
レーザー溶接方法及びレーザー溶接装置
【課題】二枚の金属板を重ね合わせてレーザー溶接を行う場合に、金属板間に隙間が生じた場合においても、上下の金属板を良好に連結させることができるレーザー溶接方法及びレーザー溶接装置を提供する。
【解決手段】上側の金属板W1表面に向けてレーザー光LBを照射しつつ該レーザー光LBを所定の溶接経路に沿ってこれら二枚の金属板W1、W2に対して相対的に移動させ、上側の金属板W1のレーザー光被照射部位Lを溶融させて溶融金属が貯留されてなる溶融池を上側の金属板W1の上面から下面にわたって形成するとともに、二枚の金属板W1、W2のうち少なくとも上側の金属板W1を上下方向に加振することにより、前記溶融池の溶融金属を下側の金属板W2側に変位させて垂下させ、上下の金属板W1、W2を連結する。
【解決手段】上側の金属板W1表面に向けてレーザー光LBを照射しつつ該レーザー光LBを所定の溶接経路に沿ってこれら二枚の金属板W1、W2に対して相対的に移動させ、上側の金属板W1のレーザー光被照射部位Lを溶融させて溶融金属が貯留されてなる溶融池を上側の金属板W1の上面から下面にわたって形成するとともに、二枚の金属板W1、W2のうち少なくとも上側の金属板W1を上下方向に加振することにより、前記溶融池の溶融金属を下側の金属板W2側に変位させて垂下させ、上下の金属板W1、W2を連結する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、上下に重ね合わされた平板状の二枚の金属板のレーザー溶接方法及びレーザー溶接装置に関する。
【背景技術】
【0002】
近年、上下に重ね合わされた平板状の二枚の金属板の溶接方法として、レーザー溶接が利用されつつある。このレーザー溶接は、二枚の金属板の上側の金属板表面に向けてレーザー光を照射しつつ該レーザー光を所定の溶接経路に沿ってこれら二枚の金属板に対して移動させることにより、上下の金属板のレーザー光被照射部位を溶融させて線状の溶接ビードを形成させるものである。
【0003】
その場合に、二枚の金属板間に隙間があると、上側の金属板の溶融金属が隙間を越えて下側の金属板に接触する状態まで垂下せず、上下の金属板が連結されない溶接不良を生じることがある。これに対して、金属板を押圧して金属板間の隙間を低減した状態でレーザー溶接する技術が知られている。また、例えば特許文献1には、レーザー光照射側の金属板を押圧することに加えてレーザー光照射側とは反対側に位置する金属板を磁力によって吸引することにより、金属板間の隙間を低減してレーザー溶接する技術が開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2004−66268号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、二枚の金属板を重ね合わせてレーザー溶接を行う場合、二枚の金属板における対向する面は一般に完全な平面ではないので、金属板を押圧したり吸引したりして金属板間の隙間を低減したとしても、二枚の金属板間には少なからず隙間が生じることとなり、その結果、上側の金属板の溶融金属が金属板間の隙間を越えて下側の金属板に接触する状態まで垂下せず、上下の金属板が連結されない溶接不良を生じることがある。
【0006】
そこで、本発明は、二枚の金属板を重ね合わせてレーザー溶接を行う場合に、金属板間に隙間が生じた場合においても、上下の金属板を良好に連結させることができるレーザー溶接方法及びレーザー溶接装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
このため、本願の請求項1に係る発明は、上下に重ね合わされた状態で対向する面の間に隙間が生じた平板状の二枚の金属板のレーザー溶接方法であって、上側の金属板表面に向けてレーザー光を照射しつつ該レーザー光を所定の溶接経路に沿ってこれら二枚の金属板に対して相対的に移動させ、上側の金属板のレーザー光被照射部位を溶融させて溶融金属が貯留されてなる溶融池を上側の金属板の上面から下面にわたって形成する溶融工程と、二枚の金属板のうち少なくとも上側の金属板を上下方向に加振する加振工程と、を有し、前記加振工程によって上側の金属板を加振させることにより、前記溶融工程によって形成された前記溶融池の溶融金属を下側の金属板側に変位させて垂下させ、上下の金属板を連結する、ことを特徴としたものである。
【0008】
また、本願の請求項2に係る発明は、請求項1に記載のレーザー溶接方法において、フィラーワイヤを、その端部が前記レーザー光被照射部位の移動に伴って移動するように供給することにより、該フィラーワイヤの端部が溶融されてなる溶融金属を前記溶融池に追加するフィラーワイヤ供給工程をさらに有している、ことを特徴としたものである。
【0009】
更に、本願の請求項3に係る発明は、請求項1または請求項2に記載のレーザー溶接方法において、前記溶融工程の前に、二枚の金属板を仮止めする仮止め工程をさらに有している、ことを特徴としたものである。
【0010】
また更に、本願の請求項4に係る発明は、請求項1から請求項3の何れか一項に記載のレーザー溶接方法において、前記加振工程では、上側の金属板表面に接触して該金属板を上下方向に加振する加振部を、前記レーザー光の移動に付随させて二枚の金属板に対して相対的に移動させる、ことを特徴としたものである。
【0011】
また更に、本願の請求項5に係る発明は、請求項3に記載のレーザー溶接方法において、前記加振工程は、二枚の金属板のうち下側の金属板を上下方向に加振させることにより、該下側の金属板と前記仮止め工程において仮止めされた上側の金属板を上下方向に加振させる、ことを特徴としたものである。
【0012】
また更に、本願の請求項6に係る発明は、上下に重ね合わされた状態で対向する面の間に隙間が生じた平板状の二枚の金属板のレーザー溶接装置であって、上側の金属板表面に向けてレーザー光を照射しつつ該レーザー光を所定の溶接経路に沿ってこれら二枚の金属板に対して相対的に移動させ、上側の金属板のレーザー光被照射部位を溶融させて溶融金属が貯留されてなる溶融池を該上側の金属板の上面から下面にわたって形成する溶融手段と、二枚の金属板のうち少なくとも上側の金属板を上下方向に加振する加振手段と、を有し、前記加振手段によって上側の金属板を加振させることにより、前記溶融手段によって形成された前記溶融池の溶融金属を下側の金属板側に変位させて垂下させ、上下の金属板を連結する、ことを特徴としたものである。
【発明の効果】
【0013】
本願の請求項1に係る発明によれば、上下に重ね合わされた状態で対向する面の間に隙間が生じた平板状の二枚の金属板のうち上側の金属板表面に向けてレーザー光を照射しつつ該レーザー光を所定の溶接経路に沿ってこれら二枚の金属板に対して相対的に移動する。これにより、上側の金属板のレーザー光被照射部位が溶融されて溶融金属が貯留されてなる溶融池が上側の金属板の上面から下面にわたって形成される。
【0014】
その場合に、本発明においては、少なくとも上側の金属板が上下方向に加振されることにより、溶融池の溶融金属が下側の金属板側に変位させられて垂下させられ、上下の金属板が連結される。上側の金属板が上下方向に加振されることにより、上側の金属板よりも柔らかい溶融池の溶融金属がその周囲の金属板よりも上下方向に大きく変位することとなり、二枚の金属板間に隙間が生じている場合にも、上側の金属板の溶融金属が下側の金属板側へ垂下することを促進させることができ、上下の金属板を良好に連結させることができる。
【0015】
また、本願の請求項2に係る発明によれば、フィラーワイヤを、その端部がレーザー光被照射部位の移動に伴って移動するように供給することにより、該フィラーワイヤの端部が溶融されてなる溶融金属が溶融池に追加されるので、上側の金属板の溶融金属にフィラーワイヤの溶融金属を加えることができ、溶融金属量を増大させることができる。したがって、二枚の金属板間に比較的大きい隙間が生じている場合においても、上下の金属板を良好に連結させることができ、前記効果をより有効に奏することができる。
【0016】
更に、本願の請求項3に係る発明によれば、上側の金属板表面に向けてレーザー光を照射する前に、二枚の金属板を仮止めすることにより、二枚の金属板をクランプするためのクランプ治具を用いることなく、比較的容易に二枚の金属板の相対位置を確保することができ、溶接品質を安定化させることができる。
【0017】
また更に、本願の請求項4に係る発明によれば、上側の金属板表面に接触して該金属板を上下方向に加振する加振部が、レーザー光の移動に付随させられて二枚の金属板に対して相対的に移動させられることにより、上側の金属板に形成された溶融池近傍において該金属板の上下方向振動を略一定にすることができ、上下の金属板をより良好に連結させることができる。
【0018】
また更に、本願の請求項5に係る発明によれば、仮止めされた二枚の金属板のうち下側の金属板を上下方向に加振させて上側の金属板を上下方向に加振させることにより、金属板を加振するための加振手段を下側の金属板側に配置することが可能であり、レーザー光の移動が該加振手段によって阻害されることなく、上下の金属板を連結させることができる。
【0019】
また更に、本願の請求項6に係る発明によれば、レーザー溶接装置において、本願の請求項1に記載の発明と同様の作用、効果を得ることができる。
【図面の簡単な説明】
【0020】
【図1】本発明の第1の実施形態に係るレーザー溶接装置の外観斜視図である。
【図2】前記レーザー溶接装置によってレーザー溶接中にある二枚の金属板のレーザー光被照射部位及びその近傍の状態を示す図である。
【図3】前記レーザー溶接装置によって二枚の金属板がレーザー溶接される状態を模式的に示す模式図である。
【図4】加振条件と溶落ちの長さとの関係を調べるために行った実験を説明するための説明図である。
【図5】加振条件としての周波数と電圧とに対する溶落ちの長さの測定結果を示すグラフである。
