
レーザー切断性および一次防錆性に優れた塗装鋼材およびそれに用いられる塗料
【課題】レーザーで切断した場合にレーザー切断性が高く、かつ防錆性にも優れた、プライマーが塗布された塗装鋼材およびそれに用いられる塗料を提供すること。
【解決手段】鋼材本体の表面に、チタニアおよび亜鉛粉末およびアルミニウム粉末を含有するプライマーが塗布されることにより、レーザー切断性および一次防錆性に優れた塗装鋼材が得られる。プライマーは、チタニア粉末の塗布量が4.5〜26g/m2であり、亜鉛粉末の塗布量が9〜30g/m2であり、アルミニウム粉末の塗布量が0.1〜10g/m2であることが好ましい。
【解決手段】鋼材本体の表面に、チタニアおよび亜鉛粉末およびアルミニウム粉末を含有するプライマーが塗布されることにより、レーザー切断性および一次防錆性に優れた塗装鋼材が得られる。プライマーは、チタニア粉末の塗布量が4.5〜26g/m2であり、亜鉛粉末の塗布量が9〜30g/m2であり、アルミニウム粉末の塗布量が0.1〜10g/m2であることが好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、優れたレーザー切断性および一次防錆性を兼備した塗装鋼材およびそれに用いられる塗料に関する。
【背景技術】
【0002】
造船、建機などのファブリケーターでは、寸法精度が高く(±0.5mm)、部材への熱影響が少なく、さらには無人化レベルの自動化が比較的容易である等の利点から厚鋼板の切断方法としてレーザー切断の採用が増加している。しかし、レーザー切断には、プラズマ切断と比較すると切断速度が遅い、ガス切断に比べて切断可能板厚が限定されるといった問題点があった。
【0003】
さらには、ファブリケーターで行われる一次防錆処理としてのプライマーにより、レーザー切断速度と切断できる板厚の上限が低下するという問題がある。このメカニズムについては明確になっておらず、各々のファブリケーターで経験的に得られた手法をもとに対処しているのが現状である。その一つに、ファブリケーターで先行焼と称する前処理があり、切断部の塗膜への低出力レーザーの事前照射を実施している。この前処理によりレーザー切断性が向上するが、実切断線に沿って2度のレーザー照射を必要とするため、工程的にも、投入エネルギー的にもロスが大きい。このため、経済的な損失も大きい。
【0004】
これまでに、レーザー切断性に優れた鋼材の前処理方法として、特許文献1が知られている。この文献では、防錆剤として添加されている塗膜中のZn量を制限することで、レーザー切断性の向上を図っているが、Zn量を制限することによる防錆性の低下を補う方法については記載されていない。
【0005】
特許文献2には、耐熱・防食塗料としてZn65〜85wt%、Al3〜15wt%の混合粉末による高耐食性塗料について述べられているが、実施例では、塗装する際の膜厚を、高耐食性を確保するために75μmに設定しており、塗膜に含まれる(Zn+Al)量が多くなるためレーザー切断性は低いと考えられる。
【0006】
特許文献3には、Zn−Al−Mgの合金粉末による高耐食性塗料について述べられているが、ZnとAlとMgとを合金粉末化するため、単体のZn粉末、Al粉末を使用する場合と比較して塗料製造コストが上昇する。また、実施例では、塗装する際の膜厚を、高耐食性を確保するために60μmに設定しており、塗膜に含まれる(Zn+Al)量が多くなるため、レーザー切断性は低いと考えられる。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平10−226846号公報
【特許文献2】特開昭59−221361号公報
【特許文献3】特開2001−164194号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
特許文献1に開示された発明は、塗膜中のZn量の低下に伴う防錆性の低下については何ら対策されておらず、Zn量を制限することで防錆性が著しく低下するおそれがある。また、特許文献2および特許文献3に開示された発明では、レーザー切断性については考慮されておらず、かつ塗膜の厚さから推定できる塗膜に含まれる(Zn+Al)量は多量でレーザー切断性が劣ると考えられる。
【0009】
本発明はかかる事情に鑑みてなされたものであって、レーザーで切断した場合にレーザー切断性が高く、かつ防錆性にも優れた、プライマーが塗布された塗装鋼材およびそれに用いられる塗料を提供することを目的とする。
【課題を解決するための手段】
【0010】
上記課題を解決するため、本発明では、鋼材本体の表面に、金属酸化物粉末および亜鉛粉末およびアルミニウム粉末および/または、Mo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素を単独物質としてあるいは化合物として含有するプライマーが塗布されてなることを特徴とするレーザー切断性および一次防錆性に優れた塗装鋼材を提供する。
【0011】
この場合に、前記プライマーに含まれる金属酸化物粉末がチタニア粉末であり、チタニア粉末の塗布量が4.5g/m2≦チタニア粉末≦26g/m2であることが好ましい。また、前記プライマーに含まれる亜鉛粉末の塗布量が9g/m2≦亜鉛粉末≦30g/m2であることが好ましい。さらに、前記プライマーにアルミニウム粉末および/またはMo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素を単独物質としてあるいは化合物として含有させるが、アルミニウム粉末のみ含有させる場合は、アルミニウム粉末の塗布量が0.1g/m2≦アルミニウム粉末≦10g/m2であることが好ましい。また、アルミニウム粉末を含有させないで、Mo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素を単独物質としてあるいは化合物として含有させる場合は、その合計塗布量が、元素換算で0.2〜20g/m2であることが好ましい。アルミニウム粉末と、さらにMo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素を単独物質としてあるいは化合物として含有させる場合は、アルミニウム粉末の塗布量が0.1g/m2≦アルミニウム粉末≦5g/m2であり、Mo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素の単独物質としてあるいは化合物としての合計塗布量が、元素換算で0.05〜5g/m2であることが好ましい。
【0012】
また、本発明では、乾燥塗膜が、金属酸化物粉末および亜鉛粉末およびアルミニウム粉末および/またはMo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素を単独物質としてあるいは化合物として含有することを特徴とする塗装鋼材用塗料を提供する。
【0013】
この場合に、前記乾燥塗膜に含まれる金属酸化物粉末がチタニア粉末であり、チタニア粉末が、4.5g/m2≦チタニア粉末≦26g/m2となることが好ましい。また、前記乾燥塗膜に含まれる亜鉛粉末が、9g/m2≦亜鉛粉末≦30g/m2となることが好ましい。さらに、前記乾燥塗膜にアルミニウム粉末および/またはMo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素を単独物質としてあるいは化合物として含有させるが、アルミニウム粉末のみ含有させる場合は、アルミニウム粉末の塗布量が0.1g/m2≦アルミニウム粉末≦10g/m2となることが好ましい。また、アルミニウム粉末を含有させないで、Mo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素を単独物質としてあるいは化合物として含有させる場合は、その合計塗布量が、元素換算で0.2〜20g/m2となることが好ましい。アルミニウム粉末を含有させ、さらにMo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素を単独物質としてあるいは化合物として含有させる場合は、アルミニウム粉末の塗布量が0.1g/m2≦アルミニウム粉末≦5g/m2となり、Mo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素の単独物質としてあるいは化合物としての合計塗布量が、元素換算で0.05〜5g/m2となることが好ましい。
【発明の効果】
