
レーザー加工装置

【課題】 温度変化によるスキャナの角度誤差を抑制することにより、高精度のレーザー加工を行うことができるレーザー加工装置を提供する。
【解決手段】 レーザー加工用のXYスキャナが、モータ軸100を回動させる駆動モータ10と、レーザー光を反射させる反射ミラー20、及び、モータ軸100に取り付けられるマウンタ係合部21Bを有するミラーモジュールと、モータ軸100を挟んでミラーマウンタ21と対向するように配置され、モータ軸100に取り付けられるミラー固定部材22とを備え、マウンタ係合部21B及びミラー固定部材22は、モータ軸100との接触面を減らすための非接触領域がモータ軸100を挟んで両側に存在する状態で、モータ軸100を挟持する。
【解決手段】 レーザー加工用のXYスキャナが、モータ軸100を回動させる駆動モータ10と、レーザー光を反射させる反射ミラー20、及び、モータ軸100に取り付けられるマウンタ係合部21Bを有するミラーモジュールと、モータ軸100を挟んでミラーマウンタ21と対向するように配置され、モータ軸100に取り付けられるミラー固定部材22とを備え、マウンタ係合部21B及びミラー固定部材22は、モータ軸100との接触面を減らすための非接触領域がモータ軸100を挟んで両側に存在する状態で、モータ軸100を挟持する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、レーザー加工装置に係り、さらに詳しくは、レーザー光を照射して加工対象物を加工するレーザー加工装置の改良に関する。
【背景技術】
【0002】
レーザー加工装置は、加工設定データに基づいて、レーザー光の照射位置を2次元走査させることにより、ワーク上に加工パターンを形成することができる。このような2次元走査を行うために、レーザー加工装置は、XYスキャナを備えている(例えば、特許文献1)。XYスキャナは、互いに直交するモータ軸を有する2個のガルバノモータと、これらのモータ軸にそれぞれ取り付けられた2個のミラーモジュールとによって構成される。このような構成からなるXYスキャナは、ガルバノスキャナと呼ばれている。
【0003】
図14は、従来のレーザー加工装置におけるXYスキャナの一部を示した図であり、モータ軸100に取り付けられたミラーモジュール11が示されている。ミラーモジュール11は、レーザー光を反射するためのミラー20をミラーマウンタ21に取り付けた部材であり、ミラー固定部材22及び係合ネジ23を用いて、モータ軸100に取り付けられている。すなわち、モータ軸100を挟んで状態で、2本の係合ネジ23を用いて、ミラーモジュール11及びミラー固定部材22を締結することにより、ミラーモジュール11がモータ軸100に取り付けられている。
【0004】
図15は、図14のミラーモジュール11をC−C切断線によって切断した場合の断面図である。ミラーマウンタ21には、モータ軸100に接触させる曲面部212が形成され、ミラー固定部材22にも、モータ軸100に接触させる曲面部222が形成されている。これらの曲面部212,222は、いずれも円弧形状の凹曲面であり、その曲率がモータ軸100の曲率に一致している。このようなミラーマウンタ21及びミラー固定部材22でモータ軸100を狭持することにより、広い接触面積を確保しながら、モータ軸100をしっかりと締め付けることができ、振動等によるミラーモジュール11の脱落を防止している。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2002−316277号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
発明者らは、高精度のレーザー加工装置を開発するために、XYスキャナの角度誤差を低減するための検討を行った。その結果、一般に、XYスキャナの角度精度は、モータの駆動精度に応じて決まるものと考えられていたが、モータの駆動誤差とは別に、温度変化にともなってXYスキャナに僅かな角度誤差が生じていることを発見した。この角度誤差は秒(1/3600°)オーダー程度のものであり、従来のレーザー加工装置では問題とされていなかったレベルであるが、更に高精度のレーザー加工装置では、このような角度誤差であっても加工精度に影響を与えるおそれがある。
【0007】
このような角度誤差は、ミラーマウンタ21、ミラー固定部材22及びモータ軸100の膨張又は収縮によるものであると考えられる。温度環境が変化した場合、モータ軸100が僅かに膨張又は収縮し、あるいは、ミラーマウンタ21やミラー固定部材22が僅かに変形する。その結果、モータ軸100に対し、ミラーマウンタ21が僅かに回転し、モータ軸100に対する反射面の角度に誤差が生じると考えられる。また、ミラーマウンタ21、ミラー固定部材22及びモータ軸100等の部材内において温度勾配が生じ、あるいは、これらの部材間に温度差が生じたような場合にも、角度誤差が生じると考えられる。
【0008】
本発明は、上記の事情に鑑みてなされたものであり、高精度のレーザー加工を行うことができるレーザー加工装置を提供することを目的とする。特に、照射位置の2次元走査を高精度に行うことができるレーザー加工装置を提供することを目的とする。また、温度変化によるスキャナの角度誤差を抑制することにより、高精度のレーザー加工を行うことができるレーザー加工装置を提供することを目的とする。
【課題を解決するための手段】
【0009】
第1の本発明によるレーザー加工装置は、レーザー光を加工対象物上で走査させるスキャナを備えたレーザー加工装置であって、上記スキャナが、モータ軸を回動させる駆動モータと、レーザー光を反射させる反射ミラー、及び、当該反射ミラーを支持するとともに上記モータ軸に取り付けられる第1の取付部材を有するミラーモジュールと、上記モータ軸を挟んで第1の取付部材と対向するように配置され、上記モータ軸に取り付けられる第2の取付部材とを備え、第1の取付部材及び第2の取付部材は、第1の取付部材及び第2の取付部材の少なくとも一方と上記モータ軸との接触面を減らすための非接触領域が、上記モータ軸を挟んで両側に存在する状態で、上記モータ軸を挟持するように構成される。
【0010】
このような構成により、第1及び第2の取付部材の少なくとも一方について、モータ軸に対する接触面を狭小化することができ、図15に示す従来技術と比べて、摩擦力が発生する面積を小さくすることができる。その結果、図15に示す従来技術のように、モータ軸のほぼ全周囲において摩擦力が発生するのではなく、その全周囲よりも短い限られた範囲において摩擦力が発生するようになる。換言すれば、第1及び第2の取付部材によってモータ軸を挟持したとき、第1及び第2の取付部材からモータ軸に加わる力の方向を、モータ軸のほぼ全周囲から、その全周囲よりも短い限られた範囲に集めることができる。このため、温度環境が変化した場合であっても、モータ軸に対してミラーモジュールが回転し難くなり、角度誤差が生じるのを抑制することができる。特に、第1の取付部材とモータ軸との接触面を狭小化し、かつ、第2の取付部材とモータ軸との接触面を狭小化することによって、摩擦力が発生する面積を更に小さくすることができるので、角度誤差が生じるのを更に抑制することができる。
【0011】
第2の本発明によるレーザー加工装置は、レーザー光を加工対象物上で走査させるスキャナを備えたレーザー加工装置であって、上記スキャナが、モータ軸を回動させる駆動モータと、レーザー光を反射させる反射ミラー、及び、当該反射ミラーを支持するとともに上記モータ軸に取り付けられる第1の取付部材を備えるミラーモジュールと、上記モータ軸を挟んで第1の取付部材と対向するように配置され、上記モータ軸に取り付けられる第2の取付部材とを備え、第1の取付部材及び第2の取付部材は、それぞれが上記モータ軸を保持する保持部と、当該保持部から上記モータ軸と直交する方向に延びる一対の第1の締結部及び第2の締結部とを有し、第1の取付部材側の第1の締結部と第2の取付部材側の第1の締結部とが締結され、第1の取付部材側の第2の締結部と第2の取付部材側の第2の締結部とが締結されている状態にて、第1の取付部材の保持部の上記モータ軸側の面又は第2の取付部材の保持部の上記モータ軸側の面の少なくとも一方に、上記モータ軸の曲率よりも小さな曲率を有し、上記モータ軸から離間して上記モータ軸との接触を避けるための非接触面が形成されている。
【0012】
このような構成により、第1の取付部材側の保持部のモータ軸側の面または第2の取付部材側の保持部のモータ軸側の面のうち、少なくとも一方の面について、モータ軸に対する接触面を狭小化することができ、図15に示す従来技術と比べて、摩擦力が発生する面積を小さくすることができる。その結果、図15に示す従来技術のように、モータ軸のほぼ全周囲において摩擦力が発生するのではなく、その全周囲よりも短い限られた範囲において摩擦力が発生するようになるので、温度環境が変化した場合であっても、モータ軸に対してミラーモジュールが回転し難くなり、角度誤差が生じるのを抑制することができる。
【0013】
第3の本発明によるレーザー加工装置は、上記構成に加えて、第1の取付部材側の第1の締結部と、第2の取付部材側の第1の締結部とが、螺子によって締結され、第1の取付部材側の第2の締結部と、第2の取付部材側の第2の締結部とが、それぞれ螺子によって締結されている。
【0014】
第4の本発明によるレーザー加工装置は、上記構成に加えて、第1の取付部材及び第2の取付部材が、第1の取付部材側の第1の締結部と、第2の取付部材側の第1の締結部とが当接し、第1の取付部材側の第2の締結部と、第2の取付部材側の第2の締結部とが当接した状態で、上記モータ軸を挟持する。
【0015】
第5の本発明によるレーザー加工装置は、上記構成に加えて、第1の取付部材及び上記モータ軸の接触面の周方向の幅と、第2の取付部材及び上記モータ軸の接触面の周方向の幅が、それぞれ上記モータ軸の外周長の1/4未満となるように構成される。
【0016】
第1及び第2の取付部材のモータ軸に対する接触面の周方向の幅をモータ軸の外周長の1/4未満にすることによって、これらの接触面をそれぞれ狭小化するとともに、互いの距離を長くすることができる。このため、第1及び第2の取付部材のモータ軸に対する接触面内において、それぞれ摩擦力が周方向において最大となる点が、モータ軸の中心に関し、より対称に近くなるように配置される。従って、温度環境が変化した場合であっても、モータ軸に対しミラーモジュールが回転し、角度誤差が生じるのを抑制することができる。
