
レーザ照射アーク溶接方法
【課題】レーザ光が被溶接物に反射して、反射光が溶接トーチに照射されることが無いレーザ照射アーク溶接方法を提供する。
【解決手段】被溶接物の溶接個所にレーザ発振器から出力されたレーザ光を照射してガスシールドアーク溶接を行うレーザ照射アーク溶接方法において、レーザ光がアークに先行又は後行し、レーザ光と鉛直線とが形成する角度及び溶接トーチと鉛直線とが形成する角度がいずれも前進角又は後退角であり、レーザ発振器がファイバーレーザであるレーザ照射アーク溶接方法である。
【解決手段】被溶接物の溶接個所にレーザ発振器から出力されたレーザ光を照射してガスシールドアーク溶接を行うレーザ照射アーク溶接方法において、レーザ光がアークに先行又は後行し、レーザ光と鉛直線とが形成する角度及び溶接トーチと鉛直線とが形成する角度がいずれも前進角又は後退角であり、レーザ発振器がファイバーレーザであるレーザ照射アーク溶接方法である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、レーザトーチから被溶接物にレーザ光を照射すると共にガスシールドアーク溶接を行う改善されたレーザ照射アーク溶接方法に関するものである。
【背景技術】
【0002】
炭酸ガスレーザ、YAGレーザ、半導体レーザ等を利用したレーザ溶接は、高エネルギー密度の熱源であるので、2[m/分]を超える高速溶接が可能である。しかし、このレーザ溶接では、重ね継手、突き合わせ継手等への溶接において、その継手部分にギャップがある場合には、レーザ照射部のビームスポットが小さいために溶融金属量が少なく、ギャップを埋めながら溶接することが難しい。従って、レーザ溶接においては、被溶接物の継手部分をギャップがない状態にする必要があるために、実用上の適用範囲は非常に限定されていた。
【0003】
上述したレーザ溶接の問題点を解決する1つの方法として、レーザ照射と消耗電極ガスシールドアーク溶接又はティグ溶接とを併用するレーザ照射アーク溶接方法が提案されている。この溶接方法は、前述したレーザ照射によって形成される高エネルギー密度の熱源による高速溶接性を確保した上で、アークによって形成される広がりのある熱源によって継手部分を幅広く溶融する。それと共に溶接ワイヤをギャップ部分に充填することによって、ギャップのある継手部分に対しても良好な高速溶接を行うことができる。
【0004】
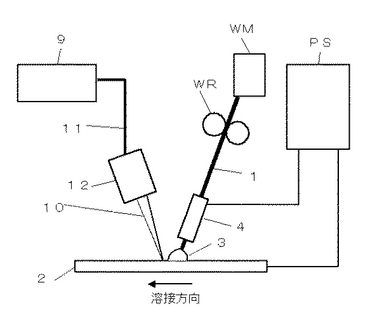
図13は、一般的なレーザ照射アーク溶接装置を示す図であり、例えばYAGレーザ又は半導体レーザと消耗電極ガスシールドアーク溶接装置とを使用する場合を示している。
【0005】
図13において、溶接用電源PSは、溶接ワイヤ送給装置WMの溶接ワイヤ送給ロールWRの回転を制御して、溶接ワイヤ1が溶接トーチ4を通して送給される。また、溶接用電源PSは、溶接トーチ4内に設けられた給電チップと被溶接物2との間に電力を供給してアーク3を発生させる。
【0006】
また、レーザ発振器9から出力されたレーザ光10は光ファイバ11によって集光レンズ光学系12に伝送され、この集光レンズ光学系12によって被溶接物2に焦点が生じるように収束されて照射される。上記のレーザ光10を照射する位置は、被溶接物2のアーク3の発生部に対し適宜な距離を持つ位置である。(例えば、特許文献1参照。)。
【特許文献1】特開2003−205378号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
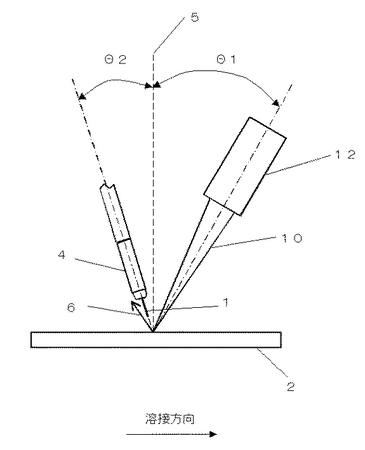
図13に示したレーザ照射アーク溶接装置において、例えば、図14に示すようにレーザ光10と鉛直線5とが形成する角度Θ1が後退角で、溶接トーチ4と鉛直線5とが形成する角度Θ2が前進角のとき、レーザ光10が被溶接物2に反射して、反射光6が溶接トーチ4に照射されて、溶接トーチ4が損傷し、溶接トーチ4の寿命を短縮するという不具合が生じる。
図14は、レーザ光が被溶接物に反射して反射光が溶接トーチに照射されている状態を示す図である。
【0008】
本発明は、レーザ光が被溶接物に反射して、反射光が溶接トーチに照射されることが無いレーザ照射アーク溶接方法を提供することを目的としている。
【課題を解決するための手段】
【0009】
上記目的を達成するために、第1の発明は、
被溶接物の溶接個所にレーザ発振器から出力されたレーザ光を照射してガスシールドアーク溶接を行うレーザ照射アーク溶接方法において、
前記レーザ光がアークに先行又は後行し、
前記レーザ光と鉛直線とが形成する角度及び溶接トーチと前記鉛直線とが形成する角度がいずれも前進角又は後退角であることを特徴とするレーザ照射アーク溶接方法である。
【0010】
第2の発明は、
第1の発明に記載の前記レーザ発振器がレーザダイオードとダブルクラッドファイバとを備えたファイバーレーザであることを特徴とするレーザ照射アーク溶接方法である。
【発明の効果】
【0011】
