
レーザ加工装置及びレーザ加工方法
【課題】 高品質のレーザ加工を行う。
【解決手段】 加工対象物に照射されるレーザパルスを出射するレーザ光源と、レーザ光源から出射されたレーザパルスの、加工対象物上における照射位置を移動させる照射位置移動装置と、照射位置移動装置が加工対象物上の1つの照射位置から次の照射位置に、レーザパルスの照射位置を移動させる移動時間に応じたパルス幅と周波数でレーザパルスが出射されるように、レーザ光源からのレーザパルスの出射を制御する制御装置とを有するレーザ加工装置を提供する。
【解決手段】 加工対象物に照射されるレーザパルスを出射するレーザ光源と、レーザ光源から出射されたレーザパルスの、加工対象物上における照射位置を移動させる照射位置移動装置と、照射位置移動装置が加工対象物上の1つの照射位置から次の照射位置に、レーザパルスの照射位置を移動させる移動時間に応じたパルス幅と周波数でレーザパルスが出射されるように、レーザ光源からのレーザパルスの出射を制御する制御装置とを有するレーザ加工装置を提供する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、加工対象物にレーザビームを照射して加工を行うレーザ加工装置、及びレーザ加工方法に関する。
【背景技術】
【0002】
図5(A)は、穴開け加工を行うレーザ加工装置を示す概略図である。
【0003】
レーザ発振器10、たとえばCO2レーザ発振器が、制御装置17からトリガ信号を受けて、パルスレーザビーム20を出射する。パルスレーザビーム20はマスク11で断面形状を整形され、音響光学偏向器(acoust-optic deflector; AOD)12に入射する。
【0004】
AOD12は、制御装置17から送信される制御信号を受けて、入射するパルスレーザビーム20の進行方向を変化させて出射する。AOD12により偏向されたパルスレーザビーム20は、ガルバノスキャナ14、fθレンズ15を経由して、ステージ16上に載置された加工対象物であるプリント基板30に入射する。入射したパルスレーザビーム20により、プリント基板30の穴開け加工が行われる。
【0005】
なお、制御装置17からAOD12に制御信号が印加されない期間に、AOD12に入射したパルスレーザビーム20は直進して、ダンパ13に入射し吸収される。
【0006】
図5(B)は、プリント基板30を示す概略的な断面図である。プリント基板30は、銅層31、ガラスクロスの入ったエポキシ樹脂で形成される樹脂層32、銅層33がこの順に積層される積層構造を有する。パルスレーザビーム20は、銅層33の表面からプリント基板30に入射し、銅層33及び樹脂層32を貫通し、銅層31に至る貫通孔が形成される。
【0007】
パルスレーザビーム20の照射は、たとえばサイクル法で行われる。ある被加工位置にレーザパルスを1ショット入射させた後、ガルバノスキャナ14を駆動して、レーザビームの入射位置の位置決めを行い、次のレーザパルスを、位置決めされた入射位置(被加工位置)に入射させる。たとえば3〜5ショットのレーザパルスを同一位置に入射させることで貫通孔が形成される。ガルバノスキャナ14の動作は、制御装置17により制御される。
【0008】
携帯電話機などに用いられるプリント基板においては、電子部品の配置によって穴の位置が決まっており、穴間隔は一定ではない。穴間隔にばらつきのあるプリント基板の加工は、たとえば以下のように行われている。
【0009】
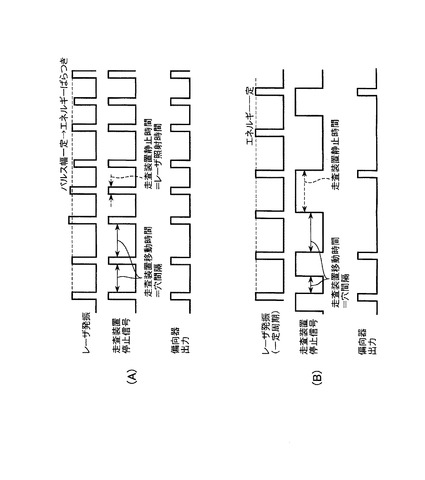
図6(A)及び(B)は、パルスレーザビームの照射によって穴開けを行う、従来のレーザ加工方法を示すタイミングチャートである。両図における横軸はすべて時間を表す。
【0010】
図6(A)に、レーザ発振のタイミングを走査装置停止信号に同期させるレーザ加工方法を示す。走査装置停止信号は、ガルバノスキャナ14から制御装置17に送信される信号であり、これにより、ガルバノスキャナ14における、レーザビームの入射位置の位置決めの完了(位置決め終了時のガルバノミラーの停止、及びその後の停止状態の継続)が制御装置17に伝えられる。
【0011】
制御装置17は、走査装置停止信号を受信した後すぐに、レーザ発振器10にトリガ信号を入力して、レーザパルスを出射させるとともに、AOD12に制御信号を送信し、AOD12に入射するレーザパルスを偏向させる。レーザ発振器10から出射されるすべてのレーザパルスのパルス幅は相互に等しい。AOD12で偏向されたレーザパルスは、プリント基板30の被加工位置に入射し、プリント基板30に穴を開ける加工が行われる。
【0012】
図6(A)に示す方法によれば、走査装置停止信号、ひいては被加工位置間の間隔に対応する走査装置移動時間(ガルバノスキャナ14の位置決めに要する時間)にあわせてレーザ発振を行うため、時間的な損失が少なく、加工のスループットを向上させることができる。しかし一般にレーザ発振器は、発振周波数を変えると、等しいパルス幅でも出力のエネルギ値が変化する。したがってこの方法によると、レーザ発振器10から出射されるレーザパルスの発振周波数が各レーザパルスで異なるため、パルスエネルギが一定せず、加工品質を低下させる場合がある。たとえば銅層33の加工において、穴径のばらつきが生じる。
【0013】
図6(B)に、レーザ発振器10から、レーザパルスを一定の発振周波数で連続発振させて行うレーザ穴開け加工方法の例を示す。レーザ発振器10から出射されるすべてのレーザパルスのパルス幅は相互に等しい。
【0014】
制御装置17は、レーザ発振器10から、レーザパルスを一定の発振周波数で発振させるとともに、AOD12に対し、走査装置停止信号の受信後、次に発振されるレーザパルスを偏向させ、プリント基板30に入射させる制御を行う。
【0015】
図6(B)に示す方法によれば、レーザ発振器10から出射されるレーザパルスの発振周波数が各レーザパルスで等しいため、パルスエネルギが一定のレーザパルスを、プリント基板30に照射することができ、被加工位置間の間隔にばらつきがある場合であっても、加工品質を良好に保つことが可能である。しかしながらこの方法によると、たとえばレーザパルスの出射タイミングがガルバノスキャナ14の静止タイミングよりわずかに早い場合に、レーザパルスの発振周期分の時間的なロスが生じ、加工のスループットが著しく落ちてしまう。
【0016】
被加工位置間の間隔にばらつきがある場合でも、加工結果を均一にすることができるレーザ穴開け加工方法の発明が開示されている(たとえば、特許文献1参照)。特許文献1に記載された発明においては、パルス幅の相互に等しいレーザパルスを用い、被加工位置ごとに光強度分配率を制御し、投入するエネルギを一定化することにより、加工品質の向上を実現している。
【先行技術文献】
【特許文献】
【0017】
【特許文献1】特開2008−194709号公報
【発明の概要】
【発明が解決しようとする課題】
【0018】
本発明の目的は、高品質の加工を行うことのできるレーザ加工装置、及びレーザ加工方法を提供することである。
【課題を解決するための手段】
【0019】
本発明の一観点によれば、加工対象物に照射されるレーザパルスを出射するレーザ光源と、前記レーザ光源から出射されたレーザパルスの、前記加工対象物上における照射位置を移動させる照射位置移動装置と、前記照射位置移動装置が前記加工対象物上の1つの照射位置から次の照射位置に、レーザパルスの照射位置を移動させる移動時間に応じたパルス幅と周波数でレーザパルスが出射されるように、前記レーザ光源からのレーザパルスの出射を制御する制御装置とを有するレーザ加工装置が提供される。
【0020】
また、本発明の他の観点によれば、(a)複数の被加工位置が加工順序とともに画定された加工対象物に、該被加工位置の加工順序にしたがった間隔に応じて、該被加工位置に照射するレーザパルスのパルス幅と周波数とを決定する工程と、(b)前記工程(a)で決定されたパルス幅と周波数とで、レーザパルスを、前記加工対象物の被加工位置に照射する工程とを有するレーザ加工方法が提供される。
【0021】
更に、本発明の他の観点によれば、(c)第1のレーザパルスを第1の被加工位置に入射させる工程と、(d)前記第1の被加工位置と第1の距離だけ離れた第2の被加工位置に、前記第1のレーザパルスの次に出射される第2のレーザパルスを入射させる工程と、(e)前記第2の被加工位置と第2の距離だけ離れた第3の被加工位置に、前記第2のレーザパルスの次に出射される第3のレーザパルスを入射させる工程とを有し、前記工程(e)において、(i)前記第2の距離が、前記第1の距離より長いときには、前記第3のレーザパルスのパルス幅を、前記第2のレーザパルスのパルス幅より短くし、(ii)前記第2の距離が、前記第1の距離より短いときには、前記第3のレーザパルスのパルス幅を、前記第2のレーザパルスのパルス幅より長くし、(iii)前記第2の距離が、前記第1の距離と等しいときには、前記第3のレーザパルスのパルス幅を、前記第2のレーザパルスのパルス幅と等しくするレーザ加工方法が提供される。
【発明の効果】
【0022】
本発明によれば、高品質の加工を行うことの可能なレーザ加工装置、及びレーザ加工方法を提供することができる。
【図面の簡単な説明】
【0023】
