
レーザ加工装置およびその加工方法
【課題】 プルームを効果的にレーザ照射部の鉛直上方から押し流し、かつ最適な加工雰囲気においてレーザ加工を行うことができるレーザ加工装置の提供を目的とする。
【解決手段】 レーザ加工装置1は、レーザ光源2と、加工材料40のレーザ溶射部101にレーザ光20を照射する集光レンズ3と、レーザ溶射部101の斜め上方に設けられ、ノズル開口部50の形状は、鉛直方向の全長が、水平方向の全長よりも長い形状であって、レーザ照射部41に向けてシールドガス30を噴射するシールドガスノズル6と、シールドガス供給装置7と、シールドガスノズル6と反対側であって、レーザ溶射部101の斜め上方に設けられ、空気を吸引する吸引ノズル8と、吸引装置9とを備える。
【解決手段】 レーザ加工装置1は、レーザ光源2と、加工材料40のレーザ溶射部101にレーザ光20を照射する集光レンズ3と、レーザ溶射部101の斜め上方に設けられ、ノズル開口部50の形状は、鉛直方向の全長が、水平方向の全長よりも長い形状であって、レーザ照射部41に向けてシールドガス30を噴射するシールドガスノズル6と、シールドガス供給装置7と、シールドガスノズル6と反対側であって、レーザ溶射部101の斜め上方に設けられ、空気を吸引する吸引ノズル8と、吸引装置9とを備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、シールドガスをレーザ照射部に噴射してレーザ加工を行うレーザ加工装置に関する。
【背景技術】
【0002】
レーザ加工は、レーザ光源において発生させたレーザ光を集光レンズで集光して加工材料に照射し、加工材料を加熱、溶融させて切削や溶接を行う方法である。レーザ加工では、集光されたレーザ光が高いエネルギー密度で加工材料に照射されるため、加工材料のレーザ照射部は、加工材料の沸点まで加熱されて蒸発が起こり、その反発力によってキーホールと呼ばれる空洞を形成して、深い溶け込み深さの加工が行われる。
【0003】
このとき、加工材料の蒸発によって金属蒸気であるプルームが発生するが、プルームがレーザ加工装置のレーザ光源や集光レンズに付着すると、レーザ光源や集光レンズを損傷させ、または機能を低下させる可能性がある。したがって、通常、レーザ加工装置においては、集光レンズから照射されたレーザ光を横切るようにジェットガスを供給して、プルームがレーザ光源や集光レンズに付着することを防いでいる。さらに、レーザ光の照射によって生じる熱による加工材料の酸化を防ぐために、レーザ照射部にシールドガスを噴射し、レーザ照射部を大気から保護している。
【0004】
ここで、レーザ照射部から発生したプルームは、熱対流によりレーザ照射部から鉛直上方向に立ち上る。レーザ光が鉛直上方向に立ち上るプルーム内を通過すると、プルームにレーザ光が吸収され、またはプルームによってレーザ光が屈折し、レーザ加工の強度および精度を低下させる原因となる。
【0005】
そこで、シールドガスを噴射するシールドガスノズルをレーザ照射部の斜め上方に設け、シールドガスをレーザ照射部に斜め上方から噴射することによって、レーザ照射部から鉛直上方向に立ち上るプルームを、シールドガスによってレーザ照射部を挟んでシールドガスノズルと反対側へ押し流し、さらに押し流したプルームを吸引ノズルによって吸引する技術が開発されている(例えば、特許文献1参照。)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】実用新案登録第3143457号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、上述した特許文献1に記載の技術は、シールドガスノズルのノズル開口部の形状が、レーザ照射部およびその周辺部からなるレーザ加工によって高温となる部位をカバーしてシールドガスを噴射できる程度の大きさの円形状であるため、レーザ照射部の鉛直上方においてプルームに対して十分にシールドガスを噴射することができず、レーザ照射部から鉛直上方向に立ち上るプルームを十分に吸引ノズル側へ押し流すことができないという課題があった。
【0008】
さらに、上述した特許文献1に記載の技術は、シールドガスノズルからシールドガスを大量に噴射するためには、シールドガスの流速を早める必要があるが、シールドガスの流速を早めると、シールドガスに大気中の酸素の巻き込みが起こり、最適な加工雰囲気においてレーザ加工ができないという課題があった。
【0009】
そこで本発明は、レーザ加工によって発生するプルームを効果的にレーザ照射部の鉛直上方から押し流し、かつ最適な加工雰囲気においてレーザ加工を行うことができるレーザ加工装置の提供を目的とする。
【課題を解決するための手段】
【0010】
上記目的を達成するために、本発明のレーザ加工装置は、レーザ光を発生させるレーザ光源と、レーザ光源から発生したレーザ光を集光し、加工材料のレーザ溶射部にレーザ光を照射する集光レンズと、レーザ溶射部の斜め上方に設けられ、ノズル開口部の形状は、鉛直方向の全長が、水平方向の全長よりも長い形状であって、前記レーザ照射部に向けてシールドガスを噴射するシールドガスノズルと、シールドガスノズルにシールドガスを供給するするシールドガス供給装置と、レーザ溶射部を挟んでシールドガスノズルと反対側であって、レーザ溶射部の斜め上方に設けられ、空気を吸引する吸引ノズルと、吸引ノズルに空気を吸引させる吸引装置とを備えることを特徴とする。
【0011】
さらに、上記目的を達成するために、本発明のレーザ加工方法は、レーザ光源からレーザ光を発生させ、集光レンズによって、レーザ光源から発生したレーザ光を集光し、加工材料のレーザ溶射部に照射する工程と、ノズル開口部が鉛直方向に楕円形状または長円形状であって、レーザ溶射部の斜め上方に設けられるシールドガスノズルによって、レーザ照射部に向けてシールドガスを噴射し、さらに、シールドガスによってレーザ照射部から鉛直上方向に立ち上るプルームをレーザ溶射部を挟んでシールドガスノズルと反対側へ押し流す工程と、レーザ溶射部を挟んでシールドガスノズルと反対側に設けられた吸引ノズルによって、プルームを含有した空気を吸引する工程とを備えることを特徴とする。
【発明の効果】
【0012】
本発明によれば、レーザ加工において、レーザ加工によって発生するプルームを効果的にレーザ照射部の鉛直上方から押し流し、かつ最適な加工雰囲気においてレーザ加工を行うことができる。
【図面の簡単な説明】
【0013】
【図1】本発明の実施形態に係るレーザ加工装置の概略図。
【図2】シールドガスによってプルームを押し流す働きを示し、(a)は、従来のレーザ加工装置における働きを示す概略図、(b)は、本発明の実施形態に係るレーザ加工装置における働きを示す概略図。
【図3】本発明の実施形態に係るレーザ加工装置のシールドガスノズルのノズル開口部の変形例を示し、(a)は長円形状の例を示す縦断面図、(b)は長円形状の外枠内に円形状のノズルを縦に2つ設けた例を示す縦断面図、(c)は長円形状の外枠内に複数のスリットを縦方向に並べた例を示す縦断面図、(d)は長方形形状を示す縦断面図。
【図4】本発明の実施形態に係るレーザ加工装置の上部カバーを設けた変形例を示す概略図。
【図5】本発明の実施形態に係るレーザ加工装置の酸素濃度測定器を設けた変形例を示す概略図。
【図6】シールドガスノズルからのシールドガスの流れの解析結果を示し、(a)は、従来のレーザ加工装置におけるシールドガスの流れを示す解析図、(b)は、本発明の実施形態に係るレーザ加工装置におけるるシールドガスの流れを示す解析図。
【図7】シールドガスへの酸素の巻き込みの解析結果を示し、(a)は、従来のレーザ加工装置におけるシールドガスへの酸素の巻き込みを示す解析図、(b)は、本発明の実施形態に係るレーザ加工装置におけるるシールドガスへの酸素の巻き込みを示す解析図。
【発明を実施するための形態】
【0014】
以下、本発明の実施形態を説明する。
【0015】
(構成)
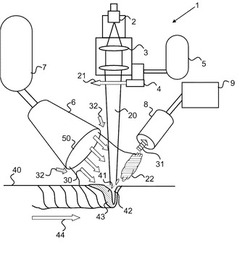
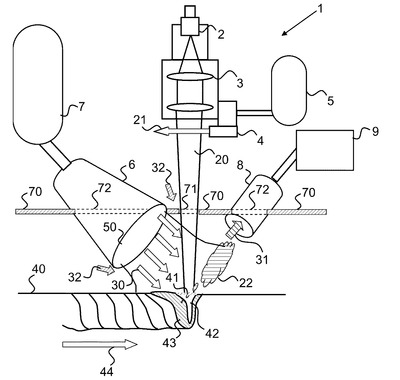
以下、本発明の実施形態に係るレーザ加工装置について図1乃至図5を参照して説明する。図1は、本発明の実施形態に係るレーザ加工装置の概略図である。レーザ加工装置1は、レーザ光源2と、集光レンズ3と、ジェットガスノズル4と、ジェットガス供給装置5と、シールドガスノズル6と、シールドガス供給装置7と、吸引ノズル8と、吸引装置9とから構成される。
