
レーザ加工装置
【課題】レーザの誤照射に関する安全性を確保することができるレーザ加工装置を提供する。
【解決手段】レーザ光の一部を分岐して取り出すための分岐用ミラー70がレーザ光の光路に設けられている。分岐用ミラー70により取り出されたレーザ光を検出する光電変換器71が設けられている。制御装置60において、光電変換器71によるレーザ光の検出結果と印字スタートボタンの信号を出力の状態から、加工開始指示が出ていないときに光電変換器71によりレーザ光が検出されると異常であると判定して、異常が検出されたときにレーザ発振器20への電力供給を停止させ、レーザ光が外部に出射されないようにする。
【解決手段】レーザ光の一部を分岐して取り出すための分岐用ミラー70がレーザ光の光路に設けられている。分岐用ミラー70により取り出されたレーザ光を検出する光電変換器71が設けられている。制御装置60において、光電変換器71によるレーザ光の検出結果と印字スタートボタンの信号を出力の状態から、加工開始指示が出ていないときに光電変換器71によりレーザ光が検出されると異常であると判定して、異常が検出されたときにレーザ発振器20への電力供給を停止させ、レーザ光が外部に出射されないようにする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、レーザ加工装置に関するものである。
【背景技術】
【0002】
従来、例えば、レーザ発振器を備え、外部からのパルス信号である励起信号によりレーザ発振器のレーザ媒質を励起することに基づいてレーザ光を発生させるものがある(例えば特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2000−22250号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところが、レーザ光を照射するモードに移行していないときに、システム上の不具合によりレーザ光が照射された場合、ワークに不要なレーザ光が照射されてしまう。
本発明の目的は、レーザの誤照射に関する安全性を確保することができるレーザ加工装置を提供することにある。
【課題を解決するための手段】
【0005】
請求項1に記載の発明では、加工対象物に照射するためのレーザ光を出力するレーザ発振器と、前記加工対象物に対し前記レーザ光の照射による加工を開始させる加工開始信号を出力する加工開始信号出力手段と、前記レーザ光の光路に設けられ、レーザ光の一部を分岐して取り出すための分岐手段と、前記分岐手段により取り出されたレーザ光を検出するための光電変換器と、前記光電変換器によるレーザ光の検出結果と前記加工開始信号出力手段による加工開始信号の出力状態から、加工開始指示が出ていないときに前記光電変換器によりレーザ光が検出されると異常であると判定する異常検出手段と、前記異常検出手段により異常が検出されたときにレーザ光が外部に出射されないようにする禁止手段と、を備えたことを要旨とする。
【0006】
請求項1に記載の発明によれば、加工開始信号出力手段により、加工対象物に対しレーザ光の照射による加工を開始させる加工開始信号が出力される。そして、レーザ発振器において、加工対象物に照射するためのレーザ光が出力される。
【0007】
ここで、レーザ光の光路に設けられた分岐手段により、レーザ光の一部が分岐されて取り出され、光電変換器により、分岐手段により取り出されたレーザ光が検出される。そして、異常検出手段により、光電変換器によるレーザ光の検出結果と加工開始信号出力手段による加工開始信号の出力の状態から、加工開始指示が出ていないときに光電変換器によりレーザ光が検出されると異常であると判定される。この異常検出手段により異常が検出されたときに、禁止手段により、レーザ光が外部に出射されるのが禁止される。その結果、レーザの誤照射に関する安全性を確保することができる。
【0008】
請求項2に記載の発明では、請求項1に記載のレーザ加工装置において、前記禁止手段は、レーザ発振器への電力供給を停止させることによりレーザ光が外部に出射されないようにすることを要旨とする。
【0009】
請求項2に記載の発明によれば、禁止手段において、レーザ発振器への電力供給が停止され、これによりレーザ光が外部に出射されないようになる。
請求項3に記載の発明では、請求項1に記載のレーザ加工装置において、前記禁止手段は、レーザ光の光路に配したシャッタを閉じることによりレーザ光が外部に出射されないようにすることを要旨とする。
【0010】
請求項3に記載の発明によれば、禁止手段において、レーザ光の光路に配したシャッタが閉じられ、これによりレーザ光が外部に出射されないようになる。
請求項4に記載の発明では、請求項3に記載のレーザ加工装置において、前記シャッタは、無電力状態で機械的付勢手段により遮光部材が閉側に付勢されており、制御信号の入力によって開く構成であることを要旨とする。
【0011】
請求項4に記載の発明によれば、シャッタは、無電力状態で機械的付勢手段により遮光部材が閉側に付勢されており、制御信号の入力によって開く構成であるので、レーザの誤照射に関する安全上好ましい。
【0012】
請求項5に記載の発明は、請求項1〜4のいずれか1項に記載のレーザ加工装置において、前記異常検出手段により異常であると判定されたとき警報する警報手段を更に備えたことを要旨とする。
【0013】
請求項5に記載の発明によれば、警報手段により、異常検出手段により異常であると判定されたとき警報される。よって、レーザの誤照射に関する安全性を確保する上で好ましい。
【0014】
請求項6に記載の発明では、請求項1〜5のいずれか1項に記載のレーザ加工装置において、前記光電変換器によるレーザ光の出力に応じたレベルの電気信号を増幅して出力するオペアンプと、前記オペアンプの出力信号をA/D変換するA/D変換器と、前記A/D変換器によるA/D変換後のレーザ光の出力値を入力して、その時々のA/D変換器の出力値と、予め求めておいたレーザ照射前のA/D変換器の出力値の差分をレーザ光のモニタ値として算出する差分処理手段と、を備え、前記異常検出手段は、異常判定の際に前記差分処理手段による前記モニタ値が閾値以上であるとレーザ光が検出されたと判定することを要旨とする。
【0015】
請求項6に記載の発明によれば、オペアンプにより、光電変換器によるレーザ光の出力に応じたレベルの電気信号が増幅され、A/D変換器においてオペアンプの出力信号がA/D変換される。差分処理手段において、その時々のA/D変換器の出力値と、予め求めておいたレーザ照射前のA/D変換器の出力値の差分がレーザ光のモニタ値として算出される。そして、異常検出手段により、異常判定の際に差分処理手段によるモニタ値が閾値以上であるとレーザ光が検出されたと判定される。
【0016】
その結果、光電変換器の暗電流の影響やオペアンプの温度の影響を受けにくくすることができる。
