
レーザ加工方法及びレーザ加工装置
【課題】多角形の基板の縁部に沿って線状の溝を加工するレーザ加工時間を短縮する。
【解決手段】多角形の太陽電池用基板を回転させ、回転する太陽電池用基板に横断面細線状に整形されたレーザ光を所定タイミングで照射して多角形の太陽電池用基板の各辺に沿って線状の溝を加工するものである。
【解決手段】多角形の太陽電池用基板を回転させ、回転する太陽電池用基板に横断面細線状に整形されたレーザ光を所定タイミングで照射して多角形の太陽電池用基板の各辺に沿って線状の溝を加工するものである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、多角形の基板の縁部に沿って線状の溝をレーザ加工するレーザ加工方法に関し、詳しくは、レーザ加工時間を短縮しようとするレーザ加工方法及びレーザ加工装置に係るものである。
【背景技術】
【0002】
従来、この種のレーザ加工方法は、例えば結晶シリコン太陽電池の製造において、基板の外側面を覆ってn型ドーピング層が形成されているため、基板の縁部に非常に近い前面又は裏面の周囲をレーザースクライビングして表面電極と裏面電極とを電気的に分離する工程で行われている(例えば、特許文献1参照)。
【特許文献1】特開2008−153670号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかし、このような従来のレーザ加工方法においては、一般に、基板の縁部に沿ってレーザ光を走査して加工するものであるため、レーザ加工に長時間を要していた。
【0004】
そこで、本発明は、このような問題点に対処し、レーザ加工時間を短縮しようとするレーザ加工方法及びレーザ加工装置を提供することを目的とする。
【課題を解決するための手段】
【0005】
上記目的を達成するために、本発明によるレーザ加工方法は、多角形の基板を回転させ、前記回転する基板に横断面細線状に整形されたレーザ光を所定タイミングで照射して前記多角形の基板の各辺に沿って線状の溝を加工するものである。
【0006】
このような構成により、多角形の基板を回転させながら、横断面細線状に整形されたレーザ光を所定タイミングで照射し、多角形の基板の各辺に沿って線状の溝を加工する。
【0007】
また、前記基板を回転させながら同一箇所にレーザ光を複数回照射し、所定深さの線状の溝を加工するものである。これにより、回転する基板に対してレーザ光を所定のタイミングで照射し、同一箇所にレーザ光を複数回照射して所定深さの線状の溝を加工する。
【0008】
さらに、前記基板の回転中心は、前記基板に照射される前記横断面細線状のレーザ光に対して略直交方向に相対的に移動可能である。これにより、多角形の基板の各辺が回転中心から異なる距離にある場合でも、基板の回転中心を横断面細線状のレーザ光に対して略直交方向に相対的に移動して、各辺に接近した位置に溝をレーザ加工する。
【0009】
そして、前記基板は、太陽電池用の結晶シリコン基板である。これにより、多角形の太陽電池用結晶シリコン基板の各辺に沿って溝をレーザ加工する。
【0010】
また、本発明によるレーザ加工装置は、多角形の基板を載置して回転するステージと、前記回転する基板に横断面細線状に整形されたレーザ光を照射するレーザ装置と、前記レーザ装置によるレーザ光の照射タイミングを制御し、前記多角形の基板の各辺に沿って線状の溝を加工させる制御手段と、を備えたものである。
【0011】
このような構成により、ステージに多角形の基板を載置して回転し、制御手段でレーザ装置を制御して回転する基板に横断面細線状に整形されたレーザ光を所定タイミングで照射させ、多角形の基板の各辺に沿って線状の溝を加工させる。
【0012】
さらに、前記制御手段は、前記基板を回転させながら同一箇所にレーザ光を複数回照射させ、所定深さの線状の溝を加工させるものである。これにより、制御手段でレーザ装置によるレーザ光の照射タイミングを制御し、回転する基板の同一箇所にレーザ光を複数回照射して所定深さの線状の溝を加工する。
【0013】
さらにまた、前記ステージは、前記基板に照射される前記横断面細線状のレーザ光に対して略直交方向に相対的に移動可能にされたものである。これにより、ステージを基板に照射される横断面細線状のレーザ光に対して略直交方向に相対的に移動してレーザ光の照射位置を変え、回転中心からの距離が異なる基板の各辺に接近した位置に溝をレーザ加工する。
【0014】
そして、前記基板は、太陽電池用の結晶シリコン基板である。これにより、多角形の太陽電池用結晶シリコン基板の各辺に沿って溝をレーザ加工する。
【発明の効果】
【0015】
請求項1又は5に係る発明によれば、多角形の基板を回転させながら、横断面細線状に整形されたレーザ光を所定タイミングで照射し、多角形の基板の各辺に沿って線状の溝を加工することができる。したがって、多角形の基板の縁部に沿った溝のレーザ加工時間を短縮することができる。これにより、レーザ加工工程のスループットを向上することができる。
【0016】
また、請求項2又は6に係る発明によれば、回転する基板に対してレーザ光を所定のタイミングで照射し、同一箇所にレーザ光を複数回照射して所定深さの線状の溝を加工することができる。したがって、レーザ光の照射エネルギーが小さい場合でも、所定の深さに溝を加工することができる。
【0017】
さらに、請求項3又は7に係る発明によれば、多角形の基板の各辺が回転中心から異なる距離にある場合でも、基板の回転中心を横断面細線状のレーザ光に対して略直交方向に相対的に移動して、各辺に接近した位置に溝をレーザ加工することができる。
