上部品自体の大きさもそれほど大きくないため、必ずしも高出力、高速の溶着条件が望ましいとは言いきれず、むしろ低出力、低速の方が、溶着品質が安定し易く、望ましいという傾向にある。
またPPS樹脂の場合、樹脂自体のレーザー光透過性が高くないため、レーザー光がレーザー光吸収性部材表面に到達するまでにレーザー光透過性部材中で吸収される率が比較的高いため、高出力でレーザー溶着を行うとレーザー光透過性部材の表面で発火する等の不具合が生じ易い。よって、PPS樹脂のレーザー溶着においては、このような不具合に対しては、例えば、レーザー光透過性部材の上にガラス板を置いて、レーザー光透過性部材が発する熱をそのガラス板に吸収させる等の対策を講じることが重要である。
【0050】
一般に、溶着強度を上げるには、レーザー光吸収性部材にある程度の表面熱量を発生させることが必要である。そのためには、対象とするレーザー光吸収性部材及びレーザー光透過性部材の性質に応じてレーザー出力を上げる、走査速度を下げる、スポット径を小さくする等の種々の条件を検討する必要がある。
【0051】
本発明の着色樹脂組成物の成形部材は、波長が700nm以上の赤外線を発生するハロゲンランプを使用しても非接触で溶着することができる。この場合のランプ形状としては、帯状にランプを配したものが多い。照射態様としては、例えば、ランプ照射部が動く走査タイプ、溶着部材が動くマスキングタイプ、多方面から溶着部材に対してランプを同時照射させるタイプ等が挙げられる。また照射は、適宜、赤外線の照射幅、照射時間、照射エネルギー等を調整して行うことができる。
しかし、ハロゲンランプは近赤外域を中心にエネルギー分布を持っているため、そのエネルギー分布の短波長側、すなわち可視領域においてエネルギーが存在することがある。このような場合、部材表面に溶着痕を生じることもあるため、カットフィルター等を用いて可視領域のエネルギーを遮断することもできる。
PPS樹脂の成形物は、電気、電子部品などの小型の物が多いため、その接合には、溶着条件を様々に設定して細かく制御できるレーザー溶着が適している。
【0052】
レーザー溶着には、レーザー光透過性部材として、レーザー溶着に用いる可視光よりも長波長域(800乃至1600nm)のレーザー光を少なくとも15%透過させるものを用いることが望ましい。また、半導体レーザーの808nm、840nm、940nmの
波長、及びYAGレーザーの1064nmの波長のうち1つ又は2つ以上の波長の赤外線透過率が、少なくとも20%であるレーザー光透過性部材を用いることが更に好適である。これより透過率が低い場合、これらの波長のレーザー光が十分に透過できないため、上述のような不具合が発生して溶着品質の低下を招くおそれが生じる。
【0053】
レーザー光吸収性部材は、レーザー光吸収剤兼黒色着色剤として少なくともカーボンブラックを用いたレーザー光吸収性着色樹脂組成物(好ましくは熱可塑性樹脂組成物)からなるものであることが好ましい。この場合のカーボンブラックは、1次粒子径が18乃至30nmのものを用いるのが好ましい。このようなカーボンブラックを用いることにより、レーザー光を高吸収率で吸収する、高分散されたレーザー光吸収部材を得ることができる。
また、レーザー光吸収剤兼黒色着色剤としてカーボンブラックと共にニグロシン染料を用いることができる。ニグロシン染料を用いることにより、レーザー光吸収率を良好に調節できる。ニグロシン染料としてはC.I.ソルベントブラック7に属するニグロシン染料が好ましい。また、レーザー光吸収剤兼黒色着色剤として、カーボンブラックを用いずに他のレーザー光吸収剤(例えば、フタロシアニン系、シアニン系、金属錯体など)を用いた(又は他のレーザー光吸収剤兼着色剤[例えばアニリンブラック]を用いた)レーザー光吸収性着色樹脂組成物によりレーザー光吸収性部材を得ることもできる。
【0054】
また、レーザー光吸収性部材は、カーボンブラック以外の着色剤と、フタロシアニン系、シアニン系、金属錯体等で例示されるレーザー光吸収剤(又は他のレーザー光吸収剤兼着色剤を用いた)とを含有する非黒色のレーザー光吸収性着色樹脂組成物で形成されていてもよい。カーボンブラック以外のレーザー光吸収剤兼着色剤を含有するレーザー光吸収性着色樹脂組成物で形成されていてもよい。
【0055】
レーザー光吸収性部材の作製は、レーザー光透過性部材と同様にしてレーザー光吸収性着色樹脂組成物を成形することにより行うことができる。レーザー光吸収性着色樹脂組成物には、レーザー光透過性部材の作製の際に用い得る前述の各種着色剤、各種染顔料等の有機染顔料や添加剤等を更に含有させることも可能である。レーザー光吸収性部材の作製に用いる材料は、レーザー光透過性部材に用いる材料に比べて、レーザー光透過性という制限がないために幅広く選択できる。レーザー光吸収性着色樹脂組成物における着色剤の使用量は、樹脂(好ましくは熱可塑性樹脂)に対し、例えば0.01乃至10重量%とすることができ、好ましくは0.05乃至5重量%である。
レーザー光吸収性薄層は、例えばレーザー光吸収性部材を薄く形成したもの(例えばフィルム状物)であってもよく、或いは、レーザー溶着の対象となる両部材の一方上又は両方上に形成するものであってもよい。後者の場合、例えば、上記レーザー光吸収性部材に用いる着色剤を含有することによりレーザー光吸収性を有するインキまたは塗料を対象面上に塗布(又は印刷等)して固化させることにより形成することができる。
このようなレーザー光吸収性インキの例としては、レーザー光吸収剤を有機溶剤に溶解または分散したインキを挙げることができる。PPS樹脂に塗布する好ましいインキの組成としては、アルコールまたはグリコール溶剤、その溶剤に溶解するレーザー光吸収剤、前記溶剤に溶解する樹脂で少なくとも構成されるインキが挙げられる。このようなレーザー光吸収性インキは、pH調節剤、粘度調節剤、防腐剤、酸化防止剤、光安定剤などの添加剤を含むことができる。有機溶剤に溶解するレーザー光吸収剤としては、ニグロシンが好ましい。
【0056】
次に、本発明のレーザー光透過性着色樹脂組成物からなるレーザー光透過性部材とレーザー光吸収性組成物からなるレーザー光吸収性部材とのレーザー溶着体、又はレーザー光吸収性薄層を介してレーザー光透過性部材同士を溶着して得られるレーザー溶着体の製造方法について説明する。
【0057】
本発明の製造方法によるレーザー溶着体は、1回のレーザー溶着で得られるものの他、複数回レーザー溶着するものも含まれる。複数回レーザー溶着するものの例としては、レーザー光透過性部材同士の間にレーザー光吸収性部材又はレーザー光吸収性薄層を挟んでレーザー溶着する例を挙げることができる。レーザー光吸収性部材の厚さが十分に薄いレーザー光吸収性薄層を用いた場合、一方のレーザー光透過性部材からのレーザー光の照射で溶着可能(両方のレーザー光透過性部材からそれぞれレーザー光を照射することも可)であるが、比較的厚いレーザー光吸収性部材の場合は、そのレーザー光吸収性部材を挟む両方のレーザー光透過性部材からそれぞれレーザー光を照射(同時でも順次でも可能)してレーザー溶着を行うことが必要である。
【0058】
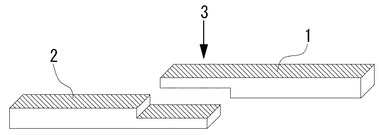
レーザー溶着体製造工程例1(図1)
(A)本発明のレーザー光透過性着色樹脂組成物を用いたレーザー光透過性部材1を成形する。
(B)PPS樹脂組成物製のレーザー光吸収性部材2と前記レーザー光透過性部材1の溶着対象箇所同士を当接させる。
(C)次に、レーザー光3が前記レーザー光透過性部材1を透過して前記レーザー光吸収性部材2に吸収されるように、そのレーザー光3を適宜調節しながら照射する。照射は、必要箇所を走査させつつ行なう。
(D)照射したレーザー光3が、レーザー光透過性部材1を透過してレーザー光吸収性部材2に到達し、レーザー光吸収剤等の作用によりレーザー光吸収性部材2に吸収されて発熱を起こし、両部材1、2を熱溶融により融合させる。
(E)両部材1、2の融合部位が冷却固化することにより、前記レーザー光透過性部材1とレーザー光吸収性部材2の溶着対象箇所同士が接合する。
【0059】
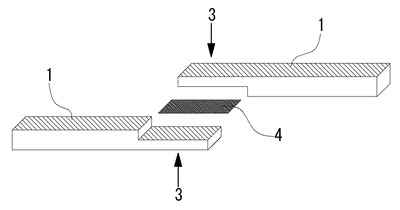
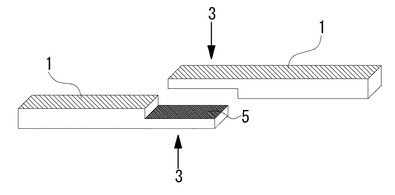
レーザー溶着体製造工程例2(図2、図3)
(F)本発明のレーザー光透過性着色樹脂組成物を用いたレーザー光透過性部材1を複数個成形する。
(G)前記の複数個のレーザー光透過性部材1の溶着対象箇所同士の間に、レーザー光吸収性薄層4(例えばPPS樹脂組成物製のレーザー光吸収性フィルム)を介在させる。
或いは、前記の複数個のレーザー光透過性部材1の互いに溶着する両面のうち一方(又は両方)に、レーザー光吸収性薄層5を形成する。このレーザー光吸収性薄層5は、例えばレーザー光吸収性を有する樹脂インキを対象面上に塗布(又は印刷等)して固化させることにより形成することができる。
(H)次に、複数方向(一方のレーザー光透過性部材1の側及び他方のレーザー光透過性部材1の側)より、レーザー光3がそれぞれレーザー光透過性部材1を透過して前記レーザー光吸収性薄層4(5)に吸収されるように、各レーザー光3を適宜調節しながら照射する。照射は、必要箇所を走査させつつ行なう。
(I)複数方向より照射した各レーザー光3が、それぞれレーザー光透過性部材1を透過してレーザー光吸収性薄層4(又は5)に到達し、レーザー光吸収剤等の作用によりレーザー光吸収性薄層4(又は5)に吸収されて発熱を起こし、両レーザー光透過性部材1と、レーザー光吸収剤含有層を構成するレーザー光吸収性薄層4(又は5)とを熱溶融により融合させる。なお、一方のレーザー光透過性部材1の側からレーザー光3を照射することによりレーザー光吸収性薄層4(又は5)を発熱させて、両レーザー光透過性部材1とレーザー光吸収剤含有層を構成するレーザー光吸収性薄層4(又は5)とをそれぞれ熱溶融させ、それらを融合させることも可能である。