【0016】
レーザ光源2は、YAGレーザ、CO2レーザ、エキシマレーザといった一般的なレーザ加工に用いられるレーザ光20を発生させる装置である。レーザ光源2は、レーザ光源2が発生させたレーザ光20を集光レンズ3に導くことができるように、レーザ光源2と集光レンズ3は接続される。
【0017】
集光レンズ3は、加工材料40におけるレーザ照射部41に最適なスポット径をもってレーザ光20を照射する光学機器である。ここで、最適なスポット径は、10kW程度のレーザ光20においては1mm程度である。
【0018】
ジェットガス供給装置5は、ジェットガス21として使用するガスを内部に内蔵する機器であり、ジェットガスノズル4にジェットガス21を供給できるように、ジェットガス供給装置5とジェットガスノズル4は接続される。ここで、ジェットガス供給装置5は、レーザ光20の強度や加工材料40の種類に応じてジェットガスノズル4へのジェットガス21の供給量を調整できるものとする。
【0019】
ジェットガスノズル4は、ノズル先端からジェットガス21を噴射する機器であり、ジェットガス21が集光レンズ3から照射されたレーザ光20を横切り、ジェットガス21によって集光レンズ3が加工材料40側から眺めたときに露出しないようにジェットガス21を噴射できるように、ジェットガスノズル4は集光レンズ3の近傍に配置される。
【0020】
シールドガス供給装置7は、シールドガス30を内部に内蔵する機器であり、シールドガスノズル6にシールドガス30を供給できるように、シールドガス供給装置7とシールドガスノズル6は接続される。ここで、シールドガス供給装置7は、レーザ光20の強度や加工材料40の種類に応じてシールドノズル6へのシールドガス30の供給量を調整できるものとする。
【0021】
次に、シールドガスノズル6について説明する。シールドガスノズル6は、ノズル開口部50からシールドガス30を噴射する機器である。図1のように、シールドガスノズル6は、ノズル開口部50をレーザ照射部41に向けて、レーザ照射部41の斜め上方に配置される。
【0022】
シールドガスノズル6の長手方向の断面積は、シールドガス30の噴射方向に従って大きくなっており、さらにノズル開口部50の形状は、鉛直方向に縦長な楕円形状である。ここで、レーザ加工装置1によるレーザ加工においては、レーザ照射部41においてレーザ光20のスポット径と同程度の大きさのキーホール42が形成されて加工が行われる。さらに、キーホール42の周辺部もキーホール42からの伝熱によって高温状態となる。したがって、キーホール42ならびにその周辺部からなる高温部位43の酸化を防ぐためにシールドガス30の噴射による保護が必要である。したがって、ノズル開口部50の楕円形状の短径は、高温部位43をカバーしてシールドガス30を噴射できる長さである10mm程度とし、ノズル開口部50の楕円形状の長径は、短径の2倍の20mm程度長さとする。
【0023】
吸引装置9は、ファンやポンプによって空気を吸引する機器であり、吸引ノズル8のノズル先端から空気を吸引できるように、吸引装置9と吸引ノズル8は接続される。ここで、吸引装置9は、レーザ光20の強度や加工材料40の種類に応じて空気の吸引量を調整できるものとする。吸引ノズル8は、レーザ照射部41を挟んで、シールドガスノズル6と反対側において、ノズル先端を斜め下方のレーザ照射部41側へ向けて、レーザ照射部41の斜め上方に配置される。
【0024】
(作用)
以下、本発明の実施形態の作用について説明する。レーザ加工装置1によるレーザ加工時においては、上述した構成のレーザ加工装置1は、加工材料40上において、集光レンズ3が最適なスポット径をもってレーザ照射部41にレーザ光20を照射できる距離を離間させて配置される。加工材料40は、スライドテーブルやターンテーブルによって加工方向44と逆方向に移動させられ、レーザ加工装置1は、加工材料40上のレーザ照射部41を加工方向44に移動させながらレーザ加工を行う。ここで、加工方向44は、吸引ノズル8からシールドガスノズル6へ向かう方向に定めるものとする。
【0025】
レーザ加工において、レーザ光源2はレーザ光20を発生させ、集光レンズ3はレーザ光20を集光させ、最適なスポット径をもってレーザ照射部41にレーザ光20を照射する。さらに、ジェットガスノズル4は、集光レンズ3から照射されたレーザ光20を横切るようにジェットガス21を噴射する。また、シールドガスノズル6は、レーザ照射部41にシールドガス30を噴射する。
【0026】
レーザ照射部41へのレーザ光20の照射によって、加工材料40のレーザ照射部41は、加工材料40の沸点まで加熱されて蒸発が起こり、その反発力によってキーホール42を形成して、深い溶け込み深さの加工が行われる。このとき、加工材料40の蒸発によって金属蒸気であるプルーム22が発生する。
【0027】
プルーム22は、レーザ照射部41から鉛直上方向に立ち上るように発生する。このとき、シールドガスノズル6によって、斜め上方からレーザ照射部41に向けてシールドガス30が噴射されているが、本実施形態におけるシールドガス30には、レーザ照射部41から鉛直上方向に立ち上るプルーム22を吸引ノズル8が配置されている側へ押し流す働きと、レーザ照射部41付近をレーザ加工に最適な加工雰囲気とする働きがある。
【0028】
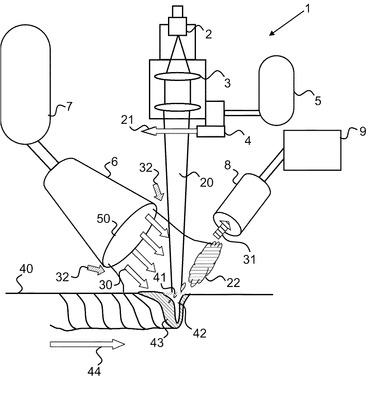
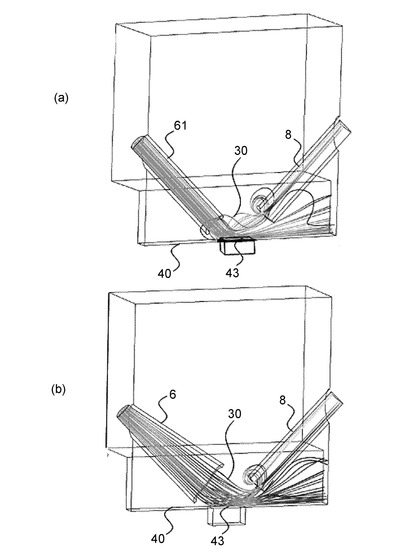
まず、シールドガス30による、レーザ照射部41から鉛直上方向に立ち上るプルーム22を吸引ノズル8が配置されている側へ押し流す働きについて説明する。以下に、従来のレーザ加工装置60と本実施形態におけるレーザ加工装置1のプルーム22を吸引ノズル8側へ押し流す働きの比較を説明する。図2は、シールドガスによってプルームを押し流す働きを示し、(a)は、従来のレーザ加工装置における働きを示す概略図、(b)は、本発明の実施形態に係るレーザ加工装置における働きを示す概略図である。図2(a)において、従来のレーザ加工装置60の構成で、本実施形態のレーザ加工装置1と同一の構成については同一の符号を付し、同一の構成については説明を省略する。さらに、図6は、シールドガスノズルからのシールドガスの流れの解析結果を示し、(a)は、従来のレーザ加工装置におけるシールドガスの流れを示す解析図、(b)は、本発明の実施形態に係るレーザ加工装置におけるるシールドガスの流れを示す解析図である。
【0029】
まず、従来のレーザ加工装置60におけるシールドガス30によってプルーム22を押し流す働きについて説明する。図2(a)に示す、従来のレーザ溶接装置60における従来のシールドガスノズル61の従来のノズル開口部62の形状は、高温部位43をカバーしてシールドガス30を噴射できる長さである直径10mm程度の円形状である。したがって、図6(a)のように、シールドガス30が従来のノズル開口部62からレーザ照射部41に向けて噴射される過程において、レーザ照射部41の鉛直上方においてシールドガス30がプルーム22を吸引ノズル8側へ押し流す領域は小さく、プルーム22を十分に吸引ノズル8側へ押し流すことができない。
【0030】
これに対し、図2(b)に示す、本実施形態におけるレーザ加工装置1は、シールドガスノズル6のノズル開口部50の形状は、長径が短径の2倍程度の長さの鉛直方向に縦長な楕円形状であるため、図6(b)のように、レーザ照射部41の鉛直上方においてシールドガス30がプルーム22を吸引ノズル8側へ押し流す領域は大きく、プルーム22を効果的に吸引ノズル8側へ押し流すことができる。
【0031】
シールドガス30によって吸引ノズル8側へ押し流されたプルーム22は、シールドガス30とともに吸引空気31として吸引ノズル8に吸引される。ここで、できるだけ遅いシールドガス30の流速によって吸引ノズル8側へ押し流されたプルーム22を吸引ノズル8によって吸引空気31として吸引するために、吸引ノズル8のノズル先端をシールドガスノズル6のノズル開口部50の中心よりも上方に配置し、押し流されたプルーム22を吸引ノズル8によって上方から吸い取るようにすることが望ましい。
【0032】
ここで、吸引ノズル8に吸引されなかったプルーム22は、上方の集光レンズ3へ立ち上るが、集光レンズ3は、ジェットガス21によって保護されているため、プルーム22が集光レンズ3に付着することが防止される。