【0014】
本発明によれば、乾燥塗膜がレーザー吸収性の高い金属酸化物粉末および亜鉛粉末およびアルミニウム粉末および/または,Mo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素を単独物質としてあるいは化合物として含有する塗料をプライマーとして鋼材に塗布したので、優れたレーザー切断性と防錆性とを兼備した塗装鋼材を得ることができる。
【図面の簡単な説明】
【0015】
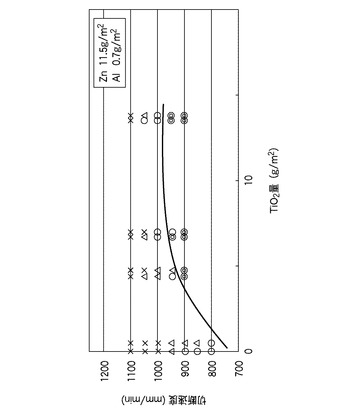
【図1】プライマー中のチタニア濃度と切断面が良好となる切断速度との関係を示すグラフ。
【発明を実施するための形態】
【0016】
以下、本発明について具体的に説明する。
【0017】
一般に、ショットブラストした鋼材の表面にジンク(Zn)リッチプライマーが塗布された鋼材をレーザー切断した場合には、切断速度の低下が生じることが知られている。この際のレーザー切断速度低下のメカニズムは必ずしも明確になっているわけではないが、本発明者らは、一次防錆処理として行われるプライマー塗装により、(1)一次防錆処理剤によるレーザー吸収率の低下、(2)切断時の加熱による一次防錆処理剤中のバインダー樹脂や亜鉛粉末の分解や蒸発によるレーザー光の散乱・吸収、(3)発生したガスによるアシストガス(酸素)の分圧の低下等がレーザー切断速度低下の要因であると推定した。
【0018】
本発明者らは、このような推定結果を基に検討した結果、(1)についてはプライマー中にレーザー吸収性の高い金属酸化物粉末を添加してレーザーの吸収率を高めることによりレーザー切断性が良好になることに想到した。また、チタニア粉末などの添加により、切断時に発生する溶融スラグの粘性が低下し、切断溝内から溶融スラグが効率的に排出されることにより、切断面の美麗さの向上や切断部裏面に付着するドロスの発生を抑止させることができることも知見した。
【0019】
レーザー切断のプロセス初期においては、レーザー光を切断部に集光することにより、その光エネルギーが吸収されて、切断部の温度が局所的に上昇し溶融するが、このとき、チタニア粉末などのレーザー吸収性が高い金属酸化物粉末が含まれる塗膜で切断部を覆うと、光エネルギーが効率的に塗膜に吸収されるので、レーザー切断効率を上昇させることができる。
【0020】
一方、上記(2)、(3)を解決するために亜鉛(Zn)粉末の添加量を少なくすると、一次防錆性が低下するが、アルミニウム(Al)粉末および/またはMo,W,Ni,Cu,Cr,P,Mg,V,Coの元素を単独物質としてあるいは化合物として添加することにより、(2)、(3)の問題を引き起こさずに一次防錆性を確保できることに想到した。
【0021】
この場合に、塗膜にチタニア粉末などのレーザー吸収性が高い金属酸化物粉末を含有させているので、亜鉛粉末に加えて、アルミニウム粉末、Mo,W,Ni,Cu,Cr,P,Mg,V,Coの元素を単独物質としてあるいは化合物としてさらに添加しても、レーザー切断の初期においてチタニア粉末によってレーザー光の光エネルギーを効率的に吸収することができ、レーザー切断性に優れる特性は維持される。
【0022】
このような検討結果に基づいて、本発明では、鋼材本体の表面に、金属酸化物粉末および亜鉛粉末およびアルミニウム粉末および/または、Mo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素を単独物質としてあるいは化合物として含有するプライマーを塗布するのである。
【0023】
好ましい金属酸化物粉末について検討した結果、チタニア(TiO2)粉末のレーザー吸収性および切断溝内から溶融スラグを効率的に排出する効果が特に高く、これをプライマーに添加することにより、レーザー切断性が格段に向上することが見出された。また、このような効果を有効に発揮させるためには、チタニア粉末の塗布量を4.5〜26g/m2の範囲とすることが好ましい。チタニア粉末の塗布量が4.5g/m2未満ではレーザー切断性の向上効果が小さく、逆に26g/m2を超えると均一な塗膜の形成が阻害され、防錆性向上を妨げるおそれがある。チタニア粉末の塗布量のさらに好ましい範囲は、4.5〜15g/m2である。
【0024】
また、レーザー切断性を確保する観点からは、亜鉛粉末の塗布量を9〜30g/m2とすることが好ましい。亜鉛粉末の塗布量が9g/m2未満では、アルミニウム粉末および/または、Mo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素を単独物質としてあるいは化合物として添加した場合でも防錆性向上効果が小さく、逆に30g/m2を超えるとチタニア粉末を添加してもレーザー切断性の向上効果が小さい。亜鉛粉末の塗布量のさらに好ましい範囲は、16〜23g/m2である。
【0025】
上述のようにチタニア粉末等のレーザー吸収性の高い金属酸化物粉末を添加して、一次防錆剤である亜鉛粉末を極力少なくしたほうが、レーザー切断性は向上するが、防錆性は劣ったものとなる。このため、アルミニウム粉末および/または、Mo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素を単独物質としてあるいは化合物として添加し、上記(2)や(3)の問題を低減しつつ防錆性を向上させることが好ましい。アルミニウム粉末を単独で添加する場合、アルミニウム粉末が0.1g/m2未満ではその効果が小さく、逆に10g/m2を超えると均一な塗膜の形成が阻害され、かえって防錆性を低下させるおそれがある。このため、アルミニウム粉末を単独で添加する場合のアルミニウム粉末の塗布量を0.1〜10g/m2の範囲とすることが好ましい。さらに好ましい範囲は、0.5〜2.3g/m2である。
【0026】
アルミニウム粉末に替えて、材料コスト等の観点から、Mo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素を単独物質としてあるいはその化合物を添加する場合において、その合計塗布量が、元素換算で0.2g/m2未満では、防錆性向上効果が小さく、20g/m2を超えると均一な塗膜の形成が阻害され、防錆性を低下させるおそれがある。このため、アルミニウム粉末に替えて、Mo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素を単独物質としてあるいはその化合物を添加する場合において、それらの合計塗布量の好ましい範囲は0.2〜20g/m2であり、さらに好ましい範囲は、元素換算で0.6〜10g/m2である。
【0027】
アルミニウム粉末を含有させ、さらにMo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素を単独物質としてあるいは化合物として含有させる場合は、アルミニウム粉末の塗布量は0.1〜5g/m2でよく、Mo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素の単独物質としてあるいは化合物としての合計塗布量は、元素換算で0.05〜5g/m2でよい。さらに好ましい範囲は、アルミニウム塗布量が0.5〜1.5g/m2であり、Mo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素の単独物質としてあるいは化合物としての合計塗布量は元素換算で0.6〜3.0g/m2である。
【0028】