【図6】加速度に対する溶落ちの長さの測定結果を示すグラフである。
【図7】本発明の第2の実施形態に係るレーザー溶接装置の外観斜視図である。
【図8】本発明の第3の実施形態に係るレーザー溶接装置の外観斜視図である。
【図9】本発明の第4の実施形態に係るレーザー溶接装置の要部を示す斜視図である。
【発明を実施するための形態】
【0021】
以下、本発明の実施形態に係るレーザー溶接方法及びレーザー溶接装置について、添付図面を参照しながら説明する。
【0022】
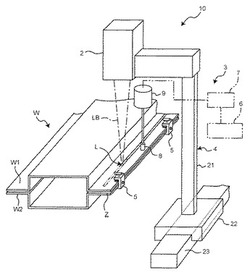
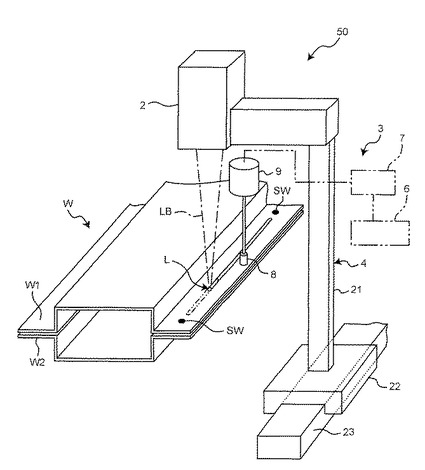
図1は、本発明の第1の実施形態に係るレーザー溶接装置の外観斜視図である。このレーザー溶接装置10は、レーザー光(レーザービーム)LBを発生するレーザーヘッド2と、該レーザーヘッド2からのレーザー光被照射部位Lの近傍においてワークWを上下方向に加振する加振装置3と、レーザーヘッド2を支持すると共にレーザーヘッド2をワークWに対して相対的に移動させる移動装置4とを有している。なお、ワークWとしては、互いに逆方向に膨らんでフランジ同士が上下に重ね合わされた断面ハット状に形成された平板状の二枚の金属板W1、W2を一例として示している。金属板W1、W2のフランジは複数のクランプ治具5により把持されているが、金属板W1、W2の精度上、対向する面の間に隙間Zが生じている。
【0023】
レーザーヘッド2は、例えばYAGレーザー、炭酸ガスレーザー等の高出力レーザーを利用して構成されていると共に、レーザー出力が可変とされている。また、レーザー光の焦点位置は可変であるが、本実施形態においては上側の金属板W1の上面に設定されている。
【0024】
加振装置3は、加振信号を発生させる信号発生装置6と、信号発生装置6により発生された加振信号を増幅させるアンプ7と、アンプ7により増幅された信号に応じて加振部8を上下方向に移動させる振動発生部9とを有している。この加振装置3は、レーザー光LBが移動される所定の溶接経路近傍において、加振部8が上側の金属板W1表面に接触して金属板W1の板厚方向である上下方向に金属板W1を加振させることができるようになっている。なお、本実施形態では、加振部8は、振動発生部9内から延びる棒状部材の先端に円柱部材が取り付けられて構成されている。
【0025】
移動装置4は、レーザーヘッド2が取り付けられた支持部材21と、該支持部材21の下端部に取り付けられた台状部材22と、工場床等に配設され台状部材22を摺動可能に支持するレール部材23と、台状部材22をレール部材23に沿って移動させる移動機構(図示せず)とを有している。このように移動させる移動機構は公知のものにより種々構成可能であり説明は省略するが、駆動源は回転速度の制御が可能なサーボモータ(図示せず)により構成され、これによりレーザーヘッド2のワークWに対する移動速度が調整可能になっている。
【0026】
また、レーザー溶接装置10には、該レーザー溶接装置10によるレーザー溶接を総合的に制御するコントロールユニット(図示せず)が備えられ、該コントロールユニットは、レーザーヘッド2から照射するレーザー光LBを制御するとともに加振装置3や移動装置4などの各種作動を制御する。なお、前記コントロールユニットは、例えばマイクロコンピュータを主要部として構成されている。
【0027】
このようにして構成されるレーザー溶接装置10を用いてレーザー溶接する際には、図1に示すように、先ず、平板状の二枚の金属板W1、W2を上下に重ね合わせた状態で二枚の金属板W1、W2を所定位置においてクランプ治具5によって把持する。この二枚の金属板W1、W2の対向する面の間には、前述したように隙間Zが生じている。そして、二枚の金属板W1、W2のうち上側の金属板W1表面に向けてレーザー光LBを照射しつつ該レーザー光LBを溶接経路に沿ってこれら二枚の金属板W1、W2に対して相対的に移動させ、これにより、上側の金属板W1のレーザー光被照射部位Lを溶融させて上側の金属板W1の溶融金属が貯留されてなる溶融池を上側の金属板W1の上面から下面にわたって形成する。
【0028】
本実施形態ではまた、レーザー光LBを照射して上側の金属板W1のレーザー光被照射部位Lを溶融させて上側の金属板W1の溶融金属が貯留されてなる溶融池を形成する際に、加振装置3によって二枚の金属板W1、W2のうち上側の金属板W1を上下方向に加振する。これにより、上側の金属板W1が溶融されてなる溶融池の溶融金属が下側の金属板W2側へ垂下することを促進させて、上下の金属板W1、W2を連結する。
【0029】
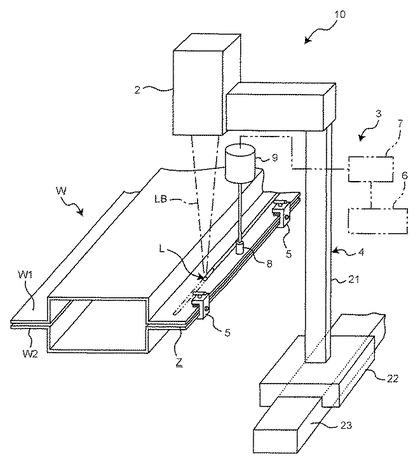
図2は、前記レーザー溶接装置によってレーザー溶接中にある二枚の金属板のレーザー光被照射部位及びその近傍の状態を示す図であり、図2の(a)は、金属板のレーザー光被照射部位及びその近傍の状態を示す平面図、図2の(b)は、図2(a)のY2b−Y2b線に沿った断面図である。
【0030】
図2を参照しつつ詳しく説明すると、先ず、図2(a)に示すように、溶接経路Rにおけるレーザー光LBの中心LBc近傍では、上側の金属板W1におけるレーザー光中心LBc近傍の金属が溶融され、上側の金属板W1の溶融金属W1aが生成されている。レーザー光が照射されるレーザー光被照射部位Lは、レーザー光LBにより金属がプラズマ状態となり、その圧力により溶融金属W1aを周囲に押しやって溶融穴部(キーホール)WKが形成されており、溶融穴部WKの周囲には溶融金属W1aが貯留されてなる溶融池W1bが上側の金属板W1の上面から下面にわたって形成されている。
【0031】
図2(b)に示すように、溶接経路Rにおけるレーザー光中心LBc位置においては、溶融穴部WKは上側の金属板W1を貫通して下側の金属板W2に達している。そして、下側の金属板W2においても、レーザー光中心LBc近傍の金属が溶融されて下側の金属板W2の溶融金属W2aが生成され、溶融穴部WKの周囲に溶融金属W2aが貯留されてなる溶融池W2bが形成されている。
【0032】
前述したように、二枚の金属板間に隙間が生じた場合には、上側の金属板の溶融金属が金属板間の隙間を越えて下側の金属板に接触する状態まで垂下せず、上下の金属板が連結されない溶接不良を生じることがあるが、本実施形態では、上側の金属板W1を上下方向に加振することにより、上側の金属板W1の溶融金属W1aを金属板W1、W2間の隙間Zを越えて下側の金属板W2側へ変位させて垂下させ、上側の金属板W1と下側の金属板W2とを連結する。
【0033】
図2(b)に示すように、溶接経路Rにおけるレーザー光中心LBcの後方近傍では、上側の金属板W1の溶融金属W1aが、上側の金属板W1の上下方向の振動に伴って下側の金属板W2側へ変位させられて垂下させられ、上側の金属板W1と下側の金属板W2とを連結している。そして、溶接経路Rにおけるレーザー光中心LBcの後方位置において、溶融金属W2a、W1aが下側から固化し始め、さらに後方においては、溶融金属W2a、W1aが上から下まで全て固化し、被溶接部WBが形成されることとなる。
【0034】
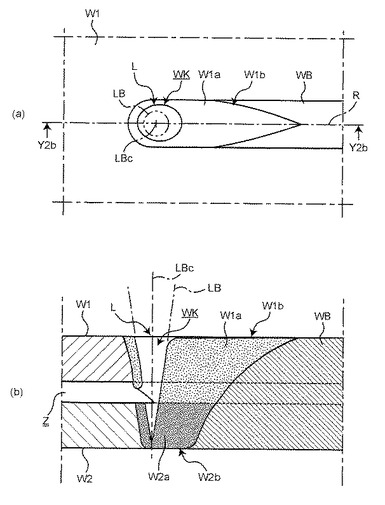
ここで、図3を参照して、レーザー溶接装置10によって二枚の金属板W1、W2がレーザー溶接される状態についてさらに説明する。
図3は、前記レーザー溶接装置によって二枚の金属板がレーザー溶接される状態を模式的に示す模式図である。図3(a)に示すように、上下に重ね合わせられた二枚の金属板W1、W2がレーザー光LBにより照射されると、上側の金属板W1の一部が溶融されて上側の金属板W1の溶融金属W1aが貯留されてなる溶融池W1bが上側の金属板W1の上面から下面まで板厚方向にわたって形成されるとともに、下側の金属板W2についてもその一部が溶融されて下側の金属板W2の溶融金属W2aが貯留されてなる溶融池W2bが形成される。
【0035】
本実施形態では、上側の金属板W1表面にレーザー光LBを照射するとともに、上側の金属板W1を上下方向に加振することにより、図3(b)に示すように、上側の金属板W1が下方へ変位される際には上側の金属板W1の溶融金属W1aは溶融していない上側の金属板W1よりも下方へ変位することとなり、図3(c)に示すように、上側の金属板W1が上方へ変位される際には上側の金属板W1の溶融金属W1aは溶融していない上側の金属板W1よりも上方へ変位することとなる。
【0036】
このようにして上側の金属板W1を上下方向に加振することにより、上側の金属板W1の溶融金属W1aが該上側の金属板W1よりも大きく変位することとなり、上側の金属板W1よりも柔らかい溶融金属W1aの下方への垂下が促進されて、図3(d)に示すように、上側の金属板W1の溶融金属W1aが下側の金属板W2の溶融金属W2aと接触し、上下の金属板W1、W2が連結される。
【0037】
上側の金属板W1の溶融金属W1aが下側の金属板W2の溶融金属W2aと接触すると、その接触した部分では、レーザー光LBが照射される上側の金属板W1の溶融金属W1aは下側の金属板W2の溶融金属W2aよりも温度が高いので、上側の金属板W1の溶融金属W1aの温度が低下して上側の金属板W1の溶融金属W1aの表面張力が増大し、上側の金属板W1の溶融金属W1aの下方への垂下が促進され、上下の金属板W1、W2を良好に連結することができる。
【0038】
なお、本実施形態では、上側の金属板W1のみを上下方向に加振させているが、上側の金属板W1を上下方向に加振させるとともに下側の金属板W2も上下方向に加振させるようにしてもよく、かかる場合には、上側の金属板W1と下側の金属板W2とを同位相で加振させることが好ましい。
【0039】
