
レーザ加工ヘッド
【課題】保護ガラスに熱レンズ効果が発現せず、レンズを長焦点化しても溶接部付近を無酸素雰囲気に保てるレーザ加工ヘッドを提供する。
【解決手段】保護ガラス71を透過したレーザ光Lを溶接対象物86,87に向けて屈折させるミラー76のレーザ光L出射方向下流側に、レーザ光Lの光路を横切るエアカーテン流A1を形成させる後段エアナイフノズル83と前段エアナイフノズル84を設けて、溶接スパッタなどの飛散物がミラー76及び保護ガラス71へ付着することを抑え、熱レンズ効果の発現を防ぐ。また、前段エアナイフノズル84のレーザ光L出射方向下流側に設けたトレーラ85から、不活性ガスGを溶接対象物86,87に向けて噴出させるので、レンズ67,68,69の長焦点化を図っても、溶接部付近を確実に無酸素雰囲気にすることができる。
【解決手段】保護ガラス71を透過したレーザ光Lを溶接対象物86,87に向けて屈折させるミラー76のレーザ光L出射方向下流側に、レーザ光Lの光路を横切るエアカーテン流A1を形成させる後段エアナイフノズル83と前段エアナイフノズル84を設けて、溶接スパッタなどの飛散物がミラー76及び保護ガラス71へ付着することを抑え、熱レンズ効果の発現を防ぐ。また、前段エアナイフノズル84のレーザ光L出射方向下流側に設けたトレーラ85から、不活性ガスGを溶接対象物86,87に向けて噴出させるので、レンズ67,68,69の長焦点化を図っても、溶接部付近を確実に無酸素雰囲気にすることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はレーザ加工ヘッドに関するものである。
【背景技術】
【0002】
レーザ発振器から出射される高出力レーザ光を、レンズより集光して加工対象物に照射し、溶接、切断、及び部分蒸散などの加工を非接触で行う手立てとして、様々なレーザ加工ヘッドが提案されている。
【0003】
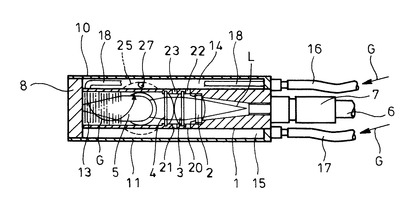
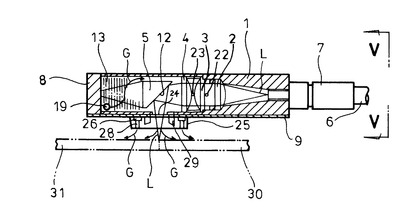
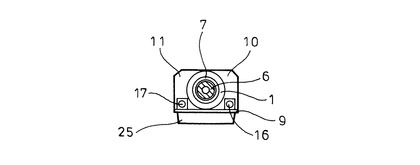
図3〜図5は従来のレーザ加工ヘッドの一例を示すもので、断面円形状の内筒1の内部に、複数のレンズ2,3,4とミラー5とを内筒1基端側から先端側に向けて一列に配置し、光ファイバケーブル6を把持してその光出射端をレンズ2に正対させるコネクタ7を内筒1の基端部に取り付け、端板8によって内筒1の先端を封止し、底板9と一対の外殻10,11とにより内筒1を周方向に取り囲んでいる(特許文献1参照)。
【0004】
ミラー5は、レンズ4と対峙する側に、レンズ2,3,4の光軸に対して45°の角度(折返し角度)をなす反射面12を有し、該反射面12の背後側は、端板8に向けて先細状に形作られており、この先細状部分には放熱用の針状素子13が多数取り付けられている。
【0005】
底板9は、内筒1の外周面に対して内筒1軸線方向に直線的に接している。一方の外殻10は、底板9の一側縁部、内筒1の外周面、並びに端板8に接して内筒1に並列に沿う空間14を形成し、他方の外殻11は、底板9の他側縁部、内筒1の外周面、並びに端板8に接して内筒1に並列に沿う空間15を形成している。更に、一方の外殻10の基端部にはガス供給管16が接続され、他方に外殻11の基端部にはガス供給管17が接続されている。
【0006】
一方の空間14の内部にはガス導入管18が配置されている。ガス導入管18の上流端は、一方の外殻10に接続したガス供給管16に連通し、該ガス導入管18の下流端は、内筒1の先端付近に穿設した開口19を介して内筒1のミラー5が収納されている部分に連通している。
【0007】
内筒1には、他方の空間15からレンズ2,3間の空隙、並びにレンズ3,4間の空隙へと貫通する通気孔20,21と、レンズ2,3間の空隙、並びにレンズ3,4間の空隙から一方の空間14へと貫通する通気孔22,23とが穿設されている。
【0008】
内筒1及び底板9には、ミラー5の反射面12により屈折したレーザ光Lを加工ヘッド外部へ導くための開口が穿設されている。底板9の開口には、反射面12へのスパッタの付着を防止するための保護ガラス24が配置され、該保護ガラス24は、開口を周方向に取り囲むように底板9に取り付けた円形のシールドノズル25により保持されている。
【0009】
シールドノズル25の底板9に相対する面には、周方向に延びる溝状のガス溜まり26が形成されており、このガス溜まり26は、底板9に穿設した通気孔27を介して一方の空間14に連通している。また、ガス溜まり26の底部には、シールドノズル25を部材厚さ方向に貫通する多数のガス噴出孔28が穿設されている。更に、底板9及びシールドノズル25には、内筒1の内部から保護ガラス24の下方へ向けて不活性ガスGを送出するための通気路29が形成されている。
【0010】
図3〜図5に示すレーザ加工ヘッドを用いて溶接対象物30,31を突き合わせ継手を溶接する際には、光ファイバケーブル6の光入射端をレーザ発振器(図示せず)に接続し、保護ガラス24が溶接対象物30,31の突き合わせ継手に向き合うように、レーザ加工ヘッドを位置させる。
【0011】
レーザ発振器を作動させると、レーザ光Lが光ファイバケーブル6を経てレンズ2に入射する。レーザ光Lは、レンズ2,3,4によりビーム形状が適正化され且つ集束しつつミラー5の反射面12で屈折し、レンズ2,3,4の光軸に対して直行する方向へと進み、保護ガラス24を透過し、溶接対象物30,31の突き合わせ継手に照射され、該突き合わせ部分の母材が温度上昇に伴って溶融する。更に、レーザ加工ヘッドの姿勢を変化させて、レーザ光Lの照射位置をずらすと温度低下に伴って母材溶融層が凝固し、レーザ光Lの照射位置の移動に追従して溶接層が逐次形作られる。溶接作業中は、ガス供給管16,17の双方に、アルゴンやヘリウムなどの不活性ガスGを送り込む。
【0012】