請求項7に記載のように、請求項6に記載のレーザ加工装置において、前記異常検出手段は、異常判定の際に前記差分処理手段による前記モニタ値が閾値以上の状態が規定の時間以上継続するとレーザ光が検出されたと判定することを要旨とする。
【0017】
請求項7に記載の発明によれば、異常検出手段において、異常判定の際に、差分処理手段によるモニタ値が閾値以上の状態が規定の時間以上継続すると、レーザ光が検出されたと判定されるので、確実にレーザ光を検出することができる。
【発明の効果】
【0018】
本発明によれば、レーザの誤照射に関する安全性を確保することができる。
【図面の簡単な説明】
【0019】
【図1】実施形態におけるレーザマーキング装置の概略構成を示す斜視図。
【図2】レーザマーキング装置の概略構成を示すブロック図。
【図3】レーザ発振器の概略構成を示す構成図。
【図4】コンソールの正面図。
【図5】レーザマーキング装置の作用を説明するための波形図。
【図6】レーザマーキング装置の作用を説明するための波形図。
【図7】レーザマーキング装置の作用を説明するための波形図。
【発明を実施するための形態】
【0020】
以下、本発明をレーザマーキング装置に具体化した一実施形態を図面に従って説明する。
図1は、レーザマーキング装置1の斜視図であり、図2はレーザマーキング装置のブロック図である。
【0021】
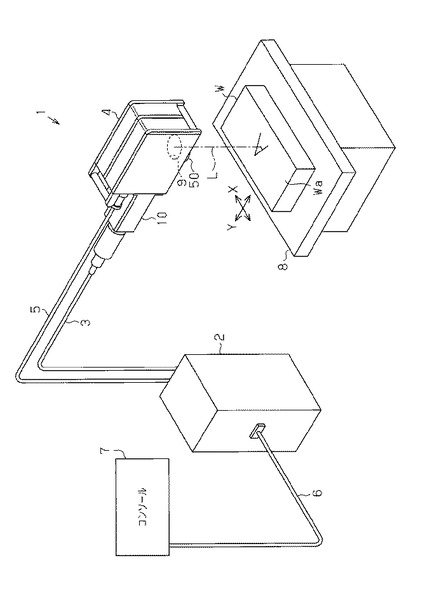
図1に示すように、レーザ加工装置としてのレーザマーキング装置1は、レーザ光Lを出射するコントローラ2を備えている。コントローラ2にはファイバケーブル3を介してヘッド4が接続されている。また、コントローラ2には電気ケーブル5を介してヘッド4が接続されるとともに、コントローラ2には電気ケーブル6を介してコンソール7が接続されている。そして、レーザマーキング装置1は、載置台8に載置された加工対象物Wのマーキング面Wa上に所望の文字、図形、記号等(以下、文字等という)をマーキングするようになっている。
【0022】
ヘッド4の下面には、レーザ光Lが出射される窓部9が形成されている。そして、ヘッド4は、窓部9が加工対象物Wのマーキング面Waと対向するように設置されている。
図2に示すように、コントローラ2はレーザ発振器20を備え、レーザ発振器20からレーザ光Lが出射される。
【0023】
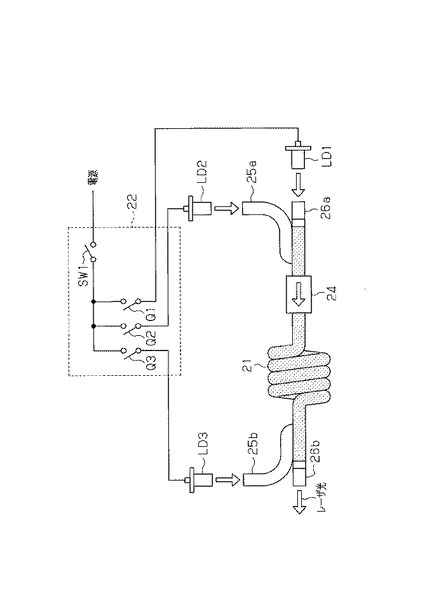
本実施形態ではレーザ発振器20として図3に示すファイバレーザ発振器を用いている。
図3に示すように、レーザ発振器20は、光ファイバ21とレーザダイオードLD1とレーザダイオードLD2とレーザダイオードLD3とドライバ22を備えている。ドライバ22は電源から電力の供給を受ける。レーザダイオードLD1は信号用レーザ光源となり、レーザダイオードLD2,LD3は励起用レーザ光源となる。光ファイバ21は、希土類元素であるイットリビウム(Yb)を含んでおり、この希土類ドープ光ファイバ21は多数回巻回され、所要長の光路が確保されている。希土類ドープ光ファイバ21にはレーザ光を一方にのみ通過させる光アイソレータ24が設けられている。また、希土類ドープ光ファイバ21の一端側には光ファイバ25aが結合されているとともに希土類ドープ光ファイバ21の他端側には光ファイバ25bが結合されている。希土類ドープ光ファイバ21の一端には光ファイバ26aを通してレーザダイオードLD1からレーザ光が入射されるとともに、光ファイバ25aを通したレーザダイオードLD2からのレーザ光が合流する。また、希土類ドープ光ファイバ21の他端側において光ファイバ25bを通したレーザダイオードLD3からのレーザ光が入射されるとともに、希土類ドープ光ファイバ21の他端から光ファイバ26bを通してレーザ光が出力される。
【0024】
ドライバ22にはスイッチング素子(パワートランジスタ)Q1,Q2,Q3と電源スイッチSW1が備えられている。スイッチング素子Q1はレーザダイオードLD1に、スイッチング素子Q2はレーザダイオードLD2に、スイッチング素子Q3はレーザダイオードLD3に、それぞれ接続されている。また、スイッチング素子Q1,Q2,Q3は電源スイッチSW1を介して電源と接続されている。そして、電源スイッチSW1をオン(閉路)した状態で、スイッチング素子Q1,Q2,Q3をオンすることにより対応するレーザダイオードLD1,LD2,LD3から光が放射され、レーザダイオードLD2,LD3からの光により光ファイバ21において励起されてレーザ光が出力される。
【0025】
このように、レーザ発振器20は、加工対象物Wに照射するためのレーザ光を出力することができるようになっている。
レーザ発振器20から出射されたレーザ光Lは図1のファイバケーブル3に送られ、ファイバケーブル3を通してレーザ光がヘッド4に送られる。図1に示すようにヘッド4においてファイバケーブル3の一端がビームエキスパンダ収納部10に接続されている。ビームエキスパンダ収納部10にはビームエキスパンダ30(図2参照)が収納されており、ファイバケーブル3からのレーザ光がビームエキスパンダ30に送られる。
【0026】
図2に示すように、ヘッド4においてレーザ光Lの光路途中には、レーザ発振器20側から順に、第1および第2ガルバノミラー40X,40Yと、集光レンズ50が配設されている。そして、ビームエキスパンダ30からのレーザ光Lは第1および第2ガルバノミラー40X,40Yに入射される。
【0027】
第1および第2ガルバノミラー40X,40Yは、それぞれ対応する第1および第2ガルバノモータ41X,41Yに回動可能に連結駆動されている。第1および第2ガルバノモータ41X,41Yは、第1および第2ガルバノミラー40X,40Yを互いに略直交する軸を中心としてそれぞれ回動させるようになっている。そして、第1および第2ガルバノミラー40X,40Yは、ビームエキスパンダ30からのレーザ光Lを反射し、その出射方向を変更させるようになっている。具体的には、第1ガルバノミラー40Xは、回動して加工対象物Wに向けて照射するレーザ光Lを、そのマーキング面Waの一方向(X方向、図1参照)に走査させるようになっている。また、第2ガルバノミラー40Yは、回動して加工対象物Wに向けて照射するレーザ光Lを、そのマーキング面WaのX方向に対して直交する方向(Y方向、図1参照)に走査させるようになっている。従って、加工対象物Wに向けて照射するレーザ光Lは、第1および第2ガルバノミラー40X,40Yにより、加工対象物Wのマーキング面Waに対して、X方向およびY方向に走査されるようになっている。
【0028】
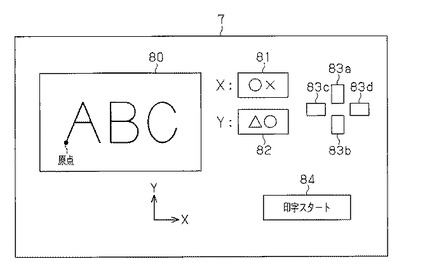