このように、本実施形態によれば、二枚の金属板W1、W2をレーザー溶接する際に、少なくとも上側の金属板W1を上下方向に加振させることにより、上側の金属板W1が溶融されてなる溶融池W1bの溶融金属W1aが下側の金属板W2側に変位させられて垂下させられ、上下の金属板W1、W2が連結される。上側の金属板W1を上下方向に加振させることにより、上側の金属板W1よりも柔らかい溶融池W1bの溶融金属W1aがその周囲の金属板W1よりも上下方向に大きく変位することとなり、金属板W1、W2間に隙間Zが生じている場合にも、上側の金属板W1の溶融金属W1aが下側の金属板W2側へ垂下することを促進させて下側の金属板W2と接触させることができ、上下の金属板W1、W2を良好に連結させることができる。
【0040】
本実施形態ではまた、レーザー溶接装置10を用いて二枚の金属板W1、W2を重ね合わせてレーザー溶接する際における加振装置3の加振条件と溶落ちの長さとの関係を調べるための実験を行った。
【0041】
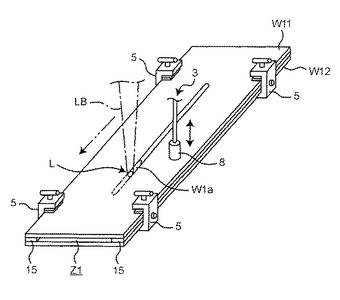
図4は、加振条件と溶落ちの長さとの関係を調べるために行った実験を説明するための説明図である。図4に示すように、略矩形状に形成された平板状の二枚の金属板W11、W12を隙間調整部材15によって所定の隙間Z1を有するように上下に重ね合わせ、この状態で上側の金属板W11にレーザー光LBを照射するとともに加振装置3によって所定の溶接経路近傍において上側の金属板W11を上下方向に加振させてレーザー溶接し、そのときに上側の金属板W11の溶融金属が下側の金属板W12に溶け落ちた溶接経路方向における長さを測定して加振装置3の加振条件と溶落ちの長さとの関係を調べた。
【0042】
加振装置3の加振条件と溶落ちの長さとの関係を調べるための実験は、溶接経路の長さが100mmとなるようにレーザー溶接を行い、金属板W11、W12として、長手方向長さが220mm、短手方向長さが100mm、板厚が1.6mmのものを用い、金属板W11、W12間の隙間Z1を0.8mm〜0.9mmに設定し、加振装置3の加振条件として電圧と周波数とをそれぞれ変化させて行った。加振装置3の電圧として1V、2V、4Vを用い、周波数として50Hz、100Hz、200Hzを用いた。
【0043】
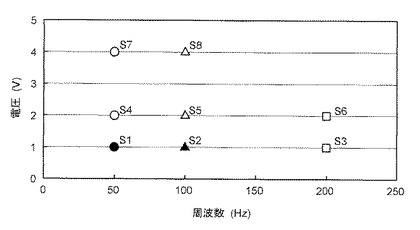
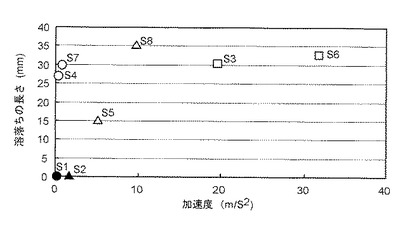
図5は、加振条件としての周波数と電圧とに対する溶落ちの長さの測定結果を示すグラフであり、図6は、加速度に対する溶落ちの長さの測定結果を示すグラフである。図5及び図6では、同一サンプルについて同一符号(S1〜S8)を用いて表し、周波数が50Hz、100Hz、200Hzであるサンプルをそれぞれ○印、△印、□印として表しており、上側の金属板W11の溶融金属が下側の金属板W12に溶落ちなかった溶落ちの長さが0mmであるサンプルについては黒色でその内部を塗りつぶして表している。なお、図6に示す加速度は、電圧と周波数とに依存するものであり、電圧と周波数とを変化させることにより変化するものである。
【0044】
図5及び図6に示すように、加振条件としての周波数が50Hzである場合、加振条件としての電圧が1V、2V、4VであるサンプルS1、S4、S7では、電圧が大きくなるにつれて溶落ちの長さが長くなっていることが分かる。また、加振条件としての周波数が100Hz、200Hzである場合においても、電圧が大きくなるにつれて溶落ちの長さが長くなっていることが分かる。これらの結果より、加振装置3の周波数が一定である場合には、加振装置3の電圧を大きくすることにより溶落ちの長さを長くすることができ、上側の金属板W11の溶融金属の下方への垂下をより促進させることができることが分かる。
【0045】
また、図6に示すように、加振条件としての周波数が50Hzである場合、加速度が大きくなるにつれて溶落ちの長さが長くなっていることが分かる。加振条件としての周波数が100Hz、200Hzである場合においても、加速度が大きくなるにつれて溶落ちの長さが長くなっていることが分かる。これらの結果より、加速度を大きくすることにより、溶落ちの長さを長くすることができ、上側の金属板W1の溶融金属の下方への垂下をより促進させることができることが分かる。加振力は加速度に比例することから加速度を大きくすることにより加振力が大きくなり、上側の金属板W11の溶融金属の下方への垂下をより促進させることができることが分かる。
【0046】
以下に、本発明の別の実施形態について説明する。
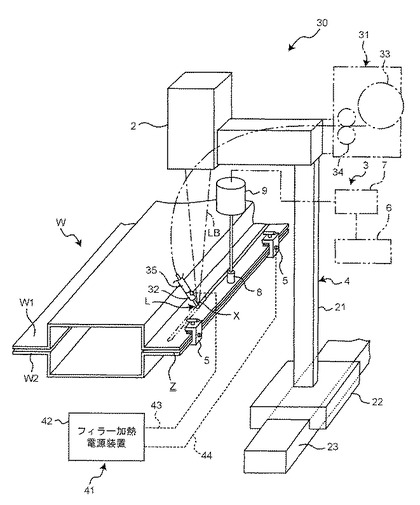
図7は、本発明の第2の実施形態に係るレーザー溶接装置の外観斜視図である。第2の実施形態に係るレーザー溶接装置30は、第1の実施形態に係るレーザー溶接装置10に、フィラーワイヤ供給装置とフィラーワイヤ加熱装置をさらに備えたものであり、レーザー溶接装置10と同様の構成については同一符号を付して説明を省略する。
【0047】
図7に示すように、レーザー溶接装置30は、レーザー光LBを発生するレーザーヘッド2と、該レーザーヘッド2からのレーザー光被照射部位Lの近傍においてワークWを上下方向に加振する加振装置3と、レーザーヘッド2を支持すると共にレーザーヘッド2をワークWに対して相対的に移動させる移動装置4とを有している。また、レーザー溶接装置30は、レーザーヘッド2からのレーザー光照射部位LにフィラーワイヤXを供給するフィラーワイヤ供給装置31と、フィラーワイヤXを所定温度に加熱するフィラーワイヤ加熱装置41とを備えている。
【0048】
フィラーワイヤ供給装置31は、レーザー光LBの被照射部位Lの前方近傍に先端が位置するように前傾姿勢で配置されたワイヤ供給ノズル32と、フィラーワイヤXが巻回されたワイヤロール33と、モータ(図示せず)により駆動され、該ワイヤロール33からフィラーワイヤXを繰り出す繰り出しローラ34と、該繰り出しローラ34とワイヤ供給ノズル32との間に設けられ、繰り出しローラ34により繰り出されたフィラーワイヤXをワイヤ供給ノズル32まで誘導するチューブ35とを有している。前記モータは、回転速度の制御が可能なサーボモータにより構成され、これにより、被溶接部位へのフィラーワイヤXの供給量が調整可能になっている。
【0049】
フィラーワイヤ加熱装置41は、フィラーワイヤXに通電することにより、該ワイヤXに生じるジュール熱で該ワイヤXを加熱するものであり、フィラー加熱電源装置42と、該加熱電源装置42とワイヤ供給ノズル32とを接続するノズル接続ケーブル43と、該加熱電源装置42と複数のクランプ治具5の一つとを接続するクランプ接続ケーブル44とを有し、フィラー加熱電源装置42から流れる電流が、ノズル接続ケーブル43、ワイヤ供給ノズル32、フィラーワイヤX、金属板W1、W2、クランプ治具5、クランプ接続ケーブル44を介してフィラー加熱電源装置42に戻るようになっている。なお、逆回りに電流が流れるように構成してももちろんよい。
【0050】
ここで、前記所定温度は、フィラーワイヤ加熱装置41によってフィラーワイヤXが加熱されるとともにフィラーワイヤXの端部がレーザー光LBによって照射されることで溶融する温度に設定されている。フィラーワイヤXを所定温度に加熱するための電流値については実験等を行って導けばよい。
【0051】
レーザー溶接装置30では、移動装置4は、レーザーヘッド2を支持すると共にフィラーワイヤ供給装置31を支持するようになっており、レーザーヘッド2とともにフィラーワイヤ供給装置31をワークWに対して移動させることができるようになっている。また、前記コントロールユニットは、レーザーヘッド2から照射するレーザー光LBを制御するとともに加振装置3、移動装置4、フィラーワイヤ供給装置31及びフィラーワイヤ加熱装置41などの各種作動を制御する。
【0052】
レーザー溶接装置30を用いてレーザー溶接する際においても、レーザー光LBを照射して上側の金属板W1のレーザー光被照射部位Lを溶融させて上側の金属板W1の溶融金属が貯留されてなる溶融池を上側の金属板W1の上面から下面にわたって形成し、このときに加振装置3によって上側の金属板W1を上下方向に加振することにより、上側の金属板W1が溶融されてなる溶融池の溶融金属が下側の金属板W2側へ垂下することを促進させ、上下の金属板W1、W2を連結する。
【0053】
また、レーザー溶接装置30を用いてレーザー溶接する際には、レーザー光LBを溶接経路に沿って二枚の金属板W1、W2に対して相対的に移動させながら、レーザー光LBによって照射されることで溶融するように加熱されたフィラーワイヤXを、その端部がレーザー光LBの被照射部位Lの移動に伴って移動するようにレーザー光被照射部位Lに供給し、該フィラーワイヤXの端部が溶融されてなる溶融金属を上側の金属板W1が溶融されてなる溶融池に追加する。
【0054】
これにより、上側の金属板W1の溶融金属にフィラーワイヤXの溶融金属を加えることができ、溶融金属量を増大させることができる。したがって、二枚の金属板W1、W2間に比較的大きい隙間Zが生じている場合においても、上下の金属板W1、W2を良好に連結させることができる。
【0055】
なお、ワイヤ供給ノズルをレーザー光の被照射部位Lの後方近傍に先端が位置するように後傾姿勢で配置し、フィラーワイヤXをレーザー光LBの被照射部位Lの後方側から供給するようにすることも可能である。フィラーワイヤXをレーザー光LBの被照射部位Lの後方側から供給する場合には、その端部がレーザー光被照射部位Lの移動に伴って移動するようにレーザー光LBの被照射部位Lに供給することに代えて、その端部を上側の金属板W1が溶融されてなる溶融池W1bにおける溶融穴部WKの後方近傍部位に接触するように供給するようにしてもよく、かかる場合には、フィラーワイヤ加熱装置41によって、フィラーワイヤXの端部が上側の金属板W1が溶融されてなる溶融池W1bに接触したときに該溶融池W1bの溶融金属の熱とで溶融するように加熱される。
【0056】