ガス供給管16に送り込まれる不活性ガスGは、一方の空間14の内部のガス導入管18から開口19を経て内筒1のミラー5が収納されている部分に流入し、ミラー5の先細状部分や多数の針状素子13から熱を奪取して、反射面12へのレーザ光Lの入射に伴って発熱したミラー5を冷却する。ミラー5を冷却した不活性ガスGは、通気路29を経て保護ガラス24の下方へ向けて送出され、作業中に溶接スパッタなどのような飛散物が保護ガラス24に付着することを抑える。
【0013】
ガス供給管17に送り込まれる不活性ガスGは、他方の空間15、通気孔20,21、レンズ2,3間の空隙、並びにレンズ3,4間の空隙へ流入し、これらレンズ2,3,4から熱を奪取し、レーザ光の入射により発熱したレンズ2,3,4を冷却する。レンズ2,3,4を冷却した不活性ガスGは、通気孔22,23、一方の空間14、通気孔27を経てシールドノズル25のガス溜まり26へ流入し、ガス噴出孔28から溶接対象物30,31の突き合わせ部分の周囲へ向けて送出され、溶接部分付近を無酸素雰囲気に保つ。
【0014】
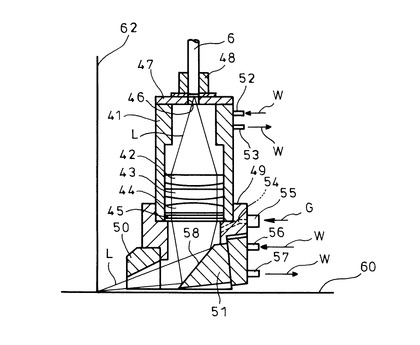
図6、図7は従来のレーザ加工ヘッドの他の例を示すもので、上下に延びる筒状の第1のハウジング41の内部に、複数のレンズ42,43,44を第1のハウジング41上端側から下端側に向けて一列に配置し、保護ガラス45を第1のハウジング41の下端に組み込み、上下に貫通する光孔46を穿設した端板47を第1のハウジング41の上端に設けたうえ、光ファイバケーブル6を把持してその光出射端をレンズ42に正対させるコネクタ48を端板47に取り付け、上端と下端とに開口を有する第2のハウジング49の上端部分を第1のハウジング41の下端部分に外嵌させ、上端と側部とに開口を有する第3のハウジング50の上端部分を第2のハウジング49の下端部分に接続し、この第3のハウジング50の内部にミラー51を組み込んでいる(特許文献2参照)。
【0015】
第1のハウジング41は、部材内に冷媒通路を有しており、冷媒通路へ冷却水Wを供給するための冷却水入口52と冷媒通路から冷却水Wを排出させるための冷却水出口53とが側面に設けられている。第2のハウジング49は、部材外方から内方へと貫通するガス通路54が穿設されており、該ガス通路54に連通して第2のハウジング49内へ不活性ガスGを送り込むためのガス供給口55が側面に設けられている。第3のハウジング50は、部材内に冷媒通路を有しており、冷媒通路へ冷却水Wを供給するための冷却水入口56と冷媒通路から冷却水Wを排出させるための冷却水出口57とが側面に設けられている。
【0016】
ミラー51は、保護ガラス45と対峙する側に、保護ガラス45を透過してきたレーザ光Lを45°を上回る折返し角度で出射する反射面58を有している。このミラー51の反射面58背後部分は第3のハウジング50の内側面に密着し、レンズ42,43,44を経てミラー51の反射面58で屈折したレーザ光Lは、前記第3のハウジング50側部の開口から加工ヘッド外部へ導かれる。
【0017】
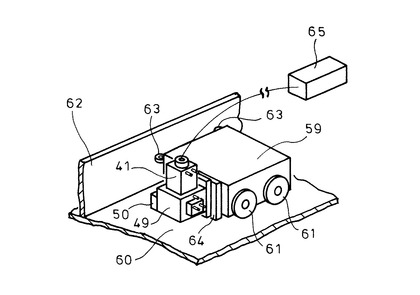
レーザ加工ヘッドは走行台車59によって移動する。走行台車59は、平らに配置した溶接対象物60上を転動可能な複数の車輪61と、前記溶接対象物60上に立った姿勢で仮置きした溶接対象物62の一側面を転動可能な複数のローラ63とを有している。走行台車59前端には、X・Y位置調整機構64を介してレーザ加工ヘッドの第2のハウジング49が取り付けられている。このX・Y位置調整機構64は、加工ヘッド全体を走行台車59の左右方向へ相対的に変位させる役割と、加工ヘッド全体を走行台車59に対して上下へ変位させる役割を担う。
【0018】
図6、図7に示すレーザ加工ヘッドを用いて溶接対象物60,62のT継手を溶接するときには、光ファイバケーブル6の光入射端をレーザ発振器65に接続し、走行台車59の車輪61を溶接対象物60上に載せるとともに、走行台車59のローラ63を溶接対象物62の一側面に当接させて、第3のハウジング50側部の開口が溶接対象物62の一側面を向くようにする。
【0019】
レーザ発振器65を作動させると、光ファイバケーブル6を経てレンズ42にレーザ光Lが入射する。レーザ光Lは、レンズ42,43,44によってビーム形状が適正化され且つ集束しつつ保護ガラス45を透過し、ミラー51の反射面58で屈折して水平よりも下向きに進み、第3のハウジング50側部の開口を経て溶接対象物60,62のT継手に照射され、該T継手部分の母材が温度上昇に伴って溶融する。走行台車59によりレーザ加工ヘッドをT継手の延長方向へ移動させ、レーザ光Lの照射位置をずらすと温度低下に伴って母材溶融層が凝固し、レーザ光Lの照射位置の移動に追従して溶接層が逐次形作られる。溶接作業中は、冷却水入口52,56の双方に冷却水Wを送り込むとともに、ガス供給口55にアルゴンやヘリウムなどの不活性ガスGを送り込む。
【0020】
一方の冷却水入口52に送り込まれる冷却水Wは、第1のハウジング41部材内の冷媒通路を通過して第1のハウジング41を冷却し、レーザ光Lの入射により発熱したレンズ2,3,4から熱を奪取し、冷却水出口53から外部へ排出される。また、他方の冷却水入口56に送り込まれる冷却水Wは、第3のハウジング50部材内の冷媒通路を通過して第3のハウジング50を冷却し、レーザ光Lの入射に伴って発熱したミラー51から熱を奪取し、冷却水出口57から外部へ排出される。
【0021】
ガス供給口55に送り込まれる不活性ガスGは、ガス通路54、第2のハウジング49を経て第3のハウジング50内に流入する。そして、第3のハウジング50側部の開口から溶接対象物60,62のT継手へ向けて送出され、溶接施工部付近を無酸素雰囲気に保つ。
【先行技術文献】
【特許文献】
【0022】
【特許文献1】特開平10−314975号公報
【特許文献2】特開平8−187587号公報
【発明の概要】
【発明が解決しようとする課題】
【0023】
ところが、図3〜図5に示すレーザ加工ヘッドでは、ミラー5の反射面12の背後側に放熱用の針状素子13が多数取り付けられた先細状部分が存在しているため、内筒1及び外殻10,11の寸法が長くなってしまい、隅肉溶接を行うときに、レーザ加工ヘッドの先端部が溶接対象物に干渉して作業の妨げになる。