【0033】
次に、シールドガス30による、レーザ照射部41付近をレーザ加工に最適な加工雰囲気とする働きについて説明する。レーザ加工装置1によって、加工材料の切断や突合せ溶接などを行うときには、レーザ光20の強度を高めるとともに、レーザ照射部41付近において最適な加工雰囲気を作り出し、かつレーザ加工によって生じるプルーム22を吸引ノズル8側へ押し流すために、シールドガス30の噴射量を高める必要がある。
【0034】
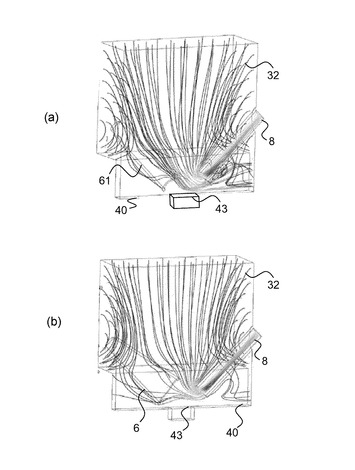
図7は、シールドガスへの酸素の巻き込みの解析結果を示し、(a)は、従来のレーザ加工装置におけるシールドガスへの酸素の巻き込みを示す解析図、(b)は、本発明の実施形態に係るレーザ加工装置におけるるシールドガスへの酸素の巻き込みを示す解析図である。
【0035】
ここで、従来のレーザ加工装置60における従来のシールドガスノズル61の従来のノズル開口部62は、直径10mm程度の円形状であるため、シールドガス30の噴射量を高めるためには、従来のシールドガスノズル61から噴射するシールドガス30の流速を早める必要がある。しかしながら、シールドガス30の流速を早くすると、図7(a)のように、シールドガス30に周囲の酸素32が巻き込まれ、逆にレーザ加工に最適な加工雰囲気とすることができない。
【0036】
本実施形態のレーザ加工装置1のシールドガスノズル6は、ノズル開口部50が、円形状よりも開口面積の広い楕円形状であるため、シールドガス30の噴射量を高めるとき、従来のレーザ加工装置60の従来のシールドガスノズル61から噴射するシールドガス30の流速よりも低い流速でシールドガス30の噴射量を高めることができる。この結果、図7(a)のように、シールドガス30に周囲の酸素32が巻き込まれることを防ぎつつ、大量のシールドガス30をレーザ照射部41に向けて噴射することができる。
【0037】
さらに、本実施形態のレーザ加工装置1のシールドガスノズル6は、シールドガスノズル6の長手方向の断面積が、シールドガスノズル6のシールドガス30の噴射方向に従って大きくなる形状としているため、シールドガス30を噴射したときに、シールドガスノズル6の側面に沿った酸素32の流れを抑えることができ、よりシールドガス30への酸素32の巻き込みを低減することができる。
【0038】
(効果)
本発明の実施形態によれば、鉛直方向に縦長な楕円形状のノズル開口部50が形成されたシールドガスノズル6によって、レーザ照射部41の鉛直上方にシールドガス30を噴射することによって、レーザ加工で発生するプルーム22を効果的にレーザ照射部101の上方から押し流すことができ、かつシールドガスノズル6のノズル開口部50の開口面積が大きいため、シールドガスノズル6に酸素が巻き込まれることを防ぎ、最適な加工雰囲気においてレーザ加工を行うことができる。
【0039】
(実施形態の第1の変形例)
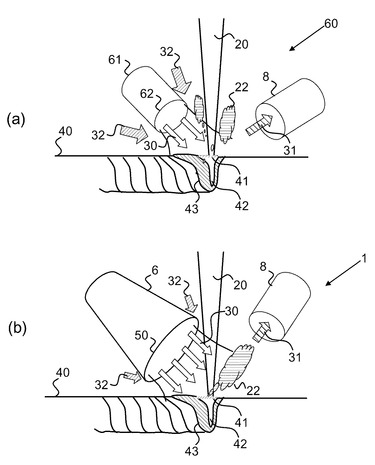
以下、本発明の実施形態の第1の変形例について説明する。図3は、本発明の実施形態に係るレーザ加工装置のシールドガスノズルのノズル開口部の変形例を示し、(a)は長円形状の例を示す縦断面図、(b)は長円形状の外枠内に円形状のノズルを縦に2つ設けた例を示す縦断面図、(c)は長円形状の外枠内に複数のスリットを縦方向に並べた例を示す縦断面図、(d)は長方形形状を示す縦断面図である。図2(a)、図2(d)に示すように、シールドガスノズル6のノズル開口部50は、レーザ照射部41から眺めたときに、ノズル開口部50の鉛直方向の全長が、水平方向の全長よりも長い形状であれば、楕円形状以外の形状でも、上述した実施形態と同様の作用を発揮する。
【0040】
また、図3(b)では、外枠51の中に円形ノズル52を鉛直方向に2つ納めてノズル開口部50としており、図3(c)では、外枠51の中に複数のスリット53を鉛直方向に納めてノズル開口部50としている。この場合、外枠51を省いて、複数の円形ノズル51やスリット53を鉛直方向に並べることによってノズル開口部50を構成してもよい。
【0041】
さらに、図3(b)に示すように、外枠51の中に円形ノズル52を鉛直方向に2つ納めてノズル開口部50としたとき、下方に設けられる円形ノズル52の先端をレーザ照射部41に向け、上方に設けられる円形ノズル52の先端をレーザ照射部41の鉛直上方に向ける構成としてもよい。このとき、下方の円形ノズル52に、レーザ照射部41を最適な加工雰囲気とする働きを持たせ、上方の円形ノズル52に、主にプルーム22を押し流す働きを持たせることができる。
【0042】
(効果)
実施形態の第1の変形例によれば、シールドガスノズル6のノズル開口部50を、ノズル開口部50の鉛直方向の全長が、水平方向の全長よりも長い形状とすることによって、レーザ加工によって発生するプルーム22を効果的にレーザ照射部41の鉛直上方から押し流し、かつ最適な加工雰囲気においてレーザ加工を行うことができる。
【0043】
(実施形態の第2の変形例)
以下、本発明の実施形態の第2の変形例について説明する。図4は、本発明の実施形態に係るレーザ加工装置の上部カバーを設けた変形例を示す概略図である。なお、図4において図1と同一部分には同一符号を付し、その構成の説明は省略する。図4においては、図1に示したレーザ加工装置1に、さらに平板上の上部カバー70を加工材料40と平行に離間して設ける構成とする。上部カバー60には、レーザ光20が通過するためのレーザ孔71と、シールドガスノズル6のノズル開口部50および吸引ノズル8のノズル先端を上部カバー70より下の加工材料40側へ露出させるための貫通孔72が設けられる構成とする。
【0044】
レーザ加工装置1は、上部カバー70によって、レーザ光20をレーザ孔71から通過させ、シールドガスノズル6のノズル開口部50および吸引ノズル8のノズル先端を上部カバー70より下の加工材料40側へ貫通孔72から露出させてレーザ加工を行う。このとき、上部カバー70より上側に存在する酸素32は、上部カバー70によって遮られるため、シールドガス30の流速を早めたときに、シールドガス30への酸素32の巻き込みを低減することができる。
【0045】
さらに、プルーム22のうち一部が、吸引ノズル8によって吸引空気31として吸引されなかったとき、上部カバー70が設けられないと、吸引ノズル8によって吸引されなかったプルーム22は、加工材料40の上方へ対流し、レーザ光20の強度を弱め、またはレーザ光20を屈折させる原因となる。しかしながら、上部カバー70を設けると、吸引ノズル8によって吸引されなかったプルーム22を上部カバー70の下側に留めることができるため、プルーム22が加工材料40の上方へ対流することを防ぐことができる。
【0046】
(効果)
実施形態の第2の変形例によれば、シールドガスノズル6のシールドガス30の噴射による酸素32の巻き込みを低減し、さらに、シールドガス30およびプルーム22を上部カバー70の下側へ留めることによって、吸引ノズル8によって吸引されなかったプルーム22が加工材料40の上方へ対流することを防ぐことができる。
【0047】
(実施形態の第3の変形例)
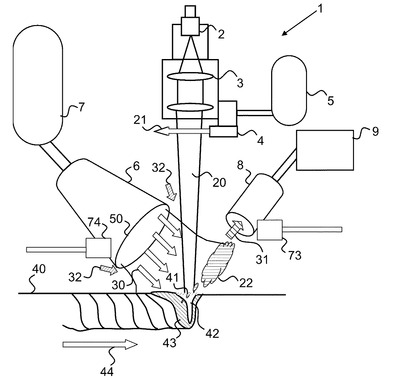
以下、本発明の実施形態の第3の変形例について説明する。図5は、本発明の実施形態に係るレーザ加工装置に酸素濃度測定器を設けた変形例を示す概略図である。なお、図5において図1と同一部分には同一符号を付し、その構成の説明は省略する。図5においては、図1に示したレーザ加工装置1に、さらにレーザ照射部41付近に酸素濃度を測定することができる酸素濃度測定器73を配置する構成とする。ここで、酸素濃度測定器73が設けられる位置におけるレーザ加工に最適な酸素濃度をあらかじめ求めておくものとする。
【0048】
この構成において、酸素濃度測定器73がレーザ加工に最適な酸素濃度を超過したことを感知したとき、シールドガス供給装置7のシールドガス30の供給量を増やして、シールドガスノズル6のシールドガス30の噴射量を増やし、レーザ照射部41付近の酸素濃度を低下させる。ここで、酸素濃度測定器73を設ける位置をさらに吸引ノズル8の近傍とすれば、レーザ加工後のシールドガス30中の酸素濃度を測定することができる。
【0049】