図8は、本発明の第3の実施形態に係るレーザー溶接装置の外観斜視図である。第3の実施形態に係るレーザー溶接装置50は、第1の実施形態に係るレーザー溶接装置10と同様の構成を備えているが、第3の実施形態では、二枚の金属板W1、W2のフランジが予め仮止めされる。なお、レーザー溶接装置10と同様の構成については同一符号を付して説明を省略する。
【0057】
第3の実施の形態に係るレーザー溶接装置50を用いてレーザー溶接する際には、平板状の二枚の金属板W1、W2を上下に重ね合わせた状態で二枚の金属板W1、W2が予め仮止めされる。具体的には、図8に示すように、二枚の金属板W1、W2が、スポット溶接などによって予め接合され、二枚の金属板W1、W2を接合する接合部SWが所定位置に形成される。
【0058】
そして、仮止めされた二枚の金属板W1、W2のうち上側の金属板W1表面に向けてレーザー光LBを照射して上側の金属板W1のレーザー光被照射部位Lを溶融させて上側の金属板W1の溶融金属が貯留されてなる溶融池を上側の金属板W1の上面から下面にわたって形成し、このときに加振装置3によって上側の金属板W1を上下方向に加振することにより、上側の金属板W1が溶融されてなる溶融池の溶融金属が下側の金属板W2側へ垂下することを促進させて、上下の金属板W1、W2を連結する。
【0059】
レーザー溶接装置50を用いてレーザー溶接する場合においても、上側の金属板W1を上下方向に加振させることにより、金属板W1、W2間に隙間Zが生じている場合にも、上側の金属板W1の溶融金属が下側の金属板W2側へ垂下することを促進させて下側の金属板W2と接触させることができ、上下の金属板W1、W2を良好に連結させることができる。
【0060】
また、第3の実施形態においては、上側の金属板W1表面に向けてレーザー光LBを照射する前に、二枚の金属板W1、W2を仮止めすることにより、二枚の金属板をクランプするためのクランプ治具を用いることなく、比較的容易に二枚の金属板W1、W2の相対位置を確保することができ、溶接品質を安定化させることができる。
【0061】
第3の実施形態では、加振装置3によって二枚の金属板W1、W2のうちレーザー光LBが照射される上側の金属板W1表面を上下方向に加振しているが、二枚の金属板W1、W2を仮止めしている場合には、下側の金属板W2のみを加振することにより該下側の金属板W2と仮止めされた上側の金属板W1を加振させるようにしてもよい。かかる場合には、金属板W1を加振するための加振手段を下側の金属板W2側に配置することが可能であり、レーザー光LBの移動が該加振手段によって阻害されることなく、上下の金属板W1、W2を連結させることができる。
【0062】
前述した第1から第3の実施形態では、上側の金属板W1表面に接触して該金属板W1を上下方向に加振する加振部8がワークWを所定位置で上下方向に加振しているが、金属板を上下方向に加振する加振部をレーザー光LBの移動に付随させて二枚の金属板に対して相対的に移動させるようにしてもよい。
【0063】
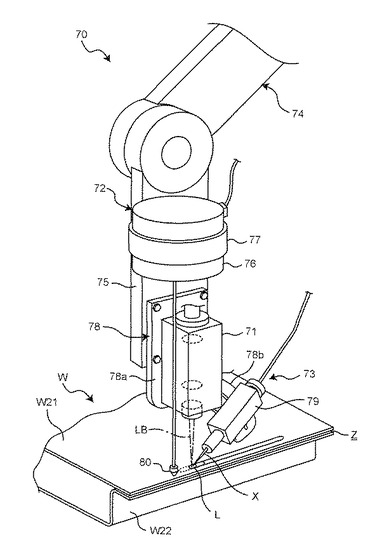
図9は、本発明の第4の実施形態に係るレーザー溶接装置の要部を示す斜視図である。本発明の第4の実施形態に係るレーザー溶接装置70は、レーザー光LBを発生するレーザーヘッド71と、該レーザーヘッド71からのレーザー光被照射部位Lの近傍においてワークWを上下方向に加振する加振装置72と、レーザーヘッド71からのレーザー光照射部位LにフィラーワイヤXを供給するフィラーワイヤ供給装置73と、フィラーワイヤXを所定温度に加熱するフィラーワイヤ加熱装置(図示せず)と、レーザーヘッド71及びフィラーワイヤ供給装置73を支持すると共にワークWに対して相対的に移動させるアーム型の溶接ロボット74とを有している。
【0064】
なお、ワークWとしては、平面状に形成される上側の金属板W21が、断面ハット状に形成された下側の金属板W22のフランジに重ね合わせられた二枚の金属板W21、W22を一例として示している。二枚の金属板W21、W22は、図示しないクランプ治具によって把持されているが、対向する面の間に隙間Zが生じている。
【0065】
レーザー溶接装置70において、レーザーヘッド71、加振装置72、フィラーワイヤ供給装置73及び前記フィラーワイヤ加熱装置はそれぞれ、フィラーワイヤXがレーザー光被照射部位Lの後方側から供給されることを除いて、前述したレーザーヘッド2、加振装置3、フィラーワイヤ供給装置31及びフィラーワイヤ加熱装置41と同様の構成であるので説明を省略するが、レーザー溶接装置70では、溶接ロボット74のロボットアーム75に、レーザーヘッド71、加振装置72及びフィラーワイヤ供給装置73が取り付けられている。
【0066】
図9に示すように、溶接ロボット74のロボットアーム75には、加振装置72の振動発生部76が固定バンド77を用いて取り付けられるとともに、その先端に取付ブラケット78を介してレーザーヘッド71とフィラーワイヤ供給装置73のワイヤ供給ノズル79が取り付けられている。取付ブラケット78は、ロボットアーム75に沿って延び略矩形状に形成される平面部78aと該平面部78aから突出するとともに斜め後方側に向かって湾曲して延びる湾曲部78bとを備え、該平面部78aにレーザーヘッド71が取り付けられ、湾曲部78bにワイヤ供給ノズル79が取り付けられている。
【0067】
このようにして構成されるレーザー溶接装置70では、レーザーヘッド71からのレーザー光LBの移動に付随して加振装置72の加振部80を移動させ、レーザー光LBが移動される所定の溶接経路近傍において、加振部80が上側の金属板W21表面に接触して上下方向に金属板W21を加振させることができるようになっている。また、レーザー光LBを溶接経路に沿って二枚の金属板W21、W22に対して相対的に移動させながら、フィラーワイヤXを、その端部がレーザー光LBの被照射部位Lの移動に伴って移動するように供給されるようになっている。
【0068】
レーザー溶接装置70を用いてレーザー溶接する際においても、レーザー光LBを照射して上側の金属板W21のレーザー光被照射部位Lを溶融させて上側の金属板W21の溶融金属が貯留されてなる溶融池を上側の金属板W21の上面から下面にわたって形成し、このときにレーザー光LBによって照射されることで溶融するように加熱されたフィラーワイヤXを、その端部がレーザー光LBの被照射部位Lの移動に伴って移動するように供給しながら、加振装置3によって上側の金属板W1を上下方向に加振する。これにより、上側の金属板W1が溶融されてなる溶融池の溶融金属が下側の金属板W2側へ垂下することを促進させて、上下の金属板W1、W2を連結する。
【0069】
このように、上側の金属板W21表面に接触して該金属板W21を上下方向に加振する加振部80を、レーザー光LBの移動に付随させて二枚の金属板W21、W22に対して相対的に移動させるようにしてもよく、かかる場合には、上側の金属板W21に形成された溶融池近傍において該金属板W21の上下方向振動を略一定にすることができるので、上下の金属板をより良好に連結させることができる。
【0070】
なお、本発明は、例示された実施形態に限定されるものではなく、本発明の要旨を逸脱しない範囲において、種々の改良及び設計上の変更が可能であることは言うまでもない。
【産業上の利用可能性】
【0071】
本発明は、二枚の金属板を重ね合わせてレーザー溶接を行う場合に、金属板間に隙間が生じた場合においても、上下の金属板を良好に連結させることができるレーザー溶接方法及びレーザー溶接装置を提供することができ、自動車産業の他、二枚の金属板の溶接が必要となる産業において広く利用される可能性がある。
【符号の説明】
【0072】
3、72 加振装置
8、80 加振部
10、30、50、70 レーザー溶接装置
31、73 フィラーワイヤ供給装置
L レーザー光被照射部位
LB レーザー光
R 溶接経路
X フィラーワイヤ
W1、W21 上側の金属板
W1a 上側の金属板の溶融金属
W1b 上側の金属板の溶融池
W2、W22 下側の金属板
W2a 下側の金属板の溶融金属
W2b 下側の金属板の溶融池
Z 隙間
【技術分野】
【0001】
本発明は、上下に重ね合わされた平板状の二枚の金属板のレーザー溶接方法及びレーザー溶接装置に関する。
【背景技術】
【0002】
近年、上下に重ね合わされた平板状の二枚の金属板の溶接方法として、レーザー溶接が利用されつつある。このレーザー溶接は、二枚の金属板の上側の金属板表面に向けてレーザー光を照射しつつ該レーザー光を所定の溶接経路に沿ってこれら二枚の金属板に対して移動させることにより、上下の金属板のレーザー光被照射部位を溶融させて線状の溶接ビードを形成させるものである。
【0003】
その場合に、二枚の金属板間に隙間があると、上側の金属板の溶融金属が隙間を越えて下側の金属板に接触する状態まで垂下せず、上下の金属板が連結されない溶接不良を生じることがある。これに対して、金属板を押圧して金属板間の隙間を低減した状態でレーザー溶接する技術が知られている。また、例えば特許文献1には、レーザー光照射側の金属板を押圧することに加えてレーザー光照射側とは反対側に位置する金属板を磁力によって吸引することにより、金属板間の隙間を低減してレーザー溶接する技術が開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2004−66268号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、二枚の金属板を重ね合わせてレーザー溶接を行う場合、二枚の金属板における対向する面は一般に完全な平面ではないので、金属板を押圧したり吸引したりして金属板間の隙間を低減したとしても、二枚の金属板間には少なからず隙間が生じることとなり、その結果、上側の金属板の溶融金属が金属板間の隙間を越えて下側の金属板に接触する状態まで垂下せず、上下の金属板が連結されない溶接不良を生じることがある。
【0006】