【0017】
第6の本発明によるレーザー加工装置は、上記構成に加えて、第1の取付部材及び第2の取付部材が、上記モータ軸とは異なる材料からなるように構成される。
【0018】
第7の本発明によるレーザー加工装置は、レーザー光を加工対象物上で走査させるスキャナを備えたレーザー加工装置であって、上記スキャナが、モータ軸を回動させる駆動モータと、レーザー光を反射させる反射ミラー、及び、当該反射ミラーを支持するとともに上記モータ軸に取り付けられる第1の取付部材を備えるミラーモジュールと、上記モータ軸を挟んで第1の取付部材と対向するように配置され、上記モータ軸に取り付けられる第2の取付部材とを備え、第2の取付部材の上記モータとの接触面の摩擦係数が、第1の取付部材の上記モータとの接触面の摩擦係数よりも小さくなるように構成される。
【0019】
この様な構成により、第2の取付部材のモータ軸に対する接触面の摩擦力は、第1の取付部材の接触面の摩擦力に比べて小さくなる。このため、温度環境が変化し、モータ軸等が僅かに膨張又は収縮した場合であっても、モータ軸に対するミラーモジュールの位置ずれの方が、モータ軸に対する第2取付部材の位置ずれよりも小さくなり、角度誤差が生じるのを抑制することができる。
【0020】
第8の本発明によるレーザー加工装置は、上記構成に加えて、第1の取付部材の上記モータとの接触面が、上記モータ軸の曲率よりも小さな曲率を有するように構成される。
【0021】
このような構成により、第1の取付部材の凹曲面の周方向について、モータ軸を点接触させることができる。従って、温度環境が変化した場合であっても、第1の取付部材の接触点のモータ軸上における位置は変化しないから、モータ軸に対しミラーモジュールが回転し、角度誤差が生じるのを抑制することができる。
【0022】
第9の本発明によるレーザー加工装置は、上記構成に加えて、第1の取付部材の上記モータとの接触面と、第2の取付部材の上記モータとの接触面とが、同一の材質からなり、第2の取付部材の上記接触面に表面加工を行うことにより、第2の取付部材の上記接触面の摩擦係数を第1の取付部材の上記接触面より小さくするように構成される。
【0023】
このような構成により、第1及び第2の取付部材が同一の材質からなる場合であっても、第2の取付部材の上記接触面の摩擦係数を第1の取付部材の上記接触面よりも小さくすることが容易にできる。
【発明の効果】
【0024】
本発明によれば、高精度のレーザー加工を行うことができるレーザー加工装置を提供することができる。特に、照射位置の2次元走査を高精度に行うことができるレーザー加工装置を提供することができる。また、温度変化によるスキャナの角度誤差を抑制することにより、高精度のレーザー加工を行うことができるレーザー加工装置を提供することができる。
【図面の簡単な説明】
【0025】
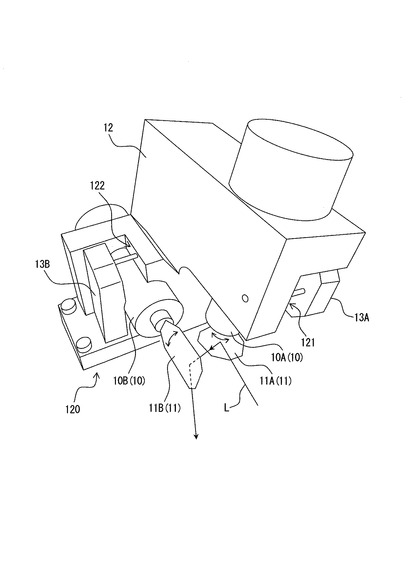
【図1】本発明の実施の形態1によるレーザー加工装置の要部の一構成例を示した斜視図であり、XYスキャナの外観が示されている。
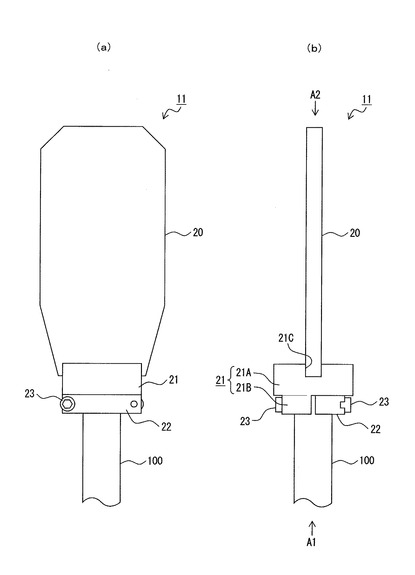
【図2】図1のミラーモジュール11の一構成例を示した外観図である。
【図3】図1のミラーモジュール11の一構成例を示した外観図である。
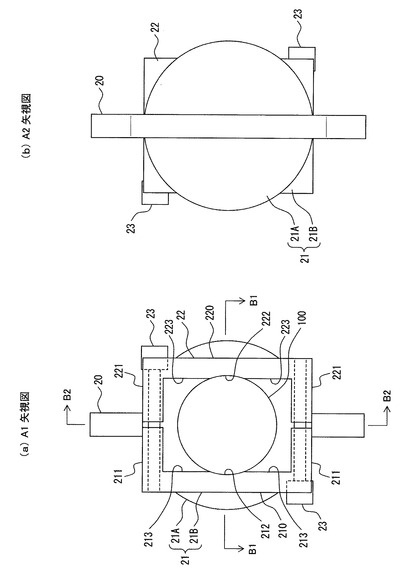
【図4】図3のB1−B1切断線及びB2−B2切断線によって切断した場合の断面図である。
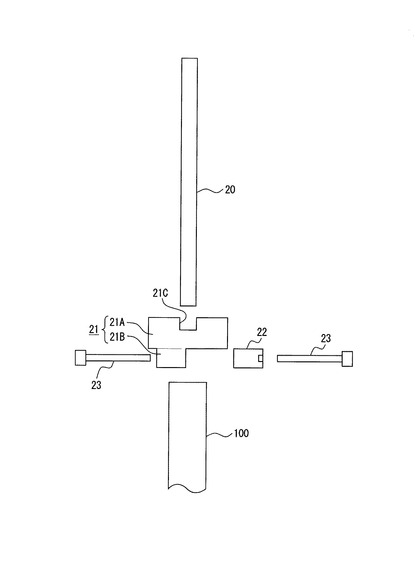
【図5】図2のミラーモジュール11の組み立て時の様子を示した分解図である。
【図6】図2のミラーモジュール11の組み立て時の様子を示した分解図である。
【図7】ミラーモジュール11、ミラー固定部材22及びモータ軸100の関係を示した説明図である。
【図8】温度環境の変化にともなう角度誤差についての測定結果を示した図である。
【図9】本発明の実施の形態2によるレーザー加工装置の要部について一例を示した図である。
【図10】本発明の実施の形態3によるレーザー加工装置の要部について一例を示した図である。
【図11】本発明の実施の形態4によるレーザー加工装置の要部について一例を示した図である。
【図12】本発明の実施の形態5によるレーザー加工装置の要部について一例を示した図である。
【図13】本発明の実施の形態6によるレーザー加工装置の要部について一例を示した図である。
【図14】従来のレーザー加工装置におけるXYスキャナの一部を示した図である。
【図15】図14のミラーモジュール11をC−C切断線によって切断した場合の断面図である。
【発明を実施するための形態】
【0026】
実施の形態1.
図1は、本発明の実施の形態1によるレーザー加工装置の要部の一構成例を示した斜視図であり、XYスキャナの外観が示されている。このXYスキャナは、加工対象物上におけるレーザー光の照射位置を2次元走査するためのスキャナであり、互いに直交するモータ軸を有する2個のガルバノモータ10A,10Bと、これらのモータ軸にそれぞれ取り付けられた2個のミラーモジュール11A,11Bとからなるガルバノスキャナである。XYスキャナに入射したレーザー光Lは、ミラーモジュール11Aで反射された後、ミラーモジュール11Bで反射され、図示しない集光レンズを介して、加工対象物に照射される。
【0027】
ガルバノモータ10A,10Bは、制御信号に基づいてモータ軸の角度を制御するモータ、例えばステッピングモータである。ミラーモジュール11A,11Bは、ガルバノモータ10A,10Bのモータ軸を中心として、所定の角度範囲内を往復する回転運動を行う反射板である。ガルバノモータ10A,10Bのモータ軸を直交させることにより、集光レンズの光軸に直交する走査平面上の直交座標軸をX軸及びY軸とすれば、ミラーモジュール11A,11BをX軸及びY軸にそれぞれ対応づけることができる。
【0028】
ガルバノモータ10A,10Bは、モータマウンタ12及びモータ固定部13A,13Bを用いて、レーザー加工装置のヘッド筐体に取り付けられている。モータマウンタ12は、一体成形された金属ブロックであり、ヘッド筐体の内面にモータ取付面120を密着させた状態で固定される。モータ固定部13A,13Bは、モータマウンタ12のモータ取付面121,122と対向させて、モータマウンタ12と係合されている。つまり、ガルバノモータ10Aは、モータ取付面121及びモータ固定部13Aによって狭持され、ガルバノモータ10Bは、モータ取付面122及びモータ固定部13Bにより狭持されている。
【0029】
なお、ガルバノモータ10A,10Bは同一の構成からなるため、適宜、ガルバノモータ10と総称する。同様にして、ミラーモジュール11A,11Bも同一の構成からなるため、適宜、ミラーモジュール11と総称する。
【0030】
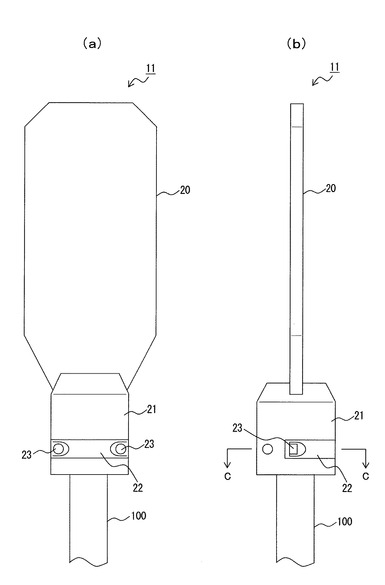
図2及び図3は、図1のミラーモジュール11の一構成例を示した外観図である。図2の(a)は、反射面を正面から見た正面図、(b)は、側面図であり、図3の(a)は、図2のA1方向から見た平面図(A1矢視図)、(b)は、図2のA2方向から見た平面図(A2矢視図)である。図4の(a)は、図3のB1−B1切断線により切断した場合の断面図であり、(b)は、図3のB2−B2切断線により切断した場合の断面図である。
【0031】
ミラーモジュール11は、レーザー光Lを反射するミラー20と、ミラー20を保持するミラーマウンタ21からなる。このミラーマウンタ21をミラー固定部材22と締結することにより、ガルバノモータ10のモータ軸100が狭持され、ミラーモジュール11がモータ軸100に取り付けられる。
【0032】
ミラー20は、モータ軸100の延伸方向を長手方向とする略矩形の形状からなり、当該長手方向の一端が、ミラーマウンタ21に固着されている。例えば、ミラー20の一端が、ミラーマウンタ21の切り込み21C内に挿入され、接着剤によってミラーマウンタ21に固着される。
【0033】
ミラーマウンタ21は、ミラー20をガルバノモータ10のモータ軸100に取り付けるためのミラー取付部材であり、アルミニウムなどの金属材料からなる。このミラーマウンタ21は、円柱形状のマウンタ本体部21Aと、コの字形状のマウンタ係合部21Bとからなり、マウンタ本体部21Aの一方の端面にはミラー20用の切り込み21Cが形成され、他方の端面にはマウンタ係合部21Bが形成されている。
【0034】
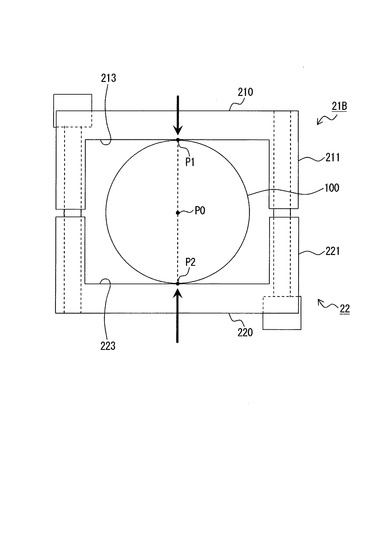
マウンタ係合部21Bは、細長い直方体の両端を同一方向にそれぞれ90°屈曲させたコの字形状を有している。すなわち、マウンタ係合部21Bは、モータ軸100を当接させる1つの保持部210と、ミラー固定部材22と締結させる2つの締結部211とからなり、保持部210の両端に2つの締結部211の一端をそれぞれ連結することによって得られる矩形枠の一辺を開放した形状からなる。
【0035】
モータ軸100と対向する保持部210の内面は、1つの曲面部212及び2つの平面部213からなる。曲面部212は、モータ軸100に垂直な断面が円弧形状となる凹曲面であり、その曲率はモータ軸100の曲率と一致している。このため、モータ軸100を曲面部212に当接させれば、曲面部212がモータ軸100と接触する接触面となり、保持部210をモータ軸100の外周面と面接触させることができる。この様にしてモータ軸100を保持部210に面接触させることにより、精度良く位置決めし、かつ、容易に脱落しないように、モータ軸100に対し、ミラーマウンタ21を取り付けることができる。
【0036】
2つの平面部213は、曲面部212を挟んで形成された平面であり、その曲率はゼロであり、モータ軸100の曲率よりも小さい。これらの平面部213は、モータ軸100から離間して配置され、モータ軸100との接触を避けるための非接触面を形成している。このような平面部213を曲面部212を挟んで形成することにより、モータ軸100との接触を避けるための非接触面をモータ軸100を挟んで両側に形成している。このため、従来のXYスキャナに比べて、モータ軸100との接触面積を低減することができる。
【0037】