【図1】(A)は、実施例によるレーザ加工装置を示す概略図であり、(B)は、プリント基板60a、60bを示す概略的な断面図である。
【図2】プリント基板へのレーザビームの照射に先立って行う準備工程を示すフローチャートである。
【図3】実施例によるレーザ加工方法を示すタイミングチャートである。
【図4】変形例によるレーザ加工装置を示す概略図である。
【図5】(A)は、穴開け加工を行うレーザ加工装置を示す概略図であり、(B)は、プリント基板30を示す概略的な断面図である。
【図6】(A)及び(B)は、パルスレーザビームの照射によって穴開けを行う、従来のレーザ加工方法を示すタイミングチャートである。
【発明を実施するための形態】
【0024】
図1(A)は、実施例によるレーザ加工装置を示す概略図である。
【0025】
レーザ発振器40、たとえばCO2レーザ発振器が、制御装置47からトリガパルス(トリガ信号)を受けて、パルスレーザビーム50を出射する。パルスレーザビーム50は、透光領域と遮光領域とを備えるマスク41の透光領域を通過することにより断面形状を整形され、AOD42に入射する。
【0026】
AOD42は、音響光学効果を利用した光偏向器であり、制御装置47から送信される制御信号を受けて、入射するパルスレーザビーム50の進行方向を変化させて出射することができる。AOD42を出射するパルスレーザビームの出射方向(偏向角)は、AOD42に印加する制御信号の周波数によって変化させることが可能である。制御装置47は、周波数の相互に異なる制御信号をAOD42に印加して、パルスレーザビーム50の各レーザパルスから、偏向角の相対的に小さい光路Aを進行するレーザパルス(パルスレーザビーム50a)と、偏向角の相対的に大きい光路Bを進行するレーザパルス(パルスレーザビーム50b)とを時間的に分割生成する。
【0027】
制御装置47からAOD42に制御信号が印加されない期間にAOD42に入射したパルスレーザビーム50は直進して、ダンパ43に入射し吸収される。
【0028】
AOD42により偏向され、光路Aを進行するパルスレーザビーム50aは、ガルバノスキャナ44a、fθレンズ45aを経由して、ステージ46a上に載置された加工対象物であるプリント基板60aに入射する。
【0029】
ガルバノスキャナ44aは2枚の揺動鏡(ガルバノミラー)を含み、入射したレーザビームを2次元方向に走査して出射する走査装置である。fθレンズ45aは、パルスレーザビーム50aを集光し、マスク41の位置におけるビーム断面(透光領域の形状)をプリント基板60a上に結像させる。ステージ46aは、プリント基板60aを移動可能に保持する、たとえばXYステージである。プリント基板60aに入射したパルスレーザビーム50aにより、プリント基板60aの穴開け加工が行われる。
【0030】
同様に、AOD42により偏向され、光路Bを進行するパルスレーザビーム50bは、ガルバノスキャナ44b、fθレンズ45bを経由して、ステージ46b上に移動可能に保持された加工対象物であるプリント基板60bに入射し、プリント基板60bの穴開け加工が行われる。ガルバノスキャナ44a、44bの動作は、制御装置47により制御される。
【0031】
図1(B)は、プリント基板60a、60bを示す概略的な断面図である。プリント基板60a、60bは、銅層61a、61b、ガラスクロスの入ったエポキシ樹脂で形成される樹脂層62a、62b、銅層63a、63bがこの順に積層される積層構造を有する。パルスレーザビーム50a、50bは、銅層63a、63bの表面からプリント基板60a、60bに入射し、銅層63a、63b及び樹脂層62a、62bを貫通し、銅層61a、61bに至る貫通孔が形成される。
【0032】
パルスレーザビーム50a、50bの照射は、たとえばサイクル法で行われる。ある被加工位置にレーザパルスを1ショット入射させた後、ガルバノスキャナ44a、44bを駆動して、レーザビームの入射位置の位置決めを行い、次のレーザパルスを、位置決めされた入射位置(被加工位置)に入射させる。たとえば3〜5ショットのレーザパルスを同一の被加工位置に入射させることで貫通孔が形成される。穴開け加工はこのようにプリント基板60a、60b上に画定された複数の被加工位置にレーザパルスを順番に照射して行われる。
【0033】
プリント基板60a、60bは、たとえば被加工位置が等しく配置された同種のプリント基板である。ガルバノスキャナ44a、44bは、同様の動作を行うように制御され、プリント基板60a、60bには、対応する被加工位置に、同時に同様の穴開け加工が施される。
【0034】
制御装置47は、レーザ発振器40にトリガパルスを送信し、レーザ発振器40からのパルスレーザビーム50の出射を制御する。また、AOD42を制御して、パルスレーザビーム50の各レーザパルスから、光路Aを進行するレーザパルスと、光路Bを進行するレーザパルスとを生成する。この際、AOD42に印加する制御信号の周波数及び印加時間により、光路A、Bへの振り分けの選択、及び振り分けられるレーザパルスのパルス幅を、それぞれ制御することができる。更に、制御装置47は、プリント基板60a、60bの被加工位置に貫通孔が形成されるように、ガルバノスキャナ44a、44bの位置決め動作の制御を行う。また、ステージ46a、46bによるプリント基板60a、60bの移動を制御する。
【0035】
制御措置47は、記憶装置、たとえばメモリを備える。記憶装置には、たとえば加工に必要な情報が記憶されている。制御は、たとえば記憶装置に記憶されている内容に基いて行われる。
【0036】
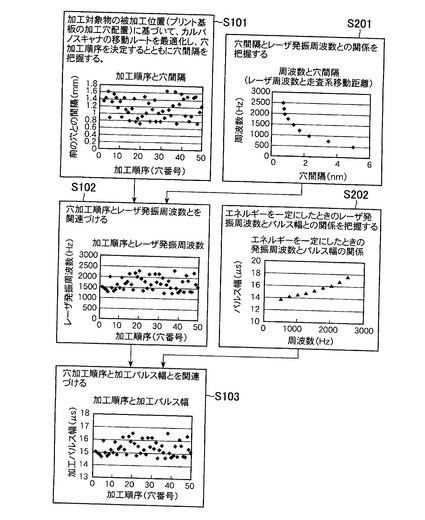
図2は、プリント基板へのレーザビームの照射に先立って行う準備工程を示すフローチャートである。
【0037】
レーザビームの照射に先立ち、まずステップS101において、加工対象物の被加工位置(プリント基板の加工穴の配置)に基き、ガルバノスキャナの移動ルート(ガルバノミラーの向きを変化させる経路)を最適化し、穴の加工順序を決定するとともに、加工順序に従った穴間隔を把握する。ガルバノスキャナの移動ルートの最適化は、たとえばガルバノスキャナの移動時間(ガルバノミラーの向きを変化させる時間)が最短となるように行う。
【0038】
ステップS101の枠内に、穴加工順序(穴番号)と穴間隔との関係の一例を示した。本図において、横軸は穴加工順序(穴番号)を表し、縦軸は1つ前に加工される穴との間隔を単位「mm」で表す。本図から、加工対象物となるプリント基板は、加工順序に従って見たとき、穴(被加工位置)の間隔が0.8mm弱〜1.7mm弱の範囲で分布するプリント基板であることがわかる。
【0039】
ステップS102においては、穴加工順序とレーザ発振周波数とを関連づける。この作業に当たっては、あらかじめステップS201で、ガルバノスキャナの移動速度から、穴間隔とレーザの発振周波数との関係を求め、把握しておく。
【0040】
ステップS201の枠内に、穴間隔と、当該穴間隔で穴を開ける際に照射すべきレーザパルスの発振周波数との関係の一例を示した。本図において、横軸は穴間隔を単位「mm」で表し、縦軸はレーザ発振周波数を単位「Hz」で表す。本図には、穴間隔が大きくなるにつれて、レーザの発振周波数が小さくなる両者の関係が示されている。なお、穴間隔とレーザの発振周波数との関係は、ガルバノスキャナの移動距離(ガルバノミラーの向きの変化量)とレーザの発振周波数との関係に対応する。
【0041】
穴加工順序とレーザ発振周波数との関連づけは、ステップS101で決定された穴加工順序及び把握された穴間隔と、ステップS201で求められた穴間隔とレーザの発振周波数との関係に基いて行う。
【0042】
ステップS102の枠内に、穴加工順序とレーザ発振周波数との関係の一例を示した。本図において、横軸は穴加工順序(穴番号)を表し、縦軸はレーザ発振周波数を単位「Hz」で表す。本図を参照することにより、たとえば加工順序がn番目の穴を加工する際に照射すべきレーザパルスの発振周波数を定めることができる。
【0043】
ステップS103において、穴加工順序と加工パルス幅とを関連づける。この作業に当たっては、あらかじめステップS202で、プリント基板に照射されるレーザパルスのパルスエネルギ(1ショットのレーザパルスによって、プリント基板に投入されるエネルギ)が一定となる、レーザの発振周波数と加工レーザパルスのパルス幅(加工パルス幅)との関係を求め、把握しておく。プリント基板に照射する加工レーザパルスのパルスエネルギの一定値は、たとえば形成する穴の径や開口率等、要求される穴品質から決定される。
【0044】
ステップS202の枠内に、プリント基板に照射される加工レーザパルスのパルスエネルギを一定にする、レーザの発振周波数と加工レーザパルスのパルス幅との関係の一例を示した。本図において、横軸はレーザの発振周波数を単位「Hz」で表し、縦軸は加工レーザパルスのパルス幅を単位「μs」で表す。本図に示すように、プリント基板に照射する加工レーザパルスのパルスエネルギを一定にするためには、レーザの発振周波数が大きくなった場合、加工レーザパルスのパルス幅も大きくする必要がある。
【0045】