コンソール7は設定機能と表示機能を有している。図4はコンソール7の正面図である。図4に示すように、コンソール7には、加工文字等を表示する表示部80と、X軸での原点位置の表示部81と、Y軸での原点位置の表示部82と、原点位置設定ボタン83a,83b,83c,83dと、印字スタートボタン84とが備えられている。原点位置設定ボタン83a,83bを用いてY軸での原点位置を設定することができる。また、原点位置設定ボタン83c,83dを用いてX軸での原点位置を設定することができる。設定されたY軸での原点位置は表示部82に表示される。また、設定されたX軸での原点位置は表示部81に表示される。さらに、設定されたX,Y軸での原点は表示部80において2次元座標上に表示される。印字スタートボタン84の押下により印字が開始される。
【0029】
つまり、加工開始信号出力手段としての印字スタートボタン84は、加工対象物Wに対しレーザ光Lの照射による加工を開始させる加工開始信号を出力する。即ち、本実施形態においては、加工はマーキング加工であり、加工開始信号はマーキング開始信号である。
【0030】
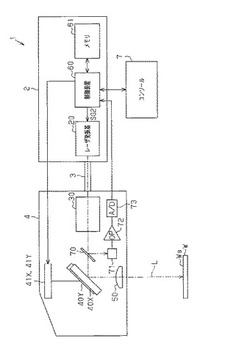
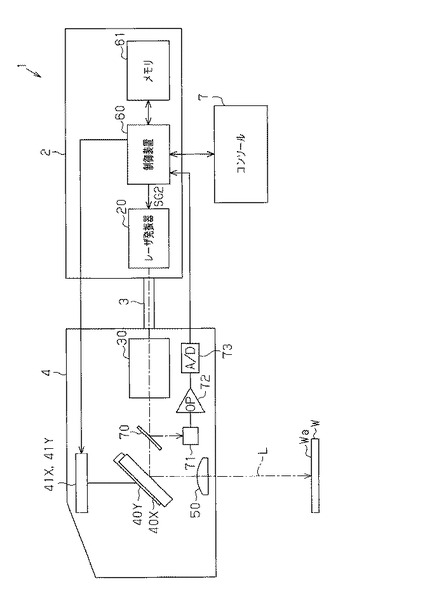
図2においてコントローラ2は、レーザマーキング装置1を統括的に制御する制御装置60と、同制御装置60に接続されたROM等からなるメモリ61とを備えている。メモリ61には、印字される文字等のマーキング情報が記憶されている。このマーキング情報は、文字等を構成する各線分の始点および終点の座標値、レーザ光Lの照射により形成される線分の太さ等の情報を含む。
【0031】
制御装置60はコンソール7と接続され、制御装置60はコンソール7における印字スタートボタン84の操作信号(マーキング開始信号)、原点位置設定ボタン83a,83b,83c,83dの操作信号等を入力する。
【0032】
また、制御装置60は、レーザ発振器20、第1および第2ガルバノモータ41X,41Yにそれぞれ接続されている。制御装置60は、レーザ発振器20のドライバ22(図3参照)のスイッチング素子Q1,Q2,Q3および電源スイッチSW1を制御することができるようになっている。そして、制御装置60は、駆動信号、即ち、電源スイッチSW1をオンした状態でスイッチング素子Q1,Q2,Q3をオンする信号を出力してレーザ光Lを出射させ、メモリ61に記憶されたマーキング情報に基づいて第1および第2ガルバノモータ41X,41Yを駆動制御することでレーザ光Lを2次元的に走査し、加工対象物Wのマーキング面Waに所定の文字等をマーキングするようになっている。
【0033】
また、図2に示すように、ヘッド4でのレーザ光の光路上におけるビームエキスパンダ30と第1および第2ガルバノミラー40X,40Yとの間には、分岐手段としての分岐用ミラー70が設けられている。分岐用ミラー70は部分反射ミラーであり、この分岐用ミラー70により、レーザ光の一部(例えば1〜2%)が分岐して取り出される。分岐用ミラー70により取り出されたレーザ光は光電変換器(例えばフォトダイオード)71に送られる。この光電変換器71を用いて、取り出されたレーザ光を検出することができるようになっている。
【0034】
光電変換器71と、増幅器としてのオペアンプ72と、A/D変換器73が直列に接続され、A/D変換器73には制御装置60が接続されている。オペアンプ72は、光電変換器71によるレーザ光の出力に応じたレベルの電気信号を増幅して出力する。オペアンプ72の後段のA/D変換器73は、オペアンプ72の出力信号をA/D変換する。制御装置60は、A/D変換器73によるA/D変換後のレーザ光の出力値を入力して、光電変換器71によるレーザ光の検出結果に基づいて異常判定を行うようになっている。
【0035】
次に、このように構成したレーザマーキング装置1の作用を説明する。
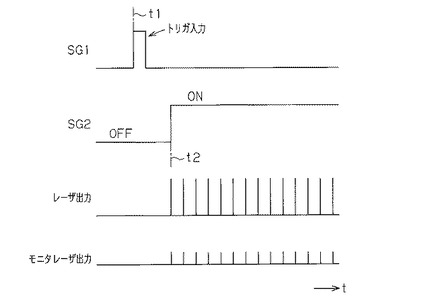
図5は、正常動作時の波形図である。t1のタイミングでコンソール7の印字スタートボタン84が押下されると、印字スタートボタン84の操作に伴うトリガ信号(SG1)が制御装置60に送られる。
【0036】
すると、制御装置60は、加工対象物Wに、加工する情報(文字,記号,図形と、その大きさと、太さと、印字のスピードと、レーザパワー等)から、座標データ(マーキングデータ)を生成する。
【0037】
そして、制御装置60は、図5のt2のタイミングでレーザ発振器20のドライバ22に対して駆動信号SG2を送出する。
図5のt1〜t2の期間(レーザ照射前)において、制御装置60は、レーザの照射前のA/D変換器73の出力値(ワット値W1)を記憶しておく。つまり、レーザの照射前における光電変換器71の出力をオペアンプ72で増幅し、A/D変換器73でA/D変換して制御装置60に取り込んで、レーザの照射前のA/D変換器73の出力値(ワット値W1)として記憶しておく。
【0038】
図5のt2のタイミングでレーザ発振器20のドライバ22に駆動信号SG2が送られると、レーザ発振器20のドライバ22において電源スイッチSW1をオンした状態でスイッチング素子Q1,Q2,Q3がオンされてレーザ光が出力される。
【0039】
レーザ発振器20から出力されたレーザ光は分岐用ミラー70においてその一部が分岐して取り出され、光電変換器71おいてレーザ光の出力(強さ)に応じた電気信号に変換され、オペアンプ72において増幅され、A/D変換器73においてオペアンプ72の出力がA/D変換されてデジタル値として出力される。
【0040】
制御装置60はA/D変換器73によるレーザ光の出力値(デジタル値)を入力する。制御装置60は、その時々のA/D変換器73の出力値(ワット値W2)と、予め求めておいたレーザ照射前のA/D変換器73の出力値(ワット値W1)の差分を求める(引き算する)。このW1−W2が真の値、つまり、レーザ光のモニタ値となる。
【0041】
なお、モニタ値に基づいてコンソール7においてレーザ光の出力(パワー値)を表示するようにしてもよい。
制御装置60は、モニタ値が閾値以上であるとレーザ光が検出されたと判定し、モニタ値が閾値未満であるとレーザ光が検出されないと判定する。そして、制御装置60は、レーザ光の検出結果と、加工開始信号の出力状態から、次のように異常の有無を判定する。
【0042】
図5の場合においては、制御装置60は、印字スタートボタン84の押下に伴うトリガ信号(SG1)を入力した後にレーザ光の出力を検出しているので、「正常」と判定する。つまり、制御装置60は、光電変換器71によるレーザ光の検出結果と加工開始信号の出力状態から、加工開始指示が出ていたときに光電変換器71によりレーザ光が検出されると正常であると判定する。
【0043】
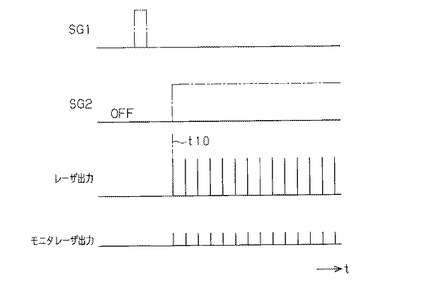
図6においては、レーザ発振器20のドライバ22においてスイッチング素子Q1,Q2,Q3が何らかの理由によりショート(短絡)している。これにより、印字スタートボタン84の押下に伴うトリガ信号(SG1)を入力せず、また、レーザ発振器20のドライバ22に駆動信号SG2も出されていない状態で、t10のタイミングでレーザ発振器20からレーザ光が出力されてしまっている。
【0044】