【0024】
更に、ミラー5を冷却した不活性ガスGを保護ガラス24の下方へ向けて送出させているとはいえ、作業が10〜20分程度続く場合には、溶接スパッタなどのような多様な飛散物が保護ガラス24に付着してしまうことが想定される。飛散物が保護ガラス24に付着した状態で、溶接対象物30,31に向けてレーザ光Lを照射し続けると、飛散物が発熱源となって保護ガラス24に熱レンズ効果が発現し、レンズ2,3,4の本来の焦点距離や、溶接対象物30,31に対するレーザ光Lの集光位置に影響を及ぼし、非接触加工の妨げとなる。
【0025】
また、図6、図7に示すレーザ加工ヘッドでは、ガス供給口55、ガス通路54、第2のハウジング49を経て第3のハウジング50内に流入した不活性ガスGを、第3のハウジング50側部の開口から溶接対象物60,62のT継手へ向けて送出しているが、レンズ42,43,44の長焦点化を図った場合には、溶接対象物60,62とレーザ加工ヘッドとの間隔が拡がって、溶接部に不活性ガスGが届きにくくなり、溶接部付近を無酸素雰囲気に保つことが困難になってしまう。
【0026】
本発明は上述した実情に鑑みてなしたもので、保護ガラスに熱レンズ効果が発現せず、レンズを長焦点化しても溶接部付近を無酸素雰囲気に保てるレーザ加工ヘッドを提供することを目的としている。
【課題を解決するための手段】
【0027】
上記目的を達成するため、請求項1に記載の発明は、レーザ光を集束させるレンズと、該レンズのレーザ光出射方向下流側に配置した保護ガラスとを備え、レーザ光を加工対象物に照射するためのレーザ加工ヘッドであって、保護ガラスのレーザ光出射方向下流側に、レーザ光を加工対象物に向けて屈折させるミラーを設け、該ミラーのレーザ光出射方向下流側に、レーザ光の光路を横切るエアカーテン流を形成し得るエアナイフノズルを設け、該エアナイフノズルのレーザ光出射方向下流側に、加工対象物に向けて不活性ガスを噴出し得るトレーラを設けたことを特徴としている。
【0028】
請求項2に記載の発明は、レーザ光を集束させるレンズと、該レンズのレーザ光出射方向下流側に配置した保護ガラスとを備え、レーザ光を加工対象物に照射するためのレーザ加工ヘッドであって、保護ガラスのレーザ光出射方向下流側に、レーザ光を加工対象物に向けて屈折させるミラーを設け、該ミラーのレーザ光出射方向下流側至近に、レーザ光の光路を横切るエアカーテン流を形成し得る後段エアナイフノズルを設け、該後段エアナイフノズルのレーザ光出射方向下流側に、レーザ光の光路を横切るエアカーテン流を形成し得る前段エアナイフノズルを設け、該前段エアナイフノズルのレーザ光出射方向下流側に、加工対象物に向けて不活性ガスを噴出し得るトレーラを設けたことを特徴としている。
【発明の効果】
【0029】
(1)請求項1に記載の発明では、保護ガラスを透過したレーザ光を加工対象物に向けて屈折させるミラーのレーザ光出射方向下流側に、レーザ光の光路を横切るエアカーテン流を形成させるエアナイフノズルを設けたので、溶接スパッタなどの飛散物がミラー及び保護ガラスへ付着することが抑えられ、保護ガラスに熱レンズ効果が発現しない。よって、レンズの本来の焦点距離や加工対象物に対するレーザ光の集光位置が変化せず、溶接、切断、及び部分蒸散などの非接触加工を正確に行える。
【0030】
(2)請求項2に記載の発明では、保護ガラスを透過したレーザ光を加工対象物に向けて屈折させるミラーのレーザ光出射方向下流側に、レーザ光の光路を横切るエアカーテン流を形成させる後段エアナイフノズルと前段エアナイフノズルを設けたので、溶接スパッタなどの飛散物がミラー及び保護ガラスへ付着することが抑えられ、保護ガラスに熱レンズ効果が発現しない。よって、レンズの本来の焦点距離や加工対象物に対するレーザ光の集光位置が変化せず、溶接、切断、及び部分蒸散などの非接触加工を正確に行える。
【0031】
(3)請求項1及び請求項2に記載の発明のいずれにおいても、エアナイフノズルのレーザ光出射方向下流側に設けたトレーラから、不活性ガスを加工対象物に向けて噴出させるので、レンズの長焦点化を図っても、溶接部付近を確実に無酸素雰囲気にすることができる。
【図面の簡単な説明】
【0032】
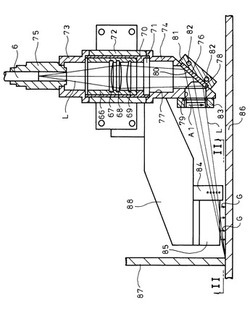
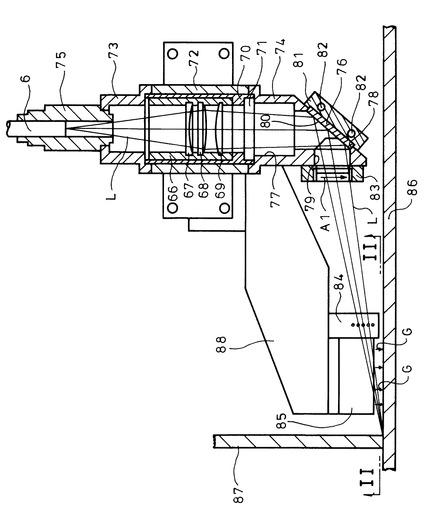
【図1】本発明のレーザ加工ヘッドの実施例を示す縦断面図である。
【図2】図1のII−II矢視図である。
【図3】従来のレーザ加工ヘッドの一例を示す水平断面図である。
【図4】図3に示すレーザ加工ヘッドの縦断面図である。
【図5】図4のV−V矢視図である。
【図6】従来のレーザ加工ヘッドの他の例を示す縦断面図である。
【図7】図6に示すレーザ加工ヘッドを用いた隅肉溶接装置の全体図である。
【発明を実施するための形態】
【0033】
以下、本発明の実施の形態を図面に基づき説明する。
【実施例1】
【0034】
図1、図2は本発明のレーザ加工ヘッドの実施例を示すもので、上下に延びる筒状のレンズホルダ66の内部に、複数のレンズ67,68,69をレンズホルダ66上端側から下端側に向けて一列に配置し、上下に延びる筒状の保護ガラスホルダ70に前記レンズホルダ66を挿入し、保護ガラス71を保護ガラスホルダ70の下端に組み込み、該保護ガラスホルダ70に上下に延びる筒状のハウジング72を外嵌させ、中空構造のアダプタ73をハウジング72の上端に取り付け、中空構造のミラーホルダ74をハウジング72の下端に取り付けている。
【0035】
アダプタ73には、光ファイバケーブル6の端部に設けたコネクタ75が接続される。このアダプタ73は、コネクタ75を接続したときに、光ファイバケーブルの光出射端がレンズホルダ66の内部のレンズ67に正対するように構成されている。
【0036】
