
レーザー溶着用熱可塑性樹脂組成物、成形品及び成形品の製造方法
【課題】機械的強度が良好でレーザー溶着特性に優れた熱可塑性樹脂組成物を提供する。
【解決手段】少なくとも1種のポリエステル樹脂又はポリアミド樹脂を含む熱可塑性樹脂(A)100重量部に対して、繊維長さ方向に垂直な断面が下記式による扁平率1.5以上の扁平形状であるガラス繊維(B)10〜150重量部を配合してなることを特徴とする、レーザー溶着用熱可塑性樹脂組成物。
扁平率=ガラス繊維断面の長径(D2)/ガラス繊維断面の短径(D1)
【解決手段】少なくとも1種のポリエステル樹脂又はポリアミド樹脂を含む熱可塑性樹脂(A)100重量部に対して、繊維長さ方向に垂直な断面が下記式による扁平率1.5以上の扁平形状であるガラス繊維(B)10〜150重量部を配合してなることを特徴とする、レーザー溶着用熱可塑性樹脂組成物。
扁平率=ガラス繊維断面の長径(D2)/ガラス繊維断面の短径(D1)
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、レーザー溶着用熱可塑性樹脂組成物に関する。特に、他の樹脂部材とレーザー溶着により強固に接着可能である、レーザー溶着用熱可塑性樹脂組成物に関する。
【0002】
自動車、電子・電気機器分野の構造部品は、近年、金属製に代わって軽量化可能な熱可塑性樹脂製品が使われるようになってきた。これら構造部品に使用される熱可塑性樹脂としては、例えば、ポリエステル樹脂、ポリアミド樹脂、ポリカーボネート樹脂等が挙げられ、これらの中でも、ポリブチレンテレフタレート樹脂やポリエチレンテレフタレート樹脂に代表されるポリエステル樹脂やポリアミド樹脂は、機械的物性、電気特性、耐熱性、寸法安定性、その他の物理的・化学的特性に優れているため、車両部品、電気・電子機器部品、精密機器部品等に幅広く使用されている。近年、その多様な用途の中で、特に、ポリブチレンテレフタレート樹脂が車両電装部品(コントロールユニット等)、各種センサー部品、コネクター部品等の電気回路部分を密封する製品に、ポリアミド樹脂が、例えば、インテークマニホールドのような中空部を有する製品等に展開されてきている。
これらの電気回路部分を密閉する製品や中空部を有する製品では、複数の部材を溶着又は密封することが必要な場合があり、各種溶着・密封技術、例えば、接着剤溶着、振動溶着、超音波溶着、熱板溶着、射出溶着、レーザー溶着技術等が使用されている。
【0003】
しかしながら、接着剤による溶着は、硬化するまでの時間的ロスに加え、周囲の汚染などの環境負荷の問題がある。超音波溶着、熱板溶着などは、振動、熱による製品へのダメージや、摩耗粉やバリの発生により後処理が必要になるなどの問題が指摘されている。また、射出溶着は、特殊な金型や成形機が必要である場合が多く、さらに、材料の流動性が良くないと使用できない等の問題がある。
【0004】
一方、レーザー溶着は、レーザー光に対して透過性(非吸収性、弱吸収性とも言う)の樹脂部材と、レーザー光に対して吸収性の樹脂部材とを当接させて溶着させる溶着方法である。これは、透過性の樹脂部材側からレーザー光を接合面に照射して、接合面を形成する吸収性を示す樹脂部材をレーザー光のエネルギーで溶融させ接合する方法である。レーザー溶着は、非圧接で摩耗粉やバリの発生が無く、製品へのダメージも少ないことからレーザー溶着技術による加工が、最近注目されている。
【0005】
上記の問題を解決するため、ポリブチレンテレフタレート系共重合体を用いて、融点をコントロールして溶着条件幅を広くする方法がある(特許文献1)。この方法だけでは透過率の向上は小さく、製品肉厚設計マージンの向上は期待出来ない。また、ポリブチレンテレフタレート系樹脂に非晶性樹脂やエラストマーを配合する方法が開示されている(特許文献2及び3)。この方法は、透過率が向上する場合もあるが、配合や成形条件で透過率が変動しやすいという問題点がある。
【0006】
第一樹脂部材と第二樹脂部材とを重ね合わせ、該第一樹脂部材側からレーザー光を照射して両者をレーザー溶着するための溶着用材料であって、レーザー光に対して弱吸収性である第一樹脂部材と、レーザー光に対して吸収性である第二樹脂部材からなることを特徴とするレーザー溶着用材料が記載されている。レーザー光に対して弱吸収性である第一樹脂部材の具体例としては、ポリアミド6に変性エチレン・α−オレフィン系共重合体を配合した樹脂組成物が、レーザー光に対して吸収性である第二樹脂部材の具体例としては、ポリアミド6にカーボンブラック0.3重量%を配合した樹脂組成物が記載されている(特許文献4)。
しかしながら、上記特許文献4の樹脂組成物は、機械的強度や剛性が不十分であり、これらの性能が必要とされる用途には使用できなかった。
【0007】
高い機械的強度や剛性が必要とされる用途に使用する場合は、ガラス繊維、ガラスフレーク等の充填材を添加することによってこれらの特性を改良できる。しかしながら、ガラス繊維、ガラスフレーク等の充填材を添加した場合には、レーザー光の透過率が低下するという問題点があり、レーザー透過側の部材には充填材の含有量に制約があった。
充填材を配合したレーザー溶着用樹脂組成物として、ポリアミド樹脂100重量部に対し、ポリカーボネート樹脂10〜90重量部と充填材10〜90重量部を含有する樹脂組成物が提案されている(特許文献5)。
【0008】
しかしながら、特許文献5に記載の樹脂組成物でも、レーザー透過性が不十分でレーザー溶着性が低い。また、実施例においては、ポリアミド樹脂及びポリカーボネート樹脂の樹脂成分に対する充填材の配合量が低く(樹脂成分100重量部に換算すると、充填材の配合量は11重量部である)、機械的強度や剛性向上のために充填材配合量を増加させると、レーザー透過性や成形品外観が低下する等の問題が残る。
【0009】
一方、特許文献6では、強化繊維の代表であるガラス繊維の断面形状を扁平なものとすることにより、円形断面のガラス繊維に比べ比表面積が増大しマトリックス樹脂組成物との接着効果が増大し、また、成形体中の繊維長を長くすること(平均繊維長は、円形断面形状の場合0.47mmに対し、まゆ型断面形状では0.57mm)によって、機械的強度が改善することが示されている。しかし、強化繊維の断面形状とレーザー溶着性との関係についての記述はない。
【0010】
また、熱可塑性樹脂に強化繊維を配合したときに発生する収縮率の異方性を低減するため、扁平な断面、具体的には、ガラス繊維断面の短径D1に対する長径D2の比D2/D1が1.2以上であるガラス繊維の粉末を補強材として配合した熱可塑性樹脂組成物が提案されている(特許文献7)。しかしながら、強化材の断面形状とレーザー溶着性との関連を予想させる記述は見当たらない。
【0011】
特定のポリアリーレンサルファイド樹脂に無機充填剤を配合したレーザー溶着用樹脂組成物が提案されている(特許文献8)。該引用文献の請求項4には、そり変形低減目的で、無機充填剤として、長さ方向に直角の断面の長径(断面の最長の直線距離)と短径(長径と直角方向の最長の直線距離)の比が1.3〜10の間にある扁平な断面形状を有する、Eガラスを主成分とするガラス繊維を配合することが示されている。しかし、特許文献7の樹脂組成物を使用した場合でも、レーザー溶着強度が十分ではない。
【先行技術文献】
【特許文献】
【0012】
【特許文献1】特許第3510817号公報
【特許文献2】特開2003−292752号公報
【特許文献3】特開2004−315805号公報
【特許文献4】特開2004−148800号公報
【特許文献5】特開2006−273992号公報
【特許文献6】特開昭62−268612号公報
【特許文献7】特開平7−18186号公報
【特許文献8】特開2005−336229号公報
【発明の概要】
【発明が解決しようとする課題】
【0013】
本発明は、上記実情に鑑みなされたものであり、その目的は、機械的強度が良好でレーザー溶着特性に優れたレーザー溶着用熱可塑性樹脂組成物を提供することにある。さらに、レーザー光を用いて溶着させる工程を含む成形品の製造方法及び該製造方法により強固に接着した成形品を提供することにある。
【課題を解決するための手段】
【0014】
本発明者らは、上記の課題を解決すべく鋭意研究を重ねた結果、繊維長さ方向に垂直な断面が扁平形状であるガラス繊維を配合することにより、樹脂成形品の機械的強度と透過率が向上し、レーザー溶着特性に優れたレーザー溶着用熱可塑性樹脂組成物が得られ、その結果、レーザー溶着により強固に接着した成形品が得られることを見出した。
【0015】
本発明は、上記の知見に基づき完成されたものであり、その要旨は以下のとおりである。
(1)少なくとも1種のポリエステル樹脂又はポリアミド樹脂を含む熱可塑性樹脂(A)100重量部に対して、繊維長さ方向に垂直な断面が下記式による扁平率1.5以上の扁平形状であるガラス繊維(B)10〜150重量部を配合してなることを特徴とする、レーザー溶着用熱可塑性樹脂組成物。
扁平率=ガラス繊維断面の長径(D2)/ガラス繊維断面の短径(D1)
(2)ガラス繊維(B)の扁平率が1.5〜10である、(1)に記載のレーザー溶着用熱可塑性樹脂組成物。
(3)ガラス繊維(B)の扁平率が2.5〜6である、(1)に記載のレーザー溶着用熱可塑性樹脂組成物。
(4)ガラス繊維(B)の断面形状が、長円形、楕円形、長方形である、(1)〜(3)のいずれかに記載のレーザー溶着用熱可塑性樹脂組成物。
(5)ポリエステル樹脂がポリブチレンテレフタレート樹脂である、(1)〜(4)のいずれかに記載のレーザー溶着用熱可塑性樹脂組成物。
(6)ポリブチレンテレフタレート樹脂が、チタン化合物を触媒として得られたものであり、かつ、含有チタン濃度がチタン原子として80ppm以下である、(5)に記載のレーザー溶着用熱可塑性樹脂組成物。
(7)ポリブチレンテレフタレート樹脂の末端カルボキシル基濃度が40eq/ton以下である、(5)又は(6)に記載のレーザー溶着用熱可塑性樹脂組成物。
(8)ポリアミド樹脂の少なくとも1種を構成する、少なくとも1種のモノマーが芳香環を含有する、(1)〜(7)のいずれかに記載のレーザー溶着用熱可塑性樹脂組成物。
(9)ポリアミド樹脂が、脂肪族ジアミンと芳香族ジカルボン酸とからなる塩及び芳香族ジアミンと脂肪族ジカルボン酸とからなる塩より選ばれる少なくとも1種を構成単位(a)として含む、(1)〜(8)のいずれかに記載のレーザー溶着用熱可塑性樹脂組成物。
(10)構成単位(a)が、ポリアミド樹脂全構成単位中の30モル%以上である、(9)に記載のレーザー溶着用熱可塑性樹脂組成物。
(11)ポリアミド樹脂が、ヘキサメチレンジアミンとテレフタル酸ならびに/又はイソフタル酸とからなる塩、及び、キシリレンジアミンとアジピン酸とからなる塩より選ばれる少なくとも1種を構成単位(a)として含む、(1)〜(10)のいずれかに記載のレーザー溶着用熱可塑性樹脂組成物。
(12)さらに、着色剤(C)を配合してなる、(1)〜(11)のいずれかに記載のレーザー溶着用熱可塑性樹脂組成物。
(13)レーザー透過側の部材に用いられる、(1)〜(12)のいずれかに記載のレーザー溶着用熱可塑性樹脂組成物。
(14)(1)〜(13)のいずれかに記載のレーザー溶着用強化熱可塑性樹脂組成物(I)からなる部材とレーザー吸収性を有する樹脂組成物(II)からなる部材を、前記樹脂組成物(I)からなる部材側からレーザー光を照射して溶着させてなる成形品。
(15)(1)〜(13)のいずれかに記載のレーザー溶着用熱可塑性樹脂組成物(I)からなる部材とレーザー吸収性を有する熱可塑性樹脂組成物(II)からなる部材を、前記樹脂組成物(I)からなる部材側からレーザー光を照射して溶着させる工程を含む成形品の製造方法。
【発明の効果】
【0016】
本発明により、機械的強度が良好で、レーザー透過性等のレーザー溶着特性に優れた熱可塑性樹脂組成物を提供することが可能となった。また、本発明のレーザー溶着用熱可塑性樹脂組成物を用いることにより、機械的強度が良好で、レーザー溶着により強固に接着した成形品を提供することが可能になった。このような成形品は、車両分野、電気電子分野、機械分野等、工業的に広く利用され、その利用価値は極めて高いものである。
【図面の簡単な説明】
【0017】
【図1】図1は、本発明の実施例におけるレーザー溶着強度測定方法を示す概略図である。
【図2】図2は、(A1)PBT樹脂製造における、エステル化(又はエステル交換)反応工程の一例の説明図である。
【図3】図3は、(A1)PBT樹脂製造における、重縮合工程の一例の説明図である。
【発明を実施するための形態】
【0018】
以下において、本発明の内容について詳細に説明する。尚、本願明細書において「〜」とは、その前後に記載される数値を下限値及び上限値として含む意味で使用される。
【0019】
<熱可塑性樹脂(A)>
本発明における熱可塑性樹脂(A)は、少なくとも1種のポリエステル樹脂又はポリアミド樹脂を含む熱可塑性樹脂である。ポリエステル樹脂又はポリアミド樹脂には他の種類の熱可塑性樹脂を混合してもよく、混合する樹脂としては、結晶性熱可塑性樹脂、非晶性熱可塑性樹脂の何れであってもよい。
結晶性熱可塑性樹脂としては、例えば、ポリアセタール樹脂、ポリオレフィン樹脂等が挙げられる。非晶性熱可塑性樹脂としては、例えば、ポリカーボネート樹脂、ポリフェニレンエーテル樹脂、芳香族ビニル化合物重合体等が挙げられる。これらの中でも、熱可塑性樹脂溶接用に通常用いられるレーザーの波長領域(例えば、YAGレーザーは1064nm、半導体レーザーは655〜980nm)における透過率が高いものが好ましい。ポリエステル樹脂又はポリアミド樹脂に他の樹脂を混合する場合は、ポリアミド樹脂又はポリエステル樹脂100重量部に対し、1〜200重量部が好ましく、10〜100重量部がより好ましく、20〜80重量部がさらに好ましい。
【0020】
(ポリエステル樹脂)
本発明で使用されるポリエステル樹脂としては、公知のポリエステル樹脂を広く用いることができる。ポリエステル樹脂として、好ましくは、ジカルボン酸又はその誘導体と、ジオールとからなるポリエステル樹脂である。
【0021】
ジカルボン酸又はその誘導体としては、芳香族ジカルボン酸、脂環式ジカルボン酸、及び、脂肪族ジカルボン酸、ならびに、これらの低級アルキル又はグリコールのエステルが好ましく、芳香族ジカルボン酸又はこの低級アルキル(例えば、炭素数1〜4)あるいはグリコールのエステルがより好ましく、テレフタル酸又はこの低級アルキルエステルがさらに好ましい。
芳香族ジカルボン酸としては、テレフタル酸、フタル酸、イソフタル酸、4,4’−ジフェニルジカルボン酸、4,4’−ジフェニルエーテルジカルボン酸、4,4’−ベンゾフェノンジカルボン酸、4,4’−ジフェノキシエタンジカルボン酸、4,4’−ジフェニルスルホンジカルボン酸及び2,6−ナフタレンジカルボン酸が好ましい例として挙げられる。
脂環式ジカルボン酸としては、1,2−シクロヘキサンジカルボン酸、1,3−シクロヘキサンジカルボン酸及び1,4−シクロヘキサンジカルボン酸が好ましい例として挙げられる。
脂肪族ジカルボン酸としては、マロン酸、コハク酸、グルタル酸、アジピン酸、ピメリン酸、スベリン酸、アゼライン酸及びセバシン酸等が好ましい例として挙げられる。
これらのジカルボン酸又はその誘導体は、2種以上を併用してもよい。
【0022】
ジオールとしては、脂肪族ジオール、脂環式ジオール及び芳香族ジオールが好ましい。
脂肪族ジオールとしては、好ましくは、炭素数2〜20の脂肪族ジオールであり、エチレングリコール、1,4−ブタンジオール、ジエチレングリコール、ポリエチレングリコール、1,2−プロパンジオール、1,3−プロパンジオール、ポリプロピレングリコール、ポリテトラメチレングリコール、ジブチレングリコール、1,5−ペンタンジオール、ネオペンチルグリコール、1,6−ヘキサンジオール及び1,8−オクタンジオールを好ましい例として挙げることができる。
脂環式ジオールとしては、好ましくは、炭素数2〜20の脂環式ジオールであり、1,2−シクロヘキサンジオール、1,4−シクロヘキサンジオール、1,1−シクロヘキサンジメチロール及び1,4−シクロヘキサンジメチロールを好ましい例として挙げることができる。
芳香族ジオールとしては、好ましくは、炭素数6〜14の芳香族ジオールであり、キシリレングリコール、4,4’−ジヒドロキシビフェニル、2,2−ビス(4−ヒドロキシフェニル)プロパン及びビス(4−ヒドロキシフェニル)スルホンを好ましい例として挙げることができる。
これらのジオールは、2種以上を併用してもよい。
【0023】
本発明に使用されるポリエステル樹脂は、ヒドロキシカルボン酸、単官能成分、及び/又は三官能以上の多官能成分を有していてもよい。ヒドロキシカルボン酸としては、乳酸、グリコール酸、m−ヒドロキシ安息香酸、p−ヒドロキシ安息香酸、6−ヒドロキシ−2−ナフタレンカルボン酸及びp−β−ヒドロキシエトキシ安息香酸が好ましい例として挙げられる。単官能成分としては、アルコキシカルボン酸、ステアリルアルコール、ベンジルアルコール、ステアリン酸、安息香酸、t−ブチル安息香酸及びベンゾイル安息香酸が好ましい例として挙げられる。三官能以上の多官能成分としては、トリカルバリル酸、トリメリット酸、トリメシン酸、ピロメリット酸、没食子酸、トリメチロールエタン、トリメチロールプロパン、グリセロール及びペンタエリスリトールが好ましい例として挙げられる。
【0024】
ポリエステル樹脂としては、ポリブチレンテレフタレート樹脂(以下、「PBT樹脂」と略記することがある)がより好ましく、テレフタル酸を唯一のジカルボン酸単位とし、1,4−ブタンジオールを唯一のジオール単位とするポリブチレンテレフタレート単独重合体が、成形性や耐熱性の観点から好ましい。本発明において、PBT樹脂とは、テレフタル酸が全ジカルボン酸成分の50モル%以上を占め、1,4−ブタンジオールが全ジオールの50モル%以上を占めることをいう。PBT樹脂は、さらに、ジカルボン酸単位中のテレフタル酸の割合が70モル%以上のものが好ましく、90モル%以上のものがより好ましい。また、ジオール単位中の1,4−ブタンジオールの割合は、70モル%以上が好ましく、90モル%以上がより好ましい。このようなPBT樹脂を用いることにより、機械的特性及び耐熱性がより向上する傾向にあり好ましい。
【0025】
本発明におけるPBT樹脂の固有粘度は、1,1,2,2−テトラクロロエタンとフェノールが1:1(重量比)の混合溶媒中、30℃の測定で0.5〜3.0dl/gが好ましく、0.5〜1.5dl/gがより好ましく、0.6〜1.3dl/gがさらに好ましい。固有粘度を0.5dl/g以上とすることにより、機械的特性がより効果的に発揮され、3.0dl/g以下とすることにより、成形加工がより容易になる。さらに、2種以上の固有粘度のPBT樹脂を併用し、上記固有粘度範囲内としても良い。
【0026】
ポリエステル樹脂を製造する場合、公知の方法を広く採用できる。例えば、テレフタル酸成分と1,4−ブタンジオール成分とからなるPBT樹脂の場合、直接重合法及びエステル交換法のいずれの方法も採用できる。直接重合法は、例えば、テレフタル酸と1,4−ブタンジオールを直接エステル化反応させる方法であり、初期のエステル化反応で水が生成する。エステル交換法は、例えば、テレフタル酸ジメチルを主原料として使用する方法であり、初期のエステル交換反応でアルコールが生成する。直接エステル化反応は原料コスト面から好ましい。
【0027】
本発明において、ポリブチレンテレフタレート樹脂を使用する場合は、末端カルボキシル基濃度が好ましくは40eq/ton以下、より好ましくは30eq/ton以下のポリエステル樹脂を使用する。本発明における末端カルボキシル基濃度とは、ベンジルアルコール25mlにポリブチレンテレフタレート樹脂0.5gを溶解し、水酸化ナトリウムの0.01モル/lベンジルアルコール溶液を使用して滴定により求めた値であり、106g当たりのカルボキシル基当量である。末端カルボキシル基濃度を調整する方法としては、例えば、重合時の原料仕込み比、重合触媒種と量、重合温度、減圧方法等の重合条件を調節する方法や、末端封鎖剤を反応させる方法等、任意の方法を適用することができが、本発明においては、後述するが、重合条件を調整する方法を採用することが好ましい。例えば、テレフタル酸と1,4−ブタンジオールを溶融重縮合して比較的分子量の小さい、例えば固有粘度0.1〜0.9gl/gのポリブチレンテレフタレート樹脂を製造し、次いで所望の分子量となるまで固相重縮合する方法により得ることができる。末端カルボキシル基濃度は、低い方が耐加水分解性の点から好ましい。
【0028】
重合方法としては、ジカルボン酸を主原料とする直接重合法、エステル化反応及び重縮合反応を連続的に行う連続法を用いることが好ましい。原料であるテレフタル酸と1,4−ブタンジオールの仕込み比としては、テレフタル酸1モルに対し1,4−ブタンジオールが1.1〜5.0モルの範囲であることが好ましく、1.5〜4.5モルの範囲であることがより好ましい。
【0029】
重合触媒としては、種々の公知の触媒を使用することが可能であるが、中でも、(i)チタン化合物と、(ii)1族金属化合物及び/又は2族金属化合物を用いることが好ましい。これらの重合触媒は、他の触媒に比べ、重合時の原料混合物中での分散性に優れているため、PBT樹脂の重合をより効果的に進めることができる。
【0030】
これらの重合触媒の使用時期は任意であり、その使用時期として、例えば、以下の(1)〜(4)等の方法が挙げられる。尚、以下、(i)チタン化合物を「チタン触媒」、(ii)1族金属化合物及び/又は2族金属化合物の1族金属化合物、2族金属化合物を、各々、「1族金属触媒」、「2族金属触媒」と言うことがある。
(1)エステル化反応(又はエステル交換反応)時に(i)及び(ii)成分の両方を使用し、重縮合反応に持ち込む方法。
(2)エステル化反応(又はエステル交換反応)時に(i)及び(ii)成分の両方を使用し、重縮合反応開始時又は重縮合反応の途中に残りの両成分を使用する方法。
(3)エステル化反応(又はエステル交換反応)時では(i)又は(ii)成分のどちらか一方の触媒を使用し、重縮合反応開始時又は重縮合反応の途中に他方を使用する方法。
(4)エステル化反応(又はエステル交換反応)時では(i)及び(ii)成分のどちらも使用せず、重縮合反応開始時に両成分を使用する方法。
【0031】
本発明に用いる(i)チタン化合物としては特に制限はなく、具体的には、例えば、酸化チタン、四塩化チタン等の無機チタン化合物類、テトラメチルチタネート、テトライソプロピルチタネート、テトラブチルチタネート等のチタンアルコラート類、テトラフェニルチタネート等のチタンフェノラート類等が挙げられる。中でも、チタンアルコラート類が好ましく、さらにはテトラアルキルチタネート類が好ましく、特にテトラブチルチタネートが好ましい。
【0032】
本発明に用いる(ii)1族金属化合物及び/又は2族金属化合物としては特に制限はなく、具体的には、例えば、1族金属化合物としてはリチウム、ナトリウム、カリウム、ルビジウム、セシウムの水酸化物類、酸化物類、アルコラート類、有機酸塩類(酢酸塩、リン酸塩、炭酸塩等)等の各種化合物が挙げられ、これらは単独で使用しても、2種以上を併用してもよい。また2族金属化合物としては、ベリリウム、マグネシウム、カルシウム、ストロンチウム、バリウムの水酸化物類、酸化物類、アルコラート類、有機酸塩類(酢酸塩、リン酸塩、炭酸塩等)等の各種化合物が挙げられ、これらは単独で使用しても、2種以上を併用してもよい。
【0033】
中でも、取り扱いや入手の容易さ、触媒効果の点から、リチウム、ナトリウム、カリウム、マグネシウム、カルシウム等の化合物が好ましく、さらには触媒効果と色調に優れる、リチウム又はマグネシウムの化合物が好ましく、特にマグネシウム化合物が好ましい。マグネシウム化合物としては、具体的には、例えば、酢酸マグネシウム、水酸化マグネシウム、炭酸マグネシウム、酸化マグネシウム、マグネシウムアルコキサイド、燐酸水素マグネシウム等が挙げられる。中でも有機酸塩類が好ましく、特に酢酸マグネシウムが好ましい。
【0034】