(J)両レーザー光透過性部材1とレーザー光吸収性部材4(又は5)の融合部位が冷却固化することにより、両レーザー光透過性部材1の溶着対象箇所同士が、レーザー光吸収性部材4(又は5)を介して接合する。
本発明のレーザー溶着体の製造方法においては、レーザー光透過性部材の成形精度が高いため、レーザー光吸収性部材の当接箇所における両部材の間隙が大きくなることが防がれるので、比較的簡単な装置でレーザー溶着を行うことができる。本発明のレーザー溶着体の製造方法における前記両部材の間隙は0乃至0.05mmであることが好ましい。
【0060】
本発明の製造方法により得られるレーザー溶着体は、耐熱性や耐光性等の堅牢性が高く、また耐移行性や耐薬品性等が良好で、而も鮮明な色相を示すものである。
【産業上の利用可能性】
【0061】
本発明のレーザー光透過性着色樹脂組成物、レーザー光透過性部材、及び本発明の製造方法により得られるレーザー溶着体の主な用途として、例えば、OA機器、プリント基板、自動車部品を挙げることができる。より具体的には、例えば内装におけるインストルメントパネル、エンジンルーム内におけるレゾネター(消音器)を挙げることができる。熱可塑性樹脂製部品を接合する際、従来はその表面未処理では接着剤の使用が困難なため、表面に前処理を施す等の工夫が必要であった。それに対し、レーザー溶着は、前処理や樹脂のアロイ化等の面倒な工程の必要がないうえ、接着剤を使用した場合に比べ、強度面やリサイクル面で優れている。
【実施例】
【0062】
次に実施例を挙げて本発明を具体的に説明するが、勿論本発明はこれらのみに限定されるものではない。
(実施例1)
【0063】
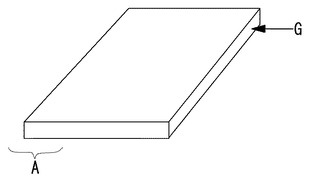
eBIND LTW−8400C(オリヱント化学工業社製のPPS樹脂用レーザー光透過性着色剤["eBIND"及び"LTW"は何れも登録商標])をフォートロン1130A6(ポリプラスチックス社製のガラス繊維30重量%含有PPS樹脂[商品名])で25倍に希釈するように両者を計量して混合し、得られた混合物を、射出成形機(東洋機械金属社製 商品名:Si−50)を用いて、縦80mm×横50mm×厚さ1mmの直方体形状のキャビティを備えた金型により、シリンダー温度320℃、金型温度130℃で通常の方法で射出成形したところ、外観及び表面光沢が良好で色むらがない均一な黒色のレーザー光透過性試験片(図4)が得られた。
(実施例2)
【0064】
eBIND LTW−8400Cをフォートロン1130A6で25倍に希釈するように両者を計量して混合し、得られた混合物を、射出成形機(東洋機械金属社製 商品名:Si−50)を用いて、縦80mm×横50mm×厚さ1mmの直方体形状のキャビティを備えた金型により、シリンダー温度320℃、金型温度140℃で通常の方法で射出成形したところ、外観及び表面光沢が良好で色むらがない均一な黒色のレーザー光透過性試験片(図4)が得られた。
(実施例3)
【0065】
eBIND LTW−8400Cをフォートロン1130A6で25倍に希釈するように両者を計量して混合し、得られた混合物を、射出成形機(東洋機械金属社製 商品名:Si−50)を用いて、縦80mm×横50mm×厚さ1mmの直方体形状のキャビティを備えた金型により、シリンダー温度320℃、金型温度150℃で通常の方法で射出成形したところ、外観及び表面光沢が良好で色むらがない均一な黒色のレーザー光透過性試験片(図4)が得られた。
(実施例4)
【0066】
eBIND LTW−8400Cをフォートロン1140A6(ポリプラスチックス社製のガラス繊維40重量%含有PPS樹脂[商品名])で10倍に希釈するように両者を計量して混合し、得られた混合物を、射出成形機(東洋機械金属社製 商品名:Si−50)を用いて、縦80mm×横50mm×厚さ1mmの直方体形状のキャビティを備えた金型により、シリンダー温度320℃、金型温度150℃で通常の方法で射出成形したところ、外観及び表面光沢が良好で色むらがない均一な黒色のレーザー光透過性試験片(図4)が得られた。
(実施例5)
【0067】
eBIND LTW−8400Cをフォートロン1140A6で25倍に希釈するように両者を計量して混合し、得られた混合物を、射出成形機(東洋機械金属社製 商品名:Si−50)を用いて、縦80mm×横50mm×厚さ1mmの直方体形状のキャビティを備えた金型により、シリンダー温度320℃、金型温度150℃で通常の方法で射出成形したところ、外観及び表面光沢が良好で色むらがない均一な黒色のレーザー光透過性試験片(図4)が得られた。
(実施例6)
【0068】
eBIND LTW−8400Cをフォートロン1140A6で50倍に希釈するように両者を計量して混合し、得られた混合物を、射出成形機(東洋機械金属社製 商品名:Si−50)を用いて、縦80mm×横50mm×厚さ1mmの直方体形状のキャビティを備えた金型により、シリンダー温度320℃、金型温度150℃で通常の方法で射出成形したところ、外観及び表面光沢が良好で色むらがない均一な黒色のレーザー光透過性試験片(図4)が得られた。
(実施例7)
【0069】
eBIND LTW−8400CをトレリナA604(東レ社製のガラス繊維40重量%含有PPS樹脂[商品名])で25倍に希釈するように両者を計量して混合し、得られた混合物を、射出成形機(東洋機械金属社製 商品名:Si−50)を用いて、縦80mm×横50mm×厚さ1mmの直方体形状のキャビティを備えた金型により、シリンダー温度320℃、金型温度150℃で通常の方法で射出成形したところ、外観及び表面光沢が良好で色むらがない均一な黒色のレーザー光透過性試験片(図4)が得られた。
(比較例1)
【0070】
C.I.Solvent Violet 13の紫色染料とC.I.Solvent Yellow 114の黄色染料とを配合した混合着色剤(配合重量比5:1)を、フォートロン1130A6に対して0.2重量%添加になるように計量して混合し、得られた混合物を、射出成形機(東洋機械金属社製 商品名:Si−50)を用いて、縦80mm×横50mm×厚さ1mmの直方体形状のキャビティを備えた金型により、シリンダー温度320℃、金型温度120℃で通常の方法で射出成形したところ、外観及び表面光沢が鈍い黒色のレーザー光透過性試験片(図4)が得られた。
(比較例2)
【0071】
C.I.Solvent Violet 13の紫色染料とC.I.Solvent Yellow 114の黄色染料とを配合した混合着色剤(配合重量比5:1)を、フォートロン1140A6に対して0.2重量%添加になるように計量して混合し、得られた混合物を射出成形機(東洋機械金属社製 商品名:Si−50)を用いて、縦80mm×横50mm×厚さ1mmの直方体形状のキャビティを備えた金型により、シリンダー温度320℃、金型温度90℃で通常の方法で射出成形したところ、外観及び表面光沢が鈍い黒色のレーザー光透過性試験片(図4)が得られた。
(比較例3)
【0072】
C.I.Pigment Violet 37の紫色顔料をフォートロン1140A6に対して0.2重量%添加になるように計量して混合し、得られた混合物を、射出成形機(東洋機械金属社製 商品名:Si−50)を用いて、縦80mm×横50mm×厚さ1mmの直方体形状のキャビティを備えた金型により、シリンダー温度320℃、金型温度150℃で通常の方法で射出成形したところ、外観及び表面光沢が鈍い紫色のレーザー光透過性試験片(図4)が得られた。
(比較例4)
【0073】
フォートロン1130A6を、射出成形機(東洋機械金属社製 商品名:Si−50)を用いて、縦80mm×横50mm×厚さ1mmの直方体形状のキャビティを備えた金型により、シリンダー温度320℃、金型温度150℃で通常の方法で射出成形したところ、黄白色系のレーザー光透過性試験片(図4)が得られた。
【0074】
(物性評価)
【0075】
実施例1乃至7及び比較例1乃至4におけるレーザー光透過性着色樹脂組成物及びレーザー光透過性試験片について、下記のように物性評価を行った。その結果を表1及び表2に示す。
(1)DSC測定
【0076】
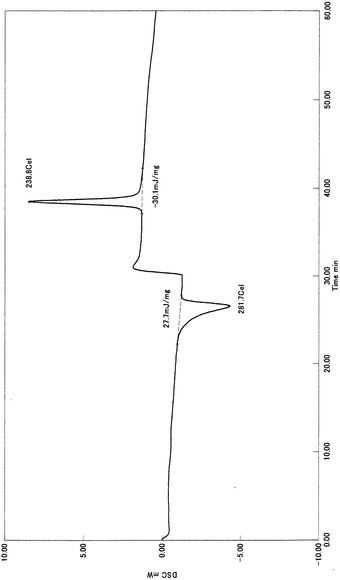
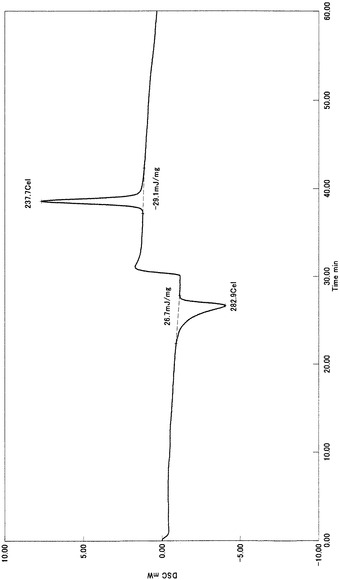
レーザー光透過性試験片10のAの部位(図4に示すように、ゲート位置Gに対し対角付近)をニッパーで切り取って小片とし、それをDSC測定器(セイコーインスツルメンツ社製 商品番号:SII EXSTAR6000)を用いて、30℃から330℃まで10℃/分の速度で昇温させ、その後、330℃から30℃まで10℃/分の速度で降温させて、再結晶化点、融点及び結晶化点の確認を行った。
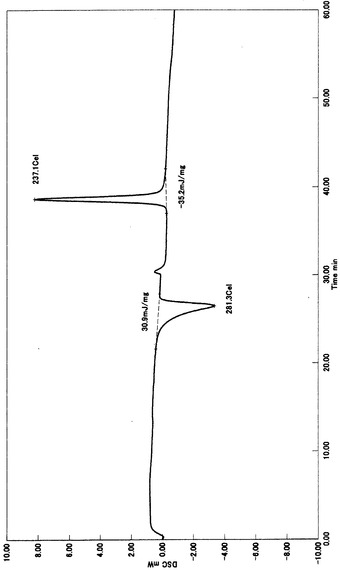
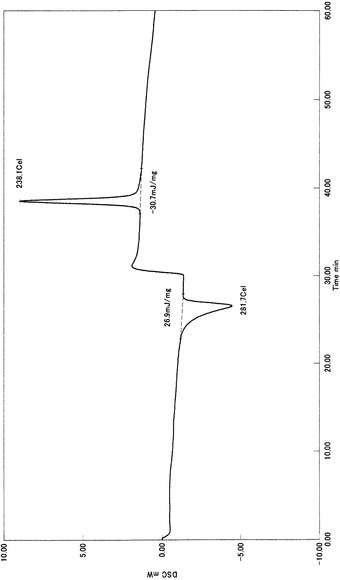
実施例3、実施例4、実施例5、実施例6及び比較例2についてのDSC曲線を、それぞれ図7、図8、図9、図10、図11に示す。
(2)TG/DTA測定
【0077】
各実施例及び比較例の着色剤粉体サンプルをTG/DTA測定器(セイコーインスツルメンツ社製 商品名:SII EXSTAR6000)を用い、Air(空気)で200ml/分の雰囲気下、30℃から550℃まで10℃/分の速度で昇温させて測定を行い、200℃から300℃までの間に吸熱ピークを含んでいるか確認を行った。
eBIND LTW−8400CについてのTG/DTA曲線を図12に示す。
(3)光沢度測定
【0078】
光沢度計(スガ試験機社製 商品名:HG−268型)を用いて、角度60度の光束における各レーザー光透過性試験片の光沢度を測定した。