そこで、本発明は、二枚の金属板を重ね合わせてレーザー溶接を行う場合に、金属板間に隙間が生じた場合においても、上下の金属板を良好に連結させることができるレーザー溶接方法及びレーザー溶接装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
このため、本願の請求項1に係る発明は、上下に重ね合わされた状態で対向する面の間に隙間が生じた平板状の二枚の金属板のレーザー溶接方法であって、上側の金属板表面に向けてレーザー光を照射しつつ該レーザー光を所定の溶接経路に沿ってこれら二枚の金属板に対して相対的に移動させ、上側の金属板のレーザー光被照射部位を溶融させて溶融金属が貯留されてなる溶融池を上側の金属板の上面から下面にわたって形成する溶融工程と、二枚の金属板のうち少なくとも上側の金属板を上下方向に加振する加振工程と、を有し、前記加振工程によって上側の金属板を加振させることにより、前記溶融工程によって形成された前記溶融池の溶融金属を下側の金属板側に変位させて垂下させ、上下の金属板を連結する、ことを特徴としたものである。
【0008】
また、本願の請求項2に係る発明は、請求項1に記載のレーザー溶接方法において、フィラーワイヤを、その端部が前記レーザー光被照射部位の移動に伴って移動するように供給することにより、該フィラーワイヤの端部が溶融されてなる溶融金属を前記溶融池に追加するフィラーワイヤ供給工程をさらに有している、ことを特徴としたものである。
【0009】
更に、本願の請求項3に係る発明は、請求項1または請求項2に記載のレーザー溶接方法において、前記溶融工程の前に、二枚の金属板を仮止めする仮止め工程をさらに有している、ことを特徴としたものである。
【0010】
また更に、本願の請求項4に係る発明は、請求項1から請求項3の何れか一項に記載のレーザー溶接方法において、前記加振工程では、上側の金属板表面に接触して該金属板を上下方向に加振する加振部を、前記レーザー光の移動に付随させて二枚の金属板に対して相対的に移動させる、ことを特徴としたものである。
【0011】
また更に、本願の請求項5に係る発明は、請求項3に記載のレーザー溶接方法において、前記加振工程は、二枚の金属板のうち下側の金属板を上下方向に加振させることにより、該下側の金属板と前記仮止め工程において仮止めされた上側の金属板を上下方向に加振させる、ことを特徴としたものである。
【0012】
また更に、本願の請求項6に係る発明は、上下に重ね合わされた状態で対向する面の間に隙間が生じた平板状の二枚の金属板のレーザー溶接装置であって、上側の金属板表面に向けてレーザー光を照射しつつ該レーザー光を所定の溶接経路に沿ってこれら二枚の金属板に対して相対的に移動させ、上側の金属板のレーザー光被照射部位を溶融させて溶融金属が貯留されてなる溶融池を該上側の金属板の上面から下面にわたって形成する溶融手段と、二枚の金属板のうち少なくとも上側の金属板を上下方向に加振する加振手段と、を有し、前記加振手段によって上側の金属板を加振させることにより、前記溶融手段によって形成された前記溶融池の溶融金属を下側の金属板側に変位させて垂下させ、上下の金属板を連結する、ことを特徴としたものである。
【発明の効果】
【0013】
本願の請求項1に係る発明によれば、上下に重ね合わされた状態で対向する面の間に隙間が生じた平板状の二枚の金属板のうち上側の金属板表面に向けてレーザー光を照射しつつ該レーザー光を所定の溶接経路に沿ってこれら二枚の金属板に対して相対的に移動する。これにより、上側の金属板のレーザー光被照射部位が溶融されて溶融金属が貯留されてなる溶融池が上側の金属板の上面から下面にわたって形成される。
【0014】
その場合に、本発明においては、少なくとも上側の金属板が上下方向に加振されることにより、溶融池の溶融金属が下側の金属板側に変位させられて垂下させられ、上下の金属板が連結される。上側の金属板が上下方向に加振されることにより、上側の金属板よりも柔らかい溶融池の溶融金属がその周囲の金属板よりも上下方向に大きく変位することとなり、二枚の金属板間に隙間が生じている場合にも、上側の金属板の溶融金属が下側の金属板側へ垂下することを促進させることができ、上下の金属板を良好に連結させることができる。
【0015】
また、本願の請求項2に係る発明によれば、フィラーワイヤを、その端部がレーザー光被照射部位の移動に伴って移動するように供給することにより、該フィラーワイヤの端部が溶融されてなる溶融金属が溶融池に追加されるので、上側の金属板の溶融金属にフィラーワイヤの溶融金属を加えることができ、溶融金属量を増大させることができる。したがって、二枚の金属板間に比較的大きい隙間が生じている場合においても、上下の金属板を良好に連結させることができ、前記効果をより有効に奏することができる。
【0016】
更に、本願の請求項3に係る発明によれば、上側の金属板表面に向けてレーザー光を照射する前に、二枚の金属板を仮止めすることにより、二枚の金属板をクランプするためのクランプ治具を用いることなく、比較的容易に二枚の金属板の相対位置を確保することができ、溶接品質を安定化させることができる。
【0017】
また更に、本願の請求項4に係る発明によれば、上側の金属板表面に接触して該金属板を上下方向に加振する加振部が、レーザー光の移動に付随させられて二枚の金属板に対して相対的に移動させられることにより、上側の金属板に形成された溶融池近傍において該金属板の上下方向振動を略一定にすることができ、上下の金属板をより良好に連結させることができる。
【0018】
また更に、本願の請求項5に係る発明によれば、仮止めされた二枚の金属板のうち下側の金属板を上下方向に加振させて上側の金属板を上下方向に加振させることにより、金属板を加振するための加振手段を下側の金属板側に配置することが可能であり、レーザー光の移動が該加振手段によって阻害されることなく、上下の金属板を連結させることができる。
【0019】
また更に、本願の請求項6に係る発明によれば、レーザー溶接装置において、本願の請求項1に記載の発明と同様の作用、効果を得ることができる。
【図面の簡単な説明】
【0020】
【図1】本発明の第1の実施形態に係るレーザー溶接装置の外観斜視図である。
【図2】前記レーザー溶接装置によってレーザー溶接中にある二枚の金属板のレーザー光被照射部位及びその近傍の状態を示す図である。
【図3】前記レーザー溶接装置によって二枚の金属板がレーザー溶接される状態を模式的に示す模式図である。
【図4】加振条件と溶落ちの長さとの関係を調べるために行った実験を説明するための説明図である。
【図5】加振条件としての周波数と電圧とに対する溶落ちの長さの測定結果を示すグラフである。
【図6】加速度に対する溶落ちの長さの測定結果を示すグラフである。
【図7】本発明の第2の実施形態に係るレーザー溶接装置の外観斜視図である。
【図8】本発明の第3の実施形態に係るレーザー溶接装置の外観斜視図である。
【図9】本発明の第4の実施形態に係るレーザー溶接装置の要部を示す斜視図である。
【発明を実施するための形態】
【0021】
以下、本発明の実施形態に係るレーザー溶接方法及びレーザー溶接装置について、添付図面を参照しながら説明する。
【0022】
図1は、本発明の第1の実施形態に係るレーザー溶接装置の外観斜視図である。このレーザー溶接装置10は、レーザー光(レーザービーム)LBを発生するレーザーヘッド2と、該レーザーヘッド2からのレーザー光被照射部位Lの近傍においてワークWを上下方向に加振する加振装置3と、レーザーヘッド2を支持すると共にレーザーヘッド2をワークWに対して相対的に移動させる移動装置4とを有している。なお、ワークWとしては、互いに逆方向に膨らんでフランジ同士が上下に重ね合わされた断面ハット状に形成された平板状の二枚の金属板W1、W2を一例として示している。金属板W1、W2のフランジは複数のクランプ治具5により把持されているが、金属板W1、W2の精度上、対向する面の間に隙間Zが生じている。
【0023】
レーザーヘッド2は、例えばYAGレーザー、炭酸ガスレーザー等の高出力レーザーを利用して構成されていると共に、レーザー出力が可変とされている。また、レーザー光の焦点位置は可変であるが、本実施形態においては上側の金属板W1の上面に設定されている。
【0024】
加振装置3は、加振信号を発生させる信号発生装置6と、信号発生装置6により発生された加振信号を増幅させるアンプ7と、アンプ7により増幅された信号に応じて加振部8を上下方向に移動させる振動発生部9とを有している。この加振装置3は、レーザー光LBが移動される所定の溶接経路近傍において、加振部8が上側の金属板W1表面に接触して金属板W1の板厚方向である上下方向に金属板W1を加振させることができるようになっている。なお、本実施形態では、加振部8は、振動発生部9内から延びる棒状部材の先端に円柱部材が取り付けられて構成されている。
【0025】
移動装置4は、レーザーヘッド2が取り付けられた支持部材21と、該支持部材21の下端部に取り付けられた台状部材22と、工場床等に配設され台状部材22を摺動可能に支持するレール部材23と、台状部材22をレール部材23に沿って移動させる移動機構(図示せず)とを有している。このように移動させる移動機構は公知のものにより種々構成可能であり説明は省略するが、駆動源は回転速度の制御が可能なサーボモータ(図示せず)により構成され、これによりレーザーヘッド2のワークWに対する移動速度が調整可能になっている。
【0026】
また、レーザー溶接装置10には、該レーザー溶接装置10によるレーザー溶接を総合的に制御するコントロールユニット(図示せず)が備えられ、該コントロールユニットは、レーザーヘッド2から照射するレーザー光LBを制御するとともに加振装置3や移動装置4などの各種作動を制御する。なお、前記コントロールユニットは、例えばマイクロコンピュータを主要部として構成されている。
【0027】