本発明におけるPBT樹脂は、(i)チタン化合物が残存する場合、その残存量は少ないことが好ましい。(i)チタン化合物は、チタン原子換算で80ppm以下であることが好ましく、70ppm以下、中でも60ppm以下、さらには50ppm以下、特に40ppm以下であることが好ましい。チタン化合物の残存量が多過ぎると、PBT樹脂の色調、耐加水分解性、耐ヒートショック性が低下したり、溶液ヘイズや異物が増加する場合がある。このようなチタン化合物の残存量を有するPBT樹脂を製造する方法としては、例えば、テレフタル酸と1,4−ブタンジオールに、触媒であるテトラブチルチタネートをポリブチレンテレフタレートの理論収量に対しチタン原子として80ppm以下となる分量添加し、温度180〜240℃の範囲で常圧でエステル交換反応させてオリゴマーを得て、それを230〜270℃、減圧下で重縮合を進めて得ることができる。
【0035】
本発明におけるPBT樹脂は、(ii)1族金属化合物及び/又は2族金属化合物が残存する場合、その残存量は少ないことが好ましい。(ii)1族金属化合物及び/又は2族金属化合物は、各々の金属原子換算で、50ppm以下であることが好ましく、40ppm以下、中でも30ppm以下、さらには20ppm以下、特に15ppm以下であることが好ましい。この1族金属化合物及び/又は2族金属化合物の残存量が多過ぎると、本発明のPBT樹脂組成物の成形性や、得られる樹脂成形品の耐加水分解性が低下する場合がある。
【0036】
チタン原子等の金属含有量は、湿式灰化などの方法でポリマー中の金属を回収した後、原子発光、原子吸光、Inductively Coupled Plasma(ICP)等の方法を使用して測定することができる。
【0037】
本発明に用いるPBT樹脂の重合触媒としては、上述したような(i)チタン化合物や(ii)1族金属化合物及び/又は2族金属化合物が挙げられるが、その他の重縮合触媒として、例えば、スズやスズ化合物を使用してもよい。スズは通常、スズ化合物として使用され、具体的には、例えば、ジブチルスズオキサイド、メチルフェニルスズオキサイド、テトラエチルスズオキサイド、ヘキサエチルジスズオキサイド、シクロヘキサヘキシルジスズオキサイド、ジドデシルスズオキサイド、トリエチルスズハイドロオキサイド、トリフェニルスズハイドロオキサイド、トリイソブチルスズアセテート、ジブチルスズジアセテート、ジフェニルスズジラウレート、モノブチルスズトリクロライド、トリブチルスズクロライド、ジブチルスズサルファイド、ブチルヒドロキシスズオキサイド、メチルスタンノン酸、エチルスタンノン酸、ブチルスタンノン酸等が挙げられる。
【0038】
該スズやスズ化合物はPBT樹脂の色調を悪化させる場合があるため、本発明に用いるPBT樹脂中におけるスズやスズ化合物の残存量は低い方が好ましく、残存しないことがより好ましい。具体的には、通常、スズ化合物の残存量が、スズ原子換算で200ppm以下、中でも100ppm以下、さらには10ppm以下であることが好ましい。
【0039】
また、本発明におけるPBT樹脂の製造においては、前述のチタン触媒や、1族金属触媒、2族金属触媒の他に、三酸化アンチモン等のアンチモン化合物、二酸化ゲルマニウム、四酸化ゲルマニウム等のゲルマニウム化合物、マンガン化合物、亜鉛化合物、ジルコニウム化合物、コバルト化合物、正燐酸、亜燐酸、次亜燐酸、ポリ燐酸等や、これらのエステル化合物や金属塩等の燐化合物などの反応助剤を用いてもよい。
【0040】
本発明におけるPBT樹脂の製造方法の具体例として、例えば、直接重合法を用いる連続エステル化法の場合には、以下の様な方法により行えばよい。原料であるテレフタル酸を主成分とするジカルボン酸成分と、1,4−ブタンジオールを主成分とするジオール成分とを、原料混合槽で混合してスラリーとし、単数又は複数のエステル化反応槽内で、好ましくはチタン触媒と1族金属触媒及び/又は2族金属触媒との存在下に、通常、温度条件として180〜260℃、好ましくは200〜245℃、さらに好ましくは210〜235℃の条件下、圧力(絶対圧力を示す。以下、同様である。)条件として、通常、10〜133kPa、好ましくは13〜101kPa、さらに好ましくは60〜90kPaの圧力下で、通常0.5〜10時間、好ましくは1〜6時間、連続的にエステル化反応させる。
【0041】
エステル化反応槽又はエステル交換反応槽としては、従来公知の任意のものを使用できる。具体的には例えば、縦型攪拌完全混合槽、縦型熱対流式混合槽、塔型連続反応槽等が挙げられる。これらは単数槽としても、また、同種又は異種の反応槽を直列又は並列させた複数反応槽として用いてもよい。中でも攪拌装置を有する反応槽を用いることが好ましく、攪拌装置としては、動力部、軸受、軸、攪拌翼等を含む通常の攪拌装置の他、タービンステーター型高速回転式攪拌機や、ディスクミル型攪拌機、ローターミル型攪拌機等の高速回転が可能なものを用いてもよい。
【0042】
次に、得られたエステル化反応生成物(又はエステル交換反応生成物)としてのオリゴマーを重縮合反応槽に移送する。このオリゴマーのエステル化率は任意だが、通常90%以上、好ましくは95%以上であり、また数平均分子量は通常300〜3000、好ましくは500〜1500である。
【0043】
重縮合反応槽の形態は任意であり、例えば、縦型攪拌完全混合槽、縦型熱対流式混合槽、塔型連続反応槽などが挙げられ、またこれらを組み合わせて用いてもよい。中でも、少なくとも1つの重縮合反応槽においては攪拌装置を有することが好ましく、攪拌装置としては上述したエステル化反応層と同様のものを使用することができる。
【0044】
攪拌の形態は、特に制限されず、反応槽中の反応液を反応槽の上部、下部、横部等から直接攪拌する通常の攪拌方法の他、配管などで反応液の一部を反応器の外部に持ち出してラインミキサー等で攪拌し、反応液を循環させる方法も用いてもよく、さらには、水平方向に回転軸を有する表面更新とセルフクリーニング性に優れた横型の反応器を用いてもよい。
【0045】
重縮合反応は、チタン触媒と、1族金属触媒及び/又は2族金属触媒との存在下に行うことが好ましい。反応温度は、通常210〜280℃、中でも220〜250℃、特に230〜245℃の範囲で行うことが好ましい。例えば、複数の反応槽を用いる場合には、そのうちの少なくとも一つの反応槽の温度を230〜240℃とすることが好ましい。また、反応は攪拌条件下にて行うことが好ましい。重縮合反応時間は、通常1〜12時間、好ましくは3〜10時間である。また、反応雰囲気の圧力条件は、通常27kPa以下、中でも20kPa以下、特に13kPa以下の減圧状態で行うことが好ましい。例えば、複数の反応槽を用いる場合には、生成物の着色や劣化を抑えるため、そのうちの少なくとも一つの反応槽内の圧力を、通常1.3kPa以下、中でも0.5kPa以下、特に0.3kPa以下の高真空下とすることが好ましい。
【0046】
重縮合反応により得られたポリマーは、通常、重縮合反応槽の底部からポリマー抜き出しダイに移送されてストランド状に抜き出され、水冷されながら又は水冷後、カッターで切断され、ペレット状、チップ状などの粒状体とされる。
【0047】
さらに、PBT樹脂の重縮合反応工程は、一旦、溶融重縮合で比較的分子量の小さい、例えば、固有粘度0.1〜0.9dl/g程度のPBT樹脂を製造した後、引き続き、PBT樹脂の融点以下の温度で固相重縮合(固相重合)させてもよい。
【0048】
(ポリアミド樹脂)
本発明におけるポリアミド樹脂とは、その分子中に酸アミド基(−CONH−)を有する、加熱溶融できるポリアミド重合体である。なかでも、ポリアミド樹脂の少なくとも1種を構成する、少なくとも1種のモノマーが芳香環を有するポリアミド樹脂が好ましい。このようなポリアミド樹脂は、ポリアミド樹脂の吸水率が低いため吸水時の物性が保持でき、また、溶着時の水分による発泡をより抑制することができるため、好ましい。ポリアミド樹脂として、好ましくは、脂肪族ジアミンと芳香族ジカルボン酸とからなる塩及び芳香族ジアミンと脂肪族ジカルボン酸とからなる塩より選ばれる少なくとも1種を構成単位(a)として含むポリアミド樹脂である。ポリアミド樹脂全構成単位中の前記構成単位(a)の割合は、好ましくは30モル%以上であり、より好ましくは40モル%以上である。
【0049】
本発明におけるポリアミド樹脂としては、具体的には、ラクタムの重縮合物、ジアミンとジカルボン酸との重縮合物、ω−アミノカルボン酸の重縮合物等の各種ポリアミド樹脂、又はそれ等の共重合ポリアミド樹脂やブレンド物等である。
【0050】
ポリアミド樹脂の重縮合の原料であるラクタムとしては、例えば、ε−カプロラクタム、ω−ラウロラクタム等が挙げられる。
ジアミンとしては、例えば、テトラメチレンジアミン、ペンタメチレンジアミン、ヘキサメチレンジアミン、オクタメチレンジアミン、ウンデカメチレンジアミン、ドデカメチレンジアミン、2−メチルペンタメチレンジアミン、(2,2,4−又は2,4,4−)トリメチルヘキサメチレンジアミン、5−メチルノナンメチレンジアミン、メタキシリレンジアミン(MXDA)、パラキシリレンジアミン、1,3−ビス(アミノメチル)シクロヘキサン、1,4−ビス(アミノメチル)シクロヘキサン、1−アミノ−3−アミノメチル−3,5,5−トリメチルシクロヘキサン、ビス(4−アミノシクロヘキシル)メタン、ビス(3−メチル−4−アミノシクロヘキシル)メタン、2,2−ビス(4−アミノシクロヘキシル)プロパン、ビス(アミノプロピル)ピペラジン、アミノエチルピペラジンなどの脂肪族、脂環族、芳香族のジアミン等が挙げられる。
ジカルボン酸としては、例えば、アジピン酸、スベリン酸、アゼライン酸、セバシン酸、ドデカン二酸、テレフタル酸、イソフタル酸、2−クロロテレフタル酸、2−メチルテレフタル酸、5−メチルイソフタル酸、5−ナトリウムスルホイソフタル酸、ヘキサヒドロテレフタル酸、ヘキサヒドロイソフタル酸などの脂肪族、脂環族、芳香族のジカルボン酸等が挙げられる。
ω−アミノカルボン酸としては、例えば、6−アミノカプロン酸、11−アミノウンデカン酸、12−アミノドデカン酸、パラアミノメチル安息香酸等が挙げられる。
【0051】
本発明におけるポリアミド樹脂の原料としては、炭素数が4〜15の化合物が好ましい。炭素数を4以上とすることにより、得られるポリアミド樹脂の吸湿性が高くなりすぎるのを抑制できる傾向にあり、炭素数を15以下とすることにより、剛性をより高めることができる。より具体的には、ラクタムとしてはε−カプロラクタム、ジアミンとしてはヘキサメチレンジアミン及びキシリレンジアミン、ジカルボン酸としては、アジピン酸、テレフタル酸及びイソフタル酸が入手容易であり、価格的にも有利であるのでより好ましい。
【0052】
ポリアミド樹脂の構成単位である塩は、上記のジアミンとジカルボン酸を、加圧下高温度の水溶液中で中和することによって得られる。このようにして得られた塩や上記のラクタム、ω−アミノカルボン酸を加圧、高温度下で縮合させることにより、オリゴマー化反応を進行させ、その後減圧により重合を進行させ、本発明で使用するポリアミド樹脂を製造することができる。
【0053】
本発明におけるポリアミド樹脂としては、より好ましくは、次に示すような、半芳香族ポリアミド樹脂、半芳香族ポリアミド樹脂と脂肪族ポリアミド樹脂とのブレンド物が挙げられる。半芳香族ポリアミド樹脂と脂肪族ポリアミド樹脂とをブレンドして用いる場合は、半芳香族ポリアミド樹脂及び脂肪族ポリアミド樹脂を、好ましくは、半芳香族ポリアミド樹脂/脂肪族ポリアミド樹脂=95/5〜20/80、より好ましくは90/10〜30/70の重量比で使用する。
【0054】
半芳香族ポリアミド樹脂とは、脂肪族ジアミンと芳香族ジカルボン酸とからなる塩及び芳香族ジアミンと脂肪族ジカルボン酸とからなる塩より選ばれる少なくとも1種を構成単位(a)として含むポリアミド樹脂であり、好ましくは、上記構成単位(a)のみからなる単独重合体や共重合体又はこれらのポリアミド構成単位(a)と、ラクタム及び脂肪族ジアミンと脂肪族ジカルボン酸とからなる塩より選ばれる少なくとも1種の構成単位(b)とからなるポリアミド共重合体である。構成単位(a)と(b)の両方を含む場合、構成単位(a)及び(b)のモル比は、(a)/(b)=98/2〜30/70が好ましい。より好ましいモル比は、(a)/(b)=95/5〜35/65であり、さらに好ましくは90/10〜40/60である。このようなポリアミド構成単位とすることにより、ポリアミド樹脂の吸水率が高くなりすぎるのをより効果的に抑制することができ、吸水時の物性や寸法精度を良好に保ち、レーザー溶着時の水分による発泡等の不具合を抑制できる傾向にある。
【0055】
このような好ましい半芳香族ポリアミド樹脂の具体例としては、例えば、メタキシリレンジアミンとアジピン酸の塩を主原料とするポリアミドMXD6、メタキシリレンジアミンとパラキシリレンジアミンとアジピン酸を主原料とするポリアミドMP6、ヘキサメチレンジアミンとイソフタル酸との塩を主原料にするポリアミド6I、ヘキサメチレンジアミンとアジピン酸との塩/ヘキサメチレンジアミンとイソフタル酸との塩の共重合体(ポリアミド66/6I)、ヘキサメチレンジアミンとイソフタル酸との塩/ヘキサメチレンジアミンとテレフタル酸との塩の共重合体(ポリアミド6I/6T)等が挙げられ、さらに好ましくは、ポリアミドMXD6、ポリアミドMP6及びポリアミド6I/6Tである。
【0056】
半芳香族ポリアミド樹脂は、特定の見かけの溶融粘度を有するものが好ましい。好ましい見かけの溶融粘度は、キャピラリーレオメーター(東洋精機社製キャピログラフ1C)を使用し、キャピラリーのL/Dは30mm/1mm、温度280℃、せん断速度100sec−1にて測定した値が750〜8000ポイズであり、より好ましくは800〜7500ポイズであり、さらに好ましくは850〜7000ポイズである。見かけの溶融粘度を、750ポイズ以上とすることにより機械的強度がより優れる傾向にあり、8000ポイズ以下とすることにより、流動性及び成形性の低下を防ぐことができるため好ましい。
【0057】
脂肪族ポリアミド樹脂としては、例えば、ポリアミド4、ポリアミド6、ポリアミド11、ポリアミド12、ポリアミド46、ポリアミド56、ポリアミド66、ポリアミド610、ポリアミド612等や、これらの共重合体(ポリアミド6/66共重合体、ポリアミド6/12共重合体等)等が挙げられる。
脂肪族ポリアミド樹脂は、ISO307規格に準拠して、温度25℃、96重量%硫酸中、ポリアミド樹脂濃度0.5重量%で測定した粘度数が70〜200ml/gのものが好ましい。粘度数を70ml/g以上とすることにより靭性及び成形品外観を優れたものとすることができ、200ml/g以下とすることにより、コンパウンド、成形加工が容易となり、良好な成形品外観とすることができるため好ましい。
【0058】
本発明におけるポリアミド樹脂の末端は、カルボン酸又はアミンで封止されていてもよく、特に、炭素数6〜22のカルボン酸又はアミンで封止することが好ましい。具体的に、封止に用いるカルボン酸としては、カプロン酸、カプリル酸、カプリン酸、ラウリン酸、ミリスチン酸、パルミチン酸、ステアリン酸、ベヘン酸等の脂肪族モノカルボン酸が挙げられる。また、アミンとしては、ヘキシルアミン、オクチルアミン、デシルアミン、ラウリルアミン、ミリスチルアミン、パルミチルアミン、ステアリルアミン、ベヘニルアミン等の脂肪族第一級アミンが挙げられる。封止に使用するカルボン酸又はアミンの量は、成形時の溶融粘度を考慮して、30μeq/g程度がよい。
【0059】
(ポリアセタール樹脂)
本発明におけるポリアセタール樹脂とは、ホルムアルデヒド又はトリオキサンの重合によって製造される重合体であり、例えば、オキシメチレン基を繰り返し単位とする単独重合体が挙げられる。耐熱性及び化学的抵抗性を増加させるために、末端基をエステル基又はエーテル基に変換することが一般に行われている。
ポリアセタール樹脂はブロック共重合体であってもよい。この種の共重合体は、上記オキシメチレン基を繰り返し単位とする単独重合体ブロックと、他種の重合体ブロックとから構成される。他種の重合体ブロックの具体例としては、例えば、ポリアルキレングリコール、ポリチオール、ビニルアセテート、アクリル酸共重合体、水素添加ブタジエン、アクリロニトリル共重合体等が挙げられる。
ポリアセタール樹脂はランダム共重合体であってもよい。この種の共重合体では、ホルムアルデヒド及びトリオキサンは、他のアルデヒド、環状エーテル、ビニル化合物、ケテン、環状カーボネート、エポキサイド、イソシアネート、エーテル等と共重合される。共重合される化合物の具体例としては、エチレンオキサイド、1,3−ジオキソラン、1,3−ジオキサン、1,3−ジオキセペン、エピクロロヒドリン、プロピレンオキサイド、イソブチレンオキサイド及びスチレンオキサイド等が挙げられる。この種の共重合体では、カチオン重合後、重合触媒の失活化、末端安定化などが一般に行われる。また、オキシメチレン基を主たる繰り返し単位とし、炭素数2以上のオキシアルキレン基を含有する共重合体が汎用される。
【0060】
(ポリオレフィン樹脂)
本発明におけるポリオレフィン樹脂とは、α−オレフィンの単独重合体、−オレフィン同士の共重合体α−オレフィン(複数種でもよい)を主成分とし、他の不飽和単量体(複数種でもよい)を副成分とする共重合体等である。ここで、共重合体とは、ブロック、ランダム、グラフト、これらの複合物等の如何なる共重合のタイプでもよい。また、これらのオレフィン重合体の塩素化、スルホン化、カルボニル化等の変性されたものを含む。
上記α−オレフィンとしては、例えば、エチレン、プロピレン、ブテン−1、ペンテン−1、ヘキセン−1、ヘプテン−1、オクテン−1等が挙げられる。これらの中でも、入手の簡便さから炭素数2〜8のα−オレフィンが好ましい。
上記不飽和単量体としては、例えば、アクリル酸、メタクリル酸(以下、両者を併せて「(メタ)アクリル酸」と略記する。)、(メタ)アクリル酸エステル、マレイン酸等の不飽和有機酸、その誘導体(エステル、無水物等)、不飽和脂肪族環状オレフィン等が挙げられる。
ポリオレフィン樹脂の具体例としては、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、ポリプロピレン、ポリブテン、ポリ−4−メチルペンテン−1、プロピレン−エチレンブロック又はランダム共重合体、エチレンと他の共重合可能なモノマーとの共重合体等が挙げられる。
【0061】
(ポリカーボネート樹脂)
本発明におけるポリカーボネート樹脂としては、芳香族ポリカーボネート樹脂、脂肪族ポリカーボネート樹脂の何れをも使用できるが、芳香族ポリカーボネート樹脂が好ましい。
芳香族ポリカーボネート樹脂は、芳香族ジヒドロキシ化合物又はこれと少量のポリヒドロキシ化合物を、ホスゲン又は炭酸ジエステルと反応させることによって得られる熱可塑性重合体である。芳香族ポリカーボネート樹脂は、分岐していてもよいし、共重合体であってもよい。芳香族ポリカーボネート樹脂の製造方法は、特に限定されるものではなく、従来公知のホスゲン法(界面重合法)や溶融法(エステル交換法)により製造できる。また、溶融法によって得られる芳香族ポリカーボネート樹脂を用いる場合、末端基のOH基量を調整して用いてもよい。
【0062】
芳香族ポリカーボネート樹脂の原料となる芳香族ジヒドロキシ化合物としては、2,2−ビス(4−ヒドロキシフェニル)プロパン(すなわち、ビスフェノールA)、テトラメチルビスフェノールA、ビス(4−ヒドロキシフェニル)−p−ジイソプロピルベンゼン、ハイドロキノン、レゾルシノール、4,4−ジヒドロキシジフェニル等が挙げられ、好ましくはビスフェノールAである。また、上記の芳香族ジヒドロキシ化合物にスルホン酸テトラアルキルホスホニウムが1個以上結合した化合物を使用することもできる。
【0063】
分岐した芳香族ポリカーボネート樹脂を得るには、上述した芳香族ジヒドロキシ化合物の一部を、分岐剤、例えば、フロログルシン、4,6−ジメチル−2,4,6−トリ(4−ヒドロキシフェニル)ヘプテン−2、4,6−ジメチル−2,4,6−トリ(4−ヒドロキシフェニル)ヘプタン、2,6−ジメチル−2,4,6−トリ(4−ヒドロキシフェニル)ヘプテン−3、1,3,5−トリ(4−ヒドロキシフェニル)ベンゼン、1,1,1−トリ(4−ヒドロキシフェニル)エタン等のポリヒドロキシ化合物や、3,3−ビス(4−ヒドロキシアリール)オキシインドール(すなわち、イサチンビスフェノール)、5−クロロイサチン、5,7−ジクロロイサチン、5−ブロムイサチン等の化合物で置換すればよい。これら置換する化合物の使用量は、芳香族ジヒドロキシ化合物に対して、通常0.01〜10モル%であり、好ましくは0.1〜2モル%である。
【0064】
芳香族ポリカーボネート樹脂としては、上述した中でも、2,2−ビス(4−ヒドロキシフェニル)プロパンから誘導されるポリカーボネート樹脂、又は、2,2−ビス(4−ヒドロキシフェニル)プロパンと他の芳香族ジヒドロキシ化合物とから誘導されるポリカーボネート共重合体が好ましい。また、シロキサン構造を有するポリマー又はオリゴマーとの共重合体等の、ポリカーボネート樹脂を主体とする共重合体であってもよい。さらには、上述した芳香族ポリカーボネート樹脂の2種以上を混合して用いてもよい。
【0065】
芳香族ポリカーボネート樹脂の分子量は、溶媒としてメチレンクロライドを用い、温度25℃で測定された溶液粘度より換算した粘度平均分子量として、13,000〜30,000が好ましく、16,000〜28,000がより好ましく、17,000〜24,000がさらに好ましい。粘度平均分子量を30,000以下とすることにより、流動性を良好に保ち、13,000以上とすることにより、衝撃強度をより優れたものとすることができる。
【0066】
(ポリフェニレンエーテル樹脂)
本発明におけるポリフェニレンエーテル樹脂は、下記一般式(1)で示されるフェニレンエーテル構造を有する単独重合体又は共重合体である。
【0067】
【化1】

一般式(1)中、2つのR1は、それぞれ独立して、水素原子、ハロゲン原子、第1級若しくは第2級アルキル基、アリール基、アミノアルキル基、炭化水素オキシ基又はハロ炭化水素オキシ基を表し、2つのR2は、それぞれ独立して、水素原子、ハロゲン原子、第1級若しくは第2級アルキル基、アリール基、ハロアルキル基、炭化水素オキシ基又はハロ炭化水素オキシ基を表し、nは10以上の整数を表す。ただし、2つのR1が共に水素原子になることはない。
【0068】
R1、R2としては、水素原子、第1級若しくは第2級アルキル基、アリール基が好ましい。第1級アルキル基の好適な例としては、例えば、メチル基、エチル基、n−プロピル基、n−ブチル基、n−アミル基、イソアミル基、2−メチルブチル基、n−ヘキシル基、2,3−ジメチルブチル基、2、3−もしくは4−メチルペンチル基又はヘプチル基等が挙げられる。第2級アルキル基の好適な例としては、例えば、イソプロピル基、sec−ブチル基又は1−エチルプロピル基等が挙げられる。アリール基の好適な例としては、フェニル基、ナフチル基等が挙げられる。特に、R1は、第1級若しくは第2級の炭素数1〜4のアルキル基又はフェニル基であることがより好ましい。R2は水素原子であることがより好ましい。
【0069】
好適なポリフェニレンエーテルの単独重合体としては、例えば、ポリ(2,6−ジメチル−1,4−フェニレン)エーテル、ポリ(2,6−ジエチル−1,4−フェニレン)エーテル、ポリ(2,6−ジプロピル−1,4−フェニレン)エーテル、ポリ(2−メチル−6−エチル−1,4−フェニレン)エーテル、ポリ(2−メチル−6−プロピル−1,4−フェニレン)エーテル等の2,6−ジアルキルフェニレンエーテルの重合体が挙げられる。共重合体としては、各種2,6−ジアルキルフェノール/2,3,6−トリアルキルフェノール共重合体が挙げられる。
本発明のポリフェニレンエーテル樹脂としては、特に、ポリ(2,6−ジメチル−1,4−フェニレン)エーテル、2,6−ジメチルフェノール/2,3,6−トリメチルフェノール共重合体が好ましい。また、分子量、溶融粘度、耐衝撃強度などの特性を改良する分子構成部分を含むポリフェニレンエーテル樹脂も好適である。
【0070】