測定値が高いほど光沢度が高いと判断される。
(4)そり量
【0079】
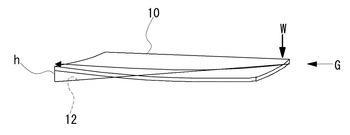
各レーザー光透過性試験片10を図5のように水平面12上に置き、各レーザー光透過性試験片10のゲート位置G付近の角を100gの分銅Wで押さた場合に、その対角が水平面12に対して浮く高さhをノギスにて測定してそり量とした。
(5)レーザー溶着試験
【0080】
各実施例及び比較例において用いたガラス繊維含有樹脂にカーボンブラック0.5部を添加し、各実施例及び比較例と同様にしてレーザー光吸収性試験片14を作製した。
【0081】
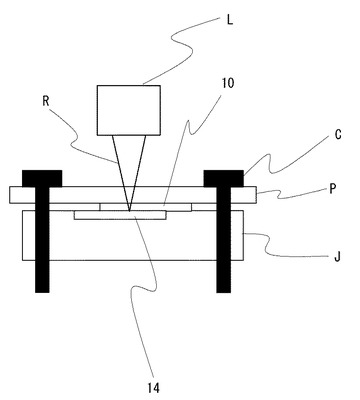
次に、図6に示すように、レーザー光透過性試験片10とレーザー光吸収性試験片14を、治具Jを用いて重ね合わせ、その上にガラス板Pを載置した上でエアクランプCにより圧力(0、0.2MPa、0.4MPa)をかけてセットした。ガラス板の上方からダイオード・レーザー溶着機L[波長:940nm 連続的](ファインデバイス社製)により、レーザー光R(出力25W、走査速度5mm/sec、スポット径0.6mm)を図6における奥行き方向に30mmにわたり走査させながら照射した。
(6)引張強度試験
【0082】
(5)で得られた溶着体に対し、JISK7113−1995に準じ、引張試験機(島津製作所社製 商品名:AG−50kNE)にて、溶着体の長手方向(溶着部を引離す方向)に試験速度10mm/minで引張試験を行って、引張溶着強度を測定した。
【0083】
【表1】

【0084】
表1中、*1は、C.I.Solvent Violet 13とC.I.Solvent Yellow 114の混合着色剤(配合重量比5:1)を示す。
【0085】
【表2】
【0086】
表2に示されるように、レーザー光透過性試験片のそり量が0.5mm以下である場合、クランプ圧を0とし、載荷圧をガラス板Pの自重によるもののみとしても、レーザー光吸収性試験片との間で実用的に十分な溶着強度を確保することができた。これに対しレーザー光透過性試験片のそり量が0.5mmを超える場合には、クランプ圧を調整しても、レーザー光吸収性試験片との間の間隙によって、十分な溶着強度が得られなかった。
【図面の簡単な説明】
【0087】
【図1】レーザー溶着体製造工程例1を示す斜視図である。
【図2】レーザー溶着体製造工程例2を示す斜視図である。
【図3】レーザー溶着体製造工程例2を示す斜視図である。
【図4】レーザー光透過性試験片の斜視図である。
【図5】そり量測定を示す斜視図である。
【図6】レーザー溶着試験を示す模式断面図である。
【図7】実施例3についてのDSC曲線である。
【図8】実施例4についてのDSC曲線である。
【図9】実施例5についてのDSC曲線である。
【図10】実施例6についてのDSC曲線である。
【図11】比較例2についてのDSC曲線である。
【図12】eBIND LTW−8400CについてのTG/DTA曲線である。
【符号の説明】
【0088】
10 レーザー光透過性試験片
12 水平面
14 レーザー光吸収性試験片
C エアクランプ
G ゲート位置
J 治具
L ダイオード・レーザー溶着機
P ガラス板
R レーザー光
W 分銅
h 高さ
【技術分野】
【0001】
本発明は、レーザー光透過性着色樹脂組成物及びその樹脂組成物からなるレーザー光透過性部材、レーザー光透過性部材形成用レーザー光透過性着色樹脂組成物、レーザー光透過性部材製造方法、レーザー溶着用レーザー光透過性部材、並びにレーザー溶着体の製造方法に関する。
【背景技術】
【0002】
熱可塑性合成樹脂からなる部材同士を接合する方法として、レーザー溶着による方法が知られている。このようなレーザー溶着は、例えば次のようにして行われる。レーザー光透過性を示す一方の部材と、レーザー光吸収性を示す他方の部材を当接させる。両部材の当接箇所に対しレーザー光透過性部材の側からレーザー光を照射すると、レーザー光透過性部材を透過したレーザー光がレーザー光吸収性部材に吸収されることにより、レーザー光吸収性部材が発熱する。この熱により、レーザー光を吸収した部分を中心としてレーザー光吸収性部材が溶融すると共に、その部分に当接しているレーザー光透過性部材が溶融し、両部材が当接箇所において融合する。温度低下により溶融樹脂が固化すると、レーザー光透過性部材とレーザー光吸収性部材が十分な溶着強度で接合される。
【0003】
このレーザー溶着の特長としては、溶着すべき箇所にレーザー光発生部を接触させることなく溶着させることが可能であること、局所加熱であるため周辺部への熱影響がごく僅かであること、機械的振動のおそれがないこと、微細な部分や複雑な立体構造を有する部材同士の溶着が可能であること、再現性が高いこと、高い気密性を維持できること、溶着強度が高いこと、溶着部分の境目が目視で分かりにくいこと、粉塵等が発生しないこと等が挙げられる。また、簡単な操作により確実に溶着を行うことができる上、従来の樹脂部材の接合方法である締結用部品(ボルト、ビス、クリップ等)による締結、接着剤による接着、振動溶着、超音波溶着等の方法と同等以上の溶着強度が得られる。而も、振動や熱の影響が少ないので、省力化、生産性の改良、生産コストの低減等を実現することができる。
【0004】
そのため、レーザー溶着は、例えば自動車産業や電気・電子産業等における、振動や熱の影響を回避すべき機能部品や電子部品等の接合に適すると共に、複雑な形状の樹脂部品の接合にも適切に使用することが可能である。
【0005】
レーザー溶着に関する技術として、例えば、特開平11−170371号公報(特許文献1)に記載されているような試みがある。これは、レーザー光を吸収する材料と熱可塑性合成樹脂からなる不透明部材と、レーザー光を透過させる熱可塑性合成樹脂からなる無色透明部材とが接する部分にレーザー光の焦点が合致するようにレーザー光を照射する工程を有するレーザー溶着方法である。しかしこの場合、レーザー光を透過させる部材が無色透明であるため、レーザー光透過部材側から見れば、溶着された部分は溶着されていない部分とは色や平滑性が異なるものとなり、見栄えが良いとは言えない。
【0006】
また、レーザー光透過性部材とレーザー光吸収性部材を当接させた部分をレーザー溶着により接合する場合、当接箇所に存在し得る間隙が十分に小さい範囲内となるよう管理することが極めて重要である。
【0007】
そこで、実際の生産現場でレーザー溶着を接合手段として採用する場合、接合対象部材間に存在し得る隙間の対策として、エアクランプ等による加圧によって隙間を低減させた状態で溶着を行うのが主流である。このような加圧による隙間低減手段については、例えば、積層構造体の製造方法に関する特開昭63−118237号公報(特許文献2)、樹脂部材の溶着方法に関する特開2002−337236号公報(特許文献3)、レーザー溶着方法及びレーザー溶着装置に関する特開2004−66739号公報(特許文献4)等に記載がある。
【0008】
しかし、加圧による隙間低減手段には、エアクランプ等の加圧設備導入費用及びレーザー溶着の対象部材を加圧設備にセットアップするために要する時間による、生産コストの増大及び生産性低下(例えばタクトタイムの延び等)の問題を随伴するという課題があった。
【特許文献1】特開平11−170371号公報
【特許文献2】特開昭63−118237号公報
【特許文献3】特開2002−337236号公報
【特許文献4】特開2004−66739号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明は、従来技術に存した上記のような課題に鑑み行われたものであって、その目的とするところは、成形精度に優れ、成形物の外観及び光沢が良好であり、成形物をレーザー溶着に用いる場合に溶着対象部材との間の間隙を防ぎ又は効果的に低減させることができ、耐熱性及び堅牢性も良好な、レーザー光透過性着色樹脂組成物、寸法安定性及び形状安定性に優れ、レーザー溶着に用いた場合に溶着対象部材との間の間隙を防ぎ又は効果的に低減させることができるレーザー光透過性部材、その前記樹脂組成物を用いるレーザー光透過性部材製造方法、及び前記レーザー光透過性部材を用いるレーザー溶着体の製造方法を提供することにある。
【課題を解決するための手段】
【0010】
上記目的を達成する本発明のレーザー光透過性着色樹脂組成物は、
少なくともポリフェニレンサルファイド樹脂と着色剤とを含有するレーザー光透過性着色樹脂組成物であって、前記着色剤は、TG/DTA熱分析において200℃から300℃までの間に吸熱ピークを有するものであり、DSC熱分析における、前記レーザー光透過性着色樹脂組成物の結晶化点TCと、前記着色剤を含有しないこと以外は前記レーザー光透過性着色樹脂組成物と同一であるものの結晶化点TNとの差であるTC−TNが、0℃以上であることを特徴とする。
【0011】
また、本発明のレーザー光透過性部材は、前記レーザー光透過性着色樹脂組成物からなり、DSC熱分析において発熱エネルギーのピークと吸熱エネルギーのピークとを各1つ有するものである。
【0012】
また、本発明のレーザー光透過性部材形成用レーザー光透過性着色樹脂組成物は、前記レーザー光透過性着色樹脂組成物からなるものである。
【0013】
また、本発明のレーザー光透過性部材製造方法は、前記レーザー光透過性着色樹脂組成物を、DSC熱分析において発熱エネルギーのピークと吸熱エネルギーのピークとを各1つ有するように成形することからなる。
【0014】
また、本発明のレーザー溶着用レーザー光透過性部材は、前記レーザー光透過性着色樹脂組成物からなり、DSC熱分析において発熱エネルギーのピークと吸熱エネルギーのピークとを各1つ有するものである。
【0015】