さらに、上述した構成に加え、シールドガスノズル6のノズル開口部50近傍にも酸素濃度測定器74を設けることによって、シールドガスノズル6からのシールドガス30の噴射によるシールドガス30への酸素32の巻き込みを監視させてもよい。このとき、酸素濃度測定器74がシールドガスノズル6のノズル開口部50近傍の酸素濃度の上昇を感知したとき、シールドガス供給装置7のシールドガス30の供給量を減らして、シールドガスノズル6のシールドガス30の噴射量を減らすことによって、シールドガス30への酸素32の巻き込みを低減させる。
【0050】
(効果)
実施形態の第3の変形例によれば、酸素濃度測定器73によって、レーザ照射部41付近の酸素濃度を監視することによって、レーザ加工に最適な酸素濃度においてレーザ加工を行うことができる。
【0051】
なお、本発明の実施形態は上述した実施形態に限られないことは言うまでもない。例えば、レーザ光20のスポット径や、シールドガスノズル6のノズル開口部50の短径および長径の大きさは、レーザ加工の目的、加工材料40の種類、加工スピード等によって適宜変更されうるものである。さらに、レーザ光源2と集光レンズ3は、レーザ光源2で発生したレーザ光20を集光レンズ3に導くように直接接続するだけでなく、光ファイバー等を介して接続してもよい。
【0052】
さらに、シールドガス30は、加工材料40に噴射すると、加工材料40表面に沿って拡散する働きがある。したがって、シールドガス30の加工材料40表面の拡散によって高温部位43を保護できる場合は、シールドガス30は、高温部位43全体に噴射するだけでなく、レーザ照射部41のみや高温部位43の一部に照射してもよい。
【0053】
また、加工方向44の向きは、吸引ノズル8からシールドガスノズル6へ向かう方向だけでなく、他の方向でも適用可能であるし、レーザ加工装置1によって、スポット溶接や穴あけ加工を行うときなどは、レーザ光20を照射させながら加工方向44へレーザ照射部41を移動させる必要はない。
【0054】
また、スライドテーブルやターンテーブルによって加工方向44と逆方向に加工材料40を異動させてレーザ加工を行うだけでなく、レーザ加工装置1を加工材料40からレーザ加工に最適な距離を離間させて水平移動させることができるアーム等の駆動装置にレーザ加工装置1を接続し、加工方向44へ水平移動させれば、加工材料40を移動させずにレーザ加工を行うことが可能である。ここで、加工材料40に勾配があるときなどは、集光レンズ3に、最適なスポット径を保ってレーザ照射部41にレーザ光20を照射できるように、内部のレンズの焦点を可変させることができる機能を持たせてもよい。
【0055】
また、加工方向44へレーザ加工を行うとき、レーザ光20によるキーホール42は加工方向44に沿って生成される。ここで、キーホール42はレーザ光20が通り過ぎた後も一定時間、高温状態となっているため、キーホール42およびその周辺部からなる高温部位43は、加工方向44に沿って縦長形状に形成される。したがって、加工方向44を吸引ノズル8からシールドガスノズル6へ向かう方向とし、さらにシールドガスノズル6のノズル開口部50の長径方向を加工方向44に一致させてシールドガス30を噴射させることにより、加工方向44に沿った縦長形状の高温部位43へのシールドガス30の噴射が可能となる。
【0056】
また、プルーム22を吸引ノズル8によって、または吸引ノズル8および追加して設けた空調設備によって、プルーム22の集光レンズ3への付着がレーザ加工に影響しない程度にまでプルーム22を回収できるとき、若しくは、集光レンズ3のレーザ光20の照射面を透明なカバー等で保護することができるときは、ジェットガスノズル4およびジェットガス供給装置5を省く構成とすることができる。
【符号の説明】
【0057】
1・・・レーザ加工装置
2・・・レーザ光源
3・・・ 集光レンズ
4・・・ジェットガスノズル
5・・・ジェットガス供給装置
6・・・シールドガスノズル
7・・・シールドガス供給装置
8・・・吸引ノズル
9・・・吸引装置
20・・・レーザ光
21・・・ジェットガス
22・・・プルーム
30・・・シールドガス
31・・・吸引空気
32・・・酸素
40・・・加工材料
41・・・レーザ照射部
42・・・キーホール
43・・・高温部位
44・・・加工方向
50・・・ノズル開口部
51・・・外枠
52・・・円形ノズル
53・・・スリット
60・・・従来のレーザ溶接装置
61・・・従来のシールドガスノズル
62・・・従来のノズル開口部
70・・・上部カバー
71・・・レーザ孔
72・・・貫通孔
73、74・・・酸素濃度測定器
【技術分野】
【0001】
本発明は、シールドガスをレーザ照射部に噴射してレーザ加工を行うレーザ加工装置に関する。
【背景技術】
【0002】
レーザ加工は、レーザ光源において発生させたレーザ光を集光レンズで集光して加工材料に照射し、加工材料を加熱、溶融させて切削や溶接を行う方法である。レーザ加工では、集光されたレーザ光が高いエネルギー密度で加工材料に照射されるため、加工材料のレーザ照射部は、加工材料の沸点まで加熱されて蒸発が起こり、その反発力によってキーホールと呼ばれる空洞を形成して、深い溶け込み深さの加工が行われる。
【0003】
このとき、加工材料の蒸発によって金属蒸気であるプルームが発生するが、プルームがレーザ加工装置のレーザ光源や集光レンズに付着すると、レーザ光源や集光レンズを損傷させ、または機能を低下させる可能性がある。したがって、通常、レーザ加工装置においては、集光レンズから照射されたレーザ光を横切るようにジェットガスを供給して、プルームがレーザ光源や集光レンズに付着することを防いでいる。さらに、レーザ光の照射によって生じる熱による加工材料の酸化を防ぐために、レーザ照射部にシールドガスを噴射し、レーザ照射部を大気から保護している。
【0004】
ここで、レーザ照射部から発生したプルームは、熱対流によりレーザ照射部から鉛直上方向に立ち上る。レーザ光が鉛直上方向に立ち上るプルーム内を通過すると、プルームにレーザ光が吸収され、またはプルームによってレーザ光が屈折し、レーザ加工の強度および精度を低下させる原因となる。
【0005】
そこで、シールドガスを噴射するシールドガスノズルをレーザ照射部の斜め上方に設け、シールドガスをレーザ照射部に斜め上方から噴射することによって、レーザ照射部から鉛直上方向に立ち上るプルームを、シールドガスによってレーザ照射部を挟んでシールドガスノズルと反対側へ押し流し、さらに押し流したプルームを吸引ノズルによって吸引する技術が開発されている(例えば、特許文献1参照。)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】実用新案登録第3143457号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、上述した特許文献1に記載の技術は、シールドガスノズルのノズル開口部の形状が、レーザ照射部およびその周辺部からなるレーザ加工によって高温となる部位をカバーしてシールドガスを噴射できる程度の大きさの円形状であるため、レーザ照射部の鉛直上方においてプルームに対して十分にシールドガスを噴射することができず、レーザ照射部から鉛直上方向に立ち上るプルームを十分に吸引ノズル側へ押し流すことができないという課題があった。
【0008】
さらに、上述した特許文献1に記載の技術は、シールドガスノズルからシールドガスを大量に噴射するためには、シールドガスの流速を早める必要があるが、シールドガスの流速を早めると、シールドガスに大気中の酸素の巻き込みが起こり、最適な加工雰囲気においてレーザ加工ができないという課題があった。
【0009】
そこで本発明は、レーザ加工によって発生するプルームを効果的にレーザ照射部の鉛直上方から押し流し、かつ最適な加工雰囲気においてレーザ加工を行うことができるレーザ加工装置の提供を目的とする。
【課題を解決するための手段】
【0010】
上記目的を達成するために、本発明のレーザ加工装置は、レーザ光を発生させるレーザ光源と、レーザ光源から発生したレーザ光を集光し、加工材料のレーザ溶射部にレーザ光を照射する集光レンズと、レーザ溶射部の斜め上方に設けられ、ノズル開口部の形状は、鉛直方向の全長が、水平方向の全長よりも長い形状であって、前記レーザ照射部に向けてシールドガスを噴射するシールドガスノズルと、シールドガスノズルにシールドガスを供給するするシールドガス供給装置と、レーザ溶射部を挟んでシールドガスノズルと反対側であって、レーザ溶射部の斜め上方に設けられ、空気を吸引する吸引ノズルと、吸引ノズルに空気を吸引させる吸引装置とを備えることを特徴とする。