制御装置60は、印字スタートボタン84の押下に伴うトリガ信号(SG1)の入力がないままレーザ光の出力を検出しているので、「異常」と判定する。つまり、制御装置60は、光電変換器71によるレーザ光の検出結果と加工開始信号を出力状態から、加工開始指示が出ていないときに光電変換器71によりレーザ光が検出されると異常であると判定する。
【0045】
制御装置60は、「異常」と判定すると、直ちに図3の電源スイッチSW1をオフ(開路)してレーザ発振器20への電力供給を停止する。
このようにして、レーザ照射モードに移行していないときに、予期せぬレーザ照射がされた場合、それを直ちに検知し非常停止をする。
【0046】
上記実施形態によれば、以下のような効果を得ることができる。
(1)図6に示すように、トリガ信号もレーザ発振器20への駆動信号も出されていないのにレーザが照射される場合、即ち、印字モードでないにもかかわらず予期せぬレーザ光が照射された場合は、制御装置60は分岐用ミラー70、光電変換器71、オペアンプ72およびA/D変換器73を用いてモニタし、直ちにレーザ発振器20への電力供給を停止する。
【0047】
つまり、異常検出手段としての制御装置60において、光電変換器71によるレーザ光の検出結果と印字スタートボタン84による印字スタート信号(加工開始信号)の出力状態から、加工開始指示が出ていないときに光電変換器71によりレーザ光が検出されると異常であると判定する。禁止手段としての制御装置60により、異常が検出されたときにレーザ光が外部に出射されないようにする。よって、レーザの誤照射に関する安全性を確保することができる。
【0048】
(2)禁止手段としての制御装置60は、レーザ発振器20への電力供給を停止させることによりレーザ光が外部に出射されないようにする。よって、より確実に、レーザの誤照射に関する安全性を確保することができる。
【0049】
(3)オペアンプ72は、光電変換器71によるレーザ光の出力に応じたレベルの電気信号を増幅して出力し、A/D変換器73は、オペアンプ72の出力信号をA/D変換する。差分処理手段としての制御装置60は、A/D変換器73によるA/D変換後のレーザ光の出力値を入力して、その時々のA/D変換器73の出力値と、予め求めておいたレーザ照射前のA/D変換器73の出力値の差分をレーザ光のモニタ値として算出し、異常検出手段としての制御装置60は、異常判定の際にモニタ値が閾値以上であるとレーザ光が検出されたと判定する。これにより、光電変換器(フォトダイオード)71における暗電流の影響を受けにくくして、正確にレーザ光の出力をモニタすることができる。また、オペアンプ72における温度の影響を受けにくくして(オフセット分を相殺して)、正確にレーザ光の出力(強さ)をモニタすることができる。
【0050】
実施形態は前記に限定されるものではなく、例えば、次のように具体化してもよい。
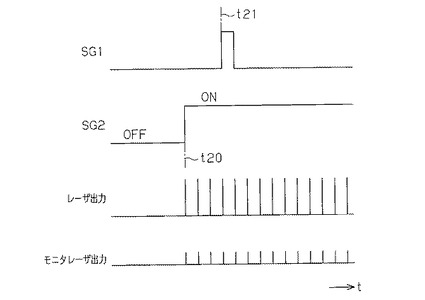
・図6に代わり、図7に示すように、t21でのトリガ信号(SG1)の入力前においてt20のタイミングでレーザ発振器20への駆動信号SG2が出されている。このような印字モードでないにもかかわらず予期せぬレーザ光が照射された場合にも、それを制御装置60において検知し、直ちにレーザ発振器20への電力供給を停止するようにしてもよい。
【0051】
・前述の(3)において、異常検出手段としての制御装置60は、異常判定の際にモニタ値が閾値以上の状態が規定の時間以上継続するとレーザ光が検出されたと判定するようにしてもよい。こうすると、確実にレーザ光を検出することができる。
【0052】
・禁止手段としての制御装置60により、レーザ光の光路に配したシャッタを閉じることによりレーザ光が外部に出射されないようにしてもよい。ここで、シャッタは、無電力状態で機械的付勢手段(例えばリターンスプリング)により遮光部材(例えば回動式遮光板)が閉側に付勢されており、制御信号の入力によって開く構成であるとよい。このようにすると、仮にレーザ発振器の電力供給を停止することに併せてシャッタへの電力供給も止めた場合にシャッタが無電力状態で機械的付勢手段により遮光部材を閉側に付勢する状態となるので、レーザの誤照射に関する安全上好ましい。
【0053】
・異常検出手段としての制御装置60により異常であると判定されたとき警報する警報手段としての警報器を更に設けてもよい。
・ファイバレーザ発振器を備えたレーザマーキング装置に具体化したが、これに限定されるものではなく他の発振器を備えたレーザマーキング装置に具体化してもよい。つまり、気体ガスレーザであれば炭酸ガスレーザやアルゴンガスレーザや窒素ガスレーザ等であってもよく、また、固体レーザでも適用可能である。
【0054】
・レーザマーキング装置に具体化したが、これに限定されるものではなく、他のレーザ加工装置、例えばレーザ溶接機、レーザ穴あけ機、レーザ切断機等に具体化してもよい。
【符号の説明】
【0055】
1…レーザマーキング装置、7…コンソール、20…レーザ発振器、60…制御装置、70…分岐用ミラー、71…光電変換器、72…オペアンプ、73…A/D変換器、84…印字スタートボタン、L…レーザ光、W…加工対象物。
【技術分野】
【0001】
本発明は、レーザ加工装置に関するものである。
【背景技術】
【0002】
従来、例えば、レーザ発振器を備え、外部からのパルス信号である励起信号によりレーザ発振器のレーザ媒質を励起することに基づいてレーザ光を発生させるものがある(例えば特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2000−22250号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところが、レーザ光を照射するモードに移行していないときに、システム上の不具合によりレーザ光が照射された場合、ワークに不要なレーザ光が照射されてしまう。
本発明の目的は、レーザの誤照射に関する安全性を確保することができるレーザ加工装置を提供することにある。
【課題を解決するための手段】
【0005】
請求項1に記載の発明では、加工対象物に照射するためのレーザ光を出力するレーザ発振器と、前記加工対象物に対し前記レーザ光の照射による加工を開始させる加工開始信号を出力する加工開始信号出力手段と、前記レーザ光の光路に設けられ、レーザ光の一部を分岐して取り出すための分岐手段と、前記分岐手段により取り出されたレーザ光を検出するための光電変換器と、前記光電変換器によるレーザ光の検出結果と前記加工開始信号出力手段による加工開始信号の出力状態から、加工開始指示が出ていないときに前記光電変換器によりレーザ光が検出されると異常であると判定する異常検出手段と、前記異常検出手段により異常が検出されたときにレーザ光が外部に出射されないようにする禁止手段と、を備えたことを要旨とする。
【0006】
