
レーザ加工装置
【課題】従来のレーザ加工装置は、加工ヘッド本体の重量が重く、高速、高精度な加工が困難である。
【解決手段】この発明に係るレーザ加工装置は、レーザ発振器と、レーザビーム7が伝送される加工ヘッド本体3と、開口8がワーク5に指向した加工ノズル2と、この加工ノズル2に加工ガス6を供給するガス供給装置と、加工ヘッド本体3に設けられ加工ガス6が加工ヘッド本体3の内部に侵入するのを阻止する仕切板21とを備え、加工ヘッド本体3は、レーザビーム7をワーク5に向けて集光させる加工レンズ13を有しているレーザ加工装置であって、加工ヘッド本体3は、加工レンズ13を、レーザビーム7の光軸1に対し垂直な平面内で電磁石による磁気駆動で2軸直線移動させる磁気移動機構4を備えている。
【解決手段】この発明に係るレーザ加工装置は、レーザ発振器と、レーザビーム7が伝送される加工ヘッド本体3と、開口8がワーク5に指向した加工ノズル2と、この加工ノズル2に加工ガス6を供給するガス供給装置と、加工ヘッド本体3に設けられ加工ガス6が加工ヘッド本体3の内部に侵入するのを阻止する仕切板21とを備え、加工ヘッド本体3は、レーザビーム7をワーク5に向けて集光させる加工レンズ13を有しているレーザ加工装置であって、加工ヘッド本体3は、加工レンズ13を、レーザビーム7の光軸1に対し垂直な平面内で電磁石による磁気駆動で2軸直線移動させる磁気移動機構4を備えている。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、加工ヘッドからレーザビームを出射すると同時に加工ガスを噴出し、切断加工を行うレーザ加工装置に関する。
【背景技術】
【0002】
従来の加工ガスを用いたレーザ切断加工では、加工ガスを噴出する加工ノズルの中心と、レーザビームの光軸中心を偏芯させ、レーザビームの光軸を加工ノズルの開口中心より、加工進行方向に片寄らせることで、溶融物の流れ方向、スパッタ付着領域を制御し高品質な切断加工が可能であることが広く知られている。
加工ノズル中心とレーザビームの光軸を偏芯させる方式としては、加工ノズルを駆動装置である2つの駆動モータを用いてレーザビームに直交する平面上を任意の位置へ移動する方法、あるいはレーザビーム光軸を法線とした曲面上を任意の位置へ移動する方法が開示されている(例えば、特許文献1参照)。
また、他の方式として、レーザビーム光軸に対する加工ノズル中心の偏心量を加工するワークの材質、板厚などによって予め設定し、加工ノズルを駆動モータによりハウジングごと回転させることにより、加工方向と偏心方向を維持する方法が開示されている(例えば、特許文献2参照)。
これに対して、ミラー、加工レンズを小型モータを用い、クランク機構により揺動する方法も開示されている(例えば、特許文献3)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特許第3287112号公報(段落[0009]、図1から図4)
【特許文献2】特開平11−90663号公報(段落[0012]から[0015]、図3、図4)
【特許文献3】特開平5−169285号公報(段落[0010]、[0011]、図1から図7)
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上記特許文献1及び2のものによれば、加工ヘッド本体は、加工ガスの圧力が常にかかっており、気密を保ったままで移動するための構造と、ガス圧力に対する耐圧構造が必要であり、加工ヘッド本体の構造が複雑になると共に、重量が増加する問題点があった。
さらに、加工ヘッド本体を走査するレーザ加工装置の場合、加工ヘッド本体の重量が重くなると、加工ヘッド本体の走査機構にも負荷がかかり、走査速度が低下し、走査精度が悪くなる問題点があった。
また、上記特許文献3のものによれば、駆動モータの回転運動を直線運動に変換するためには、ボールネジ、スパーギア(平歯車)、クランク機構等の機械的機構を必要とし、このような機械的送り機構にはバックラッシュ等を避けがたく、そのために位置決め精度に限界があるという問題点があった。
【0005】
この発明は、上記のような問題点を解決することを課題とするものであって、高速に高精度で加工ノズルの開口の中心とレーザビームの光軸を偏芯することができるレーザ加工装置に提供することを目的とするものである。
【課題を解決するための手段】
【0006】
この発明に係るレーザ加工装置は、レーザビームを発振するレーザ発振器と、前記レーザビームがレーザビーム伝送系を介して伝送される加工ヘッド本体と、この加工ヘッド本体の端部に取付けられ開口がワークに指向した加工ノズルと、この加工ノズルに前記加工ガスを供給するガス供給装置と、前記加工ノズルまたは前記加工ヘッド本体に設けられ前記加工ガスが加工ノズルを通じて前記加工ヘッド本体の内部に侵入するのを阻止する仕切板とを備え、前記加工ヘッド本体は、前記レーザビームを前記ワークに向けて集光させる加工レンズを有しているレーザ加工装置であって、
前記加工ヘッド本体は、前記加工レンズを、前記レーザビームの光軸に対し垂直な平面内で電磁石による磁気駆動で2軸直線移動させる磁気移動機構を備えている。
【0007】
また、この発明に係るレーザ加工装置は、レーザビームを発振するレーザ発振器と、前記レーザビームがレーザビーム伝送系を介して伝送される加工ヘッド本体と、この加工ヘッド本体の端部に取付けられ開口がワークに指向した加工ノズルと、この加工ノズルに前記加工ガスを供給するガス供給装置と、前記加工ノズルまたは前記加工ヘッド本体に設けられ前記加工ガスが加工ノズルを通じて前記加工ヘッド本体の内部に侵入するのを阻止する仕切板とを備え、前記加工ヘッド本体は、前記レーザビームを前記ワークに向けて集光させる加工レンズを有しているレーザ加工装置であって、
前記加工ヘッド本体は、前記加工レンズを、前記レーザビームの光軸に対し垂直な曲面内で電磁石による磁気駆動で2軸曲線移動させる磁気移動機構を備えている。
【発明の効果】
【0008】
この発明に係るレーザ加工装置によれば、仕切板により加工ガスが加工ヘッド本体の内部に侵入するのが阻止されているので、加工ヘッド本体は、加工ガスに対する気密及び耐圧構造を必要とせず、構造を簡略化することができるとともに軽量化を図ることができる。
また、加工レンズは、機械的送り機構ではなく小型化が可能な磁気移動機構により2軸直線移動または2軸曲線移動するので、加工ヘッド本体は、小型化させる。
また、加工レンズは、電磁石に流れる電流により生じた磁気吸引力で、高速で移動し、かつ高精度で位置決めされる。
【図面の簡単な説明】
【0009】
【図1】この発明の実施の形態1によるレーザ加工装置を示すブロック図である。
【図2】図1の加工ヘッド本体、加工ノズル及びワークの使用態様を示す断面図である。
【図3】図1の加工ヘッド本体、加工ノズル及びワークの別の使用態様を示す断面図ある。
【図4】図2の磁気移動機構を示す構成図である。
【図5】図2の磁気移動機構の一使用態様を示す構成図である。
【図6】この発明の実施の形態2によるレーザ加工装置の磁気移動機構を示す構成図である。
【図7】図7(a)は、この発明の実施の形態3によるレーザ加工装置の磁気移動機構4Bを示す構成図、図7(b)は、図7(a)のA-A’線に沿った断面図、図7(c)は、図7(a)のB-B’線に沿った断面図である。
【図8】図8(a)は、この発明の実施の形態4によるレーザ加工装置の磁気移動機構を示す構成図、図8(b)は、図8(a)のA-A’線に沿った断面図、図8(c)は、図8(a)のB-B’線に沿った断面図である。
【図9】図9(a)〜図9(c)はこの発明の実施の形態4によるレーザ加工装置の加工レンズ移動時の各模式図である。
【図10】この発明の実施の形態4のy方向移動用板ばねの変形例を示す図である。
【図11】この発明の実施の形態5によるレーザ加工装置を示すブロック図である。
【発明を実施するための形態】
【0010】
以下、この発明の各実施の形態について図に基づいて説明するが、各図において同一または相当部材、部位については同一符号を付して説明する。
【0011】
実施の形態1.