また、本発明のレーザー溶着体の製造方法は、前記レーザー光透過性部材とレーザー光吸収性部材が実質上当接した状態において、レーザー溶着用のレーザー光を、前記レーザー光透過性部材を透過して前記レーザー光吸収性部材が吸収するように照射することにより、前記両部材の当接箇所を溶着させるものである。
この製造方法においては、例えば、1つのレーザー光吸収性部材に対し、複数の方向からそれぞれ本発明のレーザー溶着用レーザー光透過性部材をレーザー溶着させることも可能である。
また、本発明の別のレーザー溶着体の製造方法は、
一方の部材と他方の部材を溶着させて溶着体を製造する方法であって、
前記一方の部材が上記レーザー光透過性部材であり、
前記一方の部材と他方の部材を、レーザー光吸収性薄層を介して実質上当接させた状態において、レーザー溶着用のレーザー光を、前記レーザー光透過性部材を透過して前記レーザー光吸収性薄層が吸収するように照射することにより、レーザー光吸収性薄層を介して前記両部材を溶着させるものである。
この場合のレーザー光吸収性薄層は、前記両部材から独立した部材により形成されるものであってもよく、前記両部材の一方上又は両方上に形成されているものであってもよい。
【発明の効果】
【0016】
本発明のレーザー光透過性着色樹脂組成物は、成形精度に優れ、成形物の外観及び光沢が良好なものとすることができ、成形物であるレーザー光透過性着色部材をレーザー溶着に用いる場合に、溶着対象部材との間の間隙を防ぎ又は効果的に低減させることができ、着色されていることにより、成形物であるレーザー光透過性部材の側からレーザー光吸収性部材とのレーザー溶着部を視認し難く、耐熱性及び堅牢性も良好である。
【0017】
また、本発明のレーザー光透過性部材は、寸法安定性及び形状安定性に優れ、レーザー溶着に用いた場合に、溶着対象部材との間の間隙を防ぎ又は効果的に低減させることができるので、引張り強度の安定な良好な品質のレーザー溶着体を得ることが可能である。本発明のレーザー溶着体の製造方法によれば、本発明のレーザー光透過性部材を用いることにより、溶着対象部材との間の間隙を防ぎ又は効果的に低減させることができるので、溶着強度が安定で、良好な品質のレーザー溶着体を得ることが可能である。簡易なレーザー装置も用いることができる。
【発明を実施するための最良の形態】
【0018】
本発明のレーザー光透過性着色樹脂組成物は、少なくともポリフェニレンサルファイド樹脂(以下の記述における「PPS樹脂」は、ポリフェニレンサルファイド樹脂を意味する。)と着色剤とを含有する。
本発明のレーザー光透過性着色樹脂組成物は、実質上PPS樹脂と着色剤からなるものとすることもできる。
【0019】
本発明の樹脂組成物に用いる着色剤は、TG/DTA熱分析において、200℃から300℃までの間に吸熱ピークを有することが必要である。より特定するならば、30℃から550℃まで昇温させるTG/DTA熱分析において、200℃から300℃までの間にのみ実質的な吸熱ピークを有する着色剤である。
【0020】
この着色剤についてのTG/DTA熱分析においては、Air(空気)で200ml/分の雰囲気下、30℃から550℃まで10℃/分の速度で昇温させるという測定条件を採用することができる。また、TG/DTA測定器としては、セイコーインスツルメンツ社製のSII EXSTAR6000(商品名)を用いることができる。
【0021】
また、本発明の樹脂組成物のDSC熱分析における結晶化点をTC、前記着色剤を含有しないこと以外は前記レーザー光透過性着色樹脂組成物と同一であるもの(樹脂又は樹脂組成物)のDSC熱分析における結晶化点をTNとした場合に、両者の差であるTC−TNが0℃以上であることが必要である。両結晶化点が同一条件での測定であるべきことは言うまでもない。
【0022】
このDSC熱分析においては、30℃から330℃まで10℃/分の速度で昇温させ、その後、330℃から30℃まで10℃/分の速度で降温させるという測定条件を採用することができる。また、DSC測定器としては、セイコーインスツルメンツ社製のSII EXSTAR6000(商品名)を用いることができる。
【0023】
上記樹脂組成物がTC−TNが0℃以上であることを満たすことにより、その樹脂組成物からなる成形物(例えば、射出成形によって得られる成形物)に生じ得る湾曲変形(成形により得ようとする成形物を基準とした場合の、得られた成形物の湾曲変形)を効果的に抑えることができる。そのため、本発明の樹脂組成物からなるレーザー光透過性部材をレーザー光吸収性部材とのレーザー溶着に用いる場合に、両部材間の間隙を防ぎ又は効果的に低減させることができ、両部材からなるレーザー溶着体の溶着品質が安定する。
なお、TC−TNについては、好ましくは30℃≧TC−TN≧5℃、更に好ましくは20℃≧TC−TN≧10℃である。このことにより、成形精度の高いレーザー光透過性部材が得られる。
【0024】
本発明のレーザー光透過性部材は、前記レーザー光透過性着色樹脂組成物からなり、DSC熱分析において、発熱エネルギーのピークと吸熱エネルギーのピークとを各1つ有することが必要である。より特定するならば、30℃から330℃まで昇温させ、その後330℃から30℃まで降温させるDSC熱分析において、発熱エネルギーのピークと吸熱エネルギーのピークとを実質的に各1つのみ有することが必要である。
【0025】
このDSC熱分析においては、30℃から330℃まで10℃/分の速度で昇温させ、その後、330℃から30℃まで10℃/分の速度で降温させるという測定条件を採用することができる。また、DSC測定器としては、セイコーインスツルメンツ社製のSII EXSTAR6000(商品名)を用いることができる。
【0026】
PPS樹脂は、エンジニアリングプラスチックの中でも結晶化速度が比較的遅い。そのため、金型を用いてPPS樹脂を成形する場合、樹脂の結晶化を完全なものとするために、金型温度を高く設定(通常は150℃である)するのが通常である。
【0027】
もしPPS樹脂の成形において金型温度を低く設定すると、金型内の溶融樹脂が急冷されるため、得られる成形物には、結晶化が完全な部分と不完全な部分が存在することになり、成形品中で結晶化度にバラツキが生じる。このような成形物についてDSC測定を行うと、結晶化が不完全であった部分が測定過程において結晶化するので、再結晶化点という発熱エネルギーのピークが現れる。DSC測定における昇温時に、融点(吸熱エネルギーのピーク)に達する前に再結晶化点(発熱エネルギーのピーク)が現れる場合は、そのPPS樹脂成形物の結晶化状態が不安定であり、寸法安定性及び形状安定性が乏しいものと判断することができる。
【0028】
本発明のレーザー光透過性部材は、前記本発明のレーザー光透過性着色樹脂組成物を、DSC熱分析において発熱エネルギーのピークと吸熱エネルギーのピークとを各1つ有するように成形することにより得られる。
【0029】
着色剤を含有しないPPS樹脂を射出成形して得られる成形物は、成形用の金型温度が130℃であっても再結晶化点が認められる。着色剤を含有しないPPS樹脂を射出成形して再結晶化点が存在しない成形物を得るための金型温度の設定は150℃付近が望ましい。しかし、本発明の樹脂組成物は、前記着色剤を含有することにより、130℃の金型温度で射出成形しても再結晶化点が存在しない成形物が得られる。すなわち、金型温度を低く設定して生産コストを低減させつつ、寸法安定性及び形状安定性の良好な着色成形物を得ることができる。
【0030】
本発明のレーザー光透過性部材は、より特定するならば、そり量が0.5mm以下、より好ましくは0.2mm以下である。本明細書中にいう「そり量」とは、縦80mm×横50mm×厚さ1mmの直方体形状のキャビティを備えた金型で成形を行って、成形物を得て、その得られた成形物の表裏両面をそれぞれ水平面上に載置して各角を100gの分銅で押さえた場合に、その対角が前記水平面から浮く高さのうち最大値を言う。
【0031】
本発明のレーザー光透過性部材は、成形精度が優れていて、得られた部材の外観、表面光沢が良好である。この点において本発明のレーザー光透過性部材をより特定するならば、光束60度の測定条件での光沢度が100以上であるものとすることが好ましい。レーザー光透過性部材の光束60度の測定条件での光沢度が100以上である場合、表面平滑度が高いため、レーザー溶着を行う上でレーザー光吸収部材と重ね合わせた際に、両者間に間隙が生じるとしてもその間隙がレーザー溶着に及ぼす影響が少なくなり、溶着品質をより安定化させることができる。
【0032】
上記のTG/DTA熱分析において200℃から300℃までの間に吸熱ピークを有する着色剤としては、レーザー光の波長域(800nm乃至1600nmの波長)に透過性を有する染料を1種又は2種以上(可視光線吸収範囲が重複するものでも重複しないものでもよい)混合して用いることができる。200℃から300℃までの間に吸熱ピークを有する着色剤とPPS樹脂を含有する着色樹脂組成物の場合、PPS樹脂の融点(DSC測定における融点)付近の温度において着色剤が樹脂中に均一に分散する。そのため、そのような着色剤とPPS樹脂を含有する着色樹脂組成物を成形する場合、金型温度が130℃乃至150℃であれば、着色樹脂成形物は比較的均一状をなす。
一方、200℃以下に吸熱ピークを有する着色剤は、着色剤の分解物が様々であることが多い。そのような着色剤とPPS樹脂を含有する着色樹脂組成物の射出成形を行うと、金型温度が150℃であっても、結晶化が部分的に早く進んだり、遅れたりする。そのため、得られた着色樹脂成形物には、結晶化が不完全な部分ができ、DSC測定で再結晶化点が現れる。結晶の大きさも不均一なものとなる。
