
レーザー加工装置の集光スポット位置検出方法
【課題】レーザー光線を集光する集光器によって集光される集光スポットの光軸方向(Z軸方向)の位置を適正に検出することができるレーザー加工装置の集光スポット位置検出方法を提供する。
【解決手段】レーザー光線の集光スポットの設計値と板状物の厚みとによって集光器のZ軸方向の基準位置を設定する基準位置設定工程と、集光器を位置付ける検出位置のZ軸方向位置を設定する検出位置設定工程と、集光器の各検出位置においてレーザー光線照射手段および加工送り手段を作動して被加工物保持手段に保持された板状物にそれぞれ所定長さのレーザー加工溝を形成するレーザー加工溝形成工程と、板状物に形成されたレーザー加工溝を撮像手段によって撮像するレーザー加工溝撮像工程と、レーザー加工溝撮像工程によって撮像されたレーザー加工溝を該検出位置の始点から終点までの各検出位置に対応して一直線上に表示するレーザー加工溝表示工程とを含む。
【解決手段】レーザー光線の集光スポットの設計値と板状物の厚みとによって集光器のZ軸方向の基準位置を設定する基準位置設定工程と、集光器を位置付ける検出位置のZ軸方向位置を設定する検出位置設定工程と、集光器の各検出位置においてレーザー光線照射手段および加工送り手段を作動して被加工物保持手段に保持された板状物にそれぞれ所定長さのレーザー加工溝を形成するレーザー加工溝形成工程と、板状物に形成されたレーザー加工溝を撮像手段によって撮像するレーザー加工溝撮像工程と、レーザー加工溝撮像工程によって撮像されたレーザー加工溝を該検出位置の始点から終点までの各検出位置に対応して一直線上に表示するレーザー加工溝表示工程とを含む。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、レーザー加工装置におけるレーザー光線を集光する集光器の集光スポット位置検出方法に関する。
【背景技術】
【0002】
半導体デバイス製造工程においては、略円板形状である半導体ウエーハの表面に格子状に配列されたストリートと呼ばれる分割予定ラインによって複数の領域が区画され、この区画された領域にIC、LSI等のデバイスを形成する。そして、半導体ウエーハをストリートに沿って切断することによりデバイスが形成された領域を分割して個々の半導体デバイスを製造している。
【0003】
上述した半導体ウエーハ等のストリートに沿って分割する方法として、ウエーハに対して透過性を有するパルスレーザー光線を用い、分割すべき領域の内部に集光点を合わせてパルスレーザー光線を照射するレーザー加工方法が試みられている。このレーザー加工方法を用いた分割方法は、ウエーハの一方の面側から内部に集光点を合わせてウエーハに対して透過性を有する波長のパルスレーザー光線を照射し、ウエーハの内部にストリートに沿って改質層を連続的に形成し、この改質層が形成されることによって強度が低下したストリートに沿って外力を加えることにより、被加工物を分割するものである。(例えば、特許文献1参照。)このように被加工物に形成されたストリートに沿って内部に改質層を形成する場合、被加工物の上面から所定の深さ位置にレーザー光線の集光点を位置付けることが重要である。
【0004】
また、半導体ウエーハ等の板状の被加工物を分割する方法として、被加工物に形成されたストリートに沿ってパルスレーザー光線を照射することによりレーザー加工溝を形成し、このレーザー加工溝に沿ってメカニカルブレーキング装置によって割断する方法が提案されている。(例えば、特許文献2参照。)このように被加工物に形成されたストリートに沿ってレーザー加工溝を形成する場合にも、被加工物の所定高さ位置にレーザー光線の集光点を位置付けることが重要である。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許第3408805号公報
【特許文献2】特開平10−305420号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
而して、レーザー光線を集光する集光器によって集光される集光スポットの集光点の位置は、集光器の設計値NAによって決定されるが、集光器と被加工物保持手段との間隔が高精度に維持されない場合には加工物保持手段に保持された被加工物に対して集光スポットを適正に位置付けることができないという問題がある。
【0007】
本発明は上記事実に鑑みてなされたものであり、その主たる技術的課題は、レーザー光線を集光する集光器によって集光される集光スポットの光軸方向(Z軸方向)の位置を適正に検出することができるレーザー加工装置の集光スポット位置検出方法を提供することである。
【課題を解決するための手段】
【0008】
上記主たる技術課題を解決するため、本発明によれば、被加工物を保持する保持面を備えた被加工物保持手段と、該被加工物保持手段に保持された被加工物にレーザー光線を照射する集光器を備えたレーザー光線照射手段と、該被加工物保持手段と該レーザー光線照射手段とを加工送り方向(X軸方向)に相対的に加工送りする加工送り手段と、該被加工物保持手段と該レーザー光線照射手段とを加工送り方向(X軸方向)と直交する割り出し送り方向(Y軸方向)に相対的に割り出し送りする割り出し送り手段と、該レーザー光線照射手段を該被加工物保持手段の保持面に垂直な集光点位置調整方向(Z軸方向)に移動せしめる集光点位置調整手段と、該集光点位置調整手段による該集光器のZ軸方向位置を検出するZ軸方向位置検出手段と、該被加工物保持手段に保持された被加工物を撮像する撮像手段と、該撮像手段によって撮像された画像を表示する表示手段と、を具備するレーザー加工装置における集光スポット位置検出方法であって、
該被加工物保持手段の保持面に所定の厚みを有する板状物を保持する板状物保持工程と、
該集光器によって集光されるレーザー光線の集光スポットの設計値と板状物の厚みとによって該集光器のZ軸方向の基準位置を設定する基準位置設定工程と、
該基準位置から誤差範囲を超える検出領域を設定するとともに、該集光器を位置付ける検出位置の始点から終点までにおけるZ軸方向位置を設定する検出位置設定工程と、
該検出位置設定工程において設定した始点から終点までにおける該検出位置に該集光器を順次位置付けるとともに該集光器の該検出位置を変更する都度割り出し送り手段を作動して所定間隔割り出し送りし、該集光器の各検出位置においてレーザー光線照射手段および加工送り手段を作動して該被加工物保持手段に保持された板状物にそれぞれ所定長さのレーザー加工溝を形成するレーザー加工溝形成工程と、
該レーザー加工溝形成工程によって板状物に形成されたレーザー加工溝を該撮像手段によって撮像するレーザー加工溝撮像工程と、
該レーザー加工溝撮像工程によって撮像されたレーザー加工溝を該検出位置の始点から終点までの各検出位置に対応して一直線上に表示するレーザー加工溝表示工程と、を含む、
ことを特徴とするレーザー加工装置における集光スポット位置検出方法が提供される。
【発明の効果】
【0009】
本発明によるレーザー加工装置における集光スポット位置検出方法においては、検出位置設定工程において設定した始点から終点までにおける集光器の検出位置においてそれぞれ被加工物保持手段の保持面に保持された板状物に形成されたレーザー加工溝を、検出位置の始点から終点までの各検出位置に対応して一直線上に表示するので、最も細いレーザー加工溝(集光スポットによって形成されたレーザー加工溝)を見分けることが極めて容易となる。
【図面の簡単な説明】
【0010】
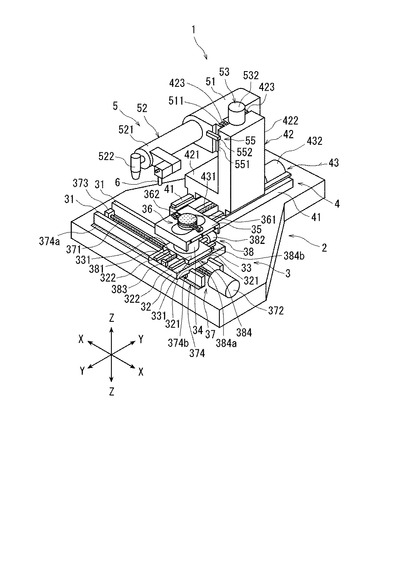
【図1】本発明による集光スポット位置検出方法を実施するためのレーザー加工装置の斜視図。
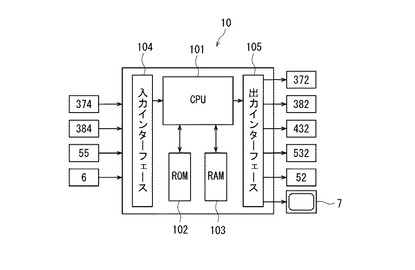
【図2】図1に示すレーザー加工装置に装備される制御手段を示すブロック図。
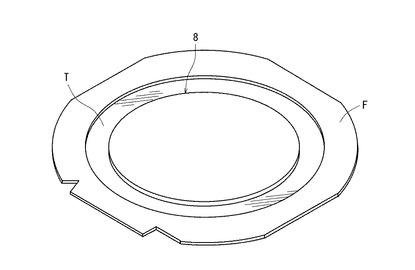