このようにして構成されるレーザー溶接装置10を用いてレーザー溶接する際には、図1に示すように、先ず、平板状の二枚の金属板W1、W2を上下に重ね合わせた状態で二枚の金属板W1、W2を所定位置においてクランプ治具5によって把持する。この二枚の金属板W1、W2の対向する面の間には、前述したように隙間Zが生じている。そして、二枚の金属板W1、W2のうち上側の金属板W1表面に向けてレーザー光LBを照射しつつ該レーザー光LBを溶接経路に沿ってこれら二枚の金属板W1、W2に対して相対的に移動させ、これにより、上側の金属板W1のレーザー光被照射部位Lを溶融させて上側の金属板W1の溶融金属が貯留されてなる溶融池を上側の金属板W1の上面から下面にわたって形成する。
【0028】
本実施形態ではまた、レーザー光LBを照射して上側の金属板W1のレーザー光被照射部位Lを溶融させて上側の金属板W1の溶融金属が貯留されてなる溶融池を形成する際に、加振装置3によって二枚の金属板W1、W2のうち上側の金属板W1を上下方向に加振する。これにより、上側の金属板W1が溶融されてなる溶融池の溶融金属が下側の金属板W2側へ垂下することを促進させて、上下の金属板W1、W2を連結する。
【0029】
図2は、前記レーザー溶接装置によってレーザー溶接中にある二枚の金属板のレーザー光被照射部位及びその近傍の状態を示す図であり、図2の(a)は、金属板のレーザー光被照射部位及びその近傍の状態を示す平面図、図2の(b)は、図2(a)のY2b−Y2b線に沿った断面図である。
【0030】
図2を参照しつつ詳しく説明すると、先ず、図2(a)に示すように、溶接経路Rにおけるレーザー光LBの中心LBc近傍では、上側の金属板W1におけるレーザー光中心LBc近傍の金属が溶融され、上側の金属板W1の溶融金属W1aが生成されている。レーザー光が照射されるレーザー光被照射部位Lは、レーザー光LBにより金属がプラズマ状態となり、その圧力により溶融金属W1aを周囲に押しやって溶融穴部(キーホール)WKが形成されており、溶融穴部WKの周囲には溶融金属W1aが貯留されてなる溶融池W1bが上側の金属板W1の上面から下面にわたって形成されている。
【0031】
図2(b)に示すように、溶接経路Rにおけるレーザー光中心LBc位置においては、溶融穴部WKは上側の金属板W1を貫通して下側の金属板W2に達している。そして、下側の金属板W2においても、レーザー光中心LBc近傍の金属が溶融されて下側の金属板W2の溶融金属W2aが生成され、溶融穴部WKの周囲に溶融金属W2aが貯留されてなる溶融池W2bが形成されている。
【0032】
前述したように、二枚の金属板間に隙間が生じた場合には、上側の金属板の溶融金属が金属板間の隙間を越えて下側の金属板に接触する状態まで垂下せず、上下の金属板が連結されない溶接不良を生じることがあるが、本実施形態では、上側の金属板W1を上下方向に加振することにより、上側の金属板W1の溶融金属W1aを金属板W1、W2間の隙間Zを越えて下側の金属板W2側へ変位させて垂下させ、上側の金属板W1と下側の金属板W2とを連結する。
【0033】
図2(b)に示すように、溶接経路Rにおけるレーザー光中心LBcの後方近傍では、上側の金属板W1の溶融金属W1aが、上側の金属板W1の上下方向の振動に伴って下側の金属板W2側へ変位させられて垂下させられ、上側の金属板W1と下側の金属板W2とを連結している。そして、溶接経路Rにおけるレーザー光中心LBcの後方位置において、溶融金属W2a、W1aが下側から固化し始め、さらに後方においては、溶融金属W2a、W1aが上から下まで全て固化し、被溶接部WBが形成されることとなる。
【0034】
ここで、図3を参照して、レーザー溶接装置10によって二枚の金属板W1、W2がレーザー溶接される状態についてさらに説明する。
図3は、前記レーザー溶接装置によって二枚の金属板がレーザー溶接される状態を模式的に示す模式図である。図3(a)に示すように、上下に重ね合わせられた二枚の金属板W1、W2がレーザー光LBにより照射されると、上側の金属板W1の一部が溶融されて上側の金属板W1の溶融金属W1aが貯留されてなる溶融池W1bが上側の金属板W1の上面から下面まで板厚方向にわたって形成されるとともに、下側の金属板W2についてもその一部が溶融されて下側の金属板W2の溶融金属W2aが貯留されてなる溶融池W2bが形成される。
【0035】
本実施形態では、上側の金属板W1表面にレーザー光LBを照射するとともに、上側の金属板W1を上下方向に加振することにより、図3(b)に示すように、上側の金属板W1が下方へ変位される際には上側の金属板W1の溶融金属W1aは溶融していない上側の金属板W1よりも下方へ変位することとなり、図3(c)に示すように、上側の金属板W1が上方へ変位される際には上側の金属板W1の溶融金属W1aは溶融していない上側の金属板W1よりも上方へ変位することとなる。
【0036】
このようにして上側の金属板W1を上下方向に加振することにより、上側の金属板W1の溶融金属W1aが該上側の金属板W1よりも大きく変位することとなり、上側の金属板W1よりも柔らかい溶融金属W1aの下方への垂下が促進されて、図3(d)に示すように、上側の金属板W1の溶融金属W1aが下側の金属板W2の溶融金属W2aと接触し、上下の金属板W1、W2が連結される。
【0037】
上側の金属板W1の溶融金属W1aが下側の金属板W2の溶融金属W2aと接触すると、その接触した部分では、レーザー光LBが照射される上側の金属板W1の溶融金属W1aは下側の金属板W2の溶融金属W2aよりも温度が高いので、上側の金属板W1の溶融金属W1aの温度が低下して上側の金属板W1の溶融金属W1aの表面張力が増大し、上側の金属板W1の溶融金属W1aの下方への垂下が促進され、上下の金属板W1、W2を良好に連結することができる。
【0038】
なお、本実施形態では、上側の金属板W1のみを上下方向に加振させているが、上側の金属板W1を上下方向に加振させるとともに下側の金属板W2も上下方向に加振させるようにしてもよく、かかる場合には、上側の金属板W1と下側の金属板W2とを同位相で加振させることが好ましい。
【0039】
このように、本実施形態によれば、二枚の金属板W1、W2をレーザー溶接する際に、少なくとも上側の金属板W1を上下方向に加振させることにより、上側の金属板W1が溶融されてなる溶融池W1bの溶融金属W1aが下側の金属板W2側に変位させられて垂下させられ、上下の金属板W1、W2が連結される。上側の金属板W1を上下方向に加振させることにより、上側の金属板W1よりも柔らかい溶融池W1bの溶融金属W1aがその周囲の金属板W1よりも上下方向に大きく変位することとなり、金属板W1、W2間に隙間Zが生じている場合にも、上側の金属板W1の溶融金属W1aが下側の金属板W2側へ垂下することを促進させて下側の金属板W2と接触させることができ、上下の金属板W1、W2を良好に連結させることができる。
【0040】
本実施形態ではまた、レーザー溶接装置10を用いて二枚の金属板W1、W2を重ね合わせてレーザー溶接する際における加振装置3の加振条件と溶落ちの長さとの関係を調べるための実験を行った。
【0041】
図4は、加振条件と溶落ちの長さとの関係を調べるために行った実験を説明するための説明図である。図4に示すように、略矩形状に形成された平板状の二枚の金属板W11、W12を隙間調整部材15によって所定の隙間Z1を有するように上下に重ね合わせ、この状態で上側の金属板W11にレーザー光LBを照射するとともに加振装置3によって所定の溶接経路近傍において上側の金属板W11を上下方向に加振させてレーザー溶接し、そのときに上側の金属板W11の溶融金属が下側の金属板W12に溶け落ちた溶接経路方向における長さを測定して加振装置3の加振条件と溶落ちの長さとの関係を調べた。
【0042】
加振装置3の加振条件と溶落ちの長さとの関係を調べるための実験は、溶接経路の長さが100mmとなるようにレーザー溶接を行い、金属板W11、W12として、長手方向長さが220mm、短手方向長さが100mm、板厚が1.6mmのものを用い、金属板W11、W12間の隙間Z1を0.8mm〜0.9mmに設定し、加振装置3の加振条件として電圧と周波数とをそれぞれ変化させて行った。加振装置3の電圧として1V、2V、4Vを用い、周波数として50Hz、100Hz、200Hzを用いた。
【0043】
図5は、加振条件としての周波数と電圧とに対する溶落ちの長さの測定結果を示すグラフであり、図6は、加速度に対する溶落ちの長さの測定結果を示すグラフである。図5及び図6では、同一サンプルについて同一符号(S1〜S8)を用いて表し、周波数が50Hz、100Hz、200Hzであるサンプルをそれぞれ○印、△印、□印として表しており、上側の金属板W11の溶融金属が下側の金属板W12に溶落ちなかった溶落ちの長さが0mmであるサンプルについては黒色でその内部を塗りつぶして表している。なお、図6に示す加速度は、電圧と周波数とに依存するものであり、電圧と周波数とを変化させることにより変化するものである。
【0044】
図5及び図6に示すように、加振条件としての周波数が50Hzである場合、加振条件としての電圧が1V、2V、4VであるサンプルS1、S4、S7では、電圧が大きくなるにつれて溶落ちの長さが長くなっていることが分かる。また、加振条件としての周波数が100Hz、200Hzである場合においても、電圧が大きくなるにつれて溶落ちの長さが長くなっていることが分かる。これらの結果より、加振装置3の周波数が一定である場合には、加振装置3の電圧を大きくすることにより溶落ちの長さを長くすることができ、上側の金属板W11の溶融金属の下方への垂下をより促進させることができることが分かる。
【0045】
また、図6に示すように、加振条件としての周波数が50Hzである場合、加速度が大きくなるにつれて溶落ちの長さが長くなっていることが分かる。加振条件としての周波数が100Hz、200Hzである場合においても、加速度が大きくなるにつれて溶落ちの長さが長くなっていることが分かる。これらの結果より、加速度を大きくすることにより、溶落ちの長さを長くすることができ、上側の金属板W1の溶融金属の下方への垂下をより促進させることができることが分かる。加振力は加速度に比例することから加速度を大きくすることにより加振力が大きくなり、上側の金属板W11の溶融金属の下方への垂下をより促進させることができることが分かる。