ポリフェニレンエーテル樹脂の固有粘度は、クロロホルム中、30℃で測定した値として、0.2〜0.8dl/gであるものが好ましく、0.2〜0.7dl/gのものがより好ましく、0.25〜0.6dl/gであるのものがさらに好ましい。固有粘度を0.2dl/g以上とすることにより、樹脂組成物の耐衝撃性等の機械的強度の低下を防ぐことができ、0.8dl/g以下とすることにより、樹脂流動性がより良好となり、成形加工が容易となる。
【0071】
(芳香族ビニル化合物重量体)
芳香族ビニル化合物重合体は、下記一般式(2)で示される構造を有する単量体化合物から誘導された重合体である。
【0072】
【化2】
一般式(2)中、R3は、水素原子、低級アルキル基又はハロゲン原子を表し、R4は水素原子、低級アルキル基、塩素原子又はビニル基を表し、nは1〜5の整数を表す。
【0073】
芳香族ビニル化合物重合体の具体例としては、例えば、ポリスチレン、ゴム強化ポリスチレン、ポリ塩化ビニル、スチレン−アクリロニトリル共重合体、アクリロニトリル−ブタジエン−スチレン共重合体、スチレン−無水マレイン酸共重合体、スチレン−マレイミド共重合体等が挙げられる。
【0074】
本発明の熱可塑性樹脂としては、レーザー透過性、機械的強度、耐油性、耐薬品性、耐熱性、耐久性、成形性のバランスに優れている点から、前述のポリアミド樹脂、ポリエステル樹脂が好ましい。
【0075】
<ガラス繊維(B)>
本発明におけるガラス繊維(B)とは、機械的強度の向上を主目的にプラスチックに配合される繊維状のガラスであり、繊維の長さ方向に垂直な断面は、従来のような円形ではなく、扁平な形状であることを特徴としている(以下、「扁平ガラス繊維」と称する場合がある)。扁平ガラス繊維の扁平形状の例としては、特許文献6の第1図の(イ)、(ロ)、(ハ)に、それぞれ、まゆ形、長円形、楕円形として例示されている。第1図において、短径を(D1)、長径を(D2)とし、ガラス繊維の扁平の程度を扁平率とし、長径(D2)/短径(D1)で表す。本発明においては該扁平率が1.5以上であることが必要であり、1.5〜であることが好ましく、2.5〜6であることがより好ましく、3〜4.5であることがより好ましい。扁平率を1.5以上とすることにより、透過率が向上し、成形品の反りや成形収縮を効果的に改善することができる。
【0076】
ガラス繊維(B)の断面形状としては、例えば、特開昭62−268612号公報の第1図の(イ)に示されているような長手方向の中央部がくびれた形状である繭形、(ロ)に示されているような断面の重心に対して対称の位置に略平行である部分を有する形状である長円形、(ハ)に示されているような楕円形や、長方形等が挙げられる。しかし、断面が繭形である場合は、断面の中央部がくびれているため、その部分の強度が低くそのくびれ部分で割れることがあり、また該くびれ部分の樹脂との密着性が劣る場合もあるため、断面形状としては、長円形、楕円形、長方形が好ましい。このような断面形状のガラス繊維は、通常の断面が円形のガラス繊維に比べ、成形時に樹脂の流動方向に沿って繊維が配向し易く、レーザー光が散乱し透過率が低下するのを、より抑制することができる。特に、断面の扁平の程度が大きい場合は、繊維長方向の樹脂流動以外に繊維断面長径(D2)方向への樹脂の流動が起こるため、(D2)方向に沿って平行にガラス繊維が配向し易くなる。特に、成形品表面付近においては、このような配向の傾向が強い。円形断面では通常起こらないこのような扁平ガラス繊維に特徴的な繊維配向の影響で、レーザー透過率が向上する。
また、このような長径(D2)方向に沿った繊維の配向の影響は、断面が長円形の場合により顕著に現れるため、本発明においては、断面が長円形のガラス繊維が好ましい。断面形状が繭形や楕円形の場合は、まゆ形での溝や楕円形での堰によって長径(D2)方向への樹脂の流動が妨げられ、その流動の一部が繊維長方向へ流動する傾向にあるため、(D2)方向に沿ったガラス繊維の配列が起こりにくく、長円形のガラス繊維に比べると、レーザー透過性向上効果はやや劣る。従って、断面の形状としては長円形がより好ましい。
【0077】
また、扁平ガラス繊維(B)の太さは任意であるが、短径(D1)が0.5〜25μm、長径(D2)が1.25〜300μmであることが好ましい。このような太さとすることにより、ガラス繊維の紡糸が容易となり、樹脂との接触面積が大きくなり、十分な補強効果を得やすい傾向にある。本発明においては、短径(D1)が3μm以上であり、扁平率が2.5以上であることが好ましい。
【0078】
また、扁平ガラス繊維(B)の繊維長は、アスペクト比(ガラス繊維の繊維長(L)/((D1+D2)×0.5)で10以上であることが、剛性、機械的強度、流動性の観点から好ましく、15〜100であることがより好ましい。
なお、扁平率を算出するための短径(D1)及び長径(D2)は、メーカーによる公称値があればその値とするが、公称値がない場合は、原料であるガラス繊維断面の顕微鏡写真から実寸を測定することにより求めることができる。また、ガラス繊維長(L)もメーカーによる公称値があればその値とするが、公称値がない場合は、顕微鏡写真から実寸を測定することにより求めることができる。短径(D1)、長径(D2)及び繊維長(L)は、得られた写真画像に対して、画像解析ソフトを用い、2000本のガラス繊維について長さを測定し、その数平均値とした。
【0079】
ガラス繊維(B)としては、Aガラス、Cガラス、Eガラス等の組成からなるものが好ましく、特に、Eガラス(無アルカリガラス)が、熱可塑性樹脂の熱安定性に悪影響を及ぼさない点で好ましい。また、屈折率1.560〜1.600であるガラスも用いることができる。該ガラスは、通常、ポリエステル樹脂やポリアミド樹脂に使用されるEガラス(屈折率1.555)を構成する組成成分からB2O3及びF2成分を除き、MgO、TiO2及びZnO等の成分の割合を増加したもので、該ガラスを採用することにより、本発明の樹脂組成物のレーザー透過性をより向上させることが可能となる。ガラス繊維は、一般的には、取り扱いの容易性等から、短繊維タイプ(チョップドストランド)のものを使用することが好ましいが、特に耐衝撃性が要求されるような場合には、成形品中のガラス繊維の繊維長をより長く保つ必要があることから、長繊維タイプのものを使用すること好ましい。
【0080】
本発明のガラス繊維(B)は、その取り扱い及び樹脂との密着性の見地から、必要ならば収束剤及び/又は表面処理剤で表面処理されていることが好ましい。集束剤及び/又は表面処理剤としては、例えば、γーメタクリルオキシプロピルトリメトキシシラン、γーグリシドキシプロピルトリメトキシシラン、γーアミノプロピルトリエトキシシラン等のシラン系カップリング剤等が挙げられる。さらに必要に応じて、脂肪酸アミド化合物、シリコーンオイル等の潤滑剤、第4級アンモニウンム塩等の帯電防止剤、エポキシ樹脂、ウレタン樹脂等の被膜形成能を有する樹脂、該被膜形成能を有する樹脂と熱安定剤及び/又は難燃剤の混合物等を併用することもできる。該集束剤及び/又は表面処理剤の付着量は、ガラス繊維重量の0.01重量%以上とすることが好ましい。ガラス繊維(B)は、これらの化合物によりあらかじめ表面処理又は収束処理を施して用いてもよいし、本発明の樹脂成形品に用いる樹脂組成物ペレット製造の際に同時に添加してもよい。
【0081】
本発明のガラス繊維(B)は、例えば特公平3−59019号公報、特公平4−13300号公報、特公平4−32775号公報等に記載の方法を用いて製造することができる。例えば、溶融物を吐出するために使用するブッシングとして、長円形、繭形、楕円形、矩形スリット状等の適当な孔形状を有するノズルを用いて紡糸することにより製造することができる。又、各種の断面形状(円形断面を含む)を有する近接して設けられた複数のノズルから溶融物を紡出し、紡出された溶融フィラメントを互いに接合して単一のフィラメントとすることによっても製造できる。ガラス繊維を集束又は表面処理する場合は、途中に設けた集束剤又は表面処理剤塗布装置にて、集束剤又は表面処理剤にガラス繊維を浸漬させることにより、集束又は表面処理することができる。
【0082】
ガラス繊維(B)の配合量は、少なくとも1種のポリエステル樹脂又はポリアミド樹脂を含む熱可塑性樹脂(A)100重量部に対して10〜150重量部であり、好ましくは20〜120重量部である。ガラス繊維の配合量が10重量部未満では補強効果が小さく弾性率や耐衝撃性が不十分であり、150重量部を越えると溶融混練が困難となり、レーザー光の透過率が低くなり好ましくない。ガラス繊維(B)を35重量部以上配合した場合、特に、扁平ガラス繊維の添加効果が十分に発揮され、円形断面ガラス繊維との効果の違いがより明確である。
また、本発明においては、配合する扁平ガラス繊維(B)の一部を、一般的な円形断面のガラス繊維(扁平率1)に置き換えて配合してもよい。その場合、円形断面ガラス繊維と扁平ガラス繊維の扁平率の重量平均値が、本発明で規定する扁平率の範囲内となるように、扁平率がより高い扁平ガラス繊維と円形断面ガラス繊維を、それぞれの割合を勘案して配合することが好ましい。
【0083】
<着色剤(C)>
本発明の熱可塑性樹脂組成物には、染料、顔料等の着色剤を配合してもよい。厚み2mmの成形品の波長960nmにおける光線透過率が10%以上になるように、染料、顔料の種類及び配合量の選定を行い、配合するのが好ましい。染料としては、アントラキノン系、インジゴイド系、ペリレン系、ペリノン系、アゾ系、メチン系、フタロシアニン系、アントラピリドン系等の油溶性染料や分散染料を好ましく用いることができる。顔料としては、無機顔料と有機顔料のいずれも好ましく用いることができる。無機顔料としては、酸化物、硫化物、硫酸塩、カーボンブラック等を挙げることができる。有機顔料としては、アゾ系、フタロシアニン系、アントラキノン系、ペリレン系、ペリノン系、キナクリドン系、ジオキサジン系等を挙げることができる。
着色剤(C)の配合量は、少なくとも1種のポリエステル樹脂又はポリアミド樹脂を含む熱可塑性樹脂(A)100重量部に対し、好ましくは0.005〜5重量部、より好ましくは0.01〜1重量部である。着色剤の配合量を上記範囲内とすることにより、熱可塑性樹脂成物中の分散性を良好とし、成形品表面へのブリードアウトや機械的強度の低下を抑制することができ好ましい。
【0084】
<その他の添加剤>
本発明の樹脂組成物には、本発明の趣旨を逸脱しない範囲内において、他の添加剤を配合してもよい。他の添加剤としては、酸化防止剤、熱安定剤、難燃剤、滑剤、離型剤、触媒失活剤、結晶核剤等を挙げることができる。これらの添加剤は、使用するそれぞれの熱可塑性樹脂(A)の重合途中又は重合後に添加することができる。さらに、熱可塑性樹脂(A)に所望の性能を付与するため、耐衝撃性改良剤、紫外線吸収剤、耐候安定剤、帯電防止剤、発泡剤、可塑剤等を配合してもよい。
【0085】
酸化防止剤は、本発明の熱可塑性樹脂組成物の耐熱老化性をより効果的に改良し、色調、引張強度、伸度などの保持率をより向上させる効果を有する。該酸化防止剤としては、フェノール系酸化防止剤、イオウ系酸化防止剤及びリン系酸化防止剤より選ばれる1種以上の酸化防止剤を配合することが好ましい。酸化防止剤の配合量は、合計配合量が、少なくとも1種のポリエステル樹脂又はポリアミド樹脂を含む熱可塑性樹脂(A)100重量部に対し、好ましくは0.001〜2重量部であり、より好ましくは0.03〜1.5重量部である。酸化防止剤の配合量を0.001重量部以上とすることにより、酸化防止効果がより良好に発揮され、2重量部以下とすることにより、酸化熱安定性が悪化するのをより抑止しやすい傾向にするとともに、溶融混練時の樹脂の分解をより起こりにくくすることが可能になる。
【0086】
フェノール系酸化防止剤とは、フェノール性ヒドロキシル基を有する酸化防止剤をいい、なかでも、ヒンダードフェノール系酸化防止剤が好ましく用いられる。ヒンダードフェノール系酸化防止剤とは、フェノール性ヒドロキシル基が結合した芳香環の炭素原子に隣接する1個又は2個の炭素原子が、炭素数4以上の置換基により置換されている酸化防止剤をいう。炭素数4以上の置換基は、芳香環の炭素原子と炭素−炭素結合により結合していてもよく、炭素以外の原子を介して結合していてもよい。
【0087】
フェノール系酸化防止剤としては、p−シクロヘキシルフェノール、3−tert−ブチル−4−メトキシフェノール、4,4’−イソプロピリデンジフェノール、1,1−ビス(4−ヒドロキシフェニル)シクロヘキサン等の非ヒンダードフェノール系酸化防止剤、2−tert−ブチル−4−メトキシフェノール、2,6−ジ−tert−ブチル−p−クレゾール、2,4,6−トリ−tert−ブチルフェノール、4−ヒドロキシメチル−2,6−ジ−tert−ブチルフェノール、スチレン化フェノール、2,5−ジ−tert−ブチルハイドロキノン、オクタデシル−3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオネート、トリエチレングリコールビス[3−(3−tert−ブチル−5−メチル−4−ヒドロキシフェニル)プロピオネート]、1,6−ヘキサンジオールビス[3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオネート]、ペンタエリスリトールテトラキス[3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオネート]、2,2’−メチレンビス(4−メチル−6−tert−ブチルフェノール)、2,2’−メチレンビス(6−tert−ブチル−4−エチルフェノール)、2,2’−メチレンビス[4−メチル−6−(1,3,5−トリメチルヘキシル)フェノール]、4,4’−メチレンビス(2,6−ジ−tert−ブチルフェノール)、4,4’−ブチリデンビス(3−メチル−6−tert−ブチルフェノール)、2,6−ビス(2−ヒドロキシ−3−tert−ブチル−5−メチルベンジル)−4−メチルフェノール、1,1,3−トリス[2−メチル−4−ヒドロキシ−5−tert−ブチルフェニル]ブタン、1,3,5−トリメチル−2,4,6−トリス[3,5−ジ−tert−ブチル−4−ヒドロキシベンジル]ベンゼン、トリス(3,5−ジ−tert−ブチル−4−ヒドロキシベンジル)イソシアヌレート、トリス[3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオニルオキシエチル]イソシアヌレート、4,4’−チオビス(3−メチル−6−tert−ブチルフェノール)、2,2’−チオビス(4−メチル−6−tert−ブチルフェノール)、4,4’−チオビス(2−メチル−6−tert−ブチルフェノール)、チオビス(β−ナフトール)、N,N’−ヘキサメチレンビス(3,5−ジ−tert−ブチル−4−ヒドロキシ−ヒドロシンナマミド等のヒンダードフェノール系酸化防止剤などが挙げられる。特に、ヒンダードフェノール系酸化防止剤は、それ自体安定ラジカルとなり易いためにラジカルトラップ剤として好適に使用することができる。ヒンダードフェノール系酸化防止剤の分子量は、通常200以上、好ましくは500以上であり、その上限は通常3000である。
【0088】
本発明におけるイオウ系酸化防止剤とは、イオウ原子を有する酸化防止剤をいい、例えば、ジドデシルチオジプロピオネート、ジテトラデシルチオジプロピオネート、ジオクタデシルチオジプロピオネート、ペンタエリスリトールテトラキス(3−ドデシルチオプロピオネート)、チオビス(N−フェニル−β−ナフチルアミン)、2−メルカプトベンゾチアゾール、2−メルカプトベンゾイミダゾール、テトラメチルチウラムモノサルファイド、テトラメチルチウラムジサルファイド、ニッケルジブチルジチオカルバメート、ニッケルイソプロピルキサンテート、トリラウリルトリチオホスファイト等が挙げられる。特に、チオエーテル構造を有するチオエーテル系酸化防止剤は、酸化された物質から酸素を受け取って還元するため、好適に使用することができる。
イオウ系酸化防止剤の分子量は、通常200以上、好ましくは500以上であり、その上限は通常3000である。
【0089】
本発明におけるリン系酸化防止剤とは、リン原子を有する酸化防止剤をいい、亜リン酸ナトリウム、次亜リン酸ナトリウムなどの無機リン酸塩化合物又はP(OR)3構造を有する有機酸化防止剤であることが好ましい。ここで、Rは、アルキル基、アルキレン基、アリール基、アリーレン基などであり、3個のRは同一でも異なっていてもよく、任意の2個のRが互いに結合して環構造を形成していてもよい。リン系酸化防止剤としては、例えば、トリフェニルホスファイト、ジフェニルデシルホスファイト、フェニルジイソデシルホスファイト、トリ(ノニルフェニル)ホスファイト、ビス(2,4−ジ−tert−ブチルフェニル)ペンタエリスリトールジホスファイト、ビス(2,6−ジ−tert−ブチル−4−メチルフェニル)ペンタエリスリトールジホスファイト等が挙げられる。
フェノール系酸化防止剤、イオウ系酸化防止剤及びリン系酸化防止剤の配合量は、少なくとも1種のポリエステル樹脂又はポリアミド樹脂を含む熱可塑性樹脂(A)100重量部に対し、好ましくは0.001〜1.5重量部であり、より好ましくは0.03〜1重量部である。配合量を0.001重量部以上とすることにより、酸化防止効果がより良好に発揮され、1.5重量部以下とすることにより、酸化熱安定性が低化するのを抑止しやすい傾向にするとともに、溶融混練時の樹脂の分解をより起こりにくくすることが可能になる。
【0090】
また、本発明の熱可塑性樹脂組成物には、さらに熱安定剤として銅化合物を添加することができる。熱可塑性樹脂としてポリアミド樹脂を含む場合は、特に、銅化合物を添加すると、樹脂組成物の耐熱性がより向上すると共に、樹脂の劣化物による透過率の低下を抑制する傾向にある。銅化合物の具体的な例としては、塩化第一銅、塩化第二銅、臭化第一銅、臭化第二銅、ヨウ化第一銅、ヨウ化第二銅等のハロゲン化銅化金物や、硫酸第二銅、硝酸第二銅、リン酸銅、酢酸第一銅、酢酸第二銅、サリチル酸第二銅、ステアリン酸第二銅、安息香酸第二銅等の有機酸の銅化合物及び前記ハロゲン化銅化合物とキシリレンジアミン、2−メルカプトベンズイミダゾール、ベンズイミダゾールなどとの錯化合物などが挙げられる。中でも1価の銅化合物が好ましく、酢酸第一銅、ヨウ化第一銅がより好ましい。
【0091】
銅化合物の配合量は、特に制限はないが、通常、少なくとも1種のポリエステル樹脂又はポリアミド樹脂を含む熱可塑性樹脂(A)100重量部に対して0.01〜2重量部であり、好ましくは0.015〜1重量部である。配合量を0.01重量部以上とすることにより、熱安定性がより発揮されやすい傾向にあり、2重量部以下とすることにより、樹脂が着色し、機械物性が低下するのをより効果的に抑止できる傾向にあり好ましい。銅化合物は2種以上を併用してもよい。
【0092】
本発明ではハロゲン化アルカリ化合物を添加してもよい。特に、銅化合物と併用して、採用するのが好ましい。このハロゲン化アルカリ化合物の例としては、例えば、塩化リチウム、臭化リチウム、ヨウ化リチウム、塩化カリウム、臭化カリウム、ヨウ化カリウム、臭化ナトリウム及びヨウ化ナトリウムを挙げることができ、2種以上併用してもよい。これらの中でも、ヨウ化カリウム、ヨウ化ナトリウムが特に好ましい。銅化合物とハロゲン化アルカリ化合物を併用する場合の配合量は、少なくとも1種のポリエステル樹脂又はポリアミド樹脂を含む熱可塑性樹脂(A)100重量部に対し、銅化合物が好ましくは0.005〜1重量部、より好ましくは0.01〜0.5重量部、ハロゲン化アルカリ化合物が好ましくは0.01〜2重量部、より好ましくは0.05〜1重量部である。また、両者の合計配合量は、少なくとも1種のポリエステル樹脂又はポリアミド樹脂を含む熱可塑性樹脂(A)100重量部に対し0.015〜3重量部が好ましく、0.06〜1.5重量部がより好ましい。
【0093】
本発明における耐衝撃改良剤としては、オレフィン系、スチレン系、ポリエステル系、ポリアミド系及びウレタン系等の熱可塑性エラストマーならびにコアシェルポリマーが挙げられる。
【0094】
オレフィン系エラストマーとして好ましいものは、エチレン及び/又はプロピレンを主成分とする共重合体であり、具体的にはエチレン−プロピレン共重合体、エチレン−ブテン共重合体、エチレン−オクテン共重合体、エチレン−プロピレン−ブテン共重合体、エチレン−プロピレン−ジエン共重合体、エチレン−エチルアクリレート共重合体、エチレン−酢酸ビニル共重合体、エチレン−グリシジルメタクリレート共重合体などが挙げられる。これらの中でも、酸変性する場合の変性が容易で、耐衝撃性向上効果が大きい点から、エチレン−プロピレン共重合体、エチレン−ブテン共重合体がより好ましい。
【0095】
スチレン系エラストマーとしては、スチレン等のビニル芳香族化合物を主体とする重合体ブロックと未水素化及び/又は水素化した共役ジエン化合物を主体とする重合体ブロックとからなるブロック共重合体が挙げられる。かかるブロック共重合体を構成するビニル芳香族化合物としては、例えば、スチレン、α−メチルスチレン、ビニルトルエン、p−第三級ブチルスチレン、ジビニルベンゼン、p−メチルスチレン、1,1−ジフェニルスチレン等のうちから1種又は2種以上が選択でき、中でもスチレンが好ましい。また、共役ジエン化合物としては、例えば、ブタジエン、イソプレン、1,3−ペンタジエン、2,3−ジメチル−1,3−ブタジエン、ピレリレン、3−ブチル−1,3−オクタジエン、フェニル−1,3−ブタジエン等のうちから1種又は2種以上が選択でき、中でもブタジエン、イソプレン及びこれらの組み合わせが好ましい。ビニル芳香族化合物と共役ジエン化合物の共重合比は5/95〜70/30が好ましく、特に10/90〜60/40の重合比がより好ましい。このようなブロック共重合体としては、スチレン−エチレン−ブチレン−スチレン共重合体(SEBS)や、スチレン−エチレン−プロピレン−スチレン共重合体(SEPS)等の種々のa−b−a型トリブロック構造のものが市販されており、容易に入手可能である。
【0096】
ポリエステル系エラストマーとしては、ポリエチレンテレフタレート及びポリブチレンテレフタレート等の芳香族ポリエステルをハードセグメントとし、ポリエチレングリコール、ポリプレピレングリコール及びポリテトラメチレングリコール等のポリエーテル、又はポリエチレンアジペート、ポリブチレンアジペート及びポリカプロラクトン等の脂肪族ポリエステルをソフトセグメントとするブロック共重合体が挙げられる。本発明で用いるポリエステル系エラストマーは、これに限定されるものではないが、上記に例示したポリエステル系エラストマーが、相溶性の観点から好ましい。
【0097】
ポリアミド系エラストマーとしては、ポリアミド6、ポリアミド66、ポリアミド11、ポリアミド12などをハードセグメントとし、ポリエーテル又は脂肪族ポリエステルをソフトセグメントとするブロック共重合体が挙げられるが、これに限定されるものではない。ポリエーテル、脂肪族ポリエステルとしては、上記ポリエステル系エストラマーで使用されるものと同様の化合物を使用することができる。
【0098】
ウレタン系エラストマーとしては、4,4’−ジフェニルメタンジイソシアネート、4,4’−ジシクロヘキシルメタンジイソシアネート、トリレンジイソシアネート、ヘキサメチレンジイソシアネート等のジイソシアネートと、エチレングリコール、テトラメチレングリコール等のグリコールとを反応させることによって得られるポリウレタンをハードセグメントとし、ポリエーテル又は脂肪族ポリエステルをソフトセグメントとするブロック共重合体が挙げられるが、これに限定されるものではない。ポリエーテル、脂肪族ポリエステルとしては、上記ポリエステル系エストラマーで使用されるものと同様の化合物を使用することができる。
【0099】
コアシェルポリマーとは、ゴム層をガラス状の樹脂が包含したコアシェル型グラフト共重合体である。コアのゴム層の粒径は、重量平均粒径1.0μm以下が好ましく、0.2〜0.6μmがより好ましい。ゴム層の重量平均粒径を1.0μm以下とすることにより、耐衝撃性の改善効果がより発揮されやすい傾向にある。ゴム層の種類としては、例えば、珪素系、ジエン系、アクリル系エラストマー等が挙げられ、これらを2種以上共重合したものであってもよい。
【0100】