特に好適な例は、プライマー(塗膜)が、アルキルシリケート系の樹脂をバインダーとし、その中のチタニア粉末の塗布量が4.5〜26g/m2、亜鉛粉末の塗布量が9〜30g/m2であり、アルミニウム粉末を単独で添加する場合、アルミニウム粉末の塗布量が0.1〜10g/m2、アルミニウム粉末に替えて、Mo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素を単独物質としてあるいは化合物として添加する場合、その合計塗布量が、元素換算で0.2〜20g/m2、アルミニウム粉末を含有させ、さらにMo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素を単独物質としてあるいは化合物として含有させる場合は、アルミニウム粉末の塗布量は0.1〜5g/m2であり、Mo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素の単独物質としてあるいは化合物としての合計塗布量が、元素換算で0.05〜5g/m2の全てを満たすことである。これにより、レーザー切断性の低下抑制効果が極めて高く、かつ一次防錆性も極めて良好に保つことができる。一層好適な例としては,チタニア粉末の塗布量、亜鉛粉末の塗布量が、それぞれ上記さらに好ましい範囲である4.5〜15g/m2、16〜23g/m2であり、アルミニウム粉末を単独で添加する場合、アルミニウム粉末の塗布量の上記さらに好ましい範囲である0.5〜2.3g/m2、アルミニウム粉末に代えて、Mo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素を単独物質としてあるいは化合物として添加する場合、その合計塗布量の上記さらに好ましい範囲である元素換算で0.6〜10g/m2、アルミニウム粉末を含有させ、さらにMo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素を単独物質としてあるいは化合物として含有させる場合は、アルミニウム粉末の塗布量が上記さらに好ましい範囲である0.5〜1.5g/m2、Mo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素の単独物質としてあるいは化合物としての合計塗布量が上記さらに好ましい範囲である元素換算で0.6〜3.0g/m2を満たすことである。
【0029】
以上のように、チタニア粉末などのレーザー吸収性が高い金属酸化物粉末を含む本発明の塗膜(プライマー)は、亜鉛粉末の塗膜や亜鉛粉末にアルミニウム粉末が添加された従来の塗膜とは、レーザー切断のプロセスにおいてレーザー光の光エネルギーを効率的に吸収し、溶融スラグの排出を容易にするという機能が付加されている点において、本質的に異なる塗膜であるといえる。
【0030】
チタニア粉末、亜鉛粉末、アルミニウム粉末としては、アトマイズ法や機械的粉砕法などによって加工されたものを用いることができ、平均粒径が15μm以下に制御されたものが望ましい。これら粉末は、必要に応じて、塗料中での分散性を高めるためのAl、Zr、ポリオールなどによる表面処理をしてもよい。これら粉末とバインダー樹脂以外の塗料添加剤としては、着色顔料、分散剤、湿潤剤、消泡剤、沈殿防止剤、増粘剤などを必要に応じて適宜添加してもよい。
【0031】
金属酸化物粉末としては、使用するレーザーに対して吸収性が十分に高いものであればチタニアに限定されるものではなく、例えばジルコニア(ZrO2)粉末をプライマー中に添加することにより、チタニア粉末と同等の効果を得ることができる。つまり、ジルコニア粉末もチタニア粉末と同様、レーザー切断に一般的に用いられるCO2レーザー(波長λ=10.6μm)の吸収性が高いため、レーザー切断性向上効果が高い。しかし、入手の容易性やコスト面を考慮すると、チタニアが好ましい。
【0032】
本発明の塗装鋼材の下地の鋼材は、特に限定されるものではないが、板厚25mm程度までの鋼板に一般的に用いられる。
【0033】
上述のような塗装鋼材に用いられる塗料の調合方法およびこの塗料の鋼材への塗装方法の例を以下に説明する。
【0034】
まず、JIS K 5552に定める塗料液中に、レーザー吸収性が高い金属粉末および亜鉛粉末およびアルミニウム粉末および/またはMo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素を単独物質としてあるいは化合物として投入し、シェーカーマシンなどにより十分に混合・撹拌し、塗料を調合する。次に、調合した塗料を、例えばエアスプレー式塗装装置により、鋼板に、乾燥後の塗膜の重量が所望の重量となるようにスプレーの吐出量とスプレー速度を調整してスプレーすることにより、塗装鋼材が得られる。
【0035】
なお、鋼板への塗装に際しては、実際に塗装する環境、例えば室温に応じてシンナーにより塗料の粘度を調整して使用することが考えられる。シンナーにより塗料の粘度を調整する場合にも、乾燥後の塗膜の重量が上記の所望の重量になるようにスプレー条件を調整することにより上記の所望の重量を有する塗膜を形成することができる。
【実施例】
【0036】
JIS K 5552(2002)ジンクリッチプライマーに相当する市販のジンクリッチプライマー(塗料液とZn粉末)を使用し、チタニア粉末が4.5〜26g/m2、亜鉛粉末が9〜30g/m2、一次防錆性向上のためにアルミニウム粉末を単独で添加する場合、アルミニウム粉末の塗布量が0.1〜10g/m2、アルミニウム粉末に代えて、Mo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素を単独物質としてあるいは化合物として添加する場合、その合計塗布量が、元素換算で0.2〜20g/m2、アルミニウム粉末を含有させ、さらにMo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素を単独物質としてあるいは化合物として含有させる場合は、アルミニウム粉末の塗布量は0.1〜5g/m2、Mo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素の単独物質としてあるいは化合物としての合計塗布量が、元素換算で0.05〜5g/m2となるように、これらをアルキルシリケート系のバインダー樹脂とシンナーからなる塗料液と混合し、鋼材表面にスプレー塗装した。塗料液の乾燥樹脂分は、5.2g/m2である。比較のために、同様のバインダー樹脂に亜鉛のみ添加したもの、亜鉛とアルミニウム添加したものについても、同様に鋼材表面にスプレー塗装を行った。表1に、各塗装鋼材(発明例1〜26および比較例1〜3)に塗布する塗料に含有される物質の調合量および塗装鋼材の塗装重量を示す。また、表2に、塗膜中の各成分の塗布量を示す。
【0037】
この際の塗料の調合および塗装は、上述した方法に基づいて行った。例えば、表1に示す発明例9の場合には、まず、上述のようにJISに定める市販のジンクリッチプライマー塗料の塗料液(アルキルシリケート系のバインダー樹脂とシンナーを含む塗料液)900g中に、チタニア粉末を620g、亜鉛粉末を1050g、アルミニウム粉末を32g投入し、シェーカーマシンにより十分に混合・攪拌し、塗料を調合した。次に、調合した塗料を、エアスプレー式塗装装置により、200mm×100mmの面積の鋼板に対して乾燥後の塗装重量が0.86gとなるようにスプレーの吐出量とスプレー速度を調整して、スプレーすることにより、表2に示す塗布量の塗膜を有する発明例9を得た。なお、各塗装鋼材の塗膜の膜厚は、塗装方法や鋼板の表面のブラスト状態の影響を受けるものの、ほぼ5〜30μmの範囲にあった。
【0038】
下地の鋼材としては、溶接構造用圧延鋼材のSM490A級であり、200mm×100mm×厚さ12mmの寸法を有し、表面にショットブラスト処理を施したものを用いた。
【0039】
また、以上のような塗装鋼材についてレーザー切断により切断性試験を行った。レーザー切断は、三菱電機株式会社製炭酸ガスレーザー装置を用いて、出力2.1kWでアシストガスとして酸素を0.1MPaにて噴射した。また、切断速度は、1000mm/minで評価した。防錆性はJIS K 5552(2002)ジンクリッチプライマーに準拠して塩水噴霧試験で評価した。
【0040】
表2に、本発明例と比較例についてレーザー切断速度1000mm/minで切断したときのレーザー切断面性状と耐塩水噴霧の評価結果を示す。表2において、切断面性状の評価は、◎は最も良好な切断面であり、ドロスの発生が皆無または極微量で切断面が整っている状態を示し、○はほぼ良好な切断面であり、一部でドロスが発生したが切断面が整っている状態を示し、△は切断線の総延長の50%以上にドロスが発生したが完全に切断できていた状態を示し、×は切断線のほぼ全面にドロスが発生し、一部が切断不能であった状態を示している。なお、ドロスとは、切断時にレーザー照射面と反対側の表面の切断線に沿って発生するガスを内包した溶融金属が冷えて固化した付着物のことである。また、塩水噴霧試験による防錆性の評価は、JIS K 5552(2002)に定める塩水噴霧試験により赤さびが発生するまでの日数で評価した。これらの評価結果を表2に併記する。
【0041】
本発明例1〜26は、本発明に従って鋼板表面に塗装したプライマー中にチタニア粉末、亜鉛粉末を含み、さらにアルミニウム粉末および/またはMo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素を単独物質としてあるいは化合物として添加したものであるが、レーザー切断面性状は◎か○であり、塩水噴霧赤錆発生日数は14日以上であった。