【0011】
さらに、上記目的を達成するために、本発明のレーザ加工方法は、レーザ光源からレーザ光を発生させ、集光レンズによって、レーザ光源から発生したレーザ光を集光し、加工材料のレーザ溶射部に照射する工程と、ノズル開口部が鉛直方向に楕円形状または長円形状であって、レーザ溶射部の斜め上方に設けられるシールドガスノズルによって、レーザ照射部に向けてシールドガスを噴射し、さらに、シールドガスによってレーザ照射部から鉛直上方向に立ち上るプルームをレーザ溶射部を挟んでシールドガスノズルと反対側へ押し流す工程と、レーザ溶射部を挟んでシールドガスノズルと反対側に設けられた吸引ノズルによって、プルームを含有した空気を吸引する工程とを備えることを特徴とする。
【発明の効果】
【0012】
本発明によれば、レーザ加工において、レーザ加工によって発生するプルームを効果的にレーザ照射部の鉛直上方から押し流し、かつ最適な加工雰囲気においてレーザ加工を行うことができる。
【図面の簡単な説明】
【0013】
【図1】本発明の実施形態に係るレーザ加工装置の概略図。
【図2】シールドガスによってプルームを押し流す働きを示し、(a)は、従来のレーザ加工装置における働きを示す概略図、(b)は、本発明の実施形態に係るレーザ加工装置における働きを示す概略図。
【図3】本発明の実施形態に係るレーザ加工装置のシールドガスノズルのノズル開口部の変形例を示し、(a)は長円形状の例を示す縦断面図、(b)は長円形状の外枠内に円形状のノズルを縦に2つ設けた例を示す縦断面図、(c)は長円形状の外枠内に複数のスリットを縦方向に並べた例を示す縦断面図、(d)は長方形形状を示す縦断面図。
【図4】本発明の実施形態に係るレーザ加工装置の上部カバーを設けた変形例を示す概略図。
【図5】本発明の実施形態に係るレーザ加工装置の酸素濃度測定器を設けた変形例を示す概略図。
【図6】シールドガスノズルからのシールドガスの流れの解析結果を示し、(a)は、従来のレーザ加工装置におけるシールドガスの流れを示す解析図、(b)は、本発明の実施形態に係るレーザ加工装置におけるるシールドガスの流れを示す解析図。
【図7】シールドガスへの酸素の巻き込みの解析結果を示し、(a)は、従来のレーザ加工装置におけるシールドガスへの酸素の巻き込みを示す解析図、(b)は、本発明の実施形態に係るレーザ加工装置におけるるシールドガスへの酸素の巻き込みを示す解析図。
【発明を実施するための形態】
【0014】
以下、本発明の実施形態を説明する。
【0015】
(構成)
以下、本発明の実施形態に係るレーザ加工装置について図1乃至図5を参照して説明する。図1は、本発明の実施形態に係るレーザ加工装置の概略図である。レーザ加工装置1は、レーザ光源2と、集光レンズ3と、ジェットガスノズル4と、ジェットガス供給装置5と、シールドガスノズル6と、シールドガス供給装置7と、吸引ノズル8と、吸引装置9とから構成される。
【0016】
レーザ光源2は、YAGレーザ、CO2レーザ、エキシマレーザといった一般的なレーザ加工に用いられるレーザ光20を発生させる装置である。レーザ光源2は、レーザ光源2が発生させたレーザ光20を集光レンズ3に導くことができるように、レーザ光源2と集光レンズ3は接続される。
【0017】
集光レンズ3は、加工材料40におけるレーザ照射部41に最適なスポット径をもってレーザ光20を照射する光学機器である。ここで、最適なスポット径は、10kW程度のレーザ光20においては1mm程度である。
【0018】
ジェットガス供給装置5は、ジェットガス21として使用するガスを内部に内蔵する機器であり、ジェットガスノズル4にジェットガス21を供給できるように、ジェットガス供給装置5とジェットガスノズル4は接続される。ここで、ジェットガス供給装置5は、レーザ光20の強度や加工材料40の種類に応じてジェットガスノズル4へのジェットガス21の供給量を調整できるものとする。
【0019】
ジェットガスノズル4は、ノズル先端からジェットガス21を噴射する機器であり、ジェットガス21が集光レンズ3から照射されたレーザ光20を横切り、ジェットガス21によって集光レンズ3が加工材料40側から眺めたときに露出しないようにジェットガス21を噴射できるように、ジェットガスノズル4は集光レンズ3の近傍に配置される。
【0020】
シールドガス供給装置7は、シールドガス30を内部に内蔵する機器であり、シールドガスノズル6にシールドガス30を供給できるように、シールドガス供給装置7とシールドガスノズル6は接続される。ここで、シールドガス供給装置7は、レーザ光20の強度や加工材料40の種類に応じてシールドノズル6へのシールドガス30の供給量を調整できるものとする。
【0021】
次に、シールドガスノズル6について説明する。シールドガスノズル6は、ノズル開口部50からシールドガス30を噴射する機器である。図1のように、シールドガスノズル6は、ノズル開口部50をレーザ照射部41に向けて、レーザ照射部41の斜め上方に配置される。
【0022】
シールドガスノズル6の長手方向の断面積は、シールドガス30の噴射方向に従って大きくなっており、さらにノズル開口部50の形状は、鉛直方向に縦長な楕円形状である。ここで、レーザ加工装置1によるレーザ加工においては、レーザ照射部41においてレーザ光20のスポット径と同程度の大きさのキーホール42が形成されて加工が行われる。さらに、キーホール42の周辺部もキーホール42からの伝熱によって高温状態となる。したがって、キーホール42ならびにその周辺部からなる高温部位43の酸化を防ぐためにシールドガス30の噴射による保護が必要である。したがって、ノズル開口部50の楕円形状の短径は、高温部位43をカバーしてシールドガス30を噴射できる長さである10mm程度とし、ノズル開口部50の楕円形状の長径は、短径の2倍の20mm程度長さとする。
【0023】
吸引装置9は、ファンやポンプによって空気を吸引する機器であり、吸引ノズル8のノズル先端から空気を吸引できるように、吸引装置9と吸引ノズル8は接続される。ここで、吸引装置9は、レーザ光20の強度や加工材料40の種類に応じて空気の吸引量を調整できるものとする。吸引ノズル8は、レーザ照射部41を挟んで、シールドガスノズル6と反対側において、ノズル先端を斜め下方のレーザ照射部41側へ向けて、レーザ照射部41の斜め上方に配置される。
【0024】
(作用)
以下、本発明の実施形態の作用について説明する。レーザ加工装置1によるレーザ加工時においては、上述した構成のレーザ加工装置1は、加工材料40上において、集光レンズ3が最適なスポット径をもってレーザ照射部41にレーザ光20を照射できる距離を離間させて配置される。加工材料40は、スライドテーブルやターンテーブルによって加工方向44と逆方向に移動させられ、レーザ加工装置1は、加工材料40上のレーザ照射部41を加工方向44に移動させながらレーザ加工を行う。ここで、加工方向44は、吸引ノズル8からシールドガスノズル6へ向かう方向に定めるものとする。
【0025】
レーザ加工において、レーザ光源2はレーザ光20を発生させ、集光レンズ3はレーザ光20を集光させ、最適なスポット径をもってレーザ照射部41にレーザ光20を照射する。さらに、ジェットガスノズル4は、集光レンズ3から照射されたレーザ光20を横切るようにジェットガス21を噴射する。また、シールドガスノズル6は、レーザ照射部41にシールドガス30を噴射する。
【0026】
レーザ照射部41へのレーザ光20の照射によって、加工材料40のレーザ照射部41は、加工材料40の沸点まで加熱されて蒸発が起こり、その反発力によってキーホール42を形成して、深い溶け込み深さの加工が行われる。このとき、加工材料40の蒸発によって金属蒸気であるプルーム22が発生する。
【0027】
プルーム22は、レーザ照射部41から鉛直上方向に立ち上るように発生する。このとき、シールドガスノズル6によって、斜め上方からレーザ照射部41に向けてシールドガス30が噴射されているが、本実施形態におけるシールドガス30には、レーザ照射部41から鉛直上方向に立ち上るプルーム22を吸引ノズル8が配置されている側へ押し流す働きと、レーザ照射部41付近をレーザ加工に最適な加工雰囲気とする働きがある。
【0028】