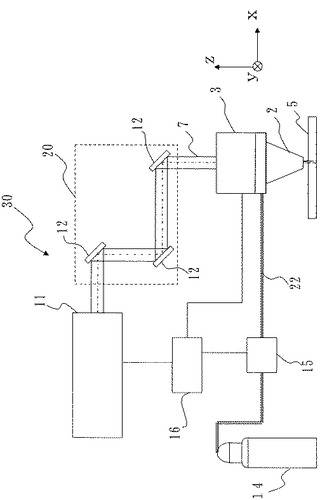
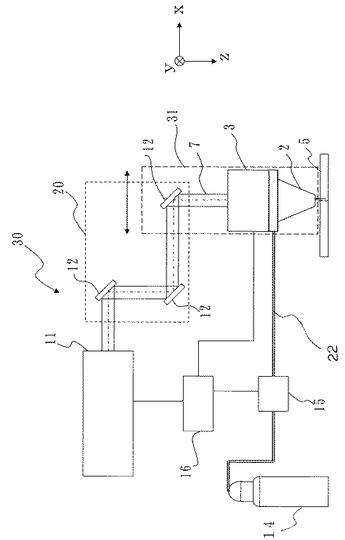
図1はこの発明の実施の形態1によるレーザ加工装置を示すブロック図である。
なお、各図において、切断加工を行う面は、xy平面で、それに垂直な方向をz軸と定義する。
このレーザ加工装置30は、レーザビーム7を発振するレーザ発振器11と、レーザビーム7を加工ヘッド本体3内に複数のミラー12を介して伝送するレーザビーム伝送系20と、この加工ヘッド本体3に取付けられた加工ノズル2と、この加工ノズル2に加工ガス6を供給するガス供給装置と、ワーク5の種類、加工条件に基づいて、加工ガス6の供給量、レーザ発振器11のビーム出力、加工ヘッド本体3の駆動をそれぞれ制御する制御装置16とを備えている。
ここで、ワーク5は金属、樹脂、セラミック、ガラス、結晶等、様々な材料が対象である。特にワーク5が金属である場合、加工ガス6により、金属の酸化熱を発生し切断をより高速に行うことができる。
【0012】
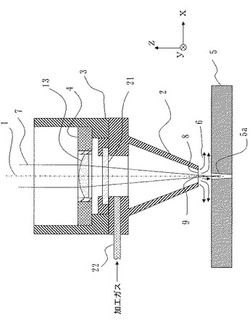
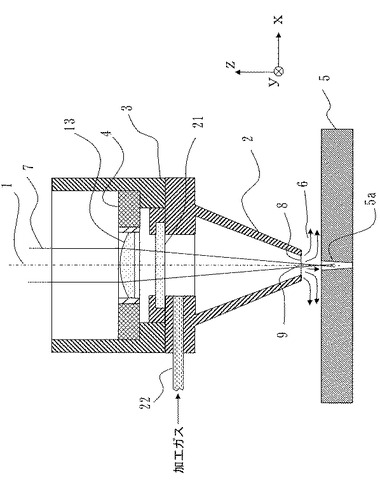
図2は、図1の加工ヘッド本体3、加工ノズル2及びワーク5の断面図であり、ピアッシング時(切断加工の開始位置に貫通穴を開ける加工)の詳細構成を示している。
加工ヘッド本体3は、内部の中心軸線上に配置された円形の加工レンズ13と、この加工レンズ13を囲い周縁部を保持した加工レンズ保持機構17と、この加工レンズ保持機構17の周囲に設けられ加工レンズ13をレーザビーム7の光軸1に対して垂直な平面内で2軸直線移動させる磁気移動機構4と、加工レンズ13に対向して設けられ、加工ガス6が加工ノズル2を通じて加工ヘッド本体3の内部に侵入するのを阻止する仕切板21とを備えている。
加工ノズル2は、加工ガス導入パイプ22の先端部が内部に臨んでおり、先端にワーク5に対向した開口が形成されている。
ガス供給装置は、例えば、酸素(O2)ガスや窒素(N2)ガスを収容したガスボンベ14と、このガスボンベ14と加工ノズル2とを接続した加工ガス導入パイプ22と、この加工ガス導入パイプ22に取付けられ加工ガス6の供給量を調整するガスバルブ15とを備えている。
なお、ガスボンベ14の代わりに高圧空気を供給するコンプレッサを用いてもよい。
制御装置16は、ガスバルブ15、レーザ発振器11及び磁気移動機構4とそれぞれ接続され、ワークの種類、加工条件に基づいて、加工ガス6の供給量、レーザ発振器11のビーム出力、及び加工レンズ13の位置を制御する。
【0013】
このレーザ加工装置30は、レーザ発振器11から発振したレーザビーム7は、レーザビーム伝送系20を介して加工ヘッド本体3内に導かれ、この加工ヘッド本体3では加工レンズ13により集光され加工ノズル2の先端の開口8を通じてワーク5に照射される。 図2に示されたレーザ加工装置30は、ピアッシング加工時であるため、ワーク5は静止しており、レーザビーム7の光軸1は、加工レンズ13の中心及び加工ノズル2の開口8の開口中心9と一致している。
一方、加工ガス6は、加工ガス導入パイプ22から加工ノズル2に導入され、加工ノズル2の開口8からワーク5に噴出される。ワーク5では、レーザビーム7と加工ガス6により材料が加熱、溶融され、吹き飛ばされる。この動作により、ピアッシング穴5aが形成され、切断の開始位置となる貫通穴が形成される。
【0014】
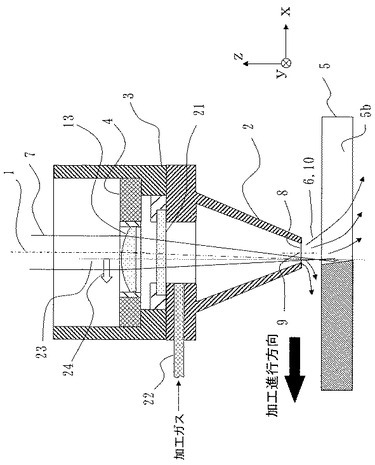
図3は、図1の加工ヘッド本体3、加工ノズル2及びワーク5の断面図であり、切断加工時の詳細を示すものである。
ワーク5においてレーザビーム7が走査した部分に切断溝5bが形成されて、切断加工が行われる。
ここで、加工レンズ13が磁気移動機構4により、光軸1に対して加工レンズ中心軸23を符号24の方向に移動すると、レーザビーム7は、加工レンズ中心軸23の方向に曲げられ、加工レンズ中心軸23上で集光される。レーザビーム7が曲げられたことで、レーザビーム7の加工ノズル2の開口8での位置は、開口中心9から離れた位置になる。
例えば、図3に示すように、開口中心9に対して、レーザビーム7の位置を加工進行方向に偏心させた場合、切断溝5bが形成された後においては加工ガス6と溶融物10が切断溝5bに沿ってスムーズに流れる。
ここで、磁気移動機構4は、2軸直線移動を行う機構の組み合わせになっており、ワーク5の種類、加工条件に基づいて、任意の位置に制御される。
ここで、レーザビーム7の偏心量は、ワーク5の加工材料、厚み、加工ガス6の種類、吹き付け量、加工速度、レーザビーム7の強度等のパラメータによって選択される。
【0015】
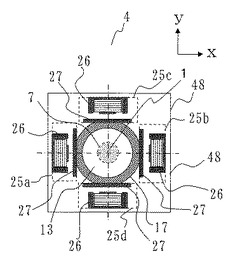
図4は、図2の磁気移動機構4を示す構成図である。
加工レンズ13を保持した加工レンズ保持機構17には、第1のアクチュエータ25a、第2のアクチュエータ25b、第3のアクチュエータ25c及び第4のアクチュエータ25dが4方向から取り付けられている。
第1のアクチュエータ25aと、この第1のアクチュエータ25aに対向して設けられた第2のアクチュエータ25bとが、加工レンズ13をx方向に移動させる。
第3のアクチュエータ25cと、この第3のアクチュエータ25cに対向して設けられた第4のアクチュエータ25dとが、加工レンズ13をy方向に移動させる。
第1のアクチュエータ25a〜第4のアクチュエータ25dは、それぞれ四角形状の固定台48に固定された電磁石26と、各電磁石26に対向して加工レンズ保持機構17に固定された磁性体ターゲット27とから構成されている。
図4では、図2に示すように、加工レンズ13の光軸1がレーザビーム7の中心を通過するように、制御装置16がそれぞれの第1のアクチュエータ25a〜第4のアクチュエータ25dの各電磁石26に流れる電流を制御している。
【0016】
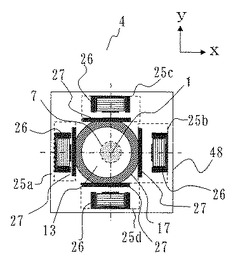
一方、図5では、図3に示すように、光軸1から加工レンズ中心軸23を偏心させた状態を示す。
ここでは、第1のアクチュエータ25aの電磁石26に流れる電流を大きくして、磁性体ターゲット27を電磁石26に引き寄せることで磁性体ターゲット27と一体の加工レンズ保持機構17をxマイナス側に引き寄せることで、加工レンズ13をxマイナス方向に移動させている。
この例は一例であり、各第1のアクチュエータ25a〜第4のアクチュエータ25dの各電磁石26に流れる電流値を変えることで、電磁石26と磁性体ターゲット27とが接触しない範囲で加工レンズ保持機構17をxy平面の任意の位置に移動させることができる、即ち加工レンズ13をxy平面の任意の位置に移動させることができる。
【0017】
この実施の形態1のレーザ加工装置30によれば、仕切板21により加工ガス6が加工ヘッド本体3の内部に侵入するのが阻止されているので、加工ヘッド本体3は、加工ガス6に対する気密及び耐圧構造を必要とせず、構造を簡略化することができるとともに軽量化を図ることができる。
また、加工レンズ13は、機械的送り機構ではなく小型化が可能な磁気移動機構4により2軸直線移動するので、加工ヘッド本体3は、小型化させる。
また、加工レンズ13は、電磁石26に流れる電流により生じた磁気吸引力で、高速で移動し、かつ高精度で位置決めされる。
従って、加工ノズル2の中心とレーザビーム7の光軸1とを高速度、高精度で偏芯させ、レーザビーム7の光軸1を加工ノズル2の開口中心9より加工進行方向に偏らせることで、加工ガス6と溶融物10が切断溝5bに沿ってスムーズに流れることを可能とし、高品質の切断加工を行うことができる。
【0018】
実施の形態2.