【0018】
そして、請求項4又は8に係る発明によれば、細線状のレーザ光により多角形の太陽電池用結晶シリコン基板の各辺に沿って溝をレーザ加工することができる。したがって、太陽電池用基板の表面電極と裏面電極とのアイソレーションを短時間に行なうことができる。
【発明を実施するための最良の形態】
【0019】
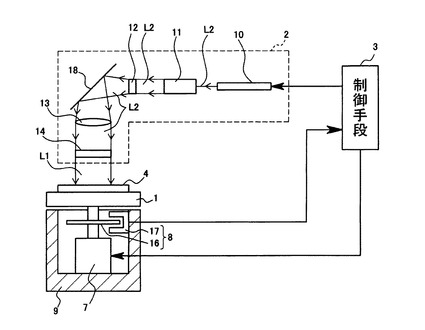
以下、本発明の実施形態を添付図面に基づいて詳細に説明する。図1は本発明によるレーザ加工装置の第1の実施形態の概略構成を示す概要図である。このレーザ加工装置は、多角形の基板の縁部に沿って線状の溝をレーザ加工するもので、ステージ1と、レーザ装置2と、制御手段3とからなる。なお、以下の説明においては、基板が例えば八角形の結晶シリコン太陽電池用基板4である場合について述べる。
【0020】
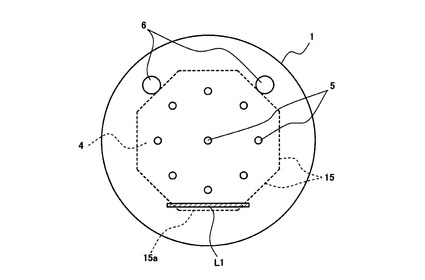
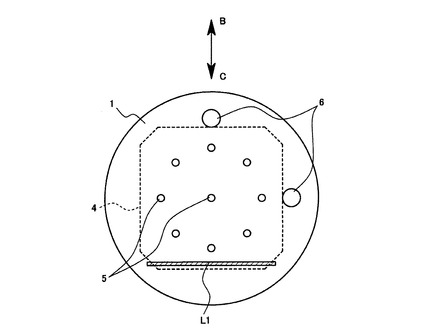
上記ステージ1は、八角形の結晶シリコン太陽電池用基板(以下、「太陽電池用基板」という)4を載置して所定速度で回転するものであり、図2示すように、上面には太陽電池用基板4を吸着して保持するための複数の吸引孔5が形成され、太陽電池用基板4の縁部に当接してステージ1の回転中心と太陽電池用基板4の中心とを合致させるための位置決め凸部6が設けられている。また、ステージ1は、その回転軸がモータ7の軸に連結されて、モータ7の回転に伴って回転するようになっている。さらに、ステージ1の回転軸には、ロータリーエンコーダ8が連結されており、ステージ1の回転角度θ及び回転数Nが検出可能となっている。そして、モータ7及びロータリーエンコーダ8は、筐体9内に収容されている。なお、図2は、ステージ1がニュートラル位置にある状態を示しており、ステージ1のこのニュートラル位置とロータリーエンコーダ8の基準位置とが一致するようにロータリーエンコーダ8が設けられている。
【0021】
上記ステージ1の上方には、レーザ装置2が設けられている。このレーザ装置2は、回転する太陽電池用基板4に横断面細線状に整形されたレーザ光L1を照射するものであり、レーザ光源10と、ビームエキスパンダ11と、均一化手段12と、コンデンサーレンズ13と、シリンドリカルレンズ14とを備えて構成されている。
【0022】
ここで、レーザ光源10は、レーザ光L2を放射するもので、波長が532nmのレーザ光L2を間欠的に放射するパルスレーザである。また、ビームエキスパンダ11は、レーザ光源10から放射されたレーザ光L2の径を拡大すると共に平行光にして射出するものである。さらに、均一化手段12は、径の拡大されたレーザ光L2を横断面内の光強度分布を均一化して射出するもので、例えばフライアイレンズ、ロッドレンズ、又はライトパイプ等のフォトインテグレータである。さらにまた、コンデンサーレンズ13は、均一化されたレーザ光L2を光軸に平行な平行光として射出するものであり、その前焦点を均一化手段12としての例えばフライアイレンズの後焦点位置に略合致させて配置されている。そして、シリンドリカルレンズ14は、上記平行光を受けて横断面が例えば20μm×60mmの細線状のレーザ光L1に整形して射出するものであり、例えば10mm(幅)×60mm(長さ)の形状に形成され、図2に示すようにステージ1のニュートラル位置において、ステージ1に保持された太陽電池用基板4の一つの辺15aに平行に、且つ該辺15aから所定距離だけ内側に入った位置をレーザ光L1が照射するように配置されている。
【0023】
なお、図1において、符号16はロータリーエンコーダ8のスリット円板、符号17はフォトディテクターを示している。また、符号18はレーザ装置2の反射ミラーを示している。さらに、図2に示すステージ1の複数の吸引孔5は、夫々図示省略の排気通路に繋がっており、排気通路の末端には排気管が接続されて図示省略の吸引ポンプで吸引可能となっている。
【0024】
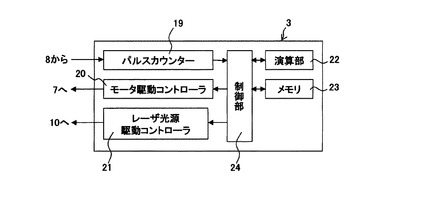
ステージ1のモータ7及びロータリーエンコーダ8と、レーザ装置2のレーザ光源10とに接続して制御手段3が設けられている。この制御手段3は、レーザ装置2によるレーザ光L1の照射タイミングを制御して太陽電池用基板4の各辺15に沿って線状の溝25(図5参照)をレーザ加工させるものであり、図3に示すように、パルスカウンター19と、モータ駆動コントローラ20と、レーザ光源駆動コントローラ21と、演算部22と、メモリ23と、制御部24とを備えている。
【0025】
ここで、パルスカウンター19は、ステージ1のロータリーエンコーダ8から入力する基準パルス及び角度検出パルスをカウントするもので、基準パルスを検出すると角度検出パルスのカウント数をゼロにリセットするようになっている。また、モータ駆動コントローラ20は、モータ7の駆動を制御し、ステージ1を一定速度で回転させるものである。さらに、レーザ光源駆動コントローラ21は、レーザ光源10に点灯指令を送信し、レーザ光源10を所定時間だけ点灯させるものである。また、演算部22は、パルスカウンター19から入力する角度検出パルスのカウント数に基づいてステージ1の回転角度θを算出し、後述のメモリ23に予め保存された目標回転角度θsと比較して、両者が一致したときにトリガー信号をレーザ光源駆動コントローラ21に出力してレーザ光源10の点灯指令を送信させ、パルスカウンター19から入力する基準パルスのカウント数nに基づいてステージ1の回転数N=(n−1)を算出し、ステージ1の回転数Nとメモリ23に保存されたステージ1の目標回転数Nsとを比較して両者が一致すると、以後の回転角度θの演算を停止して上記トリガー信号の出力を止めると共に、モータ駆動コントローラ20に停止信号を出力するものである。さらに、メモリ23は、ステージ1の目標回転角度θs、目標回転数Ns、及びレーザ光源10のパワー等の初期設定値を記憶するものである。そして、制御部24は、上記各構成要素が適切に駆動するように全体を統合して制御するものである。