まず、シールドガス30による、レーザ照射部41から鉛直上方向に立ち上るプルーム22を吸引ノズル8が配置されている側へ押し流す働きについて説明する。以下に、従来のレーザ加工装置60と本実施形態におけるレーザ加工装置1のプルーム22を吸引ノズル8側へ押し流す働きの比較を説明する。図2は、シールドガスによってプルームを押し流す働きを示し、(a)は、従来のレーザ加工装置における働きを示す概略図、(b)は、本発明の実施形態に係るレーザ加工装置における働きを示す概略図である。図2(a)において、従来のレーザ加工装置60の構成で、本実施形態のレーザ加工装置1と同一の構成については同一の符号を付し、同一の構成については説明を省略する。さらに、図6は、シールドガスノズルからのシールドガスの流れの解析結果を示し、(a)は、従来のレーザ加工装置におけるシールドガスの流れを示す解析図、(b)は、本発明の実施形態に係るレーザ加工装置におけるるシールドガスの流れを示す解析図である。
【0029】
まず、従来のレーザ加工装置60におけるシールドガス30によってプルーム22を押し流す働きについて説明する。図2(a)に示す、従来のレーザ溶接装置60における従来のシールドガスノズル61の従来のノズル開口部62の形状は、高温部位43をカバーしてシールドガス30を噴射できる長さである直径10mm程度の円形状である。したがって、図6(a)のように、シールドガス30が従来のノズル開口部62からレーザ照射部41に向けて噴射される過程において、レーザ照射部41の鉛直上方においてシールドガス30がプルーム22を吸引ノズル8側へ押し流す領域は小さく、プルーム22を十分に吸引ノズル8側へ押し流すことができない。
【0030】
これに対し、図2(b)に示す、本実施形態におけるレーザ加工装置1は、シールドガスノズル6のノズル開口部50の形状は、長径が短径の2倍程度の長さの鉛直方向に縦長な楕円形状であるため、図6(b)のように、レーザ照射部41の鉛直上方においてシールドガス30がプルーム22を吸引ノズル8側へ押し流す領域は大きく、プルーム22を効果的に吸引ノズル8側へ押し流すことができる。
【0031】
シールドガス30によって吸引ノズル8側へ押し流されたプルーム22は、シールドガス30とともに吸引空気31として吸引ノズル8に吸引される。ここで、できるだけ遅いシールドガス30の流速によって吸引ノズル8側へ押し流されたプルーム22を吸引ノズル8によって吸引空気31として吸引するために、吸引ノズル8のノズル先端をシールドガスノズル6のノズル開口部50の中心よりも上方に配置し、押し流されたプルーム22を吸引ノズル8によって上方から吸い取るようにすることが望ましい。
【0032】
ここで、吸引ノズル8に吸引されなかったプルーム22は、上方の集光レンズ3へ立ち上るが、集光レンズ3は、ジェットガス21によって保護されているため、プルーム22が集光レンズ3に付着することが防止される。
【0033】
次に、シールドガス30による、レーザ照射部41付近をレーザ加工に最適な加工雰囲気とする働きについて説明する。レーザ加工装置1によって、加工材料の切断や突合せ溶接などを行うときには、レーザ光20の強度を高めるとともに、レーザ照射部41付近において最適な加工雰囲気を作り出し、かつレーザ加工によって生じるプルーム22を吸引ノズル8側へ押し流すために、シールドガス30の噴射量を高める必要がある。
【0034】
図7は、シールドガスへの酸素の巻き込みの解析結果を示し、(a)は、従来のレーザ加工装置におけるシールドガスへの酸素の巻き込みを示す解析図、(b)は、本発明の実施形態に係るレーザ加工装置におけるるシールドガスへの酸素の巻き込みを示す解析図である。
【0035】
ここで、従来のレーザ加工装置60における従来のシールドガスノズル61の従来のノズル開口部62は、直径10mm程度の円形状であるため、シールドガス30の噴射量を高めるためには、従来のシールドガスノズル61から噴射するシールドガス30の流速を早める必要がある。しかしながら、シールドガス30の流速を早くすると、図7(a)のように、シールドガス30に周囲の酸素32が巻き込まれ、逆にレーザ加工に最適な加工雰囲気とすることができない。
【0036】
本実施形態のレーザ加工装置1のシールドガスノズル6は、ノズル開口部50が、円形状よりも開口面積の広い楕円形状であるため、シールドガス30の噴射量を高めるとき、従来のレーザ加工装置60の従来のシールドガスノズル61から噴射するシールドガス30の流速よりも低い流速でシールドガス30の噴射量を高めることができる。この結果、図7(a)のように、シールドガス30に周囲の酸素32が巻き込まれることを防ぎつつ、大量のシールドガス30をレーザ照射部41に向けて噴射することができる。
【0037】
さらに、本実施形態のレーザ加工装置1のシールドガスノズル6は、シールドガスノズル6の長手方向の断面積が、シールドガスノズル6のシールドガス30の噴射方向に従って大きくなる形状としているため、シールドガス30を噴射したときに、シールドガスノズル6の側面に沿った酸素32の流れを抑えることができ、よりシールドガス30への酸素32の巻き込みを低減することができる。
【0038】
(効果)
本発明の実施形態によれば、鉛直方向に縦長な楕円形状のノズル開口部50が形成されたシールドガスノズル6によって、レーザ照射部41の鉛直上方にシールドガス30を噴射することによって、レーザ加工で発生するプルーム22を効果的にレーザ照射部101の上方から押し流すことができ、かつシールドガスノズル6のノズル開口部50の開口面積が大きいため、シールドガスノズル6に酸素が巻き込まれることを防ぎ、最適な加工雰囲気においてレーザ加工を行うことができる。
【0039】
(実施形態の第1の変形例)
以下、本発明の実施形態の第1の変形例について説明する。図3は、本発明の実施形態に係るレーザ加工装置のシールドガスノズルのノズル開口部の変形例を示し、(a)は長円形状の例を示す縦断面図、(b)は長円形状の外枠内に円形状のノズルを縦に2つ設けた例を示す縦断面図、(c)は長円形状の外枠内に複数のスリットを縦方向に並べた例を示す縦断面図、(d)は長方形形状を示す縦断面図である。図2(a)、図2(d)に示すように、シールドガスノズル6のノズル開口部50は、レーザ照射部41から眺めたときに、ノズル開口部50の鉛直方向の全長が、水平方向の全長よりも長い形状であれば、楕円形状以外の形状でも、上述した実施形態と同様の作用を発揮する。
【0040】
また、図3(b)では、外枠51の中に円形ノズル52を鉛直方向に2つ納めてノズル開口部50としており、図3(c)では、外枠51の中に複数のスリット53を鉛直方向に納めてノズル開口部50としている。この場合、外枠51を省いて、複数の円形ノズル51やスリット53を鉛直方向に並べることによってノズル開口部50を構成してもよい。
【0041】
さらに、図3(b)に示すように、外枠51の中に円形ノズル52を鉛直方向に2つ納めてノズル開口部50としたとき、下方に設けられる円形ノズル52の先端をレーザ照射部41に向け、上方に設けられる円形ノズル52の先端をレーザ照射部41の鉛直上方に向ける構成としてもよい。このとき、下方の円形ノズル52に、レーザ照射部41を最適な加工雰囲気とする働きを持たせ、上方の円形ノズル52に、主にプルーム22を押し流す働きを持たせることができる。
【0042】
(効果)
実施形態の第1の変形例によれば、シールドガスノズル6のノズル開口部50を、ノズル開口部50の鉛直方向の全長が、水平方向の全長よりも長い形状とすることによって、レーザ加工によって発生するプルーム22を効果的にレーザ照射部41の鉛直上方から押し流し、かつ最適な加工雰囲気においてレーザ加工を行うことができる。
【0043】
(実施形態の第2の変形例)
以下、本発明の実施形態の第2の変形例について説明する。図4は、本発明の実施形態に係るレーザ加工装置の上部カバーを設けた変形例を示す概略図である。なお、図4において図1と同一部分には同一符号を付し、その構成の説明は省略する。図4においては、図1に示したレーザ加工装置1に、さらに平板上の上部カバー70を加工材料40と平行に離間して設ける構成とする。上部カバー60には、レーザ光20が通過するためのレーザ孔71と、シールドガスノズル6のノズル開口部50および吸引ノズル8のノズル先端を上部カバー70より下の加工材料40側へ露出させるための貫通孔72が設けられる構成とする。
【0044】