第1の発明のレーザ照射アーク溶接方法は、レーザ光と鉛直線とが形成する角度及び溶接トーチと鉛直線とが形成する角度をいずれも前進角又は後退角としている。
この結果、レーザ光10が被溶接物2に反射して、その反射光が溶接トーチ4に照射されて、溶接トーチ4が損傷することが無く、溶接トーチ4の寿命を短縮することが無い。
【0012】
第2の発明のレーザ照射アーク溶接方法は、レーザ発振器としてファイバーレーザを用いている。
この結果、溶接トーチ4とレーザ光10との配置及び角度をより適切にして、被溶接物2に対する溶接姿勢を最適にすることができるので、溶接品質を向上させることができる。
さらに、集光レンズ光学系12内のコリメートレンズの焦点距離F1を短くすることができ、また、集光レンズ光学系のレンズ上のビーム直径D3を小さくすることができるために、集光レンズ光学系12を小型に製作することができる。また、溶接トーチ4とレーザ光10との相対角Θ3を小さくすることができるために、レーザヘッドを小さくすることができ、狭い個所の溶接が可能となる。
【発明を実施するための最良の形態】
【0013】
[実施の形態1]
発明の実施の形態を実施例に基づき図面を参照して説明する。
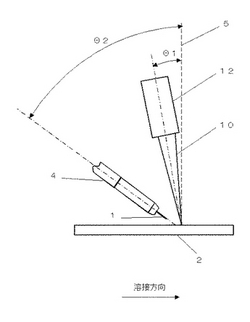
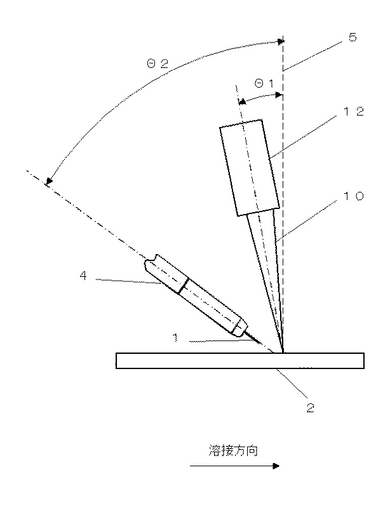
図1及び図2は、本発明の実施の形態1のレーザ照射アーク溶接方法を説明するための図であって、図1は、レーザ光と鉛直線とが形成する角度及び溶接トーチと鉛直線とが形成する角度がいずれも前進角である場合であり、図2は、これらの角度がいずれも後退角である場合である。
【0014】
図1において、レーザ光10と鉛直線5とが形成する角度Θ1及び溶接トーチ4と鉛直線5とが形成する角度Θ2のいずれも前進角である。また、図2においては、これらの角度Θ1及びΘ2がいずれも後退角である。その他の機能は、図13に示したレーザ照射アーク溶接装置の機能と同じであるので、説明を省略する。
このような角度を維持することによって、レーザ光10が被溶接物2に反射して、その反射光が溶接トーチ4に照射されて、溶接トーチ4が損傷することが無く、溶接トーチ4の寿命を短縮することが無い。
【0015】
[実施の形態2]
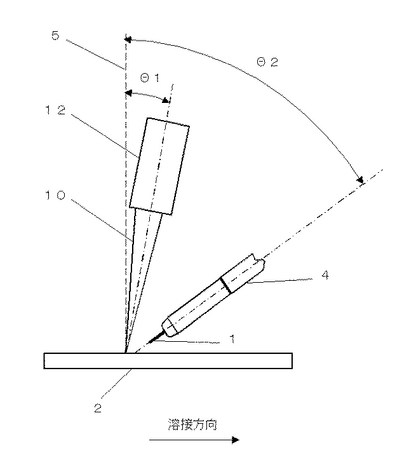
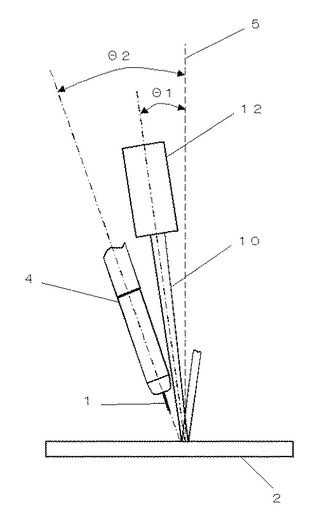
図3乃至図5は、本発明の実施の形態2のレーザ照射アーク溶接方法を説明するための図であって、図3は、溶接トーチ及びレーザ光の鉛直線からの適切な角度を示す図であり、図4は、溶接トーチ及びレーザ光の相対角を示す図であり、図5は、集光レンズ光学系を示す図である。
以下、レーザ発振器としてファイバ−レーザを用いる理由を説明する。
【0016】
図3において、アーク溶接での2[m/分]を超える高速溶接においては、溶接トーチ4の鉛直線5からの角度Θ2が15度以下のときは、シールドガスが十分に溶融池を覆うことができず大気からのシールド性が低下する。
また、溶接トーチ4の鉛直線5からの角度Θ2が30度以上のときは、シールドガスが十分に溶融池を覆うことができず大気からのシールド性が低下し、さらに、アークが不安定になる。従って、溶接トーチ4の鉛直線5からの角度Θ2は、15度〜30度が適切である。
【0017】
次に、レーザ溶接においては、レーザ光10の鉛直線5からの角度Θ1が5度以下の場合は、例えば、レーザ光10に対し高反射率な材質であるアルミニウムなどをレーザ溶接するとき、反射光が集光レンズ光学系12へ戻り、集光レンズ光学系12、光ファイバ11又はレーザ発振器9そのものを損傷する恐れがある。
また、レーザ光10の鉛直線5からの角度Θ1が10度以上のときは、レーザ光10が被溶接物2に照射される断面が楕円形に成り、レーザ光10のスポット直径が大きくなり、エネルギ密度が小さくなる。従って、レーザ光10の鉛直線5からの角度Θ1は、5度〜10度が適切である。
【0018】
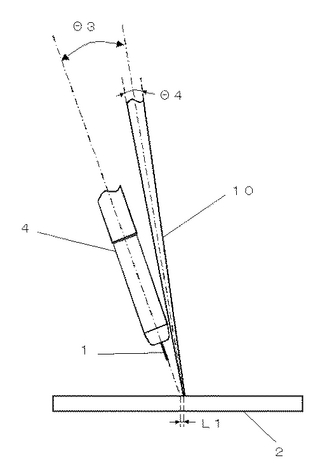
上記の溶接トーチ4及びレーザ光10の鉛直線5からの適切な角度を満たし、いずれも前進角又は後退角とするには、図4に示すように、溶接トーチ4及びレーザ光10の相対角Θ3は、10度〜15度が適切である。この理由は、相対角Θ3を10度以下にするには、溶接トーチ4の先端がレーザ光10を遮ることになる。また、相対角Θ3を15度以上にすると、溶接トーチ4と集光レンズ光学系12とから成るレーザヘッドの形状が大きく成り、例えば、このレーザヘッドをロボットのアームの先端に取付けて溶接を行うとき、操作性が低下するためである。
【0019】
溶接ワイヤ1の送給方向と被溶接物2との交わる点とレーザ光10の先端との距離である溶接ワイヤレーザ光先端間距離L1は、2〜5mmが適切である。この理由は、溶接ワイヤレーザ光先端間距離L1が、2mm以下のときは、レーザ光10が溶接ワイヤ1を焼くことになる。また、溶接ワイヤレーザ光先端間距離L1が5mm以上のときは、アークに対するレーザ光10の作用が低下するためである。