ミラー固定部材22は、モータ軸100を挟んでマウンタ係合部21Bと係合され、マウンタ係合部21Bとともにモータ軸100を狭持し、ミラーモジュール11をモータ軸100に固定するミラー固定部材であり、アルミニウムなどの金属材料からなる。このミラー固定部材22は、直方体の長手方向の両端を同一方向にそれぞれ90°屈曲させたコの字形状を有し、上述したマウンタ係合部21Bと略同一の形状からなる。すなわち、ミラー固定部材22は、モータ軸100を当接させる1つの保持部220と、マウンタ係合部21Bと締結させる2つの締結部221とからなり、保持部220の両端に2つの締結部221の一端をそれぞれ連結することによって得られる矩形枠の一辺を開放した形状を有している。
【0038】
また、モータ軸100と対向する保持部220の内面には、1つの曲面部222及び2つの平面部223からなる。曲面部222は、モータ軸100に垂直な断面が円弧形状となる凹曲面であり、その曲率はモータ軸100の曲率と一致している。このため、モータ軸100を曲面部222に当接させれば、曲面部222がモータ軸100と接触する接触面となり、ミラー固定部材22をモータ軸100の外周面と面接触させることができる。
【0039】
2つの平面部223は、曲面部222を挟んで形成された平面であり、その曲率はゼロであり、モータ軸100の曲率よりも小さい。これらの平面部223は、モータ軸100から離間して配置され、モータ軸100との接触を避けるための非接触面を形成している。このような平面部223を曲面部222を挟んで形成することにより、モータ軸100との接触を避けるための非接触面をモータ軸100を挟んで両側に形成している。このため、従来のXYスキャナに比べて、モータ軸100との接触面積を低減することができる。
【0040】
係合螺子23は、ミラーマウンタ21及びミラー固定部材22を係合するための締結手段である。マウンタ係合部21B及びミラー固定部材22は、曲面部212,222を対向させるとともに、締結部211,221の端面を対向させ、モータ軸100を取り囲むように配置される。2本の係合螺子23は、締結部211,221の対向する両端面を貫通するように螺入され、マウンタ係合部21B及びミラー固定部材22を連結している。つまり、マウンタ係合部21B及びミラー固定部材22は、モータ軸100を挟んで2カ所で係合されている。また、締結部211,221は対向する端面間に僅かな隙間が形成されるように形成されている。このため、連結後も締結部211,221は互いに当接せず、互いに対向する曲面部212,222をモータ軸100に確実に当接させ、モータ軸100を狭持することができる。
【0041】
図5及び図6は、図2のミラーモジュール11の組み立て時の様子を示した分解図である。図5は、図2の(b)と同じ方向から見た図(正面図)であり、図6は、図3の(a)と同じ方向から見た平面図(A1矢視図)である。
【0042】
2本の係合螺子23は、ともにモータ軸100と直交し、かつ、互いに逆向きとなるように螺入される。すなわち、一方の係合螺子23は、ミラー固定部材22の外面から螺入され、ミラー固定部材22を貫通した後、マウンタ係合部21Bに螺入される。他方の係合螺子23は、マウンタ係合部21Bの外面から螺入され、マウンタ係合部21Bを貫通した後、ミラー固定部材22に螺入される。
【0043】
マウンタ係合部21Bの曲面部212にモータ軸100を当接させた状態で、2本の係合螺子23を用いて、マウンタ係合部21B及びミラー固定部材22を係合することにより、曲面部222によってモータ軸100が曲面部212に押圧される。このため、互いに対向する曲面部212,222によってモータ軸100を狭持し、ミラーモジュール11をモータ軸100に固定することができる。
【0044】
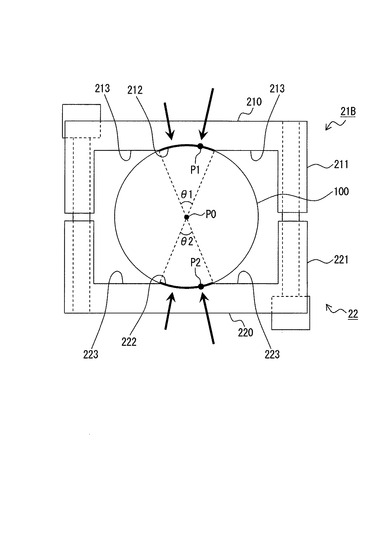
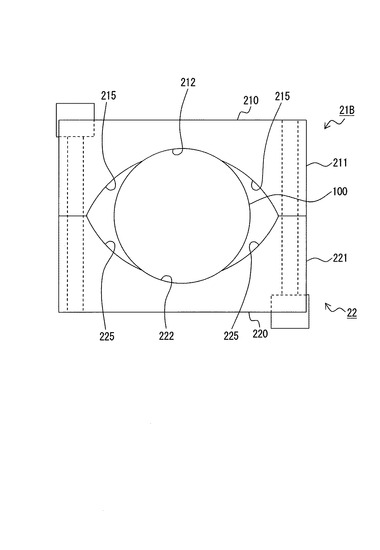
図7は、ミラーモジュール11、ミラー固定部材22及びモータ軸100の関係を示した説明図である。モータ軸100の周方向に関する曲面部212,222の幅は、従来装置に比べて短く、例えば、曲面部212,222の中心角θ1,θ2はいずれも約50°になっている。このため、温度環境が変化した場合であっても、当該変化によってモータ軸100に対するミラー20の反射面の角度が変化し、角度誤差が生じるのを抑制することができる。
【0045】
高い剛性が求められるモータ軸100はステンレス製であるのに対し、軽量化が求められるミラーマウンタ21及びミラー固定部材22はアルミニウム製であり、両者は熱膨張率が異なっている。このため、室温が変化し、あるいは、ガルバノモータ10が発熱することによって、温度環境が変化すれば、モータ軸100及びミラーマウンタ21間に回転方向に位置ずれが発生し、ミラー20の角度誤差となる。
【0046】
ただし、このような位置ずれは、例えば、曲面部212及びモータ軸100間の摩擦力が最大となる点P1と、曲面部222及びモータ軸100間の摩擦力が最大となる点P2とを支点として発生する。締結部211,221の締め方によって、或いは、モータ軸100等への熱の加わり方によって、点P1や点P2の場所は変わると考えられるが、例えば、図7の右側の締結部211,221の方を左側の締結部211,221よりきつく締めると、図7のようになり得る。これらの点P1,P2を結ぶ直線が、モータ軸100の中心P0又はその近傍を通る場合には、モータ軸100が膨張又は収縮しても、ミラー20がモータ軸100に対し回転することはなく、角度誤差を生じさせることもない。
【0047】
ところが、モータ軸100との接触領域が周方向に大きな幅を有している場合、摩擦力の最大点P1,P2が、上記接触領域内の周方向のどこに形成されるのかを予測することが難しく、角度誤差を抑制することは容易ではない。
【0048】
そこで、本実施の形態によるレーザー加工装置では、曲面部212,222の周方向の幅、つまり、モータ軸100に対し、マウンタ係合部21B及びミラー固定部材22が接触する接触領域の周方向の幅をともに狭小化している。換言すれば、モータ軸100を挟んで両側に非接触領域が存在するようにしている。この様な構成を採用することにより、摩擦力の最大点P1,P2を結ぶ直線がモータ軸100の中心又はその近傍を通るように配置することができる。つまり、摩擦力の最大点P1,P2をモータ軸100に関し略対称となるように配置することができる。このため、温度環境の変化によって、モータ軸100に対するミラー20の角度が変化し、角度誤差が生じるのを抑制することができる。
【0049】
特に、曲面部212,222の周方向の幅が、それぞれモータ軸100の外周長の1/4未満、つまり、モータ軸100に関する中心角が90°未満となるように構成することにより、温度変化による角度誤差の発生を抑制することができる。更に、曲面部212,222の周方向の幅が、それぞれモータ軸100の外周長の1/6未満、つまり、モータ軸100に関する中心角が60°未満となるように構成すれば、温度変化により角度誤差が生じるのを更に効果的に抑制することができる。
【0050】
しかも、曲面部212,222が、モータ軸100の外径と一致する凹曲面からなり、これらの凹曲面にモータ軸100を面接触させていることから、振動によりミラーマウンタ21及びミラー固定部材22がモータ軸100から脱落するのを防止することができる。また、モータ軸100に対しミラーマウンタ21を正確に位置決めすることができ、モータ軸100に対するミラーマウンタ21の取付作業も容易になる。
【0051】
このように、図7によれば、マウンタ係合部21Bの保持部210のモータ軸100側の面のうち、モータ軸100と接触する接触面を、曲面部212として狭い領域に限定している。また、ミラー固定部材22の保持部220のモータ軸100側の面のうち、モータ軸100と接触する接触面を、曲面部222として狭い領域に限定している。加えて、局面部212と曲面部222とは、モータ軸100を挟んで略対称となるような位置に形成されている。このような構成を採用することで、マウンタ係合部21Bの保持部210からモータ軸100に加わる力の向き(図7の下向き)と、ミラー固定部材22の保持部220からモータ軸100に加わる力の向き(図7の上向き)とが、ほぼ平行になり、且つ、ほぼ180°反対向きとなる。すなわち、モータ軸に対して摩擦力が働く領域(曲面部212及び曲面部222)とモータ軸100の中心P0とが、ほぼ一直線になる。そのため、仮に、温度環境の変化によって、マウンタ係合部21B,ミラー固定部材22,及びモータ軸100のうちいずれか一部又は全部が、膨張又は収縮した場合であっても、モータ軸100とマウンタ係合部21Bとの相対的な回転角度にずれが生じ難くなり、ひいては角度誤差が生じるのを抑制することができる。
【0052】
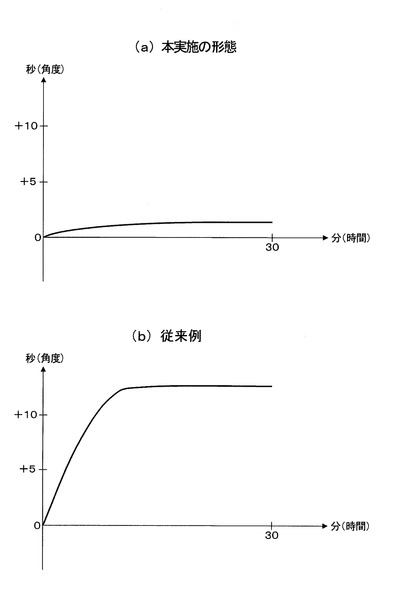
図8は、温度環境の変化にともなう角度誤差についての測定結果を示した図である。図中の(a)には、本実施の形態によるXYスキャナについての測定結果が示され、図中の(b)には、図14及び図15の従来のXYスキャナについての測定結果が比較例として示されている。
【0053】
角度誤差の測定は、XYスキャナを30℃の恒温槽に入れ、十分な時間が経過した後に恒温槽の温度設定を30℃から40℃に変更し、その後の一定時間ごとに角度誤差を測定することにより行った。この間、モータは停止したままの状態に維持されている。図8は、このようにして測定された測定結果を示した図であり、横軸は、温度変化後の経過時間(分)であり、縦軸は、角度誤差(秒=1/3600度)である。また、図8の曲線は、一定時間ごとに測定された角度誤差をプロットし、これらの各プロット点の近傍を通るように引くことにより得られる近似曲線である。このため、若干の誤差が内在している。
【0054】
図中の(a)に示した通り、本実施の形態によるXYスキャナの場合、30℃から40℃への温度変化によって約1秒(1/3600°)の角度誤差しか生じなかった。これに対し、図中の(b)に示した通り、従来のXYスキャナの場合、同じ温度変化によって約14秒(14/3600°)の角度誤差が生じている。従って、マウンタ係合部21B及びミラー固定部材22の接触領域の幅を狭小化させた本実施の形態によるXYスキャナは、モータ軸100のほぼ全周にわたって、マウンタ係合部21B及びミラー固定部材22を接触させている従来のXYスキャナに比べ、角度誤差が約1/10に抑制されていることがわかる。
【0055】
実施の形態2.