請求項1に記載の発明によれば、加工開始信号出力手段により、加工対象物に対しレーザ光の照射による加工を開始させる加工開始信号が出力される。そして、レーザ発振器において、加工対象物に照射するためのレーザ光が出力される。
【0007】
ここで、レーザ光の光路に設けられた分岐手段により、レーザ光の一部が分岐されて取り出され、光電変換器により、分岐手段により取り出されたレーザ光が検出される。そして、異常検出手段により、光電変換器によるレーザ光の検出結果と加工開始信号出力手段による加工開始信号の出力の状態から、加工開始指示が出ていないときに光電変換器によりレーザ光が検出されると異常であると判定される。この異常検出手段により異常が検出されたときに、禁止手段により、レーザ光が外部に出射されるのが禁止される。その結果、レーザの誤照射に関する安全性を確保することができる。
【0008】
請求項2に記載の発明では、請求項1に記載のレーザ加工装置において、前記禁止手段は、レーザ発振器への電力供給を停止させることによりレーザ光が外部に出射されないようにすることを要旨とする。
【0009】
請求項2に記載の発明によれば、禁止手段において、レーザ発振器への電力供給が停止され、これによりレーザ光が外部に出射されないようになる。
請求項3に記載の発明では、請求項1に記載のレーザ加工装置において、前記禁止手段は、レーザ光の光路に配したシャッタを閉じることによりレーザ光が外部に出射されないようにすることを要旨とする。
【0010】
請求項3に記載の発明によれば、禁止手段において、レーザ光の光路に配したシャッタが閉じられ、これによりレーザ光が外部に出射されないようになる。
請求項4に記載の発明では、請求項3に記載のレーザ加工装置において、前記シャッタは、無電力状態で機械的付勢手段により遮光部材が閉側に付勢されており、制御信号の入力によって開く構成であることを要旨とする。
【0011】
請求項4に記載の発明によれば、シャッタは、無電力状態で機械的付勢手段により遮光部材が閉側に付勢されており、制御信号の入力によって開く構成であるので、レーザの誤照射に関する安全上好ましい。
【0012】
請求項5に記載の発明は、請求項1〜4のいずれか1項に記載のレーザ加工装置において、前記異常検出手段により異常であると判定されたとき警報する警報手段を更に備えたことを要旨とする。
【0013】
請求項5に記載の発明によれば、警報手段により、異常検出手段により異常であると判定されたとき警報される。よって、レーザの誤照射に関する安全性を確保する上で好ましい。
【0014】
請求項6に記載の発明では、請求項1〜5のいずれか1項に記載のレーザ加工装置において、前記光電変換器によるレーザ光の出力に応じたレベルの電気信号を増幅して出力するオペアンプと、前記オペアンプの出力信号をA/D変換するA/D変換器と、前記A/D変換器によるA/D変換後のレーザ光の出力値を入力して、その時々のA/D変換器の出力値と、予め求めておいたレーザ照射前のA/D変換器の出力値の差分をレーザ光のモニタ値として算出する差分処理手段と、を備え、前記異常検出手段は、異常判定の際に前記差分処理手段による前記モニタ値が閾値以上であるとレーザ光が検出されたと判定することを要旨とする。
【0015】
請求項6に記載の発明によれば、オペアンプにより、光電変換器によるレーザ光の出力に応じたレベルの電気信号が増幅され、A/D変換器においてオペアンプの出力信号がA/D変換される。差分処理手段において、その時々のA/D変換器の出力値と、予め求めておいたレーザ照射前のA/D変換器の出力値の差分がレーザ光のモニタ値として算出される。そして、異常検出手段により、異常判定の際に差分処理手段によるモニタ値が閾値以上であるとレーザ光が検出されたと判定される。
【0016】
その結果、光電変換器の暗電流の影響やオペアンプの温度の影響を受けにくくすることができる。
請求項7に記載のように、請求項6に記載のレーザ加工装置において、前記異常検出手段は、異常判定の際に前記差分処理手段による前記モニタ値が閾値以上の状態が規定の時間以上継続するとレーザ光が検出されたと判定することを要旨とする。
【0017】
請求項7に記載の発明によれば、異常検出手段において、異常判定の際に、差分処理手段によるモニタ値が閾値以上の状態が規定の時間以上継続すると、レーザ光が検出されたと判定されるので、確実にレーザ光を検出することができる。
【発明の効果】
【0018】
本発明によれば、レーザの誤照射に関する安全性を確保することができる。
【図面の簡単な説明】
【0019】
【図1】実施形態におけるレーザマーキング装置の概略構成を示す斜視図。
【図2】レーザマーキング装置の概略構成を示すブロック図。
【図3】レーザ発振器の概略構成を示す構成図。
【図4】コンソールの正面図。
【図5】レーザマーキング装置の作用を説明するための波形図。
【図6】レーザマーキング装置の作用を説明するための波形図。
【図7】レーザマーキング装置の作用を説明するための波形図。
【発明を実施するための形態】
【0020】
以下、本発明をレーザマーキング装置に具体化した一実施形態を図面に従って説明する。
図1は、レーザマーキング装置1の斜視図であり、図2はレーザマーキング装置のブロック図である。
【0021】
図1に示すように、レーザ加工装置としてのレーザマーキング装置1は、レーザ光Lを出射するコントローラ2を備えている。コントローラ2にはファイバケーブル3を介してヘッド4が接続されている。また、コントローラ2には電気ケーブル5を介してヘッド4が接続されるとともに、コントローラ2には電気ケーブル6を介してコンソール7が接続されている。そして、レーザマーキング装置1は、載置台8に載置された加工対象物Wのマーキング面Wa上に所望の文字、図形、記号等(以下、文字等という)をマーキングするようになっている。
【0022】
ヘッド4の下面には、レーザ光Lが出射される窓部9が形成されている。そして、ヘッド4は、窓部9が加工対象物Wのマーキング面Waと対向するように設置されている。
図2に示すように、コントローラ2はレーザ発振器20を備え、レーザ発振器20からレーザ光Lが出射される。
【0023】
本実施形態ではレーザ発振器20として図3に示すファイバレーザ発振器を用いている。
図3に示すように、レーザ発振器20は、光ファイバ21とレーザダイオードLD1とレーザダイオードLD2とレーザダイオードLD3とドライバ22を備えている。ドライバ22は電源から電力の供給を受ける。レーザダイオードLD1は信号用レーザ光源となり、レーザダイオードLD2,LD3は励起用レーザ光源となる。光ファイバ21は、希土類元素であるイットリビウム(Yb)を含んでおり、この希土類ドープ光ファイバ21は多数回巻回され、所要長の光路が確保されている。希土類ドープ光ファイバ21にはレーザ光を一方にのみ通過させる光アイソレータ24が設けられている。また、希土類ドープ光ファイバ21の一端側には光ファイバ25aが結合されているとともに希土類ドープ光ファイバ21の他端側には光ファイバ25bが結合されている。希土類ドープ光ファイバ21の一端には光ファイバ26aを通してレーザダイオードLD1からレーザ光が入射されるとともに、光ファイバ25aを通したレーザダイオードLD2からのレーザ光が合流する。また、希土類ドープ光ファイバ21の他端側において光ファイバ25bを通したレーザダイオードLD3からのレーザ光が入射されるとともに、希土類ドープ光ファイバ21の他端から光ファイバ26bを通してレーザ光が出力される。