【図3】本発明によるレーザー加工装置の集光スポット位置検出方法に用いる板状物を環状のフレームに装着された粘着テープに貼着した状態を示す斜視図。
【図4】本発明によるレーザー加工装置の集光スポット位置検出方法における検出位置設定工程において設定された検出位置のZ軸方向位置を示す説明図。
【図5】本発明によるレーザー加工装置の集光スポット位置検出方法におけるレーザー加工溝形成工程の説明図。
【図6】本発明によるレーザー加工装置の集光スポット位置検出方法におけるレーザー加工溝形成工程の説明図。
【図7】図5および図6に示す本発明による集光スポット位置検出方法におけるレーザー加工溝形成工程が実施された板状物の平面図。
【図8】本発明によるレーザー加工装置の集光スポット位置検出方法において作成されるレーザー加工溝マップを示す図。
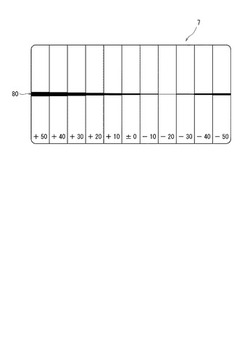
【図9】本発明によるレーザー加工装置の集光スポット位置検出方法におけるレーザー加工溝表示工程において表示手段に表示されるレーザー加工溝を示す図。
【発明を実施するための形態】
【0011】
以下、本発明によるレーザー加工装置の集光スポット位置検出方法の好適な実施形態について、添付図面を参照して、更に詳細に説明する。
【0012】
図1には、本発明による集光スポット位置検出方法を実施するためのレーザー加工装置の斜視図が示されている。図1に示すレーザー加工装置1は、静止基台2と、該静止基台2に矢印Xで示す加工送り方向(X軸方向)に移動可能に配設され被加工物を保持するチャックテーブル機構3と、静止基台2に上記矢印Xで示す方向(X軸方向)と直角な矢印Yで示す割り出し送り方向(Y軸方向)に移動可能に配設されたレーザー光線照射ユニット支持機構4と、該レーザー光線ユニット支持機構4に矢印Zで示す集光点位置調整方向(Z軸方向)に移動可能に配設されたレーザー光線照射ユニット5とを具備している。
【0013】
上記チャックテーブル機構3は、静止基台2上に矢印Xで示す加工送り方向に沿って平行に配設された一対の案内レール31、31と、該案内レール31、31上に矢印Xで示す加工送り方向に(X軸方向)移動可能に配設された第一の滑動ブロック32と、該第1の滑動ブロック32上に矢印Yで示す割り出し送り方向(Y軸方向)に移動可能に配設された第2の滑動ブロック33と、該第2の滑動ブロック33上に円筒部材34によって支持されたカバーテーブル35と、被加工物保持手段としてのチャックテーブル36を具備している。このチャックテーブル36は多孔性材料から形成された吸着チャック361を具備しており、吸着チャック361上に被加工物である例えば円盤状の半導体ウエーハを図示しない吸引手段によって保持するようになっている。このように構成されたチャックテーブル36は、円筒部材34内に配設された図示しないパルスモータによって回転せしめられる。なお、チャックテーブル36には、後述する環状のフレームを固定するためのクランプ362が配設されている。
【0014】
上記第1の滑動ブロック32は、その下面に上記一対の案内レール31、31と嵌合する一対の被案内溝321、321が設けられているとともに、その上面に矢印Yで示す割り出し送り方向に沿って平行に形成された一対の案内レール322、322が設けられている。このように構成された第1の滑動ブロック32は、被案内溝321、321が一対の案内レール31、31に嵌合することにより、一対の案内レール31、31に沿って矢印Xで示す加工送り方向に移動可能に構成される。図示の実施形態におけるチャックテーブル機構3は、第1の滑動ブロック32を一対の案内レール31、31に沿って矢印Xで示す加工送り方向に移動させるための加工送り手段37を具備している。加工送り手段37は、上記一対の案内レール31と31の間に平行に配設された雄ネジロッド371と、該雄ネジロッド371を回転駆動するためのパルスモータ372等の駆動源を含んでいる。雄ネジロッド371は、その一端が上記静止基台2に固定された軸受ブロック373に回転自在に支持されており、その他端が上記パルスモータ372の出力軸に伝動連結されている。なお、雄ネジロッド371は、第1の滑動ブロック32の中央部下面に突出して設けられた図示しない雌ネジブロックに形成された貫通雌ネジ穴に螺合されている。従って、パルスモータ372によって雄ネジロッド371を正転および逆転駆動することにより、第一の滑動ブロック32は案内レール31、31に沿って矢印Xで示す加工送り方向(X軸方向)に移動せしめられる。
【0015】
図示の実施形態におけるレーザー加工装置1は、上記チャックテーブル36のX軸方向位置を検出するためのX軸方向位置検出手段374を備えている。X軸方向位置検出手段374は、案内レール31に沿って配設されたリニアスケール374aと、第1の滑動ブロック32に配設され第1の滑動ブロック32とともにリニアスケール374aに沿って移動する読み取りヘッド374bとからなっている。このX軸方向位置検出手段374の読み取りヘッド374bは、図示の実施形態においては1μm毎に1パルスのパルス信号を後述する制御手段に送る。そして後述する制御手段は、入力したパルス信号をカウントすることにより、チャックテーブル36のX軸方向位置を検出する。
【0016】
上記第2の滑動ブロック33は、その下面に上記第1の滑動ブロック32の上面に設けられた一対の案内レール322、322と嵌合する一対の被案内溝331、331が設けられており、この被案内溝331、331を一対の案内レール322、322に嵌合することにより、矢印Yで示す割り出し送り方向(Y軸方向)に移動可能に構成される。図示の実施形態におけるチャックテーブル機構3は、第2の滑動ブロック33を第1の滑動ブロック32に設けられた一対の案内レール322、322に沿って矢印Yで示す割り出し送り方向(Y軸方向)に移動させるための第1の割り出し送り手段38を具備している。第1の割り出し送り手段38は、上記一対の案内レール322と322の間に平行に配設された雄ネジロッド381と、該雄ネジロッド381を回転駆動するためのパルスモータ382等の駆動源を含んでいる。雄ネジロッド381は、その一端が上記第1の滑動ブロック32の上面に固定された軸受ブロック383に回転自在に支持されており、その他端が上記パルスモータ382の出力軸に伝動連結されている。なお、雄ネジロッド381は、第2の滑動ブロック33の中央部下面に突出して設けられた図示しない雌ネジブロックに形成された貫通雌ネジ穴に螺合されている。従って、パルスモータ382によって雄ネジロッド381を正転および逆転駆動することにより、第2の滑動ブロック33は案内レール322、322に沿って矢印Yで示す割り出し送り方向(Y軸方向)に移動せしめられる。
【0017】
図示の実施形態におけるレーザー加工装置1は、上記第2の滑動ブロック33のY軸方向位置を検出するためのY軸方向位置検出手段384を備えている。Y軸方向位置検出手段384は、案内レール322に沿って配設されたリニアスケール384aと、第2の滑動ブロック33に配設され第2の滑動ブロック33とともにリニアスケール384aに沿って移動する読み取りヘッド384bとからなっている。このY軸方向位置検出手段384の読み取りヘッド384bは、図示に実施形態においては1μm毎に1パルスのパルス信号を後述する制御手段に送る。そして後述する制御手段は、入力したパルス信号をカウントすることにより、チャックテーブル36のY軸方向位置を検出する。
【0018】