【0042】
これに対して、比較例1〜3は本発明の範囲から外れるものである。その中で、比較例1は、塗膜中に亜鉛粉末のみが含まれ、その量が46g/m2と多いため、レーザー切断性に劣っていた。また、比較例2は、同じく塗膜中に亜鉛粉末のみが含まれる場合であるが、その量が23g/m2と少ないため、防錆性に劣っていた。さらに、比較例3は、塗膜中に亜鉛粉末が11.5g/m2およびアルミニウム粉末が0.7g/m2含まれ、チタニアが含まれていない場合であるが、チタニアが含まれていないため、レーザー切断性向上効果が得られなかった。なお、この比較例3の塗膜中にさらにチタニア粉末を6.8g/m2加えた塗膜が発明例8に相当するが、表2から明らかなようにレーザー吸収性が高く、溶融スラグを排出する効果を高めるチタニアの効果により塗膜が改質され、レーザー切断性が向上した。
【0043】
【表1】

【0044】
【表2】
【0045】
次に、亜鉛粉末添加量を11.5g/m2、アルミニウム粉末添加量を0.7g/m2に固定し、チタニア粉末の添加量を0、4.5、6.8、14g/m2と変化させた塗膜を有する鋼板を、切断速度900、950、1000、1050、1100mm/minの各切断速度で各2回切断したときの切断面を評価した。切断面性状の評価は、上記の場合と同様である。その結果を図1に示す。なお、チタニアを添加していない場合に、1050、1100mm/minでの切断評価が×となったため、800、850mm/minを追加して評価した。図1に示すように、チタニア量が増加するほど切断面の評価が良好になる切断速度が上昇していくことがわかる。このことから、プライマーへのチタニア添加がレーザー切断性向上に有効であることが確認された。
【産業上の利用可能性】
【0046】
本発明のレーザー切断性と一次防錆性に優れた塗装鋼材は、造船、建築等に使用される鋼板に広く適用することができる。
【技術分野】
【0001】
本発明は、優れたレーザー切断性および一次防錆性を兼備した塗装鋼材およびそれに用いられる塗料に関する。
【背景技術】
【0002】
造船、建機などのファブリケーターでは、寸法精度が高く(±0.5mm)、部材への熱影響が少なく、さらには無人化レベルの自動化が比較的容易である等の利点から厚鋼板の切断方法としてレーザー切断の採用が増加している。しかし、レーザー切断には、プラズマ切断と比較すると切断速度が遅い、ガス切断に比べて切断可能板厚が限定されるといった問題点があった。
【0003】
さらには、ファブリケーターで行われる一次防錆処理としてのプライマーにより、レーザー切断速度と切断できる板厚の上限が低下するという問題がある。このメカニズムについては明確になっておらず、各々のファブリケーターで経験的に得られた手法をもとに対処しているのが現状である。その一つに、ファブリケーターで先行焼と称する前処理があり、切断部の塗膜への低出力レーザーの事前照射を実施している。この前処理によりレーザー切断性が向上するが、実切断線に沿って2度のレーザー照射を必要とするため、工程的にも、投入エネルギー的にもロスが大きい。このため、経済的な損失も大きい。
【0004】
これまでに、レーザー切断性に優れた鋼材の前処理方法として、特許文献1が知られている。この文献では、防錆剤として添加されている塗膜中のZn量を制限することで、レーザー切断性の向上を図っているが、Zn量を制限することによる防錆性の低下を補う方法については記載されていない。
【0005】
特許文献2には、耐熱・防食塗料としてZn65〜85wt%、Al3〜15wt%の混合粉末による高耐食性塗料について述べられているが、実施例では、塗装する際の膜厚を、高耐食性を確保するために75μmに設定しており、塗膜に含まれる(Zn+Al)量が多くなるためレーザー切断性は低いと考えられる。
【0006】
特許文献3には、Zn−Al−Mgの合金粉末による高耐食性塗料について述べられているが、ZnとAlとMgとを合金粉末化するため、単体のZn粉末、Al粉末を使用する場合と比較して塗料製造コストが上昇する。また、実施例では、塗装する際の膜厚を、高耐食性を確保するために60μmに設定しており、塗膜に含まれる(Zn+Al)量が多くなるため、レーザー切断性は低いと考えられる。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平10−226846号公報
【特許文献2】特開昭59−221361号公報
【特許文献3】特開2001−164194号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
特許文献1に開示された発明は、塗膜中のZn量の低下に伴う防錆性の低下については何ら対策されておらず、Zn量を制限することで防錆性が著しく低下するおそれがある。また、特許文献2および特許文献3に開示された発明では、レーザー切断性については考慮されておらず、かつ塗膜の厚さから推定できる塗膜に含まれる(Zn+Al)量は多量でレーザー切断性が劣ると考えられる。
【0009】
本発明はかかる事情に鑑みてなされたものであって、レーザーで切断した場合にレーザー切断性が高く、かつ防錆性にも優れた、プライマーが塗布された塗装鋼材およびそれに用いられる塗料を提供することを目的とする。
【課題を解決するための手段】
【0010】
上記課題を解決するため、本発明では、鋼材本体の表面に、金属酸化物粉末および亜鉛粉末およびアルミニウム粉末および/または、Mo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素を単独物質としてあるいは化合物として含有するプライマーが塗布されてなることを特徴とするレーザー切断性および一次防錆性に優れた塗装鋼材を提供する。
【0011】
この場合に、前記プライマーに含まれる金属酸化物粉末がチタニア粉末であり、チタニア粉末の塗布量が4.5g/m2≦チタニア粉末≦26g/m2であることが好ましい。また、前記プライマーに含まれる亜鉛粉末の塗布量が9g/m2≦亜鉛粉末≦30g/m2であることが好ましい。さらに、前記プライマーにアルミニウム粉末および/またはMo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素を単独物質としてあるいは化合物として含有させるが、アルミニウム粉末のみ含有させる場合は、アルミニウム粉末の塗布量が0.1g/m2≦アルミニウム粉末≦10g/m2であることが好ましい。また、アルミニウム粉末を含有させないで、Mo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素を単独物質としてあるいは化合物として含有させる場合は、その合計塗布量が、元素換算で0.2〜20g/m2であることが好ましい。アルミニウム粉末と、さらにMo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素を単独物質としてあるいは化合物として含有させる場合は、アルミニウム粉末の塗布量が0.1g/m2≦アルミニウム粉末≦5g/m2であり、Mo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素の単独物質としてあるいは化合物としての合計塗布量が、元素換算で0.05〜5g/m2であることが好ましい。
【0012】
また、本発明では、乾燥塗膜が、金属酸化物粉末および亜鉛粉末およびアルミニウム粉末および/またはMo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素を単独物質としてあるいは化合物として含有することを特徴とする塗装鋼材用塗料を提供する。
【0013】