【0024】
ドライバ22にはスイッチング素子(パワートランジスタ)Q1,Q2,Q3と電源スイッチSW1が備えられている。スイッチング素子Q1はレーザダイオードLD1に、スイッチング素子Q2はレーザダイオードLD2に、スイッチング素子Q3はレーザダイオードLD3に、それぞれ接続されている。また、スイッチング素子Q1,Q2,Q3は電源スイッチSW1を介して電源と接続されている。そして、電源スイッチSW1をオン(閉路)した状態で、スイッチング素子Q1,Q2,Q3をオンすることにより対応するレーザダイオードLD1,LD2,LD3から光が放射され、レーザダイオードLD2,LD3からの光により光ファイバ21において励起されてレーザ光が出力される。
【0025】
このように、レーザ発振器20は、加工対象物Wに照射するためのレーザ光を出力することができるようになっている。
レーザ発振器20から出射されたレーザ光Lは図1のファイバケーブル3に送られ、ファイバケーブル3を通してレーザ光がヘッド4に送られる。図1に示すようにヘッド4においてファイバケーブル3の一端がビームエキスパンダ収納部10に接続されている。ビームエキスパンダ収納部10にはビームエキスパンダ30(図2参照)が収納されており、ファイバケーブル3からのレーザ光がビームエキスパンダ30に送られる。
【0026】
図2に示すように、ヘッド4においてレーザ光Lの光路途中には、レーザ発振器20側から順に、第1および第2ガルバノミラー40X,40Yと、集光レンズ50が配設されている。そして、ビームエキスパンダ30からのレーザ光Lは第1および第2ガルバノミラー40X,40Yに入射される。
【0027】
第1および第2ガルバノミラー40X,40Yは、それぞれ対応する第1および第2ガルバノモータ41X,41Yに回動可能に連結駆動されている。第1および第2ガルバノモータ41X,41Yは、第1および第2ガルバノミラー40X,40Yを互いに略直交する軸を中心としてそれぞれ回動させるようになっている。そして、第1および第2ガルバノミラー40X,40Yは、ビームエキスパンダ30からのレーザ光Lを反射し、その出射方向を変更させるようになっている。具体的には、第1ガルバノミラー40Xは、回動して加工対象物Wに向けて照射するレーザ光Lを、そのマーキング面Waの一方向(X方向、図1参照)に走査させるようになっている。また、第2ガルバノミラー40Yは、回動して加工対象物Wに向けて照射するレーザ光Lを、そのマーキング面WaのX方向に対して直交する方向(Y方向、図1参照)に走査させるようになっている。従って、加工対象物Wに向けて照射するレーザ光Lは、第1および第2ガルバノミラー40X,40Yにより、加工対象物Wのマーキング面Waに対して、X方向およびY方向に走査されるようになっている。
【0028】
コンソール7は設定機能と表示機能を有している。図4はコンソール7の正面図である。図4に示すように、コンソール7には、加工文字等を表示する表示部80と、X軸での原点位置の表示部81と、Y軸での原点位置の表示部82と、原点位置設定ボタン83a,83b,83c,83dと、印字スタートボタン84とが備えられている。原点位置設定ボタン83a,83bを用いてY軸での原点位置を設定することができる。また、原点位置設定ボタン83c,83dを用いてX軸での原点位置を設定することができる。設定されたY軸での原点位置は表示部82に表示される。また、設定されたX軸での原点位置は表示部81に表示される。さらに、設定されたX,Y軸での原点は表示部80において2次元座標上に表示される。印字スタートボタン84の押下により印字が開始される。
【0029】
つまり、加工開始信号出力手段としての印字スタートボタン84は、加工対象物Wに対しレーザ光Lの照射による加工を開始させる加工開始信号を出力する。即ち、本実施形態においては、加工はマーキング加工であり、加工開始信号はマーキング開始信号である。
【0030】
図2においてコントローラ2は、レーザマーキング装置1を統括的に制御する制御装置60と、同制御装置60に接続されたROM等からなるメモリ61とを備えている。メモリ61には、印字される文字等のマーキング情報が記憶されている。このマーキング情報は、文字等を構成する各線分の始点および終点の座標値、レーザ光Lの照射により形成される線分の太さ等の情報を含む。
【0031】
制御装置60はコンソール7と接続され、制御装置60はコンソール7における印字スタートボタン84の操作信号(マーキング開始信号)、原点位置設定ボタン83a,83b,83c,83dの操作信号等を入力する。
【0032】
また、制御装置60は、レーザ発振器20、第1および第2ガルバノモータ41X,41Yにそれぞれ接続されている。制御装置60は、レーザ発振器20のドライバ22(図3参照)のスイッチング素子Q1,Q2,Q3および電源スイッチSW1を制御することができるようになっている。そして、制御装置60は、駆動信号、即ち、電源スイッチSW1をオンした状態でスイッチング素子Q1,Q2,Q3をオンする信号を出力してレーザ光Lを出射させ、メモリ61に記憶されたマーキング情報に基づいて第1および第2ガルバノモータ41X,41Yを駆動制御することでレーザ光Lを2次元的に走査し、加工対象物Wのマーキング面Waに所定の文字等をマーキングするようになっている。
【0033】
また、図2に示すように、ヘッド4でのレーザ光の光路上におけるビームエキスパンダ30と第1および第2ガルバノミラー40X,40Yとの間には、分岐手段としての分岐用ミラー70が設けられている。分岐用ミラー70は部分反射ミラーであり、この分岐用ミラー70により、レーザ光の一部(例えば1〜2%)が分岐して取り出される。分岐用ミラー70により取り出されたレーザ光は光電変換器(例えばフォトダイオード)71に送られる。この光電変換器71を用いて、取り出されたレーザ光を検出することができるようになっている。
【0034】
光電変換器71と、増幅器としてのオペアンプ72と、A/D変換器73が直列に接続され、A/D変換器73には制御装置60が接続されている。オペアンプ72は、光電変換器71によるレーザ光の出力に応じたレベルの電気信号を増幅して出力する。オペアンプ72の後段のA/D変換器73は、オペアンプ72の出力信号をA/D変換する。制御装置60は、A/D変換器73によるA/D変換後のレーザ光の出力値を入力して、光電変換器71によるレーザ光の検出結果に基づいて異常判定を行うようになっている。
【0035】
次に、このように構成したレーザマーキング装置1の作用を説明する。