【0020】
そして、例えば、溶接トーチ4及びレーザ光10の相対角Θ3を10度とし、溶接ワイヤレーザ光先端間距離L1を2mmとした場合、被溶接物2へ集光されるレーザ光10のコーンアングルΘ4は、溶接トーチ4の先端がレーザ光を遮らないためには、3.5度以下である必要がある。
【0021】
ほこりが、集光レンズ光学系12に付着することを防止したり、消耗電極ガスシールドアーク溶接によって発生するヒューム及びスパッタが集光レンズ光学系12に付着することを防止するために、集光レンズ光学系12の被溶接物2側に保護ガラスが設けられている。
【0022】
この保護ガラスにスパッタが付着して放置しておくと、レーザ光10が照射されてスパッタの温度が上昇して保護ガラスが破壊されたり、被溶接物2に照射されるレーザ光10の出力が減衰されることによって、適切な溶接品質を得ることができない。従って、保護ガラスを頻繁に交換することが必要であるが、その作業を行う代わりに、クロスジェットが保護ガラスの被溶接物2側に設けられ、集光レンズ光学系12から出力されたレーザ光10に対して一方向からほぼ直角方向に空気を噴出してスパッタ等を除去している。
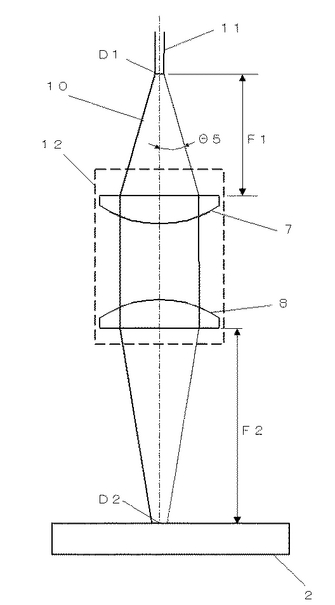
このクロスジェットがシールドガスを巻き込むのを防ぐために、集光レンズ光学系の焦点距離F2は、図5に示すように、200mm以上であることが適切である。
【0023】
また、レーザ溶接がキーホール溶接となるためのレーザ光10によるエネルギ密度は、一般的に10の6乗W/cm2であり、例えば、出力が4kWのレーザ発振器の場合、レーザのスポット直径D2は、0.7mm以下であることが必要である。
【0024】
光ファイバから出射されたレーザ光は、図5に示すように、コリメートレンズ7によって平行光に変換され、集光レンズ8によって被溶接物2へ集光される。光ファイバ直径をD1、コリメートレンズの焦点距離をF1、集光レンズの焦点距離をF2、スポット直径をD2とすると、D1×F2=D2×F1という近似式が与えられる。
また、光ファイバ11からのレーザ光の広がり角度Θ5は、光ファイバ直径D1とコリメートレンズの焦点距離F1から求まる。また、(光ファイバ出射後のビーム品質)=(光ファイバ直径D1)×(レーザ光の広がり角度Θ5)で求まる。
【0025】
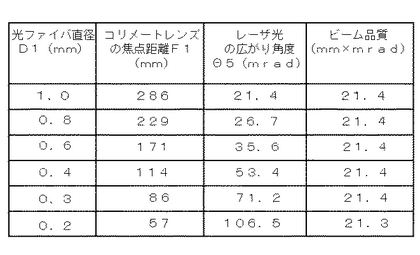
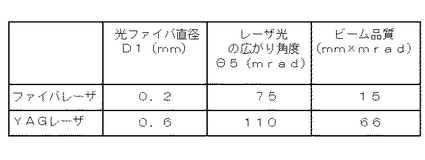
図6は、上記式に、スポット直径D2=0.7mm、集光レンズの焦点距離F2=200mmを代入し、光ファイバ直径D1とコリメートレンズの焦点距離F1とを適宜選択したときの、光ファイバからのレーザ光の広がり角度Θ5とビーム品質との関係を示す図である。同図において、ビーム品質は、約21mm×mradという値が得られる。
従って、ビーム品質が21mm×mrad以下のレーザ発振器を用いて、集光レンズ光学系12を調整することによって、レーザ光のコーンアングルΘ4を3.5度以下にすることができる。このレーザ発振器として、以下に示す理由からファイバーレーザを用いる。
【0026】
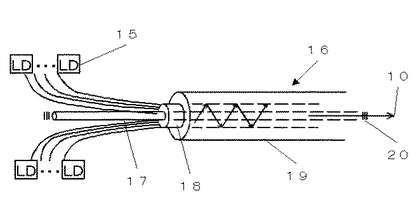
図7は、ファイバーレーザの動作原理を説明するための図である。同図において、レーザダイオード15は励起源である。ダブルクラッドファイバ16は発振源であって、例えば、Yb(イッテルビウム)等の希土類元素が添加されたコア17と、このコア17の外周を取囲む第1クラッド18とこの第1クラッド18の外周を取囲む第2クラッド19とから成る。第1クラッド18及び第2クラッド19は、高純度の2層の石英ガラスで形成されていて、これらの境界面にて、レーザダイオード15から入力された励起光が全反射して伝播し、伝播の過程でコア17を横切ることによって、少しずつコア17に吸収され、希土類元素を励起し、レーザ光10に変換される。
【0027】
コア17の両端面に形成されたファイバブラッググレーティング(FBG)20は共振源であって、特定の波長の光だけを反射する。レーザ光10はこのファイバブラッググレーティング20で反射を繰り返して増幅される。
【0028】
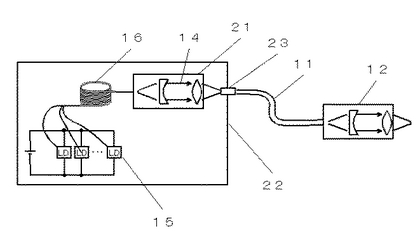
次に、ファイバレーザ加工機の構成を図8を参照して説明する。同図は、ファイバーレーザ加工機の構成を示す図である。同図においてレーザダイオード15が励起源であり、ダブルクラッドファイバ16が発振源であり、図5に示したファイバブラッググレーティング20が共振源であり、レーザ発振器用集光レンズ光学系21が集光機器であり、光ファイバ11が伝送機器であり、レーザトーチ用集光レンズ光学系12に伝送される。
レーザ発振器22の内部にレーザダイオード15、ダブルクラッドファイバ16及びレーザ発振器用集光レンズ光学系21が設けられていて、光ファイバ取付け口23に光ファイバ11が取付けられている。