この場合に、前記乾燥塗膜に含まれる金属酸化物粉末がチタニア粉末であり、チタニア粉末が、4.5g/m2≦チタニア粉末≦26g/m2となることが好ましい。また、前記乾燥塗膜に含まれる亜鉛粉末が、9g/m2≦亜鉛粉末≦30g/m2となることが好ましい。さらに、前記乾燥塗膜にアルミニウム粉末および/またはMo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素を単独物質としてあるいは化合物として含有させるが、アルミニウム粉末のみ含有させる場合は、アルミニウム粉末の塗布量が0.1g/m2≦アルミニウム粉末≦10g/m2となることが好ましい。また、アルミニウム粉末を含有させないで、Mo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素を単独物質としてあるいは化合物として含有させる場合は、その合計塗布量が、元素換算で0.2〜20g/m2となることが好ましい。アルミニウム粉末を含有させ、さらにMo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素を単独物質としてあるいは化合物として含有させる場合は、アルミニウム粉末の塗布量が0.1g/m2≦アルミニウム粉末≦5g/m2となり、Mo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素の単独物質としてあるいは化合物としての合計塗布量が、元素換算で0.05〜5g/m2となることが好ましい。
【発明の効果】
【0014】
本発明によれば、乾燥塗膜がレーザー吸収性の高い金属酸化物粉末および亜鉛粉末およびアルミニウム粉末および/または,Mo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素を単独物質としてあるいは化合物として含有する塗料をプライマーとして鋼材に塗布したので、優れたレーザー切断性と防錆性とを兼備した塗装鋼材を得ることができる。
【図面の簡単な説明】
【0015】
【図1】プライマー中のチタニア濃度と切断面が良好となる切断速度との関係を示すグラフ。
【発明を実施するための形態】
【0016】
以下、本発明について具体的に説明する。
【0017】
一般に、ショットブラストした鋼材の表面にジンク(Zn)リッチプライマーが塗布された鋼材をレーザー切断した場合には、切断速度の低下が生じることが知られている。この際のレーザー切断速度低下のメカニズムは必ずしも明確になっているわけではないが、本発明者らは、一次防錆処理として行われるプライマー塗装により、(1)一次防錆処理剤によるレーザー吸収率の低下、(2)切断時の加熱による一次防錆処理剤中のバインダー樹脂や亜鉛粉末の分解や蒸発によるレーザー光の散乱・吸収、(3)発生したガスによるアシストガス(酸素)の分圧の低下等がレーザー切断速度低下の要因であると推定した。
【0018】
本発明者らは、このような推定結果を基に検討した結果、(1)についてはプライマー中にレーザー吸収性の高い金属酸化物粉末を添加してレーザーの吸収率を高めることによりレーザー切断性が良好になることに想到した。また、チタニア粉末などの添加により、切断時に発生する溶融スラグの粘性が低下し、切断溝内から溶融スラグが効率的に排出されることにより、切断面の美麗さの向上や切断部裏面に付着するドロスの発生を抑止させることができることも知見した。
【0019】
レーザー切断のプロセス初期においては、レーザー光を切断部に集光することにより、その光エネルギーが吸収されて、切断部の温度が局所的に上昇し溶融するが、このとき、チタニア粉末などのレーザー吸収性が高い金属酸化物粉末が含まれる塗膜で切断部を覆うと、光エネルギーが効率的に塗膜に吸収されるので、レーザー切断効率を上昇させることができる。
【0020】
一方、上記(2)、(3)を解決するために亜鉛(Zn)粉末の添加量を少なくすると、一次防錆性が低下するが、アルミニウム(Al)粉末および/またはMo,W,Ni,Cu,Cr,P,Mg,V,Coの元素を単独物質としてあるいは化合物として添加することにより、(2)、(3)の問題を引き起こさずに一次防錆性を確保できることに想到した。
【0021】
この場合に、塗膜にチタニア粉末などのレーザー吸収性が高い金属酸化物粉末を含有させているので、亜鉛粉末に加えて、アルミニウム粉末、Mo,W,Ni,Cu,Cr,P,Mg,V,Coの元素を単独物質としてあるいは化合物としてさらに添加しても、レーザー切断の初期においてチタニア粉末によってレーザー光の光エネルギーを効率的に吸収することができ、レーザー切断性に優れる特性は維持される。
【0022】
このような検討結果に基づいて、本発明では、鋼材本体の表面に、金属酸化物粉末および亜鉛粉末およびアルミニウム粉末および/または、Mo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素を単独物質としてあるいは化合物として含有するプライマーを塗布するのである。
【0023】
好ましい金属酸化物粉末について検討した結果、チタニア(TiO2)粉末のレーザー吸収性および切断溝内から溶融スラグを効率的に排出する効果が特に高く、これをプライマーに添加することにより、レーザー切断性が格段に向上することが見出された。また、このような効果を有効に発揮させるためには、チタニア粉末の塗布量を4.5〜26g/m2の範囲とすることが好ましい。チタニア粉末の塗布量が4.5g/m2未満ではレーザー切断性の向上効果が小さく、逆に26g/m2を超えると均一な塗膜の形成が阻害され、防錆性向上を妨げるおそれがある。チタニア粉末の塗布量のさらに好ましい範囲は、4.5〜15g/m2である。
【0024】
また、レーザー切断性を確保する観点からは、亜鉛粉末の塗布量を9〜30g/m2とすることが好ましい。亜鉛粉末の塗布量が9g/m2未満では、アルミニウム粉末および/または、Mo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素を単独物質としてあるいは化合物として添加した場合でも防錆性向上効果が小さく、逆に30g/m2を超えるとチタニア粉末を添加してもレーザー切断性の向上効果が小さい。亜鉛粉末の塗布量のさらに好ましい範囲は、16〜23g/m2である。
【0025】
上述のようにチタニア粉末等のレーザー吸収性の高い金属酸化物粉末を添加して、一次防錆剤である亜鉛粉末を極力少なくしたほうが、レーザー切断性は向上するが、防錆性は劣ったものとなる。このため、アルミニウム粉末および/または、Mo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素を単独物質としてあるいは化合物として添加し、上記(2)や(3)の問題を低減しつつ防錆性を向上させることが好ましい。アルミニウム粉末を単独で添加する場合、アルミニウム粉末が0.1g/m2未満ではその効果が小さく、逆に10g/m2を超えると均一な塗膜の形成が阻害され、かえって防錆性を低下させるおそれがある。このため、アルミニウム粉末を単独で添加する場合のアルミニウム粉末の塗布量を0.1〜10g/m2の範囲とすることが好ましい。さらに好ましい範囲は、0.5〜2.3g/m2である。
【0026】
アルミニウム粉末に替えて、材料コスト等の観点から、Mo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素を単独物質としてあるいはその化合物を添加する場合において、その合計塗布量が、元素換算で0.2g/m2未満では、防錆性向上効果が小さく、20g/m2を超えると均一な塗膜の形成が阻害され、防錆性を低下させるおそれがある。このため、アルミニウム粉末に替えて、Mo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素を単独物質としてあるいはその化合物を添加する場合において、それらの合計塗布量の好ましい範囲は0.2〜20g/m2であり、さらに好ましい範囲は、元素換算で0.6〜10g/m2である。
【0027】
アルミニウム粉末を含有させ、さらにMo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素を単独物質としてあるいは化合物として含有させる場合は、アルミニウム粉末の塗布量は0.1〜5g/m2でよく、Mo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素の単独物質としてあるいは化合物としての合計塗布量は、元素換算で0.05〜5g/m2でよい。さらに好ましい範囲は、アルミニウム塗布量が0.5〜1.5g/m2であり、Mo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素の単独物質としてあるいは化合物としての合計塗布量は元素換算で0.6〜3.0g/m2である。
【0028】