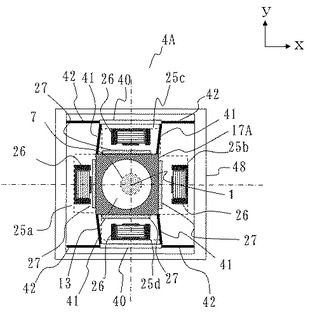
図6は、この発明の実施の形態2におけるレーザ加工装置30の磁気移動機構4Aを示す構成図である。
この発明の実施の形態2では、四角形状の加工レンズ保持機構17Aの四隅のそれぞれに第1板のばね41の一端部が接続されている。図6において上下方向に延びた各第1の板ばね41の他端部には、第1の板ばね41に対してほぼ直角で外側方向に延びた第2の板ばね42の一端部が接続されている。対向した、第1の板ばね41と第2の板ばね42との接続部位間は、保持部材40で接続されている。第2の板ばね42の他端部は固定台48に接続されている。
板ばね41,42は、z方向に幅広で、x方向またはy方向に肉薄であり、加工レンズ保持機構17Aは、z方向への動きが規制され、レーザビーム7の光軸1に垂直なxy平面内を移動することができる。
第1支持板ばね41は、例えばステンレス、リン青銅、ベリリウム銅などのばね鋼材の薄板を矩形平板に打ち抜いて作製されている。第2支持板ばね42は、第1支持板ばね41と同じ材料を用い、同じ形状に作製されている。
また、保持部材40は、例えばアルミニウムなどの厚い板材を矩形平板に成形して作製されている。
なお、第1の板ばね41、第2の板ばね42及び保持部材40により、加工レンズ13が光軸1の方向であるz方向に移動するのを規制する弾性ヒンジを構成している。
他の構成は、実施の形態1のレーザ加工装置30と同じである。
【0019】
図6では、加工レンズ13がxマイナス方向に移動している状態を示す。
この状態のときには、第1のアクチュエータ25a及び第2のアクチュエータ25bの電磁石26に流れる電流を制御装置16からの信号により制御し、第1の板ばね41がxy平面内で曲げられ、アクチュエータ25a,25bの電磁力と第1の板ばね41の弾性力との釣り合った位置で加工レンズ保持機構17Aの位置が保持されている。
また、加工レンズ13をy方向に移動するには、第3のアクチュエータ25c、第4のアクチュエータ25dの電磁石26に流れる電流を制御装置16からの信号により制御し、両端部が保持部材40と固定台48とにそれぞれ固定された4枚の第2の板ばね42がxy平面内で曲げられ、アクチュエータ25c,25dの電磁力と第2の板ばね42の弾性力との釣り合った位置で加工レンズ保持機構17Aの位置が保持されている。
【0020】
この実施の形態によるレーザ加工装置30によれば、実施の形態1のレーザ加工装置30と同様の効果を得ることができるとともに、磁気移動機構4Aは、加工レンズ13が光軸1の方向であるz方向に移動するのを規制する弾性ヒンジを備えたので、実施の形態1のレーザ加工装置30と比較して、加工レンズ13とワーク5との間の距離をより確実に一定に確保することができる。
【0021】
実施の形態3.
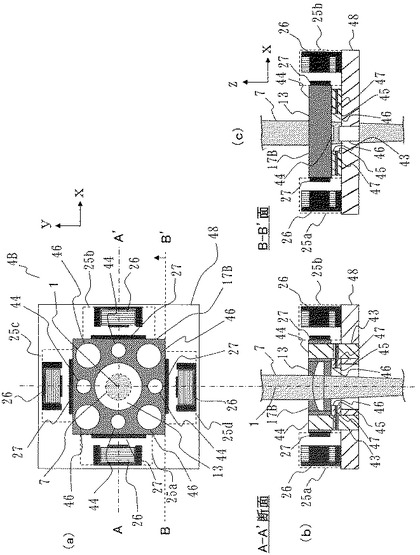
図7(a)は、この発明の実施の形態3によるレーザ加工装置30の磁気移動機構4Bを示す構成図、図7(b)は、図7(a)のA-A’線に沿った断面図、図7(c)は、図7(a)のB-B’線に沿った断面図であり、図7(a)では、加工レンズ13の中心がレーザビーム7の光軸1と一致している状態を示す。
この発明の実施の形態では、加工レンズ保持機構17Bに、各電磁石26に対向した部位にプリロード用磁性体ターゲット44がそれぞれ埋設されている。また四角形状の加工レンズ保持機構17Bには、各隅部に磁性流体用磁性体ターゲット46がそれぞれ埋設されている。
固定台48には、プリロード用磁性体ターゲット44と対向してプリロード用電磁石43が埋設されており、また磁性流体用磁性体ターゲット46と対向して磁性流体用電磁石45が埋設されている。磁性流体用磁性体ターゲット46と磁性流体用電磁石45の間には、磁性流体47が挟み込まれている。
磁性流体用磁性体ターゲット46及び磁性流体用電磁石45は、磁性流体47の流出を防ぐための磁場を形成する。
また、プリロード用磁性体ターゲット44と磁性流体用電磁石45は、加工レンズ保持機構17を固定台48に対しz方向に一定の距離に保つための磁力を発生する。
【0022】
なお、ここでは、磁場により保持でき、2次元静圧案内として、2次元のシール材を必要としない磁性流体47を静圧案内に用いた構成について示したが、水、油、空気等の他の材料を用いた静圧案内でもよい。
ここで、プリロード用電磁石43,プリロード用磁性体ターゲット44、磁性流体用電磁石45及び磁性流体用磁性体ターゲット46及び磁性流体47により、静圧案内手段を構成しており、この静圧案内手段により、加工レンズ13が光軸1の方向に移動するのを静圧案内で規制している。
他の構成は、実施の形態1のレーザ加工装置30と同じである。
【0023】
この実施の形態によるレーザ加工装置30では、実施の形態1のレーザ加工装置30と同様の効果を得ることができるとともに、磁気移動機構4Bは、加工レンズ13が光軸1の方向であるz方向に移動するのを規制する静圧案内手段を備えたので、実施の形態1のレーザ加工装置30と比較して、加工レンズ13とワーク5との間の距離をより確実に一定に確保することができる。
【0024】
実施の形態4.