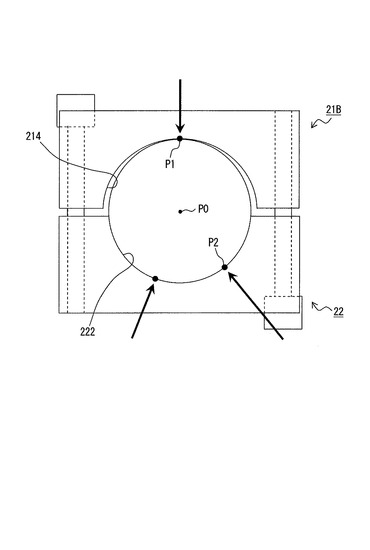
実施の形態1では、モータ軸100を当接させる曲面部212,222の曲率がモータ軸100の曲率と一致し、ミラーマウンタ21及びミラー固定部材22が、モータ軸100に面接触で取り付けられる場合の例について説明した。これに対し、本実施の形態では、モータ軸100を当接させる曲面部214,224の曲率がモータ軸100の曲率よりも小さく、ミラーマウンタ21及びミラー固定部材22がモータ軸100に線接触で取り付けられる場合の例について説明する。
【0056】
図9は、本発明の実施の形態2によるレーザー加工装置の要部について一例を示した図であり、図7と同様にして、ミラーモジュール11、ミラー固定部材22及びモータ軸100の関係を示した説明図である。図7の構成と比較すれば、曲面部214,224の曲率がモータ軸100の曲率よりも小さい点で異なり、その他の構成は同一である。
【0057】
マウンタ係合部21Bの曲面部214は、その曲率がモータ軸100の曲率よりも小さい。このため、モータ軸100を曲面部214に当接させれば、両者の接触領域は、モータ軸100の周方向では点となり、モータ軸100の軸方向に延びる直線となる。つまり、曲面部214内には、線状の接触領域を挟んで2つの非接触面が形成され、マウンタ係合部21Bをモータ軸100の外周面と線接触させることができる。この場合、平面部213だけでなく、曲面部214内においても、モータ軸100を挟んで両側に空間を形成することができ、モータ軸100との接触面積をさらに低減することができる。
【0058】
同様にして、ミラー固定部材22の曲面部224は、その曲率がモータ軸100の曲率よりも小さい。このため、モータ軸100を曲面部224に当接させれば、両者の接触領域は、モータ軸100の周方向では点となり、モータ軸100の軸方向に延びる直線となる。つまり、曲面部224内には、線状の接触領域を挟んで2つの非接触面が形成され、保持部220をモータ軸100の外周面と線接触させることができる。この場合、平面部223だけでなく、曲面部224内においても、モータ軸100を挟んで両側に空間を形成することができ、モータ軸100との接触面積をさらに低減することができる。
【0059】
本実施の形態によれば、マウンタ係合部21B及びミラー固定部材22がモータ軸100に当接する曲面部214,224の曲率をモータ軸100の曲率よりも小さくすることにより、モータ軸100に対し、周方向においてそれぞれ点接触させ、当該接触領域の周方向の幅を狭小化している。この様な構成を採用することにより、モータ軸100の周方向に関し、曲面部212,222内において摩擦力がそれぞれ最大となる点P1,P2をモータ軸100について対称となるように配置することができる。このため、温度環境の変化によって、モータ軸100に対するミラー20の角度が変化し、角度誤差が生じるのを抑制することができる。
【0060】
なお、本実施の形態では、望ましい実施の形態として、曲面部212,222の曲率が、いずれもモータ軸100の曲率よりも小さい場合の例について説明したが、本発明は、このような場合のみに限定されない。例えば、曲面部212,222の一方の曲率がモータ軸100の曲率よりも小さく、他方の曲率がモータ軸100の曲率と一致するように構成することもできる。この場合も、上記一方がモータ軸100に対し、線接触となることから、温度変化による角度誤差を効果的に抑制することができる。
【0061】
また、モータ軸100が通常回転しているとき(ガルバノモータ10の動作時)には、ミラーモジュール11とモータ軸100とが相対的に回転ずれを生じないように、ミラーモジュール11とミラー固定部22とで、ある程度の保持力(モータ軸100を保持する力)をもたせておく必要がある。したがって、本実施の形態では、線接触する部分の摩擦力が大きくなるような加工を施す等の作業が必要になる。この意味においては、実施の形態1のように、周方向にある程度の幅(長さ)を持ち、かつ、モータ軸100の曲率と等しい曲面部212,222を形成しておく方が好ましい。そうすると、ガルバノモータ10の動作時の回転ずれと、温度環境変化時の回転ずれとの両方を防ぐとともに、製造工程の簡素化を図ることができる。
【0062】
実施の形態3.
実施の形態1及び2では、締結部211,221の対向する端面間に僅かな隙間が形成されている場合の例について説明した。これに対し、本実施の形態では、締結部211,221の端面を互いに当接させる場合について説明する。
【0063】
図10は、本発明の実施の形態3によるレーザー加工装置の要部について一例を示した図であり、図7と同様にして、ミラーモジュール11、ミラー固定部材22及びモータ軸100の関係を示した説明図である。図9の構成と比較すれば、締結された2組の締結部211,221の端面が互いに当接している点で異なり、その他の構成は同一である。
【0064】
上述した通り、曲面部214,224をモータ軸100に確実に当接させ、モータ軸100を狭持するためには、曲面214,224がモータ軸100に当接している状態において、締結部211,221の対向する端面間に僅かな隙間が形成されていることが望ましい。しかしながら、マウンタ係合部21B及びミラー固定部22の形状が、十分に高い精度で形成できる場合には、締結部211,221の端面間に隙間を形成することは必須ではない。すなわち、マウンタ係合部21B及びミラー固定部22は、曲面部214,224がモータ軸100に当接している状態で、締結部211,221の対向する端面が互いに当接する形状であってもよい。
【0065】
実施の形態4.
実施の形態1〜3では、マウンタ係合部21B及びミラー取付部材220の形状が、いずれもコの字形状からなる場合の例について説明した。これに対し、本実施の形態では、マウンタ係合部21B及びミラー取付部材22がコの字形状以外の形状からなる場合について説明する。
【0066】
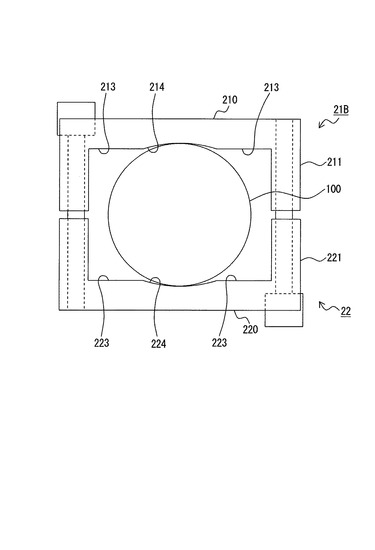
図11は、本発明の実施の形態4によるレーザー加工装置の要部について一例を示した図であり、図7と同様にして、ミラーモジュール11、ミラー固定部材22及びモータ軸100の関係を示した説明図である。図7の構成と比較すれば、マウンタ係合部21B及びミラー固定部22の平面部213,223が、曲面部215,225からなり、コの字形状でない点で異なる。
【0067】
モータ軸100と対向する保持部210の内面は、互いに曲率の異なる1つの曲面部212及び2つの曲面部215からなる。曲面部212は、図7の場合と同様である。2つの曲面部215は、曲面部212を挟んで形成された凹曲面であり、その曲率はモータ軸100の曲率よりも小さく、これらの曲面部215をモータ軸100から離間して配置することにより、モータ軸100との接触を避けるための非接触面を形成し、モータ軸100との接触面積を低減することができる。
【0068】
同様にして、モータ軸100と対向する保持部220の内面は、互いに曲率の異なる1つの曲面部222及び2つの曲面部225からなる。曲面部222は、図7の場合と同様である。2つの曲面部225は、曲面部222を挟んで形成された凹曲面であり、その曲率はモータ軸100の曲率よりも小さく、これらの曲面部225をモータ軸100から離間して配置することにより、モータ軸100との接触を避けるための非接触面を形成し、モータ軸100との接触面積を低減することができる。
【0069】
つまり、図11に示されたマウンタ係合部21B及びミラー固定部材22の保持部210,220は、図7に示した保持部210,220の内面のうち、平面部213,223を曲線部215,225に置き換えたものに相当する。この様な構成を採用した場合であっても、図7の場合と全く同様にして、モータ軸100との接触面積を低減することができる。
【0070】
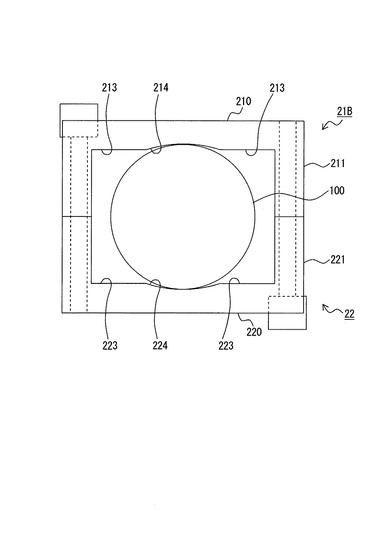
実施の形態5.
実施の形態1〜4では、曲面部212,222にモータ軸100の外周面を接触させることにより、ミラーマウンタ21及びミラー固定部材22がモータ軸100に取り付けられる場合の例について説明した。これに対し、本実施の形態では、平面部213,223にモータ軸100の外周面を接触させることにより、ミラーマウンタ21及びミラー固定部材22が線接触によって取り付けられる場合について説明する。
【0071】
図12は、本発明の実施の形態2によるレーザー加工装置の要部について一例を示した図であり、図7と同様にして、ミラーモジュール11、ミラー固定部材22及びモータ軸100の関係を示した説明図である。このレーザー加工装置では、線接触となるように、マウンタ係合部21B及びミラー固定部材22をモータ軸100に当接させている。
【0072】
モータ軸100と対向する保持部210,220の内面は、互いに平行な平面部213,223からなり、これらの平面部213,223でモータ軸100を狭持している。このため、保持部210,220と、モータ軸100との接触領域は、いずれもモータ軸100の周方向では点となり、モータ軸100の軸方向に延びる直線になる。
【0073】
つまり、実施の形態1における接触領域の幅が最小化され、モータ軸100の周方向における各当接点が、実施の形態1における摩擦力の最大点P1,P2となり、これらの点P1,P2を結ぶ直線がモータ軸100の中心を通る。従って、この様な構成を採用すれば、温度環境の変化に起因する角度誤差の発生をより精度よく抑制することができる。
【0074】
実施の形態6.