【0026】
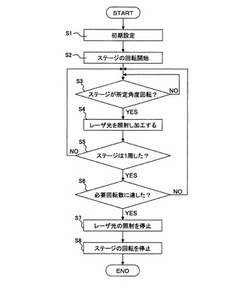
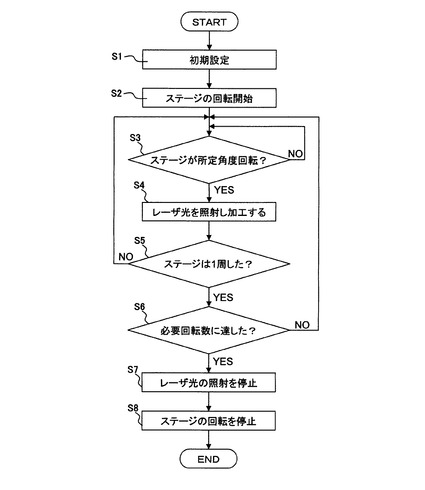
次に、このように構成された第1の実施形態に係るレーザ加工装置の動作及びレーザ加工方法について、図4に示すフローチャートを参照して説明する。
先ず、ステップS1においては、図示省略の例えばキーボード等の操作手段を操作してステージ1の目標回転角度θs(0度、45度、90度、135度、180度、225度、270度、315度、360度)、目標回転数Ns(例えば、5回のレーザ光の照射で目標の深さの溝25が加工されるときには、“5”を設定)、及びレーザ光源10のパワー等の初期設定値を入力し、制御手段3のメモリ23に記憶する。
【0027】
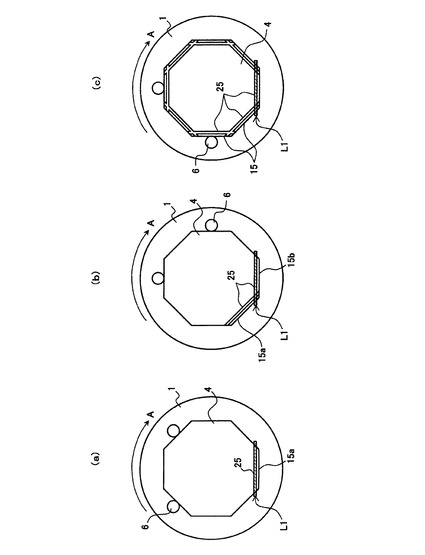
次に、ステップS2においては、八角形の太陽電池用基板4をその任意の辺15をステージ1の位置決め凸部6に当接させて、ステージ1上に載置する。その後、図示省略の吸引ポンプを起動して、太陽電池用基板4を吸引孔5により吸引してステージ1上に吸着保持する。この状態で、レーザ加工開始スイッチを投入すると、ステージ1が図5に示す矢印A方向に所定速度で回転を開始する。
【0028】
ステップS3においては、制御手段3のパルスカウンター19は、ロータリーエンコーダ8から入力する基準パルス及び角度検出パルスをカウントしてそのカウント数を演算部22に出力する。演算部22は、入力した基準パルス数nからステージ1の回転数Nを算出し、これをメモリ23に記憶された目標回転数Nsと比較すると共に、角度検出パルス数からステージ1の回転角度θを算出し、これをメモリ23に記憶された目標回転角度θsと比較する。ここでは、先ず、ステージ1の回転角度θと目標回転角度θsとを比較し、ステージ1が所定角度(0度)だけ回転したか否かを判定する。この場合、パルスカウンター19は、基準パルスを入力すると角度検出パルス数をゼロにリセットするため、演算部22で算出される回転角度θは0度となり、ステージ1の回転角度θは目標回転角度θsの0度と一致する。これにより、ステップS3は“YES”判定となってステップS4に進む。同時に、演算部22は、レーザ光源駆動コントローラ21にレーザ光L1を照射させるためのトリガー信号を出力する。なお、パルスカウンター19は、ステージ1が回転を開始すると直ぐに基準パルス及び角度検出パルスのカウントを開始してもよく、ステージ1の回転速度が一定速度となってからカウントを開始してもよい。
【0029】
ステップS4においては、レーザ光源駆動コントローラ21は、演算部22からトリガー信号を入力すると、レーザ光源10に対して点灯指令を送信し、レーザ光源10を所定のパワーで所定時間だけ点灯させる。これにより、レーザ光源10から放射された後、均一化手段12で光強度分布が均一化され、シリンドリカルレンズ14で細線状に整形されたレーザ光L1が、図5(a)に示すように太陽電池用基板4の辺15aに略平行に、且つ該辺15aから所定距離だけ内側に入った位置を照射する。このようにして、太陽電池用基板4の一つの辺15aに沿って細線状の溝25がレーザ加工される。
【0030】
ステップS5においては、ステージ1が1周したか否かが、基準パルスの検出により判定される。ここで、ステージ1が1周目の回転途中である場合には、ステップS5は、“NO”判定となってステップS3に戻る。そして、演算部22でパルスカウンター19から入力する角度検出パルス数に基づいて回転角度θを算出し、メモリ23に記憶された目標回転角度θs(45度)と比較する(ステップS3)。その結果、両者が一致すると上述と同様にしてレーザ光源10からレーザ光L2を所定時間だけ放射させ、図5(b)に示すように太陽電池用基板4の次の辺15bに略平行に、且つ該辺15bから所定距離だけ内側に入った位置に細線状のレーザ光L1を照射させ、該辺15bに沿って細線状の溝25を加工する(ステップS4)。
【0031】
以後、ステップS5において、パルスカウンター19で次の基準パルスが検出されてステージ1が1周したと判定(“YES”判定)されるまで、ステップS3〜S5が繰り返し実行され、ステージ1の回転角度θが90度、135度、180度、225度、270度、315度、360度となる毎に、細線状に整形されたレーザ光L1が太陽電池用基板4に照射される。その結果、図5(c)に示すように、太陽電池用基板4の各辺15に略平行に細線状の溝25がレーザ加工される。そして、ステップS6に進む。
【0032】