耐衝撃性改良剤は、機械的強度、熱安定性、流動性の観点から、重合体中の好ましくは0.05〜5重量%、より好ましくは0.2〜4重量%程度が、酸変性又はエポキシ変性されたものが好ましい。
耐衝撃性改良剤の配合量は、少なくとも1種のポリエステル樹脂又はポリアミド樹脂を含む熱可塑性樹脂(A)100重量部に対して、好ましくは0.5〜40重量部であり、より好ましくは2〜35重量部、さらに好ましくは5〜30重量部である。配合量を0.5重量部以上とすることにより、耐衝撃性をより優れたものとすることができ、40重量部以下とすることにより、耐熱性、耐紫外線老化性、透過率の低下を抑制することができる。
【0101】
難燃剤としては、特に制限されず、例えば、有機ハロゲン化合物、アンチモン化合物、リン化合物、窒素化合物等の有機難燃剤及び無機難燃剤が挙げられる。有機ハロゲン化合物としては、例えば、臭素化ポリカーボネート、臭素化エポキシ樹脂、臭素化フェノキシ樹脂、臭素化ポリフェニレンエーテル樹脂、臭素化ポリスチレン樹脂、臭素化ビスフェノールA、ペンタブロモベンジルポリアクリレート等が挙げられる。アンチモン化合物としては、例えば、三酸化アンチモン、五酸化アンチモン、アンチモン酸ナトリウム等が挙げられる。リン化合物としては、例えば、リン酸エステル、ポリリン酸、ポリリン酸アンモニウム、赤リンや、リン原子と窒素原子の結合を主鎖に有するフェノキシホスファゼン、アミノホスファゼン等のホスファゼン化合物等が挙げられる。窒素系化合物としては、例えば、メラミン、シアヌル酸、シアヌル酸メラミン等が挙げられる。無機難燃剤としては、例えば、水酸化アルミニウム、水酸化マグネシウム、ケイ素化合物、ホウ素化合物等が挙げられる。
【0102】
難燃剤の配合量は、少なくとも1種のポリエステル樹脂又はポリアミド樹脂を含む熱可塑性樹脂(A)100重量部に対し、好ましくは0.1〜80重量部、より好ましくは1〜60重量部、さらに好ましくは1〜50重量部である。配合量を0.1重量部以上とすることにより、難燃性をより効果的に発現することができ、80重量部以下にすることにより、物性、特に機械的強度をより高く保つことができる。
【0103】
本発明の熱可塑性樹脂組成物には、本発明の効果を損なわない範囲で、エポキシ樹脂、フェノール樹脂、メラミン樹脂、シリコーン樹脂などの熱硬化性樹脂を配合することができる。これらの熱硬化性樹脂は、少なくとも1種のポリエステル樹脂又はポリアミド樹脂を含む熱可塑性樹脂(A)の一部として配合してもよく、2種以上を組み合わせて使用することもできる。これらの樹脂の配合量は、樹脂成分中の50重量%以下であることが好ましく、45重量%以下であることがさらに好ましい。
【0104】
本発明のレーザー溶着用熱可塑性樹脂組成物は、該樹脂組成物からなる厚み2mmの成形品の、波長960nmにおける光線透過率が、10%以上であることが好ましく、15%以上であることがより好ましい。
【0105】
本発明の熱可塑性樹脂組成物の製造方法は、特に制限されないが、ベント口から脱揮できる設備を有する1軸又は2軸の押出機を混練機として使用する方法が好ましい。上記の少なくとも1種のポリエステル樹脂又はポリアミド樹脂を含む熱可塑性樹脂(A)、ガラス繊維(B)及び必要に応じて配合される他の添加剤は、混練機に一括して供給してもよいし、熱可塑性樹脂(A)成分に他の配合成分を順次供給してもよい。ガラス繊維(B)は、混練時にガラス繊維が破砕するのを抑制するため、押出機の途中から供給することが好ましい。また、各成分から選ばれた2種以上の成分を予め混合、混練しておいてもよい。例えば、着色剤(C)を配合する場合は、熱可塑性樹脂(A)の一部に所定の配合比率より多い着色剤(C)を練り込んだマスターペレットを予め調整し、これを残りの配合成分と溶融混合押出して所定の配合比率とすることによっても、本発明における熱可塑性樹脂組成物を得ることができる。
【0106】
本発明の熱可塑性樹脂組成物を用いた成形品の製造方法は、特に制限されず、熱可塑性樹脂について一般に使用されている成形法、すなわち、射出成形、中空成形、押出成形、プレス成形などの成形法を適用することができる。この場合、特に好ましい成形方法は、流動性の良さから、射出成形である。射出成形に当たっては、樹脂温度を240〜280℃にコントロールするのが好ましい。
【0107】
本発明の熱可塑性樹脂組成物は、レーザー溶着用の樹脂材料に好適である。特に、少なくとも一方に本発明の熱可塑性樹脂組成物を用いた部材同士を強固に接着させることができ、2以上の樹脂部材を有する成形品の製造に好ましく用いることができる。部材の形状は特に制限されないが、部材同士をレーザー溶着により接合して用いるため、通常、少なくとも面接触箇所(平面、曲面)を有する形状である。レーザー溶着では、レーザー透過性のある部材を透過したレーザー光が、レーザー吸収性のある部材に吸収されて、溶融し、両部材が溶着される。本発明の熱可塑性樹脂組成物は、強化充填材を含有しているにも関わらずレーザー光に対する透過性が高いので、レーザー光が透過する部材として好ましく用いることができる。ここで、該レーザーが透過する部材の厚み(レーザー光が透過する部分におけるレーザー透過方向の厚み)は、用途、組成物の組成その他を勘案して、適宜定めることができるが、例えば5mm以下であり、好ましくは4mm以下である。
【0108】
本発明のレーザー溶着に用いるレーザー光源としては、例えば、Arレーザ(510nm)、He−Neレーザー(630nm)、CO2レーザー(10600nm)などの気体レーザー、色素レーザー(400〜700nm)などの液体レーザー、YAGレーザー(1064nm)などの固体レーザーや、半導体レーザー(655〜980nm)等が利用できる。ビーム品質、コストの点で、半導体レーザーが好ましく用いられる。また、溶着相手材の種類によって、適宜レーザー種を選択することもできる。
【0109】
より具体的には、例えば、本発明の熱可塑性樹脂組成物(I)からなる部材とレーザー吸収性を有する樹脂組成物(II)からなる部材を溶着する場合、まず、両者の溶着する箇所同士を相互に接触させる。この時、両者の溶着箇所は面接触が望ましく、平面同士、曲面同士、又は平面と曲面の組み合わせであってもよい。次いで、本発明の熱可塑性樹脂組成物(I)からなる部材側からレーザー光を照射(好ましくは接着面に垂直に照射)する。この時、必要によりレンズ系を利用して両者の界面にレーザー光を集光させてもよい。その集光ビームは本発明の熱可塑性樹脂組成物(I)からなる部材中を透過し、樹脂組成物(II)からなる部材の表面近傍で吸収されて発熱し溶融する。次にその熱は熱伝導によって本発明の熱可塑性樹脂組成物(I)からなる部材側にも伝わって溶融し、両者の界面に溶融プールを形成し、冷却後、両者が接合する。
このようにして部材同士を溶着された成形品は、高い接合強度を有する。尚、本発明における成形品とは、少なくとも2以上の部材が溶着されたものをいい、完成品や部品の他、これらの一部分を成す部材も含む趣旨である。
【0110】
尚、樹脂組成物(II)からなる部材は、少なくとも樹脂を含み、且つ、本発明の樹脂組成物(I)からなる部材と溶着可能なものであれば特に制限されない。樹脂組成物(II)に含まれる樹脂としては、樹脂組成物(I)と同種の樹脂はもちろんのこと、異種の樹脂であってもよいが、樹脂組成物(I)との相溶性が良好な点から、特に、樹脂組成物(I)と同種の樹脂であることが好ましい。また、樹脂組成物(II)は2種以上の樹脂から構成されていてもよい。
【0111】
また、樹脂組成物(II)は、照射するレーザー光波長の範囲内に吸収波長を持つものが好ましい。さらに、樹脂組成物(II)に、光吸収剤、例えば、着色顔料等を添加含有させることにより、その吸収特性を発現させてもよい。前記着色顔料としては、例えば、無機顔料(カーボンブラック(例えば、アセチレンブラック、ランプブラック、サーマルブラック、ファーネスブラック、チャンネルブラック、ケッチェンブラックなど)などの黒色顔料、酸化鉄赤などの赤色顔料、モリブデートオレンジなどの橙色顔料、酸化チタンなどの白色顔料)、有機顔料(黄色顔料、橙色顔料、赤色顔料、青色顔料、緑色顔料など)などが挙げられる。なかでも、無機顔料は一般に隠ぺい力が強く、レーザー吸収側の樹脂組成物(II)により好ましく用いることができる。これらの光吸収剤は2種以上組み合わせて使用してもよい。光吸収剤の配合量は、樹脂成分100重量部に対し0.01〜1重量部であることが好ましい。
【0112】
本発明で得られた一体成形品は、機械的強度が良好で、高い溶着強度を有し、レーザー光照射による樹脂の損傷も少ないため、種々の用途、例えば、各種保存容器、電気・電子機器部品、オフィスオートメート(OA)機器部品、家電機器部品、機械機構部品、車両機構部品などに適用できる。特に、食品用容器、薬品用容器、油脂製品容器、車両用中空部品(各種タンク、インテークマニホールド部品など)、車両用電装部品(各種コントロールユニット、イグニッションコイル部品など)モーター部品、各種センサー部品、コネクター部品、スイッチ部品、ブレーカー部品、リレー部品、コイル部品、トランス部品、ランプ部品などに好適に用いることができる。
【実施例】
【0113】
以下、実施例により本発明を更に詳細に説明するが、本発明は、その要旨を超えない限り、以下の実施例に何ら限定されるものではない。
【0114】
[各種測定法]
(1)光線透過率
表1に記載の各樹脂組成物を、120℃で5時間乾燥した後、射出成形機(住友重機械工業社製「型式:SE−50D」)を用いて、表1に記載のシリンダー温度及び金型温度条件で、光線透過率測定用の試験片(長さ128mm、幅13mm、厚さ1.5又は2mm)を作製した。光線透過率は、可視・紫外分光光度計(島津製作所社製「UV−3100PC」)を用いて測定し、近赤外領域960nmの透過光強度と入射光強度の比を百分率(%)で表した。
【0115】
(2)レーザー溶着性
図1に示すように試験片を重ね合わせ、レーザー照射を行った。図1中、(a)は試験片を側面から見た図を、(b)は試験片を上方から見た図をそれぞれ示している。1は上記(1)の光線透過率測定用の試験片と同条件で作製した試験片(長さ128mm、幅13mm、厚さ2mm)を、2は接合する相手材である熱可塑性樹脂組成物(II)からなる試験片(試験片1と同様に作製)を、3はレーザー照射箇所を、それぞれ示している。
試験片1をレーザー透過側、樹脂組成物(II)からなる試験片2をレーザー吸収側として重ね合わせ、透過側からレーザーを照射した。レーザー溶着装置は、一括照射タイプの日本エマソン社製「IRAM−300」を用い、レーザー光波長は960nm、溶着スポットは3mm×13mm、圧力は4.8MPaでレーザーを照射した。レーザー照射時間は、樹脂成分がポリエステル樹脂の場合は17sec、ポリアミド樹脂の場合は10secとした。
溶着された試験片を用い、レーザー溶着強度測定を行った。溶着強度の測定は、引張試験機(インストロン社製「5544型」)を使用し、溶着して一体化された試験片1と2を、その長軸方向の両端をクランプで挟み、引張速度5mm/minで引張って評価した。レーザー溶着強度は、溶着部の引張せん断破壊強度で示した。
【0116】
(3)引張強度及びシャルピー衝撃強度
表1に記載の各樹脂組成物を、120℃で5時間乾燥した後、射出成形機(住友重機械工業社製「型式:SG−75MIII」)を用いて、表1に記載のシリンダー温度及び金型温度条件で、引張試験及びシャルピー衝撃試験用のISO試験片を作製した。該ISO試験片について、ISO527規格に準拠し引張強度を、ISO179規格に準拠してノッチ付きシャルピー衝撃強度を測定した。
【0117】
(4)ポリブチレンテレフタレート樹脂特性の評価法
固有粘度(IV):
ウベローデ型粘度計を使用し次の要領で求めた。すなわち、フェノール/テトラクロロエタン(重量比1/1)の混合溶媒を使用し、30℃において、濃度1.0g/dlのポリマー溶液及び溶媒のみの落下秒数を測定し、下記の式(3)より求めた。
【0118】
IV=((1+4KHηsp)0.5−1)/(2KHC) (3)
但し、式(3)中、ηsp=(η/η0)−1であり、ηはポリマー溶液落下秒数、η0は溶媒の落下秒数、Cはポリマー溶液濃度(g/dl)、KHはハギンズの定数であり、0.33とした。
【0119】
PBT樹脂中のチタン及び2族金属濃度:
電子工業用高純度硫酸及び硝酸でPBT樹脂を湿式分解し、高分解能ICP−MS(Inductively Coupled Plasma−Mass Spectrometer)(サーモクエスト社製)を使用して測定した。
【0120】
末端カルボキシル基濃度:
ベンジルアルコール25mlにPBT樹脂又はオリゴマー0.5gを溶解し、水酸化ナトリウムの0.01モル/lベンジルアルコール溶液を使用して滴定した。
【0121】
[樹脂組成物の原材料]
(A1)ポリブチレンテレフタレート樹脂:
下記の製造例に従って製造した。
図2に示すエステル化工程と、図3に示す重縮合工程を用い、以下の方法によりPBT樹脂を製造した。
先ず、テレフタル酸1.00モルに対して、1,4−ブタンジオール1.80モルの割合で混合した60℃のスラリーを、スラリー調製槽から原料供給ライン1を通じ、予め、エステル化率99%のPBTオリゴマーを充填したスクリュー型攪拌機を有するエステル化のための反応槽Aに、40kg/hとなる様に連続的に供給した。同時に、再循環ライン2から185℃の精留塔Cの塔底成分(98重量%以上が1,4−ブタンジオール)を20kg/hで供給し、チタン触媒供給ライン3から触媒として65℃のテトラブチルチタネートの6.0重量%1,4−ブタンジオール溶液を99g/hで供給した(理論ポリマー収量に対し30ppm)。この触媒溶液中の水分は0.2重量%であった。2族金属触媒供給ライン15から触媒として65℃の酢酸マグネシウム・4水塩の6.0重量%1,4−ブタンジオール溶液を62g/hで供給した(理論ポリマー収量に対し15ppm)。この触媒溶液中の水分は10.0重量%であった。
【0122】
反応槽Aの内温は230℃、圧力は78kPaとし、生成する水とテトラヒドロフラン及び余剰の1,4−ブタンジオールを留出ライン5から留出させ、精留塔Cで高沸成分と低沸成分とに分離した。系が安定した後の塔底の高沸成分は、98重量%以上が1,4−ブタンジオールであり、精留塔Cの液面が一定になる様に、抜出ライン8を通じてその一部を外部に抜き出した。一方、低沸成分は塔頂よりガスの形態で抜き出し、コンデンサGで凝縮させ、タンクFの液面が一定になる様に、抜出ライン13より外部に抜き出した。
【0123】
反応槽Aで生成したオリゴマーの一定量は、抜出ポンプBを使用し、抜出ライン4から抜き出し、反応槽A内液の平均滞留時間が150分になる様に液面を制御した。抜出ライン4から抜き出したオリゴマーは、図3に示す第1重縮合反応槽aに連続的に供給した。系が安定した後、反応槽Aの出口で採取したオリゴマーのエステル化率は96.5%であった。
【0124】
第1重縮合反応槽aの内温は240℃、圧力2.1kPaとし、滞留時間が120分になる様に液面制御を行った。減圧機(図示せず)に接続されたベントラインL2から、水、テトラヒドロフラン、1,4−ブタンジオールを抜き出しながら、初期重縮合反応を行った。抜き出した反応液は第2重縮合反応槽dに連続的に供給した。
【0125】
第2重縮合反応槽dの内温は240℃、圧力130Paとし、滞留時間が85分になる様に液面制御を行い、減圧機(図示せず)に接続されたベントラインL4から、水、テトラヒドロフラン、1,4−ブタンジオールを抜き出しながら、さらに重縮合反応を進めた。得られたポリマーは、抜出用ギヤポンプeにより抜出ラインL3を経由し、ダイスヘッドgからストランド状に連続的に抜き出し、回転式カッターhでカッティングしてPBT樹脂のペレットを得た。得られたPBT樹脂のペレットを、ダブルコニカル型ブレンダー(内容量100l)にて、205℃、0.133kPa以下の減圧下、固相重合を行い、刑事的にIVをモニターしながら、所望のIVに達した時点でペレットを取り出した。得られたPBT樹脂は、固有粘度[η]=0.85dl/g、チタン含有量30ppm、マグネシウム含有量15ppm、末端カルボキシル基濃度15μeq/gであった。
【0126】
(A2)ポリアミド6:三菱エンジニアリングプラスチックス(株)製、商品名「ノバミッド(登録商標)1013J」。粘度数138ml/g(ISO307規格に準拠して、温度25℃、96重量%硫酸中、ポリアミド樹脂濃度0.5重量%で測定した。)
(A3)ポリアミドMXD6:三菱瓦斯化学(株)製、商品名「ポリアミドMXD6#6000」、メタキシリレンジアミンとアジピン酸から製造されたポリアミド樹脂。見かけの溶融粘度1600ポイズ(キャピラリーレオメーター(東洋精機社製「キャピログラフ1C」)を使用し、キャピラリーのL/D=30mm/1mm、温度280℃、せん断速度100sec-1にて測定した。)
【0127】
(B1)扁平断面ガラス繊維:日東紡社製 商品名「CSG3PA830」、長円形断面、長径(D2)=28μm、短径(D1)=7μm、扁平率4。繊維径18μm相当の断面積を有する。カット長3mm、Eガラス、屈折率(nd)1.55
(B2)扁平断面ガラス繊維:日東紡社製、商品名「CSH3PA860」、繭形断面、長径(D2)=20μm、短径(D1)=10μm、扁平率2。繊維径18μm相当の断面積を有する。カット長3mm、Eガラス、屈折率(nd)1.55
(B3)円形断面ガラス繊維:日本電気硝子社製、商品名「ECT03T−187」。繊維径13μm、カット長3mm、Eガラス、屈折率(nd)1.55
(B4)円形断面ガラス繊維:日本電気硝子社製、「商品名:ECS03T−289」、繊維径13μm、カット長3mm、Eガラス、屈折率(nd)1.55
【0128】
(C)着色剤マスターバッチ:オリヱント化学工業社製、商品名「eBIND LTW−8950C」。メチン系油溶性染料とポリブチレンテレフタレート樹脂の混合物マスターバッチ。
【0129】
酸化防止剤:ペンタエリスリトールテトラキス[3−(3,5−ジ−tert−ブチル
−4−ヒドロキシフェニル)プロピオネート]、チバ・スペシャルティ・ケミカルズ社製
「商品名:Irganox1010」、分子量1178。
【0130】
[熱可塑性樹脂組成物(II)の製造法]
後述するそれぞれの実施例及び比較例の樹脂組成物に、カーボンブラック(三菱化学(株)製、品番:MA600B)を、樹脂成分100重量部に対し0.6重量部の割合で配合したものを用いた。
【0131】
[実施例1〜6及び比較例1〜4]
(A1)〜(A3)の熱可塑性樹脂と、必要に応じて着色剤、酸化防止剤を表1に示した比率となるよう配合し、タンブラーで20分混合した。シリンダー温度を250℃に設定した2軸押出機(日本製鋼所社製「TEX30C」、バレル9ブロック構成)を用い、得られた原料混合物をホッパーより供給し、(B1)〜(B4)のガラス繊維は、ホッパーから数えて5番目のブロックからサイドフィード方式で供給し、溶融混練した。得られた樹脂組成物ペレットを用いて上述した評価を行った。評価結果を表1に示した。
【0132】
【表1】
【0133】
表1に示したように、本発明の扁平ガラス繊維を使用することにより、レーザー透過率が向上し、レーザー溶着特性に優れ、機械強度も良好な樹脂組成物が得られることが明らかになった(実施例1〜6)。また、本発明の熱可塑性樹脂組成物を使用することにより、他の部材と容易に強固なレーザー溶着が可能となる。
【産業上の利用可能性】
【0134】
本発明の熱可塑性樹脂組成物を用いることにより、溶着可能な製品厚みの範囲が広がり、製品設計の自由度を大きくすることができ、さらに、レーザー照射強度や走査速度等のレーザー溶着条件の幅をも広げることができ、部材同士がより強固に接着した成形品を提供することが可能になった。このような成形品は工業的に広く利用され、特に、車両用電装部品、センサー部品、コネクター部品等の製品及び車両用中空部品等に好適に用いることが可能であり、その利用価値は極めて高いものである。
【符号の説明】
【0135】
(図1)
1 試験片1
2 試験片2
3 レーザー照射箇所
【0136】
(図2)及び(図3)
1 原料供給ライン
2 再循環ライン
3 チタン触媒供給ライン
4 抜出ライン
5 留出ライン
6 抜出ライン
7 循環ライン
8 抜出ライン
9 ガス抜出ライン
10 凝縮液ライン
11 抜出ライン
12 循環ライン
13 抜出ライン
14 ベントライン
15 1族金属触媒及び/又は2族金属触媒供給ライン
A 反応槽
B 抜出ポンプ
C 精留塔
D ポンプ
E ポンプ
F タンク
G コンデンサ
L1 抜出ライン
L2 ベントライン
L3 抜出ライン
L4 ベントライン
a 第1重縮合反応槽
c 抜出用ギヤポンプ
d 第2重縮合反応槽
e 抜出用ギヤポンプ
g ダイスヘッド
h 回転式カッター
【技術分野】
【0001】
本発明は、レーザー溶着用熱可塑性樹脂組成物に関する。特に、他の樹脂部材とレーザー溶着により強固に接着可能である、レーザー溶着用熱可塑性樹脂組成物に関する。
【0002】
自動車、電子・電気機器分野の構造部品は、近年、金属製に代わって軽量化可能な熱可塑性樹脂製品が使われるようになってきた。これら構造部品に使用される熱可塑性樹脂としては、例えば、ポリエステル樹脂、ポリアミド樹脂、ポリカーボネート樹脂等が挙げられ、これらの中でも、ポリブチレンテレフタレート樹脂やポリエチレンテレフタレート樹脂に代表されるポリエステル樹脂やポリアミド樹脂は、機械的物性、電気特性、耐熱性、寸法安定性、その他の物理的・化学的特性に優れているため、車両部品、電気・電子機器部品、精密機器部品等に幅広く使用されている。近年、その多様な用途の中で、特に、ポリブチレンテレフタレート樹脂が車両電装部品(コントロールユニット等)、各種センサー部品、コネクター部品等の電気回路部分を密封する製品に、ポリアミド樹脂が、例えば、インテークマニホールドのような中空部を有する製品等に展開されてきている。
これらの電気回路部分を密閉する製品や中空部を有する製品では、複数の部材を溶着又は密封することが必要な場合があり、各種溶着・密封技術、例えば、接着剤溶着、振動溶着、超音波溶着、熱板溶着、射出溶着、レーザー溶着技術等が使用されている。
【0003】
しかしながら、接着剤による溶着は、硬化するまでの時間的ロスに加え、周囲の汚染などの環境負荷の問題がある。超音波溶着、熱板溶着などは、振動、熱による製品へのダメージや、摩耗粉やバリの発生により後処理が必要になるなどの問題が指摘されている。また、射出溶着は、特殊な金型や成形機が必要である場合が多く、さらに、材料の流動性が良くないと使用できない等の問題がある。
【0004】
一方、レーザー溶着は、レーザー光に対して透過性(非吸収性、弱吸収性とも言う)の樹脂部材と、レーザー光に対して吸収性の樹脂部材とを当接させて溶着させる溶着方法である。これは、透過性の樹脂部材側からレーザー光を接合面に照射して、接合面を形成する吸収性を示す樹脂部材をレーザー光のエネルギーで溶融させ接合する方法である。レーザー溶着は、非圧接で摩耗粉やバリの発生が無く、製品へのダメージも少ないことからレーザー溶着技術による加工が、最近注目されている。
【0005】
上記の問題を解決するため、ポリブチレンテレフタレート系共重合体を用いて、融点をコントロールして溶着条件幅を広くする方法がある(特許文献1)。この方法だけでは透過率の向上は小さく、製品肉厚設計マージンの向上は期待出来ない。また、ポリブチレンテレフタレート系樹脂に非晶性樹脂やエラストマーを配合する方法が開示されている(特許文献2及び3)。この方法は、透過率が向上する場合もあるが、配合や成形条件で透過率が変動しやすいという問題点がある。
【0006】
第一樹脂部材と第二樹脂部材とを重ね合わせ、該第一樹脂部材側からレーザー光を照射して両者をレーザー溶着するための溶着用材料であって、レーザー光に対して弱吸収性である第一樹脂部材と、レーザー光に対して吸収性である第二樹脂部材からなることを特徴とするレーザー溶着用材料が記載されている。レーザー光に対して弱吸収性である第一樹脂部材の具体例としては、ポリアミド6に変性エチレン・α−オレフィン系共重合体を配合した樹脂組成物が、レーザー光に対して吸収性である第二樹脂部材の具体例としては、ポリアミド6にカーボンブラック0.3重量%を配合した樹脂組成物が記載されている(特許文献4)。