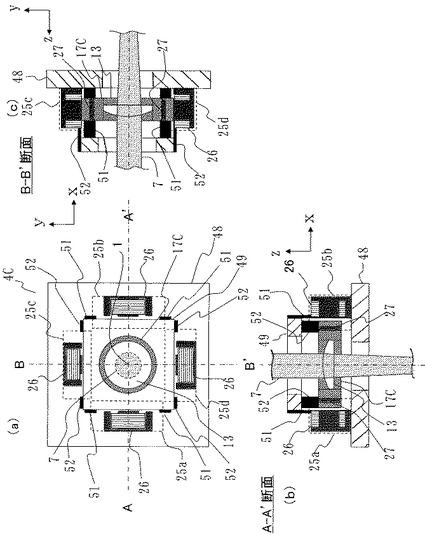
図8(a)は、この発明の実施の形態4によるレーザ加工装置30の磁気移動機構4Cを示す構成図、図8(b)は、図8(a)のA-A’線に沿った断面図、図8(c)は、図8(a)のB-B’線に沿った断面図であり、図8(a)では、加工レンズ13の中心がレーザビーム7の光軸1と一致している状態を示す。
この発明の実施の形態では、4枚のx方向移動用板ばね51は、それぞれ下端部が固定台48に固定され、上端部が四角形状の中間板49のx方向の隅部に固定されている。
また、4枚のy方向移動用板ばね52は、それぞれ下端部が加工レンズ保持機構17Cのy方向の隅部に、上端部が四角形状の中間板49のy方向の隅部に固定されている。
ここで、x、y方向移動用の板ばね51,52は、例えばステンレス、リン青銅、ベリリウム銅などのばね鋼材の薄板を矩形平板に打ち抜いて作製されている。
また、電磁石26と対向した磁性体ターゲット27は、加工レンズ保持機構17Cに埋設されている。
他の構成は、実施の形態1のレーザ加工装置30と同じである。
【0025】
このレーザ加工装置30では、第1のアクチュエータ25a及び第2のアクチュエータ25bの各電磁石26に電流を流すことで、電磁石26は磁性体ターゲット27を吸引し、加工レンズ保持機構17Cは、x方向に移動する。この移動の際には、y方向移動用板ばね52、中間板49もx方向に移動し、またx方向移動用板ばね51は弾性変形する。
また、第3のアクチュエータ25c及び第4のアクチュエータ25dの各電磁石26に電流を流すことで、電磁石26は磁性体ターゲット27を吸引し、加工レンズ保持機構17Cは、y方向に移動する。この移動の際には、x方向移動用板ばね51、中間板49もy方向に移動し、またy方向移動用板ばね52は弾性変形する。
【0026】
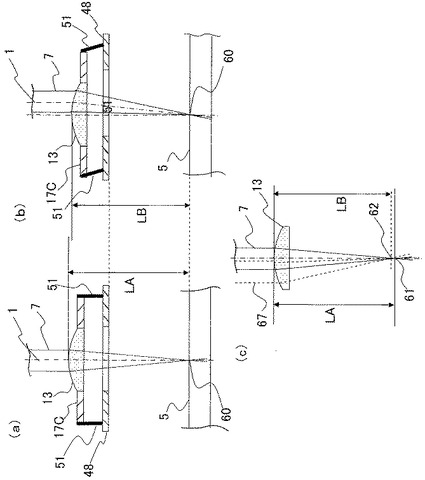
図9(a)は、実施の形態4による磁気移動機構4Cにおいて、加工レンズ13の中心とレーザビーム7の光軸1とが一致しているときを示す模式図である。
このときは、x方向移動用板ばね51が直立しており、加工レンズ13とワーク5との距離LAは最大となる。
一方、図9(b)に示すように、x方向移動用板ばね51の長さが変わらないことから、加工レンズ13の中心がレーザビーム7の光軸1から離れることに連動してx方向移動用板ばね51は傾き、加工レンズ13は、固定台48に若干接近し、結果としてワーク5との距離LBが短くなる。これにより、ワーク5におけるレーザビーム7の焦点位置60が変化する。
なお、y方向移動用板ばね52についても、x方向移動用板ばね51と同様の挙動であり、加工レンズ13は、ワーク5との距離LBが短くなり、ワーク5におけるレーザビーム7の焦点位置60が変化する。
【0027】
通常、加工レンズ13のx方向、y方向の移動量は、加工ノズル2の開口8の大きさよりも小さく、1mm程度以下であり、ワーク5における焦点位置60の変化量は数十μm以下になり、実際のワーク5の加工には影響を及ぼさない。
しかし、高精度な緻密なワーク5の加工が必要な場合には、焦点位置60の変化が、ワーク5の加工結果に影響を与える場合がある。
【0028】
ところで、図9(c)に示すように、加工レンズ13の中心をレーザビーム7が通過したとときの第1の焦点位置61に対し、加工レンズ13の中心に対して偏心してレーザビーム67を通過させることで第2の焦点位置62を短くさせることができる。
従って、ワーク5における焦点位置60の変化による影響がある場合には、加工レンズ13がワーク5に対して接近する方向に若干移動しても、ワーク5における焦点位置60が変化しないような加工レンズ13を設計するようにすればよい。
即ち、通常の球面単レンズにおいては、レンズ中心の光に対し外周の光の焦点位置が短いという特性(球面収差)があり、この収差を利用して、加工レンズ13の形状あるいはレンズの組み合わせを選べばよい。
【0029】
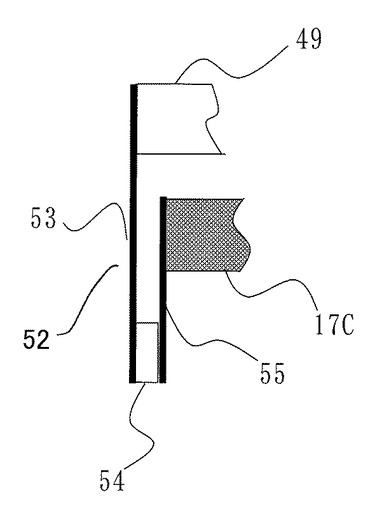
図10は、この発明の実施の形態4におけるy方向移動用板ばね52の変形例を示す図である。
このy方向移動用板ばね52は、一端部が中間板49に接続された第1の板ばね部位53、一端部が加工レンズ保持機構17Cに接続された第2の板ばね部位55、及び第1の板ばね部位53の他端部と第2の板ばね部位55の他端部とを結合した結合部材54で構成された折り返しばね構造である。
図8に示されたy方向移動用板ばね52は、一端部が中間板49に接続され、他端部が加工レンズ保持機構17Cに接続されており、y方向移動用板ばね52の全長は、固定台48から垂直方向に延びたx方向移動用板ばね51と比較して短い。
加工レンズ保持機構17Cがy方向に移動する場合、y方向移動用板ばね52は、y方向に弾性変形するが、折り返し構造のy方向移動用板ばね52では、第1の板ばね部位53及び第2の板ばね部位55が弾性変形し、y方向の弾性変形量を大きくすることができる。
従って、折り返し構造のy方向移動用板ばね52を採用し、併せて直線状のx方向移動用板ばね51の全長を短くすることで、z方向に短い磁気移動機構4Cを実現することができる。
【0030】
実施の形態5.