ステップS6においては、パルスカウンター19でカウントされた基準パルスのカウント数nに基づいて演算部22でステージ1の回転数N=(n−1)を演算し、これをメモリ23に記憶された目標回転数Ns=5と比較する。この場合、ステージ1は、まだ1周しただけであるので、ステップS6は、“NO”判定となってステップS3に戻り、ステージ1は2周目の回転に入る。そして、ステージ1の2周目の回転中にステップS3〜S5を実行し、1周目に形成された溝25に対して2回目のレーザ照射をしてレーザ加工し、溝25を掘り下げる。以降、ステップS6において、“YES”判定となるまでステップS3〜S6が実行され、各溝25が5回のレーザ照射により掘り下げられて目標の深さの溝25が形成される。そして、ステップS6において、“YES”となるとステップS7に進む。
【0033】
ステップS7においては、演算部22は、ステージ1の回転数N及び回転角度θの演算を停止すると共に、モータ駆動コントローラ20に停止信号を出力する。したがって、ステップS6において、“YES”判定となった以降は、演算部22からは、レーザ光源10を点灯させるためのトリガー信号が出力されることがなく、その結果、レーザ光源10からのレーザ光L2の照射は停止される。
【0034】
ステップS8においては、モータ駆動コントローラ20は、演算部22から入力した停止信号に基づいてモータ7の駆動を停止し、ステージ1の回転を止める。この場合、モータ7を急停止させてもよく、減速して停止させてもよい。
【0035】
図6は本発明によるレーザ加工装置の第2の実施形態を示す要部拡大平面図である。ここでは、第1の実施形態と異なる部分についてのみ説明する。
この第2の実施形態に係るレーザ加工装置は、ステージ1が太陽電池用基板4に照射される横断面細線状のレーザ光L1に対して略直交方向(同図の矢印B,C方向)に相対的に移動可能にされたものである。
【0036】
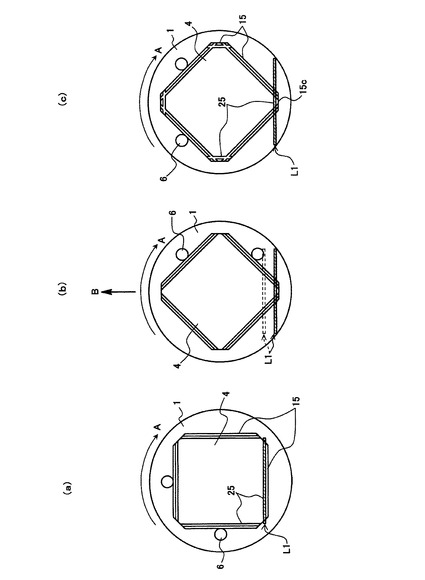
このように構成したことにより、例えば四角形に形成され四つの隅角部が面取りされた太陽電池用基板4に対して好適に適用することができる。即ち、先ず、ステージ1上に太陽電池用基板4を載置して図7に示す矢印A方向に回転しながら、ステージ1が90度回転する毎に太陽電池用基板4に横断面細線状のレーザ光L1を照射し、同図(a)に示すように太陽電池用基板4の四つの辺15に沿って細線状の溝25をレーザ加工する。次に、同図(b)に示すように、ステージ1を矢印B方向に所定距離だけ移動する。これにより、太陽電池用基板4に照射するレーザ光L1の位置は、同図(b)に破線で示す位置から実線で示す位置まで相対的に移動することになる。続いて、ステージ1を回転しながらステージ1が90度回転する毎に太陽電池用基板4に横断面細線状のレーザ光L1を照射し、同図(c)に示すように太陽電池用基板4の四つの面取り辺15cに沿って細線状の溝25をレーザ加工する。これにより、太陽電池用基板4の各辺15に沿って細線状の溝25をレーザ加工することができる。
【0037】
なお、上記第2の実施形態においても、第1の実施形態と同様に、複数回のレーザ照射により一つの溝25を加工してもよい。
【0038】
また、上記第2の実施形態においては、ステージを横断面細線状のレーザ光L1に対して略直交方向に移動する場合について説明したが、本発明はこれに限られず、レーザ装置2又はシリンドリカルレンズ14を移動してレーザ光L1の照射位置をシフトさせてもよい。
【0039】
そして、上記第1及び第2の実施形態においては、基板が太陽電池用基板4である場合について説明したが、本発明はこれに限られず、基板は、多角形に形成されたものであれば如何なるものであってもよい。
【図面の簡単な説明】
【0040】
【図1】本発明によるレーザ加工装置の第1の実施形態の概略構成を示す概要図である。
【図2】上記第1の実施形態におけるステージのニュートラル位置を示す拡大平面図である。
【図3】上記第1の実施形態の制御手段を示すブロック図である。
【図4】上記第1の実施形態によるレーザ加工方法を説明するフローチャートである。
【図5】上記第1の実施形態によるレーザ加工方法を示す説明図である。
【図6】本発明によるレーザ加工装置の第2の実施形態を示す要部拡大平面図である。
【図7】上記第2の実施形態によるレーザ加工方法を示す説明図である。
【符号の説明】
【0041】
1…ステージ
2…レーザ装置
3…制御手段
4…太陽電池用基板
15,15a,15b,15c…太陽電池用基板の辺
25…溝
L1…太陽電池用基板に照射するレーザ光
【技術分野】
【0001】
本発明は、多角形の基板の縁部に沿って線状の溝をレーザ加工するレーザ加工方法に関し、詳しくは、レーザ加工時間を短縮しようとするレーザ加工方法及びレーザ加工装置に係るものである。
【背景技術】
【0002】
従来、この種のレーザ加工方法は、例えば結晶シリコン太陽電池の製造において、基板の外側面を覆ってn型ドーピング層が形成されているため、基板の縁部に非常に近い前面又は裏面の周囲をレーザースクライビングして表面電極と裏面電極とを電気的に分離する工程で行われている(例えば、特許文献1参照)。
【特許文献1】特開2008−153670号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかし、このような従来のレーザ加工方法においては、一般に、基板の縁部に沿ってレーザ光を走査して加工するものであるため、レーザ加工に長時間を要していた。
【0004】
そこで、本発明は、このような問題点に対処し、レーザ加工時間を短縮しようとするレーザ加工方法及びレーザ加工装置を提供することを目的とする。
【課題を解決するための手段】
【0005】
上記目的を達成するために、本発明によるレーザ加工方法は、多角形の基板を回転させ、前記回転する基板に横断面細線状に整形されたレーザ光を所定タイミングで照射して前記多角形の基板の各辺に沿って線状の溝を加工するものである。