上記レーザー光線照射ユニット支持機構4は、静止基台2上に矢印Yで示す割り出し送り方向(Y軸方向)に沿って平行に配設された一対の案内レール41、41と、該案内レール41、41上に矢印Yで示す方向に移動可能に配設された可動支持基台42を具備している。この可動支持基台42は、案内レール41、41上に移動可能に配設された移動支持部421と、該移動支持部421に取り付けられた装着部422とからなっている。装着部422は、一側面に矢印Zで示す方向に延びる一対の案内レール423、423が平行に設けられている。図示の実施形態におけるレーザー光線照射ユニット支持機構4は、可動支持基台42を一対の案内レール41、41に沿って矢印Yで示す割り出し送り方向(Y軸方向)に移動させるための第2の割り出し送り手段43を具備している。第2の割り出し送り手段43は、上記一対の案内レール41、41の間に平行に配設された雄ネジロッド431と、該雄ネジロッド431を回転駆動するためのパルスモータ432等の駆動源を含んでいる。雄ネジロッド431は、その一端が上記静止基台2に固定された図示しない軸受ブロックに回転自在に支持されており、その他端が上記パルスモータ432の出力軸に伝動連結されている。なお、雄ネジロッド431は、可動支持基台42を構成する移動支持部421の中央部下面に突出して設けられた図示しない雌ネジブロックに形成された雌ネジ穴に螺合されている。このため、パルスモータ432によって雄ネジロッド431を正転および逆転駆動することにより、可動支持基台42は案内レール41、41に沿って矢印Yで示す割り出し送り方向(Y軸方向)に移動せしめられる。
【0019】
図示の実施形態のおけるレーザー光線照射ユニット5は、ユニットホルダ51と、該ユニットホルダ51に取り付けられたレーザー光線照射手段52を具備している。ユニットホルダ51は、上記装着部422に設けられた一対の案内レール423、423に摺動可能に嵌合する一対の被案内溝511、511が設けられており、この被案内溝511、511を上記案内レール423、423に嵌合することにより、矢印Zで示す焦点位置調整方向(Z軸方向)に移動可能に支持される。
【0020】
図示の実施形態におけるレーザー光線照射ユニット5は、ユニットホルダ51を一対の案内レール423、423に沿って矢印Zで示す焦点位置調整方向(Z軸方向)に移動させるための集光点位置調整手段53を具備している。集光点位置調整手段53は、一対の案内レール423、423の間に配設された雄ネジロッド(図示せず)と、該雄ネジロッドを回転駆動するためのパルスモータ532等の駆動源を含んでおり、パルスモータ532によって図示しない雄ネジロッドを正転および逆転駆動することにより、ユニットホルダ51およびレーザー光線照射手段52を案内レール423、423に沿って矢印Zで示す集光点位置調整方向(Z軸方向)に移動せしめる。なお、図示の実施形態においてはパルスモータ532を正転駆動することによりレーザー光線照射手段52を上方に移動し、パルスモータ532を逆転駆動することによりレーザー光線照射手段52を下方に移動するようになっている。
【0021】
図示の実施形態におけるレーザー光線照射ユニット5は、レーザー光線照射手段52のZ軸方向位置を検出するためのZ軸方向位置検出手段55を具備している。Z軸方向位置検出手段55は、上記案内レール423、423と平行に配設されたリニアスケール551と、上記ユニットホルダ51に取り付けられユニットホルダ51とともにリニアスケール551に沿って移動する読み取りヘッド552とからなっている。このZ軸方向位置検出手段55の読み取りヘッド552は、図示に実施形態においては1μm毎に1パルスのパルス信号を後述する制御手段に送る。
【0022】
図示のレーザー光線照射手段52は、ケーシング521内に配設されたパルスレーザー光線発振手段(図示せず)と、ケーシング521の先端に配設されレーザー光線発振手段から発振されたパルスレーザー光線を集光して上記被加工物保持手段としてのチャックテーブル36上に保持された被加工物に照射する集光器522を具備している。
【0023】
上記レーザー光線照射手段52を構成するケーシング521の前端部には、上記レーザー光線照射手段52によってレーザー加工すべき加工領域を検出する撮像手段6が配設されている。この撮像手段6は、被加工物を照明する照明手段と、該照明手段によって照明された領域を捕らえる光学系と、該光学系によって捕らえられた像を撮像する撮像素子(CCD)等を備え、撮像した画像信号を後述する制御手段に送る。
【0024】
図示の実施形態におけるレーザー加工装置1は、図2に示す制御手段10を具備している。制御手段10はコンピュータによって構成されており、制御プログラムに従って演算処理する中央処理装置(CPU)101と、制御プログラム等を格納するリードオンリメモリ(ROM)102と、演算結果等を格納する読み書き可能なランダムアクセスメモリ(RAM)103と、入力インターフェース104および出力インターフェース105とを備えている。制御手段10の入力インターフェース104には、上記X軸方向位置検出手段374、Y軸方向位置検出手段384、Z軸方向位置検出手段55、撮像手段6等からの検出信号が入力される。そして、制御手段10の出力インターフェース105からは、上記パルスモータ372、パルスモータ382、パルスモータ432、パルスモータ532、レーザー光線照射手段52および表示手段7等に制御信号を出力する。
【0025】
上述したレーザー加工装置1においては、レーザー光線照射手段52の集光器522から照射されるパルスレーザー光線の集光スポットの光軸方向である集光点位置調整方向(Z軸方向)の位置は、集光器522と被加工物保持手段としてのチャックテーブル36との間隔が高精度に維持されない場合にはチャックテーブル36に保持された被加工物に対して集光スポットを適正に位置着けることができないという問題がある。従って、レーザー加工作業を開始するに際して、集光器522から照射されるパルスレーザー光線の集光スポットの光軸方向である集光点位置調整方向(Z軸方向)の位置を検出することが必要である。以下、集光器522から照射されるパルスレーザー光線の集光スポットの集光点位置調整方向(Z軸方向)の位置の検出方法について説明する。
【0026】
本発明による集光スポット位置検出方法を実施するには、先ず検出用の板状物を用意する。図示の実施形態においては、図3に示すように所定の厚みを有するシリコン基板からなる円形状の板状物8を環状のフレームFに装着された粘着テープTの表面に貼着した状態で用意する。このようにして環状のフレームFに装着された粘着テープTの表面に貼着された板状物8は、上記図1に示すレーザー加工装置1の被加工物保持手段としてのチャックテーブル36の上面である保持面に粘着テープTを介して載置する。次に、図示しない吸引手段を作動することにより、チャックテーブル36上に粘着テープTを介して板状物8を吸引保持する(板状物保持工程)。そして、クランプ362によって環状のフレームFを固定する。
【0027】
次に、集光器522によって集光されるレーザー光線の集光スポットの設計値と板状物8の厚み(および図示の実施形態においては粘着テープTの厚み)とによって集光器522におけるZ軸方向の基準位置を設定する(基準位置設定工程)。即ち、集光器522の焦点距離の設計値に基づいてチャックテーブル36上に粘着テープTを介して吸引保持された板状物8の上面に集光器522によって集光されるレーザー光線の設計値における集光スポットが位置付けられる基準位置を設定する。
【0028】
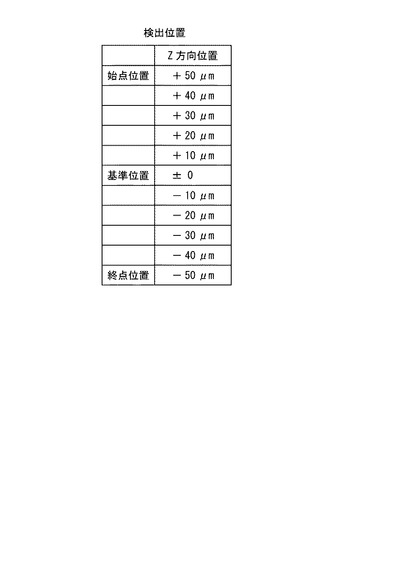
上述したように基準位置設定工程を実施したならば、基準位置から設計値と実際の集光スポット位置との誤差範囲を超える検出領域を設定するとともに、集光器522を位置付ける検出位置の始点から終点までにおけるZ軸方向位置を設定する(検出位置設定工程)。即ち、集光器522による集光スポット位置の誤差範囲が基準位置に対して例えばプラス・マイナス40μmであるならば、余裕をみて検出領域を基準位置に対して例えばプラス・マイナス50μmに設定する。そして、集光器522を位置付ける検出位置の始点から終点までにおけるZ軸方向位置を、例えば図4に示すように10μm間隔で設定する。このように設定された集光器522を位置付ける検出位置の始点(基準位置プラス50μm)から終点(マイナス50μm)までにおけるZ軸方向位置は、ランダムアクセスメモリ(RAM)103に格納される。