レーザー溶着に用いる1種又は2種以上の特定波長のレーザー光に対する透過性を有する着色剤であれば、その構造は特に限定がない。具体的には、アゾ系、アゾ含金系、アゾメチン系、アントラキノン系、キナクリドン系、ジオキサジン系、ジケトピロロピロール系、アントラピリドン系、イソインドリノン系、インダンスロン系、ペリノン系、ペリレン系、インジゴ系、チオインジゴ系、キノフタロン系、キノリン系、トリフェニルメタン系の各種有機染顔料が挙げられる。PPS樹脂に対する相溶性において、有機染料が好ましい。
【0033】
2種以上の着色剤を混合した着色剤の例としては、青色、紫色、緑色の各アントラキノン系染料と、黄色および/または赤色の着色剤とを組み合わせることにより、緑色(例えば青色+黄色の組合せ)、紫色(例えば青色+赤色の組合せ)、黒色(例えば、青色+黄色+赤色の組合せ、又は紫色+黄色の組合せ)等の種々の色相を示すものを挙げることができる。工業的な用途において重要な黒色着色剤の例としては、アントラキノン系青色染料と、他の構造の赤色着色剤と黄色着色剤を組み合わせた黒色着色剤、アントラキノン系緑色染料と他の構造の赤色着色剤を組み合わせた黒色着色剤を挙げることができる。これらの例において好ましい赤色着色剤としては、アゾ系赤色染料、ペリノン系赤色染料、アントラピリドン系赤色染料を例示することができる。
このような着色剤の市販品として、オリヱント化学工業社製のレーザー光透過性着色剤 商品名「eBIND LTW−8400C」(”eBIND”及び”LTW”は、それぞれ登録商標である。)等が挙げられる。
【0034】
本発明のレーザー光透過性着色樹脂組成物中の着色剤の含有量は、PPS樹脂に対し、0.01乃至10重量%であることが好ましい。より好ましくは0.03乃至5重量%、更に好ましくは0.05乃至1重量%である。
【0035】
本発明に用いられるレーザー光の光源としては、例えば、固体レーザー(Nd−YAG,YVO4,RUBY)、半導体レーザー、チューナブルレーザー、チタンサファイヤレーザーが挙げられる。好適に使用できるのは、これらのうち、可視光よりも長波長域である800乃至1600nmに発振波長を有するレーザーである。より好ましくは800乃至1100nmに発振波長を有するレーザーである。その他、波長が700nm以上の赤外線を発生するハロゲンランプやキセノンランプを光源として用いてもよい。
【0036】
本発明のレーザー光透過性着色樹脂組成物における波長940nmのレーザー光の透過率であるT着色樹脂と、着色剤を含有しないこと以外は前記レーザー光透過性着色樹脂組成物と同一であるものにおける波長940nmのレーザー光の透過率であるT非着色樹脂との比であるT着色樹脂/T非着色樹脂は、0.5以上であることが好ましい。より好ましくは0.7乃至1.1、更に好ましくは0.8乃至1.1である。
【0037】
PPS樹脂とは、(−φ−S−)[φは置換基を有する又は非置換のフェニレン基]で表わされるチオフェニレン基からなる繰り返し単位を主とする重合体である。この樹脂は、パラジクロルベンゼンと硫化アルカリとを高温、高圧下で反応させて合成したモノマーを重合させることにより得ることができる。この樹脂は、重合助剤を用いた重合工程だけで目的の重合度にさせた直鎖型のものと、低分子の重合体を酸素存在下で熱架橋させた架橋型のものとの二タイプに大まかに分類される。特に直鎖型のものが、レーザー光透過性が優れている点で、本発明に好適である。本発明におけるPPS樹脂としては、ポリマーアロイを用いることができる。その例としては、PPS/ポリオレフィン系アロイ、PPS/ポリアミド系アロイ、PPS/ポリエステル系アロイ、PPS/ポリカーボネイト系アロイ、PPS/ポリフェニレンエーテル系アロイ、PPS/液晶ポリマー系アロイ、PPS/ポリイミド系アロイ、PPS/ポリサルホン系アロイが挙げられる。また、PPS樹脂の溶融粘度は、溶融混練が可能であれば特に制限はないが、通常5乃至2000Pa・sの範囲のものを使用することができ、100乃至600Pa・sの範囲ものもがより好ましい。以上のようなPPS樹脂は電子部品や自動車部品等の用途に適した特性を有している。
【0038】
本発明の着色樹脂組成物は、用途及び目的に応じ、各種の補強材を適量含有するものとすることができる。この補強材としては、通常の合成樹脂の補強に用い得るものを使用することができ、特に限定されない。
【0039】
上記補強材の好ましい例としては、ガラス繊維、炭素繊維、その他の無機繊維、及び有機繊維(アラミド、ナイロン、ポリエステル及び液晶ポリマー等)等を挙げることができる。レーザー光透過性を要求される本発明の着色樹脂組成物の補強にはガラス繊維が好ましい。好適に用いることができるガラス繊維の繊維長は2乃至15mmであり繊維径は1乃至20μmである。ガラス繊維の形態については特に制限はなく、例えばロービング、ミルドファイバー等、何れであってもよい。これらのガラス繊維は、一種類を単独で用いるほか、二種以上を組み合わせて用いることもできる。その含有量は、PPS樹脂100重量部に対し5乃至120重量部とすることが好ましい。5重量部未満の場合、十分なガラス繊維補強効果が得られ難く、120重量部を超えると成形性が低下することとなり易い。また、レーザー溶着での接合を目的とした場合、原理的には樹脂同士が溶融接合するものであるため、ガラス繊維の含有量が少ない方が溶着強度は高くなる。この点を考慮したガラス繊維の含有量として好ましいのは、10乃至60重量部、特に好ましくは20乃至50重量部である。
【0040】
またその他の補強材としては、マイカ、セリサイト、ガラスフレーク等の板状充填材、タルク、カオリン、クレー、ウォラストナイト、ベントナイト、アルミナシリケート等の珪酸塩、アルミナ、酸化珪素、酸化マグネシウム、酸化ジルコニウム、酸化チタン等の金属酸化物、炭酸カルシウム、炭酸マグネシウム、ドロマイト等の炭酸塩、硫酸カルシウム、硫酸バリウム等の硫酸塩、ガラスビーズ、セラミックビ−ズ、窒化ホウ素、炭化珪素等の粒子状充填材等を添加することができる。
【0041】
本発明の着色樹脂組成物は、必要に応じ種々の添加剤を配合することも可能である。このような添加剤としては、例えば助色剤、分散剤、安定剤、可塑剤、改質剤、紫外線吸収剤又は光安定剤、酸化防止剤、帯電防止剤、潤滑剤、離型剤、結晶促進剤、結晶核剤、難燃剤、及び耐衝撃性改良用のエラストマー等が挙げられる。
【0042】
本発明の着色樹脂組成物は、原材料を任意の配合方法で配合することにより得られる。これらの配合成分は、通常、できるだけ均質化させることが好ましい。具体的には例えば、全ての原材料をブレンダー、ニーダー、バンバリーミキサー、ロール、押出機等の混合機で混合して均質化させて、得ることができる。また例えば、一部の原材料を混合機で混合した後、残りの成分を加えて更に混合して均質化させて得ることができる。また例えば、予めドライブレンドされた原材料を、加熱した押出機で溶融混練して均質化した後、針金状に押出し、次いで所望の長さに切断して着色粒状をなす着色ペレットとして得ることもできる。
【0043】
本発明の着色樹脂組成物は、PPS樹脂中に前記着色剤を高濃度に含有するマスターバッチを、更にPPS樹脂を用い希釈することより調製することもできる。マスターバッチを用いることにより、良好に着色剤が分散した着色樹脂組成物が得られる。前記のマスターバッチは任意の方法により得られる。例えば、マスターバッチのベースとなる樹脂の粉末又はペレットと着色剤をタンブラーやスーパーミキサー等の混合機で混合した後、押出機、バッチ式混練機又はロール式混練機等により加熱溶融してペレット化又は粗粒子化することにより得ることができる。また例えば、合成後未だ溶液状態にあるマスターバッチ用樹脂に着色剤を添加した後、溶媒を除いてマスターバッチを得ることもできる。
【0044】
本発明の着色樹脂組成物の成形は、通常行われる種々の手順により行い得る。例えば、本発明の着色樹脂組成物からなる着色樹脂ペレットを用いて、押出機、射出成形機、ロールミル等の加工機により成形することにより行うことができる。また、PPS樹脂のペレット又は粉末、粉砕された着色剤、及び必要に応じ各種の添加物を、適当なミキサー中で混合し、この混合物を、加工機を用いて成形することにより行うこともできる。また例えば、適当な重合触媒を含有するモノマーに着色剤を加え、この混合物を重合により所望のPPS樹脂とし、これを適当な方法で成形することもできる。成形方法としては、例えば射出成形、押出成形、圧縮成形、発泡成形、ブロー成形、真空成形、インジェクションブロー成形、回転成形、カレンダー成形、溶液流延等、一般に行われる何れの成形方法を採用することもできる。このような成形により、種々の形状のレーザー光透過部材を得ることができる。
【0045】
一般的にレーザー溶着方法の長所は、3次元溶着が可能となるため、金型形状の自由度が上がること、振動溶着と異なり溶着面のバリがなくなることによる意匠性の向上、振動や摩耗粉が発生しないこと、電子部品等への適用が容易であること等である。短所としては、レーザー溶着装置に要する先行投資、樹脂材料の成形後のヒケによる溶着部材間の隙間の発生等が挙げられる。特にこの隙間の問題については、レーザー溶着装置を操作して溶着を実行する際の最大の問題点である。そのため、溶着部材の形状に合わせて独自に押さえ冶具を作成し、エアクランプ等により溶着対象を押圧して隙間を解消又は低減させた状態で溶着を行っているのが実情である。
これに対し本発明のレーザー光透過性部材は、成形精度が高くそり量が少ない。そのため、本発明のレーザー光透過性部材を用いたレーザー溶着においては、レーザー光透過性部材とレーザー光吸収性部材の当接箇所における両部材の間隙がそりによって大きくなることが防がれるので、エアクランブ等による隙間低減等の必要性が少なく、比較的簡単な装置でレーザー溶着が行うことができる。前記両部材の間隙としては0乃至0.05mmであることが好ましい。
【0046】