【0006】
このような構成により、多角形の基板を回転させながら、横断面細線状に整形されたレーザ光を所定タイミングで照射し、多角形の基板の各辺に沿って線状の溝を加工する。
【0007】
また、前記基板を回転させながら同一箇所にレーザ光を複数回照射し、所定深さの線状の溝を加工するものである。これにより、回転する基板に対してレーザ光を所定のタイミングで照射し、同一箇所にレーザ光を複数回照射して所定深さの線状の溝を加工する。
【0008】
さらに、前記基板の回転中心は、前記基板に照射される前記横断面細線状のレーザ光に対して略直交方向に相対的に移動可能である。これにより、多角形の基板の各辺が回転中心から異なる距離にある場合でも、基板の回転中心を横断面細線状のレーザ光に対して略直交方向に相対的に移動して、各辺に接近した位置に溝をレーザ加工する。
【0009】
そして、前記基板は、太陽電池用の結晶シリコン基板である。これにより、多角形の太陽電池用結晶シリコン基板の各辺に沿って溝をレーザ加工する。
【0010】
また、本発明によるレーザ加工装置は、多角形の基板を載置して回転するステージと、前記回転する基板に横断面細線状に整形されたレーザ光を照射するレーザ装置と、前記レーザ装置によるレーザ光の照射タイミングを制御し、前記多角形の基板の各辺に沿って線状の溝を加工させる制御手段と、を備えたものである。
【0011】
このような構成により、ステージに多角形の基板を載置して回転し、制御手段でレーザ装置を制御して回転する基板に横断面細線状に整形されたレーザ光を所定タイミングで照射させ、多角形の基板の各辺に沿って線状の溝を加工させる。
【0012】
さらに、前記制御手段は、前記基板を回転させながら同一箇所にレーザ光を複数回照射させ、所定深さの線状の溝を加工させるものである。これにより、制御手段でレーザ装置によるレーザ光の照射タイミングを制御し、回転する基板の同一箇所にレーザ光を複数回照射して所定深さの線状の溝を加工する。
【0013】
さらにまた、前記ステージは、前記基板に照射される前記横断面細線状のレーザ光に対して略直交方向に相対的に移動可能にされたものである。これにより、ステージを基板に照射される横断面細線状のレーザ光に対して略直交方向に相対的に移動してレーザ光の照射位置を変え、回転中心からの距離が異なる基板の各辺に接近した位置に溝をレーザ加工する。
【0014】
そして、前記基板は、太陽電池用の結晶シリコン基板である。これにより、多角形の太陽電池用結晶シリコン基板の各辺に沿って溝をレーザ加工する。
【発明の効果】
【0015】
請求項1又は5に係る発明によれば、多角形の基板を回転させながら、横断面細線状に整形されたレーザ光を所定タイミングで照射し、多角形の基板の各辺に沿って線状の溝を加工することができる。したがって、多角形の基板の縁部に沿った溝のレーザ加工時間を短縮することができる。これにより、レーザ加工工程のスループットを向上することができる。
【0016】
また、請求項2又は6に係る発明によれば、回転する基板に対してレーザ光を所定のタイミングで照射し、同一箇所にレーザ光を複数回照射して所定深さの線状の溝を加工することができる。したがって、レーザ光の照射エネルギーが小さい場合でも、所定の深さに溝を加工することができる。
【0017】
さらに、請求項3又は7に係る発明によれば、多角形の基板の各辺が回転中心から異なる距離にある場合でも、基板の回転中心を横断面細線状のレーザ光に対して略直交方向に相対的に移動して、各辺に接近した位置に溝をレーザ加工することができる。
【0018】
そして、請求項4又は8に係る発明によれば、細線状のレーザ光により多角形の太陽電池用結晶シリコン基板の各辺に沿って溝をレーザ加工することができる。したがって、太陽電池用基板の表面電極と裏面電極とのアイソレーションを短時間に行なうことができる。
【発明を実施するための最良の形態】
【0019】
以下、本発明の実施形態を添付図面に基づいて詳細に説明する。図1は本発明によるレーザ加工装置の第1の実施形態の概略構成を示す概要図である。このレーザ加工装置は、多角形の基板の縁部に沿って線状の溝をレーザ加工するもので、ステージ1と、レーザ装置2と、制御手段3とからなる。なお、以下の説明においては、基板が例えば八角形の結晶シリコン太陽電池用基板4である場合について述べる。
【0020】
上記ステージ1は、八角形の結晶シリコン太陽電池用基板(以下、「太陽電池用基板」という)4を載置して所定速度で回転するものであり、図2示すように、上面には太陽電池用基板4を吸着して保持するための複数の吸引孔5が形成され、太陽電池用基板4の縁部に当接してステージ1の回転中心と太陽電池用基板4の中心とを合致させるための位置決め凸部6が設けられている。また、ステージ1は、その回転軸がモータ7の軸に連結されて、モータ7の回転に伴って回転するようになっている。さらに、ステージ1の回転軸には、ロータリーエンコーダ8が連結されており、ステージ1の回転角度θ及び回転数Nが検出可能となっている。そして、モータ7及びロータリーエンコーダ8は、筐体9内に収容されている。なお、図2は、ステージ1がニュートラル位置にある状態を示しており、ステージ1のこのニュートラル位置とロータリーエンコーダ8の基準位置とが一致するようにロータリーエンコーダ8が設けられている。
【0021】
上記ステージ1の上方には、レーザ装置2が設けられている。このレーザ装置2は、回転する太陽電池用基板4に横断面細線状に整形されたレーザ光L1を照射するものであり、レーザ光源10と、ビームエキスパンダ11と、均一化手段12と、コンデンサーレンズ13と、シリンドリカルレンズ14とを備えて構成されている。