【0029】
以下、動作を説明する。
図8において、レーザダイオード15から出力された励起光が、ダブルクラッドファイバ16に入力されて、レーザ光10に変換されて増幅される。増幅されたレーザ光10は、レーザ発振器用集光レンズ光学系21によって光ファイバ11へ入射可能となるように集光される。集光されたレーザ光10は、光ファイバ取付け口23を通って、光ファイバ11によってレーザトーチ用集光レンズ光学系12へ伝送され、所望の焦点径に集光されてレーザ光10が被溶接物に照射される。
【0030】
ここで、ファイバーレーザとYAGレーザとの代表的なビーム品質を図9に示す。図9は、ファイバーレーザとYAGレーザとの代表的なビーム品質を比較する図である。
【0031】
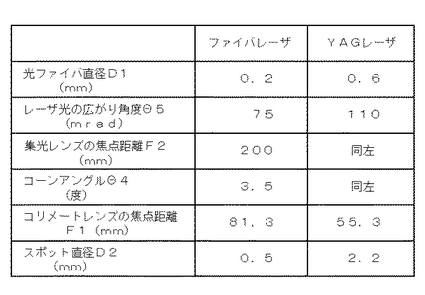
図9に示したビーム品質で、それぞれのレーザ発振器の集光レンズの焦点距離F2を200mm、コーンアングルΘ4を3.5度としたときに必要なコリメートレンズの焦点距離F1とスポット直径D2とを算出した結果を図10に示す。
同図に示すように、YAGレーザは、スポット直径D2がファイバーレーザと比較して、著しく大きい。
【0032】
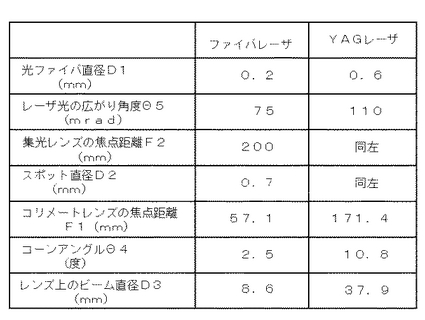
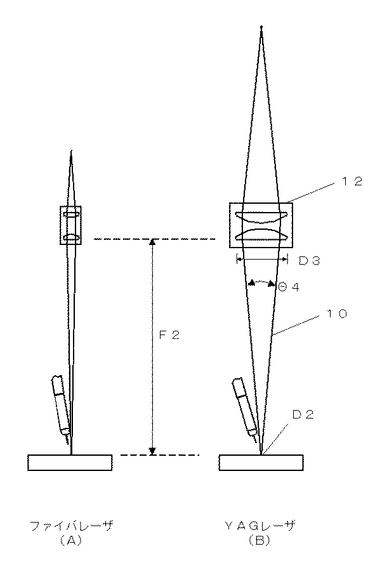
次に、上記条件で、スポット直径D2を0.7mmとするために必要なコリメートレンズの焦点距離F1を算出した結果を図11に示す。同図に示すように、YAGレーザは、コリメートレンズの焦点距離F1が、ファイバーレーザと比較して長くなる。さらに、集光レンズ光学系のレンズ上のビーム直径D3が長くなり、図12に示すように、集光レンズ光学系12が、ファイバーレーザと比較して、大きくなる。
図12は、スポット直径D2を0.7mmとしたときのファイバーレーザとYAGレーザの集光レンズ光学系を比較する図である。
また、レーザ光10のコーンアングルΘ4が大きくなり、溶接トーチ4の先端がレーザ光10を遮るために、溶接トーチ4とレーザ光10との配置を最適にすることができない。
【0033】
これに対して、レーザ発振器がファイバーレーザの場合、レーザ光のスポット直径D2とコーンアングルΘ4が適正値以下となるために、溶接トーチ4とレーザ光10との配置を最適にできるだけでなく、集光レンズ光学系12の仕様の設計に、自由度を持たせることができる。
【0034】
本発明の実施の形態2のレーザ照射アーク溶接方法は、実施の形態1の方法において、レーザ発振器としてファイバーレーザを使用することによって、溶接トーチ4とレーザ光10との配置及び角度をより適切にして、被溶接物2に対する溶接姿勢を最適にすることができるので、溶接品質を向上させることができる。
さらに、集光レンズ光学系12内のコリメートレンズの焦点距離F1を短くすることができ、また、集光レンズ光学系のレンズ上のビーム直径D3を小さくすることができるために、集光レンズ光学系12を小型に製作することができる。また、溶接トーチ4とレーザ光10との相対角Θ3を小さくすることができるために、レーザヘッドを小さくすることができ、狭い個所の溶接が可能となる。
【0035】
なお、本発明のレーザ照射アーク溶接方法は、消耗電極ガスシールドアーク溶接について説明したが、消耗電極ガスシールドアーク溶接だけでなく、TIGアーク溶接も使用することができる。
また、上記ビーム品質を満たすディスクレーザ等他のレーザ発振器を用いても、同様の効果が得られる。
【図面の簡単な説明】
【0036】
【図1】レーザ光と鉛直線とが形成する角度及び溶接トーチと鉛直線とが形成する角度がいずれも前進角である場合である。
【図2】レーザ光と鉛直線とが形成する角度及び溶接トーチと鉛直線とが形成する角度がいずれも後退角である場合である。
【図3】溶接トーチ及びレーザ光の鉛直線からの適切な角度を示す図である。
【図4】溶接トーチ及びレーザ光の相対角を示す図である。
【図5】集光レンズ光学系を示す図である。
【図6】光ファイバ直径D1とコリメートレンズの焦点距離F1とを適宜選択したときの、光ファイバからのレーザ光の広がり角度Θ5とビーム品質との関係を示す図である。
【図7】ファイバーレーザの動作原理を説明するための図である
【図8】ファイバーレーザ加工機の構成を示す図である。
【図9】ファイバーレーザとYAGレーザとの代表的なビーム品質を比較する図である。
【図10】図9に示したビーム品質で、それぞれのレーザ発振器の集光レンズの焦点距離F2を200mm、コーンアングルΘ4を3.5度としたときに必要なコリメートレンズの焦点距離F1とスポット直径D2とを算出した結果を示す図である。
【図11】スポット直径D2を0.7mmとするために必要なコリメートレンズの焦点距離F1を算出した結果を示す図である。
【図12】図12は、スポット直径D2を0.7mmとしたときのファイバーレーザとYAGレーザの集光レンズ光学系を比較する図である。