特に好適な例は、プライマー(塗膜)が、アルキルシリケート系の樹脂をバインダーとし、その中のチタニア粉末の塗布量が4.5〜26g/m2、亜鉛粉末の塗布量が9〜30g/m2であり、アルミニウム粉末を単独で添加する場合、アルミニウム粉末の塗布量が0.1〜10g/m2、アルミニウム粉末に替えて、Mo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素を単独物質としてあるいは化合物として添加する場合、その合計塗布量が、元素換算で0.2〜20g/m2、アルミニウム粉末を含有させ、さらにMo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素を単独物質としてあるいは化合物として含有させる場合は、アルミニウム粉末の塗布量は0.1〜5g/m2であり、Mo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素の単独物質としてあるいは化合物としての合計塗布量が、元素換算で0.05〜5g/m2の全てを満たすことである。これにより、レーザー切断性の低下抑制効果が極めて高く、かつ一次防錆性も極めて良好に保つことができる。一層好適な例としては,チタニア粉末の塗布量、亜鉛粉末の塗布量が、それぞれ上記さらに好ましい範囲である4.5〜15g/m2、16〜23g/m2であり、アルミニウム粉末を単独で添加する場合、アルミニウム粉末の塗布量の上記さらに好ましい範囲である0.5〜2.3g/m2、アルミニウム粉末に代えて、Mo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素を単独物質としてあるいは化合物として添加する場合、その合計塗布量の上記さらに好ましい範囲である元素換算で0.6〜10g/m2、アルミニウム粉末を含有させ、さらにMo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素を単独物質としてあるいは化合物として含有させる場合は、アルミニウム粉末の塗布量が上記さらに好ましい範囲である0.5〜1.5g/m2、Mo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素の単独物質としてあるいは化合物としての合計塗布量が上記さらに好ましい範囲である元素換算で0.6〜3.0g/m2を満たすことである。
【0029】
以上のように、チタニア粉末などのレーザー吸収性が高い金属酸化物粉末を含む本発明の塗膜(プライマー)は、亜鉛粉末の塗膜や亜鉛粉末にアルミニウム粉末が添加された従来の塗膜とは、レーザー切断のプロセスにおいてレーザー光の光エネルギーを効率的に吸収し、溶融スラグの排出を容易にするという機能が付加されている点において、本質的に異なる塗膜であるといえる。
【0030】
チタニア粉末、亜鉛粉末、アルミニウム粉末としては、アトマイズ法や機械的粉砕法などによって加工されたものを用いることができ、平均粒径が15μm以下に制御されたものが望ましい。これら粉末は、必要に応じて、塗料中での分散性を高めるためのAl、Zr、ポリオールなどによる表面処理をしてもよい。これら粉末とバインダー樹脂以外の塗料添加剤としては、着色顔料、分散剤、湿潤剤、消泡剤、沈殿防止剤、増粘剤などを必要に応じて適宜添加してもよい。
【0031】
金属酸化物粉末としては、使用するレーザーに対して吸収性が十分に高いものであればチタニアに限定されるものではなく、例えばジルコニア(ZrO2)粉末をプライマー中に添加することにより、チタニア粉末と同等の効果を得ることができる。つまり、ジルコニア粉末もチタニア粉末と同様、レーザー切断に一般的に用いられるCO2レーザー(波長λ=10.6μm)の吸収性が高いため、レーザー切断性向上効果が高い。しかし、入手の容易性やコスト面を考慮すると、チタニアが好ましい。
【0032】
本発明の塗装鋼材の下地の鋼材は、特に限定されるものではないが、板厚25mm程度までの鋼板に一般的に用いられる。
【0033】
上述のような塗装鋼材に用いられる塗料の調合方法およびこの塗料の鋼材への塗装方法の例を以下に説明する。
【0034】
まず、JIS K 5552に定める塗料液中に、レーザー吸収性が高い金属粉末および亜鉛粉末およびアルミニウム粉末および/またはMo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素を単独物質としてあるいは化合物として投入し、シェーカーマシンなどにより十分に混合・撹拌し、塗料を調合する。次に、調合した塗料を、例えばエアスプレー式塗装装置により、鋼板に、乾燥後の塗膜の重量が所望の重量となるようにスプレーの吐出量とスプレー速度を調整してスプレーすることにより、塗装鋼材が得られる。
【0035】
なお、鋼板への塗装に際しては、実際に塗装する環境、例えば室温に応じてシンナーにより塗料の粘度を調整して使用することが考えられる。シンナーにより塗料の粘度を調整する場合にも、乾燥後の塗膜の重量が上記の所望の重量になるようにスプレー条件を調整することにより上記の所望の重量を有する塗膜を形成することができる。
【実施例】
【0036】
JIS K 5552(2002)ジンクリッチプライマーに相当する市販のジンクリッチプライマー(塗料液とZn粉末)を使用し、チタニア粉末が4.5〜26g/m2、亜鉛粉末が9〜30g/m2、一次防錆性向上のためにアルミニウム粉末を単独で添加する場合、アルミニウム粉末の塗布量が0.1〜10g/m2、アルミニウム粉末に代えて、Mo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素を単独物質としてあるいは化合物として添加する場合、その合計塗布量が、元素換算で0.2〜20g/m2、アルミニウム粉末を含有させ、さらにMo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素を単独物質としてあるいは化合物として含有させる場合は、アルミニウム粉末の塗布量は0.1〜5g/m2、Mo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素の単独物質としてあるいは化合物としての合計塗布量が、元素換算で0.05〜5g/m2となるように、これらをアルキルシリケート系のバインダー樹脂とシンナーからなる塗料液と混合し、鋼材表面にスプレー塗装した。塗料液の乾燥樹脂分は、5.2g/m2である。比較のために、同様のバインダー樹脂に亜鉛のみ添加したもの、亜鉛とアルミニウム添加したものについても、同様に鋼材表面にスプレー塗装を行った。表1に、各塗装鋼材(発明例1〜26および比較例1〜3)に塗布する塗料に含有される物質の調合量および塗装鋼材の塗装重量を示す。また、表2に、塗膜中の各成分の塗布量を示す。
【0037】
この際の塗料の調合および塗装は、上述した方法に基づいて行った。例えば、表1に示す発明例9の場合には、まず、上述のようにJISに定める市販のジンクリッチプライマー塗料の塗料液(アルキルシリケート系のバインダー樹脂とシンナーを含む塗料液)900g中に、チタニア粉末を620g、亜鉛粉末を1050g、アルミニウム粉末を32g投入し、シェーカーマシンにより十分に混合・攪拌し、塗料を調合した。次に、調合した塗料を、エアスプレー式塗装装置により、200mm×100mmの面積の鋼板に対して乾燥後の塗装重量が0.86gとなるようにスプレーの吐出量とスプレー速度を調整して、スプレーすることにより、表2に示す塗布量の塗膜を有する発明例9を得た。なお、各塗装鋼材の塗膜の膜厚は、塗装方法や鋼板の表面のブラスト状態の影響を受けるものの、ほぼ5〜30μmの範囲にあった。
【0038】
下地の鋼材としては、溶接構造用圧延鋼材のSM490A級であり、200mm×100mm×厚さ12mmの寸法を有し、表面にショットブラスト処理を施したものを用いた。
【0039】
また、以上のような塗装鋼材についてレーザー切断により切断性試験を行った。レーザー切断は、三菱電機株式会社製炭酸ガスレーザー装置を用いて、出力2.1kWでアシストガスとして酸素を0.1MPaにて噴射した。また、切断速度は、1000mm/minで評価した。防錆性はJIS K 5552(2002)ジンクリッチプライマーに準拠して塩水噴霧試験で評価した。
【0040】