レーザー溶着装置としては、レーザー光照射部が動く走査タイプ、溶着部材が動くマスキングタイプ、多方面から溶着部材に対してレーザー光を同時照射させるタイプ等が挙げられるが、自動車業界が注目している方法は走査タイプであり、現状では、その走査速度として例えば5m/分という数値を生産タクトタイムの基準としている。
【0047】
レーザー溶着は、原理的に、レーザーという光のエネルギーから熱エネルギーへの変換を利用しているため、溶着条件によって溶着性能が著しく左右される。一般に、照射したレーザー光が吸収部材表面上で受ける熱量は次式で算出が可能である。
【0048】
吸収部材の表面熱量(J/mm2)=(レーザー光の出力(W)×レーザー光透過性部材の透過率(%)×1/100)/(レーザー光のスポット径(mm)×レーザー光の走査速度(mm/sec))・・・(I)
【0049】
(I)式よりうかがえるように、レーザー溶着において生産効率を上げるためには、高出力タイプのレーザー溶着装置を用いると共に走査速度を上げることが求められる。ポリアミド樹脂から得られるレーザー光透過性に優れる材料の場合、このような手段による生産効率の向上が図られる。
しかし、PPS樹脂を用いたレーザー溶着においては、樹脂の用途上部品自体の大きさもそれほど大きくないため、必ずしも高出力、高速の溶着条件が望ましいとは言いきれず、むしろ低出力、低速の方が、溶着品質が安定し易く、望ましいという傾向にある。
またPPS樹脂の場合、樹脂自体のレーザー光透過性が高くないため、レーザー光がレーザー光吸収性部材表面に到達するまでにレーザー光透過性部材中で吸収される率が比較的高いため、高出力でレーザー溶着を行うとレーザー光透過性部材の表面で発火する等の不具合が生じ易い。よって、PPS樹脂のレーザー溶着においては、このような不具合に対しては、例えば、レーザー光透過性部材の上にガラス板を置いて、レーザー光透過性部材が発する熱をそのガラス板に吸収させる等の対策を講じることが重要である。
【0050】
一般に、溶着強度を上げるには、レーザー光吸収性部材にある程度の表面熱量を発生させることが必要である。そのためには、対象とするレーザー光吸収性部材及びレーザー光透過性部材の性質に応じてレーザー出力を上げる、走査速度を下げる、スポット径を小さくする等の種々の条件を検討する必要がある。
【0051】
本発明の着色樹脂組成物の成形部材は、波長が700nm以上の赤外線を発生するハロゲンランプを使用しても非接触で溶着することができる。この場合のランプ形状としては、帯状にランプを配したものが多い。照射態様としては、例えば、ランプ照射部が動く走査タイプ、溶着部材が動くマスキングタイプ、多方面から溶着部材に対してランプを同時照射させるタイプ等が挙げられる。また照射は、適宜、赤外線の照射幅、照射時間、照射エネルギー等を調整して行うことができる。
しかし、ハロゲンランプは近赤外域を中心にエネルギー分布を持っているため、そのエネルギー分布の短波長側、すなわち可視領域においてエネルギーが存在することがある。このような場合、部材表面に溶着痕を生じることもあるため、カットフィルター等を用いて可視領域のエネルギーを遮断することもできる。
PPS樹脂の成形物は、電気、電子部品などの小型の物が多いため、その接合には、溶着条件を様々に設定して細かく制御できるレーザー溶着が適している。
【0052】
レーザー溶着には、レーザー光透過性部材として、レーザー溶着に用いる可視光よりも長波長域(800乃至1600nm)のレーザー光を少なくとも15%透過させるものを用いることが望ましい。また、半導体レーザーの808nm、840nm、940nmの
波長、及びYAGレーザーの1064nmの波長のうち1つ又は2つ以上の波長の赤外線透過率が、少なくとも20%であるレーザー光透過性部材を用いることが更に好適である。これより透過率が低い場合、これらの波長のレーザー光が十分に透過できないため、上述のような不具合が発生して溶着品質の低下を招くおそれが生じる。
【0053】
レーザー光吸収性部材は、レーザー光吸収剤兼黒色着色剤として少なくともカーボンブラックを用いたレーザー光吸収性着色樹脂組成物(好ましくは熱可塑性樹脂組成物)からなるものであることが好ましい。この場合のカーボンブラックは、1次粒子径が18乃至30nmのものを用いるのが好ましい。このようなカーボンブラックを用いることにより、レーザー光を高吸収率で吸収する、高分散されたレーザー光吸収部材を得ることができる。
また、レーザー光吸収剤兼黒色着色剤としてカーボンブラックと共にニグロシン染料を用いることができる。ニグロシン染料を用いることにより、レーザー光吸収率を良好に調節できる。ニグロシン染料としてはC.I.ソルベントブラック7に属するニグロシン染料が好ましい。また、レーザー光吸収剤兼黒色着色剤として、カーボンブラックを用いずに他のレーザー光吸収剤(例えば、フタロシアニン系、シアニン系、金属錯体など)を用いた(又は他のレーザー光吸収剤兼着色剤[例えばアニリンブラック]を用いた)レーザー光吸収性着色樹脂組成物によりレーザー光吸収性部材を得ることもできる。
【0054】
また、レーザー光吸収性部材は、カーボンブラック以外の着色剤と、フタロシアニン系、シアニン系、金属錯体等で例示されるレーザー光吸収剤(又は他のレーザー光吸収剤兼着色剤を用いた)とを含有する非黒色のレーザー光吸収性着色樹脂組成物で形成されていてもよい。カーボンブラック以外のレーザー光吸収剤兼着色剤を含有するレーザー光吸収性着色樹脂組成物で形成されていてもよい。
【0055】
レーザー光吸収性部材の作製は、レーザー光透過性部材と同様にしてレーザー光吸収性着色樹脂組成物を成形することにより行うことができる。レーザー光吸収性着色樹脂組成物には、レーザー光透過性部材の作製の際に用い得る前述の各種着色剤、各種染顔料等の有機染顔料や添加剤等を更に含有させることも可能である。レーザー光吸収性部材の作製に用いる材料は、レーザー光透過性部材に用いる材料に比べて、レーザー光透過性という制限がないために幅広く選択できる。レーザー光吸収性着色樹脂組成物における着色剤の使用量は、樹脂(好ましくは熱可塑性樹脂)に対し、例えば0.01乃至10重量%とすることができ、好ましくは0.05乃至5重量%である。
レーザー光吸収性薄層は、例えばレーザー光吸収性部材を薄く形成したもの(例えばフィルム状物)であってもよく、或いは、レーザー溶着の対象となる両部材の一方上又は両方上に形成するものであってもよい。後者の場合、例えば、上記レーザー光吸収性部材に用いる着色剤を含有することによりレーザー光吸収性を有するインキまたは塗料を対象面上に塗布(又は印刷等)して固化させることにより形成することができる。
このようなレーザー光吸収性インキの例としては、レーザー光吸収剤を有機溶剤に溶解または分散したインキを挙げることができる。PPS樹脂に塗布する好ましいインキの組成としては、アルコールまたはグリコール溶剤、その溶剤に溶解するレーザー光吸収剤、前記溶剤に溶解する樹脂で少なくとも構成されるインキが挙げられる。このようなレーザー光吸収性インキは、pH調節剤、粘度調節剤、防腐剤、酸化防止剤、光安定剤などの添加剤を含むことができる。有機溶剤に溶解するレーザー光吸収剤としては、ニグロシンが好ましい。
【0056】
次に、本発明のレーザー光透過性着色樹脂組成物からなるレーザー光透過性部材とレーザー光吸収性組成物からなるレーザー光吸収性部材とのレーザー溶着体、又はレーザー光吸収性薄層を介してレーザー光透過性部材同士を溶着して得られるレーザー溶着体の製造方法について説明する。
【0057】
本発明の製造方法によるレーザー溶着体は、1回のレーザー溶着で得られるものの他、複数回レーザー溶着するものも含まれる。複数回レーザー溶着するものの例としては、レーザー光透過性部材同士の間にレーザー光吸収性部材又はレーザー光吸収性薄層を挟んでレーザー溶着する例を挙げることができる。レーザー光吸収性部材の厚さが十分に薄いレーザー光吸収性薄層を用いた場合、一方のレーザー光透過性部材からのレーザー光の照射で溶着可能(両方のレーザー光透過性部材からそれぞれレーザー光を照射することも可)であるが、比較的厚いレーザー光吸収性部材の場合は、そのレーザー光吸収性部材を挟む両方のレーザー光透過性部材からそれぞれレーザー光を照射(同時でも順次でも可能)してレーザー溶着を行うことが必要である。
【0058】
レーザー溶着体製造工程例1(図1)
(A)本発明のレーザー光透過性着色樹脂組成物を用いたレーザー光透過性部材1を成形する。
(B)PPS樹脂組成物製のレーザー光吸収性部材2と前記レーザー光透過性部材1の溶着対象箇所同士を当接させる。
(C)次に、レーザー光3が前記レーザー光透過性部材1を透過して前記レーザー光吸収性部材2に吸収されるように、そのレーザー光3を適宜調節しながら照射する。照射は、必要箇所を走査させつつ行なう。
(D)照射したレーザー光3が、レーザー光透過性部材1を透過してレーザー光吸収性部材2に到達し、レーザー光吸収剤等の作用によりレーザー光吸収性部材2に吸収されて発熱を起こし、両部材1、2を熱溶融により融合させる。
(E)両部材1、2の融合部位が冷却固化することにより、前記レーザー光透過性部材1とレーザー光吸収性部材2の溶着対象箇所同士が接合する。
【0059】
レーザー溶着体製造工程例2(図2、図3)
(F)本発明のレーザー光透過性着色樹脂組成物を用いたレーザー光透過性部材1を複数個成形する。
(G)前記の複数個のレーザー光透過性部材1の溶着対象箇所同士の間に、レーザー光吸収性薄層4(例えばPPS樹脂組成物製のレーザー光吸収性フィルム)を介在させる。
或いは、前記の複数個のレーザー光透過性部材1の互いに溶着する両面のうち一方(又は両方)に、レーザー光吸収性薄層5を形成する。このレーザー光吸収性薄層5は、例えばレーザー光吸収性を有する樹脂インキを対象面上に塗布(又は印刷等)して固化させることにより形成することができる。