【図13】一般的なレーザ照射アーク溶接装置を示す図である。
【図14】レーザ光が被溶接物に反射して反射光が溶接トーチに照射されている状態を示す図である。
【符号の説明】
【0037】
1 溶接ワイヤ
2 被溶接物
3 アーク
4 溶接トーチ
5 鉛直線
6 反射光
7 コリメートレンズ
8 集光レンズ
9 レーザ発振器
10 レーザ光
11 光ファイバ
12 (レーザトーチ用)集光レンズ光学系
15 レーザダイオード
16 ダブルクラッドファイバ
17 コア
18 第1クラッド
19 第2クラッド
20 ファイバブラッググレーティング
21 レーザ発振器用集光レンズ光学系
22 レーザ発振器
23 光ファイバ取付け口
D1 光ファイバ直径
D2 スポット直径
D3 集光レンズ光学系のレンズ上のビーム直径
F1 コリメートレンズの焦点距離
F2 集光レンズの焦点距離
L1 溶接ワイヤレーザ光先端間距離
PS 溶接用電源
WM 溶接ワイヤ送給装置
WR 溶接ワイヤ送給ロール
Θ1 溶接トーチの鉛直線からの角度
Θ2 レーザ光の鉛直線からの角度
Θ3 溶接トーチとレーザ光との相対角
Θ4 コーンアングル
Θ5 レーザ光の広がり角度
【技術分野】
【0001】
本発明は、レーザトーチから被溶接物にレーザ光を照射すると共にガスシールドアーク溶接を行う改善されたレーザ照射アーク溶接方法に関するものである。
【背景技術】
【0002】
炭酸ガスレーザ、YAGレーザ、半導体レーザ等を利用したレーザ溶接は、高エネルギー密度の熱源であるので、2[m/分]を超える高速溶接が可能である。しかし、このレーザ溶接では、重ね継手、突き合わせ継手等への溶接において、その継手部分にギャップがある場合には、レーザ照射部のビームスポットが小さいために溶融金属量が少なく、ギャップを埋めながら溶接することが難しい。従って、レーザ溶接においては、被溶接物の継手部分をギャップがない状態にする必要があるために、実用上の適用範囲は非常に限定されていた。
【0003】
上述したレーザ溶接の問題点を解決する1つの方法として、レーザ照射と消耗電極ガスシールドアーク溶接又はティグ溶接とを併用するレーザ照射アーク溶接方法が提案されている。この溶接方法は、前述したレーザ照射によって形成される高エネルギー密度の熱源による高速溶接性を確保した上で、アークによって形成される広がりのある熱源によって継手部分を幅広く溶融する。それと共に溶接ワイヤをギャップ部分に充填することによって、ギャップのある継手部分に対しても良好な高速溶接を行うことができる。
【0004】
図13は、一般的なレーザ照射アーク溶接装置を示す図であり、例えばYAGレーザ又は半導体レーザと消耗電極ガスシールドアーク溶接装置とを使用する場合を示している。
【0005】
図13において、溶接用電源PSは、溶接ワイヤ送給装置WMの溶接ワイヤ送給ロールWRの回転を制御して、溶接ワイヤ1が溶接トーチ4を通して送給される。また、溶接用電源PSは、溶接トーチ4内に設けられた給電チップと被溶接物2との間に電力を供給してアーク3を発生させる。
【0006】
また、レーザ発振器9から出力されたレーザ光10は光ファイバ11によって集光レンズ光学系12に伝送され、この集光レンズ光学系12によって被溶接物2に焦点が生じるように収束されて照射される。上記のレーザ光10を照射する位置は、被溶接物2のアーク3の発生部に対し適宜な距離を持つ位置である。(例えば、特許文献1参照。)。
【特許文献1】特開2003−205378号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
図13に示したレーザ照射アーク溶接装置において、例えば、図14に示すようにレーザ光10と鉛直線5とが形成する角度Θ1が後退角で、溶接トーチ4と鉛直線5とが形成する角度Θ2が前進角のとき、レーザ光10が被溶接物2に反射して、反射光6が溶接トーチ4に照射されて、溶接トーチ4が損傷し、溶接トーチ4の寿命を短縮するという不具合が生じる。
図14は、レーザ光が被溶接物に反射して反射光が溶接トーチに照射されている状態を示す図である。
【0008】
本発明は、レーザ光が被溶接物に反射して、反射光が溶接トーチに照射されることが無いレーザ照射アーク溶接方法を提供することを目的としている。
【課題を解決するための手段】
【0009】
上記目的を達成するために、第1の発明は、
被溶接物の溶接個所にレーザ発振器から出力されたレーザ光を照射してガスシールドアーク溶接を行うレーザ照射アーク溶接方法において、
前記レーザ光がアークに先行又は後行し、
前記レーザ光と鉛直線とが形成する角度及び溶接トーチと前記鉛直線とが形成する角度がいずれも前進角又は後退角であることを特徴とするレーザ照射アーク溶接方法である。
【0010】
第2の発明は、
第1の発明に記載の前記レーザ発振器がレーザダイオードとダブルクラッドファイバとを備えたファイバーレーザであることを特徴とするレーザ照射アーク溶接方法である。
【発明の効果】