穴加工順序と加工パルス幅との関連づけは、ステップS102で求められた、穴加工順序とレーザ発振周波数との関係、及び、ステップS202で求められたレーザ発振周波数と加工パルス幅との関係に基いて行う。
【0046】
ステップS103の枠内に、穴加工順序と加工パルス幅との関係の一例を示した。本図において、横軸は穴加工順序(穴番号)を表し、縦軸は加工パルス幅を単位「μs」で表す。本図を参照することにより、たとえば加工順序がn番目の穴を加工する際、プリント基板に照射すべき加工レーザパルスのパルス幅が決定される。
【0047】
本図に示す穴加工順序と加工パルス幅との関係(加工順序がn番目の穴を加工する際、プリント基板に照射すべき加工レーザパルスのパルス幅)は、たとえば制御装置内の記憶装置に記憶され、AODに対する制御信号の印加時間の制御に利用される。
【0048】
ステップS101の枠内に示したグラフと、ステップS103の枠内に示したグラフとを比較すると、穴間隔が大きい場合には加工パルス幅を短く、穴間隔が小さい場合には加工パルス幅を長くすればよい(直前に加工した穴との間隔が大きいほど加工パルス幅を短くすればよい)ことがわかる。
【0049】
穴加工順序と加工パルス幅との関連づけと同時に、穴加工順序とレーザ発振器から出射されるレーザパルスのパルス幅も関連づけられる。たとえば加工順序がn番目の穴を加工する際に、レーザ発振器から出射すべきレーザパルスのパルス幅を決定することができる。穴加工順序とレーザ発振器から出射されるレーザパルスのパルス幅との関係(加工順序がn番目の穴を加工する際に、レーザ発振器から出射すべきレーザパルスのパルス幅)は、たとえば制御装置内の記憶装置に記憶され、レーザ発振器に対するトリガパルスのパルス幅の制御に利用される。穴間隔と加工パルス幅との関係と同様に、直前に加工した穴との間隔が大きいほど、レーザ発振器から出射するレーザパルスのパルス幅を短くすればよい。
【0050】
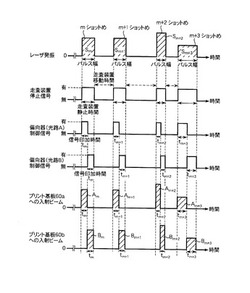
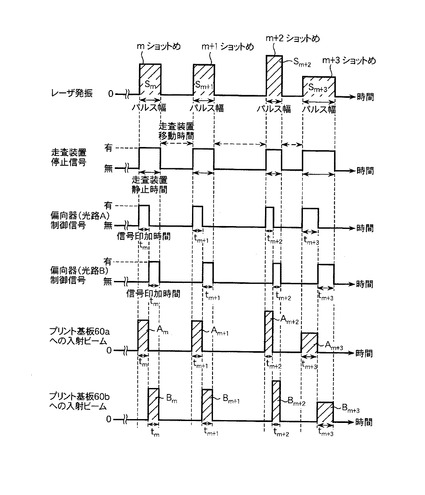
図3は、実施例によるレーザ加工方法を示すタイミングチャートである。実施例によるレーザ加工方法は、図1(A)に示すレーザ加工装置を用い、制御装置47による制御のもとで実施される。タイミングチャートの横軸は、すべて時間を表す。「レーザ発振」、「プリント基板60aへの入射ビーム」、「プリント基板60bへの入射ビーム」の段の縦軸は、単位時間当たりのエネルギを表し、「走査装置停止信号」、「偏向器(光路A)制御信号」、「偏向器(光路B)制御信号」の段の縦軸は、信号の有無を表す。
【0051】
プリント基板60a、60bに対する(m−1)ショットめのレーザパルスがレーザ発振器40から出射された直後から、ガルバノスキャナ44a、44bは、mショットめのレーザパルスを、被加工位置に入射させるように位置決めを行う。位置決めが完了すると、ガルバノスキャナ44a、44bから制御装置47に走査装置停止信号が送信される。
【0052】
走査装置停止信号を受信した制御装置47は、その直後、レーザ発振器40にトリガパルスを送信し、mショットめのレーザパルスを出射させるとともに、AOD42に周波数が相対的に低い制御信号を印加し(「偏向器(光路A)制御信号」の段参照)、制御信号印加時間中にAOD42に入射したレーザパルスを光路Aに沿って進行するように偏向する。これに続けて、AOD42に周波数が相対的に高い制御信号を印加し(「偏向器(光路B)制御信号」の段参照)、制御信号印加時間中にAOD42に入射したレーザパルスを光路Bに沿って進行するように偏向する。
【0053】
この結果、AOD42への信号印加時間と等しいパルス幅(tm)のレーザパルスが、光路A、Bに沿って進行し、ガルバノスキャナ44a、44b、fθレンズ45a、45bを経由してプリント基板60a、60bの被加工位置に照射され、各基板60a、60bにおいて穴開け加工が行われる。
【0054】
ここで、レーザパルスを光路Aに振り分ける制御信号の印加時間と、光路Bに振り分けるそれとは相互に等しく、たとえば図2のステップS103の枠内に示したグラフによって定められる時間である。また、レーザ発振器40から出射されるレーザパルスのパルス幅は、穴加工順序とレーザ発振器から出射されるレーザパルスのパルス幅との関連づけにより、穴間隔が大きい場合には短く、穴間隔が小さい場合には長く決定されるパルス幅である。レーザ発振器40から出射されるレーザパルスのパルス幅は、制御信号47から送信されるトリガパルスのパルス幅で制御することができる。
【0055】
レーザ発振器40からのmショットめのレーザパルスの出射が終了し、光路A、Bに振り分けられたレーザパルスがプリント基板60a、60bに照射された直後から、ガルバノスキャナ44a、44bは、(m+1)ショットめのレーザパルスを、被加工位置に入射させるように位置決めを行う。走査装置停止信号が受信された直後、制御装置47は、レーザ発振器40及びAOD42に対して同様の制御を行い、(m+1)ショットめのレーザパルスからパルス幅tm+1のレーザパルスを光路A、Bのそれぞれに切り出して、プリント基板60a、60bの被加工位置に入射させる。加工レーザパルスのパルス幅tmとパルス幅tm+1とは、たとえば相互に等しい。
【0056】
なお、このとき、レーザ発振器40からのmショットめのレーザパルスのパルス幅及び単位時間当たりのエネルギと、(m+1)ショットめについてのそれらとは互いに等しい。その結果、レーザ発振器40からのmショットめのレーザパルスのパルスエネルギSmと、(m+1)ショットめのレーザパルスのパルスエネルギSm+1とは相互に等しくなる。また、プリント基板60a、60bに照射されるmショットめの加工レーザパルスの単位時間当たりのエネルギと、(m+1)ショットめについてのそれも互いに等しく、その結果、mショットめの加工レーザパルスのパルスエネルギAm、Bmと、(m+1)ショットめの加工レーザパルスのパルスエネルギAm+1、Bm+1とは、相互に等しくなる。
【0057】
レーザ発振器40の(m+1)ショットめのレーザパルスから切り出された加工レーザパルスがプリント基板60a、60bに照射された直後から、ガルバノスキャナ44a、44bは、(m+2)ショットめのレーザパルスから切り出される加工レーザパルスを、次の被加工位置に入射させるように位置決めを行う。
【0058】
ここで、(m+1)ショットめの加工レーザパルスが入射する被加工位置と、(m+2)ショットめについてのそれとの間隔((m+2)ショットめの加工レーザパルスを入射させるに当たっての穴間隔)は、mショットめの加工レーザパルスが入射する被加工位置と、(m+1)ショットめについてのそれとの間隔((m+1)ショットめの加工レーザパルスを入射させるに当たっての穴間隔)より大きい。このため、(m+2)ショットめの加工レーザパルスを照射する際の位置決め時間(走査装置移動時間)は、(m+1)ショットめに関するそれより長い。
【0059】
走査装置停止信号が受信された直後、制御装置47は、レーザ発振器40及びAOD42に対して同様の制御を行い、(m+2)ショットめのレーザパルスからパルス幅tm+2のレーザパルスを光路A、Bのそれぞれに切り出して、プリント基板60a、60bの被加工位置に入射させる。
【0060】
レーザ発振器40より、(m+1)ショットめのレーザパルスが発振されてから(m+2)ショットめのレーザパルスが発振されるまでの時間は、mショットめのレーザパルスが発振されてから(m+1)ショットめのレーザパルスが発振されるまでの時間よりも長い。レーザ発振器40からの(m+2)ショットめのレーザパルスのパルス幅は、(m+1)ショットめについてのそれよりも短い。単位時間当たりのエネルギに関しては、(m+2)ショットめの方が、(m+1)ショットめよりも大きい。レーザ発振器40からの(m+2)ショットめのレーザパルスのパルスエネルギSm+2と、(m+1)ショットめのレーザパルスのパルスエネルギSm+1とは互いに等しい。
【0061】
また、加工レーザパルスのパルス幅tm+2はパルス幅tm+1より短い。加工レーザパルスの単位時間当たりのエネルギに関しては、(m+2)ショットめの方が、(m+1)ショットめよりも大きい。(m+2)ショットめの加工レーザパルスのパルスエネルギAm+2、Bm+2と、(m+1)ショットめの加工レーザパルスのパルスエネルギAm+1、Bm+1とは相互に等しい。
【0062】
レーザ発振器40の(m+2)ショットめのレーザパルスから切り出された加工レーザパルスがプリント基板60a、60bに照射された直後から、ガルバノスキャナ44a、44bは、(m+3)ショットめのレーザパルスから切り出される加工レーザパルスを、次の被加工位置に入射させるように位置決めを行う。
【0063】
ここで、(m+2)ショットめの加工レーザパルスが入射する被加工位置と、(m+3)ショットめについてのそれとの間隔((m+3)ショットめの加工レーザパルスを入射させるに当たっての穴間隔)は、mショットめの加工レーザパルスが入射する被加工位置と、(m+1)ショットめについてのそれとの間隔((m+1)ショットめの加工レーザパルスを入射させるに当たっての穴間隔)より小さい。このため、(m+3)ショットめの加工レーザパルスを照射する際の位置決め時間(走査装置移動時間)は、(m+1)ショットめに関するそれより短い。