図11は、この発明の実施の形態5によるレーザ加工装置30を示すブロック図である。
この発明の実施の形態では、レーザ加工装置30のレーザビーム伝送系20のレーザ経路の一部を伸縮可能とし、加工ヘッド本体3及び加工ノズル2で移動体31を構成し、この移動体31をワーク5に対して平行な方向、または光軸1に対して垂直な方向に移動させながらワーク5の加工を行うものである。
他の構成は、実施の形態1のレーザ加工装置30と同様である。
【0031】
この発明の実施の形態5によるレーザ加工装置30では、加工ヘッド本体3には、実施の形態1の磁気移動機構4が加工ヘッド本体3に組み込まれており、加工レンズ13を移動させるのに、ボールネジ、スパーギア(平歯車)、クランク機構等の機械的機構を採用するのではなく、磁気移動機構4Cを用いて直接移動しており、移動体31の加減速時にもバックラッシュ等の機械的な遅延の発生が抑えられ、高速で、高精度なワーク5の加工が可能になる。
なお、加工ヘッド本体3に、実施の形態2の磁気移動機構4A、実施の形態3の磁気移動機構4B、実施の形態4の磁気移動機構4Cを組み入れても同様に、高速で、高精度なワーク5の加工が可能なレーザ加工装置30を得ることができる。
【0032】
なお、上記各実施の形態1〜5のレーザ加工装置30は、仕切板21は加工ヘッド本体3に設けられているが、加工ノズルに仕切板を設けるようにしてもよい。
【符号の説明】
【0033】
1 光軸、2 加工ノズル、3 加工ヘッド本体、4,4A,4B,4C 磁気移動機構、5 ワーク、5a ピアッシング穴、5b 切断溝、6 加工ガス、7 レーザビーム、8 開口、9 開口中心、10 溶融物、11 レーザ発振器、12 ミラー、13 加工レンズ、14 ガス供給装置、15 ガスバルブ、16 制御装置、17,17A,17B,17C 加工レンズ保持機構、20 レーザビーム伝送系、21 仕切板、22 加工ガス導入パイプ、23 加工レンズ中心軸、24 加工レンズ移動方向、25a 第1のアクチュエータ、25b 第2のアクチュエータ、25c 第3のアクチュエータ、25d 第4のアクチュエータ、26 電磁石、27 磁性体ターゲット、30 レーザ加工装置、31 移動体、40 保持部材、41 第1の板ばね、42 第2の板ばね、43 プリロード用電磁石、44 プリロード用磁性体ターゲット、45 磁性流体用電磁石、46 磁性流体用磁性体ターゲット、47 磁性流体、48 固定台、49 中間板、51 x方向板ばね、52 y方向板ばね、52 y方向移動用板ばね、53 第1の板ばね部位、54 結合部材、55 第2の板ばね部位、60 集光位置、61 第1の集光位置、62 第2の集光位置、67 レーザビーム、LA 加工レンズとワークとの距離、LB 加工レンズとワークとの距離。
【技術分野】
【0001】
この発明は、加工ヘッドからレーザビームを出射すると同時に加工ガスを噴出し、切断加工を行うレーザ加工装置に関する。
【背景技術】
【0002】
従来の加工ガスを用いたレーザ切断加工では、加工ガスを噴出する加工ノズルの中心と、レーザビームの光軸中心を偏芯させ、レーザビームの光軸を加工ノズルの開口中心より、加工進行方向に片寄らせることで、溶融物の流れ方向、スパッタ付着領域を制御し高品質な切断加工が可能であることが広く知られている。
加工ノズル中心とレーザビームの光軸を偏芯させる方式としては、加工ノズルを駆動装置である2つの駆動モータを用いてレーザビームに直交する平面上を任意の位置へ移動する方法、あるいはレーザビーム光軸を法線とした曲面上を任意の位置へ移動する方法が開示されている(例えば、特許文献1参照)。
また、他の方式として、レーザビーム光軸に対する加工ノズル中心の偏心量を加工するワークの材質、板厚などによって予め設定し、加工ノズルを駆動モータによりハウジングごと回転させることにより、加工方向と偏心方向を維持する方法が開示されている(例えば、特許文献2参照)。
これに対して、ミラー、加工レンズを小型モータを用い、クランク機構により揺動する方法も開示されている(例えば、特許文献3)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特許第3287112号公報(段落[0009]、図1から図4)
【特許文献2】特開平11−90663号公報(段落[0012]から[0015]、図3、図4)
【特許文献3】特開平5−169285号公報(段落[0010]、[0011]、図1から図7)
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上記特許文献1及び2のものによれば、加工ヘッド本体は、加工ガスの圧力が常にかかっており、気密を保ったままで移動するための構造と、ガス圧力に対する耐圧構造が必要であり、加工ヘッド本体の構造が複雑になると共に、重量が増加する問題点があった。
さらに、加工ヘッド本体を走査するレーザ加工装置の場合、加工ヘッド本体の重量が重くなると、加工ヘッド本体の走査機構にも負荷がかかり、走査速度が低下し、走査精度が悪くなる問題点があった。
また、上記特許文献3のものによれば、駆動モータの回転運動を直線運動に変換するためには、ボールネジ、スパーギア(平歯車)、クランク機構等の機械的機構を必要とし、このような機械的送り機構にはバックラッシュ等を避けがたく、そのために位置決め精度に限界があるという問題点があった。
【0005】
この発明は、上記のような問題点を解決することを課題とするものであって、高速に高精度で加工ノズルの開口の中心とレーザビームの光軸を偏芯することができるレーザ加工装置に提供することを目的とするものである。
【課題を解決するための手段】
【0006】
この発明に係るレーザ加工装置は、レーザビームを発振するレーザ発振器と、前記レーザビームがレーザビーム伝送系を介して伝送される加工ヘッド本体と、この加工ヘッド本体の端部に取付けられ開口がワークに指向した加工ノズルと、この加工ノズルに前記加工ガスを供給するガス供給装置と、前記加工ノズルまたは前記加工ヘッド本体に設けられ前記加工ガスが加工ノズルを通じて前記加工ヘッド本体の内部に侵入するのを阻止する仕切板とを備え、前記加工ヘッド本体は、前記レーザビームを前記ワークに向けて集光させる加工レンズを有しているレーザ加工装置であって、
前記加工ヘッド本体は、前記加工レンズを、前記レーザビームの光軸に対し垂直な平面内で電磁石による磁気駆動で2軸直線移動させる磁気移動機構を備えている。
【0007】
また、この発明に係るレーザ加工装置は、レーザビームを発振するレーザ発振器と、前記レーザビームがレーザビーム伝送系を介して伝送される加工ヘッド本体と、この加工ヘッド本体の端部に取付けられ開口がワークに指向した加工ノズルと、この加工ノズルに前記加工ガスを供給するガス供給装置と、前記加工ノズルまたは前記加工ヘッド本体に設けられ前記加工ガスが加工ノズルを通じて前記加工ヘッド本体の内部に侵入するのを阻止する仕切板とを備え、前記加工ヘッド本体は、前記レーザビームを前記ワークに向けて集光させる加工レンズを有しているレーザ加工装置であって、
前記加工ヘッド本体は、前記加工レンズを、前記レーザビームの光軸に対し垂直な曲面内で電磁石による磁気駆動で2軸曲線移動させる磁気移動機構を備えている。
【発明の効果】
【0008】
この発明に係るレーザ加工装置によれば、仕切板により加工ガスが加工ヘッド本体の内部に侵入するのが阻止されているので、加工ヘッド本体は、加工ガスに対する気密及び耐圧構造を必要とせず、構造を簡略化することができるとともに軽量化を図ることができる。
また、加工レンズは、機械的送り機構ではなく小型化が可能な磁気移動機構により2軸直線移動または2軸曲線移動するので、加工ヘッド本体は、小型化させる。
また、加工レンズは、電磁石に流れる電流により生じた磁気吸引力で、高速で移動し、かつ高精度で位置決めされる。
【図面の簡単な説明】
【0009】
【図1】この発明の実施の形態1によるレーザ加工装置を示すブロック図である。
【図2】図1の加工ヘッド本体、加工ノズル及びワークの使用態様を示す断面図である。
【図3】図1の加工ヘッド本体、加工ノズル及びワークの別の使用態様を示す断面図ある。
【図4】図2の磁気移動機構を示す構成図である。
【図5】図2の磁気移動機構の一使用態様を示す構成図である。
【図6】この発明の実施の形態2によるレーザ加工装置の磁気移動機構を示す構成図である。
【図7】図7(a)は、この発明の実施の形態3によるレーザ加工装置の磁気移動機構4Bを示す構成図、図7(b)は、図7(a)のA-A’線に沿った断面図、図7(c)は、図7(a)のB-B’線に沿った断面図である。
【図8】図8(a)は、この発明の実施の形態4によるレーザ加工装置の磁気移動機構を示す構成図、図8(b)は、図8(a)のA-A’線に沿った断面図、図8(c)は、図8(a)のB-B’線に沿った断面図である。
【図9】図9(a)〜図9(c)はこの発明の実施の形態4によるレーザ加工装置の加工レンズ移動時の各模式図である。
【図10】この発明の実施の形態4のy方向移動用板ばねの変形例を示す図である。
【図11】この発明の実施の形態5によるレーザ加工装置を示すブロック図である。
【発明を実施するための形態】
【0010】
以下、この発明の各実施の形態について図に基づいて説明するが、各図において同一または相当部材、部位については同一符号を付して説明する。
【0011】
実施の形態1.