【0011】
第1の発明のレーザ照射アーク溶接方法は、レーザ光と鉛直線とが形成する角度及び溶接トーチと鉛直線とが形成する角度をいずれも前進角又は後退角としている。
この結果、レーザ光10が被溶接物2に反射して、その反射光が溶接トーチ4に照射されて、溶接トーチ4が損傷することが無く、溶接トーチ4の寿命を短縮することが無い。
【0012】
第2の発明のレーザ照射アーク溶接方法は、レーザ発振器としてファイバーレーザを用いている。
この結果、溶接トーチ4とレーザ光10との配置及び角度をより適切にして、被溶接物2に対する溶接姿勢を最適にすることができるので、溶接品質を向上させることができる。
さらに、集光レンズ光学系12内のコリメートレンズの焦点距離F1を短くすることができ、また、集光レンズ光学系のレンズ上のビーム直径D3を小さくすることができるために、集光レンズ光学系12を小型に製作することができる。また、溶接トーチ4とレーザ光10との相対角Θ3を小さくすることができるために、レーザヘッドを小さくすることができ、狭い個所の溶接が可能となる。
【発明を実施するための最良の形態】
【0013】
[実施の形態1]
発明の実施の形態を実施例に基づき図面を参照して説明する。
図1及び図2は、本発明の実施の形態1のレーザ照射アーク溶接方法を説明するための図であって、図1は、レーザ光と鉛直線とが形成する角度及び溶接トーチと鉛直線とが形成する角度がいずれも前進角である場合であり、図2は、これらの角度がいずれも後退角である場合である。
【0014】
図1において、レーザ光10と鉛直線5とが形成する角度Θ1及び溶接トーチ4と鉛直線5とが形成する角度Θ2のいずれも前進角である。また、図2においては、これらの角度Θ1及びΘ2がいずれも後退角である。その他の機能は、図13に示したレーザ照射アーク溶接装置の機能と同じであるので、説明を省略する。
このような角度を維持することによって、レーザ光10が被溶接物2に反射して、その反射光が溶接トーチ4に照射されて、溶接トーチ4が損傷することが無く、溶接トーチ4の寿命を短縮することが無い。
【0015】
[実施の形態2]
図3乃至図5は、本発明の実施の形態2のレーザ照射アーク溶接方法を説明するための図であって、図3は、溶接トーチ及びレーザ光の鉛直線からの適切な角度を示す図であり、図4は、溶接トーチ及びレーザ光の相対角を示す図であり、図5は、集光レンズ光学系を示す図である。
以下、レーザ発振器としてファイバ−レーザを用いる理由を説明する。
【0016】
図3において、アーク溶接での2[m/分]を超える高速溶接においては、溶接トーチ4の鉛直線5からの角度Θ2が15度以下のときは、シールドガスが十分に溶融池を覆うことができず大気からのシールド性が低下する。
また、溶接トーチ4の鉛直線5からの角度Θ2が30度以上のときは、シールドガスが十分に溶融池を覆うことができず大気からのシールド性が低下し、さらに、アークが不安定になる。従って、溶接トーチ4の鉛直線5からの角度Θ2は、15度〜30度が適切である。
【0017】
次に、レーザ溶接においては、レーザ光10の鉛直線5からの角度Θ1が5度以下の場合は、例えば、レーザ光10に対し高反射率な材質であるアルミニウムなどをレーザ溶接するとき、反射光が集光レンズ光学系12へ戻り、集光レンズ光学系12、光ファイバ11又はレーザ発振器9そのものを損傷する恐れがある。
また、レーザ光10の鉛直線5からの角度Θ1が10度以上のときは、レーザ光10が被溶接物2に照射される断面が楕円形に成り、レーザ光10のスポット直径が大きくなり、エネルギ密度が小さくなる。従って、レーザ光10の鉛直線5からの角度Θ1は、5度〜10度が適切である。
【0018】
上記の溶接トーチ4及びレーザ光10の鉛直線5からの適切な角度を満たし、いずれも前進角又は後退角とするには、図4に示すように、溶接トーチ4及びレーザ光10の相対角Θ3は、10度〜15度が適切である。この理由は、相対角Θ3を10度以下にするには、溶接トーチ4の先端がレーザ光10を遮ることになる。また、相対角Θ3を15度以上にすると、溶接トーチ4と集光レンズ光学系12とから成るレーザヘッドの形状が大きく成り、例えば、このレーザヘッドをロボットのアームの先端に取付けて溶接を行うとき、操作性が低下するためである。
【0019】
溶接ワイヤ1の送給方向と被溶接物2との交わる点とレーザ光10の先端との距離である溶接ワイヤレーザ光先端間距離L1は、2〜5mmが適切である。この理由は、溶接ワイヤレーザ光先端間距離L1が、2mm以下のときは、レーザ光10が溶接ワイヤ1を焼くことになる。また、溶接ワイヤレーザ光先端間距離L1が5mm以上のときは、アークに対するレーザ光10の作用が低下するためである。
【0020】
そして、例えば、溶接トーチ4及びレーザ光10の相対角Θ3を10度とし、溶接ワイヤレーザ光先端間距離L1を2mmとした場合、被溶接物2へ集光されるレーザ光10のコーンアングルΘ4は、溶接トーチ4の先端がレーザ光を遮らないためには、3.5度以下である必要がある。
【0021】