レーザ加工装置1は、上部カバー70によって、レーザ光20をレーザ孔71から通過させ、シールドガスノズル6のノズル開口部50および吸引ノズル8のノズル先端を上部カバー70より下の加工材料40側へ貫通孔72から露出させてレーザ加工を行う。このとき、上部カバー70より上側に存在する酸素32は、上部カバー70によって遮られるため、シールドガス30の流速を早めたときに、シールドガス30への酸素32の巻き込みを低減することができる。
【0045】
さらに、プルーム22のうち一部が、吸引ノズル8によって吸引空気31として吸引されなかったとき、上部カバー70が設けられないと、吸引ノズル8によって吸引されなかったプルーム22は、加工材料40の上方へ対流し、レーザ光20の強度を弱め、またはレーザ光20を屈折させる原因となる。しかしながら、上部カバー70を設けると、吸引ノズル8によって吸引されなかったプルーム22を上部カバー70の下側に留めることができるため、プルーム22が加工材料40の上方へ対流することを防ぐことができる。
【0046】
(効果)
実施形態の第2の変形例によれば、シールドガスノズル6のシールドガス30の噴射による酸素32の巻き込みを低減し、さらに、シールドガス30およびプルーム22を上部カバー70の下側へ留めることによって、吸引ノズル8によって吸引されなかったプルーム22が加工材料40の上方へ対流することを防ぐことができる。
【0047】
(実施形態の第3の変形例)
以下、本発明の実施形態の第3の変形例について説明する。図5は、本発明の実施形態に係るレーザ加工装置に酸素濃度測定器を設けた変形例を示す概略図である。なお、図5において図1と同一部分には同一符号を付し、その構成の説明は省略する。図5においては、図1に示したレーザ加工装置1に、さらにレーザ照射部41付近に酸素濃度を測定することができる酸素濃度測定器73を配置する構成とする。ここで、酸素濃度測定器73が設けられる位置におけるレーザ加工に最適な酸素濃度をあらかじめ求めておくものとする。
【0048】
この構成において、酸素濃度測定器73がレーザ加工に最適な酸素濃度を超過したことを感知したとき、シールドガス供給装置7のシールドガス30の供給量を増やして、シールドガスノズル6のシールドガス30の噴射量を増やし、レーザ照射部41付近の酸素濃度を低下させる。ここで、酸素濃度測定器73を設ける位置をさらに吸引ノズル8の近傍とすれば、レーザ加工後のシールドガス30中の酸素濃度を測定することができる。
【0049】
さらに、上述した構成に加え、シールドガスノズル6のノズル開口部50近傍にも酸素濃度測定器74を設けることによって、シールドガスノズル6からのシールドガス30の噴射によるシールドガス30への酸素32の巻き込みを監視させてもよい。このとき、酸素濃度測定器74がシールドガスノズル6のノズル開口部50近傍の酸素濃度の上昇を感知したとき、シールドガス供給装置7のシールドガス30の供給量を減らして、シールドガスノズル6のシールドガス30の噴射量を減らすことによって、シールドガス30への酸素32の巻き込みを低減させる。
【0050】
(効果)
実施形態の第3の変形例によれば、酸素濃度測定器73によって、レーザ照射部41付近の酸素濃度を監視することによって、レーザ加工に最適な酸素濃度においてレーザ加工を行うことができる。
【0051】
なお、本発明の実施形態は上述した実施形態に限られないことは言うまでもない。例えば、レーザ光20のスポット径や、シールドガスノズル6のノズル開口部50の短径および長径の大きさは、レーザ加工の目的、加工材料40の種類、加工スピード等によって適宜変更されうるものである。さらに、レーザ光源2と集光レンズ3は、レーザ光源2で発生したレーザ光20を集光レンズ3に導くように直接接続するだけでなく、光ファイバー等を介して接続してもよい。
【0052】
さらに、シールドガス30は、加工材料40に噴射すると、加工材料40表面に沿って拡散する働きがある。したがって、シールドガス30の加工材料40表面の拡散によって高温部位43を保護できる場合は、シールドガス30は、高温部位43全体に噴射するだけでなく、レーザ照射部41のみや高温部位43の一部に照射してもよい。
【0053】
また、加工方向44の向きは、吸引ノズル8からシールドガスノズル6へ向かう方向だけでなく、他の方向でも適用可能であるし、レーザ加工装置1によって、スポット溶接や穴あけ加工を行うときなどは、レーザ光20を照射させながら加工方向44へレーザ照射部41を移動させる必要はない。
【0054】
また、スライドテーブルやターンテーブルによって加工方向44と逆方向に加工材料40を異動させてレーザ加工を行うだけでなく、レーザ加工装置1を加工材料40からレーザ加工に最適な距離を離間させて水平移動させることができるアーム等の駆動装置にレーザ加工装置1を接続し、加工方向44へ水平移動させれば、加工材料40を移動させずにレーザ加工を行うことが可能である。ここで、加工材料40に勾配があるときなどは、集光レンズ3に、最適なスポット径を保ってレーザ照射部41にレーザ光20を照射できるように、内部のレンズの焦点を可変させることができる機能を持たせてもよい。
【0055】
また、加工方向44へレーザ加工を行うとき、レーザ光20によるキーホール42は加工方向44に沿って生成される。ここで、キーホール42はレーザ光20が通り過ぎた後も一定時間、高温状態となっているため、キーホール42およびその周辺部からなる高温部位43は、加工方向44に沿って縦長形状に形成される。したがって、加工方向44を吸引ノズル8からシールドガスノズル6へ向かう方向とし、さらにシールドガスノズル6のノズル開口部50の長径方向を加工方向44に一致させてシールドガス30を噴射させることにより、加工方向44に沿った縦長形状の高温部位43へのシールドガス30の噴射が可能となる。
【0056】
また、プルーム22を吸引ノズル8によって、または吸引ノズル8および追加して設けた空調設備によって、プルーム22の集光レンズ3への付着がレーザ加工に影響しない程度にまでプルーム22を回収できるとき、若しくは、集光レンズ3のレーザ光20の照射面を透明なカバー等で保護することができるときは、ジェットガスノズル4およびジェットガス供給装置5を省く構成とすることができる。
【符号の説明】
【0057】
1・・・レーザ加工装置
2・・・レーザ光源
3・・・ 集光レンズ
4・・・ジェットガスノズル
5・・・ジェットガス供給装置
6・・・シールドガスノズル
7・・・シールドガス供給装置
8・・・吸引ノズル
9・・・吸引装置
20・・・レーザ光
21・・・ジェットガス
22・・・プルーム
30・・・シールドガス
31・・・吸引空気
32・・・酸素
40・・・加工材料
41・・・レーザ照射部
42・・・キーホール
43・・・高温部位
44・・・加工方向
50・・・ノズル開口部
51・・・外枠
52・・・円形ノズル
53・・・スリット
60・・・従来のレーザ溶接装置
61・・・従来のシールドガスノズル
62・・・従来のノズル開口部
70・・・上部カバー
71・・・レーザ孔
72・・・貫通孔
73、74・・・酸素濃度測定器
【特許請求の範囲】
【請求項1】
レーザ光を発生させるレーザ光源と、
前記レーザ光源から発生した前記レーザ光を集光し、加工材料のレーザ溶射部に前記レーザ光を照射する集光レンズと、
前記レーザ溶射部の斜め上方に設けられ、ノズル開口部の形状は、鉛直方向の全長が、水平方向の全長よりも長い形状であって、前記レーザ照射部に向けて前記シールドガスを噴射するシールドガスノズルと、
前記シールドガスノズルに前記シールドガスを供給するするシールドガス供給装置と、
前記レーザ溶射部を挟んで前記シールドガスノズルと反対側であって、前記レーザ溶射部の斜め上方に設けられる吸引ノズルと、
前記吸引ノズルに空気を吸引させる吸引装置とを備えることを特徴とするレーザ加工装置。
【請求項2】
前記シールドガスノズルの前記ノズル開口部は、鉛直方向に縦長な楕円形状または長円形状であることを特徴とする請求項1に記載のレーザ加工装置。
【請求項3】
前記シールドガスノズルの前記ノズル開口部は、2つの円形ノズルを鉛直方向に並べた形状であることを特徴とする請求項1に記載のレーザ加工装置。
【請求項4】
2つの前記円形ノズルのうち、下方に設けられた前記円形ノズルの先端は、前記レーザ照射部へ向けられ、上方に設けられた前記円形ノズルの先端は、前記レーザ照射部の鉛直上方へ向けられることを特徴とする請求項3に記載のレーザ加工装置。
【請求項5】