【0029】
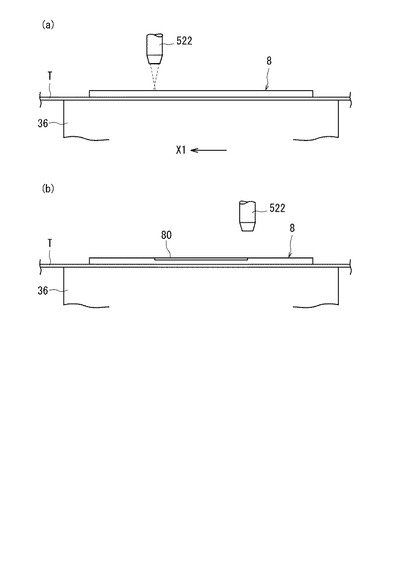
次に、検出位置設定工程において設定した始点から終点までの各検出位置に集光器522を順次位置付けるとともに集光器522の検出位置を変更する都度、割り出し送り手段(図示の実施形態においては第1の割り出し送り手段38)を作動して所定間隔割り出し送りし、集光器522の各検出位置においてレーザー光線照射手段52および加工送り手段37を作動して被加工物保持手段としてのチャックテーブル36に保持された板状物8にそれぞれ所定長さのレーザー加工溝を形成するレーザー加工溝形成工程を実施する。即ち、図5の(a)に示すようにチャックテーブル36をパルスレーザー光線を照射するレーザー光線照射手段52の集光器522が位置するレーザー光線照射領域に移動し、チャックテーブル36に保持された板状物8におけるレーザー加工溝形成領域を集光器522の直下に位置付ける。そして、集光器522のZ軸方向位置を上記検出位置設定工程において設定した検出位置の始点位置(基準位置プラス50μm)に位置付ける。次に、レーザー光線照射手段52の集光器522からシリコン基板からなる板状物8に対して吸収性を有する波長(例えば355nm)のパルスレーザー光線を照射しつつ加工送り手段37を作動してチャックテーブル36を図5の(a)において矢印X1で示す方向に所定の加工送り速度で移動せしめる(レーザー光線照射工程)。そして、図5の(b)に示すようにチャックテーブル36を所定距離移動し設定されたX方向位置が集光器522の直下位置に達したら、パルスレーザー光線の照射を停止するとともにチャックテーブル36の移動を停止する。この結果、板状物8の上面には集光器522の検出位置の始点(基準位置プラス50μm)に対応したスポット径におけるレーザー加工溝80が形成される。
【0030】
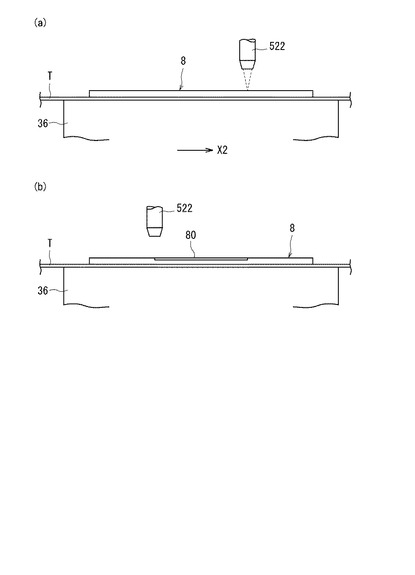
上述したように集光器522を検出位置の始点位置(基準位置プラス50μm)に位置付けて、板状物8にレーザー加工溝80を形成したならば、第1の割り出し送り手段38を作動してチャックテーブル36を図5の(b)において紙面に垂直な方向に例えば10mm割り出し送りし、チャックテーブル36を図6の(a)示す状態に位置付ける。そして、集光器522のZ軸方向位置を上記検出位置設定工程において設定した検出位置の始点位置から2番目の検出位置(基準位置プラス40μm)に位置付ける。次に、レーザー光線照射手段52の集光器522からパルスレーザー光線を照射しつつ加工送り手段37を作動してチャックテーブル36を図6の(a)において矢印X2で示す方向に所定の加工送り速度で移動せしめる(レーザー光線照射工程)。そして、図6の(b)に示すようにチャックテーブル36を所定距離移動し設定されたX方向位置が集光器522の直下位置に達したら、パルスレーザー光線の照射を停止するとともにチャックテーブル36の移動を停止する。この結果、板状物8の上面には集光器522の始点位置から2番目の検出位置(基準位置プラス40μm)に対応したスポット径におけるレーザー加工溝80が形成される。
【0031】
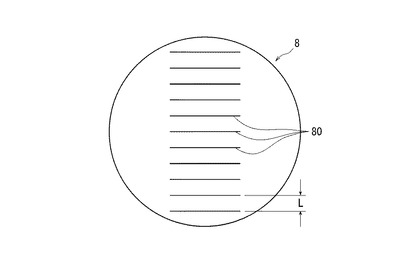
以後、上記割り出し送りと集光器522の各検出位置への位置付けおよびレーザー光線照射工程を順次実施し、上記検出位置設定工程において設定した検出位置の終点(基準位置マイナス50μm)に対応したスポット径におけるレーザー加工溝80を形成することにより、レーザー加工溝形成工程を終了する。このようにして、レーザー加工溝形成工程を実施することにより、図示の実施形態においては板状物8の上面には図7に示すように11本のレーザー加工溝80は10mm間隔(L)で形成される。なお、レーザー加工溝80の間隔は、後述するレーザー加工溝撮像工程において撮像手段6によって1本のレーザー加工溝80を撮像し、表示手段7に表示する際に隣接するレーザー加工溝80が表示されない値に設定される。
【0032】
上述したレーザー加工溝形成工程を実施したならば、板状物8に形成された11本のレーザー加工溝80をそれぞれ撮像手段6によって撮像するレーザー加工溝撮像工程を実施する。即ち、レーザー加工溝形成工程が実施された板状物8を保持したチャックテーブル36を撮像手段6の撮像領域に位置付ける。そして、板状物8の上面に形成された11本のレーザー加工溝80を順次撮像し、撮像した画像信号を制御手段10に送る。
【0033】
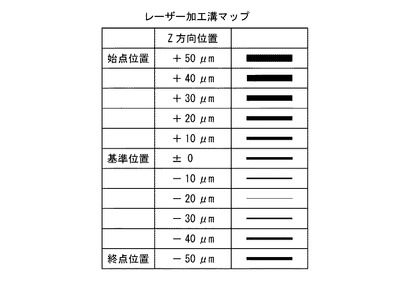
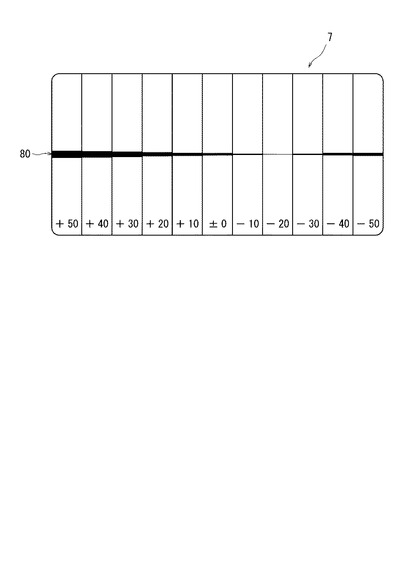
制御手段10は、撮像手段6からの画像信号を入力したならば、ランダムアクセスメモリ(RAM)103に格納されている上記検出位置設定工程において設定された上記図4に示す集光器522の検出位置に対応するレーザー加工溝80を照合し、図8で示すレーザー加工溝マップを作成する。しかるに、図8で示すレーザー加工溝マップをそのまま表示すると、集光スポットの位置を見分けることが必ずしも容易ではない。そこで、本発明においては、制御手段10は図8で示すレーザー加工溝マップのデータに基づいて、表示手段7に図9に示すように検出位置の始点(基準位置プラス50μm)から終点(基準位置マイナス50μm)までの各検出位置に対応するレーザー加工溝80を一直線上に表示する(レーザー加工溝表示工程)。このように検出位置の始点(基準位置プラス50μm)から終点(基準位置マイナス50μm)までの各検出位置に対応するレーザー加工溝80を一直線上に表示することにより、最も細い(最も幅が狭い)レーザー加工溝80(図示の実施形態においては基準位置マイナス20μmに対応するレーザー加工溝80)を見分けることが極めて容易となる。従って、設計値から20μm下方位置が集光スポット位置であることが容易に判る。
【符号の説明】
【0034】
1:レーザー加工装置
2:静止基台
3:チャックテーブル機構
36:チャックテーブル
37:加工送り手段
374:X軸方向位置検出手段
38:第1の割り出し送り手段
384:Y軸方向位置検出手段
4:レーザー光線照射ユニット支持機構
42:可動支持基台
43:第2の割り出し送り手段
5:レーザー光線照射ユニット
52:レーザー光線照射手段
522:集光器
53:集光点位置調整手段
55:Z軸方向位置検出手段
6:撮像手段
7:表示手段
8:板状物
10:制御手段
【技術分野】
【0001】
本発明は、レーザー加工装置におけるレーザー光線を集光する集光器の集光スポット位置検出方法に関する。
【背景技術】
【0002】
半導体デバイス製造工程においては、略円板形状である半導体ウエーハの表面に格子状に配列されたストリートと呼ばれる分割予定ラインによって複数の領域が区画され、この区画された領域にIC、LSI等のデバイスを形成する。そして、半導体ウエーハをストリートに沿って切断することによりデバイスが形成された領域を分割して個々の半導体デバイスを製造している。
【0003】
上述した半導体ウエーハ等のストリートに沿って分割する方法として、ウエーハに対して透過性を有するパルスレーザー光線を用い、分割すべき領域の内部に集光点を合わせてパルスレーザー光線を照射するレーザー加工方法が試みられている。このレーザー加工方法を用いた分割方法は、ウエーハの一方の面側から内部に集光点を合わせてウエーハに対して透過性を有する波長のパルスレーザー光線を照射し、ウエーハの内部にストリートに沿って改質層を連続的に形成し、この改質層が形成されることによって強度が低下したストリートに沿って外力を加えることにより、被加工物を分割するものである。(例えば、特許文献1参照。)このように被加工物に形成されたストリートに沿って内部に改質層を形成する場合、被加工物の上面から所定の深さ位置にレーザー光線の集光点を位置付けることが重要である。