【0064】
走査装置停止信号が受信された直後、制御装置47は、レーザ発振器40及びAOD42に対して同様の制御を行い、(m+3)ショットめのレーザパルスからパルス幅tm+3のレーザパルスを光路A、Bのそれぞれに切り出して、プリント基板60a、60bの被加工位置に入射させる。
【0065】
レーザ発振器40より、(m+2)ショットめのレーザパルスが発振されてから(m+3)ショットめのレーザパルスが発振されるまでの時間は、mショットめのレーザパルスが発振されてから(m+1)ショットめのレーザパルスが発振されるまでの時間よりも短い。レーザ発振器40からの(m+3)ショットめのレーザパルスのパルス幅は、(m+1)ショットめについてのそれよりも長い。単位時間当たりのエネルギに関しては、(m+3)ショットめの方が、(m+1)ショットめよりも小さい。レーザ発振器40からの(m+3)ショットめのレーザパルスのパルスエネルギSm+3と、(m+1)ショットめのレーザパルスのパルスエネルギSm+1とは互いに等しい。
【0066】
また、加工レーザパルスのパルス幅tm+3はパルス幅tm+1より長い。加工レーザパルスの単位時間当たりのエネルギに関しては、(m+3)ショットめの方が、(m+1)ショットめよりも小さい。(m+3)ショットめの加工レーザパルスのパルスエネルギAm+3、Bm+3と、(m+1)ショットめの加工レーザパルスのパルスエネルギAm+1、Bm+1とは相互に等しい。
【0067】
実施例によるレーザ加工方法によれば、穴間隔や、それに対応する走査装置移動時間に応じて照射するレーザパルスのパルス幅と発振周波数を変更し、照射されるレーザパルスのパルスエネルギを一定とするので、各穴の加工品質のばらつきの小さい、高品質の加工を実現することができる。ガルバノスキャナの位置決めの終了に同期させてレーザビームを発振させるため、たとえば図6(A)に示した加工方法と同程度の加工速度で加工を行うことが可能である。
【0068】
なお、仮に(m+4)ショットめの加工レーザパルスを入射させるに当たっての穴間隔)が、(m+1)ショットめについてのそれと等しい場合には、(m+4)ショットめの加工レーザパルスのパルス幅と発振周波数は、(m+1)ショットめと等しくなる。
【0069】
以上実施例に沿って本発明を説明したが、本発明はこれらに制限されるものではない。
【0070】
たとえば、実施例においては、照射されるレーザパルスのパルスエネルギが一定となるように、穴間隔に応じて照射するレーザパルスのパルス幅を変更したが、照射されるレーザパルスのパルスエネルギ(AOD42で偏向されるレーザパルスのパルスエネルギ)が一定値から±5%の範囲内におさまるようにパルス幅を変更しても、同様に、高品質の加工を実現することができる。
【0071】
また、実施例においては、走査装置としてガルバノスキャナを用い、ガルバノスキャナの動作に同期させて、レーザ発振器からレーザパルスを出射させ、AODで偏向した。プリント基板に照射される加工レーザパルスのパルス幅は、AODへの制御信号の印加時間によって制御した。ガルバノスキャナやAODを使用しない変形例とすることも可能である。
【0072】
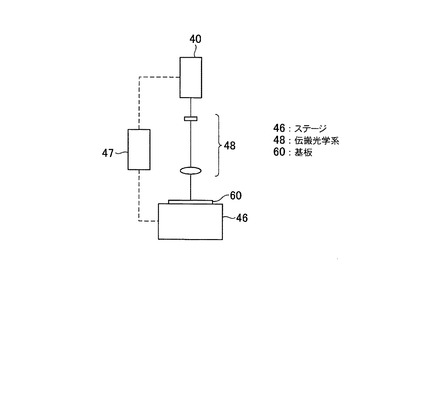
図4は、変形例によるレーザ加工装置を示す概略図である。変形例においては、レーザ発振器40から出射したレーザパルスは、伝搬光学系48によって、XYステージ46上に移動可能に保持された加工対象物である基板60に伝搬される。制御装置47は、レーザ発振器40からのレーザパルスの出射、及びステージ46による基板60の移動を制御する。制御装置47は、レーザ発振器40に与えるトリガパルスのパルス幅で、出射されるレーザパルスのパルス幅を制御することができる。変形例における走査装置は、ステージ46である。ステージ46で基板60を移動させて、レーザパルスの入射位置を移動させるとともに、ステージの移動時間(基板60上の1つの入射位置から次の入射位置に、レーザパルスの入射位置を移動させる移動時間)に応じてレーザパルスのパルス幅を変更し、レーザ加工を行う。
【0073】
レーザ加工のタイミングチャートの例として、図2の「レーザ発振」の段と、「走査装置停止信号」の段を使用することができる。制御装置47は、ステージ46からの停止信号を受信した直後、レーザ発振器40にトリガパルスを送信する。トリガパルスのパルス幅は、被加工位置間の間隔(直前のステージ移動時間)に応じた長さである。制御装置47は、レーザ発振器40から出射されるレーザパルスのパルスエネルギSm、Sm+1、Sm+2、Sm+3がすべて等しくなるように、トリガパルスのパルス幅を変更し、レーザパルスのパルス幅を制御する。変形例によっても、高品質のレーザ加工が可能である。
【0074】
他にも、種々の変更、改良、組み合わせ等が可能である。
【0075】
たとえば、実施例においては、パルスレーザビームの照射をサイクル法で行ったがバースト法で行ってもよい。
【0076】
また、実施例においては、CO2レーザ発振器を使用したが、たとえばNd:YAGレーザなどの固体レーザやエキシマレーザ等、発振周波数が可変のレーザ発振器を使用することが可能である。
【0077】
更に、実施例においては、制御装置47は、受信した走査装置停止信号に基づいて、レーザ発振器40からレーザパルスを出射させたが、たとえば制御装置47内の記憶装置に、図2のステップS102の枠内に示した穴加工順序とレーザ発振周波数との関係(加工順序がn番目の穴を加工する際に照射すべきレーザパルスの発振周波数)を記憶させ、記憶された内容にしたがって、走査装置停止信号とは無関係に、レーザ発振器40からのレーザパルスの出射タイミングを制御してもよい。
【産業上の利用可能性】
【0078】
被照射位置間の間隔が一定ではない加工対象物を加工するレーザ加工一般に好ましく利用可能である。殊に、各被照射位置で同様の加工が行われるレーザ加工に好適に利用することができる。
【符号の説明】
【0079】
10 レーザ発振器
11 マスク
12 AOD
13 ダンパ
14 ガルバノスキャナ
15 fθレンズ
16 ステージ
17 制御装置
20 パルスレーザビーム
30 プリント基板
31 銅層
32 樹脂層
33 銅層
40 レーザ発振器
41 マスク
42 AOD
43 ダンパ
44a、44b ガルバノスキャナ
45a、45b fθレンズ
46、46a、46b ステージ
47 制御装置
48 伝搬光学系
50、50a、50b パルスレーザビーム
60 基板
60a、60b プリント基板
61a、61b 銅層
62a、62b 樹脂層
63a、63b 銅層
【技術分野】
【0001】
本発明は、加工対象物にレーザビームを照射して加工を行うレーザ加工装置、及びレーザ加工方法に関する。
【背景技術】
【0002】
図5(A)は、穴開け加工を行うレーザ加工装置を示す概略図である。
【0003】
レーザ発振器10、たとえばCO2レーザ発振器が、制御装置17からトリガ信号を受けて、パルスレーザビーム20を出射する。パルスレーザビーム20はマスク11で断面形状を整形され、音響光学偏向器(acoust-optic deflector; AOD)12に入射する。
【0004】
AOD12は、制御装置17から送信される制御信号を受けて、入射するパルスレーザビーム20の進行方向を変化させて出射する。AOD12により偏向されたパルスレーザビーム20は、ガルバノスキャナ14、fθレンズ15を経由して、ステージ16上に載置された加工対象物であるプリント基板30に入射する。入射したパルスレーザビーム20により、プリント基板30の穴開け加工が行われる。
【0005】
なお、制御装置17からAOD12に制御信号が印加されない期間に、AOD12に入射したパルスレーザビーム20は直進して、ダンパ13に入射し吸収される。
【0006】
図5(B)は、プリント基板30を示す概略的な断面図である。プリント基板30は、銅層31、ガラスクロスの入ったエポキシ樹脂で形成される樹脂層32、銅層33がこの順に積層される積層構造を有する。パルスレーザビーム20は、銅層33の表面からプリント基板30に入射し、銅層33及び樹脂層32を貫通し、銅層31に至る貫通孔が形成される。
【0007】
パルスレーザビーム20の照射は、たとえばサイクル法で行われる。ある被加工位置にレーザパルスを1ショット入射させた後、ガルバノスキャナ14を駆動して、レーザビームの入射位置の位置決めを行い、次のレーザパルスを、位置決めされた入射位置(被加工位置)に入射させる。たとえば3〜5ショットのレーザパルスを同一位置に入射させることで貫通孔が形成される。ガルバノスキャナ14の動作は、制御装置17により制御される。
【0008】
携帯電話機などに用いられるプリント基板においては、電子部品の配置によって穴の位置が決まっており、穴間隔は一定ではない。穴間隔にばらつきのあるプリント基板の加工は、たとえば以下のように行われている。
【0009】
図6(A)及び(B)は、パルスレーザビームの照射によって穴開けを行う、従来のレーザ加工方法を示すタイミングチャートである。両図における横軸はすべて時間を表す。
【0010】