ほこりが、集光レンズ光学系12に付着することを防止したり、消耗電極ガスシールドアーク溶接によって発生するヒューム及びスパッタが集光レンズ光学系12に付着することを防止するために、集光レンズ光学系12の被溶接物2側に保護ガラスが設けられている。
【0022】
この保護ガラスにスパッタが付着して放置しておくと、レーザ光10が照射されてスパッタの温度が上昇して保護ガラスが破壊されたり、被溶接物2に照射されるレーザ光10の出力が減衰されることによって、適切な溶接品質を得ることができない。従って、保護ガラスを頻繁に交換することが必要であるが、その作業を行う代わりに、クロスジェットが保護ガラスの被溶接物2側に設けられ、集光レンズ光学系12から出力されたレーザ光10に対して一方向からほぼ直角方向に空気を噴出してスパッタ等を除去している。
このクロスジェットがシールドガスを巻き込むのを防ぐために、集光レンズ光学系の焦点距離F2は、図5に示すように、200mm以上であることが適切である。
【0023】
また、レーザ溶接がキーホール溶接となるためのレーザ光10によるエネルギ密度は、一般的に10の6乗W/cm2であり、例えば、出力が4kWのレーザ発振器の場合、レーザのスポット直径D2は、0.7mm以下であることが必要である。
【0024】
光ファイバから出射されたレーザ光は、図5に示すように、コリメートレンズ7によって平行光に変換され、集光レンズ8によって被溶接物2へ集光される。光ファイバ直径をD1、コリメートレンズの焦点距離をF1、集光レンズの焦点距離をF2、スポット直径をD2とすると、D1×F2=D2×F1という近似式が与えられる。
また、光ファイバ11からのレーザ光の広がり角度Θ5は、光ファイバ直径D1とコリメートレンズの焦点距離F1から求まる。また、(光ファイバ出射後のビーム品質)=(光ファイバ直径D1)×(レーザ光の広がり角度Θ5)で求まる。
【0025】
図6は、上記式に、スポット直径D2=0.7mm、集光レンズの焦点距離F2=200mmを代入し、光ファイバ直径D1とコリメートレンズの焦点距離F1とを適宜選択したときの、光ファイバからのレーザ光の広がり角度Θ5とビーム品質との関係を示す図である。同図において、ビーム品質は、約21mm×mradという値が得られる。
従って、ビーム品質が21mm×mrad以下のレーザ発振器を用いて、集光レンズ光学系12を調整することによって、レーザ光のコーンアングルΘ4を3.5度以下にすることができる。このレーザ発振器として、以下に示す理由からファイバーレーザを用いる。
【0026】
図7は、ファイバーレーザの動作原理を説明するための図である。同図において、レーザダイオード15は励起源である。ダブルクラッドファイバ16は発振源であって、例えば、Yb(イッテルビウム)等の希土類元素が添加されたコア17と、このコア17の外周を取囲む第1クラッド18とこの第1クラッド18の外周を取囲む第2クラッド19とから成る。第1クラッド18及び第2クラッド19は、高純度の2層の石英ガラスで形成されていて、これらの境界面にて、レーザダイオード15から入力された励起光が全反射して伝播し、伝播の過程でコア17を横切ることによって、少しずつコア17に吸収され、希土類元素を励起し、レーザ光10に変換される。
【0027】
コア17の両端面に形成されたファイバブラッググレーティング(FBG)20は共振源であって、特定の波長の光だけを反射する。レーザ光10はこのファイバブラッググレーティング20で反射を繰り返して増幅される。
【0028】
次に、ファイバレーザ加工機の構成を図8を参照して説明する。同図は、ファイバーレーザ加工機の構成を示す図である。同図においてレーザダイオード15が励起源であり、ダブルクラッドファイバ16が発振源であり、図5に示したファイバブラッググレーティング20が共振源であり、レーザ発振器用集光レンズ光学系21が集光機器であり、光ファイバ11が伝送機器であり、レーザトーチ用集光レンズ光学系12に伝送される。
レーザ発振器22の内部にレーザダイオード15、ダブルクラッドファイバ16及びレーザ発振器用集光レンズ光学系21が設けられていて、光ファイバ取付け口23に光ファイバ11が取付けられている。
【0029】
以下、動作を説明する。
図8において、レーザダイオード15から出力された励起光が、ダブルクラッドファイバ16に入力されて、レーザ光10に変換されて増幅される。増幅されたレーザ光10は、レーザ発振器用集光レンズ光学系21によって光ファイバ11へ入射可能となるように集光される。集光されたレーザ光10は、光ファイバ取付け口23を通って、光ファイバ11によってレーザトーチ用集光レンズ光学系12へ伝送され、所望の焦点径に集光されてレーザ光10が被溶接物に照射される。
【0030】
ここで、ファイバーレーザとYAGレーザとの代表的なビーム品質を図9に示す。図9は、ファイバーレーザとYAGレーザとの代表的なビーム品質を比較する図である。
【0031】