ミラーホルダ74は、保護ガラス71を下方から支え且つミラー76を内装する役割を担い、保護ガラス71に正対する開口77と、保護ガラス71を透過してきたレーザ光Lを45°を上回る折返し角度で出射するようにミラー76を嵌め込むための開口78と、ミラー76で反射したレーザ光Lを側方へ向けて出射するための開口79とを有している。図1に示すミラー76では、レーザ光Lの折返し角度を約50°としている。
【0037】
ミラー76は、銅の基板の反射面80となるべき部位に金コーティングを施したものであり、反射面80背後部分には、レーザ光Lの入射に伴って発熱したミラー76から熱を奪取する冷却板81が取り付けられている。冷却板81は部材内に冷却水が流通する冷媒通路82を有し、冷媒通路82の一端には、冷却板81の外部から冷却水を供給するためのホース(図示せず)が連通し、冷媒通路82の他端には、冷却水を冷却板81の外部へ送出するための別のホース(図示せず)が連通している。
【0038】
ミラーホルダ74の外部には、圧縮空気源(図示せず)より供給される圧縮空気を噴射してエアカーテン流A1を形成する後段エアナイフノズル83と、圧縮空気源(図示せず)より供給される圧縮空気を噴射してエアカーテン流A2を形成する前段エアナイフノズル84と、不活性ガス源(図示せず)より供給される不活性ガスGを噴出して溶接施工部付近を無酸素雰囲気に保つトレーラ85とが、ミラーホルダ74の開口79を通過してきたレーザ光Lの進行方向に並んで配置されている。ここで溶接施工部とは、平らに配置した溶接対象物86と該溶接対象物86上に立った姿勢で仮置きした溶接対象物87とのT継手を指している。また、前記ハウジング72には、開口79を通過してきたレーザ光Lの光路に沿って横向きに延びるアーム88が設けてある。
【0039】
後段エアナイフノズル83はミラーホルダ74側部に取り付けられており、ミラー76に近い個所でレーザ光Lの光路を横切るエアカーテン流A1を形成する。前段エアナイフノズル84はアーム88の長手方向中間部に取り付けられており、溶接対象物86,87に対するレーザ光Lの集光位置と後段エアナイフノズル83との間でレーザ光Lの光路を横切るエアカーテン流A2を形成する。
【0040】
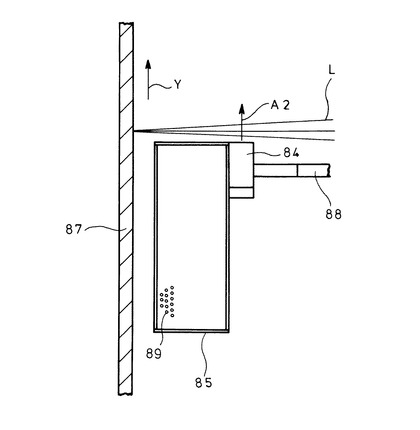
トレーラ85はアーム88の長手方向先端部に取り付けられている。このトレーラ85の底面には多数の孔89が穿設してあり、溶接施工部付近で不活性ガスGを下向きに噴出する。
【0041】
図1、図2に示すレーザ加工ヘッドを用いて溶接対象物86,87のT継手を溶接するときには、レーザ光Lが溶接施工部に照射されるようにレーザ加工ヘッドをロボットなどの移動手段に装着し、光ファイバケーブル6の光入射端をレーザ発振器(図示せず)に接続する。
【0042】
次いで、冷却板81の冷媒通路82に冷却水を流通させ、後段エアナイフノズル83と前段エアナイフノズル84に圧縮空気を供給してエアカーテン流A1,A2を形成させるとともに、トレーラ85に不活性ガスGを供給して溶接施工部付近を無酸素雰囲気に保つ。
【0043】
レーザ発振器を作動させると、光ファイバケーブル6を経てレンズ67にレーザ光Lが入射する。レーザ光Lは、レンズ67,68,69によってビーム形状が適正化され且つ集束しつつ保護ガラス71を透過し、ミラー76の反射面80に入射する。冷媒通路82を流通する冷却水は、レーザ光Lの入射により発熱したミラー76から熱を奪取する。
【0044】
ミラー76の反射面80で屈折したレーザ光Lは、水平よりも下向きに進み、エアカーテン流A1,A2を通り抜け、不活性ガスGの無酸素雰囲気に保たれた溶接対象物86,87のT継手に照射され、該T継手部分の母材が温度上昇に伴って溶融する。ロボットによりレーザ加工ヘッドをT継手の延長方向Yへと移動させ、レーザ光Lの照射位置をずらすと温度低下に伴って母材溶融層が凝固し、レーザ光Lの照射位置の移動に追従して溶接層が逐次形作られる。
【0045】
図1、図2に示すレーザ加工ヘッドでは、保護ガラス71を透過したレーザ光Lを加工対象物86,87に向けて屈折させるミラー76のレーザ光L出射方向下流側に、レーザ光Lの光路を横切るエアカーテン流A1,A2を形成させる後段エアナイフノズル83と前段エアナイフノズル84を設けたので、溶接スパッタなどの飛散物がミラー76及び保護ガラス71へ付着することが抑えられ、保護ガラス71に熱レンズ効果が発現しない。よって、レンズ67,68,69の本来の焦点距離や溶接対象物86,87に対するレーザ光Lの集光位置が変化せず、溶接、切断、及び部分蒸散などの非接触加工を正確に行える。
【0046】
更に、前段エアナイフノズル84のレーザ光L出射方向下流側に設けたトレーラ85から、不活性ガスGを溶接対象物86,87に向けて噴出させるので、レンズ67,68,69の長焦点化を図っても、溶接部付近を確実に無酸素雰囲気にすることができる。
【0047】
なお、本発明のレーザ加工ヘッドは、上述した実施の形態のみに限定されるものではなく、本発明の要旨を逸脱しない範囲において変更を加え得ることは勿論である。
【産業上の利用可能性】
【0048】
本発明のレーザ加工ヘッドは、各種材料の溶接、切断、及び部分蒸散などの加工に適用することができる。
【符号の説明】
【0049】
67 レンズ
68 レンズ
69 レンズ
71 保護ガラス
83 後段エアナイフノズル
84 前段エアナイフノズル
85 トレーラ
86 溶接対象物(加工対象物)
87 溶接対象物(加工対象物)
A1 エアカーテン流
A2 エアカーテン流
G 不活性ガス
L レーザ光
【技術分野】
【0001】
本発明はレーザ加工ヘッドに関するものである。
【背景技術】
【0002】
レーザ発振器から出射される高出力レーザ光を、レンズより集光して加工対象物に照射し、溶接、切断、及び部分蒸散などの加工を非接触で行う手立てとして、様々なレーザ加工ヘッドが提案されている。
【0003】