【0022】
ここで、レーザ光源10は、レーザ光L2を放射するもので、波長が532nmのレーザ光L2を間欠的に放射するパルスレーザである。また、ビームエキスパンダ11は、レーザ光源10から放射されたレーザ光L2の径を拡大すると共に平行光にして射出するものである。さらに、均一化手段12は、径の拡大されたレーザ光L2を横断面内の光強度分布を均一化して射出するもので、例えばフライアイレンズ、ロッドレンズ、又はライトパイプ等のフォトインテグレータである。さらにまた、コンデンサーレンズ13は、均一化されたレーザ光L2を光軸に平行な平行光として射出するものであり、その前焦点を均一化手段12としての例えばフライアイレンズの後焦点位置に略合致させて配置されている。そして、シリンドリカルレンズ14は、上記平行光を受けて横断面が例えば20μm×60mmの細線状のレーザ光L1に整形して射出するものであり、例えば10mm(幅)×60mm(長さ)の形状に形成され、図2に示すようにステージ1のニュートラル位置において、ステージ1に保持された太陽電池用基板4の一つの辺15aに平行に、且つ該辺15aから所定距離だけ内側に入った位置をレーザ光L1が照射するように配置されている。
【0023】
なお、図1において、符号16はロータリーエンコーダ8のスリット円板、符号17はフォトディテクターを示している。また、符号18はレーザ装置2の反射ミラーを示している。さらに、図2に示すステージ1の複数の吸引孔5は、夫々図示省略の排気通路に繋がっており、排気通路の末端には排気管が接続されて図示省略の吸引ポンプで吸引可能となっている。
【0024】
ステージ1のモータ7及びロータリーエンコーダ8と、レーザ装置2のレーザ光源10とに接続して制御手段3が設けられている。この制御手段3は、レーザ装置2によるレーザ光L1の照射タイミングを制御して太陽電池用基板4の各辺15に沿って線状の溝25(図5参照)をレーザ加工させるものであり、図3に示すように、パルスカウンター19と、モータ駆動コントローラ20と、レーザ光源駆動コントローラ21と、演算部22と、メモリ23と、制御部24とを備えている。
【0025】
ここで、パルスカウンター19は、ステージ1のロータリーエンコーダ8から入力する基準パルス及び角度検出パルスをカウントするもので、基準パルスを検出すると角度検出パルスのカウント数をゼロにリセットするようになっている。また、モータ駆動コントローラ20は、モータ7の駆動を制御し、ステージ1を一定速度で回転させるものである。さらに、レーザ光源駆動コントローラ21は、レーザ光源10に点灯指令を送信し、レーザ光源10を所定時間だけ点灯させるものである。また、演算部22は、パルスカウンター19から入力する角度検出パルスのカウント数に基づいてステージ1の回転角度θを算出し、後述のメモリ23に予め保存された目標回転角度θsと比較して、両者が一致したときにトリガー信号をレーザ光源駆動コントローラ21に出力してレーザ光源10の点灯指令を送信させ、パルスカウンター19から入力する基準パルスのカウント数nに基づいてステージ1の回転数N=(n−1)を算出し、ステージ1の回転数Nとメモリ23に保存されたステージ1の目標回転数Nsとを比較して両者が一致すると、以後の回転角度θの演算を停止して上記トリガー信号の出力を止めると共に、モータ駆動コントローラ20に停止信号を出力するものである。さらに、メモリ23は、ステージ1の目標回転角度θs、目標回転数Ns、及びレーザ光源10のパワー等の初期設定値を記憶するものである。そして、制御部24は、上記各構成要素が適切に駆動するように全体を統合して制御するものである。
【0026】
次に、このように構成された第1の実施形態に係るレーザ加工装置の動作及びレーザ加工方法について、図4に示すフローチャートを参照して説明する。
先ず、ステップS1においては、図示省略の例えばキーボード等の操作手段を操作してステージ1の目標回転角度θs(0度、45度、90度、135度、180度、225度、270度、315度、360度)、目標回転数Ns(例えば、5回のレーザ光の照射で目標の深さの溝25が加工されるときには、“5”を設定)、及びレーザ光源10のパワー等の初期設定値を入力し、制御手段3のメモリ23に記憶する。
【0027】
次に、ステップS2においては、八角形の太陽電池用基板4をその任意の辺15をステージ1の位置決め凸部6に当接させて、ステージ1上に載置する。その後、図示省略の吸引ポンプを起動して、太陽電池用基板4を吸引孔5により吸引してステージ1上に吸着保持する。この状態で、レーザ加工開始スイッチを投入すると、ステージ1が図5に示す矢印A方向に所定速度で回転を開始する。
【0028】
ステップS3においては、制御手段3のパルスカウンター19は、ロータリーエンコーダ8から入力する基準パルス及び角度検出パルスをカウントしてそのカウント数を演算部22に出力する。演算部22は、入力した基準パルス数nからステージ1の回転数Nを算出し、これをメモリ23に記憶された目標回転数Nsと比較すると共に、角度検出パルス数からステージ1の回転角度θを算出し、これをメモリ23に記憶された目標回転角度θsと比較する。ここでは、先ず、ステージ1の回転角度θと目標回転角度θsとを比較し、ステージ1が所定角度(0度)だけ回転したか否かを判定する。この場合、パルスカウンター19は、基準パルスを入力すると角度検出パルス数をゼロにリセットするため、演算部22で算出される回転角度θは0度となり、ステージ1の回転角度θは目標回転角度θsの0度と一致する。これにより、ステップS3は“YES”判定となってステップS4に進む。同時に、演算部22は、レーザ光源駆動コントローラ21にレーザ光L1を照射させるためのトリガー信号を出力する。なお、パルスカウンター19は、ステージ1が回転を開始すると直ぐに基準パルス及び角度検出パルスのカウントを開始してもよく、ステージ1の回転速度が一定速度となってからカウントを開始してもよい。