【0004】
また、半導体ウエーハ等の板状の被加工物を分割する方法として、被加工物に形成されたストリートに沿ってパルスレーザー光線を照射することによりレーザー加工溝を形成し、このレーザー加工溝に沿ってメカニカルブレーキング装置によって割断する方法が提案されている。(例えば、特許文献2参照。)このように被加工物に形成されたストリートに沿ってレーザー加工溝を形成する場合にも、被加工物の所定高さ位置にレーザー光線の集光点を位置付けることが重要である。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許第3408805号公報
【特許文献2】特開平10−305420号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
而して、レーザー光線を集光する集光器によって集光される集光スポットの集光点の位置は、集光器の設計値NAによって決定されるが、集光器と被加工物保持手段との間隔が高精度に維持されない場合には加工物保持手段に保持された被加工物に対して集光スポットを適正に位置付けることができないという問題がある。
【0007】
本発明は上記事実に鑑みてなされたものであり、その主たる技術的課題は、レーザー光線を集光する集光器によって集光される集光スポットの光軸方向(Z軸方向)の位置を適正に検出することができるレーザー加工装置の集光スポット位置検出方法を提供することである。
【課題を解決するための手段】
【0008】
上記主たる技術課題を解決するため、本発明によれば、被加工物を保持する保持面を備えた被加工物保持手段と、該被加工物保持手段に保持された被加工物にレーザー光線を照射する集光器を備えたレーザー光線照射手段と、該被加工物保持手段と該レーザー光線照射手段とを加工送り方向(X軸方向)に相対的に加工送りする加工送り手段と、該被加工物保持手段と該レーザー光線照射手段とを加工送り方向(X軸方向)と直交する割り出し送り方向(Y軸方向)に相対的に割り出し送りする割り出し送り手段と、該レーザー光線照射手段を該被加工物保持手段の保持面に垂直な集光点位置調整方向(Z軸方向)に移動せしめる集光点位置調整手段と、該集光点位置調整手段による該集光器のZ軸方向位置を検出するZ軸方向位置検出手段と、該被加工物保持手段に保持された被加工物を撮像する撮像手段と、該撮像手段によって撮像された画像を表示する表示手段と、を具備するレーザー加工装置における集光スポット位置検出方法であって、
該被加工物保持手段の保持面に所定の厚みを有する板状物を保持する板状物保持工程と、
該集光器によって集光されるレーザー光線の集光スポットの設計値と板状物の厚みとによって該集光器のZ軸方向の基準位置を設定する基準位置設定工程と、
該基準位置から誤差範囲を超える検出領域を設定するとともに、該集光器を位置付ける検出位置の始点から終点までにおけるZ軸方向位置を設定する検出位置設定工程と、
該検出位置設定工程において設定した始点から終点までにおける該検出位置に該集光器を順次位置付けるとともに該集光器の該検出位置を変更する都度割り出し送り手段を作動して所定間隔割り出し送りし、該集光器の各検出位置においてレーザー光線照射手段および加工送り手段を作動して該被加工物保持手段に保持された板状物にそれぞれ所定長さのレーザー加工溝を形成するレーザー加工溝形成工程と、
該レーザー加工溝形成工程によって板状物に形成されたレーザー加工溝を該撮像手段によって撮像するレーザー加工溝撮像工程と、
該レーザー加工溝撮像工程によって撮像されたレーザー加工溝を該検出位置の始点から終点までの各検出位置に対応して一直線上に表示するレーザー加工溝表示工程と、を含む、
ことを特徴とするレーザー加工装置における集光スポット位置検出方法が提供される。
【発明の効果】
【0009】
本発明によるレーザー加工装置における集光スポット位置検出方法においては、検出位置設定工程において設定した始点から終点までにおける集光器の検出位置においてそれぞれ被加工物保持手段の保持面に保持された板状物に形成されたレーザー加工溝を、検出位置の始点から終点までの各検出位置に対応して一直線上に表示するので、最も細いレーザー加工溝(集光スポットによって形成されたレーザー加工溝)を見分けることが極めて容易となる。
【図面の簡単な説明】
【0010】
【図1】本発明による集光スポット位置検出方法を実施するためのレーザー加工装置の斜視図。
【図2】図1に示すレーザー加工装置に装備される制御手段を示すブロック図。
【図3】本発明によるレーザー加工装置の集光スポット位置検出方法に用いる板状物を環状のフレームに装着された粘着テープに貼着した状態を示す斜視図。
【図4】本発明によるレーザー加工装置の集光スポット位置検出方法における検出位置設定工程において設定された検出位置のZ軸方向位置を示す説明図。
【図5】本発明によるレーザー加工装置の集光スポット位置検出方法におけるレーザー加工溝形成工程の説明図。
【図6】本発明によるレーザー加工装置の集光スポット位置検出方法におけるレーザー加工溝形成工程の説明図。
【図7】図5および図6に示す本発明による集光スポット位置検出方法におけるレーザー加工溝形成工程が実施された板状物の平面図。
【図8】本発明によるレーザー加工装置の集光スポット位置検出方法において作成されるレーザー加工溝マップを示す図。
【図9】本発明によるレーザー加工装置の集光スポット位置検出方法におけるレーザー加工溝表示工程において表示手段に表示されるレーザー加工溝を示す図。
【発明を実施するための形態】
【0011】
以下、本発明によるレーザー加工装置の集光スポット位置検出方法の好適な実施形態について、添付図面を参照して、更に詳細に説明する。
【0012】
図1には、本発明による集光スポット位置検出方法を実施するためのレーザー加工装置の斜視図が示されている。図1に示すレーザー加工装置1は、静止基台2と、該静止基台2に矢印Xで示す加工送り方向(X軸方向)に移動可能に配設され被加工物を保持するチャックテーブル機構3と、静止基台2に上記矢印Xで示す方向(X軸方向)と直角な矢印Yで示す割り出し送り方向(Y軸方向)に移動可能に配設されたレーザー光線照射ユニット支持機構4と、該レーザー光線ユニット支持機構4に矢印Zで示す集光点位置調整方向(Z軸方向)に移動可能に配設されたレーザー光線照射ユニット5とを具備している。
【0013】
上記チャックテーブル機構3は、静止基台2上に矢印Xで示す加工送り方向に沿って平行に配設された一対の案内レール31、31と、該案内レール31、31上に矢印Xで示す加工送り方向に(X軸方向)移動可能に配設された第一の滑動ブロック32と、該第1の滑動ブロック32上に矢印Yで示す割り出し送り方向(Y軸方向)に移動可能に配設された第2の滑動ブロック33と、該第2の滑動ブロック33上に円筒部材34によって支持されたカバーテーブル35と、被加工物保持手段としてのチャックテーブル36を具備している。このチャックテーブル36は多孔性材料から形成された吸着チャック361を具備しており、吸着チャック361上に被加工物である例えば円盤状の半導体ウエーハを図示しない吸引手段によって保持するようになっている。このように構成されたチャックテーブル36は、円筒部材34内に配設された図示しないパルスモータによって回転せしめられる。なお、チャックテーブル36には、後述する環状のフレームを固定するためのクランプ362が配設されている。
【0014】