図3〜図5は従来のレーザ加工ヘッドの一例を示すもので、断面円形状の内筒1の内部に、複数のレンズ2,3,4とミラー5とを内筒1基端側から先端側に向けて一列に配置し、光ファイバケーブル6を把持してその光出射端をレンズ2に正対させるコネクタ7を内筒1の基端部に取り付け、端板8によって内筒1の先端を封止し、底板9と一対の外殻10,11とにより内筒1を周方向に取り囲んでいる(特許文献1参照)。
【0004】
ミラー5は、レンズ4と対峙する側に、レンズ2,3,4の光軸に対して45°の角度(折返し角度)をなす反射面12を有し、該反射面12の背後側は、端板8に向けて先細状に形作られており、この先細状部分には放熱用の針状素子13が多数取り付けられている。
【0005】
底板9は、内筒1の外周面に対して内筒1軸線方向に直線的に接している。一方の外殻10は、底板9の一側縁部、内筒1の外周面、並びに端板8に接して内筒1に並列に沿う空間14を形成し、他方の外殻11は、底板9の他側縁部、内筒1の外周面、並びに端板8に接して内筒1に並列に沿う空間15を形成している。更に、一方の外殻10の基端部にはガス供給管16が接続され、他方に外殻11の基端部にはガス供給管17が接続されている。
【0006】
一方の空間14の内部にはガス導入管18が配置されている。ガス導入管18の上流端は、一方の外殻10に接続したガス供給管16に連通し、該ガス導入管18の下流端は、内筒1の先端付近に穿設した開口19を介して内筒1のミラー5が収納されている部分に連通している。
【0007】
内筒1には、他方の空間15からレンズ2,3間の空隙、並びにレンズ3,4間の空隙へと貫通する通気孔20,21と、レンズ2,3間の空隙、並びにレンズ3,4間の空隙から一方の空間14へと貫通する通気孔22,23とが穿設されている。
【0008】
内筒1及び底板9には、ミラー5の反射面12により屈折したレーザ光Lを加工ヘッド外部へ導くための開口が穿設されている。底板9の開口には、反射面12へのスパッタの付着を防止するための保護ガラス24が配置され、該保護ガラス24は、開口を周方向に取り囲むように底板9に取り付けた円形のシールドノズル25により保持されている。
【0009】
シールドノズル25の底板9に相対する面には、周方向に延びる溝状のガス溜まり26が形成されており、このガス溜まり26は、底板9に穿設した通気孔27を介して一方の空間14に連通している。また、ガス溜まり26の底部には、シールドノズル25を部材厚さ方向に貫通する多数のガス噴出孔28が穿設されている。更に、底板9及びシールドノズル25には、内筒1の内部から保護ガラス24の下方へ向けて不活性ガスGを送出するための通気路29が形成されている。
【0010】
図3〜図5に示すレーザ加工ヘッドを用いて溶接対象物30,31を突き合わせ継手を溶接する際には、光ファイバケーブル6の光入射端をレーザ発振器(図示せず)に接続し、保護ガラス24が溶接対象物30,31の突き合わせ継手に向き合うように、レーザ加工ヘッドを位置させる。
【0011】
レーザ発振器を作動させると、レーザ光Lが光ファイバケーブル6を経てレンズ2に入射する。レーザ光Lは、レンズ2,3,4によりビーム形状が適正化され且つ集束しつつミラー5の反射面12で屈折し、レンズ2,3,4の光軸に対して直行する方向へと進み、保護ガラス24を透過し、溶接対象物30,31の突き合わせ継手に照射され、該突き合わせ部分の母材が温度上昇に伴って溶融する。更に、レーザ加工ヘッドの姿勢を変化させて、レーザ光Lの照射位置をずらすと温度低下に伴って母材溶融層が凝固し、レーザ光Lの照射位置の移動に追従して溶接層が逐次形作られる。溶接作業中は、ガス供給管16,17の双方に、アルゴンやヘリウムなどの不活性ガスGを送り込む。
【0012】
ガス供給管16に送り込まれる不活性ガスGは、一方の空間14の内部のガス導入管18から開口19を経て内筒1のミラー5が収納されている部分に流入し、ミラー5の先細状部分や多数の針状素子13から熱を奪取して、反射面12へのレーザ光Lの入射に伴って発熱したミラー5を冷却する。ミラー5を冷却した不活性ガスGは、通気路29を経て保護ガラス24の下方へ向けて送出され、作業中に溶接スパッタなどのような飛散物が保護ガラス24に付着することを抑える。
【0013】
ガス供給管17に送り込まれる不活性ガスGは、他方の空間15、通気孔20,21、レンズ2,3間の空隙、並びにレンズ3,4間の空隙へ流入し、これらレンズ2,3,4から熱を奪取し、レーザ光の入射により発熱したレンズ2,3,4を冷却する。レンズ2,3,4を冷却した不活性ガスGは、通気孔22,23、一方の空間14、通気孔27を経てシールドノズル25のガス溜まり26へ流入し、ガス噴出孔28から溶接対象物30,31の突き合わせ部分の周囲へ向けて送出され、溶接部分付近を無酸素雰囲気に保つ。
【0014】
図6、図7は従来のレーザ加工ヘッドの他の例を示すもので、上下に延びる筒状の第1のハウジング41の内部に、複数のレンズ42,43,44を第1のハウジング41上端側から下端側に向けて一列に配置し、保護ガラス45を第1のハウジング41の下端に組み込み、上下に貫通する光孔46を穿設した端板47を第1のハウジング41の上端に設けたうえ、光ファイバケーブル6を把持してその光出射端をレンズ42に正対させるコネクタ48を端板47に取り付け、上端と下端とに開口を有する第2のハウジング49の上端部分を第1のハウジング41の下端部分に外嵌させ、上端と側部とに開口を有する第3のハウジング50の上端部分を第2のハウジング49の下端部分に接続し、この第3のハウジング50の内部にミラー51を組み込んでいる(特許文献2参照)。
【0015】
第1のハウジング41は、部材内に冷媒通路を有しており、冷媒通路へ冷却水Wを供給するための冷却水入口52と冷媒通路から冷却水Wを排出させるための冷却水出口53とが側面に設けられている。第2のハウジング49は、部材外方から内方へと貫通するガス通路54が穿設されており、該ガス通路54に連通して第2のハウジング49内へ不活性ガスGを送り込むためのガス供給口55が側面に設けられている。第3のハウジング50は、部材内に冷媒通路を有しており、冷媒通路へ冷却水Wを供給するための冷却水入口56と冷媒通路から冷却水Wを排出させるための冷却水出口57とが側面に設けられている。