(H)次に、複数方向(一方のレーザー光透過性部材1の側及び他方のレーザー光透過性部材1の側)より、レーザー光3がそれぞれレーザー光透過性部材1を透過して前記レーザー光吸収性薄層4(5)に吸収されるように、各レーザー光3を適宜調節しながら照射する。照射は、必要箇所を走査させつつ行なう。
(I)複数方向より照射した各レーザー光3が、それぞれレーザー光透過性部材1を透過してレーザー光吸収性薄層4(又は5)に到達し、レーザー光吸収剤等の作用によりレーザー光吸収性薄層4(又は5)に吸収されて発熱を起こし、両レーザー光透過性部材1と、レーザー光吸収剤含有層を構成するレーザー光吸収性薄層4(又は5)とを熱溶融により融合させる。なお、一方のレーザー光透過性部材1の側からレーザー光3を照射することによりレーザー光吸収性薄層4(又は5)を発熱させて、両レーザー光透過性部材1とレーザー光吸収剤含有層を構成するレーザー光吸収性薄層4(又は5)とをそれぞれ熱溶融させ、それらを融合させることも可能である。
(J)両レーザー光透過性部材1とレーザー光吸収性部材4(又は5)の融合部位が冷却固化することにより、両レーザー光透過性部材1の溶着対象箇所同士が、レーザー光吸収性部材4(又は5)を介して接合する。
本発明のレーザー溶着体の製造方法においては、レーザー光透過性部材の成形精度が高いため、レーザー光吸収性部材の当接箇所における両部材の間隙が大きくなることが防がれるので、比較的簡単な装置でレーザー溶着を行うことができる。本発明のレーザー溶着体の製造方法における前記両部材の間隙は0乃至0.05mmであることが好ましい。
【0060】
本発明の製造方法により得られるレーザー溶着体は、耐熱性や耐光性等の堅牢性が高く、また耐移行性や耐薬品性等が良好で、而も鮮明な色相を示すものである。
【産業上の利用可能性】
【0061】
本発明のレーザー光透過性着色樹脂組成物、レーザー光透過性部材、及び本発明の製造方法により得られるレーザー溶着体の主な用途として、例えば、OA機器、プリント基板、自動車部品を挙げることができる。より具体的には、例えば内装におけるインストルメントパネル、エンジンルーム内におけるレゾネター(消音器)を挙げることができる。熱可塑性樹脂製部品を接合する際、従来はその表面未処理では接着剤の使用が困難なため、表面に前処理を施す等の工夫が必要であった。それに対し、レーザー溶着は、前処理や樹脂のアロイ化等の面倒な工程の必要がないうえ、接着剤を使用した場合に比べ、強度面やリサイクル面で優れている。
【実施例】
【0062】
次に実施例を挙げて本発明を具体的に説明するが、勿論本発明はこれらのみに限定されるものではない。
(実施例1)
【0063】
eBIND LTW−8400C(オリヱント化学工業社製のPPS樹脂用レーザー光透過性着色剤["eBIND"及び"LTW"は何れも登録商標])をフォートロン1130A6(ポリプラスチックス社製のガラス繊維30重量%含有PPS樹脂[商品名])で25倍に希釈するように両者を計量して混合し、得られた混合物を、射出成形機(東洋機械金属社製 商品名:Si−50)を用いて、縦80mm×横50mm×厚さ1mmの直方体形状のキャビティを備えた金型により、シリンダー温度320℃、金型温度130℃で通常の方法で射出成形したところ、外観及び表面光沢が良好で色むらがない均一な黒色のレーザー光透過性試験片(図4)が得られた。
(実施例2)
【0064】
eBIND LTW−8400Cをフォートロン1130A6で25倍に希釈するように両者を計量して混合し、得られた混合物を、射出成形機(東洋機械金属社製 商品名:Si−50)を用いて、縦80mm×横50mm×厚さ1mmの直方体形状のキャビティを備えた金型により、シリンダー温度320℃、金型温度140℃で通常の方法で射出成形したところ、外観及び表面光沢が良好で色むらがない均一な黒色のレーザー光透過性試験片(図4)が得られた。
(実施例3)
【0065】
eBIND LTW−8400Cをフォートロン1130A6で25倍に希釈するように両者を計量して混合し、得られた混合物を、射出成形機(東洋機械金属社製 商品名:Si−50)を用いて、縦80mm×横50mm×厚さ1mmの直方体形状のキャビティを備えた金型により、シリンダー温度320℃、金型温度150℃で通常の方法で射出成形したところ、外観及び表面光沢が良好で色むらがない均一な黒色のレーザー光透過性試験片(図4)が得られた。
(実施例4)
【0066】
eBIND LTW−8400Cをフォートロン1140A6(ポリプラスチックス社製のガラス繊維40重量%含有PPS樹脂[商品名])で10倍に希釈するように両者を計量して混合し、得られた混合物を、射出成形機(東洋機械金属社製 商品名:Si−50)を用いて、縦80mm×横50mm×厚さ1mmの直方体形状のキャビティを備えた金型により、シリンダー温度320℃、金型温度150℃で通常の方法で射出成形したところ、外観及び表面光沢が良好で色むらがない均一な黒色のレーザー光透過性試験片(図4)が得られた。
(実施例5)
【0067】
eBIND LTW−8400Cをフォートロン1140A6で25倍に希釈するように両者を計量して混合し、得られた混合物を、射出成形機(東洋機械金属社製 商品名:Si−50)を用いて、縦80mm×横50mm×厚さ1mmの直方体形状のキャビティを備えた金型により、シリンダー温度320℃、金型温度150℃で通常の方法で射出成形したところ、外観及び表面光沢が良好で色むらがない均一な黒色のレーザー光透過性試験片(図4)が得られた。
(実施例6)
【0068】
eBIND LTW−8400Cをフォートロン1140A6で50倍に希釈するように両者を計量して混合し、得られた混合物を、射出成形機(東洋機械金属社製 商品名:Si−50)を用いて、縦80mm×横50mm×厚さ1mmの直方体形状のキャビティを備えた金型により、シリンダー温度320℃、金型温度150℃で通常の方法で射出成形したところ、外観及び表面光沢が良好で色むらがない均一な黒色のレーザー光透過性試験片(図4)が得られた。
(実施例7)
【0069】
eBIND LTW−8400CをトレリナA604(東レ社製のガラス繊維40重量%含有PPS樹脂[商品名])で25倍に希釈するように両者を計量して混合し、得られた混合物を、射出成形機(東洋機械金属社製 商品名:Si−50)を用いて、縦80mm×横50mm×厚さ1mmの直方体形状のキャビティを備えた金型により、シリンダー温度320℃、金型温度150℃で通常の方法で射出成形したところ、外観及び表面光沢が良好で色むらがない均一な黒色のレーザー光透過性試験片(図4)が得られた。
(比較例1)
【0070】
C.I.Solvent Violet 13の紫色染料とC.I.Solvent Yellow 114の黄色染料とを配合した混合着色剤(配合重量比5:1)を、フォートロン1130A6に対して0.2重量%添加になるように計量して混合し、得られた混合物を、射出成形機(東洋機械金属社製 商品名:Si−50)を用いて、縦80mm×横50mm×厚さ1mmの直方体形状のキャビティを備えた金型により、シリンダー温度320℃、金型温度120℃で通常の方法で射出成形したところ、外観及び表面光沢が鈍い黒色のレーザー光透過性試験片(図4)が得られた。
(比較例2)
【0071】
C.I.Solvent Violet 13の紫色染料とC.I.Solvent Yellow 114の黄色染料とを配合した混合着色剤(配合重量比5:1)を、フォートロン1140A6に対して0.2重量%添加になるように計量して混合し、得られた混合物を射出成形機(東洋機械金属社製 商品名:Si−50)を用いて、縦80mm×横50mm×厚さ1mmの直方体形状のキャビティを備えた金型により、シリンダー温度320℃、金型温度90℃で通常の方法で射出成形したところ、外観及び表面光沢が鈍い黒色のレーザー光透過性試験片(図4)が得られた。
(比較例3)
【0072】
C.I.Pigment Violet 37の紫色顔料をフォートロン1140A6に対して0.2重量%添加になるように計量して混合し、得られた混合物を、射出成形機(東洋機械金属社製 商品名:Si−50)を用いて、縦80mm×横50mm×厚さ1mmの直方体形状のキャビティを備えた金型により、シリンダー温度320℃、金型温度150℃で通常の方法で射出成形したところ、外観及び表面光沢が鈍い紫色のレーザー光透過性試験片(図4)が得られた。
(比較例4)
【0073】
フォートロン1130A6を、射出成形機(東洋機械金属社製 商品名:Si−50)を用いて、縦80mm×横50mm×厚さ1mmの直方体形状のキャビティを備えた金型により、シリンダー温度320℃、金型温度150℃で通常の方法で射出成形したところ、黄白色系のレーザー光透過性試験片(図4)が得られた。
【0074】
(物性評価)
【0075】
実施例1乃至7及び比較例1乃至4におけるレーザー光透過性着色樹脂組成物及びレーザー光透過性試験片について、下記のように物性評価を行った。その結果を表1及び表2に示す。
(1)DSC測定
【0076】
レーザー光透過性試験片10のAの部位(図4に示すように、ゲート位置Gに対し対角付近)をニッパーで切り取って小片とし、それをDSC測定器(セイコーインスツルメンツ社製 商品番号:SII EXSTAR6000)を用いて、30℃から330℃まで10℃/分の速度で昇温させ、その後、330℃から30℃まで10℃/分の速度で降温させて、再結晶化点、融点及び結晶化点の確認を行った。
実施例3、実施例4、実施例5、実施例6及び比較例2についてのDSC曲線を、それぞれ図7、図8、図9、図10、図11に示す。
(2)TG/DTA測定
【0077】