上記第1の滑動ブロック32は、その下面に上記一対の案内レール31、31と嵌合する一対の被案内溝321、321が設けられているとともに、その上面に矢印Yで示す割り出し送り方向に沿って平行に形成された一対の案内レール322、322が設けられている。このように構成された第1の滑動ブロック32は、被案内溝321、321が一対の案内レール31、31に嵌合することにより、一対の案内レール31、31に沿って矢印Xで示す加工送り方向に移動可能に構成される。図示の実施形態におけるチャックテーブル機構3は、第1の滑動ブロック32を一対の案内レール31、31に沿って矢印Xで示す加工送り方向に移動させるための加工送り手段37を具備している。加工送り手段37は、上記一対の案内レール31と31の間に平行に配設された雄ネジロッド371と、該雄ネジロッド371を回転駆動するためのパルスモータ372等の駆動源を含んでいる。雄ネジロッド371は、その一端が上記静止基台2に固定された軸受ブロック373に回転自在に支持されており、その他端が上記パルスモータ372の出力軸に伝動連結されている。なお、雄ネジロッド371は、第1の滑動ブロック32の中央部下面に突出して設けられた図示しない雌ネジブロックに形成された貫通雌ネジ穴に螺合されている。従って、パルスモータ372によって雄ネジロッド371を正転および逆転駆動することにより、第一の滑動ブロック32は案内レール31、31に沿って矢印Xで示す加工送り方向(X軸方向)に移動せしめられる。
【0015】
図示の実施形態におけるレーザー加工装置1は、上記チャックテーブル36のX軸方向位置を検出するためのX軸方向位置検出手段374を備えている。X軸方向位置検出手段374は、案内レール31に沿って配設されたリニアスケール374aと、第1の滑動ブロック32に配設され第1の滑動ブロック32とともにリニアスケール374aに沿って移動する読み取りヘッド374bとからなっている。このX軸方向位置検出手段374の読み取りヘッド374bは、図示の実施形態においては1μm毎に1パルスのパルス信号を後述する制御手段に送る。そして後述する制御手段は、入力したパルス信号をカウントすることにより、チャックテーブル36のX軸方向位置を検出する。
【0016】
上記第2の滑動ブロック33は、その下面に上記第1の滑動ブロック32の上面に設けられた一対の案内レール322、322と嵌合する一対の被案内溝331、331が設けられており、この被案内溝331、331を一対の案内レール322、322に嵌合することにより、矢印Yで示す割り出し送り方向(Y軸方向)に移動可能に構成される。図示の実施形態におけるチャックテーブル機構3は、第2の滑動ブロック33を第1の滑動ブロック32に設けられた一対の案内レール322、322に沿って矢印Yで示す割り出し送り方向(Y軸方向)に移動させるための第1の割り出し送り手段38を具備している。第1の割り出し送り手段38は、上記一対の案内レール322と322の間に平行に配設された雄ネジロッド381と、該雄ネジロッド381を回転駆動するためのパルスモータ382等の駆動源を含んでいる。雄ネジロッド381は、その一端が上記第1の滑動ブロック32の上面に固定された軸受ブロック383に回転自在に支持されており、その他端が上記パルスモータ382の出力軸に伝動連結されている。なお、雄ネジロッド381は、第2の滑動ブロック33の中央部下面に突出して設けられた図示しない雌ネジブロックに形成された貫通雌ネジ穴に螺合されている。従って、パルスモータ382によって雄ネジロッド381を正転および逆転駆動することにより、第2の滑動ブロック33は案内レール322、322に沿って矢印Yで示す割り出し送り方向(Y軸方向)に移動せしめられる。
【0017】
図示の実施形態におけるレーザー加工装置1は、上記第2の滑動ブロック33のY軸方向位置を検出するためのY軸方向位置検出手段384を備えている。Y軸方向位置検出手段384は、案内レール322に沿って配設されたリニアスケール384aと、第2の滑動ブロック33に配設され第2の滑動ブロック33とともにリニアスケール384aに沿って移動する読み取りヘッド384bとからなっている。このY軸方向位置検出手段384の読み取りヘッド384bは、図示に実施形態においては1μm毎に1パルスのパルス信号を後述する制御手段に送る。そして後述する制御手段は、入力したパルス信号をカウントすることにより、チャックテーブル36のY軸方向位置を検出する。
【0018】
上記レーザー光線照射ユニット支持機構4は、静止基台2上に矢印Yで示す割り出し送り方向(Y軸方向)に沿って平行に配設された一対の案内レール41、41と、該案内レール41、41上に矢印Yで示す方向に移動可能に配設された可動支持基台42を具備している。この可動支持基台42は、案内レール41、41上に移動可能に配設された移動支持部421と、該移動支持部421に取り付けられた装着部422とからなっている。装着部422は、一側面に矢印Zで示す方向に延びる一対の案内レール423、423が平行に設けられている。図示の実施形態におけるレーザー光線照射ユニット支持機構4は、可動支持基台42を一対の案内レール41、41に沿って矢印Yで示す割り出し送り方向(Y軸方向)に移動させるための第2の割り出し送り手段43を具備している。第2の割り出し送り手段43は、上記一対の案内レール41、41の間に平行に配設された雄ネジロッド431と、該雄ネジロッド431を回転駆動するためのパルスモータ432等の駆動源を含んでいる。雄ネジロッド431は、その一端が上記静止基台2に固定された図示しない軸受ブロックに回転自在に支持されており、その他端が上記パルスモータ432の出力軸に伝動連結されている。なお、雄ネジロッド431は、可動支持基台42を構成する移動支持部421の中央部下面に突出して設けられた図示しない雌ネジブロックに形成された雌ネジ穴に螺合されている。このため、パルスモータ432によって雄ネジロッド431を正転および逆転駆動することにより、可動支持基台42は案内レール41、41に沿って矢印Yで示す割り出し送り方向(Y軸方向)に移動せしめられる。
【0019】
図示の実施形態のおけるレーザー光線照射ユニット5は、ユニットホルダ51と、該ユニットホルダ51に取り付けられたレーザー光線照射手段52を具備している。ユニットホルダ51は、上記装着部422に設けられた一対の案内レール423、423に摺動可能に嵌合する一対の被案内溝511、511が設けられており、この被案内溝511、511を上記案内レール423、423に嵌合することにより、矢印Zで示す焦点位置調整方向(Z軸方向)に移動可能に支持される。
【0020】
図示の実施形態におけるレーザー光線照射ユニット5は、ユニットホルダ51を一対の案内レール423、423に沿って矢印Zで示す焦点位置調整方向(Z軸方向)に移動させるための集光点位置調整手段53を具備している。集光点位置調整手段53は、一対の案内レール423、423の間に配設された雄ネジロッド(図示せず)と、該雄ネジロッドを回転駆動するためのパルスモータ532等の駆動源を含んでおり、パルスモータ532によって図示しない雄ネジロッドを正転および逆転駆動することにより、ユニットホルダ51およびレーザー光線照射手段52を案内レール423、423に沿って矢印Zで示す集光点位置調整方向(Z軸方向)に移動せしめる。なお、図示の実施形態においてはパルスモータ532を正転駆動することによりレーザー光線照射手段52を上方に移動し、パルスモータ532を逆転駆動することによりレーザー光線照射手段52を下方に移動するようになっている。
【0021】
図示の実施形態におけるレーザー光線照射ユニット5は、レーザー光線照射手段52のZ軸方向位置を検出するためのZ軸方向位置検出手段55を具備している。Z軸方向位置検出手段55は、上記案内レール423、423と平行に配設されたリニアスケール551と、上記ユニットホルダ51に取り付けられユニットホルダ51とともにリニアスケール551に沿って移動する読み取りヘッド552とからなっている。このZ軸方向位置検出手段55の読み取りヘッド552は、図示に実施形態においては1μm毎に1パルスのパルス信号を後述する制御手段に送る。
【0022】