前記シールドガスノズルは、前記シールドガスの噴射方向に従って長手方向の断面積が大きくなる形状であることを特徴とする請求項1乃至請求項4の何れか一項記載のレーザ加工装置。
【請求項6】
前記集光レンズから照射された前記レーザ光を横切って前記ジェットガスを噴射するジェットガスノズルと、
前記ジェットガスノズルに前記ジェットガスを供給するするジェットガス供給装置をさらに備えることを特徴とする請求項1乃至請求項5の何れか一項記載のレーザ加工装置。
【請求項7】
前記吸引ノズルのノズル先端は、前記シールドガスノズルのノズル開口部の中心よりも上方に取り付けられることを特徴とする請求項1または請求項1乃至請求項6に何れか一項記載のレーザ加工装置。
【請求項8】
前記加工材料から平行に離間して設けられる平板であって、前記集光レンズから照射される前記レーザ光を通過させるレーザ孔および前記シールドガスノズルおよび前記吸引ノズルを前記平板より下側へ露出させることができる貫通孔を備える上部カバーをさらに備えることを特徴とする請求項1乃至請求項7の何れか一項記載のレーザ加工装置。
【請求項9】
前記レーザ照射部周辺に設けられ、前記レーザ照射部周辺の酸素濃度を測定する酸素濃度測定器をさらに備え、
この酸素濃度測定器によって所定の値を上回る酸素濃度が測定されたときに、前記シールドガスノズルによる前記シールドガスの噴射量を増やして、前記レーザ照射部周辺の酸素濃度を低下させることを特徴とする請求項1乃至請求項8の何れか一項記載のレーザ加工装置。
【請求項10】
前記シールドガスノズルの前記開口部近傍に設けられ、前記シールドガスノズルの前記開口部近傍の酸素濃度を測定する酸素濃度測定器をさらに備え、
この酸素濃度測定器によって所定の値を上回る酸素濃度が測定されたときに、前記シールドガスノズルによる前記シールドガスの噴射量を減らして、前記シールドガスノズルの前記開口部近傍の酸素濃度を低下させることを特徴とする請求項1乃至請求項9の何れか一項記載のレーザ加工装置。
【請求項11】
レーザ光源からレーザ光を発生させ、集光レンズによって、前記レーザ光源から発生したレーザ光を集光し、レーザ加工に最適なスポット径をもって加工材料のレーザ溶射部に向けて照射する工程と、
ノズル開口部が鉛直方向の全長が、水平方向の全長よりも長い形状であって、前記レーザ溶射部の斜め上方に設けられるシールドガスノズルによって、前記レーザ照射部に向けて前記シールドガスを噴射し、前記シールドガスによって前記レーザ照射部から鉛直上方向に立ち上るプルームを前記レーザ溶射部を挟んで前記シールドガスノズルと反対側へ押し流す工程と、
前記レーザ溶射部を挟んで前記シールドガスノズルと反対側に設けられた吸引ノズルによって、プルームを含有した空気を吸引する工程とを備えることを特徴とするレーザ加工方法。
【請求項12】
レーザ加工の加工方向を前記吸引ノズルから前記シールドガスノズルへ向かう方向とし、前記シールドガスノズルの鉛直方向をレーザ加工の加工方向に一致させ、前記加工方向に沿って縦長に形成される、レーザ加工により高温となる高温部位に前記シールドガスを噴射することを特徴とする請求項11に記載のレーザ加工方法。
【請求項1】
レーザ光を発生させるレーザ光源と、
前記レーザ光源から発生した前記レーザ光を集光し、加工材料のレーザ溶射部に前記レーザ光を照射する集光レンズと、
前記レーザ溶射部の斜め上方に設けられ、ノズル開口部の形状は、鉛直方向の全長が、水平方向の全長よりも長い形状であって、前記レーザ照射部に向けて前記シールドガスを噴射するシールドガスノズルと、
前記シールドガスノズルに前記シールドガスを供給するするシールドガス供給装置と、
前記レーザ溶射部を挟んで前記シールドガスノズルと反対側であって、前記レーザ溶射部の斜め上方に設けられる吸引ノズルと、
前記吸引ノズルに空気を吸引させる吸引装置とを備えることを特徴とするレーザ加工装置。
【請求項2】
前記シールドガスノズルの前記ノズル開口部は、鉛直方向に縦長な楕円形状または長円形状であることを特徴とする請求項1に記載のレーザ加工装置。
【請求項3】
前記シールドガスノズルの前記ノズル開口部は、2つの円形ノズルを鉛直方向に並べた形状であることを特徴とする請求項1に記載のレーザ加工装置。
【請求項4】
2つの前記円形ノズルのうち、下方に設けられた前記円形ノズルの先端は、前記レーザ照射部へ向けられ、上方に設けられた前記円形ノズルの先端は、前記レーザ照射部の鉛直上方へ向けられることを特徴とする請求項3に記載のレーザ加工装置。
【請求項5】
前記シールドガスノズルは、前記シールドガスの噴射方向に従って長手方向の断面積が大きくなる形状であることを特徴とする請求項1乃至請求項4の何れか一項記載のレーザ加工装置。
【請求項6】
前記集光レンズから照射された前記レーザ光を横切って前記ジェットガスを噴射するジェットガスノズルと、
前記ジェットガスノズルに前記ジェットガスを供給するするジェットガス供給装置をさらに備えることを特徴とする請求項1乃至請求項5の何れか一項記載のレーザ加工装置。
【請求項7】
前記吸引ノズルのノズル先端は、前記シールドガスノズルのノズル開口部の中心よりも上方に取り付けられることを特徴とする請求項1または請求項1乃至請求項6に何れか一項記載のレーザ加工装置。
【請求項8】
前記加工材料から平行に離間して設けられる平板であって、前記集光レンズから照射される前記レーザ光を通過させるレーザ孔および前記シールドガスノズルおよび前記吸引ノズルを前記平板より下側へ露出させることができる貫通孔を備える上部カバーをさらに備えることを特徴とする請求項1乃至請求項7の何れか一項記載のレーザ加工装置。
【請求項9】
前記レーザ照射部周辺に設けられ、前記レーザ照射部周辺の酸素濃度を測定する酸素濃度測定器をさらに備え、
この酸素濃度測定器によって所定の値を上回る酸素濃度が測定されたときに、前記シールドガスノズルによる前記シールドガスの噴射量を増やして、前記レーザ照射部周辺の酸素濃度を低下させることを特徴とする請求項1乃至請求項8の何れか一項記載のレーザ加工装置。
【請求項10】
前記シールドガスノズルの前記開口部近傍に設けられ、前記シールドガスノズルの前記開口部近傍の酸素濃度を測定する酸素濃度測定器をさらに備え、
この酸素濃度測定器によって所定の値を上回る酸素濃度が測定されたときに、前記シールドガスノズルによる前記シールドガスの噴射量を減らして、前記シールドガスノズルの前記開口部近傍の酸素濃度を低下させることを特徴とする請求項1乃至請求項9の何れか一項記載のレーザ加工装置。
【請求項11】
レーザ光源からレーザ光を発生させ、集光レンズによって、前記レーザ光源から発生したレーザ光を集光し、レーザ加工に最適なスポット径をもって加工材料のレーザ溶射部に向けて照射する工程と、
ノズル開口部が鉛直方向の全長が、水平方向の全長よりも長い形状であって、前記レーザ溶射部の斜め上方に設けられるシールドガスノズルによって、前記レーザ照射部に向けて前記シールドガスを噴射し、前記シールドガスによって前記レーザ照射部から鉛直上方向に立ち上るプルームを前記レーザ溶射部を挟んで前記シールドガスノズルと反対側へ押し流す工程と、
前記レーザ溶射部を挟んで前記シールドガスノズルと反対側に設けられた吸引ノズルによって、プルームを含有した空気を吸引する工程とを備えることを特徴とするレーザ加工方法。
【請求項12】
レーザ加工の加工方向を前記吸引ノズルから前記シールドガスノズルへ向かう方向とし、前記シールドガスノズルの鉛直方向をレーザ加工の加工方向に一致させ、前記加工方向に沿って縦長に形成される、レーザ加工により高温となる高温部位に前記シールドガスを噴射することを特徴とする請求項11に記載のレーザ加工方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2012−91198(P2012−91198A)
【公開日】平成24年5月17日(2012.5.17)
【国際特許分類】
【出願番号】特願2010−240166(P2010−240166)
【出願日】平成22年10月26日(2010.10.26)
【出願人】(000003078)株式会社東芝 (54,554)
【Fターム(参考)】
【公開日】平成24年5月17日(2012.5.17)
【国際特許分類】
【出願日】平成22年10月26日(2010.10.26)
【出願人】(000003078)株式会社東芝 (54,554)
【Fターム(参考)】
[ Back to top ]