【0046】
以下に、本発明の別の実施形態について説明する。
図7は、本発明の第2の実施形態に係るレーザー溶接装置の外観斜視図である。第2の実施形態に係るレーザー溶接装置30は、第1の実施形態に係るレーザー溶接装置10に、フィラーワイヤ供給装置とフィラーワイヤ加熱装置をさらに備えたものであり、レーザー溶接装置10と同様の構成については同一符号を付して説明を省略する。
【0047】
図7に示すように、レーザー溶接装置30は、レーザー光LBを発生するレーザーヘッド2と、該レーザーヘッド2からのレーザー光被照射部位Lの近傍においてワークWを上下方向に加振する加振装置3と、レーザーヘッド2を支持すると共にレーザーヘッド2をワークWに対して相対的に移動させる移動装置4とを有している。また、レーザー溶接装置30は、レーザーヘッド2からのレーザー光照射部位LにフィラーワイヤXを供給するフィラーワイヤ供給装置31と、フィラーワイヤXを所定温度に加熱するフィラーワイヤ加熱装置41とを備えている。
【0048】
フィラーワイヤ供給装置31は、レーザー光LBの被照射部位Lの前方近傍に先端が位置するように前傾姿勢で配置されたワイヤ供給ノズル32と、フィラーワイヤXが巻回されたワイヤロール33と、モータ(図示せず)により駆動され、該ワイヤロール33からフィラーワイヤXを繰り出す繰り出しローラ34と、該繰り出しローラ34とワイヤ供給ノズル32との間に設けられ、繰り出しローラ34により繰り出されたフィラーワイヤXをワイヤ供給ノズル32まで誘導するチューブ35とを有している。前記モータは、回転速度の制御が可能なサーボモータにより構成され、これにより、被溶接部位へのフィラーワイヤXの供給量が調整可能になっている。
【0049】
フィラーワイヤ加熱装置41は、フィラーワイヤXに通電することにより、該ワイヤXに生じるジュール熱で該ワイヤXを加熱するものであり、フィラー加熱電源装置42と、該加熱電源装置42とワイヤ供給ノズル32とを接続するノズル接続ケーブル43と、該加熱電源装置42と複数のクランプ治具5の一つとを接続するクランプ接続ケーブル44とを有し、フィラー加熱電源装置42から流れる電流が、ノズル接続ケーブル43、ワイヤ供給ノズル32、フィラーワイヤX、金属板W1、W2、クランプ治具5、クランプ接続ケーブル44を介してフィラー加熱電源装置42に戻るようになっている。なお、逆回りに電流が流れるように構成してももちろんよい。
【0050】
ここで、前記所定温度は、フィラーワイヤ加熱装置41によってフィラーワイヤXが加熱されるとともにフィラーワイヤXの端部がレーザー光LBによって照射されることで溶融する温度に設定されている。フィラーワイヤXを所定温度に加熱するための電流値については実験等を行って導けばよい。
【0051】
レーザー溶接装置30では、移動装置4は、レーザーヘッド2を支持すると共にフィラーワイヤ供給装置31を支持するようになっており、レーザーヘッド2とともにフィラーワイヤ供給装置31をワークWに対して移動させることができるようになっている。また、前記コントロールユニットは、レーザーヘッド2から照射するレーザー光LBを制御するとともに加振装置3、移動装置4、フィラーワイヤ供給装置31及びフィラーワイヤ加熱装置41などの各種作動を制御する。
【0052】
レーザー溶接装置30を用いてレーザー溶接する際においても、レーザー光LBを照射して上側の金属板W1のレーザー光被照射部位Lを溶融させて上側の金属板W1の溶融金属が貯留されてなる溶融池を上側の金属板W1の上面から下面にわたって形成し、このときに加振装置3によって上側の金属板W1を上下方向に加振することにより、上側の金属板W1が溶融されてなる溶融池の溶融金属が下側の金属板W2側へ垂下することを促進させ、上下の金属板W1、W2を連結する。
【0053】
また、レーザー溶接装置30を用いてレーザー溶接する際には、レーザー光LBを溶接経路に沿って二枚の金属板W1、W2に対して相対的に移動させながら、レーザー光LBによって照射されることで溶融するように加熱されたフィラーワイヤXを、その端部がレーザー光LBの被照射部位Lの移動に伴って移動するようにレーザー光被照射部位Lに供給し、該フィラーワイヤXの端部が溶融されてなる溶融金属を上側の金属板W1が溶融されてなる溶融池に追加する。
【0054】
これにより、上側の金属板W1の溶融金属にフィラーワイヤXの溶融金属を加えることができ、溶融金属量を増大させることができる。したがって、二枚の金属板W1、W2間に比較的大きい隙間Zが生じている場合においても、上下の金属板W1、W2を良好に連結させることができる。
【0055】
なお、ワイヤ供給ノズルをレーザー光の被照射部位Lの後方近傍に先端が位置するように後傾姿勢で配置し、フィラーワイヤXをレーザー光LBの被照射部位Lの後方側から供給するようにすることも可能である。フィラーワイヤXをレーザー光LBの被照射部位Lの後方側から供給する場合には、その端部がレーザー光被照射部位Lの移動に伴って移動するようにレーザー光LBの被照射部位Lに供給することに代えて、その端部を上側の金属板W1が溶融されてなる溶融池W1bにおける溶融穴部WKの後方近傍部位に接触するように供給するようにしてもよく、かかる場合には、フィラーワイヤ加熱装置41によって、フィラーワイヤXの端部が上側の金属板W1が溶融されてなる溶融池W1bに接触したときに該溶融池W1bの溶融金属の熱とで溶融するように加熱される。
【0056】
図8は、本発明の第3の実施形態に係るレーザー溶接装置の外観斜視図である。第3の実施形態に係るレーザー溶接装置50は、第1の実施形態に係るレーザー溶接装置10と同様の構成を備えているが、第3の実施形態では、二枚の金属板W1、W2のフランジが予め仮止めされる。なお、レーザー溶接装置10と同様の構成については同一符号を付して説明を省略する。
【0057】
第3の実施の形態に係るレーザー溶接装置50を用いてレーザー溶接する際には、平板状の二枚の金属板W1、W2を上下に重ね合わせた状態で二枚の金属板W1、W2が予め仮止めされる。具体的には、図8に示すように、二枚の金属板W1、W2が、スポット溶接などによって予め接合され、二枚の金属板W1、W2を接合する接合部SWが所定位置に形成される。
【0058】
そして、仮止めされた二枚の金属板W1、W2のうち上側の金属板W1表面に向けてレーザー光LBを照射して上側の金属板W1のレーザー光被照射部位Lを溶融させて上側の金属板W1の溶融金属が貯留されてなる溶融池を上側の金属板W1の上面から下面にわたって形成し、このときに加振装置3によって上側の金属板W1を上下方向に加振することにより、上側の金属板W1が溶融されてなる溶融池の溶融金属が下側の金属板W2側へ垂下することを促進させて、上下の金属板W1、W2を連結する。
【0059】
レーザー溶接装置50を用いてレーザー溶接する場合においても、上側の金属板W1を上下方向に加振させることにより、金属板W1、W2間に隙間Zが生じている場合にも、上側の金属板W1の溶融金属が下側の金属板W2側へ垂下することを促進させて下側の金属板W2と接触させることができ、上下の金属板W1、W2を良好に連結させることができる。
【0060】
また、第3の実施形態においては、上側の金属板W1表面に向けてレーザー光LBを照射する前に、二枚の金属板W1、W2を仮止めすることにより、二枚の金属板をクランプするためのクランプ治具を用いることなく、比較的容易に二枚の金属板W1、W2の相対位置を確保することができ、溶接品質を安定化させることができる。
【0061】
第3の実施形態では、加振装置3によって二枚の金属板W1、W2のうちレーザー光LBが照射される上側の金属板W1表面を上下方向に加振しているが、二枚の金属板W1、W2を仮止めしている場合には、下側の金属板W2のみを加振することにより該下側の金属板W2と仮止めされた上側の金属板W1を加振させるようにしてもよい。かかる場合には、金属板W1を加振するための加振手段を下側の金属板W2側に配置することが可能であり、レーザー光LBの移動が該加振手段によって阻害されることなく、上下の金属板W1、W2を連結させることができる。
【0062】
前述した第1から第3の実施形態では、上側の金属板W1表面に接触して該金属板W1を上下方向に加振する加振部8がワークWを所定位置で上下方向に加振しているが、金属板を上下方向に加振する加振部をレーザー光LBの移動に付随させて二枚の金属板に対して相対的に移動させるようにしてもよい。
【0063】
図9は、本発明の第4の実施形態に係るレーザー溶接装置の要部を示す斜視図である。本発明の第4の実施形態に係るレーザー溶接装置70は、レーザー光LBを発生するレーザーヘッド71と、該レーザーヘッド71からのレーザー光被照射部位Lの近傍においてワークWを上下方向に加振する加振装置72と、レーザーヘッド71からのレーザー光照射部位LにフィラーワイヤXを供給するフィラーワイヤ供給装置73と、フィラーワイヤXを所定温度に加熱するフィラーワイヤ加熱装置(図示せず)と、レーザーヘッド71及びフィラーワイヤ供給装置73を支持すると共にワークWに対して相対的に移動させるアーム型の溶接ロボット74とを有している。
【0064】
なお、ワークWとしては、平面状に形成される上側の金属板W21が、断面ハット状に形成された下側の金属板W22のフランジに重ね合わせられた二枚の金属板W21、W22を一例として示している。二枚の金属板W21、W22は、図示しないクランプ治具によって把持されているが、対向する面の間に隙間Zが生じている。
【0065】