図示のレーザー光線照射手段52は、ケーシング521内に配設されたパルスレーザー光線発振手段(図示せず)と、ケーシング521の先端に配設されレーザー光線発振手段から発振されたパルスレーザー光線を集光して上記被加工物保持手段としてのチャックテーブル36上に保持された被加工物に照射する集光器522を具備している。
【0023】
上記レーザー光線照射手段52を構成するケーシング521の前端部には、上記レーザー光線照射手段52によってレーザー加工すべき加工領域を検出する撮像手段6が配設されている。この撮像手段6は、被加工物を照明する照明手段と、該照明手段によって照明された領域を捕らえる光学系と、該光学系によって捕らえられた像を撮像する撮像素子(CCD)等を備え、撮像した画像信号を後述する制御手段に送る。
【0024】
図示の実施形態におけるレーザー加工装置1は、図2に示す制御手段10を具備している。制御手段10はコンピュータによって構成されており、制御プログラムに従って演算処理する中央処理装置(CPU)101と、制御プログラム等を格納するリードオンリメモリ(ROM)102と、演算結果等を格納する読み書き可能なランダムアクセスメモリ(RAM)103と、入力インターフェース104および出力インターフェース105とを備えている。制御手段10の入力インターフェース104には、上記X軸方向位置検出手段374、Y軸方向位置検出手段384、Z軸方向位置検出手段55、撮像手段6等からの検出信号が入力される。そして、制御手段10の出力インターフェース105からは、上記パルスモータ372、パルスモータ382、パルスモータ432、パルスモータ532、レーザー光線照射手段52および表示手段7等に制御信号を出力する。
【0025】
上述したレーザー加工装置1においては、レーザー光線照射手段52の集光器522から照射されるパルスレーザー光線の集光スポットの光軸方向である集光点位置調整方向(Z軸方向)の位置は、集光器522と被加工物保持手段としてのチャックテーブル36との間隔が高精度に維持されない場合にはチャックテーブル36に保持された被加工物に対して集光スポットを適正に位置着けることができないという問題がある。従って、レーザー加工作業を開始するに際して、集光器522から照射されるパルスレーザー光線の集光スポットの光軸方向である集光点位置調整方向(Z軸方向)の位置を検出することが必要である。以下、集光器522から照射されるパルスレーザー光線の集光スポットの集光点位置調整方向(Z軸方向)の位置の検出方法について説明する。
【0026】
本発明による集光スポット位置検出方法を実施するには、先ず検出用の板状物を用意する。図示の実施形態においては、図3に示すように所定の厚みを有するシリコン基板からなる円形状の板状物8を環状のフレームFに装着された粘着テープTの表面に貼着した状態で用意する。このようにして環状のフレームFに装着された粘着テープTの表面に貼着された板状物8は、上記図1に示すレーザー加工装置1の被加工物保持手段としてのチャックテーブル36の上面である保持面に粘着テープTを介して載置する。次に、図示しない吸引手段を作動することにより、チャックテーブル36上に粘着テープTを介して板状物8を吸引保持する(板状物保持工程)。そして、クランプ362によって環状のフレームFを固定する。
【0027】
次に、集光器522によって集光されるレーザー光線の集光スポットの設計値と板状物8の厚み(および図示の実施形態においては粘着テープTの厚み)とによって集光器522におけるZ軸方向の基準位置を設定する(基準位置設定工程)。即ち、集光器522の焦点距離の設計値に基づいてチャックテーブル36上に粘着テープTを介して吸引保持された板状物8の上面に集光器522によって集光されるレーザー光線の設計値における集光スポットが位置付けられる基準位置を設定する。
【0028】
上述したように基準位置設定工程を実施したならば、基準位置から設計値と実際の集光スポット位置との誤差範囲を超える検出領域を設定するとともに、集光器522を位置付ける検出位置の始点から終点までにおけるZ軸方向位置を設定する(検出位置設定工程)。即ち、集光器522による集光スポット位置の誤差範囲が基準位置に対して例えばプラス・マイナス40μmであるならば、余裕をみて検出領域を基準位置に対して例えばプラス・マイナス50μmに設定する。そして、集光器522を位置付ける検出位置の始点から終点までにおけるZ軸方向位置を、例えば図4に示すように10μm間隔で設定する。このように設定された集光器522を位置付ける検出位置の始点(基準位置プラス50μm)から終点(マイナス50μm)までにおけるZ軸方向位置は、ランダムアクセスメモリ(RAM)103に格納される。
【0029】
次に、検出位置設定工程において設定した始点から終点までの各検出位置に集光器522を順次位置付けるとともに集光器522の検出位置を変更する都度、割り出し送り手段(図示の実施形態においては第1の割り出し送り手段38)を作動して所定間隔割り出し送りし、集光器522の各検出位置においてレーザー光線照射手段52および加工送り手段37を作動して被加工物保持手段としてのチャックテーブル36に保持された板状物8にそれぞれ所定長さのレーザー加工溝を形成するレーザー加工溝形成工程を実施する。即ち、図5の(a)に示すようにチャックテーブル36をパルスレーザー光線を照射するレーザー光線照射手段52の集光器522が位置するレーザー光線照射領域に移動し、チャックテーブル36に保持された板状物8におけるレーザー加工溝形成領域を集光器522の直下に位置付ける。そして、集光器522のZ軸方向位置を上記検出位置設定工程において設定した検出位置の始点位置(基準位置プラス50μm)に位置付ける。次に、レーザー光線照射手段52の集光器522からシリコン基板からなる板状物8に対して吸収性を有する波長(例えば355nm)のパルスレーザー光線を照射しつつ加工送り手段37を作動してチャックテーブル36を図5の(a)において矢印X1で示す方向に所定の加工送り速度で移動せしめる(レーザー光線照射工程)。そして、図5の(b)に示すようにチャックテーブル36を所定距離移動し設定されたX方向位置が集光器522の直下位置に達したら、パルスレーザー光線の照射を停止するとともにチャックテーブル36の移動を停止する。この結果、板状物8の上面には集光器522の検出位置の始点(基準位置プラス50μm)に対応したスポット径におけるレーザー加工溝80が形成される。
【0030】
上述したように集光器522を検出位置の始点位置(基準位置プラス50μm)に位置付けて、板状物8にレーザー加工溝80を形成したならば、第1の割り出し送り手段38を作動してチャックテーブル36を図5の(b)において紙面に垂直な方向に例えば10mm割り出し送りし、チャックテーブル36を図6の(a)示す状態に位置付ける。そして、集光器522のZ軸方向位置を上記検出位置設定工程において設定した検出位置の始点位置から2番目の検出位置(基準位置プラス40μm)に位置付ける。次に、レーザー光線照射手段52の集光器522からパルスレーザー光線を照射しつつ加工送り手段37を作動してチャックテーブル36を図6の(a)において矢印X2で示す方向に所定の加工送り速度で移動せしめる(レーザー光線照射工程)。そして、図6の(b)に示すようにチャックテーブル36を所定距離移動し設定されたX方向位置が集光器522の直下位置に達したら、パルスレーザー光線の照射を停止するとともにチャックテーブル36の移動を停止する。この結果、板状物8の上面には集光器522の始点位置から2番目の検出位置(基準位置プラス40μm)に対応したスポット径におけるレーザー加工溝80が形成される。
【0031】