図5は、正常動作時の波形図である。t1のタイミングでコンソール7の印字スタートボタン84が押下されると、印字スタートボタン84の操作に伴うトリガ信号(SG1)が制御装置60に送られる。
【0036】
すると、制御装置60は、加工対象物Wに、加工する情報(文字,記号,図形と、その大きさと、太さと、印字のスピードと、レーザパワー等)から、座標データ(マーキングデータ)を生成する。
【0037】
そして、制御装置60は、図5のt2のタイミングでレーザ発振器20のドライバ22に対して駆動信号SG2を送出する。
図5のt1〜t2の期間(レーザ照射前)において、制御装置60は、レーザの照射前のA/D変換器73の出力値(ワット値W1)を記憶しておく。つまり、レーザの照射前における光電変換器71の出力をオペアンプ72で増幅し、A/D変換器73でA/D変換して制御装置60に取り込んで、レーザの照射前のA/D変換器73の出力値(ワット値W1)として記憶しておく。
【0038】
図5のt2のタイミングでレーザ発振器20のドライバ22に駆動信号SG2が送られると、レーザ発振器20のドライバ22において電源スイッチSW1をオンした状態でスイッチング素子Q1,Q2,Q3がオンされてレーザ光が出力される。
【0039】
レーザ発振器20から出力されたレーザ光は分岐用ミラー70においてその一部が分岐して取り出され、光電変換器71おいてレーザ光の出力(強さ)に応じた電気信号に変換され、オペアンプ72において増幅され、A/D変換器73においてオペアンプ72の出力がA/D変換されてデジタル値として出力される。
【0040】
制御装置60はA/D変換器73によるレーザ光の出力値(デジタル値)を入力する。制御装置60は、その時々のA/D変換器73の出力値(ワット値W2)と、予め求めておいたレーザ照射前のA/D変換器73の出力値(ワット値W1)の差分を求める(引き算する)。このW1−W2が真の値、つまり、レーザ光のモニタ値となる。
【0041】
なお、モニタ値に基づいてコンソール7においてレーザ光の出力(パワー値)を表示するようにしてもよい。
制御装置60は、モニタ値が閾値以上であるとレーザ光が検出されたと判定し、モニタ値が閾値未満であるとレーザ光が検出されないと判定する。そして、制御装置60は、レーザ光の検出結果と、加工開始信号の出力状態から、次のように異常の有無を判定する。
【0042】
図5の場合においては、制御装置60は、印字スタートボタン84の押下に伴うトリガ信号(SG1)を入力した後にレーザ光の出力を検出しているので、「正常」と判定する。つまり、制御装置60は、光電変換器71によるレーザ光の検出結果と加工開始信号の出力状態から、加工開始指示が出ていたときに光電変換器71によりレーザ光が検出されると正常であると判定する。
【0043】
図6においては、レーザ発振器20のドライバ22においてスイッチング素子Q1,Q2,Q3が何らかの理由によりショート(短絡)している。これにより、印字スタートボタン84の押下に伴うトリガ信号(SG1)を入力せず、また、レーザ発振器20のドライバ22に駆動信号SG2も出されていない状態で、t10のタイミングでレーザ発振器20からレーザ光が出力されてしまっている。
【0044】
制御装置60は、印字スタートボタン84の押下に伴うトリガ信号(SG1)の入力がないままレーザ光の出力を検出しているので、「異常」と判定する。つまり、制御装置60は、光電変換器71によるレーザ光の検出結果と加工開始信号を出力状態から、加工開始指示が出ていないときに光電変換器71によりレーザ光が検出されると異常であると判定する。
【0045】
制御装置60は、「異常」と判定すると、直ちに図3の電源スイッチSW1をオフ(開路)してレーザ発振器20への電力供給を停止する。
このようにして、レーザ照射モードに移行していないときに、予期せぬレーザ照射がされた場合、それを直ちに検知し非常停止をする。
【0046】
上記実施形態によれば、以下のような効果を得ることができる。
(1)図6に示すように、トリガ信号もレーザ発振器20への駆動信号も出されていないのにレーザが照射される場合、即ち、印字モードでないにもかかわらず予期せぬレーザ光が照射された場合は、制御装置60は分岐用ミラー70、光電変換器71、オペアンプ72およびA/D変換器73を用いてモニタし、直ちにレーザ発振器20への電力供給を停止する。
【0047】
つまり、異常検出手段としての制御装置60において、光電変換器71によるレーザ光の検出結果と印字スタートボタン84による印字スタート信号(加工開始信号)の出力状態から、加工開始指示が出ていないときに光電変換器71によりレーザ光が検出されると異常であると判定する。禁止手段としての制御装置60により、異常が検出されたときにレーザ光が外部に出射されないようにする。よって、レーザの誤照射に関する安全性を確保することができる。
【0048】
(2)禁止手段としての制御装置60は、レーザ発振器20への電力供給を停止させることによりレーザ光が外部に出射されないようにする。よって、より確実に、レーザの誤照射に関する安全性を確保することができる。
【0049】
(3)オペアンプ72は、光電変換器71によるレーザ光の出力に応じたレベルの電気信号を増幅して出力し、A/D変換器73は、オペアンプ72の出力信号をA/D変換する。差分処理手段としての制御装置60は、A/D変換器73によるA/D変換後のレーザ光の出力値を入力して、その時々のA/D変換器73の出力値と、予め求めておいたレーザ照射前のA/D変換器73の出力値の差分をレーザ光のモニタ値として算出し、異常検出手段としての制御装置60は、異常判定の際にモニタ値が閾値以上であるとレーザ光が検出されたと判定する。これにより、光電変換器(フォトダイオード)71における暗電流の影響を受けにくくして、正確にレーザ光の出力をモニタすることができる。また、オペアンプ72における温度の影響を受けにくくして(オフセット分を相殺して)、正確にレーザ光の出力(強さ)をモニタすることができる。
【0050】
実施形態は前記に限定されるものではなく、例えば、次のように具体化してもよい。
・図6に代わり、図7に示すように、t21でのトリガ信号(SG1)の入力前においてt20のタイミングでレーザ発振器20への駆動信号SG2が出されている。このような印字モードでないにもかかわらず予期せぬレーザ光が照射された場合にも、それを制御装置60において検知し、直ちにレーザ発振器20への電力供給を停止するようにしてもよい。
【0051】
・前述の(3)において、異常検出手段としての制御装置60は、異常判定の際にモニタ値が閾値以上の状態が規定の時間以上継続するとレーザ光が検出されたと判定するようにしてもよい。こうすると、確実にレーザ光を検出することができる。
【0052】