図6(A)に、レーザ発振のタイミングを走査装置停止信号に同期させるレーザ加工方法を示す。走査装置停止信号は、ガルバノスキャナ14から制御装置17に送信される信号であり、これにより、ガルバノスキャナ14における、レーザビームの入射位置の位置決めの完了(位置決め終了時のガルバノミラーの停止、及びその後の停止状態の継続)が制御装置17に伝えられる。
【0011】
制御装置17は、走査装置停止信号を受信した後すぐに、レーザ発振器10にトリガ信号を入力して、レーザパルスを出射させるとともに、AOD12に制御信号を送信し、AOD12に入射するレーザパルスを偏向させる。レーザ発振器10から出射されるすべてのレーザパルスのパルス幅は相互に等しい。AOD12で偏向されたレーザパルスは、プリント基板30の被加工位置に入射し、プリント基板30に穴を開ける加工が行われる。
【0012】
図6(A)に示す方法によれば、走査装置停止信号、ひいては被加工位置間の間隔に対応する走査装置移動時間(ガルバノスキャナ14の位置決めに要する時間)にあわせてレーザ発振を行うため、時間的な損失が少なく、加工のスループットを向上させることができる。しかし一般にレーザ発振器は、発振周波数を変えると、等しいパルス幅でも出力のエネルギ値が変化する。したがってこの方法によると、レーザ発振器10から出射されるレーザパルスの発振周波数が各レーザパルスで異なるため、パルスエネルギが一定せず、加工品質を低下させる場合がある。たとえば銅層33の加工において、穴径のばらつきが生じる。
【0013】
図6(B)に、レーザ発振器10から、レーザパルスを一定の発振周波数で連続発振させて行うレーザ穴開け加工方法の例を示す。レーザ発振器10から出射されるすべてのレーザパルスのパルス幅は相互に等しい。
【0014】
制御装置17は、レーザ発振器10から、レーザパルスを一定の発振周波数で発振させるとともに、AOD12に対し、走査装置停止信号の受信後、次に発振されるレーザパルスを偏向させ、プリント基板30に入射させる制御を行う。
【0015】
図6(B)に示す方法によれば、レーザ発振器10から出射されるレーザパルスの発振周波数が各レーザパルスで等しいため、パルスエネルギが一定のレーザパルスを、プリント基板30に照射することができ、被加工位置間の間隔にばらつきがある場合であっても、加工品質を良好に保つことが可能である。しかしながらこの方法によると、たとえばレーザパルスの出射タイミングがガルバノスキャナ14の静止タイミングよりわずかに早い場合に、レーザパルスの発振周期分の時間的なロスが生じ、加工のスループットが著しく落ちてしまう。
【0016】
被加工位置間の間隔にばらつきがある場合でも、加工結果を均一にすることができるレーザ穴開け加工方法の発明が開示されている(たとえば、特許文献1参照)。特許文献1に記載された発明においては、パルス幅の相互に等しいレーザパルスを用い、被加工位置ごとに光強度分配率を制御し、投入するエネルギを一定化することにより、加工品質の向上を実現している。
【先行技術文献】
【特許文献】
【0017】
【特許文献1】特開2008−194709号公報
【発明の概要】
【発明が解決しようとする課題】
【0018】
本発明の目的は、高品質の加工を行うことのできるレーザ加工装置、及びレーザ加工方法を提供することである。
【課題を解決するための手段】
【0019】
本発明の一観点によれば、加工対象物に照射されるレーザパルスを出射するレーザ光源と、前記レーザ光源から出射されたレーザパルスの、前記加工対象物上における照射位置を移動させる照射位置移動装置と、前記照射位置移動装置が前記加工対象物上の1つの照射位置から次の照射位置に、レーザパルスの照射位置を移動させる移動時間に応じたパルス幅と周波数でレーザパルスが出射されるように、前記レーザ光源からのレーザパルスの出射を制御する制御装置とを有するレーザ加工装置が提供される。
【0020】
また、本発明の他の観点によれば、(a)複数の被加工位置が加工順序とともに画定された加工対象物に、該被加工位置の加工順序にしたがった間隔に応じて、該被加工位置に照射するレーザパルスのパルス幅と周波数とを決定する工程と、(b)前記工程(a)で決定されたパルス幅と周波数とで、レーザパルスを、前記加工対象物の被加工位置に照射する工程とを有するレーザ加工方法が提供される。
【0021】
更に、本発明の他の観点によれば、(c)第1のレーザパルスを第1の被加工位置に入射させる工程と、(d)前記第1の被加工位置と第1の距離だけ離れた第2の被加工位置に、前記第1のレーザパルスの次に出射される第2のレーザパルスを入射させる工程と、(e)前記第2の被加工位置と第2の距離だけ離れた第3の被加工位置に、前記第2のレーザパルスの次に出射される第3のレーザパルスを入射させる工程とを有し、前記工程(e)において、(i)前記第2の距離が、前記第1の距離より長いときには、前記第3のレーザパルスのパルス幅を、前記第2のレーザパルスのパルス幅より短くし、(ii)前記第2の距離が、前記第1の距離より短いときには、前記第3のレーザパルスのパルス幅を、前記第2のレーザパルスのパルス幅より長くし、(iii)前記第2の距離が、前記第1の距離と等しいときには、前記第3のレーザパルスのパルス幅を、前記第2のレーザパルスのパルス幅と等しくするレーザ加工方法が提供される。
【発明の効果】
【0022】
本発明によれば、高品質の加工を行うことの可能なレーザ加工装置、及びレーザ加工方法を提供することができる。
【図面の簡単な説明】
【0023】
【図1】(A)は、実施例によるレーザ加工装置を示す概略図であり、(B)は、プリント基板60a、60bを示す概略的な断面図である。
【図2】プリント基板へのレーザビームの照射に先立って行う準備工程を示すフローチャートである。
【図3】実施例によるレーザ加工方法を示すタイミングチャートである。
【図4】変形例によるレーザ加工装置を示す概略図である。
【図5】(A)は、穴開け加工を行うレーザ加工装置を示す概略図であり、(B)は、プリント基板30を示す概略的な断面図である。
【図6】(A)及び(B)は、パルスレーザビームの照射によって穴開けを行う、従来のレーザ加工方法を示すタイミングチャートである。
【発明を実施するための形態】
【0024】
図1(A)は、実施例によるレーザ加工装置を示す概略図である。
【0025】
レーザ発振器40、たとえばCO2レーザ発振器が、制御装置47からトリガパルス(トリガ信号)を受けて、パルスレーザビーム50を出射する。パルスレーザビーム50は、透光領域と遮光領域とを備えるマスク41の透光領域を通過することにより断面形状を整形され、AOD42に入射する。
【0026】
AOD42は、音響光学効果を利用した光偏向器であり、制御装置47から送信される制御信号を受けて、入射するパルスレーザビーム50の進行方向を変化させて出射することができる。AOD42を出射するパルスレーザビームの出射方向(偏向角)は、AOD42に印加する制御信号の周波数によって変化させることが可能である。制御装置47は、周波数の相互に異なる制御信号をAOD42に印加して、パルスレーザビーム50の各レーザパルスから、偏向角の相対的に小さい光路Aを進行するレーザパルス(パルスレーザビーム50a)と、偏向角の相対的に大きい光路Bを進行するレーザパルス(パルスレーザビーム50b)とを時間的に分割生成する。
【0027】
制御装置47からAOD42に制御信号が印加されない期間にAOD42に入射したパルスレーザビーム50は直進して、ダンパ43に入射し吸収される。
【0028】
AOD42により偏向され、光路Aを進行するパルスレーザビーム50aは、ガルバノスキャナ44a、fθレンズ45aを経由して、ステージ46a上に載置された加工対象物であるプリント基板60aに入射する。
【0029】
ガルバノスキャナ44aは2枚の揺動鏡(ガルバノミラー)を含み、入射したレーザビームを2次元方向に走査して出射する走査装置である。fθレンズ45aは、パルスレーザビーム50aを集光し、マスク41の位置におけるビーム断面(透光領域の形状)をプリント基板60a上に結像させる。ステージ46aは、プリント基板60aを移動可能に保持する、たとえばXYステージである。プリント基板60aに入射したパルスレーザビーム50aにより、プリント基板60aの穴開け加工が行われる。
【0030】
同様に、AOD42により偏向され、光路Bを進行するパルスレーザビーム50bは、ガルバノスキャナ44b、fθレンズ45bを経由して、ステージ46b上に移動可能に保持された加工対象物であるプリント基板60bに入射し、プリント基板60bの穴開け加工が行われる。ガルバノスキャナ44a、44bの動作は、制御装置47により制御される。
【0031】
図1(B)は、プリント基板60a、60bを示す概略的な断面図である。プリント基板60a、60bは、銅層61a、61b、ガラスクロスの入ったエポキシ樹脂で形成される樹脂層62a、62b、銅層63a、63bがこの順に積層される積層構造を有する。パルスレーザビーム50a、50bは、銅層63a、63bの表面からプリント基板60a、60bに入射し、銅層63a、63b及び樹脂層62a、62bを貫通し、銅層61a、61bに至る貫通孔が形成される。
【0032】