実施の形態1〜5では、ミラーマウンタ21及びミラー固定部材22と、モータ軸100との接触領域について、モータ軸100の周方向の幅を狭小化させることにより、温度変化による角度誤差の発生を抑制する場合について説明した。これに対し、本実施の形態では、ミラーマウンタ21及びミラー固定部材22の接触領域における表面状態を互いに異ならせることにより、温度変化による角度誤差の発生を抑制する場合について説明する。
【0075】
図13は、本発明の実施の形態3によるレーザー加工装置の要部について一例を示した図であり、図7と同様にして、ミラーモジュール11、ミラー固定部材22及びモータ軸100の関係を示した説明図である。
【0076】
このレーザー加工装置では、モータ軸100に対し、マウンタ係合部21Bを線接触させ、ミラー固定部材22を面接触させている。また、ミラー固定部材22の曲面部222の表面を加工し、マウンタ係合部21Bの曲面部214の摩擦係数に比べて、曲面部222の摩擦係数を小さくしている。
【0077】
マウンタ係合部21Bの内面に形成された曲面部214は、モータ軸100に垂直な断面が円弧形状となる凹曲面(R形状)であり、当該円弧形状の曲率は、モータ軸100の曲率よりも小さい。このため、モータ軸100を曲面部214に当接させれば、両者の接触領域は、モータ軸100の周方向では点となり、モータ軸100の軸方向に延びる直線形状となる。
【0078】
一方、ミラー固定部材22の内面に形成された曲面部222は、モータ軸100に垂直な断面が円弧形状となる凹曲面であり、当該円弧形状の曲率はモータ軸100の曲率と一致している。このため、モータ軸100を曲面部222に当接させれば、曲面部222を接触面として、ミラー固定部材22をモータ軸100の外周面に面接触させることができる。
【0079】
また、曲面部222は、摩擦係数を低減するための表面加工を施すことにより、曲面部214よりも摩擦係数が小さくなっている。例えば、アルミニウム製の凹曲面上に樹脂膜を形成することにより、曲面部214に比べて、曲面部222の摩擦係数を低減させている。曲面部222の摩擦係数が小さい場合、モータ軸100に対する曲面部222の摩擦力は、曲面部214の摩擦力に比べて小さくなる。その結果、温度変化によるモータ軸100の位置ずれは、曲面部214上の当接点P1のみを支点として発生する。つまり、当接点P1では位置ずれが発生しにくい。しかも、モータ軸100の当接点P1は、曲面部214の周方向の略中央となっている。従って、曲面部222内における摩擦力の最大点P2の位置にかかわらず、温度変化時に角度誤差を生じさせにくくなる。
【0080】
また、曲面部214,222がともに凹曲面であるため、振動によりミラーマウンタ21及びミラー固定部材22がモータ軸100から脱落するのを防止することができる。また、曲面部222をモータ軸100の外周面に面接触させているため、モータ軸100に対し、ミラーマウンタ21を正確に位置決めすることができ、モータ軸100に対するミラーマウンタ21の取付作業も容易になる。
【0081】
なお、本実施の形態では、望ましい実施例として、モータ軸100を曲面部214に線接触させる場合の例について説明したが、本発明は、この様な場合のみには限定されない。すなわち、図7の場合と同様にして、保持部210をモータ軸100に面接触させる場合であっても、実施の形態1と同様にして、接触領域の周方向の幅が狭小化されていればよい。これにより、ガルバノモータ10の動作時にある程度の保持力を持たせるとともに、温度環境が変化した場合であっても、回転方向の位置ずれを防ぐことができる。例えば、接触領域の幅が、モータ軸の外周長の1/4未満、より望ましくは、1/6未満とすることもできる。
【符号の説明】
【0082】
10,10A,10B ガルバノモータ
11,11A,11B ミラーモジュール
20 ミラー
21 ミラーマウンタ
21A マウンタ本体部
21B マウンタ係合部
22 ミラー固定部材
23 係合螺子
100 モータ軸
210,220 保持部
211,221 締結部
212,222 曲面部(接触面)
213,223 平面部(非接触面)
214,224 曲面部(線接触の領域及び非接触領域)
215,225 曲面部(非接触面)
P0 モータ軸の中心
P1,P2 摩擦力の最大点
θ1,θ2 中心角
【技術分野】
【0001】
本発明は、レーザー加工装置に係り、さらに詳しくは、レーザー光を照射して加工対象物を加工するレーザー加工装置の改良に関する。
【背景技術】
【0002】
レーザー加工装置は、加工設定データに基づいて、レーザー光の照射位置を2次元走査させることにより、ワーク上に加工パターンを形成することができる。このような2次元走査を行うために、レーザー加工装置は、XYスキャナを備えている(例えば、特許文献1)。XYスキャナは、互いに直交するモータ軸を有する2個のガルバノモータと、これらのモータ軸にそれぞれ取り付けられた2個のミラーモジュールとによって構成される。このような構成からなるXYスキャナは、ガルバノスキャナと呼ばれている。
【0003】
図14は、従来のレーザー加工装置におけるXYスキャナの一部を示した図であり、モータ軸100に取り付けられたミラーモジュール11が示されている。ミラーモジュール11は、レーザー光を反射するためのミラー20をミラーマウンタ21に取り付けた部材であり、ミラー固定部材22及び係合ネジ23を用いて、モータ軸100に取り付けられている。すなわち、モータ軸100を挟んで状態で、2本の係合ネジ23を用いて、ミラーモジュール11及びミラー固定部材22を締結することにより、ミラーモジュール11がモータ軸100に取り付けられている。
【0004】
図15は、図14のミラーモジュール11をC−C切断線によって切断した場合の断面図である。ミラーマウンタ21には、モータ軸100に接触させる曲面部212が形成され、ミラー固定部材22にも、モータ軸100に接触させる曲面部222が形成されている。これらの曲面部212,222は、いずれも円弧形状の凹曲面であり、その曲率がモータ軸100の曲率に一致している。このようなミラーマウンタ21及びミラー固定部材22でモータ軸100を狭持することにより、広い接触面積を確保しながら、モータ軸100をしっかりと締め付けることができ、振動等によるミラーモジュール11の脱落を防止している。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2002−316277号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
発明者らは、高精度のレーザー加工装置を開発するために、XYスキャナの角度誤差を低減するための検討を行った。その結果、一般に、XYスキャナの角度精度は、モータの駆動精度に応じて決まるものと考えられていたが、モータの駆動誤差とは別に、温度変化にともなってXYスキャナに僅かな角度誤差が生じていることを発見した。この角度誤差は秒(1/3600°)オーダー程度のものであり、従来のレーザー加工装置では問題とされていなかったレベルであるが、更に高精度のレーザー加工装置では、このような角度誤差であっても加工精度に影響を与えるおそれがある。
【0007】
このような角度誤差は、ミラーマウンタ21、ミラー固定部材22及びモータ軸100の膨張又は収縮によるものであると考えられる。温度環境が変化した場合、モータ軸100が僅かに膨張又は収縮し、あるいは、ミラーマウンタ21やミラー固定部材22が僅かに変形する。その結果、モータ軸100に対し、ミラーマウンタ21が僅かに回転し、モータ軸100に対する反射面の角度に誤差が生じると考えられる。また、ミラーマウンタ21、ミラー固定部材22及びモータ軸100等の部材内において温度勾配が生じ、あるいは、これらの部材間に温度差が生じたような場合にも、角度誤差が生じると考えられる。
【0008】
本発明は、上記の事情に鑑みてなされたものであり、高精度のレーザー加工を行うことができるレーザー加工装置を提供することを目的とする。特に、照射位置の2次元走査を高精度に行うことができるレーザー加工装置を提供することを目的とする。また、温度変化によるスキャナの角度誤差を抑制することにより、高精度のレーザー加工を行うことができるレーザー加工装置を提供することを目的とする。
【課題を解決するための手段】
【0009】
第1の本発明によるレーザー加工装置は、レーザー光を加工対象物上で走査させるスキャナを備えたレーザー加工装置であって、上記スキャナが、モータ軸を回動させる駆動モータと、レーザー光を反射させる反射ミラー、及び、当該反射ミラーを支持するとともに上記モータ軸に取り付けられる第1の取付部材を有するミラーモジュールと、上記モータ軸を挟んで第1の取付部材と対向するように配置され、上記モータ軸に取り付けられる第2の取付部材とを備え、第1の取付部材及び第2の取付部材は、第1の取付部材及び第2の取付部材の少なくとも一方と上記モータ軸との接触面を減らすための非接触領域が、上記モータ軸を挟んで両側に存在する状態で、上記モータ軸を挟持するように構成される。
【0010】
このような構成により、第1及び第2の取付部材の少なくとも一方について、モータ軸に対する接触面を狭小化することができ、図15に示す従来技術と比べて、摩擦力が発生する面積を小さくすることができる。その結果、図15に示す従来技術のように、モータ軸のほぼ全周囲において摩擦力が発生するのではなく、その全周囲よりも短い限られた範囲において摩擦力が発生するようになる。換言すれば、第1及び第2の取付部材によってモータ軸を挟持したとき、第1及び第2の取付部材からモータ軸に加わる力の方向を、モータ軸のほぼ全周囲から、その全周囲よりも短い限られた範囲に集めることができる。このため、温度環境が変化した場合であっても、モータ軸に対してミラーモジュールが回転し難くなり、角度誤差が生じるのを抑制することができる。特に、第1の取付部材とモータ軸との接触面を狭小化し、かつ、第2の取付部材とモータ軸との接触面を狭小化することによって、摩擦力が発生する面積を更に小さくすることができるので、角度誤差が生じるのを更に抑制することができる。
【0011】
第2の本発明によるレーザー加工装置は、レーザー光を加工対象物上で走査させるスキャナを備えたレーザー加工装置であって、上記スキャナが、モータ軸を回動させる駆動モータと、レーザー光を反射させる反射ミラー、及び、当該反射ミラーを支持するとともに上記モータ軸に取り付けられる第1の取付部材を備えるミラーモジュールと、上記モータ軸を挟んで第1の取付部材と対向するように配置され、上記モータ軸に取り付けられる第2の取付部材とを備え、第1の取付部材及び第2の取付部材は、それぞれが上記モータ軸を保持する保持部と、当該保持部から上記モータ軸と直交する方向に延びる一対の第1の締結部及び第2の締結部とを有し、第1の取付部材側の第1の締結部と第2の取付部材側の第1の締結部とが締結され、第1の取付部材側の第2の締結部と第2の取付部材側の第2の締結部とが締結されている状態にて、第1の取付部材の保持部の上記モータ軸側の面又は第2の取付部材の保持部の上記モータ軸側の面の少なくとも一方に、上記モータ軸の曲率よりも小さな曲率を有し、上記モータ軸から離間して上記モータ軸との接触を避けるための非接触面が形成されている。
【0012】
このような構成により、第1の取付部材側の保持部のモータ軸側の面または第2の取付部材側の保持部のモータ軸側の面のうち、少なくとも一方の面について、モータ軸に対する接触面を狭小化することができ、図15に示す従来技術と比べて、摩擦力が発生する面積を小さくすることができる。その結果、図15に示す従来技術のように、モータ軸のほぼ全周囲において摩擦力が発生するのではなく、その全周囲よりも短い限られた範囲において摩擦力が発生するようになるので、温度環境が変化した場合であっても、モータ軸に対してミラーモジュールが回転し難くなり、角度誤差が生じるのを抑制することができる。
【0013】
第3の本発明によるレーザー加工装置は、上記構成に加えて、第1の取付部材側の第1の締結部と、第2の取付部材側の第1の締結部とが、螺子によって締結され、第1の取付部材側の第2の締結部と、第2の取付部材側の第2の締結部とが、それぞれ螺子によって締結されている。
【0014】
第4の本発明によるレーザー加工装置は、上記構成に加えて、第1の取付部材及び第2の取付部材が、第1の取付部材側の第1の締結部と、第2の取付部材側の第1の締結部とが当接し、第1の取付部材側の第2の締結部と、第2の取付部材側の第2の締結部とが当接した状態で、上記モータ軸を挟持する。
【0015】
第5の本発明によるレーザー加工装置は、上記構成に加えて、第1の取付部材及び上記モータ軸の接触面の周方向の幅と、第2の取付部材及び上記モータ軸の接触面の周方向の幅が、それぞれ上記モータ軸の外周長の1/4未満となるように構成される。
【0016】
第1及び第2の取付部材のモータ軸に対する接触面の周方向の幅をモータ軸の外周長の1/4未満にすることによって、これらの接触面をそれぞれ狭小化するとともに、互いの距離を長くすることができる。このため、第1及び第2の取付部材のモータ軸に対する接触面内において、それぞれ摩擦力が周方向において最大となる点が、モータ軸の中心に関し、より対称に近くなるように配置される。従って、温度環境が変化した場合であっても、モータ軸に対しミラーモジュールが回転し、角度誤差が生じるのを抑制することができる。
【0017】
第6の本発明によるレーザー加工装置は、上記構成に加えて、第1の取付部材及び第2の取付部材が、上記モータ軸とは異なる材料からなるように構成される。
【0018】
第7の本発明によるレーザー加工装置は、レーザー光を加工対象物上で走査させるスキャナを備えたレーザー加工装置であって、上記スキャナが、モータ軸を回動させる駆動モータと、レーザー光を反射させる反射ミラー、及び、当該反射ミラーを支持するとともに上記モータ軸に取り付けられる第1の取付部材を備えるミラーモジュールと、上記モータ軸を挟んで第1の取付部材と対向するように配置され、上記モータ軸に取り付けられる第2の取付部材とを備え、第2の取付部材の上記モータとの接触面の摩擦係数が、第1の取付部材の上記モータとの接触面の摩擦係数よりも小さくなるように構成される。
【0019】
この様な構成により、第2の取付部材のモータ軸に対する接触面の摩擦力は、第1の取付部材の接触面の摩擦力に比べて小さくなる。このため、温度環境が変化し、モータ軸等が僅かに膨張又は収縮した場合であっても、モータ軸に対するミラーモジュールの位置ずれの方が、モータ軸に対する第2取付部材の位置ずれよりも小さくなり、角度誤差が生じるのを抑制することができる。
【0020】
第8の本発明によるレーザー加工装置は、上記構成に加えて、第1の取付部材の上記モータとの接触面が、上記モータ軸の曲率よりも小さな曲率を有するように構成される。
【0021】
このような構成により、第1の取付部材の凹曲面の周方向について、モータ軸を点接触させることができる。従って、温度環境が変化した場合であっても、第1の取付部材の接触点のモータ軸上における位置は変化しないから、モータ軸に対しミラーモジュールが回転し、角度誤差が生じるのを抑制することができる。
【0022】
第9の本発明によるレーザー加工装置は、上記構成に加えて、第1の取付部材の上記モータとの接触面と、第2の取付部材の上記モータとの接触面とが、同一の材質からなり、第2の取付部材の上記接触面に表面加工を行うことにより、第2の取付部材の上記接触面の摩擦係数を第1の取付部材の上記接触面より小さくするように構成される。
【0023】
このような構成により、第1及び第2の取付部材が同一の材質からなる場合であっても、第2の取付部材の上記接触面の摩擦係数を第1の取付部材の上記接触面よりも小さくすることが容易にできる。
【発明の効果】
【0024】
本発明によれば、高精度のレーザー加工を行うことができるレーザー加工装置を提供することができる。特に、照射位置の2次元走査を高精度に行うことができるレーザー加工装置を提供することができる。また、温度変化によるスキャナの角度誤差を抑制することにより、高精度のレーザー加工を行うことができるレーザー加工装置を提供することができる。
【図面の簡単な説明】
【0025】
【図1】本発明の実施の形態1によるレーザー加工装置の要部の一構成例を示した斜視図であり、XYスキャナの外観が示されている。
【図2】図1のミラーモジュール11の一構成例を示した外観図である。
【図3】図1のミラーモジュール11の一構成例を示した外観図である。
【図4】図3のB1−B1切断線及びB2−B2切断線によって切断した場合の断面図である。
【図5】図2のミラーモジュール11の組み立て時の様子を示した分解図である。
【図6】図2のミラーモジュール11の組み立て時の様子を示した分解図である。
【図7】ミラーモジュール11、ミラー固定部材22及びモータ軸100の関係を示した説明図である。
【図8】温度環境の変化にともなう角度誤差についての測定結果を示した図である。
【図9】本発明の実施の形態2によるレーザー加工装置の要部について一例を示した図である。
【図10】本発明の実施の形態3によるレーザー加工装置の要部について一例を示した図である。
【図11】本発明の実施の形態4によるレーザー加工装置の要部について一例を示した図である。
【図12】本発明の実施の形態5によるレーザー加工装置の要部について一例を示した図である。
【図13】本発明の実施の形態6によるレーザー加工装置の要部について一例を示した図である。
【図14】従来のレーザー加工装置におけるXYスキャナの一部を示した図である。
【図15】図14のミラーモジュール11をC−C切断線によって切断した場合の断面図である。
【発明を実施するための形態】
【0026】
実施の形態1.