【0016】
ミラー51は、保護ガラス45と対峙する側に、保護ガラス45を透過してきたレーザ光Lを45°を上回る折返し角度で出射する反射面58を有している。このミラー51の反射面58背後部分は第3のハウジング50の内側面に密着し、レンズ42,43,44を経てミラー51の反射面58で屈折したレーザ光Lは、前記第3のハウジング50側部の開口から加工ヘッド外部へ導かれる。
【0017】
レーザ加工ヘッドは走行台車59によって移動する。走行台車59は、平らに配置した溶接対象物60上を転動可能な複数の車輪61と、前記溶接対象物60上に立った姿勢で仮置きした溶接対象物62の一側面を転動可能な複数のローラ63とを有している。走行台車59前端には、X・Y位置調整機構64を介してレーザ加工ヘッドの第2のハウジング49が取り付けられている。このX・Y位置調整機構64は、加工ヘッド全体を走行台車59の左右方向へ相対的に変位させる役割と、加工ヘッド全体を走行台車59に対して上下へ変位させる役割を担う。
【0018】
図6、図7に示すレーザ加工ヘッドを用いて溶接対象物60,62のT継手を溶接するときには、光ファイバケーブル6の光入射端をレーザ発振器65に接続し、走行台車59の車輪61を溶接対象物60上に載せるとともに、走行台車59のローラ63を溶接対象物62の一側面に当接させて、第3のハウジング50側部の開口が溶接対象物62の一側面を向くようにする。
【0019】
レーザ発振器65を作動させると、光ファイバケーブル6を経てレンズ42にレーザ光Lが入射する。レーザ光Lは、レンズ42,43,44によってビーム形状が適正化され且つ集束しつつ保護ガラス45を透過し、ミラー51の反射面58で屈折して水平よりも下向きに進み、第3のハウジング50側部の開口を経て溶接対象物60,62のT継手に照射され、該T継手部分の母材が温度上昇に伴って溶融する。走行台車59によりレーザ加工ヘッドをT継手の延長方向へ移動させ、レーザ光Lの照射位置をずらすと温度低下に伴って母材溶融層が凝固し、レーザ光Lの照射位置の移動に追従して溶接層が逐次形作られる。溶接作業中は、冷却水入口52,56の双方に冷却水Wを送り込むとともに、ガス供給口55にアルゴンやヘリウムなどの不活性ガスGを送り込む。
【0020】
一方の冷却水入口52に送り込まれる冷却水Wは、第1のハウジング41部材内の冷媒通路を通過して第1のハウジング41を冷却し、レーザ光Lの入射により発熱したレンズ2,3,4から熱を奪取し、冷却水出口53から外部へ排出される。また、他方の冷却水入口56に送り込まれる冷却水Wは、第3のハウジング50部材内の冷媒通路を通過して第3のハウジング50を冷却し、レーザ光Lの入射に伴って発熱したミラー51から熱を奪取し、冷却水出口57から外部へ排出される。
【0021】
ガス供給口55に送り込まれる不活性ガスGは、ガス通路54、第2のハウジング49を経て第3のハウジング50内に流入する。そして、第3のハウジング50側部の開口から溶接対象物60,62のT継手へ向けて送出され、溶接施工部付近を無酸素雰囲気に保つ。
【先行技術文献】
【特許文献】
【0022】
【特許文献1】特開平10−314975号公報
【特許文献2】特開平8−187587号公報
【発明の概要】
【発明が解決しようとする課題】
【0023】
ところが、図3〜図5に示すレーザ加工ヘッドでは、ミラー5の反射面12の背後側に放熱用の針状素子13が多数取り付けられた先細状部分が存在しているため、内筒1及び外殻10,11の寸法が長くなってしまい、隅肉溶接を行うときに、レーザ加工ヘッドの先端部が溶接対象物に干渉して作業の妨げになる。
【0024】
更に、ミラー5を冷却した不活性ガスGを保護ガラス24の下方へ向けて送出させているとはいえ、作業が10〜20分程度続く場合には、溶接スパッタなどのような多様な飛散物が保護ガラス24に付着してしまうことが想定される。飛散物が保護ガラス24に付着した状態で、溶接対象物30,31に向けてレーザ光Lを照射し続けると、飛散物が発熱源となって保護ガラス24に熱レンズ効果が発現し、レンズ2,3,4の本来の焦点距離や、溶接対象物30,31に対するレーザ光Lの集光位置に影響を及ぼし、非接触加工の妨げとなる。
【0025】
また、図6、図7に示すレーザ加工ヘッドでは、ガス供給口55、ガス通路54、第2のハウジング49を経て第3のハウジング50内に流入した不活性ガスGを、第3のハウジング50側部の開口から溶接対象物60,62のT継手へ向けて送出しているが、レンズ42,43,44の長焦点化を図った場合には、溶接対象物60,62とレーザ加工ヘッドとの間隔が拡がって、溶接部に不活性ガスGが届きにくくなり、溶接部付近を無酸素雰囲気に保つことが困難になってしまう。
【0026】
本発明は上述した実情に鑑みてなしたもので、保護ガラスに熱レンズ効果が発現せず、レンズを長焦点化しても溶接部付近を無酸素雰囲気に保てるレーザ加工ヘッドを提供することを目的としている。
【課題を解決するための手段】
【0027】
上記目的を達成するため、請求項1に記載の発明は、レーザ光を集束させるレンズと、該レンズのレーザ光出射方向下流側に配置した保護ガラスとを備え、レーザ光を加工対象物に照射するためのレーザ加工ヘッドであって、保護ガラスのレーザ光出射方向下流側に、レーザ光を加工対象物に向けて屈折させるミラーを設け、該ミラーのレーザ光出射方向下流側に、レーザ光の光路を横切るエアカーテン流を形成し得るエアナイフノズルを設け、該エアナイフノズルのレーザ光出射方向下流側に、加工対象物に向けて不活性ガスを噴出し得るトレーラを設けたことを特徴としている。
【0028】
請求項2に記載の発明は、レーザ光を集束させるレンズと、該レンズのレーザ光出射方向下流側に配置した保護ガラスとを備え、レーザ光を加工対象物に照射するためのレーザ加工ヘッドであって、保護ガラスのレーザ光出射方向下流側に、レーザ光を加工対象物に向けて屈折させるミラーを設け、該ミラーのレーザ光出射方向下流側至近に、レーザ光の光路を横切るエアカーテン流を形成し得る後段エアナイフノズルを設け、該後段エアナイフノズルのレーザ光出射方向下流側に、レーザ光の光路を横切るエアカーテン流を形成し得る前段エアナイフノズルを設け、該前段エアナイフノズルのレーザ光出射方向下流側に、加工対象物に向けて不活性ガスを噴出し得るトレーラを設けたことを特徴としている。