パルスレーザビーム50a、50bの照射は、たとえばサイクル法で行われる。ある被加工位置にレーザパルスを1ショット入射させた後、ガルバノスキャナ44a、44bを駆動して、レーザビームの入射位置の位置決めを行い、次のレーザパルスを、位置決めされた入射位置(被加工位置)に入射させる。たとえば3〜5ショットのレーザパルスを同一の被加工位置に入射させることで貫通孔が形成される。穴開け加工はこのようにプリント基板60a、60b上に画定された複数の被加工位置にレーザパルスを順番に照射して行われる。
【0033】
プリント基板60a、60bは、たとえば被加工位置が等しく配置された同種のプリント基板である。ガルバノスキャナ44a、44bは、同様の動作を行うように制御され、プリント基板60a、60bには、対応する被加工位置に、同時に同様の穴開け加工が施される。
【0034】
制御装置47は、レーザ発振器40にトリガパルスを送信し、レーザ発振器40からのパルスレーザビーム50の出射を制御する。また、AOD42を制御して、パルスレーザビーム50の各レーザパルスから、光路Aを進行するレーザパルスと、光路Bを進行するレーザパルスとを生成する。この際、AOD42に印加する制御信号の周波数及び印加時間により、光路A、Bへの振り分けの選択、及び振り分けられるレーザパルスのパルス幅を、それぞれ制御することができる。更に、制御装置47は、プリント基板60a、60bの被加工位置に貫通孔が形成されるように、ガルバノスキャナ44a、44bの位置決め動作の制御を行う。また、ステージ46a、46bによるプリント基板60a、60bの移動を制御する。
【0035】
制御措置47は、記憶装置、たとえばメモリを備える。記憶装置には、たとえば加工に必要な情報が記憶されている。制御は、たとえば記憶装置に記憶されている内容に基いて行われる。
【0036】
図2は、プリント基板へのレーザビームの照射に先立って行う準備工程を示すフローチャートである。
【0037】
レーザビームの照射に先立ち、まずステップS101において、加工対象物の被加工位置(プリント基板の加工穴の配置)に基き、ガルバノスキャナの移動ルート(ガルバノミラーの向きを変化させる経路)を最適化し、穴の加工順序を決定するとともに、加工順序に従った穴間隔を把握する。ガルバノスキャナの移動ルートの最適化は、たとえばガルバノスキャナの移動時間(ガルバノミラーの向きを変化させる時間)が最短となるように行う。
【0038】
ステップS101の枠内に、穴加工順序(穴番号)と穴間隔との関係の一例を示した。本図において、横軸は穴加工順序(穴番号)を表し、縦軸は1つ前に加工される穴との間隔を単位「mm」で表す。本図から、加工対象物となるプリント基板は、加工順序に従って見たとき、穴(被加工位置)の間隔が0.8mm弱〜1.7mm弱の範囲で分布するプリント基板であることがわかる。
【0039】
ステップS102においては、穴加工順序とレーザ発振周波数とを関連づける。この作業に当たっては、あらかじめステップS201で、ガルバノスキャナの移動速度から、穴間隔とレーザの発振周波数との関係を求め、把握しておく。
【0040】
ステップS201の枠内に、穴間隔と、当該穴間隔で穴を開ける際に照射すべきレーザパルスの発振周波数との関係の一例を示した。本図において、横軸は穴間隔を単位「mm」で表し、縦軸はレーザ発振周波数を単位「Hz」で表す。本図には、穴間隔が大きくなるにつれて、レーザの発振周波数が小さくなる両者の関係が示されている。なお、穴間隔とレーザの発振周波数との関係は、ガルバノスキャナの移動距離(ガルバノミラーの向きの変化量)とレーザの発振周波数との関係に対応する。
【0041】
穴加工順序とレーザ発振周波数との関連づけは、ステップS101で決定された穴加工順序及び把握された穴間隔と、ステップS201で求められた穴間隔とレーザの発振周波数との関係に基いて行う。
【0042】
ステップS102の枠内に、穴加工順序とレーザ発振周波数との関係の一例を示した。本図において、横軸は穴加工順序(穴番号)を表し、縦軸はレーザ発振周波数を単位「Hz」で表す。本図を参照することにより、たとえば加工順序がn番目の穴を加工する際に照射すべきレーザパルスの発振周波数を定めることができる。
【0043】
ステップS103において、穴加工順序と加工パルス幅とを関連づける。この作業に当たっては、あらかじめステップS202で、プリント基板に照射されるレーザパルスのパルスエネルギ(1ショットのレーザパルスによって、プリント基板に投入されるエネルギ)が一定となる、レーザの発振周波数と加工レーザパルスのパルス幅(加工パルス幅)との関係を求め、把握しておく。プリント基板に照射する加工レーザパルスのパルスエネルギの一定値は、たとえば形成する穴の径や開口率等、要求される穴品質から決定される。
【0044】
ステップS202の枠内に、プリント基板に照射される加工レーザパルスのパルスエネルギを一定にする、レーザの発振周波数と加工レーザパルスのパルス幅との関係の一例を示した。本図において、横軸はレーザの発振周波数を単位「Hz」で表し、縦軸は加工レーザパルスのパルス幅を単位「μs」で表す。本図に示すように、プリント基板に照射する加工レーザパルスのパルスエネルギを一定にするためには、レーザの発振周波数が大きくなった場合、加工レーザパルスのパルス幅も大きくする必要がある。
【0045】
穴加工順序と加工パルス幅との関連づけは、ステップS102で求められた、穴加工順序とレーザ発振周波数との関係、及び、ステップS202で求められたレーザ発振周波数と加工パルス幅との関係に基いて行う。
【0046】
ステップS103の枠内に、穴加工順序と加工パルス幅との関係の一例を示した。本図において、横軸は穴加工順序(穴番号)を表し、縦軸は加工パルス幅を単位「μs」で表す。本図を参照することにより、たとえば加工順序がn番目の穴を加工する際、プリント基板に照射すべき加工レーザパルスのパルス幅が決定される。
【0047】
本図に示す穴加工順序と加工パルス幅との関係(加工順序がn番目の穴を加工する際、プリント基板に照射すべき加工レーザパルスのパルス幅)は、たとえば制御装置内の記憶装置に記憶され、AODに対する制御信号の印加時間の制御に利用される。
【0048】
ステップS101の枠内に示したグラフと、ステップS103の枠内に示したグラフとを比較すると、穴間隔が大きい場合には加工パルス幅を短く、穴間隔が小さい場合には加工パルス幅を長くすればよい(直前に加工した穴との間隔が大きいほど加工パルス幅を短くすればよい)ことがわかる。
【0049】
穴加工順序と加工パルス幅との関連づけと同時に、穴加工順序とレーザ発振器から出射されるレーザパルスのパルス幅も関連づけられる。たとえば加工順序がn番目の穴を加工する際に、レーザ発振器から出射すべきレーザパルスのパルス幅を決定することができる。穴加工順序とレーザ発振器から出射されるレーザパルスのパルス幅との関係(加工順序がn番目の穴を加工する際に、レーザ発振器から出射すべきレーザパルスのパルス幅)は、たとえば制御装置内の記憶装置に記憶され、レーザ発振器に対するトリガパルスのパルス幅の制御に利用される。穴間隔と加工パルス幅との関係と同様に、直前に加工した穴との間隔が大きいほど、レーザ発振器から出射するレーザパルスのパルス幅を短くすればよい。
【0050】
図3は、実施例によるレーザ加工方法を示すタイミングチャートである。実施例によるレーザ加工方法は、図1(A)に示すレーザ加工装置を用い、制御装置47による制御のもとで実施される。タイミングチャートの横軸は、すべて時間を表す。「レーザ発振」、「プリント基板60aへの入射ビーム」、「プリント基板60bへの入射ビーム」の段の縦軸は、単位時間当たりのエネルギを表し、「走査装置停止信号」、「偏向器(光路A)制御信号」、「偏向器(光路B)制御信号」の段の縦軸は、信号の有無を表す。
【0051】
プリント基板60a、60bに対する(m−1)ショットめのレーザパルスがレーザ発振器40から出射された直後から、ガルバノスキャナ44a、44bは、mショットめのレーザパルスを、被加工位置に入射させるように位置決めを行う。位置決めが完了すると、ガルバノスキャナ44a、44bから制御装置47に走査装置停止信号が送信される。
【0052】
走査装置停止信号を受信した制御装置47は、その直後、レーザ発振器40にトリガパルスを送信し、mショットめのレーザパルスを出射させるとともに、AOD42に周波数が相対的に低い制御信号を印加し(「偏向器(光路A)制御信号」の段参照)、制御信号印加時間中にAOD42に入射したレーザパルスを光路Aに沿って進行するように偏向する。これに続けて、AOD42に周波数が相対的に高い制御信号を印加し(「偏向器(光路B)制御信号」の段参照)、制御信号印加時間中にAOD42に入射したレーザパルスを光路Bに沿って進行するように偏向する。
【0053】
この結果、AOD42への信号印加時間と等しいパルス幅(tm)のレーザパルスが、光路A、Bに沿って進行し、ガルバノスキャナ44a、44b、fθレンズ45a、45bを経由してプリント基板60a、60bの被加工位置に照射され、各基板60a、60bにおいて穴開け加工が行われる。
【0054】