表2に、本発明例と比較例についてレーザー切断速度1000mm/minで切断したときのレーザー切断面性状と耐塩水噴霧の評価結果を示す。表2において、切断面性状の評価は、◎は最も良好な切断面であり、ドロスの発生が皆無または極微量で切断面が整っている状態を示し、○はほぼ良好な切断面であり、一部でドロスが発生したが切断面が整っている状態を示し、△は切断線の総延長の50%以上にドロスが発生したが完全に切断できていた状態を示し、×は切断線のほぼ全面にドロスが発生し、一部が切断不能であった状態を示している。なお、ドロスとは、切断時にレーザー照射面と反対側の表面の切断線に沿って発生するガスを内包した溶融金属が冷えて固化した付着物のことである。また、塩水噴霧試験による防錆性の評価は、JIS K 5552(2002)に定める塩水噴霧試験により赤さびが発生するまでの日数で評価した。これらの評価結果を表2に併記する。
【0041】
本発明例1〜26は、本発明に従って鋼板表面に塗装したプライマー中にチタニア粉末、亜鉛粉末を含み、さらにアルミニウム粉末および/またはMo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素を単独物質としてあるいは化合物として添加したものであるが、レーザー切断面性状は◎か○であり、塩水噴霧赤錆発生日数は14日以上であった。
【0042】
これに対して、比較例1〜3は本発明の範囲から外れるものである。その中で、比較例1は、塗膜中に亜鉛粉末のみが含まれ、その量が46g/m2と多いため、レーザー切断性に劣っていた。また、比較例2は、同じく塗膜中に亜鉛粉末のみが含まれる場合であるが、その量が23g/m2と少ないため、防錆性に劣っていた。さらに、比較例3は、塗膜中に亜鉛粉末が11.5g/m2およびアルミニウム粉末が0.7g/m2含まれ、チタニアが含まれていない場合であるが、チタニアが含まれていないため、レーザー切断性向上効果が得られなかった。なお、この比較例3の塗膜中にさらにチタニア粉末を6.8g/m2加えた塗膜が発明例8に相当するが、表2から明らかなようにレーザー吸収性が高く、溶融スラグを排出する効果を高めるチタニアの効果により塗膜が改質され、レーザー切断性が向上した。
【0043】
【表1】
【0044】
【表2】
【0045】
次に、亜鉛粉末添加量を11.5g/m2、アルミニウム粉末添加量を0.7g/m2に固定し、チタニア粉末の添加量を0、4.5、6.8、14g/m2と変化させた塗膜を有する鋼板を、切断速度900、950、1000、1050、1100mm/minの各切断速度で各2回切断したときの切断面を評価した。切断面性状の評価は、上記の場合と同様である。その結果を図1に示す。なお、チタニアを添加していない場合に、1050、1100mm/minでの切断評価が×となったため、800、850mm/minを追加して評価した。図1に示すように、チタニア量が増加するほど切断面の評価が良好になる切断速度が上昇していくことがわかる。このことから、プライマーへのチタニア添加がレーザー切断性向上に有効であることが確認された。
【産業上の利用可能性】
【0046】
本発明のレーザー切断性と一次防錆性に優れた塗装鋼材は、造船、建築等に使用される鋼板に広く適用することができる。
【特許請求の範囲】
【請求項1】
鋼材の表面に、金属酸化物粉末および亜鉛粉末およびアルミニウム粉末を含有するプライマーが塗布されてなることを特徴とするレーザー切断性および一次防錆性に優れた塗装鋼材。
【請求項2】
前記プライマーに含まれる金属酸化物粉末がチタニア粉末であり、チタニア粉末の塗布量が4.5g/m2≦チタニア粉末≦26g/m2であることを特徴とする請求項1に記載のレーザー切断性および一次防錆性に優れた塗装鋼材。
【請求項3】
前記プライマーに含まれる亜鉛粉末の塗布量が9g/m2≦亜鉛粉末≦30g/m2であることを特徴とする請求項1または請求項2に記載のレーザー切断性および一次防錆性に優れた塗装鋼材。
【請求項4】
前記プライマーに含まれるアルミニウム粉末の塗布量が0.1g/m2≦アルミニウム粉末≦10g/m2であることを特徴とする請求項1から請求項3のいずれか1項に記載のレーザー切断性および一次防錆性に優れた塗装鋼材。
【請求項5】
乾燥塗膜が、金属酸化物粉末および亜鉛粉末およびアルミニウム粉末を含有することを特徴とする塗装鋼材用塗料。
【請求項6】
前記乾燥塗膜に含まれる金属酸化物粉末がチタニア粉末であり、チタニア粉末が、4.5g/m2≦チタニア粉末≦26g/m2となることを特徴とする請求項5に記載の塗装鋼材用塗料。
【請求項7】
前記乾燥塗膜に含まれる亜鉛粉末が、9g/m2≦亜鉛粉末≦30g/m2となることを特徴とする請求項5または請求項6に記載の塗装鋼材用塗料。
【請求項8】
前記乾燥塗膜に含まれるアルミニウム粉末が、0.1g/m2≦アルミニウム粉末≦10g/m2となることを特徴とする請求項5から請求項7のいずれか1項に記載の塗装鋼材用塗料。
【請求項9】
鋼材の表面に、金属酸化物粉末および亜鉛粉末を含有し、さらにMo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素を単独物質としてあるいは化合物として含有するプライマーが塗布されてなることを特徴とするレーザー切断性および一次防錆性に優れた塗装鋼材。
【請求項10】
前記プライマーに含まれる金属酸化物粉末がチタニア粉末であり、チタニア粉末の塗布量が4.5g/m2≦チタニア粉末≦26g/m2であることを特徴とする請求項9に記載のレーザー切断性および一次防錆性に優れた塗装鋼材。
【請求項11】
前記プライマーに含まれる亜鉛粉末の塗布量が9g/m2≦亜鉛粉末≦30g/m2であることを特徴とする請求項9または請求項10に記載のレーザー切断性および一次防錆性に優れた塗装鋼材。
【請求項12】
前記プライマーに含まれるMo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素の単独物質としてあるいは化合物としての合計塗布量が、元素換算で0.2〜20g/m2であることを特徴とする請求項9から請求項11のいずれか1項に記載のレーザー切断性および一次防錆性に優れた塗装鋼材。
【請求項13】
乾燥塗膜が、金属酸化物粉末および亜鉛粉末を含有し、さらにMo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素を単独物質としてあるいはその化合物を含有することを特徴とする塗装鋼材用塗料。
【請求項14】
前記乾燥塗膜に含まれる金属酸化物粉末がチタニア粉末であり、チタニア粉末が、4.5g/m2≦チタニア粉末≦26g/m2となることを特徴とする請求項13に記載の塗装鋼材用塗料。
【請求項15】
前記乾燥塗膜に含まれる亜鉛粉末が、9g/m2≦亜鉛粉末≦30g/m2となることを特徴とする請求項13または請求項14に記載の塗装鋼材用塗料。
【請求項16】
前記乾燥塗膜に含まれるMo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素の単独物質としてあるいは化合物としての合計塗布量が、元素換算で0.2〜20g/m2となることを特徴とする請求項13から請求項15のいずれか1項に記載の塗装鋼材用塗料。
【請求項17】
鋼材の表面に、金属酸化物粉末および亜鉛粉末およびアルミニウム粉末を含有し、さらにMo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素を単独物質としてあるいは化合物として含有するプライマーが塗布されてなることを特徴とするレーザー切断性および一次防錆性に優れた塗装鋼材。
【請求項18】
前記プライマーに含まれる金属酸化物粉末がチタニア粉末であり、チタニア粉末の塗布量が4.5g/m2≦チタニア粉末≦26g/m2であることを特徴とする請求項17に記載のレーザー切断性および一次防錆性に優れた塗装鋼材。
【請求項19】
前記プライマーに含まれる亜鉛粉末の塗布量が9g/m2≦亜鉛粉末≦30g/m2であることを特徴とする請求項17または請求項18に記載のレーザー切断性および一次防錆性に優れた塗装鋼材。
【請求項20】
前記プライマーに含まれるアルミニウム粉末の塗布量が、0.1g/m2≦アルミニウム粉末≦5g/m2であり,かつMo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素の単独物質としてあるいは化合物としての合計塗布量が、元素換算で0.05〜5g/m2であることを特徴とする請求項17から請求項19のいずれか1項に記載のレーザー切断性および一次防錆性に優れた塗装鋼材。
【請求項21】
乾燥塗膜が、金属酸化物粉末および亜鉛粉末およびアルミニウム粉末を含有し、さらにMo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素を単独物質としてあるいは化合物として含有することを特徴とする塗装鋼材用塗料。