図1は、本発明の実施の形態1によるレーザー加工装置の要部の一構成例を示した斜視図であり、XYスキャナの外観が示されている。このXYスキャナは、加工対象物上におけるレーザー光の照射位置を2次元走査するためのスキャナであり、互いに直交するモータ軸を有する2個のガルバノモータ10A,10Bと、これらのモータ軸にそれぞれ取り付けられた2個のミラーモジュール11A,11Bとからなるガルバノスキャナである。XYスキャナに入射したレーザー光Lは、ミラーモジュール11Aで反射された後、ミラーモジュール11Bで反射され、図示しない集光レンズを介して、加工対象物に照射される。
【0027】
ガルバノモータ10A,10Bは、制御信号に基づいてモータ軸の角度を制御するモータ、例えばステッピングモータである。ミラーモジュール11A,11Bは、ガルバノモータ10A,10Bのモータ軸を中心として、所定の角度範囲内を往復する回転運動を行う反射板である。ガルバノモータ10A,10Bのモータ軸を直交させることにより、集光レンズの光軸に直交する走査平面上の直交座標軸をX軸及びY軸とすれば、ミラーモジュール11A,11BをX軸及びY軸にそれぞれ対応づけることができる。
【0028】
ガルバノモータ10A,10Bは、モータマウンタ12及びモータ固定部13A,13Bを用いて、レーザー加工装置のヘッド筐体に取り付けられている。モータマウンタ12は、一体成形された金属ブロックであり、ヘッド筐体の内面にモータ取付面120を密着させた状態で固定される。モータ固定部13A,13Bは、モータマウンタ12のモータ取付面121,122と対向させて、モータマウンタ12と係合されている。つまり、ガルバノモータ10Aは、モータ取付面121及びモータ固定部13Aによって狭持され、ガルバノモータ10Bは、モータ取付面122及びモータ固定部13Bにより狭持されている。
【0029】
なお、ガルバノモータ10A,10Bは同一の構成からなるため、適宜、ガルバノモータ10と総称する。同様にして、ミラーモジュール11A,11Bも同一の構成からなるため、適宜、ミラーモジュール11と総称する。
【0030】
図2及び図3は、図1のミラーモジュール11の一構成例を示した外観図である。図2の(a)は、反射面を正面から見た正面図、(b)は、側面図であり、図3の(a)は、図2のA1方向から見た平面図(A1矢視図)、(b)は、図2のA2方向から見た平面図(A2矢視図)である。図4の(a)は、図3のB1−B1切断線により切断した場合の断面図であり、(b)は、図3のB2−B2切断線により切断した場合の断面図である。
【0031】
ミラーモジュール11は、レーザー光Lを反射するミラー20と、ミラー20を保持するミラーマウンタ21からなる。このミラーマウンタ21をミラー固定部材22と締結することにより、ガルバノモータ10のモータ軸100が狭持され、ミラーモジュール11がモータ軸100に取り付けられる。
【0032】
ミラー20は、モータ軸100の延伸方向を長手方向とする略矩形の形状からなり、当該長手方向の一端が、ミラーマウンタ21に固着されている。例えば、ミラー20の一端が、ミラーマウンタ21の切り込み21C内に挿入され、接着剤によってミラーマウンタ21に固着される。
【0033】
ミラーマウンタ21は、ミラー20をガルバノモータ10のモータ軸100に取り付けるためのミラー取付部材であり、アルミニウムなどの金属材料からなる。このミラーマウンタ21は、円柱形状のマウンタ本体部21Aと、コの字形状のマウンタ係合部21Bとからなり、マウンタ本体部21Aの一方の端面にはミラー20用の切り込み21Cが形成され、他方の端面にはマウンタ係合部21Bが形成されている。
【0034】
マウンタ係合部21Bは、細長い直方体の両端を同一方向にそれぞれ90°屈曲させたコの字形状を有している。すなわち、マウンタ係合部21Bは、モータ軸100を当接させる1つの保持部210と、ミラー固定部材22と締結させる2つの締結部211とからなり、保持部210の両端に2つの締結部211の一端をそれぞれ連結することによって得られる矩形枠の一辺を開放した形状からなる。
【0035】
モータ軸100と対向する保持部210の内面は、1つの曲面部212及び2つの平面部213からなる。曲面部212は、モータ軸100に垂直な断面が円弧形状となる凹曲面であり、その曲率はモータ軸100の曲率と一致している。このため、モータ軸100を曲面部212に当接させれば、曲面部212がモータ軸100と接触する接触面となり、保持部210をモータ軸100の外周面と面接触させることができる。この様にしてモータ軸100を保持部210に面接触させることにより、精度良く位置決めし、かつ、容易に脱落しないように、モータ軸100に対し、ミラーマウンタ21を取り付けることができる。
【0036】
2つの平面部213は、曲面部212を挟んで形成された平面であり、その曲率はゼロであり、モータ軸100の曲率よりも小さい。これらの平面部213は、モータ軸100から離間して配置され、モータ軸100との接触を避けるための非接触面を形成している。このような平面部213を曲面部212を挟んで形成することにより、モータ軸100との接触を避けるための非接触面をモータ軸100を挟んで両側に形成している。このため、従来のXYスキャナに比べて、モータ軸100との接触面積を低減することができる。
【0037】
ミラー固定部材22は、モータ軸100を挟んでマウンタ係合部21Bと係合され、マウンタ係合部21Bとともにモータ軸100を狭持し、ミラーモジュール11をモータ軸100に固定するミラー固定部材であり、アルミニウムなどの金属材料からなる。このミラー固定部材22は、直方体の長手方向の両端を同一方向にそれぞれ90°屈曲させたコの字形状を有し、上述したマウンタ係合部21Bと略同一の形状からなる。すなわち、ミラー固定部材22は、モータ軸100を当接させる1つの保持部220と、マウンタ係合部21Bと締結させる2つの締結部221とからなり、保持部220の両端に2つの締結部221の一端をそれぞれ連結することによって得られる矩形枠の一辺を開放した形状を有している。
【0038】
また、モータ軸100と対向する保持部220の内面には、1つの曲面部222及び2つの平面部223からなる。曲面部222は、モータ軸100に垂直な断面が円弧形状となる凹曲面であり、その曲率はモータ軸100の曲率と一致している。このため、モータ軸100を曲面部222に当接させれば、曲面部222がモータ軸100と接触する接触面となり、ミラー固定部材22をモータ軸100の外周面と面接触させることができる。
【0039】
2つの平面部223は、曲面部222を挟んで形成された平面であり、その曲率はゼロであり、モータ軸100の曲率よりも小さい。これらの平面部223は、モータ軸100から離間して配置され、モータ軸100との接触を避けるための非接触面を形成している。このような平面部223を曲面部222を挟んで形成することにより、モータ軸100との接触を避けるための非接触面をモータ軸100を挟んで両側に形成している。このため、従来のXYスキャナに比べて、モータ軸100との接触面積を低減することができる。
【0040】
係合螺子23は、ミラーマウンタ21及びミラー固定部材22を係合するための締結手段である。マウンタ係合部21B及びミラー固定部材22は、曲面部212,222を対向させるとともに、締結部211,221の端面を対向させ、モータ軸100を取り囲むように配置される。2本の係合螺子23は、締結部211,221の対向する両端面を貫通するように螺入され、マウンタ係合部21B及びミラー固定部材22を連結している。つまり、マウンタ係合部21B及びミラー固定部材22は、モータ軸100を挟んで2カ所で係合されている。また、締結部211,221は対向する端面間に僅かな隙間が形成されるように形成されている。このため、連結後も締結部211,221は互いに当接せず、互いに対向する曲面部212,222をモータ軸100に確実に当接させ、モータ軸100を狭持することができる。
【0041】
図5及び図6は、図2のミラーモジュール11の組み立て時の様子を示した分解図である。図5は、図2の(b)と同じ方向から見た図(正面図)であり、図6は、図3の(a)と同じ方向から見た平面図(A1矢視図)である。
【0042】
2本の係合螺子23は、ともにモータ軸100と直交し、かつ、互いに逆向きとなるように螺入される。すなわち、一方の係合螺子23は、ミラー固定部材22の外面から螺入され、ミラー固定部材22を貫通した後、マウンタ係合部21Bに螺入される。他方の係合螺子23は、マウンタ係合部21Bの外面から螺入され、マウンタ係合部21Bを貫通した後、ミラー固定部材22に螺入される。
【0043】
マウンタ係合部21Bの曲面部212にモータ軸100を当接させた状態で、2本の係合螺子23を用いて、マウンタ係合部21B及びミラー固定部材22を係合することにより、曲面部222によってモータ軸100が曲面部212に押圧される。このため、互いに対向する曲面部212,222によってモータ軸100を狭持し、ミラーモジュール11をモータ軸100に固定することができる。
【0044】
図7は、ミラーモジュール11、ミラー固定部材22及びモータ軸100の関係を示した説明図である。モータ軸100の周方向に関する曲面部212,222の幅は、従来装置に比べて短く、例えば、曲面部212,222の中心角θ1,θ2はいずれも約50°になっている。このため、温度環境が変化した場合であっても、当該変化によってモータ軸100に対するミラー20の反射面の角度が変化し、角度誤差が生じるのを抑制することができる。
【0045】
高い剛性が求められるモータ軸100はステンレス製であるのに対し、軽量化が求められるミラーマウンタ21及びミラー固定部材22はアルミニウム製であり、両者は熱膨張率が異なっている。このため、室温が変化し、あるいは、ガルバノモータ10が発熱することによって、温度環境が変化すれば、モータ軸100及びミラーマウンタ21間に回転方向に位置ずれが発生し、ミラー20の角度誤差となる。
【0046】
ただし、このような位置ずれは、例えば、曲面部212及びモータ軸100間の摩擦力が最大となる点P1と、曲面部222及びモータ軸100間の摩擦力が最大となる点P2とを支点として発生する。締結部211,221の締め方によって、或いは、モータ軸100等への熱の加わり方によって、点P1や点P2の場所は変わると考えられるが、例えば、図7の右側の締結部211,221の方を左側の締結部211,221よりきつく締めると、図7のようになり得る。これらの点P1,P2を結ぶ直線が、モータ軸100の中心P0又はその近傍を通る場合には、モータ軸100が膨張又は収縮しても、ミラー20がモータ軸100に対し回転することはなく、角度誤差を生じさせることもない。
【0047】
ところが、モータ軸100との接触領域が周方向に大きな幅を有している場合、摩擦力の最大点P1,P2が、上記接触領域内の周方向のどこに形成されるのかを予測することが難しく、角度誤差を抑制することは容易ではない。
【0048】
そこで、本実施の形態によるレーザー加工装置では、曲面部212,222の周方向の幅、つまり、モータ軸100に対し、マウンタ係合部21B及びミラー固定部材22が接触する接触領域の周方向の幅をともに狭小化している。換言すれば、モータ軸100を挟んで両側に非接触領域が存在するようにしている。この様な構成を採用することにより、摩擦力の最大点P1,P2を結ぶ直線がモータ軸100の中心又はその近傍を通るように配置することができる。つまり、摩擦力の最大点P1,P2をモータ軸100に関し略対称となるように配置することができる。このため、温度環境の変化によって、モータ軸100に対するミラー20の角度が変化し、角度誤差が生じるのを抑制することができる。
【0049】
特に、曲面部212,222の周方向の幅が、それぞれモータ軸100の外周長の1/4未満、つまり、モータ軸100に関する中心角が90°未満となるように構成することにより、温度変化による角度誤差の発生を抑制することができる。更に、曲面部212,222の周方向の幅が、それぞれモータ軸100の外周長の1/6未満、つまり、モータ軸100に関する中心角が60°未満となるように構成すれば、温度変化により角度誤差が生じるのを更に効果的に抑制することができる。
【0050】
しかも、曲面部212,222が、モータ軸100の外径と一致する凹曲面からなり、これらの凹曲面にモータ軸100を面接触させていることから、振動によりミラーマウンタ21及びミラー固定部材22がモータ軸100から脱落するのを防止することができる。また、モータ軸100に対しミラーマウンタ21を正確に位置決めすることができ、モータ軸100に対するミラーマウンタ21の取付作業も容易になる。
【0051】
このように、図7によれば、マウンタ係合部21Bの保持部210のモータ軸100側の面のうち、モータ軸100と接触する接触面を、曲面部212として狭い領域に限定している。また、ミラー固定部材22の保持部220のモータ軸100側の面のうち、モータ軸100と接触する接触面を、曲面部222として狭い領域に限定している。加えて、局面部212と曲面部222とは、モータ軸100を挟んで略対称となるような位置に形成されている。このような構成を採用することで、マウンタ係合部21Bの保持部210からモータ軸100に加わる力の向き(図7の下向き)と、ミラー固定部材22の保持部220からモータ軸100に加わる力の向き(図7の上向き)とが、ほぼ平行になり、且つ、ほぼ180°反対向きとなる。すなわち、モータ軸に対して摩擦力が働く領域(曲面部212及び曲面部222)とモータ軸100の中心P0とが、ほぼ一直線になる。そのため、仮に、温度環境の変化によって、マウンタ係合部21B,ミラー固定部材22,及びモータ軸100のうちいずれか一部又は全部が、膨張又は収縮した場合であっても、モータ軸100とマウンタ係合部21Bとの相対的な回転角度にずれが生じ難くなり、ひいては角度誤差が生じるのを抑制することができる。
【0052】
図8は、温度環境の変化にともなう角度誤差についての測定結果を示した図である。図中の(a)には、本実施の形態によるXYスキャナについての測定結果が示され、図中の(b)には、図14及び図15の従来のXYスキャナについての測定結果が比較例として示されている。
【0053】
角度誤差の測定は、XYスキャナを30℃の恒温槽に入れ、十分な時間が経過した後に恒温槽の温度設定を30℃から40℃に変更し、その後の一定時間ごとに角度誤差を測定することにより行った。この間、モータは停止したままの状態に維持されている。図8は、このようにして測定された測定結果を示した図であり、横軸は、温度変化後の経過時間(分)であり、縦軸は、角度誤差(秒=1/3600度)である。また、図8の曲線は、一定時間ごとに測定された角度誤差をプロットし、これらの各プロット点の近傍を通るように引くことにより得られる近似曲線である。このため、若干の誤差が内在している。
【0054】
図中の(a)に示した通り、本実施の形態によるXYスキャナの場合、30℃から40℃への温度変化によって約1秒(1/3600°)の角度誤差しか生じなかった。これに対し、図中の(b)に示した通り、従来のXYスキャナの場合、同じ温度変化によって約14秒(14/3600°)の角度誤差が生じている。従って、マウンタ係合部21B及びミラー固定部材22の接触領域の幅を狭小化させた本実施の形態によるXYスキャナは、モータ軸100のほぼ全周にわたって、マウンタ係合部21B及びミラー固定部材22を接触させている従来のXYスキャナに比べ、角度誤差が約1/10に抑制されていることがわかる。
【0055】
実施の形態2.