ここで、レーザパルスを光路Aに振り分ける制御信号の印加時間と、光路Bに振り分けるそれとは相互に等しく、たとえば図2のステップS103の枠内に示したグラフによって定められる時間である。また、レーザ発振器40から出射されるレーザパルスのパルス幅は、穴加工順序とレーザ発振器から出射されるレーザパルスのパルス幅との関連づけにより、穴間隔が大きい場合には短く、穴間隔が小さい場合には長く決定されるパルス幅である。レーザ発振器40から出射されるレーザパルスのパルス幅は、制御信号47から送信されるトリガパルスのパルス幅で制御することができる。
【0055】
レーザ発振器40からのmショットめのレーザパルスの出射が終了し、光路A、Bに振り分けられたレーザパルスがプリント基板60a、60bに照射された直後から、ガルバノスキャナ44a、44bは、(m+1)ショットめのレーザパルスを、被加工位置に入射させるように位置決めを行う。走査装置停止信号が受信された直後、制御装置47は、レーザ発振器40及びAOD42に対して同様の制御を行い、(m+1)ショットめのレーザパルスからパルス幅tm+1のレーザパルスを光路A、Bのそれぞれに切り出して、プリント基板60a、60bの被加工位置に入射させる。加工レーザパルスのパルス幅tmとパルス幅tm+1とは、たとえば相互に等しい。
【0056】
なお、このとき、レーザ発振器40からのmショットめのレーザパルスのパルス幅及び単位時間当たりのエネルギと、(m+1)ショットめについてのそれらとは互いに等しい。その結果、レーザ発振器40からのmショットめのレーザパルスのパルスエネルギSmと、(m+1)ショットめのレーザパルスのパルスエネルギSm+1とは相互に等しくなる。また、プリント基板60a、60bに照射されるmショットめの加工レーザパルスの単位時間当たりのエネルギと、(m+1)ショットめについてのそれも互いに等しく、その結果、mショットめの加工レーザパルスのパルスエネルギAm、Bmと、(m+1)ショットめの加工レーザパルスのパルスエネルギAm+1、Bm+1とは、相互に等しくなる。
【0057】
レーザ発振器40の(m+1)ショットめのレーザパルスから切り出された加工レーザパルスがプリント基板60a、60bに照射された直後から、ガルバノスキャナ44a、44bは、(m+2)ショットめのレーザパルスから切り出される加工レーザパルスを、次の被加工位置に入射させるように位置決めを行う。
【0058】
ここで、(m+1)ショットめの加工レーザパルスが入射する被加工位置と、(m+2)ショットめについてのそれとの間隔((m+2)ショットめの加工レーザパルスを入射させるに当たっての穴間隔)は、mショットめの加工レーザパルスが入射する被加工位置と、(m+1)ショットめについてのそれとの間隔((m+1)ショットめの加工レーザパルスを入射させるに当たっての穴間隔)より大きい。このため、(m+2)ショットめの加工レーザパルスを照射する際の位置決め時間(走査装置移動時間)は、(m+1)ショットめに関するそれより長い。
【0059】
走査装置停止信号が受信された直後、制御装置47は、レーザ発振器40及びAOD42に対して同様の制御を行い、(m+2)ショットめのレーザパルスからパルス幅tm+2のレーザパルスを光路A、Bのそれぞれに切り出して、プリント基板60a、60bの被加工位置に入射させる。
【0060】
レーザ発振器40より、(m+1)ショットめのレーザパルスが発振されてから(m+2)ショットめのレーザパルスが発振されるまでの時間は、mショットめのレーザパルスが発振されてから(m+1)ショットめのレーザパルスが発振されるまでの時間よりも長い。レーザ発振器40からの(m+2)ショットめのレーザパルスのパルス幅は、(m+1)ショットめについてのそれよりも短い。単位時間当たりのエネルギに関しては、(m+2)ショットめの方が、(m+1)ショットめよりも大きい。レーザ発振器40からの(m+2)ショットめのレーザパルスのパルスエネルギSm+2と、(m+1)ショットめのレーザパルスのパルスエネルギSm+1とは互いに等しい。
【0061】
また、加工レーザパルスのパルス幅tm+2はパルス幅tm+1より短い。加工レーザパルスの単位時間当たりのエネルギに関しては、(m+2)ショットめの方が、(m+1)ショットめよりも大きい。(m+2)ショットめの加工レーザパルスのパルスエネルギAm+2、Bm+2と、(m+1)ショットめの加工レーザパルスのパルスエネルギAm+1、Bm+1とは相互に等しい。
【0062】
レーザ発振器40の(m+2)ショットめのレーザパルスから切り出された加工レーザパルスがプリント基板60a、60bに照射された直後から、ガルバノスキャナ44a、44bは、(m+3)ショットめのレーザパルスから切り出される加工レーザパルスを、次の被加工位置に入射させるように位置決めを行う。
【0063】
ここで、(m+2)ショットめの加工レーザパルスが入射する被加工位置と、(m+3)ショットめについてのそれとの間隔((m+3)ショットめの加工レーザパルスを入射させるに当たっての穴間隔)は、mショットめの加工レーザパルスが入射する被加工位置と、(m+1)ショットめについてのそれとの間隔((m+1)ショットめの加工レーザパルスを入射させるに当たっての穴間隔)より小さい。このため、(m+3)ショットめの加工レーザパルスを照射する際の位置決め時間(走査装置移動時間)は、(m+1)ショットめに関するそれより短い。
【0064】
走査装置停止信号が受信された直後、制御装置47は、レーザ発振器40及びAOD42に対して同様の制御を行い、(m+3)ショットめのレーザパルスからパルス幅tm+3のレーザパルスを光路A、Bのそれぞれに切り出して、プリント基板60a、60bの被加工位置に入射させる。
【0065】
レーザ発振器40より、(m+2)ショットめのレーザパルスが発振されてから(m+3)ショットめのレーザパルスが発振されるまでの時間は、mショットめのレーザパルスが発振されてから(m+1)ショットめのレーザパルスが発振されるまでの時間よりも短い。レーザ発振器40からの(m+3)ショットめのレーザパルスのパルス幅は、(m+1)ショットめについてのそれよりも長い。単位時間当たりのエネルギに関しては、(m+3)ショットめの方が、(m+1)ショットめよりも小さい。レーザ発振器40からの(m+3)ショットめのレーザパルスのパルスエネルギSm+3と、(m+1)ショットめのレーザパルスのパルスエネルギSm+1とは互いに等しい。
【0066】
また、加工レーザパルスのパルス幅tm+3はパルス幅tm+1より長い。加工レーザパルスの単位時間当たりのエネルギに関しては、(m+3)ショットめの方が、(m+1)ショットめよりも小さい。(m+3)ショットめの加工レーザパルスのパルスエネルギAm+3、Bm+3と、(m+1)ショットめの加工レーザパルスのパルスエネルギAm+1、Bm+1とは相互に等しい。
【0067】
実施例によるレーザ加工方法によれば、穴間隔や、それに対応する走査装置移動時間に応じて照射するレーザパルスのパルス幅と発振周波数を変更し、照射されるレーザパルスのパルスエネルギを一定とするので、各穴の加工品質のばらつきの小さい、高品質の加工を実現することができる。ガルバノスキャナの位置決めの終了に同期させてレーザビームを発振させるため、たとえば図6(A)に示した加工方法と同程度の加工速度で加工を行うことが可能である。
【0068】
なお、仮に(m+4)ショットめの加工レーザパルスを入射させるに当たっての穴間隔)が、(m+1)ショットめについてのそれと等しい場合には、(m+4)ショットめの加工レーザパルスのパルス幅と発振周波数は、(m+1)ショットめと等しくなる。
【0069】
以上実施例に沿って本発明を説明したが、本発明はこれらに制限されるものではない。
【0070】
たとえば、実施例においては、照射されるレーザパルスのパルスエネルギが一定となるように、穴間隔に応じて照射するレーザパルスのパルス幅を変更したが、照射されるレーザパルスのパルスエネルギ(AOD42で偏向されるレーザパルスのパルスエネルギ)が一定値から±5%の範囲内におさまるようにパルス幅を変更しても、同様に、高品質の加工を実現することができる。
【0071】
また、実施例においては、走査装置としてガルバノスキャナを用い、ガルバノスキャナの動作に同期させて、レーザ発振器からレーザパルスを出射させ、AODで偏向した。プリント基板に照射される加工レーザパルスのパルス幅は、AODへの制御信号の印加時間によって制御した。ガルバノスキャナやAODを使用しない変形例とすることも可能である。
【0072】
図4は、変形例によるレーザ加工装置を示す概略図である。変形例においては、レーザ発振器40から出射したレーザパルスは、伝搬光学系48によって、XYステージ46上に移動可能に保持された加工対象物である基板60に伝搬される。制御装置47は、レーザ発振器40からのレーザパルスの出射、及びステージ46による基板60の移動を制御する。制御装置47は、レーザ発振器40に与えるトリガパルスのパルス幅で、出射されるレーザパルスのパルス幅を制御することができる。変形例における走査装置は、ステージ46である。ステージ46で基板60を移動させて、レーザパルスの入射位置を移動させるとともに、ステージの移動時間(基板60上の1つの入射位置から次の入射位置に、レーザパルスの入射位置を移動させる移動時間)に応じてレーザパルスのパルス幅を変更し、レーザ加工を行う。