レーザー溶接装置70において、レーザーヘッド71、加振装置72、フィラーワイヤ供給装置73及び前記フィラーワイヤ加熱装置はそれぞれ、フィラーワイヤXがレーザー光被照射部位Lの後方側から供給されることを除いて、前述したレーザーヘッド2、加振装置3、フィラーワイヤ供給装置31及びフィラーワイヤ加熱装置41と同様の構成であるので説明を省略するが、レーザー溶接装置70では、溶接ロボット74のロボットアーム75に、レーザーヘッド71、加振装置72及びフィラーワイヤ供給装置73が取り付けられている。
【0066】
図9に示すように、溶接ロボット74のロボットアーム75には、加振装置72の振動発生部76が固定バンド77を用いて取り付けられるとともに、その先端に取付ブラケット78を介してレーザーヘッド71とフィラーワイヤ供給装置73のワイヤ供給ノズル79が取り付けられている。取付ブラケット78は、ロボットアーム75に沿って延び略矩形状に形成される平面部78aと該平面部78aから突出するとともに斜め後方側に向かって湾曲して延びる湾曲部78bとを備え、該平面部78aにレーザーヘッド71が取り付けられ、湾曲部78bにワイヤ供給ノズル79が取り付けられている。
【0067】
このようにして構成されるレーザー溶接装置70では、レーザーヘッド71からのレーザー光LBの移動に付随して加振装置72の加振部80を移動させ、レーザー光LBが移動される所定の溶接経路近傍において、加振部80が上側の金属板W21表面に接触して上下方向に金属板W21を加振させることができるようになっている。また、レーザー光LBを溶接経路に沿って二枚の金属板W21、W22に対して相対的に移動させながら、フィラーワイヤXを、その端部がレーザー光LBの被照射部位Lの移動に伴って移動するように供給されるようになっている。
【0068】
レーザー溶接装置70を用いてレーザー溶接する際においても、レーザー光LBを照射して上側の金属板W21のレーザー光被照射部位Lを溶融させて上側の金属板W21の溶融金属が貯留されてなる溶融池を上側の金属板W21の上面から下面にわたって形成し、このときにレーザー光LBによって照射されることで溶融するように加熱されたフィラーワイヤXを、その端部がレーザー光LBの被照射部位Lの移動に伴って移動するように供給しながら、加振装置3によって上側の金属板W1を上下方向に加振する。これにより、上側の金属板W1が溶融されてなる溶融池の溶融金属が下側の金属板W2側へ垂下することを促進させて、上下の金属板W1、W2を連結する。
【0069】
このように、上側の金属板W21表面に接触して該金属板W21を上下方向に加振する加振部80を、レーザー光LBの移動に付随させて二枚の金属板W21、W22に対して相対的に移動させるようにしてもよく、かかる場合には、上側の金属板W21に形成された溶融池近傍において該金属板W21の上下方向振動を略一定にすることができるので、上下の金属板をより良好に連結させることができる。
【0070】
なお、本発明は、例示された実施形態に限定されるものではなく、本発明の要旨を逸脱しない範囲において、種々の改良及び設計上の変更が可能であることは言うまでもない。
【産業上の利用可能性】
【0071】
本発明は、二枚の金属板を重ね合わせてレーザー溶接を行う場合に、金属板間に隙間が生じた場合においても、上下の金属板を良好に連結させることができるレーザー溶接方法及びレーザー溶接装置を提供することができ、自動車産業の他、二枚の金属板の溶接が必要となる産業において広く利用される可能性がある。
【符号の説明】
【0072】
3、72 加振装置
8、80 加振部
10、30、50、70 レーザー溶接装置
31、73 フィラーワイヤ供給装置
L レーザー光被照射部位
LB レーザー光
R 溶接経路
X フィラーワイヤ
W1、W21 上側の金属板
W1a 上側の金属板の溶融金属
W1b 上側の金属板の溶融池
W2、W22 下側の金属板
W2a 下側の金属板の溶融金属
W2b 下側の金属板の溶融池
Z 隙間
【特許請求の範囲】
【請求項1】
上下に重ね合わされた状態で対向する面の間に隙間が生じた平板状の二枚の金属板のレーザー溶接方法であって、
上側の金属板表面に向けてレーザー光を照射しつつ該レーザー光を所定の溶接経路に沿ってこれら二枚の金属板に対して相対的に移動させ、上側の金属板のレーザー光被照射部位を溶融させて溶融金属が貯留されてなる溶融池を上側の金属板の上面から下面にわたって形成する溶融工程と、
二枚の金属板のうち少なくとも上側の金属板を上下方向に加振する加振工程と、
を有し、
前記加振工程によって上側の金属板を加振させることにより、前記溶融工程によって形成された前記溶融池の溶融金属を下側の金属板側に変位させて垂下させ、上下の金属板を連結する、
ことを特徴とするレーザー溶接方法。
【請求項2】
前記請求項1に記載のレーザー溶接方法において、
フィラーワイヤを、その端部が前記レーザー光被照射部位の移動に伴って移動するように供給することにより、該フィラーワイヤの端部が溶融されてなる溶融金属を前記溶融池に追加するフィラーワイヤ供給工程をさらに有している、
ことを特徴とするレーザー溶接方法。
【請求項3】
前記請求項1または前記請求項2に記載のレーザー溶接方法において、
前記溶融工程の前に、二枚の金属板を仮止めする仮止め工程をさらに有している、
ことを特徴とするレーザー溶接方法。
【請求項4】
前記請求項1から前記請求項3の何れか一項に記載のレーザー溶接方法において、
前記加振工程では、上側の金属板表面に接触して該金属板を上下方向に加振する加振部を、前記レーザー光の移動に付随させて二枚の金属板に対して相対的に移動させる、
ことを特徴とするレーザー溶接方法。
【請求項5】
前記請求項3に記載のレーザー溶接方法において、
前記加振工程は、二枚の金属板のうち下側の金属板を上下方向に加振させることにより、該下側の金属板と前記仮止め工程において仮止めされた上側の金属板を上下方向に加振させる、
ことを特徴とするレーザー溶接方法。
【請求項6】
上下に重ね合わされた状態で対向する面の間に隙間が生じた平板状の二枚の金属板のレーザー溶接装置であって、
上側の金属板表面に向けてレーザー光を照射しつつ該レーザー光を所定の溶接経路に沿ってこれら二枚の金属板に対して相対的に移動させ、上側の金属板のレーザー光被照射部位を溶融させて溶融金属が貯留されてなる溶融池を該上側の金属板の上面から下面にわたって形成する溶融手段と、
二枚の金属板のうち少なくとも上側の金属板を上下方向に加振する加振手段と、
を有し、
前記加振手段によって上側の金属板を加振させることにより、前記溶融手段によって形成された前記溶融池の溶融金属を下側の金属板側に変位させて垂下させ、上下の金属板を連結する、
ことを特徴とするレーザー溶接装置。
【請求項1】
上下に重ね合わされた状態で対向する面の間に隙間が生じた平板状の二枚の金属板のレーザー溶接方法であって、
上側の金属板表面に向けてレーザー光を照射しつつ該レーザー光を所定の溶接経路に沿ってこれら二枚の金属板に対して相対的に移動させ、上側の金属板のレーザー光被照射部位を溶融させて溶融金属が貯留されてなる溶融池を上側の金属板の上面から下面にわたって形成する溶融工程と、
二枚の金属板のうち少なくとも上側の金属板を上下方向に加振する加振工程と、
を有し、
前記加振工程によって上側の金属板を加振させることにより、前記溶融工程によって形成された前記溶融池の溶融金属を下側の金属板側に変位させて垂下させ、上下の金属板を連結する、
ことを特徴とするレーザー溶接方法。
【請求項2】
前記請求項1に記載のレーザー溶接方法において、
フィラーワイヤを、その端部が前記レーザー光被照射部位の移動に伴って移動するように供給することにより、該フィラーワイヤの端部が溶融されてなる溶融金属を前記溶融池に追加するフィラーワイヤ供給工程をさらに有している、
ことを特徴とするレーザー溶接方法。
【請求項3】
前記請求項1または前記請求項2に記載のレーザー溶接方法において、
前記溶融工程の前に、二枚の金属板を仮止めする仮止め工程をさらに有している、
ことを特徴とするレーザー溶接方法。
【請求項4】
前記請求項1から前記請求項3の何れか一項に記載のレーザー溶接方法において、
前記加振工程では、上側の金属板表面に接触して該金属板を上下方向に加振する加振部を、前記レーザー光の移動に付随させて二枚の金属板に対して相対的に移動させる、
ことを特徴とするレーザー溶接方法。
【請求項5】
前記請求項3に記載のレーザー溶接方法において、
前記加振工程は、二枚の金属板のうち下側の金属板を上下方向に加振させることにより、該下側の金属板と前記仮止め工程において仮止めされた上側の金属板を上下方向に加振させる、
ことを特徴とするレーザー溶接方法。
【請求項6】
上下に重ね合わされた状態で対向する面の間に隙間が生じた平板状の二枚の金属板のレーザー溶接装置であって、
上側の金属板表面に向けてレーザー光を照射しつつ該レーザー光を所定の溶接経路に沿ってこれら二枚の金属板に対して相対的に移動させ、上側の金属板のレーザー光被照射部位を溶融させて溶融金属が貯留されてなる溶融池を該上側の金属板の上面から下面にわたって形成する溶融手段と、
二枚の金属板のうち少なくとも上側の金属板を上下方向に加振する加振手段と、
を有し、
前記加振手段によって上側の金属板を加振させることにより、前記溶融手段によって形成された前記溶融池の溶融金属を下側の金属板側に変位させて垂下させ、上下の金属板を連結する、
ことを特徴とするレーザー溶接装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2011−45897(P2011−45897A)
【公開日】平成23年3月10日(2011.3.10)
【国際特許分類】
【出願番号】特願2009−195183(P2009−195183)
【出願日】平成21年8月26日(2009.8.26)
【出願人】(000003137)マツダ株式会社 (6,115)
【Fターム(参考)】
【公開日】平成23年3月10日(2011.3.10)
【国際特許分類】
【出願日】平成21年8月26日(2009.8.26)
【出願人】(000003137)マツダ株式会社 (6,115)
【Fターム(参考)】
[ Back to top ]