実施の形態1では、モータ軸100を当接させる曲面部212,222の曲率がモータ軸100の曲率と一致し、ミラーマウンタ21及びミラー固定部材22が、モータ軸100に面接触で取り付けられる場合の例について説明した。これに対し、本実施の形態では、モータ軸100を当接させる曲面部214,224の曲率がモータ軸100の曲率よりも小さく、ミラーマウンタ21及びミラー固定部材22がモータ軸100に線接触で取り付けられる場合の例について説明する。
【0056】
図9は、本発明の実施の形態2によるレーザー加工装置の要部について一例を示した図であり、図7と同様にして、ミラーモジュール11、ミラー固定部材22及びモータ軸100の関係を示した説明図である。図7の構成と比較すれば、曲面部214,224の曲率がモータ軸100の曲率よりも小さい点で異なり、その他の構成は同一である。
【0057】
マウンタ係合部21Bの曲面部214は、その曲率がモータ軸100の曲率よりも小さい。このため、モータ軸100を曲面部214に当接させれば、両者の接触領域は、モータ軸100の周方向では点となり、モータ軸100の軸方向に延びる直線となる。つまり、曲面部214内には、線状の接触領域を挟んで2つの非接触面が形成され、マウンタ係合部21Bをモータ軸100の外周面と線接触させることができる。この場合、平面部213だけでなく、曲面部214内においても、モータ軸100を挟んで両側に空間を形成することができ、モータ軸100との接触面積をさらに低減することができる。
【0058】
同様にして、ミラー固定部材22の曲面部224は、その曲率がモータ軸100の曲率よりも小さい。このため、モータ軸100を曲面部224に当接させれば、両者の接触領域は、モータ軸100の周方向では点となり、モータ軸100の軸方向に延びる直線となる。つまり、曲面部224内には、線状の接触領域を挟んで2つの非接触面が形成され、保持部220をモータ軸100の外周面と線接触させることができる。この場合、平面部223だけでなく、曲面部224内においても、モータ軸100を挟んで両側に空間を形成することができ、モータ軸100との接触面積をさらに低減することができる。
【0059】
本実施の形態によれば、マウンタ係合部21B及びミラー固定部材22がモータ軸100に当接する曲面部214,224の曲率をモータ軸100の曲率よりも小さくすることにより、モータ軸100に対し、周方向においてそれぞれ点接触させ、当該接触領域の周方向の幅を狭小化している。この様な構成を採用することにより、モータ軸100の周方向に関し、曲面部212,222内において摩擦力がそれぞれ最大となる点P1,P2をモータ軸100について対称となるように配置することができる。このため、温度環境の変化によって、モータ軸100に対するミラー20の角度が変化し、角度誤差が生じるのを抑制することができる。
【0060】
なお、本実施の形態では、望ましい実施の形態として、曲面部212,222の曲率が、いずれもモータ軸100の曲率よりも小さい場合の例について説明したが、本発明は、このような場合のみに限定されない。例えば、曲面部212,222の一方の曲率がモータ軸100の曲率よりも小さく、他方の曲率がモータ軸100の曲率と一致するように構成することもできる。この場合も、上記一方がモータ軸100に対し、線接触となることから、温度変化による角度誤差を効果的に抑制することができる。
【0061】
また、モータ軸100が通常回転しているとき(ガルバノモータ10の動作時)には、ミラーモジュール11とモータ軸100とが相対的に回転ずれを生じないように、ミラーモジュール11とミラー固定部22とで、ある程度の保持力(モータ軸100を保持する力)をもたせておく必要がある。したがって、本実施の形態では、線接触する部分の摩擦力が大きくなるような加工を施す等の作業が必要になる。この意味においては、実施の形態1のように、周方向にある程度の幅(長さ)を持ち、かつ、モータ軸100の曲率と等しい曲面部212,222を形成しておく方が好ましい。そうすると、ガルバノモータ10の動作時の回転ずれと、温度環境変化時の回転ずれとの両方を防ぐとともに、製造工程の簡素化を図ることができる。
【0062】
実施の形態3.
実施の形態1及び2では、締結部211,221の対向する端面間に僅かな隙間が形成されている場合の例について説明した。これに対し、本実施の形態では、締結部211,221の端面を互いに当接させる場合について説明する。
【0063】
図10は、本発明の実施の形態3によるレーザー加工装置の要部について一例を示した図であり、図7と同様にして、ミラーモジュール11、ミラー固定部材22及びモータ軸100の関係を示した説明図である。図9の構成と比較すれば、締結された2組の締結部211,221の端面が互いに当接している点で異なり、その他の構成は同一である。
【0064】
上述した通り、曲面部214,224をモータ軸100に確実に当接させ、モータ軸100を狭持するためには、曲面214,224がモータ軸100に当接している状態において、締結部211,221の対向する端面間に僅かな隙間が形成されていることが望ましい。しかしながら、マウンタ係合部21B及びミラー固定部22の形状が、十分に高い精度で形成できる場合には、締結部211,221の端面間に隙間を形成することは必須ではない。すなわち、マウンタ係合部21B及びミラー固定部22は、曲面部214,224がモータ軸100に当接している状態で、締結部211,221の対向する端面が互いに当接する形状であってもよい。
【0065】
実施の形態4.
実施の形態1〜3では、マウンタ係合部21B及びミラー取付部材220の形状が、いずれもコの字形状からなる場合の例について説明した。これに対し、本実施の形態では、マウンタ係合部21B及びミラー取付部材22がコの字形状以外の形状からなる場合について説明する。
【0066】
図11は、本発明の実施の形態4によるレーザー加工装置の要部について一例を示した図であり、図7と同様にして、ミラーモジュール11、ミラー固定部材22及びモータ軸100の関係を示した説明図である。図7の構成と比較すれば、マウンタ係合部21B及びミラー固定部22の平面部213,223が、曲面部215,225からなり、コの字形状でない点で異なる。
【0067】
モータ軸100と対向する保持部210の内面は、互いに曲率の異なる1つの曲面部212及び2つの曲面部215からなる。曲面部212は、図7の場合と同様である。2つの曲面部215は、曲面部212を挟んで形成された凹曲面であり、その曲率はモータ軸100の曲率よりも小さく、これらの曲面部215をモータ軸100から離間して配置することにより、モータ軸100との接触を避けるための非接触面を形成し、モータ軸100との接触面積を低減することができる。
【0068】
同様にして、モータ軸100と対向する保持部220の内面は、互いに曲率の異なる1つの曲面部222及び2つの曲面部225からなる。曲面部222は、図7の場合と同様である。2つの曲面部225は、曲面部222を挟んで形成された凹曲面であり、その曲率はモータ軸100の曲率よりも小さく、これらの曲面部225をモータ軸100から離間して配置することにより、モータ軸100との接触を避けるための非接触面を形成し、モータ軸100との接触面積を低減することができる。
【0069】
つまり、図11に示されたマウンタ係合部21B及びミラー固定部材22の保持部210,220は、図7に示した保持部210,220の内面のうち、平面部213,223を曲線部215,225に置き換えたものに相当する。この様な構成を採用した場合であっても、図7の場合と全く同様にして、モータ軸100との接触面積を低減することができる。
【0070】
実施の形態5.
実施の形態1〜4では、曲面部212,222にモータ軸100の外周面を接触させることにより、ミラーマウンタ21及びミラー固定部材22がモータ軸100に取り付けられる場合の例について説明した。これに対し、本実施の形態では、平面部213,223にモータ軸100の外周面を接触させることにより、ミラーマウンタ21及びミラー固定部材22が線接触によって取り付けられる場合について説明する。
【0071】
図12は、本発明の実施の形態2によるレーザー加工装置の要部について一例を示した図であり、図7と同様にして、ミラーモジュール11、ミラー固定部材22及びモータ軸100の関係を示した説明図である。このレーザー加工装置では、線接触となるように、マウンタ係合部21B及びミラー固定部材22をモータ軸100に当接させている。
【0072】
モータ軸100と対向する保持部210,220の内面は、互いに平行な平面部213,223からなり、これらの平面部213,223でモータ軸100を狭持している。このため、保持部210,220と、モータ軸100との接触領域は、いずれもモータ軸100の周方向では点となり、モータ軸100の軸方向に延びる直線になる。
【0073】
つまり、実施の形態1における接触領域の幅が最小化され、モータ軸100の周方向における各当接点が、実施の形態1における摩擦力の最大点P1,P2となり、これらの点P1,P2を結ぶ直線がモータ軸100の中心を通る。従って、この様な構成を採用すれば、温度環境の変化に起因する角度誤差の発生をより精度よく抑制することができる。
【0074】
実施の形態6.