しかしながら、上記特許文献4の樹脂組成物は、機械的強度や剛性が不十分であり、これらの性能が必要とされる用途には使用できなかった。
【0007】
高い機械的強度や剛性が必要とされる用途に使用する場合は、ガラス繊維、ガラスフレーク等の充填材を添加することによってこれらの特性を改良できる。しかしながら、ガラス繊維、ガラスフレーク等の充填材を添加した場合には、レーザー光の透過率が低下するという問題点があり、レーザー透過側の部材には充填材の含有量に制約があった。
充填材を配合したレーザー溶着用樹脂組成物として、ポリアミド樹脂100重量部に対し、ポリカーボネート樹脂10〜90重量部と充填材10〜90重量部を含有する樹脂組成物が提案されている(特許文献5)。
【0008】
しかしながら、特許文献5に記載の樹脂組成物でも、レーザー透過性が不十分でレーザー溶着性が低い。また、実施例においては、ポリアミド樹脂及びポリカーボネート樹脂の樹脂成分に対する充填材の配合量が低く(樹脂成分100重量部に換算すると、充填材の配合量は11重量部である)、機械的強度や剛性向上のために充填材配合量を増加させると、レーザー透過性や成形品外観が低下する等の問題が残る。
【0009】
一方、特許文献6では、強化繊維の代表であるガラス繊維の断面形状を扁平なものとすることにより、円形断面のガラス繊維に比べ比表面積が増大しマトリックス樹脂組成物との接着効果が増大し、また、成形体中の繊維長を長くすること(平均繊維長は、円形断面形状の場合0.47mmに対し、まゆ型断面形状では0.57mm)によって、機械的強度が改善することが示されている。しかし、強化繊維の断面形状とレーザー溶着性との関係についての記述はない。
【0010】
また、熱可塑性樹脂に強化繊維を配合したときに発生する収縮率の異方性を低減するため、扁平な断面、具体的には、ガラス繊維断面の短径D1に対する長径D2の比D2/D1が1.2以上であるガラス繊維の粉末を補強材として配合した熱可塑性樹脂組成物が提案されている(特許文献7)。しかしながら、強化材の断面形状とレーザー溶着性との関連を予想させる記述は見当たらない。
【0011】
特定のポリアリーレンサルファイド樹脂に無機充填剤を配合したレーザー溶着用樹脂組成物が提案されている(特許文献8)。該引用文献の請求項4には、そり変形低減目的で、無機充填剤として、長さ方向に直角の断面の長径(断面の最長の直線距離)と短径(長径と直角方向の最長の直線距離)の比が1.3〜10の間にある扁平な断面形状を有する、Eガラスを主成分とするガラス繊維を配合することが示されている。しかし、特許文献7の樹脂組成物を使用した場合でも、レーザー溶着強度が十分ではない。
【先行技術文献】
【特許文献】
【0012】
【特許文献1】特許第3510817号公報
【特許文献2】特開2003−292752号公報
【特許文献3】特開2004−315805号公報
【特許文献4】特開2004−148800号公報
【特許文献5】特開2006−273992号公報
【特許文献6】特開昭62−268612号公報
【特許文献7】特開平7−18186号公報
【特許文献8】特開2005−336229号公報
【発明の概要】
【発明が解決しようとする課題】
【0013】
本発明は、上記実情に鑑みなされたものであり、その目的は、機械的強度が良好でレーザー溶着特性に優れたレーザー溶着用熱可塑性樹脂組成物を提供することにある。さらに、レーザー光を用いて溶着させる工程を含む成形品の製造方法及び該製造方法により強固に接着した成形品を提供することにある。
【課題を解決するための手段】
【0014】
本発明者らは、上記の課題を解決すべく鋭意研究を重ねた結果、繊維長さ方向に垂直な断面が扁平形状であるガラス繊維を配合することにより、樹脂成形品の機械的強度と透過率が向上し、レーザー溶着特性に優れたレーザー溶着用熱可塑性樹脂組成物が得られ、その結果、レーザー溶着により強固に接着した成形品が得られることを見出した。
【0015】
本発明は、上記の知見に基づき完成されたものであり、その要旨は以下のとおりである。
(1)少なくとも1種のポリエステル樹脂又はポリアミド樹脂を含む熱可塑性樹脂(A)100重量部に対して、繊維長さ方向に垂直な断面が下記式による扁平率1.5以上の扁平形状であるガラス繊維(B)10〜150重量部を配合してなることを特徴とする、レーザー溶着用熱可塑性樹脂組成物。
扁平率=ガラス繊維断面の長径(D2)/ガラス繊維断面の短径(D1)
(2)ガラス繊維(B)の扁平率が1.5〜10である、(1)に記載のレーザー溶着用熱可塑性樹脂組成物。
(3)ガラス繊維(B)の扁平率が2.5〜6である、(1)に記載のレーザー溶着用熱可塑性樹脂組成物。
(4)ガラス繊維(B)の断面形状が、長円形、楕円形、長方形である、(1)〜(3)のいずれかに記載のレーザー溶着用熱可塑性樹脂組成物。
(5)ポリエステル樹脂がポリブチレンテレフタレート樹脂である、(1)〜(4)のいずれかに記載のレーザー溶着用熱可塑性樹脂組成物。
(6)ポリブチレンテレフタレート樹脂が、チタン化合物を触媒として得られたものであり、かつ、含有チタン濃度がチタン原子として80ppm以下である、(5)に記載のレーザー溶着用熱可塑性樹脂組成物。
(7)ポリブチレンテレフタレート樹脂の末端カルボキシル基濃度が40eq/ton以下である、(5)又は(6)に記載のレーザー溶着用熱可塑性樹脂組成物。
(8)ポリアミド樹脂の少なくとも1種を構成する、少なくとも1種のモノマーが芳香環を含有する、(1)〜(7)のいずれかに記載のレーザー溶着用熱可塑性樹脂組成物。
(9)ポリアミド樹脂が、脂肪族ジアミンと芳香族ジカルボン酸とからなる塩及び芳香族ジアミンと脂肪族ジカルボン酸とからなる塩より選ばれる少なくとも1種を構成単位(a)として含む、(1)〜(8)のいずれかに記載のレーザー溶着用熱可塑性樹脂組成物。
(10)構成単位(a)が、ポリアミド樹脂全構成単位中の30モル%以上である、(9)に記載のレーザー溶着用熱可塑性樹脂組成物。
(11)ポリアミド樹脂が、ヘキサメチレンジアミンとテレフタル酸ならびに/又はイソフタル酸とからなる塩、及び、キシリレンジアミンとアジピン酸とからなる塩より選ばれる少なくとも1種を構成単位(a)として含む、(1)〜(10)のいずれかに記載のレーザー溶着用熱可塑性樹脂組成物。
(12)さらに、着色剤(C)を配合してなる、(1)〜(11)のいずれかに記載のレーザー溶着用熱可塑性樹脂組成物。
(13)レーザー透過側の部材に用いられる、(1)〜(12)のいずれかに記載のレーザー溶着用熱可塑性樹脂組成物。
(14)(1)〜(13)のいずれかに記載のレーザー溶着用強化熱可塑性樹脂組成物(I)からなる部材とレーザー吸収性を有する樹脂組成物(II)からなる部材を、前記樹脂組成物(I)からなる部材側からレーザー光を照射して溶着させてなる成形品。
(15)(1)〜(13)のいずれかに記載のレーザー溶着用熱可塑性樹脂組成物(I)からなる部材とレーザー吸収性を有する熱可塑性樹脂組成物(II)からなる部材を、前記樹脂組成物(I)からなる部材側からレーザー光を照射して溶着させる工程を含む成形品の製造方法。
【発明の効果】
【0016】
本発明により、機械的強度が良好で、レーザー透過性等のレーザー溶着特性に優れた熱可塑性樹脂組成物を提供することが可能となった。また、本発明のレーザー溶着用熱可塑性樹脂組成物を用いることにより、機械的強度が良好で、レーザー溶着により強固に接着した成形品を提供することが可能になった。このような成形品は、車両分野、電気電子分野、機械分野等、工業的に広く利用され、その利用価値は極めて高いものである。
【図面の簡単な説明】
【0017】
【図1】図1は、本発明の実施例におけるレーザー溶着強度測定方法を示す概略図である。
【図2】図2は、(A1)PBT樹脂製造における、エステル化(又はエステル交換)反応工程の一例の説明図である。
【図3】図3は、(A1)PBT樹脂製造における、重縮合工程の一例の説明図である。
【発明を実施するための形態】
【0018】
以下において、本発明の内容について詳細に説明する。尚、本願明細書において「〜」とは、その前後に記載される数値を下限値及び上限値として含む意味で使用される。
【0019】
<熱可塑性樹脂(A)>
本発明における熱可塑性樹脂(A)は、少なくとも1種のポリエステル樹脂又はポリアミド樹脂を含む熱可塑性樹脂である。ポリエステル樹脂又はポリアミド樹脂には他の種類の熱可塑性樹脂を混合してもよく、混合する樹脂としては、結晶性熱可塑性樹脂、非晶性熱可塑性樹脂の何れであってもよい。
結晶性熱可塑性樹脂としては、例えば、ポリアセタール樹脂、ポリオレフィン樹脂等が挙げられる。非晶性熱可塑性樹脂としては、例えば、ポリカーボネート樹脂、ポリフェニレンエーテル樹脂、芳香族ビニル化合物重合体等が挙げられる。これらの中でも、熱可塑性樹脂溶接用に通常用いられるレーザーの波長領域(例えば、YAGレーザーは1064nm、半導体レーザーは655〜980nm)における透過率が高いものが好ましい。ポリエステル樹脂又はポリアミド樹脂に他の樹脂を混合する場合は、ポリアミド樹脂又はポリエステル樹脂100重量部に対し、1〜200重量部が好ましく、10〜100重量部がより好ましく、20〜80重量部がさらに好ましい。
【0020】
(ポリエステル樹脂)
本発明で使用されるポリエステル樹脂としては、公知のポリエステル樹脂を広く用いることができる。ポリエステル樹脂として、好ましくは、ジカルボン酸又はその誘導体と、ジオールとからなるポリエステル樹脂である。
【0021】
ジカルボン酸又はその誘導体としては、芳香族ジカルボン酸、脂環式ジカルボン酸、及び、脂肪族ジカルボン酸、ならびに、これらの低級アルキル又はグリコールのエステルが好ましく、芳香族ジカルボン酸又はこの低級アルキル(例えば、炭素数1〜4)あるいはグリコールのエステルがより好ましく、テレフタル酸又はこの低級アルキルエステルがさらに好ましい。
芳香族ジカルボン酸としては、テレフタル酸、フタル酸、イソフタル酸、4,4’−ジフェニルジカルボン酸、4,4’−ジフェニルエーテルジカルボン酸、4,4’−ベンゾフェノンジカルボン酸、4,4’−ジフェノキシエタンジカルボン酸、4,4’−ジフェニルスルホンジカルボン酸及び2,6−ナフタレンジカルボン酸が好ましい例として挙げられる。
脂環式ジカルボン酸としては、1,2−シクロヘキサンジカルボン酸、1,3−シクロヘキサンジカルボン酸及び1,4−シクロヘキサンジカルボン酸が好ましい例として挙げられる。
脂肪族ジカルボン酸としては、マロン酸、コハク酸、グルタル酸、アジピン酸、ピメリン酸、スベリン酸、アゼライン酸及びセバシン酸等が好ましい例として挙げられる。
これらのジカルボン酸又はその誘導体は、2種以上を併用してもよい。
【0022】
ジオールとしては、脂肪族ジオール、脂環式ジオール及び芳香族ジオールが好ましい。
脂肪族ジオールとしては、好ましくは、炭素数2〜20の脂肪族ジオールであり、エチレングリコール、1,4−ブタンジオール、ジエチレングリコール、ポリエチレングリコール、1,2−プロパンジオール、1,3−プロパンジオール、ポリプロピレングリコール、ポリテトラメチレングリコール、ジブチレングリコール、1,5−ペンタンジオール、ネオペンチルグリコール、1,6−ヘキサンジオール及び1,8−オクタンジオールを好ましい例として挙げることができる。
脂環式ジオールとしては、好ましくは、炭素数2〜20の脂環式ジオールであり、1,2−シクロヘキサンジオール、1,4−シクロヘキサンジオール、1,1−シクロヘキサンジメチロール及び1,4−シクロヘキサンジメチロールを好ましい例として挙げることができる。
芳香族ジオールとしては、好ましくは、炭素数6〜14の芳香族ジオールであり、キシリレングリコール、4,4’−ジヒドロキシビフェニル、2,2−ビス(4−ヒドロキシフェニル)プロパン及びビス(4−ヒドロキシフェニル)スルホンを好ましい例として挙げることができる。
これらのジオールは、2種以上を併用してもよい。
【0023】
本発明に使用されるポリエステル樹脂は、ヒドロキシカルボン酸、単官能成分、及び/又は三官能以上の多官能成分を有していてもよい。ヒドロキシカルボン酸としては、乳酸、グリコール酸、m−ヒドロキシ安息香酸、p−ヒドロキシ安息香酸、6−ヒドロキシ−2−ナフタレンカルボン酸及びp−β−ヒドロキシエトキシ安息香酸が好ましい例として挙げられる。単官能成分としては、アルコキシカルボン酸、ステアリルアルコール、ベンジルアルコール、ステアリン酸、安息香酸、t−ブチル安息香酸及びベンゾイル安息香酸が好ましい例として挙げられる。三官能以上の多官能成分としては、トリカルバリル酸、トリメリット酸、トリメシン酸、ピロメリット酸、没食子酸、トリメチロールエタン、トリメチロールプロパン、グリセロール及びペンタエリスリトールが好ましい例として挙げられる。
【0024】
ポリエステル樹脂としては、ポリブチレンテレフタレート樹脂(以下、「PBT樹脂」と略記することがある)がより好ましく、テレフタル酸を唯一のジカルボン酸単位とし、1,4−ブタンジオールを唯一のジオール単位とするポリブチレンテレフタレート単独重合体が、成形性や耐熱性の観点から好ましい。本発明において、PBT樹脂とは、テレフタル酸が全ジカルボン酸成分の50モル%以上を占め、1,4−ブタンジオールが全ジオールの50モル%以上を占めることをいう。PBT樹脂は、さらに、ジカルボン酸単位中のテレフタル酸の割合が70モル%以上のものが好ましく、90モル%以上のものがより好ましい。また、ジオール単位中の1,4−ブタンジオールの割合は、70モル%以上が好ましく、90モル%以上がより好ましい。このようなPBT樹脂を用いることにより、機械的特性及び耐熱性がより向上する傾向にあり好ましい。
【0025】
本発明におけるPBT樹脂の固有粘度は、1,1,2,2−テトラクロロエタンとフェノールが1:1(重量比)の混合溶媒中、30℃の測定で0.5〜3.0dl/gが好ましく、0.5〜1.5dl/gがより好ましく、0.6〜1.3dl/gがさらに好ましい。固有粘度を0.5dl/g以上とすることにより、機械的特性がより効果的に発揮され、3.0dl/g以下とすることにより、成形加工がより容易になる。さらに、2種以上の固有粘度のPBT樹脂を併用し、上記固有粘度範囲内としても良い。
【0026】
ポリエステル樹脂を製造する場合、公知の方法を広く採用できる。例えば、テレフタル酸成分と1,4−ブタンジオール成分とからなるPBT樹脂の場合、直接重合法及びエステル交換法のいずれの方法も採用できる。直接重合法は、例えば、テレフタル酸と1,4−ブタンジオールを直接エステル化反応させる方法であり、初期のエステル化反応で水が生成する。エステル交換法は、例えば、テレフタル酸ジメチルを主原料として使用する方法であり、初期のエステル交換反応でアルコールが生成する。直接エステル化反応は原料コスト面から好ましい。
【0027】
本発明において、ポリブチレンテレフタレート樹脂を使用する場合は、末端カルボキシル基濃度が好ましくは40eq/ton以下、より好ましくは30eq/ton以下のポリエステル樹脂を使用する。本発明における末端カルボキシル基濃度とは、ベンジルアルコール25mlにポリブチレンテレフタレート樹脂0.5gを溶解し、水酸化ナトリウムの0.01モル/lベンジルアルコール溶液を使用して滴定により求めた値であり、106g当たりのカルボキシル基当量である。末端カルボキシル基濃度を調整する方法としては、例えば、重合時の原料仕込み比、重合触媒種と量、重合温度、減圧方法等の重合条件を調節する方法や、末端封鎖剤を反応させる方法等、任意の方法を適用することができが、本発明においては、後述するが、重合条件を調整する方法を採用することが好ましい。例えば、テレフタル酸と1,4−ブタンジオールを溶融重縮合して比較的分子量の小さい、例えば固有粘度0.1〜0.9gl/gのポリブチレンテレフタレート樹脂を製造し、次いで所望の分子量となるまで固相重縮合する方法により得ることができる。末端カルボキシル基濃度は、低い方が耐加水分解性の点から好ましい。
【0028】
重合方法としては、ジカルボン酸を主原料とする直接重合法、エステル化反応及び重縮合反応を連続的に行う連続法を用いることが好ましい。原料であるテレフタル酸と1,4−ブタンジオールの仕込み比としては、テレフタル酸1モルに対し1,4−ブタンジオールが1.1〜5.0モルの範囲であることが好ましく、1.5〜4.5モルの範囲であることがより好ましい。
【0029】
重合触媒としては、種々の公知の触媒を使用することが可能であるが、中でも、(i)チタン化合物と、(ii)1族金属化合物及び/又は2族金属化合物を用いることが好ましい。これらの重合触媒は、他の触媒に比べ、重合時の原料混合物中での分散性に優れているため、PBT樹脂の重合をより効果的に進めることができる。
【0030】
これらの重合触媒の使用時期は任意であり、その使用時期として、例えば、以下の(1)〜(4)等の方法が挙げられる。尚、以下、(i)チタン化合物を「チタン触媒」、(ii)1族金属化合物及び/又は2族金属化合物の1族金属化合物、2族金属化合物を、各々、「1族金属触媒」、「2族金属触媒」と言うことがある。
(1)エステル化反応(又はエステル交換反応)時に(i)及び(ii)成分の両方を使用し、重縮合反応に持ち込む方法。
(2)エステル化反応(又はエステル交換反応)時に(i)及び(ii)成分の両方を使用し、重縮合反応開始時又は重縮合反応の途中に残りの両成分を使用する方法。
(3)エステル化反応(又はエステル交換反応)時では(i)又は(ii)成分のどちらか一方の触媒を使用し、重縮合反応開始時又は重縮合反応の途中に他方を使用する方法。
(4)エステル化反応(又はエステル交換反応)時では(i)及び(ii)成分のどちらも使用せず、重縮合反応開始時に両成分を使用する方法。
【0031】
本発明に用いる(i)チタン化合物としては特に制限はなく、具体的には、例えば、酸化チタン、四塩化チタン等の無機チタン化合物類、テトラメチルチタネート、テトライソプロピルチタネート、テトラブチルチタネート等のチタンアルコラート類、テトラフェニルチタネート等のチタンフェノラート類等が挙げられる。中でも、チタンアルコラート類が好ましく、さらにはテトラアルキルチタネート類が好ましく、特にテトラブチルチタネートが好ましい。
【0032】
本発明に用いる(ii)1族金属化合物及び/又は2族金属化合物としては特に制限はなく、具体的には、例えば、1族金属化合物としてはリチウム、ナトリウム、カリウム、ルビジウム、セシウムの水酸化物類、酸化物類、アルコラート類、有機酸塩類(酢酸塩、リン酸塩、炭酸塩等)等の各種化合物が挙げられ、これらは単独で使用しても、2種以上を併用してもよい。また2族金属化合物としては、ベリリウム、マグネシウム、カルシウム、ストロンチウム、バリウムの水酸化物類、酸化物類、アルコラート類、有機酸塩類(酢酸塩、リン酸塩、炭酸塩等)等の各種化合物が挙げられ、これらは単独で使用しても、2種以上を併用してもよい。
【0033】
中でも、取り扱いや入手の容易さ、触媒効果の点から、リチウム、ナトリウム、カリウム、マグネシウム、カルシウム等の化合物が好ましく、さらには触媒効果と色調に優れる、リチウム又はマグネシウムの化合物が好ましく、特にマグネシウム化合物が好ましい。マグネシウム化合物としては、具体的には、例えば、酢酸マグネシウム、水酸化マグネシウム、炭酸マグネシウム、酸化マグネシウム、マグネシウムアルコキサイド、燐酸水素マグネシウム等が挙げられる。中でも有機酸塩類が好ましく、特に酢酸マグネシウムが好ましい。
【0034】
本発明におけるPBT樹脂は、(i)チタン化合物が残存する場合、その残存量は少ないことが好ましい。(i)チタン化合物は、チタン原子換算で80ppm以下であることが好ましく、70ppm以下、中でも60ppm以下、さらには50ppm以下、特に40ppm以下であることが好ましい。チタン化合物の残存量が多過ぎると、PBT樹脂の色調、耐加水分解性、耐ヒートショック性が低下したり、溶液ヘイズや異物が増加する場合がある。このようなチタン化合物の残存量を有するPBT樹脂を製造する方法としては、例えば、テレフタル酸と1,4−ブタンジオールに、触媒であるテトラブチルチタネートをポリブチレンテレフタレートの理論収量に対しチタン原子として80ppm以下となる分量添加し、温度180〜240℃の範囲で常圧でエステル交換反応させてオリゴマーを得て、それを230〜270℃、減圧下で重縮合を進めて得ることができる。
【0035】
本発明におけるPBT樹脂は、(ii)1族金属化合物及び/又は2族金属化合物が残存する場合、その残存量は少ないことが好ましい。(ii)1族金属化合物及び/又は2族金属化合物は、各々の金属原子換算で、50ppm以下であることが好ましく、40ppm以下、中でも30ppm以下、さらには20ppm以下、特に15ppm以下であることが好ましい。この1族金属化合物及び/又は2族金属化合物の残存量が多過ぎると、本発明のPBT樹脂組成物の成形性や、得られる樹脂成形品の耐加水分解性が低下する場合がある。
【0036】
チタン原子等の金属含有量は、湿式灰化などの方法でポリマー中の金属を回収した後、原子発光、原子吸光、Inductively Coupled Plasma(ICP)等の方法を使用して測定することができる。
【0037】
本発明に用いるPBT樹脂の重合触媒としては、上述したような(i)チタン化合物や(ii)1族金属化合物及び/又は2族金属化合物が挙げられるが、その他の重縮合触媒として、例えば、スズやスズ化合物を使用してもよい。スズは通常、スズ化合物として使用され、具体的には、例えば、ジブチルスズオキサイド、メチルフェニルスズオキサイド、テトラエチルスズオキサイド、ヘキサエチルジスズオキサイド、シクロヘキサヘキシルジスズオキサイド、ジドデシルスズオキサイド、トリエチルスズハイドロオキサイド、トリフェニルスズハイドロオキサイド、トリイソブチルスズアセテート、ジブチルスズジアセテート、ジフェニルスズジラウレート、モノブチルスズトリクロライド、トリブチルスズクロライド、ジブチルスズサルファイド、ブチルヒドロキシスズオキサイド、メチルスタンノン酸、エチルスタンノン酸、ブチルスタンノン酸等が挙げられる。
【0038】
該スズやスズ化合物はPBT樹脂の色調を悪化させる場合があるため、本発明に用いるPBT樹脂中におけるスズやスズ化合物の残存量は低い方が好ましく、残存しないことがより好ましい。具体的には、通常、スズ化合物の残存量が、スズ原子換算で200ppm以下、中でも100ppm以下、さらには10ppm以下であることが好ましい。
【0039】
また、本発明におけるPBT樹脂の製造においては、前述のチタン触媒や、1族金属触媒、2族金属触媒の他に、三酸化アンチモン等のアンチモン化合物、二酸化ゲルマニウム、四酸化ゲルマニウム等のゲルマニウム化合物、マンガン化合物、亜鉛化合物、ジルコニウム化合物、コバルト化合物、正燐酸、亜燐酸、次亜燐酸、ポリ燐酸等や、これらのエステル化合物や金属塩等の燐化合物などの反応助剤を用いてもよい。
【0040】
本発明におけるPBT樹脂の製造方法の具体例として、例えば、直接重合法を用いる連続エステル化法の場合には、以下の様な方法により行えばよい。原料であるテレフタル酸を主成分とするジカルボン酸成分と、1,4−ブタンジオールを主成分とするジオール成分とを、原料混合槽で混合してスラリーとし、単数又は複数のエステル化反応槽内で、好ましくはチタン触媒と1族金属触媒及び/又は2族金属触媒との存在下に、通常、温度条件として180〜260℃、好ましくは200〜245℃、さらに好ましくは210〜235℃の条件下、圧力(絶対圧力を示す。以下、同様である。)条件として、通常、10〜133kPa、好ましくは13〜101kPa、さらに好ましくは60〜90kPaの圧力下で、通常0.5〜10時間、好ましくは1〜6時間、連続的にエステル化反応させる。
【0041】