各実施例及び比較例の着色剤粉体サンプルをTG/DTA測定器(セイコーインスツルメンツ社製 商品名:SII EXSTAR6000)を用い、Air(空気)で200ml/分の雰囲気下、30℃から550℃まで10℃/分の速度で昇温させて測定を行い、200℃から300℃までの間に吸熱ピークを含んでいるか確認を行った。
eBIND LTW−8400CについてのTG/DTA曲線を図12に示す。
(3)光沢度測定
【0078】
光沢度計(スガ試験機社製 商品名:HG−268型)を用いて、角度60度の光束における各レーザー光透過性試験片の光沢度を測定した。
測定値が高いほど光沢度が高いと判断される。
(4)そり量
【0079】
各レーザー光透過性試験片10を図5のように水平面12上に置き、各レーザー光透過性試験片10のゲート位置G付近の角を100gの分銅Wで押さた場合に、その対角が水平面12に対して浮く高さhをノギスにて測定してそり量とした。
(5)レーザー溶着試験
【0080】
各実施例及び比較例において用いたガラス繊維含有樹脂にカーボンブラック0.5部を添加し、各実施例及び比較例と同様にしてレーザー光吸収性試験片14を作製した。
【0081】
次に、図6に示すように、レーザー光透過性試験片10とレーザー光吸収性試験片14を、治具Jを用いて重ね合わせ、その上にガラス板Pを載置した上でエアクランプCにより圧力(0、0.2MPa、0.4MPa)をかけてセットした。ガラス板の上方からダイオード・レーザー溶着機L[波長:940nm 連続的](ファインデバイス社製)により、レーザー光R(出力25W、走査速度5mm/sec、スポット径0.6mm)を図6における奥行き方向に30mmにわたり走査させながら照射した。
(6)引張強度試験
【0082】
(5)で得られた溶着体に対し、JISK7113−1995に準じ、引張試験機(島津製作所社製 商品名:AG−50kNE)にて、溶着体の長手方向(溶着部を引離す方向)に試験速度10mm/minで引張試験を行って、引張溶着強度を測定した。
【0083】
【表1】
【0084】
表1中、*1は、C.I.Solvent Violet 13とC.I.Solvent Yellow 114の混合着色剤(配合重量比5:1)を示す。
【0085】
【表2】
【0086】
表2に示されるように、レーザー光透過性試験片のそり量が0.5mm以下である場合、クランプ圧を0とし、載荷圧をガラス板Pの自重によるもののみとしても、レーザー光吸収性試験片との間で実用的に十分な溶着強度を確保することができた。これに対しレーザー光透過性試験片のそり量が0.5mmを超える場合には、クランプ圧を調整しても、レーザー光吸収性試験片との間の間隙によって、十分な溶着強度が得られなかった。
【図面の簡単な説明】
【0087】
【図1】レーザー溶着体製造工程例1を示す斜視図である。
【図2】レーザー溶着体製造工程例2を示す斜視図である。
【図3】レーザー溶着体製造工程例2を示す斜視図である。
【図4】レーザー光透過性試験片の斜視図である。
【図5】そり量測定を示す斜視図である。
【図6】レーザー溶着試験を示す模式断面図である。
【図7】実施例3についてのDSC曲線である。
【図8】実施例4についてのDSC曲線である。
【図9】実施例5についてのDSC曲線である。
【図10】実施例6についてのDSC曲線である。
【図11】比較例2についてのDSC曲線である。
【図12】eBIND LTW−8400CについてのTG/DTA曲線である。
【符号の説明】
【0088】
10 レーザー光透過性試験片
12 水平面
14 レーザー光吸収性試験片
C エアクランプ
G ゲート位置
J 治具
L ダイオード・レーザー溶着機
P ガラス板
R レーザー光
W 分銅
h 高さ
【特許請求の範囲】
【請求項1】
少なくともポリフェニレンサルファイド樹脂と着色剤とを含有するレーザー光透過性着色樹脂組成物であって、前記着色剤は、TG/DTA熱分析において200℃から300℃までの間に吸熱ピークを有するものであり、DSC熱分析における、前記レーザー光透過性着色樹脂組成物の結晶化点TCと、前記着色剤を含有しないこと以外は前記レーザー光透過性着色樹脂組成物と同一であるものの結晶化点TNとの差であるTC−TNが、0℃以上であることを特徴とするレーザー光透過性着色樹脂組成物。
【請求項2】
上記TC−TNが、5℃以上30℃以下である請求項1記載のレーザー光透過性着色樹脂組成物。
【請求項3】
請求項1又は2記載のレーザー光透過性着色樹脂組成物からなり、DSC熱分析において発熱エネルギーのピークと吸熱エネルギーのピークとを各1つ有するレーザー光透過性部材。
【請求項4】
光束60度の測定条件での光沢度が100以上である請求項3記載のレーザー光透過性部材。
【請求項5】
そり量が0.5mm以下である請求項3又は4記載のレーザー光透過性部材。
【請求項6】
請求項1又は2記載のレーザー光透過性着色樹脂組成物からなるレーザー光透過性部材形成用レーザー光透過性着色樹脂組成物。
【請求項7】
請求項1又は2記載のレーザー光透過性着色樹脂組成物を、DSC熱分析において発熱エネルギーのピークと吸熱エネルギーのピークとを各1つ有するように成形することからなるレーザー光透過性部材製造方法。
【請求項8】
請求項1又は2記載のレーザー光透過性着色樹脂組成物からなり、DSC熱分析において発熱エネルギーのピークと吸熱エネルギーのピークとを各1つ有するレーザー溶着用レーザー光透過性部材。
【請求項9】
請求項3、4又は5記載のレーザー光透過性部材とレーザー光吸収性部材が実質上当接した状態において、レーザー溶着用のレーザー光を、前記レーザー光透過性部材を透過して前記レーザー光吸収性部材が吸収するように照射することにより、前記両部材の当接箇所を溶着させるレーザー溶着体の製造方法。
【請求項10】
上記レーザー光透過性部材とレーザー光吸収性部材の当接箇所における両部材の間隙が0乃至0.05mmである請求項9記載のレーザー溶着体の製造方法。
【請求項11】
一方の部材と他方の部材を溶着させて溶着体を製造する方法であって、
前記一方の部材が請求項3、4又は5記載のレーザー光透過性部材であり、
前記一方の部材と他方の部材を、レーザー光吸収性薄層を介して実質上当接させた状態において、レーザー溶着用のレーザー光を、前記レーザー光透過性部材を透過して前記レーザー光吸収性薄層が吸収するように照射することにより、レーザー光吸収性薄層を介して前記両部材を溶着させるレーザー溶着体の製造方法。
【請求項1】
少なくともポリフェニレンサルファイド樹脂と着色剤とを含有するレーザー光透過性着色樹脂組成物であって、前記着色剤は、TG/DTA熱分析において200℃から300℃までの間に吸熱ピークを有するものであり、DSC熱分析における、前記レーザー光透過性着色樹脂組成物の結晶化点TCと、前記着色剤を含有しないこと以外は前記レーザー光透過性着色樹脂組成物と同一であるものの結晶化点TNとの差であるTC−TNが、0℃以上であることを特徴とするレーザー光透過性着色樹脂組成物。
【請求項2】
上記TC−TNが、5℃以上30℃以下である請求項1記載のレーザー光透過性着色樹脂組成物。
【請求項3】
請求項1又は2記載のレーザー光透過性着色樹脂組成物からなり、DSC熱分析において発熱エネルギーのピークと吸熱エネルギーのピークとを各1つ有するレーザー光透過性部材。
【請求項4】
光束60度の測定条件での光沢度が100以上である請求項3記載のレーザー光透過性部材。
【請求項5】
そり量が0.5mm以下である請求項3又は4記載のレーザー光透過性部材。
【請求項6】
請求項1又は2記載のレーザー光透過性着色樹脂組成物からなるレーザー光透過性部材形成用レーザー光透過性着色樹脂組成物。
【請求項7】
請求項1又は2記載のレーザー光透過性着色樹脂組成物を、DSC熱分析において発熱エネルギーのピークと吸熱エネルギーのピークとを各1つ有するように成形することからなるレーザー光透過性部材製造方法。
【請求項8】
請求項1又は2記載のレーザー光透過性着色樹脂組成物からなり、DSC熱分析において発熱エネルギーのピークと吸熱エネルギーのピークとを各1つ有するレーザー溶着用レーザー光透過性部材。
【請求項9】
請求項3、4又は5記載のレーザー光透過性部材とレーザー光吸収性部材が実質上当接した状態において、レーザー溶着用のレーザー光を、前記レーザー光透過性部材を透過して前記レーザー光吸収性部材が吸収するように照射することにより、前記両部材の当接箇所を溶着させるレーザー溶着体の製造方法。
【請求項10】
上記レーザー光透過性部材とレーザー光吸収性部材の当接箇所における両部材の間隙が0乃至0.05mmである請求項9記載のレーザー溶着体の製造方法。
【請求項11】
一方の部材と他方の部材を溶着させて溶着体を製造する方法であって、
前記一方の部材が請求項3、4又は5記載のレーザー光透過性部材であり、
前記一方の部材と他方の部材を、レーザー光吸収性薄層を介して実質上当接させた状態において、レーザー溶着用のレーザー光を、前記レーザー光透過性部材を透過して前記レーザー光吸収性薄層が吸収するように照射することにより、レーザー光吸収性薄層を介して前記両部材を溶着させるレーザー溶着体の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2008−31393(P2008−31393A)
【公開日】平成20年2月14日(2008.2.14)
【国際特許分類】
【出願番号】特願2006−216960(P2006−216960)
【出願日】平成18年8月9日(2006.8.9)
【出願人】(000103895)オリヱント化学工業株式会社 (59)
【Fターム(参考)】
【公開日】平成20年2月14日(2008.2.14)
【国際特許分類】
【出願日】平成18年8月9日(2006.8.9)
【出願人】(000103895)オリヱント化学工業株式会社 (59)
【Fターム(参考)】
[ Back to top ]