図1はこの発明の実施の形態1によるレーザ加工装置を示すブロック図である。
なお、各図において、切断加工を行う面は、xy平面で、それに垂直な方向をz軸と定義する。
このレーザ加工装置30は、レーザビーム7を発振するレーザ発振器11と、レーザビーム7を加工ヘッド本体3内に複数のミラー12を介して伝送するレーザビーム伝送系20と、この加工ヘッド本体3に取付けられた加工ノズル2と、この加工ノズル2に加工ガス6を供給するガス供給装置と、ワーク5の種類、加工条件に基づいて、加工ガス6の供給量、レーザ発振器11のビーム出力、加工ヘッド本体3の駆動をそれぞれ制御する制御装置16とを備えている。
ここで、ワーク5は金属、樹脂、セラミック、ガラス、結晶等、様々な材料が対象である。特にワーク5が金属である場合、加工ガス6により、金属の酸化熱を発生し切断をより高速に行うことができる。
【0012】
図2は、図1の加工ヘッド本体3、加工ノズル2及びワーク5の断面図であり、ピアッシング時(切断加工の開始位置に貫通穴を開ける加工)の詳細構成を示している。
加工ヘッド本体3は、内部の中心軸線上に配置された円形の加工レンズ13と、この加工レンズ13を囲い周縁部を保持した加工レンズ保持機構17と、この加工レンズ保持機構17の周囲に設けられ加工レンズ13をレーザビーム7の光軸1に対して垂直な平面内で2軸直線移動させる磁気移動機構4と、加工レンズ13に対向して設けられ、加工ガス6が加工ノズル2を通じて加工ヘッド本体3の内部に侵入するのを阻止する仕切板21とを備えている。
加工ノズル2は、加工ガス導入パイプ22の先端部が内部に臨んでおり、先端にワーク5に対向した開口が形成されている。
ガス供給装置は、例えば、酸素(O2)ガスや窒素(N2)ガスを収容したガスボンベ14と、このガスボンベ14と加工ノズル2とを接続した加工ガス導入パイプ22と、この加工ガス導入パイプ22に取付けられ加工ガス6の供給量を調整するガスバルブ15とを備えている。
なお、ガスボンベ14の代わりに高圧空気を供給するコンプレッサを用いてもよい。
制御装置16は、ガスバルブ15、レーザ発振器11及び磁気移動機構4とそれぞれ接続され、ワークの種類、加工条件に基づいて、加工ガス6の供給量、レーザ発振器11のビーム出力、及び加工レンズ13の位置を制御する。
【0013】
このレーザ加工装置30は、レーザ発振器11から発振したレーザビーム7は、レーザビーム伝送系20を介して加工ヘッド本体3内に導かれ、この加工ヘッド本体3では加工レンズ13により集光され加工ノズル2の先端の開口8を通じてワーク5に照射される。 図2に示されたレーザ加工装置30は、ピアッシング加工時であるため、ワーク5は静止しており、レーザビーム7の光軸1は、加工レンズ13の中心及び加工ノズル2の開口8の開口中心9と一致している。
一方、加工ガス6は、加工ガス導入パイプ22から加工ノズル2に導入され、加工ノズル2の開口8からワーク5に噴出される。ワーク5では、レーザビーム7と加工ガス6により材料が加熱、溶融され、吹き飛ばされる。この動作により、ピアッシング穴5aが形成され、切断の開始位置となる貫通穴が形成される。
【0014】
図3は、図1の加工ヘッド本体3、加工ノズル2及びワーク5の断面図であり、切断加工時の詳細を示すものである。
ワーク5においてレーザビーム7が走査した部分に切断溝5bが形成されて、切断加工が行われる。
ここで、加工レンズ13が磁気移動機構4により、光軸1に対して加工レンズ中心軸23を符号24の方向に移動すると、レーザビーム7は、加工レンズ中心軸23の方向に曲げられ、加工レンズ中心軸23上で集光される。レーザビーム7が曲げられたことで、レーザビーム7の加工ノズル2の開口8での位置は、開口中心9から離れた位置になる。
例えば、図3に示すように、開口中心9に対して、レーザビーム7の位置を加工進行方向に偏心させた場合、切断溝5bが形成された後においては加工ガス6と溶融物10が切断溝5bに沿ってスムーズに流れる。
ここで、磁気移動機構4は、2軸直線移動を行う機構の組み合わせになっており、ワーク5の種類、加工条件に基づいて、任意の位置に制御される。
ここで、レーザビーム7の偏心量は、ワーク5の加工材料、厚み、加工ガス6の種類、吹き付け量、加工速度、レーザビーム7の強度等のパラメータによって選択される。
【0015】
図4は、図2の磁気移動機構4を示す構成図である。
加工レンズ13を保持した加工レンズ保持機構17には、第1のアクチュエータ25a、第2のアクチュエータ25b、第3のアクチュエータ25c及び第4のアクチュエータ25dが4方向から取り付けられている。
第1のアクチュエータ25aと、この第1のアクチュエータ25aに対向して設けられた第2のアクチュエータ25bとが、加工レンズ13をx方向に移動させる。
第3のアクチュエータ25cと、この第3のアクチュエータ25cに対向して設けられた第4のアクチュエータ25dとが、加工レンズ13をy方向に移動させる。
第1のアクチュエータ25a〜第4のアクチュエータ25dは、それぞれ四角形状の固定台48に固定された電磁石26と、各電磁石26に対向して加工レンズ保持機構17に固定された磁性体ターゲット27とから構成されている。
図4では、図2に示すように、加工レンズ13の光軸1がレーザビーム7の中心を通過するように、制御装置16がそれぞれの第1のアクチュエータ25a〜第4のアクチュエータ25dの各電磁石26に流れる電流を制御している。
【0016】
一方、図5では、図3に示すように、光軸1から加工レンズ中心軸23を偏心させた状態を示す。
ここでは、第1のアクチュエータ25aの電磁石26に流れる電流を大きくして、磁性体ターゲット27を電磁石26に引き寄せることで磁性体ターゲット27と一体の加工レンズ保持機構17をxマイナス側に引き寄せることで、加工レンズ13をxマイナス方向に移動させている。
この例は一例であり、各第1のアクチュエータ25a〜第4のアクチュエータ25dの各電磁石26に流れる電流値を変えることで、電磁石26と磁性体ターゲット27とが接触しない範囲で加工レンズ保持機構17をxy平面の任意の位置に移動させることができる、即ち加工レンズ13をxy平面の任意の位置に移動させることができる。
【0017】
この実施の形態1のレーザ加工装置30によれば、仕切板21により加工ガス6が加工ヘッド本体3の内部に侵入するのが阻止されているので、加工ヘッド本体3は、加工ガス6に対する気密及び耐圧構造を必要とせず、構造を簡略化することができるとともに軽量化を図ることができる。
また、加工レンズ13は、機械的送り機構ではなく小型化が可能な磁気移動機構4により2軸直線移動するので、加工ヘッド本体3は、小型化させる。
また、加工レンズ13は、電磁石26に流れる電流により生じた磁気吸引力で、高速で移動し、かつ高精度で位置決めされる。
従って、加工ノズル2の中心とレーザビーム7の光軸1とを高速度、高精度で偏芯させ、レーザビーム7の光軸1を加工ノズル2の開口中心9より加工進行方向に偏らせることで、加工ガス6と溶融物10が切断溝5bに沿ってスムーズに流れることを可能とし、高品質の切断加工を行うことができる。
【0018】
実施の形態2.
図6は、この発明の実施の形態2におけるレーザ加工装置30の磁気移動機構4Aを示す構成図である。
この発明の実施の形態2では、四角形状の加工レンズ保持機構17Aの四隅のそれぞれに第1板のばね41の一端部が接続されている。図6において上下方向に延びた各第1の板ばね41の他端部には、第1の板ばね41に対してほぼ直角で外側方向に延びた第2の板ばね42の一端部が接続されている。対向した、第1の板ばね41と第2の板ばね42との接続部位間は、保持部材40で接続されている。第2の板ばね42の他端部は固定台48に接続されている。
板ばね41,42は、z方向に幅広で、x方向またはy方向に肉薄であり、加工レンズ保持機構17Aは、z方向への動きが規制され、レーザビーム7の光軸1に垂直なxy平面内を移動することができる。
第1支持板ばね41は、例えばステンレス、リン青銅、ベリリウム銅などのばね鋼材の薄板を矩形平板に打ち抜いて作製されている。第2支持板ばね42は、第1支持板ばね41と同じ材料を用い、同じ形状に作製されている。
また、保持部材40は、例えばアルミニウムなどの厚い板材を矩形平板に成形して作製されている。
なお、第1の板ばね41、第2の板ばね42及び保持部材40により、加工レンズ13が光軸1の方向であるz方向に移動するのを規制する弾性ヒンジを構成している。
他の構成は、実施の形態1のレーザ加工装置30と同じである。
【0019】
図6では、加工レンズ13がxマイナス方向に移動している状態を示す。
この状態のときには、第1のアクチュエータ25a及び第2のアクチュエータ25bの電磁石26に流れる電流を制御装置16からの信号により制御し、第1の板ばね41がxy平面内で曲げられ、アクチュエータ25a,25bの電磁力と第1の板ばね41の弾性力との釣り合った位置で加工レンズ保持機構17Aの位置が保持されている。
また、加工レンズ13をy方向に移動するには、第3のアクチュエータ25c、第4のアクチュエータ25dの電磁石26に流れる電流を制御装置16からの信号により制御し、両端部が保持部材40と固定台48とにそれぞれ固定された4枚の第2の板ばね42がxy平面内で曲げられ、アクチュエータ25c,25dの電磁力と第2の板ばね42の弾性力との釣り合った位置で加工レンズ保持機構17Aの位置が保持されている。
【0020】
この実施の形態によるレーザ加工装置30によれば、実施の形態1のレーザ加工装置30と同様の効果を得ることができるとともに、磁気移動機構4Aは、加工レンズ13が光軸1の方向であるz方向に移動するのを規制する弾性ヒンジを備えたので、実施の形態1のレーザ加工装置30と比較して、加工レンズ13とワーク5との間の距離をより確実に一定に確保することができる。
【0021】
実施の形態3.