エステル化反応槽又はエステル交換反応槽としては、従来公知の任意のものを使用できる。具体的には例えば、縦型攪拌完全混合槽、縦型熱対流式混合槽、塔型連続反応槽等が挙げられる。これらは単数槽としても、また、同種又は異種の反応槽を直列又は並列させた複数反応槽として用いてもよい。中でも攪拌装置を有する反応槽を用いることが好ましく、攪拌装置としては、動力部、軸受、軸、攪拌翼等を含む通常の攪拌装置の他、タービンステーター型高速回転式攪拌機や、ディスクミル型攪拌機、ローターミル型攪拌機等の高速回転が可能なものを用いてもよい。
【0042】
次に、得られたエステル化反応生成物(又はエステル交換反応生成物)としてのオリゴマーを重縮合反応槽に移送する。このオリゴマーのエステル化率は任意だが、通常90%以上、好ましくは95%以上であり、また数平均分子量は通常300〜3000、好ましくは500〜1500である。
【0043】
重縮合反応槽の形態は任意であり、例えば、縦型攪拌完全混合槽、縦型熱対流式混合槽、塔型連続反応槽などが挙げられ、またこれらを組み合わせて用いてもよい。中でも、少なくとも1つの重縮合反応槽においては攪拌装置を有することが好ましく、攪拌装置としては上述したエステル化反応層と同様のものを使用することができる。
【0044】
攪拌の形態は、特に制限されず、反応槽中の反応液を反応槽の上部、下部、横部等から直接攪拌する通常の攪拌方法の他、配管などで反応液の一部を反応器の外部に持ち出してラインミキサー等で攪拌し、反応液を循環させる方法も用いてもよく、さらには、水平方向に回転軸を有する表面更新とセルフクリーニング性に優れた横型の反応器を用いてもよい。
【0045】
重縮合反応は、チタン触媒と、1族金属触媒及び/又は2族金属触媒との存在下に行うことが好ましい。反応温度は、通常210〜280℃、中でも220〜250℃、特に230〜245℃の範囲で行うことが好ましい。例えば、複数の反応槽を用いる場合には、そのうちの少なくとも一つの反応槽の温度を230〜240℃とすることが好ましい。また、反応は攪拌条件下にて行うことが好ましい。重縮合反応時間は、通常1〜12時間、好ましくは3〜10時間である。また、反応雰囲気の圧力条件は、通常27kPa以下、中でも20kPa以下、特に13kPa以下の減圧状態で行うことが好ましい。例えば、複数の反応槽を用いる場合には、生成物の着色や劣化を抑えるため、そのうちの少なくとも一つの反応槽内の圧力を、通常1.3kPa以下、中でも0.5kPa以下、特に0.3kPa以下の高真空下とすることが好ましい。
【0046】
重縮合反応により得られたポリマーは、通常、重縮合反応槽の底部からポリマー抜き出しダイに移送されてストランド状に抜き出され、水冷されながら又は水冷後、カッターで切断され、ペレット状、チップ状などの粒状体とされる。
【0047】
さらに、PBT樹脂の重縮合反応工程は、一旦、溶融重縮合で比較的分子量の小さい、例えば、固有粘度0.1〜0.9dl/g程度のPBT樹脂を製造した後、引き続き、PBT樹脂の融点以下の温度で固相重縮合(固相重合)させてもよい。
【0048】
(ポリアミド樹脂)
本発明におけるポリアミド樹脂とは、その分子中に酸アミド基(−CONH−)を有する、加熱溶融できるポリアミド重合体である。なかでも、ポリアミド樹脂の少なくとも1種を構成する、少なくとも1種のモノマーが芳香環を有するポリアミド樹脂が好ましい。このようなポリアミド樹脂は、ポリアミド樹脂の吸水率が低いため吸水時の物性が保持でき、また、溶着時の水分による発泡をより抑制することができるため、好ましい。ポリアミド樹脂として、好ましくは、脂肪族ジアミンと芳香族ジカルボン酸とからなる塩及び芳香族ジアミンと脂肪族ジカルボン酸とからなる塩より選ばれる少なくとも1種を構成単位(a)として含むポリアミド樹脂である。ポリアミド樹脂全構成単位中の前記構成単位(a)の割合は、好ましくは30モル%以上であり、より好ましくは40モル%以上である。
【0049】
本発明におけるポリアミド樹脂としては、具体的には、ラクタムの重縮合物、ジアミンとジカルボン酸との重縮合物、ω−アミノカルボン酸の重縮合物等の各種ポリアミド樹脂、又はそれ等の共重合ポリアミド樹脂やブレンド物等である。
【0050】
ポリアミド樹脂の重縮合の原料であるラクタムとしては、例えば、ε−カプロラクタム、ω−ラウロラクタム等が挙げられる。
ジアミンとしては、例えば、テトラメチレンジアミン、ペンタメチレンジアミン、ヘキサメチレンジアミン、オクタメチレンジアミン、ウンデカメチレンジアミン、ドデカメチレンジアミン、2−メチルペンタメチレンジアミン、(2,2,4−又は2,4,4−)トリメチルヘキサメチレンジアミン、5−メチルノナンメチレンジアミン、メタキシリレンジアミン(MXDA)、パラキシリレンジアミン、1,3−ビス(アミノメチル)シクロヘキサン、1,4−ビス(アミノメチル)シクロヘキサン、1−アミノ−3−アミノメチル−3,5,5−トリメチルシクロヘキサン、ビス(4−アミノシクロヘキシル)メタン、ビス(3−メチル−4−アミノシクロヘキシル)メタン、2,2−ビス(4−アミノシクロヘキシル)プロパン、ビス(アミノプロピル)ピペラジン、アミノエチルピペラジンなどの脂肪族、脂環族、芳香族のジアミン等が挙げられる。
ジカルボン酸としては、例えば、アジピン酸、スベリン酸、アゼライン酸、セバシン酸、ドデカン二酸、テレフタル酸、イソフタル酸、2−クロロテレフタル酸、2−メチルテレフタル酸、5−メチルイソフタル酸、5−ナトリウムスルホイソフタル酸、ヘキサヒドロテレフタル酸、ヘキサヒドロイソフタル酸などの脂肪族、脂環族、芳香族のジカルボン酸等が挙げられる。
ω−アミノカルボン酸としては、例えば、6−アミノカプロン酸、11−アミノウンデカン酸、12−アミノドデカン酸、パラアミノメチル安息香酸等が挙げられる。
【0051】
本発明におけるポリアミド樹脂の原料としては、炭素数が4〜15の化合物が好ましい。炭素数を4以上とすることにより、得られるポリアミド樹脂の吸湿性が高くなりすぎるのを抑制できる傾向にあり、炭素数を15以下とすることにより、剛性をより高めることができる。より具体的には、ラクタムとしてはε−カプロラクタム、ジアミンとしてはヘキサメチレンジアミン及びキシリレンジアミン、ジカルボン酸としては、アジピン酸、テレフタル酸及びイソフタル酸が入手容易であり、価格的にも有利であるのでより好ましい。
【0052】
ポリアミド樹脂の構成単位である塩は、上記のジアミンとジカルボン酸を、加圧下高温度の水溶液中で中和することによって得られる。このようにして得られた塩や上記のラクタム、ω−アミノカルボン酸を加圧、高温度下で縮合させることにより、オリゴマー化反応を進行させ、その後減圧により重合を進行させ、本発明で使用するポリアミド樹脂を製造することができる。
【0053】
本発明におけるポリアミド樹脂としては、より好ましくは、次に示すような、半芳香族ポリアミド樹脂、半芳香族ポリアミド樹脂と脂肪族ポリアミド樹脂とのブレンド物が挙げられる。半芳香族ポリアミド樹脂と脂肪族ポリアミド樹脂とをブレンドして用いる場合は、半芳香族ポリアミド樹脂及び脂肪族ポリアミド樹脂を、好ましくは、半芳香族ポリアミド樹脂/脂肪族ポリアミド樹脂=95/5〜20/80、より好ましくは90/10〜30/70の重量比で使用する。
【0054】
半芳香族ポリアミド樹脂とは、脂肪族ジアミンと芳香族ジカルボン酸とからなる塩及び芳香族ジアミンと脂肪族ジカルボン酸とからなる塩より選ばれる少なくとも1種を構成単位(a)として含むポリアミド樹脂であり、好ましくは、上記構成単位(a)のみからなる単独重合体や共重合体又はこれらのポリアミド構成単位(a)と、ラクタム及び脂肪族ジアミンと脂肪族ジカルボン酸とからなる塩より選ばれる少なくとも1種の構成単位(b)とからなるポリアミド共重合体である。構成単位(a)と(b)の両方を含む場合、構成単位(a)及び(b)のモル比は、(a)/(b)=98/2〜30/70が好ましい。より好ましいモル比は、(a)/(b)=95/5〜35/65であり、さらに好ましくは90/10〜40/60である。このようなポリアミド構成単位とすることにより、ポリアミド樹脂の吸水率が高くなりすぎるのをより効果的に抑制することができ、吸水時の物性や寸法精度を良好に保ち、レーザー溶着時の水分による発泡等の不具合を抑制できる傾向にある。
【0055】
このような好ましい半芳香族ポリアミド樹脂の具体例としては、例えば、メタキシリレンジアミンとアジピン酸の塩を主原料とするポリアミドMXD6、メタキシリレンジアミンとパラキシリレンジアミンとアジピン酸を主原料とするポリアミドMP6、ヘキサメチレンジアミンとイソフタル酸との塩を主原料にするポリアミド6I、ヘキサメチレンジアミンとアジピン酸との塩/ヘキサメチレンジアミンとイソフタル酸との塩の共重合体(ポリアミド66/6I)、ヘキサメチレンジアミンとイソフタル酸との塩/ヘキサメチレンジアミンとテレフタル酸との塩の共重合体(ポリアミド6I/6T)等が挙げられ、さらに好ましくは、ポリアミドMXD6、ポリアミドMP6及びポリアミド6I/6Tである。
【0056】
半芳香族ポリアミド樹脂は、特定の見かけの溶融粘度を有するものが好ましい。好ましい見かけの溶融粘度は、キャピラリーレオメーター(東洋精機社製キャピログラフ1C)を使用し、キャピラリーのL/Dは30mm/1mm、温度280℃、せん断速度100sec−1にて測定した値が750〜8000ポイズであり、より好ましくは800〜7500ポイズであり、さらに好ましくは850〜7000ポイズである。見かけの溶融粘度を、750ポイズ以上とすることにより機械的強度がより優れる傾向にあり、8000ポイズ以下とすることにより、流動性及び成形性の低下を防ぐことができるため好ましい。
【0057】
脂肪族ポリアミド樹脂としては、例えば、ポリアミド4、ポリアミド6、ポリアミド11、ポリアミド12、ポリアミド46、ポリアミド56、ポリアミド66、ポリアミド610、ポリアミド612等や、これらの共重合体(ポリアミド6/66共重合体、ポリアミド6/12共重合体等)等が挙げられる。
脂肪族ポリアミド樹脂は、ISO307規格に準拠して、温度25℃、96重量%硫酸中、ポリアミド樹脂濃度0.5重量%で測定した粘度数が70〜200ml/gのものが好ましい。粘度数を70ml/g以上とすることにより靭性及び成形品外観を優れたものとすることができ、200ml/g以下とすることにより、コンパウンド、成形加工が容易となり、良好な成形品外観とすることができるため好ましい。
【0058】
本発明におけるポリアミド樹脂の末端は、カルボン酸又はアミンで封止されていてもよく、特に、炭素数6〜22のカルボン酸又はアミンで封止することが好ましい。具体的に、封止に用いるカルボン酸としては、カプロン酸、カプリル酸、カプリン酸、ラウリン酸、ミリスチン酸、パルミチン酸、ステアリン酸、ベヘン酸等の脂肪族モノカルボン酸が挙げられる。また、アミンとしては、ヘキシルアミン、オクチルアミン、デシルアミン、ラウリルアミン、ミリスチルアミン、パルミチルアミン、ステアリルアミン、ベヘニルアミン等の脂肪族第一級アミンが挙げられる。封止に使用するカルボン酸又はアミンの量は、成形時の溶融粘度を考慮して、30μeq/g程度がよい。
【0059】
(ポリアセタール樹脂)
本発明におけるポリアセタール樹脂とは、ホルムアルデヒド又はトリオキサンの重合によって製造される重合体であり、例えば、オキシメチレン基を繰り返し単位とする単独重合体が挙げられる。耐熱性及び化学的抵抗性を増加させるために、末端基をエステル基又はエーテル基に変換することが一般に行われている。
ポリアセタール樹脂はブロック共重合体であってもよい。この種の共重合体は、上記オキシメチレン基を繰り返し単位とする単独重合体ブロックと、他種の重合体ブロックとから構成される。他種の重合体ブロックの具体例としては、例えば、ポリアルキレングリコール、ポリチオール、ビニルアセテート、アクリル酸共重合体、水素添加ブタジエン、アクリロニトリル共重合体等が挙げられる。
ポリアセタール樹脂はランダム共重合体であってもよい。この種の共重合体では、ホルムアルデヒド及びトリオキサンは、他のアルデヒド、環状エーテル、ビニル化合物、ケテン、環状カーボネート、エポキサイド、イソシアネート、エーテル等と共重合される。共重合される化合物の具体例としては、エチレンオキサイド、1,3−ジオキソラン、1,3−ジオキサン、1,3−ジオキセペン、エピクロロヒドリン、プロピレンオキサイド、イソブチレンオキサイド及びスチレンオキサイド等が挙げられる。この種の共重合体では、カチオン重合後、重合触媒の失活化、末端安定化などが一般に行われる。また、オキシメチレン基を主たる繰り返し単位とし、炭素数2以上のオキシアルキレン基を含有する共重合体が汎用される。
【0060】
(ポリオレフィン樹脂)
本発明におけるポリオレフィン樹脂とは、α−オレフィンの単独重合体、−オレフィン同士の共重合体α−オレフィン(複数種でもよい)を主成分とし、他の不飽和単量体(複数種でもよい)を副成分とする共重合体等である。ここで、共重合体とは、ブロック、ランダム、グラフト、これらの複合物等の如何なる共重合のタイプでもよい。また、これらのオレフィン重合体の塩素化、スルホン化、カルボニル化等の変性されたものを含む。
上記α−オレフィンとしては、例えば、エチレン、プロピレン、ブテン−1、ペンテン−1、ヘキセン−1、ヘプテン−1、オクテン−1等が挙げられる。これらの中でも、入手の簡便さから炭素数2〜8のα−オレフィンが好ましい。
上記不飽和単量体としては、例えば、アクリル酸、メタクリル酸(以下、両者を併せて「(メタ)アクリル酸」と略記する。)、(メタ)アクリル酸エステル、マレイン酸等の不飽和有機酸、その誘導体(エステル、無水物等)、不飽和脂肪族環状オレフィン等が挙げられる。
ポリオレフィン樹脂の具体例としては、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、ポリプロピレン、ポリブテン、ポリ−4−メチルペンテン−1、プロピレン−エチレンブロック又はランダム共重合体、エチレンと他の共重合可能なモノマーとの共重合体等が挙げられる。
【0061】
(ポリカーボネート樹脂)
本発明におけるポリカーボネート樹脂としては、芳香族ポリカーボネート樹脂、脂肪族ポリカーボネート樹脂の何れをも使用できるが、芳香族ポリカーボネート樹脂が好ましい。
芳香族ポリカーボネート樹脂は、芳香族ジヒドロキシ化合物又はこれと少量のポリヒドロキシ化合物を、ホスゲン又は炭酸ジエステルと反応させることによって得られる熱可塑性重合体である。芳香族ポリカーボネート樹脂は、分岐していてもよいし、共重合体であってもよい。芳香族ポリカーボネート樹脂の製造方法は、特に限定されるものではなく、従来公知のホスゲン法(界面重合法)や溶融法(エステル交換法)により製造できる。また、溶融法によって得られる芳香族ポリカーボネート樹脂を用いる場合、末端基のOH基量を調整して用いてもよい。
【0062】
芳香族ポリカーボネート樹脂の原料となる芳香族ジヒドロキシ化合物としては、2,2−ビス(4−ヒドロキシフェニル)プロパン(すなわち、ビスフェノールA)、テトラメチルビスフェノールA、ビス(4−ヒドロキシフェニル)−p−ジイソプロピルベンゼン、ハイドロキノン、レゾルシノール、4,4−ジヒドロキシジフェニル等が挙げられ、好ましくはビスフェノールAである。また、上記の芳香族ジヒドロキシ化合物にスルホン酸テトラアルキルホスホニウムが1個以上結合した化合物を使用することもできる。
【0063】
分岐した芳香族ポリカーボネート樹脂を得るには、上述した芳香族ジヒドロキシ化合物の一部を、分岐剤、例えば、フロログルシン、4,6−ジメチル−2,4,6−トリ(4−ヒドロキシフェニル)ヘプテン−2、4,6−ジメチル−2,4,6−トリ(4−ヒドロキシフェニル)ヘプタン、2,6−ジメチル−2,4,6−トリ(4−ヒドロキシフェニル)ヘプテン−3、1,3,5−トリ(4−ヒドロキシフェニル)ベンゼン、1,1,1−トリ(4−ヒドロキシフェニル)エタン等のポリヒドロキシ化合物や、3,3−ビス(4−ヒドロキシアリール)オキシインドール(すなわち、イサチンビスフェノール)、5−クロロイサチン、5,7−ジクロロイサチン、5−ブロムイサチン等の化合物で置換すればよい。これら置換する化合物の使用量は、芳香族ジヒドロキシ化合物に対して、通常0.01〜10モル%であり、好ましくは0.1〜2モル%である。
【0064】
芳香族ポリカーボネート樹脂としては、上述した中でも、2,2−ビス(4−ヒドロキシフェニル)プロパンから誘導されるポリカーボネート樹脂、又は、2,2−ビス(4−ヒドロキシフェニル)プロパンと他の芳香族ジヒドロキシ化合物とから誘導されるポリカーボネート共重合体が好ましい。また、シロキサン構造を有するポリマー又はオリゴマーとの共重合体等の、ポリカーボネート樹脂を主体とする共重合体であってもよい。さらには、上述した芳香族ポリカーボネート樹脂の2種以上を混合して用いてもよい。
【0065】
芳香族ポリカーボネート樹脂の分子量は、溶媒としてメチレンクロライドを用い、温度25℃で測定された溶液粘度より換算した粘度平均分子量として、13,000〜30,000が好ましく、16,000〜28,000がより好ましく、17,000〜24,000がさらに好ましい。粘度平均分子量を30,000以下とすることにより、流動性を良好に保ち、13,000以上とすることにより、衝撃強度をより優れたものとすることができる。
【0066】
(ポリフェニレンエーテル樹脂)
本発明におけるポリフェニレンエーテル樹脂は、下記一般式(1)で示されるフェニレンエーテル構造を有する単独重合体又は共重合体である。
【0067】
【化1】
一般式(1)中、2つのR1は、それぞれ独立して、水素原子、ハロゲン原子、第1級若しくは第2級アルキル基、アリール基、アミノアルキル基、炭化水素オキシ基又はハロ炭化水素オキシ基を表し、2つのR2は、それぞれ独立して、水素原子、ハロゲン原子、第1級若しくは第2級アルキル基、アリール基、ハロアルキル基、炭化水素オキシ基又はハロ炭化水素オキシ基を表し、nは10以上の整数を表す。ただし、2つのR1が共に水素原子になることはない。
【0068】
R1、R2としては、水素原子、第1級若しくは第2級アルキル基、アリール基が好ましい。第1級アルキル基の好適な例としては、例えば、メチル基、エチル基、n−プロピル基、n−ブチル基、n−アミル基、イソアミル基、2−メチルブチル基、n−ヘキシル基、2,3−ジメチルブチル基、2、3−もしくは4−メチルペンチル基又はヘプチル基等が挙げられる。第2級アルキル基の好適な例としては、例えば、イソプロピル基、sec−ブチル基又は1−エチルプロピル基等が挙げられる。アリール基の好適な例としては、フェニル基、ナフチル基等が挙げられる。特に、R1は、第1級若しくは第2級の炭素数1〜4のアルキル基又はフェニル基であることがより好ましい。R2は水素原子であることがより好ましい。
【0069】
好適なポリフェニレンエーテルの単独重合体としては、例えば、ポリ(2,6−ジメチル−1,4−フェニレン)エーテル、ポリ(2,6−ジエチル−1,4−フェニレン)エーテル、ポリ(2,6−ジプロピル−1,4−フェニレン)エーテル、ポリ(2−メチル−6−エチル−1,4−フェニレン)エーテル、ポリ(2−メチル−6−プロピル−1,4−フェニレン)エーテル等の2,6−ジアルキルフェニレンエーテルの重合体が挙げられる。共重合体としては、各種2,6−ジアルキルフェノール/2,3,6−トリアルキルフェノール共重合体が挙げられる。
本発明のポリフェニレンエーテル樹脂としては、特に、ポリ(2,6−ジメチル−1,4−フェニレン)エーテル、2,6−ジメチルフェノール/2,3,6−トリメチルフェノール共重合体が好ましい。また、分子量、溶融粘度、耐衝撃強度などの特性を改良する分子構成部分を含むポリフェニレンエーテル樹脂も好適である。
【0070】
ポリフェニレンエーテル樹脂の固有粘度は、クロロホルム中、30℃で測定した値として、0.2〜0.8dl/gであるものが好ましく、0.2〜0.7dl/gのものがより好ましく、0.25〜0.6dl/gであるのものがさらに好ましい。固有粘度を0.2dl/g以上とすることにより、樹脂組成物の耐衝撃性等の機械的強度の低下を防ぐことができ、0.8dl/g以下とすることにより、樹脂流動性がより良好となり、成形加工が容易となる。
【0071】
(芳香族ビニル化合物重量体)
芳香族ビニル化合物重合体は、下記一般式(2)で示される構造を有する単量体化合物から誘導された重合体である。
【0072】
【化2】
一般式(2)中、R3は、水素原子、低級アルキル基又はハロゲン原子を表し、R4は水素原子、低級アルキル基、塩素原子又はビニル基を表し、nは1〜5の整数を表す。
【0073】
芳香族ビニル化合物重合体の具体例としては、例えば、ポリスチレン、ゴム強化ポリスチレン、ポリ塩化ビニル、スチレン−アクリロニトリル共重合体、アクリロニトリル−ブタジエン−スチレン共重合体、スチレン−無水マレイン酸共重合体、スチレン−マレイミド共重合体等が挙げられる。
【0074】
本発明の熱可塑性樹脂としては、レーザー透過性、機械的強度、耐油性、耐薬品性、耐熱性、耐久性、成形性のバランスに優れている点から、前述のポリアミド樹脂、ポリエステル樹脂が好ましい。
【0075】
<ガラス繊維(B)>
本発明におけるガラス繊維(B)とは、機械的強度の向上を主目的にプラスチックに配合される繊維状のガラスであり、繊維の長さ方向に垂直な断面は、従来のような円形ではなく、扁平な形状であることを特徴としている(以下、「扁平ガラス繊維」と称する場合がある)。扁平ガラス繊維の扁平形状の例としては、特許文献6の第1図の(イ)、(ロ)、(ハ)に、それぞれ、まゆ形、長円形、楕円形として例示されている。第1図において、短径を(D1)、長径を(D2)とし、ガラス繊維の扁平の程度を扁平率とし、長径(D2)/短径(D1)で表す。本発明においては該扁平率が1.5以上であることが必要であり、1.5〜であることが好ましく、2.5〜6であることがより好ましく、3〜4.5であることがより好ましい。扁平率を1.5以上とすることにより、透過率が向上し、成形品の反りや成形収縮を効果的に改善することができる。
【0076】
ガラス繊維(B)の断面形状としては、例えば、特開昭62−268612号公報の第1図の(イ)に示されているような長手方向の中央部がくびれた形状である繭形、(ロ)に示されているような断面の重心に対して対称の位置に略平行である部分を有する形状である長円形、(ハ)に示されているような楕円形や、長方形等が挙げられる。しかし、断面が繭形である場合は、断面の中央部がくびれているため、その部分の強度が低くそのくびれ部分で割れることがあり、また該くびれ部分の樹脂との密着性が劣る場合もあるため、断面形状としては、長円形、楕円形、長方形が好ましい。このような断面形状のガラス繊維は、通常の断面が円形のガラス繊維に比べ、成形時に樹脂の流動方向に沿って繊維が配向し易く、レーザー光が散乱し透過率が低下するのを、より抑制することができる。特に、断面の扁平の程度が大きい場合は、繊維長方向の樹脂流動以外に繊維断面長径(D2)方向への樹脂の流動が起こるため、(D2)方向に沿って平行にガラス繊維が配向し易くなる。特に、成形品表面付近においては、このような配向の傾向が強い。円形断面では通常起こらないこのような扁平ガラス繊維に特徴的な繊維配向の影響で、レーザー透過率が向上する。
また、このような長径(D2)方向に沿った繊維の配向の影響は、断面が長円形の場合により顕著に現れるため、本発明においては、断面が長円形のガラス繊維が好ましい。断面形状が繭形や楕円形の場合は、まゆ形での溝や楕円形での堰によって長径(D2)方向への樹脂の流動が妨げられ、その流動の一部が繊維長方向へ流動する傾向にあるため、(D2)方向に沿ったガラス繊維の配列が起こりにくく、長円形のガラス繊維に比べると、レーザー透過性向上効果はやや劣る。従って、断面の形状としては長円形がより好ましい。
【0077】
また、扁平ガラス繊維(B)の太さは任意であるが、短径(D1)が0.5〜25μm、長径(D2)が1.25〜300μmであることが好ましい。このような太さとすることにより、ガラス繊維の紡糸が容易となり、樹脂との接触面積が大きくなり、十分な補強効果を得やすい傾向にある。本発明においては、短径(D1)が3μm以上であり、扁平率が2.5以上であることが好ましい。
【0078】