【0073】
レーザ加工のタイミングチャートの例として、図2の「レーザ発振」の段と、「走査装置停止信号」の段を使用することができる。制御装置47は、ステージ46からの停止信号を受信した直後、レーザ発振器40にトリガパルスを送信する。トリガパルスのパルス幅は、被加工位置間の間隔(直前のステージ移動時間)に応じた長さである。制御装置47は、レーザ発振器40から出射されるレーザパルスのパルスエネルギSm、Sm+1、Sm+2、Sm+3がすべて等しくなるように、トリガパルスのパルス幅を変更し、レーザパルスのパルス幅を制御する。変形例によっても、高品質のレーザ加工が可能である。
【0074】
他にも、種々の変更、改良、組み合わせ等が可能である。
【0075】
たとえば、実施例においては、パルスレーザビームの照射をサイクル法で行ったがバースト法で行ってもよい。
【0076】
また、実施例においては、CO2レーザ発振器を使用したが、たとえばNd:YAGレーザなどの固体レーザやエキシマレーザ等、発振周波数が可変のレーザ発振器を使用することが可能である。
【0077】
更に、実施例においては、制御装置47は、受信した走査装置停止信号に基づいて、レーザ発振器40からレーザパルスを出射させたが、たとえば制御装置47内の記憶装置に、図2のステップS102の枠内に示した穴加工順序とレーザ発振周波数との関係(加工順序がn番目の穴を加工する際に照射すべきレーザパルスの発振周波数)を記憶させ、記憶された内容にしたがって、走査装置停止信号とは無関係に、レーザ発振器40からのレーザパルスの出射タイミングを制御してもよい。
【産業上の利用可能性】
【0078】
被照射位置間の間隔が一定ではない加工対象物を加工するレーザ加工一般に好ましく利用可能である。殊に、各被照射位置で同様の加工が行われるレーザ加工に好適に利用することができる。
【符号の説明】
【0079】
10 レーザ発振器
11 マスク
12 AOD
13 ダンパ
14 ガルバノスキャナ
15 fθレンズ
16 ステージ
17 制御装置
20 パルスレーザビーム
30 プリント基板
31 銅層
32 樹脂層
33 銅層
40 レーザ発振器
41 マスク
42 AOD
43 ダンパ
44a、44b ガルバノスキャナ
45a、45b fθレンズ
46、46a、46b ステージ
47 制御装置
48 伝搬光学系
50、50a、50b パルスレーザビーム
60 基板
60a、60b プリント基板
61a、61b 銅層
62a、62b 樹脂層
63a、63b 銅層
【特許請求の範囲】
【請求項1】
加工対象物に照射されるレーザパルスを出射するレーザ光源と、
前記レーザ光源から出射されたレーザパルスの、前記加工対象物上における照射位置を移動させる照射位置移動装置と、
前記照射位置移動装置が前記加工対象物上の1つの照射位置から次の照射位置に、レーザパルスの照射位置を移動させる移動時間に応じたパルス幅と周波数でレーザパルスが出射されるように、前記レーザ光源からのレーザパルスの出射を制御する制御装置と
を有するレーザ加工装置。
【請求項2】
前記制御装置は、前記レーザ光源から出射されるレーザパルスのパルスエネルギが一定値から±5%の範囲内におさまるように、前記移動時間に応じて、前記レーザ光源から出射されるレーザパルスのパルス幅と周波数を制御する請求項1に記載のレーザ加工装置。
【請求項3】
前記レーザ光源は、
原レーザパルスを出射するレーザ発振器と、
前記レーザ発振器から出射された原レーザパルスから、加工対象物に照射されるレーザパルスを生成するレーザパルス生成器と
を含む請求項1または2に記載のレーザ加工装置。
【請求項4】
(a)複数の被加工位置が加工順序とともに画定された加工対象物に、該被加工位置の加工順序にしたがった間隔に応じて、該被加工位置に照射するレーザパルスのパルス幅と周波数とを決定する工程と、
(b)前記工程(a)で決定されたパルス幅と周波数とで、レーザパルスを、前記加工対象物の被加工位置に照射する工程と
を有するレーザ加工方法。
【請求項5】
前記工程(a)において、前記被加工位置に照射するレーザパルスのパルスエネルギが一定値から±5%の範囲内におさまるように、レーザパルスのパルス幅と周波数とを決定する請求項4に記載のレーザ加工方法。
【請求項6】
前記工程(b)において、前記加工対象物の被加工位置に穴を開ける請求項4または5に記載のレーザ加工方法。
【請求項7】
(c)第1のレーザパルスを第1の被加工位置に入射させる工程と、
(d)前記第1の被加工位置と第1の距離だけ離れた第2の被加工位置に、前記第1のレーザパルスの次に出射される第2のレーザパルスを入射させる工程と、
(e)前記第2の被加工位置と第2の距離だけ離れた第3の被加工位置に、前記第2のレーザパルスの次に出射される第3のレーザパルスを入射させる工程と
を有し、
前記工程(e)において、
(i)前記第2の距離が、前記第1の距離より長いときには、前記第3のレーザパルスのパルス幅を、前記第2のレーザパルスのパルス幅より短くし、
(ii)前記第2の距離が、前記第1の距離より短いときには、前記第3のレーザパルスのパルス幅を、前記第2のレーザパルスのパルス幅より長くし、
(iii)前記第2の距離が、前記第1の距離と等しいときには、前記第3のレーザパルスのパルス幅を、前記第2のレーザパルスのパルス幅と等しくするレーザ加工方法。
【請求項8】
前記工程(c)〜(e)によって、前記第1〜第3の被加工位置に穴を開ける請求項7に記載のレーザ加工方法。
【請求項1】
加工対象物に照射されるレーザパルスを出射するレーザ光源と、
前記レーザ光源から出射されたレーザパルスの、前記加工対象物上における照射位置を移動させる照射位置移動装置と、
前記照射位置移動装置が前記加工対象物上の1つの照射位置から次の照射位置に、レーザパルスの照射位置を移動させる移動時間に応じたパルス幅と周波数でレーザパルスが出射されるように、前記レーザ光源からのレーザパルスの出射を制御する制御装置と
を有するレーザ加工装置。
【請求項2】
前記制御装置は、前記レーザ光源から出射されるレーザパルスのパルスエネルギが一定値から±5%の範囲内におさまるように、前記移動時間に応じて、前記レーザ光源から出射されるレーザパルスのパルス幅と周波数を制御する請求項1に記載のレーザ加工装置。
【請求項3】
前記レーザ光源は、
原レーザパルスを出射するレーザ発振器と、
前記レーザ発振器から出射された原レーザパルスから、加工対象物に照射されるレーザパルスを生成するレーザパルス生成器と
を含む請求項1または2に記載のレーザ加工装置。
【請求項4】
(a)複数の被加工位置が加工順序とともに画定された加工対象物に、該被加工位置の加工順序にしたがった間隔に応じて、該被加工位置に照射するレーザパルスのパルス幅と周波数とを決定する工程と、
(b)前記工程(a)で決定されたパルス幅と周波数とで、レーザパルスを、前記加工対象物の被加工位置に照射する工程と
を有するレーザ加工方法。
【請求項5】
前記工程(a)において、前記被加工位置に照射するレーザパルスのパルスエネルギが一定値から±5%の範囲内におさまるように、レーザパルスのパルス幅と周波数とを決定する請求項4に記載のレーザ加工方法。
【請求項6】
前記工程(b)において、前記加工対象物の被加工位置に穴を開ける請求項4または5に記載のレーザ加工方法。
【請求項7】
(c)第1のレーザパルスを第1の被加工位置に入射させる工程と、
(d)前記第1の被加工位置と第1の距離だけ離れた第2の被加工位置に、前記第1のレーザパルスの次に出射される第2のレーザパルスを入射させる工程と、
(e)前記第2の被加工位置と第2の距離だけ離れた第3の被加工位置に、前記第2のレーザパルスの次に出射される第3のレーザパルスを入射させる工程と
を有し、
前記工程(e)において、
(i)前記第2の距離が、前記第1の距離より長いときには、前記第3のレーザパルスのパルス幅を、前記第2のレーザパルスのパルス幅より短くし、
(ii)前記第2の距離が、前記第1の距離より短いときには、前記第3のレーザパルスのパルス幅を、前記第2のレーザパルスのパルス幅より長くし、
(iii)前記第2の距離が、前記第1の距離と等しいときには、前記第3のレーザパルスのパルス幅を、前記第2のレーザパルスのパルス幅と等しくするレーザ加工方法。
【請求項8】
前記工程(c)〜(e)によって、前記第1〜第3の被加工位置に穴を開ける請求項7に記載のレーザ加工方法。
【図1】



【図2】
【図3】
【図4】
【図5】

【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−45554(P2012−45554A)
【公開日】平成24年3月8日(2012.3.8)
【国際特許分類】
【出願番号】特願2010−187096(P2010−187096)
【出願日】平成22年8月24日(2010.8.24)
【出願人】(000002107)住友重機械工業株式会社 (2,241)
【Fターム(参考)】
【公開日】平成24年3月8日(2012.3.8)
【国際特許分類】
【出願日】平成22年8月24日(2010.8.24)
【出願人】(000002107)住友重機械工業株式会社 (2,241)
【Fターム(参考)】
[ Back to top ]