以後、上記割り出し送りと集光器522の各検出位置への位置付けおよびレーザー光線照射工程を順次実施し、上記検出位置設定工程において設定した検出位置の終点(基準位置マイナス50μm)に対応したスポット径におけるレーザー加工溝80を形成することにより、レーザー加工溝形成工程を終了する。このようにして、レーザー加工溝形成工程を実施することにより、図示の実施形態においては板状物8の上面には図7に示すように11本のレーザー加工溝80は10mm間隔(L)で形成される。なお、レーザー加工溝80の間隔は、後述するレーザー加工溝撮像工程において撮像手段6によって1本のレーザー加工溝80を撮像し、表示手段7に表示する際に隣接するレーザー加工溝80が表示されない値に設定される。
【0032】
上述したレーザー加工溝形成工程を実施したならば、板状物8に形成された11本のレーザー加工溝80をそれぞれ撮像手段6によって撮像するレーザー加工溝撮像工程を実施する。即ち、レーザー加工溝形成工程が実施された板状物8を保持したチャックテーブル36を撮像手段6の撮像領域に位置付ける。そして、板状物8の上面に形成された11本のレーザー加工溝80を順次撮像し、撮像した画像信号を制御手段10に送る。
【0033】
制御手段10は、撮像手段6からの画像信号を入力したならば、ランダムアクセスメモリ(RAM)103に格納されている上記検出位置設定工程において設定された上記図4に示す集光器522の検出位置に対応するレーザー加工溝80を照合し、図8で示すレーザー加工溝マップを作成する。しかるに、図8で示すレーザー加工溝マップをそのまま表示すると、集光スポットの位置を見分けることが必ずしも容易ではない。そこで、本発明においては、制御手段10は図8で示すレーザー加工溝マップのデータに基づいて、表示手段7に図9に示すように検出位置の始点(基準位置プラス50μm)から終点(基準位置マイナス50μm)までの各検出位置に対応するレーザー加工溝80を一直線上に表示する(レーザー加工溝表示工程)。このように検出位置の始点(基準位置プラス50μm)から終点(基準位置マイナス50μm)までの各検出位置に対応するレーザー加工溝80を一直線上に表示することにより、最も細い(最も幅が狭い)レーザー加工溝80(図示の実施形態においては基準位置マイナス20μmに対応するレーザー加工溝80)を見分けることが極めて容易となる。従って、設計値から20μm下方位置が集光スポット位置であることが容易に判る。
【符号の説明】
【0034】
1:レーザー加工装置
2:静止基台
3:チャックテーブル機構
36:チャックテーブル
37:加工送り手段
374:X軸方向位置検出手段
38:第1の割り出し送り手段
384:Y軸方向位置検出手段
4:レーザー光線照射ユニット支持機構
42:可動支持基台
43:第2の割り出し送り手段
5:レーザー光線照射ユニット
52:レーザー光線照射手段
522:集光器
53:集光点位置調整手段
55:Z軸方向位置検出手段
6:撮像手段
7:表示手段
8:板状物
10:制御手段
【特許請求の範囲】
【請求項1】
被加工物を保持する保持面を備えた被加工物保持手段と、該被加工物保持手段に保持された被加工物にレーザー光線を照射する集光器を備えたレーザー光線照射手段と、該被加工物保持手段と該レーザー光線照射手段とを加工送り方向(X軸方向)に相対的に加工送りする加工送り手段と、該被加工物保持手段と該レーザー光線照射手段とを加工送り方向(X軸方向)と直交する割り出し送り方向(Y軸方向)に相対的に割り出し送りする割り出し送り手段と、該レーザー光線照射手段を該被加工物保持手段の保持面に垂直な集光点の光軸方向(Z軸方向)に移動せしめる集光点位置調整手段と、該集光点位置調整手段による該集光器のZ軸方向位置を検出するZ軸方向位置検出手段と、該被加工物保持手段に保持された被加工物を撮像する撮像手段と、該撮像手段によって撮像された画像を表示する表示手段と、を具備するレーザー加工装置における集光スポット位置検出方法であって、
該被加工物保持手段の保持面に所定の厚みを有する板状物を保持する板状物保持工程と、
該集光器によって集光されるレーザー光線の集光スポットの設計値と板状物の厚みとによって該集光器のZ軸方向の基準位置を設定する基準位置設定工程と、
該基準位置から設計値と実際の集光スポット位置との誤差範囲を超える検出領域を設定するとともに、該集光器を位置付ける検出位置の始点から終点までにおけるZ軸方向位置を設定する検出位置設定工程と、
該検出位置設定工程において設定した始点から終点までにおける該検出位置に該集光器を順次位置付けるとともに該集光器の該検出位置を変更する都度割り出し送り手段を作動して所定間隔割り出し送りし、該集光器の各検出位置においてレーザー光線照射手段および加工送り手段を作動して該被加工物保持手段に保持された板状物にそれぞれ所定長さのレーザー加工溝を形成するレーザー加工溝形成工程と、
該レーザー加工溝形成工程によって板状物に形成されたレーザー加工溝を該撮像手段によって撮像するレーザー加工溝撮像工程と、
該レーザー加工溝撮像工程によって撮像されたレーザー加工溝を該検出位置の始点から終点までの各検出位置に対応して一直線上に表示するレーザー加工溝表示工程と、を含む、
ことを特徴とするレーザー加工装置における集光スポット位置検出方法。
【請求項1】
被加工物を保持する保持面を備えた被加工物保持手段と、該被加工物保持手段に保持された被加工物にレーザー光線を照射する集光器を備えたレーザー光線照射手段と、該被加工物保持手段と該レーザー光線照射手段とを加工送り方向(X軸方向)に相対的に加工送りする加工送り手段と、該被加工物保持手段と該レーザー光線照射手段とを加工送り方向(X軸方向)と直交する割り出し送り方向(Y軸方向)に相対的に割り出し送りする割り出し送り手段と、該レーザー光線照射手段を該被加工物保持手段の保持面に垂直な集光点の光軸方向(Z軸方向)に移動せしめる集光点位置調整手段と、該集光点位置調整手段による該集光器のZ軸方向位置を検出するZ軸方向位置検出手段と、該被加工物保持手段に保持された被加工物を撮像する撮像手段と、該撮像手段によって撮像された画像を表示する表示手段と、を具備するレーザー加工装置における集光スポット位置検出方法であって、
該被加工物保持手段の保持面に所定の厚みを有する板状物を保持する板状物保持工程と、
該集光器によって集光されるレーザー光線の集光スポットの設計値と板状物の厚みとによって該集光器のZ軸方向の基準位置を設定する基準位置設定工程と、
該基準位置から設計値と実際の集光スポット位置との誤差範囲を超える検出領域を設定するとともに、該集光器を位置付ける検出位置の始点から終点までにおけるZ軸方向位置を設定する検出位置設定工程と、
該検出位置設定工程において設定した始点から終点までにおける該検出位置に該集光器を順次位置付けるとともに該集光器の該検出位置を変更する都度割り出し送り手段を作動して所定間隔割り出し送りし、該集光器の各検出位置においてレーザー光線照射手段および加工送り手段を作動して該被加工物保持手段に保持された板状物にそれぞれ所定長さのレーザー加工溝を形成するレーザー加工溝形成工程と、
該レーザー加工溝形成工程によって板状物に形成されたレーザー加工溝を該撮像手段によって撮像するレーザー加工溝撮像工程と、
該レーザー加工溝撮像工程によって撮像されたレーザー加工溝を該検出位置の始点から終点までの各検出位置に対応して一直線上に表示するレーザー加工溝表示工程と、を含む、
ことを特徴とするレーザー加工装置における集光スポット位置検出方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2013−78785(P2013−78785A)
【公開日】平成25年5月2日(2013.5.2)
【国際特許分類】
【出願番号】特願2011−220368(P2011−220368)
【出願日】平成23年10月4日(2011.10.4)
【出願人】(000134051)株式会社ディスコ (2,397)
【Fターム(参考)】
【公開日】平成25年5月2日(2013.5.2)
【国際特許分類】
【出願日】平成23年10月4日(2011.10.4)
【出願人】(000134051)株式会社ディスコ (2,397)
【Fターム(参考)】
[ Back to top ]