また、扁平ガラス繊維(B)の繊維長は、アスペクト比(ガラス繊維の繊維長(L)/((D1+D2)×0.5)で10以上であることが、剛性、機械的強度、流動性の観点から好ましく、15〜100であることがより好ましい。
なお、扁平率を算出するための短径(D1)及び長径(D2)は、メーカーによる公称値があればその値とするが、公称値がない場合は、原料であるガラス繊維断面の顕微鏡写真から実寸を測定することにより求めることができる。また、ガラス繊維長(L)もメーカーによる公称値があればその値とするが、公称値がない場合は、顕微鏡写真から実寸を測定することにより求めることができる。短径(D1)、長径(D2)及び繊維長(L)は、得られた写真画像に対して、画像解析ソフトを用い、2000本のガラス繊維について長さを測定し、その数平均値とした。
【0079】
ガラス繊維(B)としては、Aガラス、Cガラス、Eガラス等の組成からなるものが好ましく、特に、Eガラス(無アルカリガラス)が、熱可塑性樹脂の熱安定性に悪影響を及ぼさない点で好ましい。また、屈折率1.560〜1.600であるガラスも用いることができる。該ガラスは、通常、ポリエステル樹脂やポリアミド樹脂に使用されるEガラス(屈折率1.555)を構成する組成成分からB2O3及びF2成分を除き、MgO、TiO2及びZnO等の成分の割合を増加したもので、該ガラスを採用することにより、本発明の樹脂組成物のレーザー透過性をより向上させることが可能となる。ガラス繊維は、一般的には、取り扱いの容易性等から、短繊維タイプ(チョップドストランド)のものを使用することが好ましいが、特に耐衝撃性が要求されるような場合には、成形品中のガラス繊維の繊維長をより長く保つ必要があることから、長繊維タイプのものを使用すること好ましい。
【0080】
本発明のガラス繊維(B)は、その取り扱い及び樹脂との密着性の見地から、必要ならば収束剤及び/又は表面処理剤で表面処理されていることが好ましい。集束剤及び/又は表面処理剤としては、例えば、γーメタクリルオキシプロピルトリメトキシシラン、γーグリシドキシプロピルトリメトキシシラン、γーアミノプロピルトリエトキシシラン等のシラン系カップリング剤等が挙げられる。さらに必要に応じて、脂肪酸アミド化合物、シリコーンオイル等の潤滑剤、第4級アンモニウンム塩等の帯電防止剤、エポキシ樹脂、ウレタン樹脂等の被膜形成能を有する樹脂、該被膜形成能を有する樹脂と熱安定剤及び/又は難燃剤の混合物等を併用することもできる。該集束剤及び/又は表面処理剤の付着量は、ガラス繊維重量の0.01重量%以上とすることが好ましい。ガラス繊維(B)は、これらの化合物によりあらかじめ表面処理又は収束処理を施して用いてもよいし、本発明の樹脂成形品に用いる樹脂組成物ペレット製造の際に同時に添加してもよい。
【0081】
本発明のガラス繊維(B)は、例えば特公平3−59019号公報、特公平4−13300号公報、特公平4−32775号公報等に記載の方法を用いて製造することができる。例えば、溶融物を吐出するために使用するブッシングとして、長円形、繭形、楕円形、矩形スリット状等の適当な孔形状を有するノズルを用いて紡糸することにより製造することができる。又、各種の断面形状(円形断面を含む)を有する近接して設けられた複数のノズルから溶融物を紡出し、紡出された溶融フィラメントを互いに接合して単一のフィラメントとすることによっても製造できる。ガラス繊維を集束又は表面処理する場合は、途中に設けた集束剤又は表面処理剤塗布装置にて、集束剤又は表面処理剤にガラス繊維を浸漬させることにより、集束又は表面処理することができる。
【0082】
ガラス繊維(B)の配合量は、少なくとも1種のポリエステル樹脂又はポリアミド樹脂を含む熱可塑性樹脂(A)100重量部に対して10〜150重量部であり、好ましくは20〜120重量部である。ガラス繊維の配合量が10重量部未満では補強効果が小さく弾性率や耐衝撃性が不十分であり、150重量部を越えると溶融混練が困難となり、レーザー光の透過率が低くなり好ましくない。ガラス繊維(B)を35重量部以上配合した場合、特に、扁平ガラス繊維の添加効果が十分に発揮され、円形断面ガラス繊維との効果の違いがより明確である。
また、本発明においては、配合する扁平ガラス繊維(B)の一部を、一般的な円形断面のガラス繊維(扁平率1)に置き換えて配合してもよい。その場合、円形断面ガラス繊維と扁平ガラス繊維の扁平率の重量平均値が、本発明で規定する扁平率の範囲内となるように、扁平率がより高い扁平ガラス繊維と円形断面ガラス繊維を、それぞれの割合を勘案して配合することが好ましい。
【0083】
<着色剤(C)>
本発明の熱可塑性樹脂組成物には、染料、顔料等の着色剤を配合してもよい。厚み2mmの成形品の波長960nmにおける光線透過率が10%以上になるように、染料、顔料の種類及び配合量の選定を行い、配合するのが好ましい。染料としては、アントラキノン系、インジゴイド系、ペリレン系、ペリノン系、アゾ系、メチン系、フタロシアニン系、アントラピリドン系等の油溶性染料や分散染料を好ましく用いることができる。顔料としては、無機顔料と有機顔料のいずれも好ましく用いることができる。無機顔料としては、酸化物、硫化物、硫酸塩、カーボンブラック等を挙げることができる。有機顔料としては、アゾ系、フタロシアニン系、アントラキノン系、ペリレン系、ペリノン系、キナクリドン系、ジオキサジン系等を挙げることができる。
着色剤(C)の配合量は、少なくとも1種のポリエステル樹脂又はポリアミド樹脂を含む熱可塑性樹脂(A)100重量部に対し、好ましくは0.005〜5重量部、より好ましくは0.01〜1重量部である。着色剤の配合量を上記範囲内とすることにより、熱可塑性樹脂成物中の分散性を良好とし、成形品表面へのブリードアウトや機械的強度の低下を抑制することができ好ましい。
【0084】
<その他の添加剤>
本発明の樹脂組成物には、本発明の趣旨を逸脱しない範囲内において、他の添加剤を配合してもよい。他の添加剤としては、酸化防止剤、熱安定剤、難燃剤、滑剤、離型剤、触媒失活剤、結晶核剤等を挙げることができる。これらの添加剤は、使用するそれぞれの熱可塑性樹脂(A)の重合途中又は重合後に添加することができる。さらに、熱可塑性樹脂(A)に所望の性能を付与するため、耐衝撃性改良剤、紫外線吸収剤、耐候安定剤、帯電防止剤、発泡剤、可塑剤等を配合してもよい。
【0085】
酸化防止剤は、本発明の熱可塑性樹脂組成物の耐熱老化性をより効果的に改良し、色調、引張強度、伸度などの保持率をより向上させる効果を有する。該酸化防止剤としては、フェノール系酸化防止剤、イオウ系酸化防止剤及びリン系酸化防止剤より選ばれる1種以上の酸化防止剤を配合することが好ましい。酸化防止剤の配合量は、合計配合量が、少なくとも1種のポリエステル樹脂又はポリアミド樹脂を含む熱可塑性樹脂(A)100重量部に対し、好ましくは0.001〜2重量部であり、より好ましくは0.03〜1.5重量部である。酸化防止剤の配合量を0.001重量部以上とすることにより、酸化防止効果がより良好に発揮され、2重量部以下とすることにより、酸化熱安定性が悪化するのをより抑止しやすい傾向にするとともに、溶融混練時の樹脂の分解をより起こりにくくすることが可能になる。
【0086】
フェノール系酸化防止剤とは、フェノール性ヒドロキシル基を有する酸化防止剤をいい、なかでも、ヒンダードフェノール系酸化防止剤が好ましく用いられる。ヒンダードフェノール系酸化防止剤とは、フェノール性ヒドロキシル基が結合した芳香環の炭素原子に隣接する1個又は2個の炭素原子が、炭素数4以上の置換基により置換されている酸化防止剤をいう。炭素数4以上の置換基は、芳香環の炭素原子と炭素−炭素結合により結合していてもよく、炭素以外の原子を介して結合していてもよい。
【0087】
フェノール系酸化防止剤としては、p−シクロヘキシルフェノール、3−tert−ブチル−4−メトキシフェノール、4,4’−イソプロピリデンジフェノール、1,1−ビス(4−ヒドロキシフェニル)シクロヘキサン等の非ヒンダードフェノール系酸化防止剤、2−tert−ブチル−4−メトキシフェノール、2,6−ジ−tert−ブチル−p−クレゾール、2,4,6−トリ−tert−ブチルフェノール、4−ヒドロキシメチル−2,6−ジ−tert−ブチルフェノール、スチレン化フェノール、2,5−ジ−tert−ブチルハイドロキノン、オクタデシル−3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオネート、トリエチレングリコールビス[3−(3−tert−ブチル−5−メチル−4−ヒドロキシフェニル)プロピオネート]、1,6−ヘキサンジオールビス[3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオネート]、ペンタエリスリトールテトラキス[3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオネート]、2,2’−メチレンビス(4−メチル−6−tert−ブチルフェノール)、2,2’−メチレンビス(6−tert−ブチル−4−エチルフェノール)、2,2’−メチレンビス[4−メチル−6−(1,3,5−トリメチルヘキシル)フェノール]、4,4’−メチレンビス(2,6−ジ−tert−ブチルフェノール)、4,4’−ブチリデンビス(3−メチル−6−tert−ブチルフェノール)、2,6−ビス(2−ヒドロキシ−3−tert−ブチル−5−メチルベンジル)−4−メチルフェノール、1,1,3−トリス[2−メチル−4−ヒドロキシ−5−tert−ブチルフェニル]ブタン、1,3,5−トリメチル−2,4,6−トリス[3,5−ジ−tert−ブチル−4−ヒドロキシベンジル]ベンゼン、トリス(3,5−ジ−tert−ブチル−4−ヒドロキシベンジル)イソシアヌレート、トリス[3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオニルオキシエチル]イソシアヌレート、4,4’−チオビス(3−メチル−6−tert−ブチルフェノール)、2,2’−チオビス(4−メチル−6−tert−ブチルフェノール)、4,4’−チオビス(2−メチル−6−tert−ブチルフェノール)、チオビス(β−ナフトール)、N,N’−ヘキサメチレンビス(3,5−ジ−tert−ブチル−4−ヒドロキシ−ヒドロシンナマミド等のヒンダードフェノール系酸化防止剤などが挙げられる。特に、ヒンダードフェノール系酸化防止剤は、それ自体安定ラジカルとなり易いためにラジカルトラップ剤として好適に使用することができる。ヒンダードフェノール系酸化防止剤の分子量は、通常200以上、好ましくは500以上であり、その上限は通常3000である。
【0088】
本発明におけるイオウ系酸化防止剤とは、イオウ原子を有する酸化防止剤をいい、例えば、ジドデシルチオジプロピオネート、ジテトラデシルチオジプロピオネート、ジオクタデシルチオジプロピオネート、ペンタエリスリトールテトラキス(3−ドデシルチオプロピオネート)、チオビス(N−フェニル−β−ナフチルアミン)、2−メルカプトベンゾチアゾール、2−メルカプトベンゾイミダゾール、テトラメチルチウラムモノサルファイド、テトラメチルチウラムジサルファイド、ニッケルジブチルジチオカルバメート、ニッケルイソプロピルキサンテート、トリラウリルトリチオホスファイト等が挙げられる。特に、チオエーテル構造を有するチオエーテル系酸化防止剤は、酸化された物質から酸素を受け取って還元するため、好適に使用することができる。
イオウ系酸化防止剤の分子量は、通常200以上、好ましくは500以上であり、その上限は通常3000である。
【0089】
本発明におけるリン系酸化防止剤とは、リン原子を有する酸化防止剤をいい、亜リン酸ナトリウム、次亜リン酸ナトリウムなどの無機リン酸塩化合物又はP(OR)3構造を有する有機酸化防止剤であることが好ましい。ここで、Rは、アルキル基、アルキレン基、アリール基、アリーレン基などであり、3個のRは同一でも異なっていてもよく、任意の2個のRが互いに結合して環構造を形成していてもよい。リン系酸化防止剤としては、例えば、トリフェニルホスファイト、ジフェニルデシルホスファイト、フェニルジイソデシルホスファイト、トリ(ノニルフェニル)ホスファイト、ビス(2,4−ジ−tert−ブチルフェニル)ペンタエリスリトールジホスファイト、ビス(2,6−ジ−tert−ブチル−4−メチルフェニル)ペンタエリスリトールジホスファイト等が挙げられる。
フェノール系酸化防止剤、イオウ系酸化防止剤及びリン系酸化防止剤の配合量は、少なくとも1種のポリエステル樹脂又はポリアミド樹脂を含む熱可塑性樹脂(A)100重量部に対し、好ましくは0.001〜1.5重量部であり、より好ましくは0.03〜1重量部である。配合量を0.001重量部以上とすることにより、酸化防止効果がより良好に発揮され、1.5重量部以下とすることにより、酸化熱安定性が低化するのを抑止しやすい傾向にするとともに、溶融混練時の樹脂の分解をより起こりにくくすることが可能になる。
【0090】
また、本発明の熱可塑性樹脂組成物には、さらに熱安定剤として銅化合物を添加することができる。熱可塑性樹脂としてポリアミド樹脂を含む場合は、特に、銅化合物を添加すると、樹脂組成物の耐熱性がより向上すると共に、樹脂の劣化物による透過率の低下を抑制する傾向にある。銅化合物の具体的な例としては、塩化第一銅、塩化第二銅、臭化第一銅、臭化第二銅、ヨウ化第一銅、ヨウ化第二銅等のハロゲン化銅化金物や、硫酸第二銅、硝酸第二銅、リン酸銅、酢酸第一銅、酢酸第二銅、サリチル酸第二銅、ステアリン酸第二銅、安息香酸第二銅等の有機酸の銅化合物及び前記ハロゲン化銅化合物とキシリレンジアミン、2−メルカプトベンズイミダゾール、ベンズイミダゾールなどとの錯化合物などが挙げられる。中でも1価の銅化合物が好ましく、酢酸第一銅、ヨウ化第一銅がより好ましい。
【0091】
銅化合物の配合量は、特に制限はないが、通常、少なくとも1種のポリエステル樹脂又はポリアミド樹脂を含む熱可塑性樹脂(A)100重量部に対して0.01〜2重量部であり、好ましくは0.015〜1重量部である。配合量を0.01重量部以上とすることにより、熱安定性がより発揮されやすい傾向にあり、2重量部以下とすることにより、樹脂が着色し、機械物性が低下するのをより効果的に抑止できる傾向にあり好ましい。銅化合物は2種以上を併用してもよい。
【0092】
本発明ではハロゲン化アルカリ化合物を添加してもよい。特に、銅化合物と併用して、採用するのが好ましい。このハロゲン化アルカリ化合物の例としては、例えば、塩化リチウム、臭化リチウム、ヨウ化リチウム、塩化カリウム、臭化カリウム、ヨウ化カリウム、臭化ナトリウム及びヨウ化ナトリウムを挙げることができ、2種以上併用してもよい。これらの中でも、ヨウ化カリウム、ヨウ化ナトリウムが特に好ましい。銅化合物とハロゲン化アルカリ化合物を併用する場合の配合量は、少なくとも1種のポリエステル樹脂又はポリアミド樹脂を含む熱可塑性樹脂(A)100重量部に対し、銅化合物が好ましくは0.005〜1重量部、より好ましくは0.01〜0.5重量部、ハロゲン化アルカリ化合物が好ましくは0.01〜2重量部、より好ましくは0.05〜1重量部である。また、両者の合計配合量は、少なくとも1種のポリエステル樹脂又はポリアミド樹脂を含む熱可塑性樹脂(A)100重量部に対し0.015〜3重量部が好ましく、0.06〜1.5重量部がより好ましい。
【0093】
本発明における耐衝撃改良剤としては、オレフィン系、スチレン系、ポリエステル系、ポリアミド系及びウレタン系等の熱可塑性エラストマーならびにコアシェルポリマーが挙げられる。
【0094】
オレフィン系エラストマーとして好ましいものは、エチレン及び/又はプロピレンを主成分とする共重合体であり、具体的にはエチレン−プロピレン共重合体、エチレン−ブテン共重合体、エチレン−オクテン共重合体、エチレン−プロピレン−ブテン共重合体、エチレン−プロピレン−ジエン共重合体、エチレン−エチルアクリレート共重合体、エチレン−酢酸ビニル共重合体、エチレン−グリシジルメタクリレート共重合体などが挙げられる。これらの中でも、酸変性する場合の変性が容易で、耐衝撃性向上効果が大きい点から、エチレン−プロピレン共重合体、エチレン−ブテン共重合体がより好ましい。
【0095】
スチレン系エラストマーとしては、スチレン等のビニル芳香族化合物を主体とする重合体ブロックと未水素化及び/又は水素化した共役ジエン化合物を主体とする重合体ブロックとからなるブロック共重合体が挙げられる。かかるブロック共重合体を構成するビニル芳香族化合物としては、例えば、スチレン、α−メチルスチレン、ビニルトルエン、p−第三級ブチルスチレン、ジビニルベンゼン、p−メチルスチレン、1,1−ジフェニルスチレン等のうちから1種又は2種以上が選択でき、中でもスチレンが好ましい。また、共役ジエン化合物としては、例えば、ブタジエン、イソプレン、1,3−ペンタジエン、2,3−ジメチル−1,3−ブタジエン、ピレリレン、3−ブチル−1,3−オクタジエン、フェニル−1,3−ブタジエン等のうちから1種又は2種以上が選択でき、中でもブタジエン、イソプレン及びこれらの組み合わせが好ましい。ビニル芳香族化合物と共役ジエン化合物の共重合比は5/95〜70/30が好ましく、特に10/90〜60/40の重合比がより好ましい。このようなブロック共重合体としては、スチレン−エチレン−ブチレン−スチレン共重合体(SEBS)や、スチレン−エチレン−プロピレン−スチレン共重合体(SEPS)等の種々のa−b−a型トリブロック構造のものが市販されており、容易に入手可能である。
【0096】
ポリエステル系エラストマーとしては、ポリエチレンテレフタレート及びポリブチレンテレフタレート等の芳香族ポリエステルをハードセグメントとし、ポリエチレングリコール、ポリプレピレングリコール及びポリテトラメチレングリコール等のポリエーテル、又はポリエチレンアジペート、ポリブチレンアジペート及びポリカプロラクトン等の脂肪族ポリエステルをソフトセグメントとするブロック共重合体が挙げられる。本発明で用いるポリエステル系エラストマーは、これに限定されるものではないが、上記に例示したポリエステル系エラストマーが、相溶性の観点から好ましい。
【0097】
ポリアミド系エラストマーとしては、ポリアミド6、ポリアミド66、ポリアミド11、ポリアミド12などをハードセグメントとし、ポリエーテル又は脂肪族ポリエステルをソフトセグメントとするブロック共重合体が挙げられるが、これに限定されるものではない。ポリエーテル、脂肪族ポリエステルとしては、上記ポリエステル系エストラマーで使用されるものと同様の化合物を使用することができる。
【0098】
ウレタン系エラストマーとしては、4,4’−ジフェニルメタンジイソシアネート、4,4’−ジシクロヘキシルメタンジイソシアネート、トリレンジイソシアネート、ヘキサメチレンジイソシアネート等のジイソシアネートと、エチレングリコール、テトラメチレングリコール等のグリコールとを反応させることによって得られるポリウレタンをハードセグメントとし、ポリエーテル又は脂肪族ポリエステルをソフトセグメントとするブロック共重合体が挙げられるが、これに限定されるものではない。ポリエーテル、脂肪族ポリエステルとしては、上記ポリエステル系エストラマーで使用されるものと同様の化合物を使用することができる。
【0099】
コアシェルポリマーとは、ゴム層をガラス状の樹脂が包含したコアシェル型グラフト共重合体である。コアのゴム層の粒径は、重量平均粒径1.0μm以下が好ましく、0.2〜0.6μmがより好ましい。ゴム層の重量平均粒径を1.0μm以下とすることにより、耐衝撃性の改善効果がより発揮されやすい傾向にある。ゴム層の種類としては、例えば、珪素系、ジエン系、アクリル系エラストマー等が挙げられ、これらを2種以上共重合したものであってもよい。
【0100】
耐衝撃性改良剤は、機械的強度、熱安定性、流動性の観点から、重合体中の好ましくは0.05〜5重量%、より好ましくは0.2〜4重量%程度が、酸変性又はエポキシ変性されたものが好ましい。
耐衝撃性改良剤の配合量は、少なくとも1種のポリエステル樹脂又はポリアミド樹脂を含む熱可塑性樹脂(A)100重量部に対して、好ましくは0.5〜40重量部であり、より好ましくは2〜35重量部、さらに好ましくは5〜30重量部である。配合量を0.5重量部以上とすることにより、耐衝撃性をより優れたものとすることができ、40重量部以下とすることにより、耐熱性、耐紫外線老化性、透過率の低下を抑制することができる。
【0101】
難燃剤としては、特に制限されず、例えば、有機ハロゲン化合物、アンチモン化合物、リン化合物、窒素化合物等の有機難燃剤及び無機難燃剤が挙げられる。有機ハロゲン化合物としては、例えば、臭素化ポリカーボネート、臭素化エポキシ樹脂、臭素化フェノキシ樹脂、臭素化ポリフェニレンエーテル樹脂、臭素化ポリスチレン樹脂、臭素化ビスフェノールA、ペンタブロモベンジルポリアクリレート等が挙げられる。アンチモン化合物としては、例えば、三酸化アンチモン、五酸化アンチモン、アンチモン酸ナトリウム等が挙げられる。リン化合物としては、例えば、リン酸エステル、ポリリン酸、ポリリン酸アンモニウム、赤リンや、リン原子と窒素原子の結合を主鎖に有するフェノキシホスファゼン、アミノホスファゼン等のホスファゼン化合物等が挙げられる。窒素系化合物としては、例えば、メラミン、シアヌル酸、シアヌル酸メラミン等が挙げられる。無機難燃剤としては、例えば、水酸化アルミニウム、水酸化マグネシウム、ケイ素化合物、ホウ素化合物等が挙げられる。
【0102】
難燃剤の配合量は、少なくとも1種のポリエステル樹脂又はポリアミド樹脂を含む熱可塑性樹脂(A)100重量部に対し、好ましくは0.1〜80重量部、より好ましくは1〜60重量部、さらに好ましくは1〜50重量部である。配合量を0.1重量部以上とすることにより、難燃性をより効果的に発現することができ、80重量部以下にすることにより、物性、特に機械的強度をより高く保つことができる。
【0103】
本発明の熱可塑性樹脂組成物には、本発明の効果を損なわない範囲で、エポキシ樹脂、フェノール樹脂、メラミン樹脂、シリコーン樹脂などの熱硬化性樹脂を配合することができる。これらの熱硬化性樹脂は、少なくとも1種のポリエステル樹脂又はポリアミド樹脂を含む熱可塑性樹脂(A)の一部として配合してもよく、2種以上を組み合わせて使用することもできる。これらの樹脂の配合量は、樹脂成分中の50重量%以下であることが好ましく、45重量%以下であることがさらに好ましい。
【0104】
本発明のレーザー溶着用熱可塑性樹脂組成物は、該樹脂組成物からなる厚み2mmの成形品の、波長960nmにおける光線透過率が、10%以上であることが好ましく、15%以上であることがより好ましい。
【0105】
本発明の熱可塑性樹脂組成物の製造方法は、特に制限されないが、ベント口から脱揮できる設備を有する1軸又は2軸の押出機を混練機として使用する方法が好ましい。上記の少なくとも1種のポリエステル樹脂又はポリアミド樹脂を含む熱可塑性樹脂(A)、ガラス繊維(B)及び必要に応じて配合される他の添加剤は、混練機に一括して供給してもよいし、熱可塑性樹脂(A)成分に他の配合成分を順次供給してもよい。ガラス繊維(B)は、混練時にガラス繊維が破砕するのを抑制するため、押出機の途中から供給することが好ましい。また、各成分から選ばれた2種以上の成分を予め混合、混練しておいてもよい。例えば、着色剤(C)を配合する場合は、熱可塑性樹脂(A)の一部に所定の配合比率より多い着色剤(C)を練り込んだマスターペレットを予め調整し、これを残りの配合成分と溶融混合押出して所定の配合比率とすることによっても、本発明における熱可塑性樹脂組成物を得ることができる。
【0106】
本発明の熱可塑性樹脂組成物を用いた成形品の製造方法は、特に制限されず、熱可塑性樹脂について一般に使用されている成形法、すなわち、射出成形、中空成形、押出成形、プレス成形などの成形法を適用することができる。この場合、特に好ましい成形方法は、流動性の良さから、射出成形である。射出成形に当たっては、樹脂温度を240〜280℃にコントロールするのが好ましい。
【0107】