図7(a)は、この発明の実施の形態3によるレーザ加工装置30の磁気移動機構4Bを示す構成図、図7(b)は、図7(a)のA-A’線に沿った断面図、図7(c)は、図7(a)のB-B’線に沿った断面図であり、図7(a)では、加工レンズ13の中心がレーザビーム7の光軸1と一致している状態を示す。
この発明の実施の形態では、加工レンズ保持機構17Bに、各電磁石26に対向した部位にプリロード用磁性体ターゲット44がそれぞれ埋設されている。また四角形状の加工レンズ保持機構17Bには、各隅部に磁性流体用磁性体ターゲット46がそれぞれ埋設されている。
固定台48には、プリロード用磁性体ターゲット44と対向してプリロード用電磁石43が埋設されており、また磁性流体用磁性体ターゲット46と対向して磁性流体用電磁石45が埋設されている。磁性流体用磁性体ターゲット46と磁性流体用電磁石45の間には、磁性流体47が挟み込まれている。
磁性流体用磁性体ターゲット46及び磁性流体用電磁石45は、磁性流体47の流出を防ぐための磁場を形成する。
また、プリロード用磁性体ターゲット44と磁性流体用電磁石45は、加工レンズ保持機構17を固定台48に対しz方向に一定の距離に保つための磁力を発生する。
【0022】
なお、ここでは、磁場により保持でき、2次元静圧案内として、2次元のシール材を必要としない磁性流体47を静圧案内に用いた構成について示したが、水、油、空気等の他の材料を用いた静圧案内でもよい。
ここで、プリロード用電磁石43,プリロード用磁性体ターゲット44、磁性流体用電磁石45及び磁性流体用磁性体ターゲット46及び磁性流体47により、静圧案内手段を構成しており、この静圧案内手段により、加工レンズ13が光軸1の方向に移動するのを静圧案内で規制している。
他の構成は、実施の形態1のレーザ加工装置30と同じである。
【0023】
この実施の形態によるレーザ加工装置30では、実施の形態1のレーザ加工装置30と同様の効果を得ることができるとともに、磁気移動機構4Bは、加工レンズ13が光軸1の方向であるz方向に移動するのを規制する静圧案内手段を備えたので、実施の形態1のレーザ加工装置30と比較して、加工レンズ13とワーク5との間の距離をより確実に一定に確保することができる。
【0024】
実施の形態4.
図8(a)は、この発明の実施の形態4によるレーザ加工装置30の磁気移動機構4Cを示す構成図、図8(b)は、図8(a)のA-A’線に沿った断面図、図8(c)は、図8(a)のB-B’線に沿った断面図であり、図8(a)では、加工レンズ13の中心がレーザビーム7の光軸1と一致している状態を示す。
この発明の実施の形態では、4枚のx方向移動用板ばね51は、それぞれ下端部が固定台48に固定され、上端部が四角形状の中間板49のx方向の隅部に固定されている。
また、4枚のy方向移動用板ばね52は、それぞれ下端部が加工レンズ保持機構17Cのy方向の隅部に、上端部が四角形状の中間板49のy方向の隅部に固定されている。
ここで、x、y方向移動用の板ばね51,52は、例えばステンレス、リン青銅、ベリリウム銅などのばね鋼材の薄板を矩形平板に打ち抜いて作製されている。
また、電磁石26と対向した磁性体ターゲット27は、加工レンズ保持機構17Cに埋設されている。
他の構成は、実施の形態1のレーザ加工装置30と同じである。
【0025】
このレーザ加工装置30では、第1のアクチュエータ25a及び第2のアクチュエータ25bの各電磁石26に電流を流すことで、電磁石26は磁性体ターゲット27を吸引し、加工レンズ保持機構17Cは、x方向に移動する。この移動の際には、y方向移動用板ばね52、中間板49もx方向に移動し、またx方向移動用板ばね51は弾性変形する。
また、第3のアクチュエータ25c及び第4のアクチュエータ25dの各電磁石26に電流を流すことで、電磁石26は磁性体ターゲット27を吸引し、加工レンズ保持機構17Cは、y方向に移動する。この移動の際には、x方向移動用板ばね51、中間板49もy方向に移動し、またy方向移動用板ばね52は弾性変形する。
【0026】
図9(a)は、実施の形態4による磁気移動機構4Cにおいて、加工レンズ13の中心とレーザビーム7の光軸1とが一致しているときを示す模式図である。
このときは、x方向移動用板ばね51が直立しており、加工レンズ13とワーク5との距離LAは最大となる。
一方、図9(b)に示すように、x方向移動用板ばね51の長さが変わらないことから、加工レンズ13の中心がレーザビーム7の光軸1から離れることに連動してx方向移動用板ばね51は傾き、加工レンズ13は、固定台48に若干接近し、結果としてワーク5との距離LBが短くなる。これにより、ワーク5におけるレーザビーム7の焦点位置60が変化する。
なお、y方向移動用板ばね52についても、x方向移動用板ばね51と同様の挙動であり、加工レンズ13は、ワーク5との距離LBが短くなり、ワーク5におけるレーザビーム7の焦点位置60が変化する。
【0027】
通常、加工レンズ13のx方向、y方向の移動量は、加工ノズル2の開口8の大きさよりも小さく、1mm程度以下であり、ワーク5における焦点位置60の変化量は数十μm以下になり、実際のワーク5の加工には影響を及ぼさない。
しかし、高精度な緻密なワーク5の加工が必要な場合には、焦点位置60の変化が、ワーク5の加工結果に影響を与える場合がある。
【0028】
ところで、図9(c)に示すように、加工レンズ13の中心をレーザビーム7が通過したとときの第1の焦点位置61に対し、加工レンズ13の中心に対して偏心してレーザビーム67を通過させることで第2の焦点位置62を短くさせることができる。
従って、ワーク5における焦点位置60の変化による影響がある場合には、加工レンズ13がワーク5に対して接近する方向に若干移動しても、ワーク5における焦点位置60が変化しないような加工レンズ13を設計するようにすればよい。
即ち、通常の球面単レンズにおいては、レンズ中心の光に対し外周の光の焦点位置が短いという特性(球面収差)があり、この収差を利用して、加工レンズ13の形状あるいはレンズの組み合わせを選べばよい。
【0029】
図10は、この発明の実施の形態4におけるy方向移動用板ばね52の変形例を示す図である。
このy方向移動用板ばね52は、一端部が中間板49に接続された第1の板ばね部位53、一端部が加工レンズ保持機構17Cに接続された第2の板ばね部位55、及び第1の板ばね部位53の他端部と第2の板ばね部位55の他端部とを結合した結合部材54で構成された折り返しばね構造である。
図8に示されたy方向移動用板ばね52は、一端部が中間板49に接続され、他端部が加工レンズ保持機構17Cに接続されており、y方向移動用板ばね52の全長は、固定台48から垂直方向に延びたx方向移動用板ばね51と比較して短い。
加工レンズ保持機構17Cがy方向に移動する場合、y方向移動用板ばね52は、y方向に弾性変形するが、折り返し構造のy方向移動用板ばね52では、第1の板ばね部位53及び第2の板ばね部位55が弾性変形し、y方向の弾性変形量を大きくすることができる。
従って、折り返し構造のy方向移動用板ばね52を採用し、併せて直線状のx方向移動用板ばね51の全長を短くすることで、z方向に短い磁気移動機構4Cを実現することができる。
【0030】
実施の形態5.