【請求項22】
前記乾燥塗膜に含まれる金属酸化物粉末がチタニア粉末であり、チタニア粉末が、4.5g/m2≦チタニア粉末≦26g/m2となることを特徴とする請求項21に記載の塗装鋼材用塗料。
【請求項23】
前記乾燥塗膜に含まれる亜鉛粉末が、9g/m2≦亜鉛粉末≦30g/m2となることを特徴とする請求項21または請求項22に記載の塗装鋼材用塗料。
【請求項24】
前記乾燥塗膜に含まれるアルミニウム粉末が、0.1g/m2≦アルミニウム粉末≦5g/m2であり、Mo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素の単独物質としてあるいは化合物としての合計塗布量が、元素換算で0.05〜5g/m2となることを特徴とする請求項21から請求項23のいずれか1項に記載の塗装鋼材用塗料。
【請求項1】
鋼材の表面に、金属酸化物粉末および亜鉛粉末およびアルミニウム粉末を含有するプライマーが塗布されてなることを特徴とするレーザー切断性および一次防錆性に優れた塗装鋼材。
【請求項2】
前記プライマーに含まれる金属酸化物粉末がチタニア粉末であり、チタニア粉末の塗布量が4.5g/m2≦チタニア粉末≦26g/m2であることを特徴とする請求項1に記載のレーザー切断性および一次防錆性に優れた塗装鋼材。
【請求項3】
前記プライマーに含まれる亜鉛粉末の塗布量が9g/m2≦亜鉛粉末≦30g/m2であることを特徴とする請求項1または請求項2に記載のレーザー切断性および一次防錆性に優れた塗装鋼材。
【請求項4】
前記プライマーに含まれるアルミニウム粉末の塗布量が0.1g/m2≦アルミニウム粉末≦10g/m2であることを特徴とする請求項1から請求項3のいずれか1項に記載のレーザー切断性および一次防錆性に優れた塗装鋼材。
【請求項5】
乾燥塗膜が、金属酸化物粉末および亜鉛粉末およびアルミニウム粉末を含有することを特徴とする塗装鋼材用塗料。
【請求項6】
前記乾燥塗膜に含まれる金属酸化物粉末がチタニア粉末であり、チタニア粉末が、4.5g/m2≦チタニア粉末≦26g/m2となることを特徴とする請求項5に記載の塗装鋼材用塗料。
【請求項7】
前記乾燥塗膜に含まれる亜鉛粉末が、9g/m2≦亜鉛粉末≦30g/m2となることを特徴とする請求項5または請求項6に記載の塗装鋼材用塗料。
【請求項8】
前記乾燥塗膜に含まれるアルミニウム粉末が、0.1g/m2≦アルミニウム粉末≦10g/m2となることを特徴とする請求項5から請求項7のいずれか1項に記載の塗装鋼材用塗料。
【請求項9】
鋼材の表面に、金属酸化物粉末および亜鉛粉末を含有し、さらにMo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素を単独物質としてあるいは化合物として含有するプライマーが塗布されてなることを特徴とするレーザー切断性および一次防錆性に優れた塗装鋼材。
【請求項10】
前記プライマーに含まれる金属酸化物粉末がチタニア粉末であり、チタニア粉末の塗布量が4.5g/m2≦チタニア粉末≦26g/m2であることを特徴とする請求項9に記載のレーザー切断性および一次防錆性に優れた塗装鋼材。
【請求項11】
前記プライマーに含まれる亜鉛粉末の塗布量が9g/m2≦亜鉛粉末≦30g/m2であることを特徴とする請求項9または請求項10に記載のレーザー切断性および一次防錆性に優れた塗装鋼材。
【請求項12】
前記プライマーに含まれるMo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素の単独物質としてあるいは化合物としての合計塗布量が、元素換算で0.2〜20g/m2であることを特徴とする請求項9から請求項11のいずれか1項に記載のレーザー切断性および一次防錆性に優れた塗装鋼材。
【請求項13】
乾燥塗膜が、金属酸化物粉末および亜鉛粉末を含有し、さらにMo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素を単独物質としてあるいはその化合物を含有することを特徴とする塗装鋼材用塗料。
【請求項14】
前記乾燥塗膜に含まれる金属酸化物粉末がチタニア粉末であり、チタニア粉末が、4.5g/m2≦チタニア粉末≦26g/m2となることを特徴とする請求項13に記載の塗装鋼材用塗料。
【請求項15】
前記乾燥塗膜に含まれる亜鉛粉末が、9g/m2≦亜鉛粉末≦30g/m2となることを特徴とする請求項13または請求項14に記載の塗装鋼材用塗料。
【請求項16】
前記乾燥塗膜に含まれるMo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素の単独物質としてあるいは化合物としての合計塗布量が、元素換算で0.2〜20g/m2となることを特徴とする請求項13から請求項15のいずれか1項に記載の塗装鋼材用塗料。
【請求項17】
鋼材の表面に、金属酸化物粉末および亜鉛粉末およびアルミニウム粉末を含有し、さらにMo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素を単独物質としてあるいは化合物として含有するプライマーが塗布されてなることを特徴とするレーザー切断性および一次防錆性に優れた塗装鋼材。
【請求項18】
前記プライマーに含まれる金属酸化物粉末がチタニア粉末であり、チタニア粉末の塗布量が4.5g/m2≦チタニア粉末≦26g/m2であることを特徴とする請求項17に記載のレーザー切断性および一次防錆性に優れた塗装鋼材。
【請求項19】
前記プライマーに含まれる亜鉛粉末の塗布量が9g/m2≦亜鉛粉末≦30g/m2であることを特徴とする請求項17または請求項18に記載のレーザー切断性および一次防錆性に優れた塗装鋼材。
【請求項20】
前記プライマーに含まれるアルミニウム粉末の塗布量が、0.1g/m2≦アルミニウム粉末≦5g/m2であり,かつMo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素の単独物質としてあるいは化合物としての合計塗布量が、元素換算で0.05〜5g/m2であることを特徴とする請求項17から請求項19のいずれか1項に記載のレーザー切断性および一次防錆性に優れた塗装鋼材。
【請求項21】
乾燥塗膜が、金属酸化物粉末および亜鉛粉末およびアルミニウム粉末を含有し、さらにMo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素を単独物質としてあるいは化合物として含有することを特徴とする塗装鋼材用塗料。
【請求項22】
前記乾燥塗膜に含まれる金属酸化物粉末がチタニア粉末であり、チタニア粉末が、4.5g/m2≦チタニア粉末≦26g/m2となることを特徴とする請求項21に記載の塗装鋼材用塗料。
【請求項23】
前記乾燥塗膜に含まれる亜鉛粉末が、9g/m2≦亜鉛粉末≦30g/m2となることを特徴とする請求項21または請求項22に記載の塗装鋼材用塗料。
【請求項24】
前記乾燥塗膜に含まれるアルミニウム粉末が、0.1g/m2≦アルミニウム粉末≦5g/m2であり、Mo,W,Ni,Cu,Cr,P,Mg,V,Coのうち1種または2種以上の元素の単独物質としてあるいは化合物としての合計塗布量が、元素換算で0.05〜5g/m2となることを特徴とする請求項21から請求項23のいずれか1項に記載の塗装鋼材用塗料。
【図1】

【公開番号】特開2010−30320(P2010−30320A)
【公開日】平成22年2月12日(2010.2.12)
【国際特許分類】
【出願番号】特願2009−258941(P2009−258941)
【出願日】平成21年11月12日(2009.11.12)
【分割の表示】特願2006−113117(P2006−113117)の分割
【原出願日】平成18年4月17日(2006.4.17)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
【公開日】平成22年2月12日(2010.2.12)
【国際特許分類】
【出願日】平成21年11月12日(2009.11.12)
【分割の表示】特願2006−113117(P2006−113117)の分割
【原出願日】平成18年4月17日(2006.4.17)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
[ Back to top ]