【発明の効果】
【0029】
(1)請求項1に記載の発明では、保護ガラスを透過したレーザ光を加工対象物に向けて屈折させるミラーのレーザ光出射方向下流側に、レーザ光の光路を横切るエアカーテン流を形成させるエアナイフノズルを設けたので、溶接スパッタなどの飛散物がミラー及び保護ガラスへ付着することが抑えられ、保護ガラスに熱レンズ効果が発現しない。よって、レンズの本来の焦点距離や加工対象物に対するレーザ光の集光位置が変化せず、溶接、切断、及び部分蒸散などの非接触加工を正確に行える。
【0030】
(2)請求項2に記載の発明では、保護ガラスを透過したレーザ光を加工対象物に向けて屈折させるミラーのレーザ光出射方向下流側に、レーザ光の光路を横切るエアカーテン流を形成させる後段エアナイフノズルと前段エアナイフノズルを設けたので、溶接スパッタなどの飛散物がミラー及び保護ガラスへ付着することが抑えられ、保護ガラスに熱レンズ効果が発現しない。よって、レンズの本来の焦点距離や加工対象物に対するレーザ光の集光位置が変化せず、溶接、切断、及び部分蒸散などの非接触加工を正確に行える。
【0031】
(3)請求項1及び請求項2に記載の発明のいずれにおいても、エアナイフノズルのレーザ光出射方向下流側に設けたトレーラから、不活性ガスを加工対象物に向けて噴出させるので、レンズの長焦点化を図っても、溶接部付近を確実に無酸素雰囲気にすることができる。
【図面の簡単な説明】
【0032】
【図1】本発明のレーザ加工ヘッドの実施例を示す縦断面図である。
【図2】図1のII−II矢視図である。
【図3】従来のレーザ加工ヘッドの一例を示す水平断面図である。
【図4】図3に示すレーザ加工ヘッドの縦断面図である。
【図5】図4のV−V矢視図である。
【図6】従来のレーザ加工ヘッドの他の例を示す縦断面図である。
【図7】図6に示すレーザ加工ヘッドを用いた隅肉溶接装置の全体図である。
【発明を実施するための形態】
【0033】
以下、本発明の実施の形態を図面に基づき説明する。
【実施例1】
【0034】
図1、図2は本発明のレーザ加工ヘッドの実施例を示すもので、上下に延びる筒状のレンズホルダ66の内部に、複数のレンズ67,68,69をレンズホルダ66上端側から下端側に向けて一列に配置し、上下に延びる筒状の保護ガラスホルダ70に前記レンズホルダ66を挿入し、保護ガラス71を保護ガラスホルダ70の下端に組み込み、該保護ガラスホルダ70に上下に延びる筒状のハウジング72を外嵌させ、中空構造のアダプタ73をハウジング72の上端に取り付け、中空構造のミラーホルダ74をハウジング72の下端に取り付けている。
【0035】
アダプタ73には、光ファイバケーブル6の端部に設けたコネクタ75が接続される。このアダプタ73は、コネクタ75を接続したときに、光ファイバケーブルの光出射端がレンズホルダ66の内部のレンズ67に正対するように構成されている。
【0036】
ミラーホルダ74は、保護ガラス71を下方から支え且つミラー76を内装する役割を担い、保護ガラス71に正対する開口77と、保護ガラス71を透過してきたレーザ光Lを45°を上回る折返し角度で出射するようにミラー76を嵌め込むための開口78と、ミラー76で反射したレーザ光Lを側方へ向けて出射するための開口79とを有している。図1に示すミラー76では、レーザ光Lの折返し角度を約50°としている。
【0037】
ミラー76は、銅の基板の反射面80となるべき部位に金コーティングを施したものであり、反射面80背後部分には、レーザ光Lの入射に伴って発熱したミラー76から熱を奪取する冷却板81が取り付けられている。冷却板81は部材内に冷却水が流通する冷媒通路82を有し、冷媒通路82の一端には、冷却板81の外部から冷却水を供給するためのホース(図示せず)が連通し、冷媒通路82の他端には、冷却水を冷却板81の外部へ送出するための別のホース(図示せず)が連通している。
【0038】
ミラーホルダ74の外部には、圧縮空気源(図示せず)より供給される圧縮空気を噴射してエアカーテン流A1を形成する後段エアナイフノズル83と、圧縮空気源(図示せず)より供給される圧縮空気を噴射してエアカーテン流A2を形成する前段エアナイフノズル84と、不活性ガス源(図示せず)より供給される不活性ガスGを噴出して溶接施工部付近を無酸素雰囲気に保つトレーラ85とが、ミラーホルダ74の開口79を通過してきたレーザ光Lの進行方向に並んで配置されている。ここで溶接施工部とは、平らに配置した溶接対象物86と該溶接対象物86上に立った姿勢で仮置きした溶接対象物87とのT継手を指している。また、前記ハウジング72には、開口79を通過してきたレーザ光Lの光路に沿って横向きに延びるアーム88が設けてある。
【0039】
後段エアナイフノズル83はミラーホルダ74側部に取り付けられており、ミラー76に近い個所でレーザ光Lの光路を横切るエアカーテン流A1を形成する。前段エアナイフノズル84はアーム88の長手方向中間部に取り付けられており、溶接対象物86,87に対するレーザ光Lの集光位置と後段エアナイフノズル83との間でレーザ光Lの光路を横切るエアカーテン流A2を形成する。
【0040】
トレーラ85はアーム88の長手方向先端部に取り付けられている。このトレーラ85の底面には多数の孔89が穿設してあり、溶接施工部付近で不活性ガスGを下向きに噴出する。
【0041】
図1、図2に示すレーザ加工ヘッドを用いて溶接対象物86,87のT継手を溶接するときには、レーザ光Lが溶接施工部に照射されるようにレーザ加工ヘッドをロボットなどの移動手段に装着し、光ファイバケーブル6の光入射端をレーザ発振器(図示せず)に接続する。
【0042】