図11は、この発明の実施の形態5によるレーザ加工装置30を示すブロック図である。
この発明の実施の形態では、レーザ加工装置30のレーザビーム伝送系20のレーザ経路の一部を伸縮可能とし、加工ヘッド本体3及び加工ノズル2で移動体31を構成し、この移動体31をワーク5に対して平行な方向、または光軸1に対して垂直な方向に移動させながらワーク5の加工を行うものである。
他の構成は、実施の形態1のレーザ加工装置30と同様である。
【0031】
この発明の実施の形態5によるレーザ加工装置30では、加工ヘッド本体3には、実施の形態1の磁気移動機構4が加工ヘッド本体3に組み込まれており、加工レンズ13を移動させるのに、ボールネジ、スパーギア(平歯車)、クランク機構等の機械的機構を採用するのではなく、磁気移動機構4Cを用いて直接移動しており、移動体31の加減速時にもバックラッシュ等の機械的な遅延の発生が抑えられ、高速で、高精度なワーク5の加工が可能になる。
なお、加工ヘッド本体3に、実施の形態2の磁気移動機構4A、実施の形態3の磁気移動機構4B、実施の形態4の磁気移動機構4Cを組み入れても同様に、高速で、高精度なワーク5の加工が可能なレーザ加工装置30を得ることができる。
【0032】
なお、上記各実施の形態1〜5のレーザ加工装置30は、仕切板21は加工ヘッド本体3に設けられているが、加工ノズルに仕切板を設けるようにしてもよい。
【符号の説明】
【0033】
1 光軸、2 加工ノズル、3 加工ヘッド本体、4,4A,4B,4C 磁気移動機構、5 ワーク、5a ピアッシング穴、5b 切断溝、6 加工ガス、7 レーザビーム、8 開口、9 開口中心、10 溶融物、11 レーザ発振器、12 ミラー、13 加工レンズ、14 ガス供給装置、15 ガスバルブ、16 制御装置、17,17A,17B,17C 加工レンズ保持機構、20 レーザビーム伝送系、21 仕切板、22 加工ガス導入パイプ、23 加工レンズ中心軸、24 加工レンズ移動方向、25a 第1のアクチュエータ、25b 第2のアクチュエータ、25c 第3のアクチュエータ、25d 第4のアクチュエータ、26 電磁石、27 磁性体ターゲット、30 レーザ加工装置、31 移動体、40 保持部材、41 第1の板ばね、42 第2の板ばね、43 プリロード用電磁石、44 プリロード用磁性体ターゲット、45 磁性流体用電磁石、46 磁性流体用磁性体ターゲット、47 磁性流体、48 固定台、49 中間板、51 x方向板ばね、52 y方向板ばね、52 y方向移動用板ばね、53 第1の板ばね部位、54 結合部材、55 第2の板ばね部位、60 集光位置、61 第1の集光位置、62 第2の集光位置、67 レーザビーム、LA 加工レンズとワークとの距離、LB 加工レンズとワークとの距離。
【特許請求の範囲】
【請求項1】
レーザビームを発振するレーザ発振器と、
前記レーザビームがレーザビーム伝送系を介して伝送される加工ヘッド本体と、
この加工ヘッド本体の端部に取付けられ開口がワークに指向した加工ノズルと、
この加工ノズルに前記加工ガスを供給するガス供給装置と、
前記加工ノズルまたは前記加工ヘッド本体に設けられ前記加工ガスが加工ノズルを通じて前記加工ヘッド本体の内部に侵入するのを阻止する仕切板とを備え、
前記加工ヘッド本体は、前記レーザビームを前記ワークに向けて集光させる加工レンズを有しているレーザ加工装置であって、
前記加工ヘッド本体は、前記加工レンズを、前記レーザビームの光軸に対し垂直な平面内で電磁石による磁気駆動で2軸直線移動させる磁気移動機構を備えたことを特徴とするレーザ加工装置。
【請求項2】
前記磁気移動機構は、前記加工レンズが前記光軸の方向に移動するのを規制する弾性ヒンジを備えていることを特徴とする請求項1記載のレーザ加工装置。
【請求項3】
前記磁気移動機構は、前記加工レンズが前記光軸の方向に移動するのを静圧案内で規制する静圧案内手段を備えていることを特徴とする請求項1記載のレーザ加工装置。
【請求項4】
レーザビームを発振するレーザ発振器と、
前記レーザビームがレーザビーム伝送系を介して伝送される加工ヘッド本体と、
この加工ヘッド本体の端部に取付けられ開口がワークに指向した加工ノズルと、
この加工ノズルに前記加工ガスを供給するガス供給装置と、
前記加工ノズルまたは前記加工ヘッド本体に設けられ前記加工ガスが加工ノズルを通じて前記加工ヘッド本体の内部に侵入するのを阻止する仕切板とを備え、
前記加工ヘッド本体は、前記レーザビームを前記ワークに向けて集光させる加工レンズを有しているレーザ加工装置であって、
前記加工ヘッド本体は、前記加工レンズを、前記レーザビームの光軸に対し垂直な曲面内で電磁石による磁気駆動で2軸曲線移動させる磁気移動機構を備えたことを特徴とするレーザ加工装置。
【請求項5】
前記加工ヘッド本体、前記加工ノズルは前記ワークに対して平行な方向、または前記光軸に対し垂直な方向に移動が可能であることを特徴とする請求項1〜4の何れか1項に記載のレーザ加工装置。
【請求項6】
前記加工レンズの中心軸は、前記加工ノズルの前記開口の中心よりも加工進行方向側に位置していることを特徴とする請求項1〜5の何れか1項に記載のレーザ加工装置。
【請求項1】
レーザビームを発振するレーザ発振器と、
前記レーザビームがレーザビーム伝送系を介して伝送される加工ヘッド本体と、
この加工ヘッド本体の端部に取付けられ開口がワークに指向した加工ノズルと、
この加工ノズルに前記加工ガスを供給するガス供給装置と、
前記加工ノズルまたは前記加工ヘッド本体に設けられ前記加工ガスが加工ノズルを通じて前記加工ヘッド本体の内部に侵入するのを阻止する仕切板とを備え、
前記加工ヘッド本体は、前記レーザビームを前記ワークに向けて集光させる加工レンズを有しているレーザ加工装置であって、
前記加工ヘッド本体は、前記加工レンズを、前記レーザビームの光軸に対し垂直な平面内で電磁石による磁気駆動で2軸直線移動させる磁気移動機構を備えたことを特徴とするレーザ加工装置。
【請求項2】
前記磁気移動機構は、前記加工レンズが前記光軸の方向に移動するのを規制する弾性ヒンジを備えていることを特徴とする請求項1記載のレーザ加工装置。
【請求項3】
前記磁気移動機構は、前記加工レンズが前記光軸の方向に移動するのを静圧案内で規制する静圧案内手段を備えていることを特徴とする請求項1記載のレーザ加工装置。
【請求項4】
レーザビームを発振するレーザ発振器と、
前記レーザビームがレーザビーム伝送系を介して伝送される加工ヘッド本体と、
この加工ヘッド本体の端部に取付けられ開口がワークに指向した加工ノズルと、
この加工ノズルに前記加工ガスを供給するガス供給装置と、
前記加工ノズルまたは前記加工ヘッド本体に設けられ前記加工ガスが加工ノズルを通じて前記加工ヘッド本体の内部に侵入するのを阻止する仕切板とを備え、
前記加工ヘッド本体は、前記レーザビームを前記ワークに向けて集光させる加工レンズを有しているレーザ加工装置であって、
前記加工ヘッド本体は、前記加工レンズを、前記レーザビームの光軸に対し垂直な曲面内で電磁石による磁気駆動で2軸曲線移動させる磁気移動機構を備えたことを特徴とするレーザ加工装置。
【請求項5】
前記加工ヘッド本体、前記加工ノズルは前記ワークに対して平行な方向、または前記光軸に対し垂直な方向に移動が可能であることを特徴とする請求項1〜4の何れか1項に記載のレーザ加工装置。
【請求項6】
前記加工レンズの中心軸は、前記加工ノズルの前記開口の中心よりも加工進行方向側に位置していることを特徴とする請求項1〜5の何れか1項に記載のレーザ加工装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2012−157892(P2012−157892A)
【公開日】平成24年8月23日(2012.8.23)
【国際特許分類】
【出願番号】特願2011−19721(P2011−19721)
【出願日】平成23年2月1日(2011.2.1)
【出願人】(000006013)三菱電機株式会社 (33,312)
【出願人】(304021417)国立大学法人東京工業大学 (1,821)
【Fターム(参考)】
【公開日】平成24年8月23日(2012.8.23)
【国際特許分類】
【出願日】平成23年2月1日(2011.2.1)
【出願人】(000006013)三菱電機株式会社 (33,312)
【出願人】(304021417)国立大学法人東京工業大学 (1,821)
【Fターム(参考)】
[ Back to top ]