本発明の熱可塑性樹脂組成物は、レーザー溶着用の樹脂材料に好適である。特に、少なくとも一方に本発明の熱可塑性樹脂組成物を用いた部材同士を強固に接着させることができ、2以上の樹脂部材を有する成形品の製造に好ましく用いることができる。部材の形状は特に制限されないが、部材同士をレーザー溶着により接合して用いるため、通常、少なくとも面接触箇所(平面、曲面)を有する形状である。レーザー溶着では、レーザー透過性のある部材を透過したレーザー光が、レーザー吸収性のある部材に吸収されて、溶融し、両部材が溶着される。本発明の熱可塑性樹脂組成物は、強化充填材を含有しているにも関わらずレーザー光に対する透過性が高いので、レーザー光が透過する部材として好ましく用いることができる。ここで、該レーザーが透過する部材の厚み(レーザー光が透過する部分におけるレーザー透過方向の厚み)は、用途、組成物の組成その他を勘案して、適宜定めることができるが、例えば5mm以下であり、好ましくは4mm以下である。
【0108】
本発明のレーザー溶着に用いるレーザー光源としては、例えば、Arレーザ(510nm)、He−Neレーザー(630nm)、CO2レーザー(10600nm)などの気体レーザー、色素レーザー(400〜700nm)などの液体レーザー、YAGレーザー(1064nm)などの固体レーザーや、半導体レーザー(655〜980nm)等が利用できる。ビーム品質、コストの点で、半導体レーザーが好ましく用いられる。また、溶着相手材の種類によって、適宜レーザー種を選択することもできる。
【0109】
より具体的には、例えば、本発明の熱可塑性樹脂組成物(I)からなる部材とレーザー吸収性を有する樹脂組成物(II)からなる部材を溶着する場合、まず、両者の溶着する箇所同士を相互に接触させる。この時、両者の溶着箇所は面接触が望ましく、平面同士、曲面同士、又は平面と曲面の組み合わせであってもよい。次いで、本発明の熱可塑性樹脂組成物(I)からなる部材側からレーザー光を照射(好ましくは接着面に垂直に照射)する。この時、必要によりレンズ系を利用して両者の界面にレーザー光を集光させてもよい。その集光ビームは本発明の熱可塑性樹脂組成物(I)からなる部材中を透過し、樹脂組成物(II)からなる部材の表面近傍で吸収されて発熱し溶融する。次にその熱は熱伝導によって本発明の熱可塑性樹脂組成物(I)からなる部材側にも伝わって溶融し、両者の界面に溶融プールを形成し、冷却後、両者が接合する。
このようにして部材同士を溶着された成形品は、高い接合強度を有する。尚、本発明における成形品とは、少なくとも2以上の部材が溶着されたものをいい、完成品や部品の他、これらの一部分を成す部材も含む趣旨である。
【0110】
尚、樹脂組成物(II)からなる部材は、少なくとも樹脂を含み、且つ、本発明の樹脂組成物(I)からなる部材と溶着可能なものであれば特に制限されない。樹脂組成物(II)に含まれる樹脂としては、樹脂組成物(I)と同種の樹脂はもちろんのこと、異種の樹脂であってもよいが、樹脂組成物(I)との相溶性が良好な点から、特に、樹脂組成物(I)と同種の樹脂であることが好ましい。また、樹脂組成物(II)は2種以上の樹脂から構成されていてもよい。
【0111】
また、樹脂組成物(II)は、照射するレーザー光波長の範囲内に吸収波長を持つものが好ましい。さらに、樹脂組成物(II)に、光吸収剤、例えば、着色顔料等を添加含有させることにより、その吸収特性を発現させてもよい。前記着色顔料としては、例えば、無機顔料(カーボンブラック(例えば、アセチレンブラック、ランプブラック、サーマルブラック、ファーネスブラック、チャンネルブラック、ケッチェンブラックなど)などの黒色顔料、酸化鉄赤などの赤色顔料、モリブデートオレンジなどの橙色顔料、酸化チタンなどの白色顔料)、有機顔料(黄色顔料、橙色顔料、赤色顔料、青色顔料、緑色顔料など)などが挙げられる。なかでも、無機顔料は一般に隠ぺい力が強く、レーザー吸収側の樹脂組成物(II)により好ましく用いることができる。これらの光吸収剤は2種以上組み合わせて使用してもよい。光吸収剤の配合量は、樹脂成分100重量部に対し0.01〜1重量部であることが好ましい。
【0112】
本発明で得られた一体成形品は、機械的強度が良好で、高い溶着強度を有し、レーザー光照射による樹脂の損傷も少ないため、種々の用途、例えば、各種保存容器、電気・電子機器部品、オフィスオートメート(OA)機器部品、家電機器部品、機械機構部品、車両機構部品などに適用できる。特に、食品用容器、薬品用容器、油脂製品容器、車両用中空部品(各種タンク、インテークマニホールド部品など)、車両用電装部品(各種コントロールユニット、イグニッションコイル部品など)モーター部品、各種センサー部品、コネクター部品、スイッチ部品、ブレーカー部品、リレー部品、コイル部品、トランス部品、ランプ部品などに好適に用いることができる。
【実施例】
【0113】
以下、実施例により本発明を更に詳細に説明するが、本発明は、その要旨を超えない限り、以下の実施例に何ら限定されるものではない。
【0114】
[各種測定法]
(1)光線透過率
表1に記載の各樹脂組成物を、120℃で5時間乾燥した後、射出成形機(住友重機械工業社製「型式:SE−50D」)を用いて、表1に記載のシリンダー温度及び金型温度条件で、光線透過率測定用の試験片(長さ128mm、幅13mm、厚さ1.5又は2mm)を作製した。光線透過率は、可視・紫外分光光度計(島津製作所社製「UV−3100PC」)を用いて測定し、近赤外領域960nmの透過光強度と入射光強度の比を百分率(%)で表した。
【0115】
(2)レーザー溶着性
図1に示すように試験片を重ね合わせ、レーザー照射を行った。図1中、(a)は試験片を側面から見た図を、(b)は試験片を上方から見た図をそれぞれ示している。1は上記(1)の光線透過率測定用の試験片と同条件で作製した試験片(長さ128mm、幅13mm、厚さ2mm)を、2は接合する相手材である熱可塑性樹脂組成物(II)からなる試験片(試験片1と同様に作製)を、3はレーザー照射箇所を、それぞれ示している。
試験片1をレーザー透過側、樹脂組成物(II)からなる試験片2をレーザー吸収側として重ね合わせ、透過側からレーザーを照射した。レーザー溶着装置は、一括照射タイプの日本エマソン社製「IRAM−300」を用い、レーザー光波長は960nm、溶着スポットは3mm×13mm、圧力は4.8MPaでレーザーを照射した。レーザー照射時間は、樹脂成分がポリエステル樹脂の場合は17sec、ポリアミド樹脂の場合は10secとした。
溶着された試験片を用い、レーザー溶着強度測定を行った。溶着強度の測定は、引張試験機(インストロン社製「5544型」)を使用し、溶着して一体化された試験片1と2を、その長軸方向の両端をクランプで挟み、引張速度5mm/minで引張って評価した。レーザー溶着強度は、溶着部の引張せん断破壊強度で示した。
【0116】
(3)引張強度及びシャルピー衝撃強度
表1に記載の各樹脂組成物を、120℃で5時間乾燥した後、射出成形機(住友重機械工業社製「型式:SG−75MIII」)を用いて、表1に記載のシリンダー温度及び金型温度条件で、引張試験及びシャルピー衝撃試験用のISO試験片を作製した。該ISO試験片について、ISO527規格に準拠し引張強度を、ISO179規格に準拠してノッチ付きシャルピー衝撃強度を測定した。
【0117】
(4)ポリブチレンテレフタレート樹脂特性の評価法
固有粘度(IV):
ウベローデ型粘度計を使用し次の要領で求めた。すなわち、フェノール/テトラクロロエタン(重量比1/1)の混合溶媒を使用し、30℃において、濃度1.0g/dlのポリマー溶液及び溶媒のみの落下秒数を測定し、下記の式(3)より求めた。
【0118】
IV=((1+4KHηsp)0.5−1)/(2KHC) (3)
但し、式(3)中、ηsp=(η/η0)−1であり、ηはポリマー溶液落下秒数、η0は溶媒の落下秒数、Cはポリマー溶液濃度(g/dl)、KHはハギンズの定数であり、0.33とした。
【0119】
PBT樹脂中のチタン及び2族金属濃度:
電子工業用高純度硫酸及び硝酸でPBT樹脂を湿式分解し、高分解能ICP−MS(Inductively Coupled Plasma−Mass Spectrometer)(サーモクエスト社製)を使用して測定した。
【0120】
末端カルボキシル基濃度:
ベンジルアルコール25mlにPBT樹脂又はオリゴマー0.5gを溶解し、水酸化ナトリウムの0.01モル/lベンジルアルコール溶液を使用して滴定した。
【0121】
[樹脂組成物の原材料]
(A1)ポリブチレンテレフタレート樹脂:
下記の製造例に従って製造した。
図2に示すエステル化工程と、図3に示す重縮合工程を用い、以下の方法によりPBT樹脂を製造した。
先ず、テレフタル酸1.00モルに対して、1,4−ブタンジオール1.80モルの割合で混合した60℃のスラリーを、スラリー調製槽から原料供給ライン1を通じ、予め、エステル化率99%のPBTオリゴマーを充填したスクリュー型攪拌機を有するエステル化のための反応槽Aに、40kg/hとなる様に連続的に供給した。同時に、再循環ライン2から185℃の精留塔Cの塔底成分(98重量%以上が1,4−ブタンジオール)を20kg/hで供給し、チタン触媒供給ライン3から触媒として65℃のテトラブチルチタネートの6.0重量%1,4−ブタンジオール溶液を99g/hで供給した(理論ポリマー収量に対し30ppm)。この触媒溶液中の水分は0.2重量%であった。2族金属触媒供給ライン15から触媒として65℃の酢酸マグネシウム・4水塩の6.0重量%1,4−ブタンジオール溶液を62g/hで供給した(理論ポリマー収量に対し15ppm)。この触媒溶液中の水分は10.0重量%であった。
【0122】
反応槽Aの内温は230℃、圧力は78kPaとし、生成する水とテトラヒドロフラン及び余剰の1,4−ブタンジオールを留出ライン5から留出させ、精留塔Cで高沸成分と低沸成分とに分離した。系が安定した後の塔底の高沸成分は、98重量%以上が1,4−ブタンジオールであり、精留塔Cの液面が一定になる様に、抜出ライン8を通じてその一部を外部に抜き出した。一方、低沸成分は塔頂よりガスの形態で抜き出し、コンデンサGで凝縮させ、タンクFの液面が一定になる様に、抜出ライン13より外部に抜き出した。
【0123】
反応槽Aで生成したオリゴマーの一定量は、抜出ポンプBを使用し、抜出ライン4から抜き出し、反応槽A内液の平均滞留時間が150分になる様に液面を制御した。抜出ライン4から抜き出したオリゴマーは、図3に示す第1重縮合反応槽aに連続的に供給した。系が安定した後、反応槽Aの出口で採取したオリゴマーのエステル化率は96.5%であった。
【0124】
第1重縮合反応槽aの内温は240℃、圧力2.1kPaとし、滞留時間が120分になる様に液面制御を行った。減圧機(図示せず)に接続されたベントラインL2から、水、テトラヒドロフラン、1,4−ブタンジオールを抜き出しながら、初期重縮合反応を行った。抜き出した反応液は第2重縮合反応槽dに連続的に供給した。
【0125】
第2重縮合反応槽dの内温は240℃、圧力130Paとし、滞留時間が85分になる様に液面制御を行い、減圧機(図示せず)に接続されたベントラインL4から、水、テトラヒドロフラン、1,4−ブタンジオールを抜き出しながら、さらに重縮合反応を進めた。得られたポリマーは、抜出用ギヤポンプeにより抜出ラインL3を経由し、ダイスヘッドgからストランド状に連続的に抜き出し、回転式カッターhでカッティングしてPBT樹脂のペレットを得た。得られたPBT樹脂のペレットを、ダブルコニカル型ブレンダー(内容量100l)にて、205℃、0.133kPa以下の減圧下、固相重合を行い、刑事的にIVをモニターしながら、所望のIVに達した時点でペレットを取り出した。得られたPBT樹脂は、固有粘度[η]=0.85dl/g、チタン含有量30ppm、マグネシウム含有量15ppm、末端カルボキシル基濃度15μeq/gであった。
【0126】
(A2)ポリアミド6:三菱エンジニアリングプラスチックス(株)製、商品名「ノバミッド(登録商標)1013J」。粘度数138ml/g(ISO307規格に準拠して、温度25℃、96重量%硫酸中、ポリアミド樹脂濃度0.5重量%で測定した。)
(A3)ポリアミドMXD6:三菱瓦斯化学(株)製、商品名「ポリアミドMXD6#6000」、メタキシリレンジアミンとアジピン酸から製造されたポリアミド樹脂。見かけの溶融粘度1600ポイズ(キャピラリーレオメーター(東洋精機社製「キャピログラフ1C」)を使用し、キャピラリーのL/D=30mm/1mm、温度280℃、せん断速度100sec-1にて測定した。)
【0127】
(B1)扁平断面ガラス繊維:日東紡社製 商品名「CSG3PA830」、長円形断面、長径(D2)=28μm、短径(D1)=7μm、扁平率4。繊維径18μm相当の断面積を有する。カット長3mm、Eガラス、屈折率(nd)1.55
(B2)扁平断面ガラス繊維:日東紡社製、商品名「CSH3PA860」、繭形断面、長径(D2)=20μm、短径(D1)=10μm、扁平率2。繊維径18μm相当の断面積を有する。カット長3mm、Eガラス、屈折率(nd)1.55
(B3)円形断面ガラス繊維:日本電気硝子社製、商品名「ECT03T−187」。繊維径13μm、カット長3mm、Eガラス、屈折率(nd)1.55
(B4)円形断面ガラス繊維:日本電気硝子社製、「商品名:ECS03T−289」、繊維径13μm、カット長3mm、Eガラス、屈折率(nd)1.55
【0128】
(C)着色剤マスターバッチ:オリヱント化学工業社製、商品名「eBIND LTW−8950C」。メチン系油溶性染料とポリブチレンテレフタレート樹脂の混合物マスターバッチ。
【0129】
酸化防止剤:ペンタエリスリトールテトラキス[3−(3,5−ジ−tert−ブチル
−4−ヒドロキシフェニル)プロピオネート]、チバ・スペシャルティ・ケミカルズ社製
「商品名:Irganox1010」、分子量1178。
【0130】
[熱可塑性樹脂組成物(II)の製造法]
後述するそれぞれの実施例及び比較例の樹脂組成物に、カーボンブラック(三菱化学(株)製、品番:MA600B)を、樹脂成分100重量部に対し0.6重量部の割合で配合したものを用いた。
【0131】
[実施例1〜6及び比較例1〜4]
(A1)〜(A3)の熱可塑性樹脂と、必要に応じて着色剤、酸化防止剤を表1に示した比率となるよう配合し、タンブラーで20分混合した。シリンダー温度を250℃に設定した2軸押出機(日本製鋼所社製「TEX30C」、バレル9ブロック構成)を用い、得られた原料混合物をホッパーより供給し、(B1)〜(B4)のガラス繊維は、ホッパーから数えて5番目のブロックからサイドフィード方式で供給し、溶融混練した。得られた樹脂組成物ペレットを用いて上述した評価を行った。評価結果を表1に示した。
【0132】
【表1】
【0133】
表1に示したように、本発明の扁平ガラス繊維を使用することにより、レーザー透過率が向上し、レーザー溶着特性に優れ、機械強度も良好な樹脂組成物が得られることが明らかになった(実施例1〜6)。また、本発明の熱可塑性樹脂組成物を使用することにより、他の部材と容易に強固なレーザー溶着が可能となる。
【産業上の利用可能性】
【0134】
本発明の熱可塑性樹脂組成物を用いることにより、溶着可能な製品厚みの範囲が広がり、製品設計の自由度を大きくすることができ、さらに、レーザー照射強度や走査速度等のレーザー溶着条件の幅をも広げることができ、部材同士がより強固に接着した成形品を提供することが可能になった。このような成形品は工業的に広く利用され、特に、車両用電装部品、センサー部品、コネクター部品等の製品及び車両用中空部品等に好適に用いることが可能であり、その利用価値は極めて高いものである。
【符号の説明】
【0135】
(図1)
1 試験片1
2 試験片2
3 レーザー照射箇所
【0136】
(図2)及び(図3)
1 原料供給ライン
2 再循環ライン
3 チタン触媒供給ライン
4 抜出ライン
5 留出ライン
6 抜出ライン
7 循環ライン
8 抜出ライン
9 ガス抜出ライン
10 凝縮液ライン
11 抜出ライン
12 循環ライン
13 抜出ライン
14 ベントライン
15 1族金属触媒及び/又は2族金属触媒供給ライン
A 反応槽
B 抜出ポンプ
C 精留塔
D ポンプ
E ポンプ
F タンク
G コンデンサ
L1 抜出ライン
L2 ベントライン
L3 抜出ライン
L4 ベントライン
a 第1重縮合反応槽
c 抜出用ギヤポンプ
d 第2重縮合反応槽
e 抜出用ギヤポンプ
g ダイスヘッド
h 回転式カッター
【特許請求の範囲】
【請求項1】
少なくとも1種のポリエステル樹脂又はポリアミド樹脂を含む熱可塑性樹脂(A)100重量部に対して、繊維長さ方向に垂直な断面が下記式による扁平率1.5以上の扁平形状であるガラス繊維(B)10〜150重量部を配合してなることを特徴とする、レーザー溶着用熱可塑性樹脂組成物。
扁平率=ガラス繊維断面の長径(D2)/ガラス繊維断面の短径(D1)
【請求項2】
ガラス繊維(B)の扁平率が1.5〜10である、請求項1に記載のレーザー溶着用熱可塑性樹脂組成物。
【請求項3】
ガラス繊維(B)の扁平率が2.5〜6である、請求項1に記載のレーザー溶着用熱可塑性樹脂組成物。
【請求項4】
ガラス繊維(B)の断面形状が、長円形、楕円形、長方形である、請求項1〜3のいずれか1項に記載のレーザー溶着用熱可塑性樹脂組成物。
【請求項5】
ポリエステル樹脂がポリブチレンテレフタレート樹脂である、請求項1〜4のいずれか1項に記載のレーザー溶着用熱可塑性樹脂組成物。
【請求項6】
ポリブチレンテレフタレート樹脂が、チタン化合物を触媒として得られたものであり、かつ、含有チタン濃度がチタン原子として80ppm以下である、請求項5に記載のレーザー溶着用熱可塑性樹脂組成物。
【請求項7】
ポリブチレンテレフタレート樹脂の末端カルボキシル基濃度が40eq/ton以下である、請求項5又は6に記載のレーザー溶着用熱可塑性樹脂組成物。
【請求項8】
ポリアミド樹脂の少なくとも1種を構成する、少なくとも1種のモノマーが芳香環を含有する、請求項1〜7のいずれか1項に記載のレーザー溶着用熱可塑性樹脂組成物。
【請求項9】
ポリアミド樹脂が、脂肪族ジアミンと芳香族ジカルボン酸とからなる塩及び芳香族ジアミンと脂肪族ジカルボン酸とからなる塩より選ばれる少なくとも1種を構成単位(a)として含む、請求項1〜8のいずれかに記載のレーザー溶着用熱可塑性樹脂組成物。
【請求項10】
構成単位(a)が、ポリアミド樹脂全構成単位中の30モル%以上である、請求項9に記載のレーザー溶着用熱可塑性樹脂組成物。
【請求項11】
ポリアミド樹脂が、ヘキサメチレンジアミンとテレフタル酸ならびに/又はイソフタル酸とからなる塩、及び、キシリレンジアミンとアジピン酸とからなる塩より選ばれる少なくとも1種を構成単位(a)として含む、請求項1〜10のいずれか1項に記載のレーザー溶着用熱可塑性樹脂組成物。
【請求項12】
さらに、着色剤(C)を配合してなる、請求項1〜11のいずれか1項に記載のレーザー溶着用熱可塑性樹脂組成物。
【請求項13】
レーザー透過側の部材に用いられる、請求項1〜12のいずれか1項に記載のレーザー溶着用熱可塑性樹脂組成物。
【請求項14】
請求項1〜13のいずれか1項に記載のレーザー溶着用強化熱可塑性樹脂組成物(I)からなる部材とレーザー吸収性を有する樹脂組成物(II)からなる部材を、前記樹脂組成物(I)からなる部材側からレーザー光を照射して溶着させてなる成形品。
【請求項15】
請求項1〜13のいずれか1項に記載のレーザー溶着用熱可塑性樹脂組成物(I)からなる部材とレーザー吸収性を有する熱可塑性樹脂組成物(II)からなる部材を、前記樹脂組成物(I)からなる部材側からレーザー光を照射して溶着させる工程を含む成形品の製造方法。
【請求項1】
少なくとも1種のポリエステル樹脂又はポリアミド樹脂を含む熱可塑性樹脂(A)100重量部に対して、繊維長さ方向に垂直な断面が下記式による扁平率1.5以上の扁平形状であるガラス繊維(B)10〜150重量部を配合してなることを特徴とする、レーザー溶着用熱可塑性樹脂組成物。
扁平率=ガラス繊維断面の長径(D2)/ガラス繊維断面の短径(D1)
【請求項2】
ガラス繊維(B)の扁平率が1.5〜10である、請求項1に記載のレーザー溶着用熱可塑性樹脂組成物。
【請求項3】
ガラス繊維(B)の扁平率が2.5〜6である、請求項1に記載のレーザー溶着用熱可塑性樹脂組成物。
【請求項4】
ガラス繊維(B)の断面形状が、長円形、楕円形、長方形である、請求項1〜3のいずれか1項に記載のレーザー溶着用熱可塑性樹脂組成物。
【請求項5】
ポリエステル樹脂がポリブチレンテレフタレート樹脂である、請求項1〜4のいずれか1項に記載のレーザー溶着用熱可塑性樹脂組成物。
【請求項6】
ポリブチレンテレフタレート樹脂が、チタン化合物を触媒として得られたものであり、かつ、含有チタン濃度がチタン原子として80ppm以下である、請求項5に記載のレーザー溶着用熱可塑性樹脂組成物。
【請求項7】
ポリブチレンテレフタレート樹脂の末端カルボキシル基濃度が40eq/ton以下である、請求項5又は6に記載のレーザー溶着用熱可塑性樹脂組成物。
【請求項8】
ポリアミド樹脂の少なくとも1種を構成する、少なくとも1種のモノマーが芳香環を含有する、請求項1〜7のいずれか1項に記載のレーザー溶着用熱可塑性樹脂組成物。
【請求項9】
ポリアミド樹脂が、脂肪族ジアミンと芳香族ジカルボン酸とからなる塩及び芳香族ジアミンと脂肪族ジカルボン酸とからなる塩より選ばれる少なくとも1種を構成単位(a)として含む、請求項1〜8のいずれかに記載のレーザー溶着用熱可塑性樹脂組成物。
【請求項10】
構成単位(a)が、ポリアミド樹脂全構成単位中の30モル%以上である、請求項9に記載のレーザー溶着用熱可塑性樹脂組成物。
【請求項11】
ポリアミド樹脂が、ヘキサメチレンジアミンとテレフタル酸ならびに/又はイソフタル酸とからなる塩、及び、キシリレンジアミンとアジピン酸とからなる塩より選ばれる少なくとも1種を構成単位(a)として含む、請求項1〜10のいずれか1項に記載のレーザー溶着用熱可塑性樹脂組成物。
【請求項12】
さらに、着色剤(C)を配合してなる、請求項1〜11のいずれか1項に記載のレーザー溶着用熱可塑性樹脂組成物。
【請求項13】
レーザー透過側の部材に用いられる、請求項1〜12のいずれか1項に記載のレーザー溶着用熱可塑性樹脂組成物。
【請求項14】
請求項1〜13のいずれか1項に記載のレーザー溶着用強化熱可塑性樹脂組成物(I)からなる部材とレーザー吸収性を有する樹脂組成物(II)からなる部材を、前記樹脂組成物(I)からなる部材側からレーザー光を照射して溶着させてなる成形品。
【請求項15】
請求項1〜13のいずれか1項に記載のレーザー溶着用熱可塑性樹脂組成物(I)からなる部材とレーザー吸収性を有する熱可塑性樹脂組成物(II)からなる部材を、前記樹脂組成物(I)からなる部材側からレーザー光を照射して溶着させる工程を含む成形品の製造方法。
【図1】

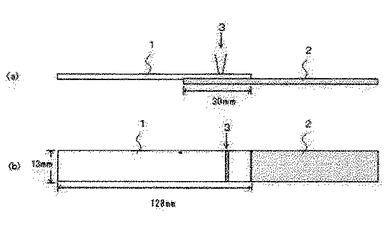
【図2】
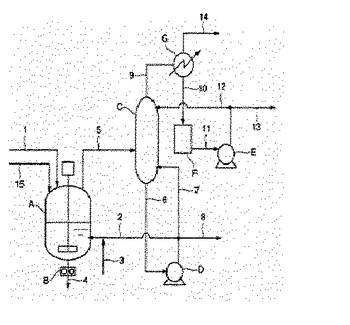
【図3】
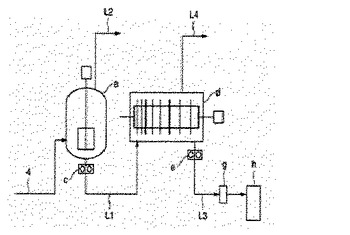
【図2】
【図3】
【公開番号】特開2013−53316(P2013−53316A)
【公開日】平成25年3月21日(2013.3.21)
【国際特許分類】
【出願番号】特願2012−264077(P2012−264077)
【出願日】平成24年12月3日(2012.12.3)
【分割の表示】特願2007−204252(P2007−204252)の分割
【原出願日】平成19年8月6日(2007.8.6)
【出願人】(594137579)三菱エンジニアリングプラスチックス株式会社 (609)
【Fターム(参考)】
【公開日】平成25年3月21日(2013.3.21)
【国際特許分類】
【出願日】平成24年12月3日(2012.12.3)
【分割の表示】特願2007−204252(P2007−204252)の分割
【原出願日】平成19年8月6日(2007.8.6)
【出願人】(594137579)三菱エンジニアリングプラスチックス株式会社 (609)
【Fターム(参考)】
[ Back to top ]