【0029】
ステップS4においては、レーザ光源駆動コントローラ21は、演算部22からトリガー信号を入力すると、レーザ光源10に対して点灯指令を送信し、レーザ光源10を所定のパワーで所定時間だけ点灯させる。これにより、レーザ光源10から放射された後、均一化手段12で光強度分布が均一化され、シリンドリカルレンズ14で細線状に整形されたレーザ光L1が、図5(a)に示すように太陽電池用基板4の辺15aに略平行に、且つ該辺15aから所定距離だけ内側に入った位置を照射する。このようにして、太陽電池用基板4の一つの辺15aに沿って細線状の溝25がレーザ加工される。
【0030】
ステップS5においては、ステージ1が1周したか否かが、基準パルスの検出により判定される。ここで、ステージ1が1周目の回転途中である場合には、ステップS5は、“NO”判定となってステップS3に戻る。そして、演算部22でパルスカウンター19から入力する角度検出パルス数に基づいて回転角度θを算出し、メモリ23に記憶された目標回転角度θs(45度)と比較する(ステップS3)。その結果、両者が一致すると上述と同様にしてレーザ光源10からレーザ光L2を所定時間だけ放射させ、図5(b)に示すように太陽電池用基板4の次の辺15bに略平行に、且つ該辺15bから所定距離だけ内側に入った位置に細線状のレーザ光L1を照射させ、該辺15bに沿って細線状の溝25を加工する(ステップS4)。
【0031】
以後、ステップS5において、パルスカウンター19で次の基準パルスが検出されてステージ1が1周したと判定(“YES”判定)されるまで、ステップS3〜S5が繰り返し実行され、ステージ1の回転角度θが90度、135度、180度、225度、270度、315度、360度となる毎に、細線状に整形されたレーザ光L1が太陽電池用基板4に照射される。その結果、図5(c)に示すように、太陽電池用基板4の各辺15に略平行に細線状の溝25がレーザ加工される。そして、ステップS6に進む。
【0032】
ステップS6においては、パルスカウンター19でカウントされた基準パルスのカウント数nに基づいて演算部22でステージ1の回転数N=(n−1)を演算し、これをメモリ23に記憶された目標回転数Ns=5と比較する。この場合、ステージ1は、まだ1周しただけであるので、ステップS6は、“NO”判定となってステップS3に戻り、ステージ1は2周目の回転に入る。そして、ステージ1の2周目の回転中にステップS3〜S5を実行し、1周目に形成された溝25に対して2回目のレーザ照射をしてレーザ加工し、溝25を掘り下げる。以降、ステップS6において、“YES”判定となるまでステップS3〜S6が実行され、各溝25が5回のレーザ照射により掘り下げられて目標の深さの溝25が形成される。そして、ステップS6において、“YES”となるとステップS7に進む。
【0033】
ステップS7においては、演算部22は、ステージ1の回転数N及び回転角度θの演算を停止すると共に、モータ駆動コントローラ20に停止信号を出力する。したがって、ステップS6において、“YES”判定となった以降は、演算部22からは、レーザ光源10を点灯させるためのトリガー信号が出力されることがなく、その結果、レーザ光源10からのレーザ光L2の照射は停止される。
【0034】
ステップS8においては、モータ駆動コントローラ20は、演算部22から入力した停止信号に基づいてモータ7の駆動を停止し、ステージ1の回転を止める。この場合、モータ7を急停止させてもよく、減速して停止させてもよい。
【0035】
図6は本発明によるレーザ加工装置の第2の実施形態を示す要部拡大平面図である。ここでは、第1の実施形態と異なる部分についてのみ説明する。
この第2の実施形態に係るレーザ加工装置は、ステージ1が太陽電池用基板4に照射される横断面細線状のレーザ光L1に対して略直交方向(同図の矢印B,C方向)に相対的に移動可能にされたものである。
【0036】
このように構成したことにより、例えば四角形に形成され四つの隅角部が面取りされた太陽電池用基板4に対して好適に適用することができる。即ち、先ず、ステージ1上に太陽電池用基板4を載置して図7に示す矢印A方向に回転しながら、ステージ1が90度回転する毎に太陽電池用基板4に横断面細線状のレーザ光L1を照射し、同図(a)に示すように太陽電池用基板4の四つの辺15に沿って細線状の溝25をレーザ加工する。次に、同図(b)に示すように、ステージ1を矢印B方向に所定距離だけ移動する。これにより、太陽電池用基板4に照射するレーザ光L1の位置は、同図(b)に破線で示す位置から実線で示す位置まで相対的に移動することになる。続いて、ステージ1を回転しながらステージ1が90度回転する毎に太陽電池用基板4に横断面細線状のレーザ光L1を照射し、同図(c)に示すように太陽電池用基板4の四つの面取り辺15cに沿って細線状の溝25をレーザ加工する。これにより、太陽電池用基板4の各辺15に沿って細線状の溝25をレーザ加工することができる。
【0037】