実施の形態1〜5では、ミラーマウンタ21及びミラー固定部材22と、モータ軸100との接触領域について、モータ軸100の周方向の幅を狭小化させることにより、温度変化による角度誤差の発生を抑制する場合について説明した。これに対し、本実施の形態では、ミラーマウンタ21及びミラー固定部材22の接触領域における表面状態を互いに異ならせることにより、温度変化による角度誤差の発生を抑制する場合について説明する。
【0075】
図13は、本発明の実施の形態3によるレーザー加工装置の要部について一例を示した図であり、図7と同様にして、ミラーモジュール11、ミラー固定部材22及びモータ軸100の関係を示した説明図である。
【0076】
このレーザー加工装置では、モータ軸100に対し、マウンタ係合部21Bを線接触させ、ミラー固定部材22を面接触させている。また、ミラー固定部材22の曲面部222の表面を加工し、マウンタ係合部21Bの曲面部214の摩擦係数に比べて、曲面部222の摩擦係数を小さくしている。
【0077】
マウンタ係合部21Bの内面に形成された曲面部214は、モータ軸100に垂直な断面が円弧形状となる凹曲面(R形状)であり、当該円弧形状の曲率は、モータ軸100の曲率よりも小さい。このため、モータ軸100を曲面部214に当接させれば、両者の接触領域は、モータ軸100の周方向では点となり、モータ軸100の軸方向に延びる直線形状となる。
【0078】
一方、ミラー固定部材22の内面に形成された曲面部222は、モータ軸100に垂直な断面が円弧形状となる凹曲面であり、当該円弧形状の曲率はモータ軸100の曲率と一致している。このため、モータ軸100を曲面部222に当接させれば、曲面部222を接触面として、ミラー固定部材22をモータ軸100の外周面に面接触させることができる。
【0079】
また、曲面部222は、摩擦係数を低減するための表面加工を施すことにより、曲面部214よりも摩擦係数が小さくなっている。例えば、アルミニウム製の凹曲面上に樹脂膜を形成することにより、曲面部214に比べて、曲面部222の摩擦係数を低減させている。曲面部222の摩擦係数が小さい場合、モータ軸100に対する曲面部222の摩擦力は、曲面部214の摩擦力に比べて小さくなる。その結果、温度変化によるモータ軸100の位置ずれは、曲面部214上の当接点P1のみを支点として発生する。つまり、当接点P1では位置ずれが発生しにくい。しかも、モータ軸100の当接点P1は、曲面部214の周方向の略中央となっている。従って、曲面部222内における摩擦力の最大点P2の位置にかかわらず、温度変化時に角度誤差を生じさせにくくなる。
【0080】
また、曲面部214,222がともに凹曲面であるため、振動によりミラーマウンタ21及びミラー固定部材22がモータ軸100から脱落するのを防止することができる。また、曲面部222をモータ軸100の外周面に面接触させているため、モータ軸100に対し、ミラーマウンタ21を正確に位置決めすることができ、モータ軸100に対するミラーマウンタ21の取付作業も容易になる。
【0081】
なお、本実施の形態では、望ましい実施例として、モータ軸100を曲面部214に線接触させる場合の例について説明したが、本発明は、この様な場合のみには限定されない。すなわち、図7の場合と同様にして、保持部210をモータ軸100に面接触させる場合であっても、実施の形態1と同様にして、接触領域の周方向の幅が狭小化されていればよい。これにより、ガルバノモータ10の動作時にある程度の保持力を持たせるとともに、温度環境が変化した場合であっても、回転方向の位置ずれを防ぐことができる。例えば、接触領域の幅が、モータ軸の外周長の1/4未満、より望ましくは、1/6未満とすることもできる。
【符号の説明】
【0082】
10,10A,10B ガルバノモータ
11,11A,11B ミラーモジュール
20 ミラー
21 ミラーマウンタ
21A マウンタ本体部
21B マウンタ係合部
22 ミラー固定部材
23 係合螺子
100 モータ軸
210,220 保持部
211,221 締結部
212,222 曲面部(接触面)
213,223 平面部(非接触面)
214,224 曲面部(線接触の領域及び非接触領域)
215,225 曲面部(非接触面)
P0 モータ軸の中心
P1,P2 摩擦力の最大点
θ1,θ2 中心角
【特許請求の範囲】
【請求項1】
レーザー光を加工対象物上で走査させるスキャナを備えたレーザー加工装置において、
上記スキャナは、
モータ軸を回動させる駆動モータと、
レーザー光を反射させる反射ミラー、及び、当該反射ミラーを支持するとともに上記モータ軸に取り付けられる第1の取付部材を有するミラーモジュールと、
上記モータ軸を挟んで第1の取付部材と対向するように配置され、上記モータ軸に取り付けられる第2の取付部材とを備え、
第1の取付部材及び第2の取付部材は、第1の取付部材及び第2の取付部材の少なくとも一方と上記モータ軸との接触面を減らすための非接触領域が、上記モータ軸を挟んで両側に存在する状態で、上記モータ軸を挟持することを特徴とするレーザー加工装置。
【請求項2】
レーザー光を加工対象物上で走査させるスキャナを備えたレーザー加工装置において、
上記スキャナは、
モータ軸を回動させる駆動モータと、
レーザー光を反射させる反射ミラー、及び、当該反射ミラーを支持するとともに上記モータ軸に取り付けられる第1の取付部材を備えるミラーモジュールと、
上記モータ軸を挟んで第1の取付部材と対向するように配置され、上記モータ軸に取り付けられる第2の取付部材とを備え、
第1の取付部材及び第2の取付部材は、それぞれが上記モータ軸を保持する保持部と、当該保持部から上記モータ軸と直交する方向に延びる一対の第1の締結部及び第2の締結部とを有し、
第1の取付部材側の第1の締結部と第2の取付部材側の第1の締結部とが締結され、第1の取付部材側の第2の締結部と第2の取付部材側の第2の締結部とが締結されている状態にて、第1の取付部材の保持部の上記モータ軸側の面又は第2の取付部材の保持部の上記モータ軸側の面の少なくとも一方に、上記モータ軸の曲率よりも小さな曲率を有し、上記モータ軸から離間して上記モータ軸との接触を避けるための非接触面が形成されていることを特徴とするレーザー加工装置。
【請求項3】
第1の取付部材側の第1の締結部と、第2の取付部材側の第1の締結部とが、螺子によって締結され、
第1の取付部材側の第2の締結部と、第2の取付部材側の第2の締結部とが、それぞれ螺子によって締結されていることを特徴とする請求項2に記載のレーザー加工装置。
【請求項4】
第1の取付部材及び第2の取付部材は、第1の取付部材側の第1の締結部と、第2の取付部材側の第1の締結部とが当接し、第1の取付部材側の第2の締結部と、第2の取付部材側の第2の締結部とが当接した状態で、上記モータ軸を挟持することを特徴とする請求項2に記載のレーザー加工装置。
【請求項5】
第1の取付部材及び上記モータ軸の接触面の周方向の幅と、第2の取付部材及び上記モータ軸の接触面の周方向の幅は、それぞれ上記モータ軸の外周長の1/4未満であることを特徴とする請求項2に記載のレーザー加工装置。
【請求項6】
第1の取付部材及び第2の取付部材は、上記モータ軸とは異なる材料からなることを特徴とする請求項2に記載のレーザー加工装置。
【請求項7】
レーザー光を加工対象物上で走査させるスキャナを備えたレーザー加工装置において、
上記スキャナは、
モータ軸を回動させる駆動モータと、
レーザー光を反射させる反射ミラー、及び、当該反射ミラーを支持するとともに上記モータ軸に取り付けられる第1の取付部材を備えるミラーモジュールと、
上記モータ軸を挟んで第1の取付部材と対向するように配置され、上記モータ軸に取り付けられる第2の取付部材とを備え、
第2の取付部材の上記モータとの接触面の摩擦係数が、第1の取付部材の上記モータとの接触面の摩擦係数よりも小さいことを特徴とするレーザー加工装置。
【請求項8】
第1の取付部材の上記モータとの接触面が、上記モータ軸の曲率よりも小さな曲率を有することを特徴とする請求項7に記載のレーザー加工装置。
【請求項9】
第1の取付部材の上記モータとの接触面と、第2の取付部材の上記モータとの接触面とが、同一の材質からなり、
第2の取付部材の上記接触面に表面加工を行うことにより、第2の取付部材の上記接触面の摩擦係数を第1の取付部材の上記接触面より小さくすることを特徴とする請求項7又は8に記載のレーザー加工装置。
【請求項1】
レーザー光を加工対象物上で走査させるスキャナを備えたレーザー加工装置において、
上記スキャナは、
モータ軸を回動させる駆動モータと、
レーザー光を反射させる反射ミラー、及び、当該反射ミラーを支持するとともに上記モータ軸に取り付けられる第1の取付部材を有するミラーモジュールと、
上記モータ軸を挟んで第1の取付部材と対向するように配置され、上記モータ軸に取り付けられる第2の取付部材とを備え、
第1の取付部材及び第2の取付部材は、第1の取付部材及び第2の取付部材の少なくとも一方と上記モータ軸との接触面を減らすための非接触領域が、上記モータ軸を挟んで両側に存在する状態で、上記モータ軸を挟持することを特徴とするレーザー加工装置。
【請求項2】
レーザー光を加工対象物上で走査させるスキャナを備えたレーザー加工装置において、
上記スキャナは、
モータ軸を回動させる駆動モータと、
レーザー光を反射させる反射ミラー、及び、当該反射ミラーを支持するとともに上記モータ軸に取り付けられる第1の取付部材を備えるミラーモジュールと、
上記モータ軸を挟んで第1の取付部材と対向するように配置され、上記モータ軸に取り付けられる第2の取付部材とを備え、
第1の取付部材及び第2の取付部材は、それぞれが上記モータ軸を保持する保持部と、当該保持部から上記モータ軸と直交する方向に延びる一対の第1の締結部及び第2の締結部とを有し、
第1の取付部材側の第1の締結部と第2の取付部材側の第1の締結部とが締結され、第1の取付部材側の第2の締結部と第2の取付部材側の第2の締結部とが締結されている状態にて、第1の取付部材の保持部の上記モータ軸側の面又は第2の取付部材の保持部の上記モータ軸側の面の少なくとも一方に、上記モータ軸の曲率よりも小さな曲率を有し、上記モータ軸から離間して上記モータ軸との接触を避けるための非接触面が形成されていることを特徴とするレーザー加工装置。
【請求項3】
第1の取付部材側の第1の締結部と、第2の取付部材側の第1の締結部とが、螺子によって締結され、
第1の取付部材側の第2の締結部と、第2の取付部材側の第2の締結部とが、それぞれ螺子によって締結されていることを特徴とする請求項2に記載のレーザー加工装置。
【請求項4】
第1の取付部材及び第2の取付部材は、第1の取付部材側の第1の締結部と、第2の取付部材側の第1の締結部とが当接し、第1の取付部材側の第2の締結部と、第2の取付部材側の第2の締結部とが当接した状態で、上記モータ軸を挟持することを特徴とする請求項2に記載のレーザー加工装置。
【請求項5】
第1の取付部材及び上記モータ軸の接触面の周方向の幅と、第2の取付部材及び上記モータ軸の接触面の周方向の幅は、それぞれ上記モータ軸の外周長の1/4未満であることを特徴とする請求項2に記載のレーザー加工装置。
【請求項6】
第1の取付部材及び第2の取付部材は、上記モータ軸とは異なる材料からなることを特徴とする請求項2に記載のレーザー加工装置。
【請求項7】
レーザー光を加工対象物上で走査させるスキャナを備えたレーザー加工装置において、
上記スキャナは、
モータ軸を回動させる駆動モータと、
レーザー光を反射させる反射ミラー、及び、当該反射ミラーを支持するとともに上記モータ軸に取り付けられる第1の取付部材を備えるミラーモジュールと、
上記モータ軸を挟んで第1の取付部材と対向するように配置され、上記モータ軸に取り付けられる第2の取付部材とを備え、
第2の取付部材の上記モータとの接触面の摩擦係数が、第1の取付部材の上記モータとの接触面の摩擦係数よりも小さいことを特徴とするレーザー加工装置。
【請求項8】
第1の取付部材の上記モータとの接触面が、上記モータ軸の曲率よりも小さな曲率を有することを特徴とする請求項7に記載のレーザー加工装置。
【請求項9】
第1の取付部材の上記モータとの接触面と、第2の取付部材の上記モータとの接触面とが、同一の材質からなり、
第2の取付部材の上記接触面に表面加工を行うことにより、第2の取付部材の上記接触面の摩擦係数を第1の取付部材の上記接触面より小さくすることを特徴とする請求項7又は8に記載のレーザー加工装置。
【図1】


【図2】
【図3】
【図4】

【図5】
【図6】

【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【公開番号】特開2012−148324(P2012−148324A)
【公開日】平成24年8月9日(2012.8.9)
【国際特許分類】
【出願番号】特願2011−9592(P2011−9592)
【出願日】平成23年1月20日(2011.1.20)
【出願人】(000129253)株式会社キーエンス (681)
【Fターム(参考)】
【公開日】平成24年8月9日(2012.8.9)
【国際特許分類】
【出願日】平成23年1月20日(2011.1.20)
【出願人】(000129253)株式会社キーエンス (681)
【Fターム(参考)】
[ Back to top ]