次いで、冷却板81の冷媒通路82に冷却水を流通させ、後段エアナイフノズル83と前段エアナイフノズル84に圧縮空気を供給してエアカーテン流A1,A2を形成させるとともに、トレーラ85に不活性ガスGを供給して溶接施工部付近を無酸素雰囲気に保つ。
【0043】
レーザ発振器を作動させると、光ファイバケーブル6を経てレンズ67にレーザ光Lが入射する。レーザ光Lは、レンズ67,68,69によってビーム形状が適正化され且つ集束しつつ保護ガラス71を透過し、ミラー76の反射面80に入射する。冷媒通路82を流通する冷却水は、レーザ光Lの入射により発熱したミラー76から熱を奪取する。
【0044】
ミラー76の反射面80で屈折したレーザ光Lは、水平よりも下向きに進み、エアカーテン流A1,A2を通り抜け、不活性ガスGの無酸素雰囲気に保たれた溶接対象物86,87のT継手に照射され、該T継手部分の母材が温度上昇に伴って溶融する。ロボットによりレーザ加工ヘッドをT継手の延長方向Yへと移動させ、レーザ光Lの照射位置をずらすと温度低下に伴って母材溶融層が凝固し、レーザ光Lの照射位置の移動に追従して溶接層が逐次形作られる。
【0045】
図1、図2に示すレーザ加工ヘッドでは、保護ガラス71を透過したレーザ光Lを加工対象物86,87に向けて屈折させるミラー76のレーザ光L出射方向下流側に、レーザ光Lの光路を横切るエアカーテン流A1,A2を形成させる後段エアナイフノズル83と前段エアナイフノズル84を設けたので、溶接スパッタなどの飛散物がミラー76及び保護ガラス71へ付着することが抑えられ、保護ガラス71に熱レンズ効果が発現しない。よって、レンズ67,68,69の本来の焦点距離や溶接対象物86,87に対するレーザ光Lの集光位置が変化せず、溶接、切断、及び部分蒸散などの非接触加工を正確に行える。
【0046】
更に、前段エアナイフノズル84のレーザ光L出射方向下流側に設けたトレーラ85から、不活性ガスGを溶接対象物86,87に向けて噴出させるので、レンズ67,68,69の長焦点化を図っても、溶接部付近を確実に無酸素雰囲気にすることができる。
【0047】
なお、本発明のレーザ加工ヘッドは、上述した実施の形態のみに限定されるものではなく、本発明の要旨を逸脱しない範囲において変更を加え得ることは勿論である。
【産業上の利用可能性】
【0048】
本発明のレーザ加工ヘッドは、各種材料の溶接、切断、及び部分蒸散などの加工に適用することができる。
【符号の説明】
【0049】
67 レンズ
68 レンズ
69 レンズ
71 保護ガラス
83 後段エアナイフノズル
84 前段エアナイフノズル
85 トレーラ
86 溶接対象物(加工対象物)
87 溶接対象物(加工対象物)
A1 エアカーテン流
A2 エアカーテン流
G 不活性ガス
L レーザ光
【特許請求の範囲】
【請求項1】
レーザ光を集束させるレンズと、該レンズのレーザ光出射方向下流側に配置した保護ガラスとを備え、レーザ光を加工対象物に照射するためのレーザ加工ヘッドであって、保護ガラスのレーザ光出射方向下流側に、レーザ光を加工対象物に向けて屈折させるミラーを設け、該ミラーのレーザ光出射方向下流側に、レーザ光の光路を横切るエアカーテン流を形成し得るエアナイフノズルを設け、該エアナイフノズルのレーザ光出射方向下流側に、加工対象物に向けて不活性ガスを噴出し得るトレーラを設けたことを特徴とするレーザ加工ヘッド。
【請求項2】
レーザ光を集束させるレンズと、該レンズのレーザ光出射方向下流側に配置した保護ガラスとを備え、レーザ光を加工対象物に照射するためのレーザ加工ヘッドであって、保護ガラスのレーザ光出射方向下流側に、レーザ光を加工対象物に向けて屈折させるミラーを設け、該ミラーのレーザ光出射方向下流側至近に、レーザ光の光路を横切るエアカーテン流を形成し得る後段エアナイフノズルを設け、該後段エアナイフノズルのレーザ光出射方向下流側に、レーザ光の光路を横切るエアカーテン流を形成し得る前段エアナイフノズルを設け、該前段エアナイフノズルのレーザ光出射方向下流側に、加工対象物に向けて不活性ガスを噴出し得るトレーラを設けたことを特徴とするレーザ加工ヘッド。
【請求項1】
レーザ光を集束させるレンズと、該レンズのレーザ光出射方向下流側に配置した保護ガラスとを備え、レーザ光を加工対象物に照射するためのレーザ加工ヘッドであって、保護ガラスのレーザ光出射方向下流側に、レーザ光を加工対象物に向けて屈折させるミラーを設け、該ミラーのレーザ光出射方向下流側に、レーザ光の光路を横切るエアカーテン流を形成し得るエアナイフノズルを設け、該エアナイフノズルのレーザ光出射方向下流側に、加工対象物に向けて不活性ガスを噴出し得るトレーラを設けたことを特徴とするレーザ加工ヘッド。
【請求項2】
レーザ光を集束させるレンズと、該レンズのレーザ光出射方向下流側に配置した保護ガラスとを備え、レーザ光を加工対象物に照射するためのレーザ加工ヘッドであって、保護ガラスのレーザ光出射方向下流側に、レーザ光を加工対象物に向けて屈折させるミラーを設け、該ミラーのレーザ光出射方向下流側至近に、レーザ光の光路を横切るエアカーテン流を形成し得る後段エアナイフノズルを設け、該後段エアナイフノズルのレーザ光出射方向下流側に、レーザ光の光路を横切るエアカーテン流を形成し得る前段エアナイフノズルを設け、該前段エアナイフノズルのレーザ光出射方向下流側に、加工対象物に向けて不活性ガスを噴出し得るトレーラを設けたことを特徴とするレーザ加工ヘッド。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2010−240722(P2010−240722A)
【公開日】平成22年10月28日(2010.10.28)
【国際特許分類】
【出願番号】特願2009−94470(P2009−94470)
【出願日】平成21年4月9日(2009.4.9)
【出願人】(000000099)株式会社IHI (5,014)
【Fターム(参考)】
【公開日】平成22年10月28日(2010.10.28)
【国際特許分類】
【出願日】平成21年4月9日(2009.4.9)
【出願人】(000000099)株式会社IHI (5,014)
【Fターム(参考)】
[ Back to top ]