なお、上記第2の実施形態においても、第1の実施形態と同様に、複数回のレーザ照射により一つの溝25を加工してもよい。
【0038】
また、上記第2の実施形態においては、ステージを横断面細線状のレーザ光L1に対して略直交方向に移動する場合について説明したが、本発明はこれに限られず、レーザ装置2又はシリンドリカルレンズ14を移動してレーザ光L1の照射位置をシフトさせてもよい。
【0039】
そして、上記第1及び第2の実施形態においては、基板が太陽電池用基板4である場合について説明したが、本発明はこれに限られず、基板は、多角形に形成されたものであれば如何なるものであってもよい。
【図面の簡単な説明】
【0040】
【図1】本発明によるレーザ加工装置の第1の実施形態の概略構成を示す概要図である。
【図2】上記第1の実施形態におけるステージのニュートラル位置を示す拡大平面図である。
【図3】上記第1の実施形態の制御手段を示すブロック図である。
【図4】上記第1の実施形態によるレーザ加工方法を説明するフローチャートである。
【図5】上記第1の実施形態によるレーザ加工方法を示す説明図である。
【図6】本発明によるレーザ加工装置の第2の実施形態を示す要部拡大平面図である。
【図7】上記第2の実施形態によるレーザ加工方法を示す説明図である。
【符号の説明】
【0041】
1…ステージ
2…レーザ装置
3…制御手段
4…太陽電池用基板
15,15a,15b,15c…太陽電池用基板の辺
25…溝
L1…太陽電池用基板に照射するレーザ光
【特許請求の範囲】
【請求項1】
多角形の基板を回転させ、
前記回転する基板に横断面細線状に整形されたレーザ光を所定タイミングで照射して前記多角形の基板の各辺に沿って線状の溝を加工する、
ことを特徴とするレーザ加工方法。
【請求項2】
前記基板を回転させながら同一箇所にレーザ光を複数回照射し、所定深さの線状の溝を加工することを特徴とする請求項1記載のレーザ加工方法。
【請求項3】
前記基板の回転中心は、前記基板に照射される前記横断面細線状のレーザ光に対して略直交方向に相対的に移動可能であることを特徴とする請求項1又は2記載のレーザ加工方法。
【請求項4】
前記基板は、太陽電池用の結晶シリコン基板であることを特徴とする請求項1〜3のいずれか1項に記載のレーザ加工方法。
【請求項5】
多角形の基板を載置して回転するステージと、
前記回転する基板に横断面細線状に整形されたレーザ光を照射するレーザ装置と、
前記レーザ装置によるレーザ光の照射タイミングを制御し、前記多角形の基板の各辺に沿って線状の溝を加工させる制御手段と、
を備えたことを特徴とするレーザ加工装置。
【請求項6】
前記制御手段は、前記基板を回転させながら同一箇所にレーザ光を複数回照射させ、所定深さの線状の溝を加工させることを特徴とする請求項5記載のレーザ加工装置。
【請求項7】
前記ステージは、前記基板に照射される前記横断面細線状のレーザ光に対して略直交方向に相対的に移動可能にされたことを特徴とする請求項5又は6記載のレーザ加工装置。
【請求項8】
前記基板は、太陽電池用の結晶シリコン基板であることを特徴とする請求項5〜7のいずれか1項に記載のレーザ加工装置。
【請求項1】
多角形の基板を回転させ、
前記回転する基板に横断面細線状に整形されたレーザ光を所定タイミングで照射して前記多角形の基板の各辺に沿って線状の溝を加工する、
ことを特徴とするレーザ加工方法。
【請求項2】
前記基板を回転させながら同一箇所にレーザ光を複数回照射し、所定深さの線状の溝を加工することを特徴とする請求項1記載のレーザ加工方法。
【請求項3】
前記基板の回転中心は、前記基板に照射される前記横断面細線状のレーザ光に対して略直交方向に相対的に移動可能であることを特徴とする請求項1又は2記載のレーザ加工方法。
【請求項4】
前記基板は、太陽電池用の結晶シリコン基板であることを特徴とする請求項1〜3のいずれか1項に記載のレーザ加工方法。
【請求項5】
多角形の基板を載置して回転するステージと、
前記回転する基板に横断面細線状に整形されたレーザ光を照射するレーザ装置と、
前記レーザ装置によるレーザ光の照射タイミングを制御し、前記多角形の基板の各辺に沿って線状の溝を加工させる制御手段と、
を備えたことを特徴とするレーザ加工装置。
【請求項6】
前記制御手段は、前記基板を回転させながら同一箇所にレーザ光を複数回照射させ、所定深さの線状の溝を加工させることを特徴とする請求項5記載のレーザ加工装置。
【請求項7】
前記ステージは、前記基板に照射される前記横断面細線状のレーザ光に対して略直交方向に相対的に移動可能にされたことを特徴とする請求項5又は6記載のレーザ加工装置。
【請求項8】
前記基板は、太陽電池用の結晶シリコン基板であることを特徴とする請求項5〜7のいずれか1項に記載のレーザ加工装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2010−115684(P2010−115684A)
【公開日】平成22年5月27日(2010.5.27)
【国際特許分類】
【出願番号】特願2008−290441(P2008−290441)
【出願日】平成20年11月13日(2008.11.13)
【出願人】(500171707)株式会社ブイ・テクノロジー (283)
【Fターム(参考)】
【公開日】平成22年5月27日(2010.5.27)
【国際特許分類】
【出願日】平成20年11月13日(2008.11.13)
【出願人】(500171707)株式会社ブイ・テクノロジー (283)
【Fターム(参考)】
[ Back to top ]