・禁止手段としての制御装置60により、レーザ光の光路に配したシャッタを閉じることによりレーザ光が外部に出射されないようにしてもよい。ここで、シャッタは、無電力状態で機械的付勢手段(例えばリターンスプリング)により遮光部材(例えば回動式遮光板)が閉側に付勢されており、制御信号の入力によって開く構成であるとよい。このようにすると、仮にレーザ発振器の電力供給を停止することに併せてシャッタへの電力供給も止めた場合にシャッタが無電力状態で機械的付勢手段により遮光部材を閉側に付勢する状態となるので、レーザの誤照射に関する安全上好ましい。
【0053】
・異常検出手段としての制御装置60により異常であると判定されたとき警報する警報手段としての警報器を更に設けてもよい。
・ファイバレーザ発振器を備えたレーザマーキング装置に具体化したが、これに限定されるものではなく他の発振器を備えたレーザマーキング装置に具体化してもよい。つまり、気体ガスレーザであれば炭酸ガスレーザやアルゴンガスレーザや窒素ガスレーザ等であってもよく、また、固体レーザでも適用可能である。
【0054】
・レーザマーキング装置に具体化したが、これに限定されるものではなく、他のレーザ加工装置、例えばレーザ溶接機、レーザ穴あけ機、レーザ切断機等に具体化してもよい。
【符号の説明】
【0055】
1…レーザマーキング装置、7…コンソール、20…レーザ発振器、60…制御装置、70…分岐用ミラー、71…光電変換器、72…オペアンプ、73…A/D変換器、84…印字スタートボタン、L…レーザ光、W…加工対象物。
【特許請求の範囲】
【請求項1】
加工対象物に照射するためのレーザ光を出力するレーザ発振器と、
前記加工対象物に対し前記レーザ光の照射による加工を開始させる加工開始信号を出力する加工開始信号出力手段と、
前記レーザ光の光路に設けられ、レーザ光の一部を分岐して取り出すための分岐手段と、
前記分岐手段により取り出されたレーザ光を検出するための光電変換器と、
前記光電変換器によるレーザ光の検出結果と前記加工開始信号出力手段による加工開始信号の出力状態から、加工開始指示が出ていないときに前記光電変換器によりレーザ光が検出されると異常であると判定する異常検出手段と、
前記異常検出手段により異常が検出されたときにレーザ光が外部に出射されないようにする禁止手段と、
を備えたことを特徴とするレーザ加工装置。
【請求項2】
前記禁止手段は、レーザ発振器への電力供給を停止させることによりレーザ光が外部に出射されないようにすることを特徴とする請求項1に記載のレーザ加工装置。
【請求項3】
前記禁止手段は、レーザ光の光路に配したシャッタを閉じることによりレーザ光が外部に出射されないようにすることを特徴とする請求項1に記載のレーザ加工装置。
【請求項4】
前記シャッタは、無電力状態で機械的付勢手段により遮光部材が閉側に付勢されており、制御信号の入力によって開く構成であることを特徴とする請求項3に記載のレーザ加工装置。
【請求項5】
前記異常検出手段により異常であると判定されたとき警報する警報手段を更に備えたことを特徴とする請求項1〜4のいずれか1項に記載のレーザ加工装置。
【請求項6】
前記光電変換器によるレーザ光の出力に応じたレベルの電気信号を増幅して出力するオペアンプと、
前記オペアンプの出力信号をA/D変換するA/D変換器と、
前記A/D変換器によるA/D変換後のレーザ光の出力値を入力して、その時々のA/D変換器の出力値と、予め求めておいたレーザ照射前のA/D変換器の出力値の差分をレーザ光のモニタ値として算出する差分処理手段と、
を備え、
前記異常検出手段は、異常判定の際に前記差分処理手段による前記モニタ値が閾値以上であるとレーザ光が検出されたと判定することを特徴とする請求項1〜5のいずれか1項に記載のレーザ加工装置。
【請求項7】
前記異常検出手段は、異常判定の際に前記差分処理手段による前記モニタ値が閾値以上の状態が規定の時間以上継続するとレーザ光が検出されたと判定することを特徴とする請求項6に記載のレーザ加工装置。
【請求項1】
加工対象物に照射するためのレーザ光を出力するレーザ発振器と、
前記加工対象物に対し前記レーザ光の照射による加工を開始させる加工開始信号を出力する加工開始信号出力手段と、
前記レーザ光の光路に設けられ、レーザ光の一部を分岐して取り出すための分岐手段と、
前記分岐手段により取り出されたレーザ光を検出するための光電変換器と、
前記光電変換器によるレーザ光の検出結果と前記加工開始信号出力手段による加工開始信号の出力状態から、加工開始指示が出ていないときに前記光電変換器によりレーザ光が検出されると異常であると判定する異常検出手段と、
前記異常検出手段により異常が検出されたときにレーザ光が外部に出射されないようにする禁止手段と、
を備えたことを特徴とするレーザ加工装置。
【請求項2】
前記禁止手段は、レーザ発振器への電力供給を停止させることによりレーザ光が外部に出射されないようにすることを特徴とする請求項1に記載のレーザ加工装置。
【請求項3】
前記禁止手段は、レーザ光の光路に配したシャッタを閉じることによりレーザ光が外部に出射されないようにすることを特徴とする請求項1に記載のレーザ加工装置。
【請求項4】
前記シャッタは、無電力状態で機械的付勢手段により遮光部材が閉側に付勢されており、制御信号の入力によって開く構成であることを特徴とする請求項3に記載のレーザ加工装置。
【請求項5】
前記異常検出手段により異常であると判定されたとき警報する警報手段を更に備えたことを特徴とする請求項1〜4のいずれか1項に記載のレーザ加工装置。
【請求項6】
前記光電変換器によるレーザ光の出力に応じたレベルの電気信号を増幅して出力するオペアンプと、
前記オペアンプの出力信号をA/D変換するA/D変換器と、
前記A/D変換器によるA/D変換後のレーザ光の出力値を入力して、その時々のA/D変換器の出力値と、予め求めておいたレーザ照射前のA/D変換器の出力値の差分をレーザ光のモニタ値として算出する差分処理手段と、
を備え、
前記異常検出手段は、異常判定の際に前記差分処理手段による前記モニタ値が閾値以上であるとレーザ光が検出されたと判定することを特徴とする請求項1〜5のいずれか1項に記載のレーザ加工装置。
【請求項7】
前記異常検出手段は、異常判定の際に前記差分処理手段による前記モニタ値が閾値以上の状態が規定の時間以上継続するとレーザ光が検出されたと判定することを特徴とする請求項6に記載のレーザ加工装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2012−76106(P2012−76106A)
【公開日】平成24年4月19日(2012.4.19)
【国際特許分類】
【出願番号】特願2010−223322(P2010−223322)
【出願日】平成22年9月30日(2010.9.30)
【出願人】(000106221)パナソニック電工SUNX株式会社 (578)
【Fターム(参考)】
【公開日】平成24年4月19日(2012.4.19)
【国際特許分類】
【出願日】平成22年9月30日(2010.9.30)
【出願人】(000106221)パナソニック電工SUNX株式会社 (578)
【Fターム(参考)】
[ Back to top ]