図9に示したビーム品質で、それぞれのレーザ発振器の集光レンズの焦点距離F2を200mm、コーンアングルΘ4を3.5度としたときに必要なコリメートレンズの焦点距離F1とスポット直径D2とを算出した結果を図10に示す。
同図に示すように、YAGレーザは、スポット直径D2がファイバーレーザと比較して、著しく大きい。
【0032】
次に、上記条件で、スポット直径D2を0.7mmとするために必要なコリメートレンズの焦点距離F1を算出した結果を図11に示す。同図に示すように、YAGレーザは、コリメートレンズの焦点距離F1が、ファイバーレーザと比較して長くなる。さらに、集光レンズ光学系のレンズ上のビーム直径D3が長くなり、図12に示すように、集光レンズ光学系12が、ファイバーレーザと比較して、大きくなる。
図12は、スポット直径D2を0.7mmとしたときのファイバーレーザとYAGレーザの集光レンズ光学系を比較する図である。
また、レーザ光10のコーンアングルΘ4が大きくなり、溶接トーチ4の先端がレーザ光10を遮るために、溶接トーチ4とレーザ光10との配置を最適にすることができない。
【0033】
これに対して、レーザ発振器がファイバーレーザの場合、レーザ光のスポット直径D2とコーンアングルΘ4が適正値以下となるために、溶接トーチ4とレーザ光10との配置を最適にできるだけでなく、集光レンズ光学系12の仕様の設計に、自由度を持たせることができる。
【0034】
本発明の実施の形態2のレーザ照射アーク溶接方法は、実施の形態1の方法において、レーザ発振器としてファイバーレーザを使用することによって、溶接トーチ4とレーザ光10との配置及び角度をより適切にして、被溶接物2に対する溶接姿勢を最適にすることができるので、溶接品質を向上させることができる。
さらに、集光レンズ光学系12内のコリメートレンズの焦点距離F1を短くすることができ、また、集光レンズ光学系のレンズ上のビーム直径D3を小さくすることができるために、集光レンズ光学系12を小型に製作することができる。また、溶接トーチ4とレーザ光10との相対角Θ3を小さくすることができるために、レーザヘッドを小さくすることができ、狭い個所の溶接が可能となる。
【0035】
なお、本発明のレーザ照射アーク溶接方法は、消耗電極ガスシールドアーク溶接について説明したが、消耗電極ガスシールドアーク溶接だけでなく、TIGアーク溶接も使用することができる。
また、上記ビーム品質を満たすディスクレーザ等他のレーザ発振器を用いても、同様の効果が得られる。
【図面の簡単な説明】
【0036】
【図1】レーザ光と鉛直線とが形成する角度及び溶接トーチと鉛直線とが形成する角度がいずれも前進角である場合である。
【図2】レーザ光と鉛直線とが形成する角度及び溶接トーチと鉛直線とが形成する角度がいずれも後退角である場合である。
【図3】溶接トーチ及びレーザ光の鉛直線からの適切な角度を示す図である。
【図4】溶接トーチ及びレーザ光の相対角を示す図である。
【図5】集光レンズ光学系を示す図である。
【図6】光ファイバ直径D1とコリメートレンズの焦点距離F1とを適宜選択したときの、光ファイバからのレーザ光の広がり角度Θ5とビーム品質との関係を示す図である。
【図7】ファイバーレーザの動作原理を説明するための図である
【図8】ファイバーレーザ加工機の構成を示す図である。
【図9】ファイバーレーザとYAGレーザとの代表的なビーム品質を比較する図である。
【図10】図9に示したビーム品質で、それぞれのレーザ発振器の集光レンズの焦点距離F2を200mm、コーンアングルΘ4を3.5度としたときに必要なコリメートレンズの焦点距離F1とスポット直径D2とを算出した結果を示す図である。
【図11】スポット直径D2を0.7mmとするために必要なコリメートレンズの焦点距離F1を算出した結果を示す図である。
【図12】図12は、スポット直径D2を0.7mmとしたときのファイバーレーザとYAGレーザの集光レンズ光学系を比較する図である。
【図13】一般的なレーザ照射アーク溶接装置を示す図である。
【図14】レーザ光が被溶接物に反射して反射光が溶接トーチに照射されている状態を示す図である。
【符号の説明】
【0037】
1 溶接ワイヤ
2 被溶接物
3 アーク
4 溶接トーチ
5 鉛直線
6 反射光
7 コリメートレンズ
8 集光レンズ
9 レーザ発振器
10 レーザ光
11 光ファイバ
12 (レーザトーチ用)集光レンズ光学系
15 レーザダイオード
16 ダブルクラッドファイバ
17 コア
18 第1クラッド
19 第2クラッド
20 ファイバブラッググレーティング
21 レーザ発振器用集光レンズ光学系
22 レーザ発振器
23 光ファイバ取付け口
D1 光ファイバ直径
D2 スポット直径
D3 集光レンズ光学系のレンズ上のビーム直径
F1 コリメートレンズの焦点距離
F2 集光レンズの焦点距離
L1 溶接ワイヤレーザ光先端間距離
PS 溶接用電源
WM 溶接ワイヤ送給装置
WR 溶接ワイヤ送給ロール
Θ1 溶接トーチの鉛直線からの角度
Θ2 レーザ光の鉛直線からの角度
Θ3 溶接トーチとレーザ光との相対角
Θ4 コーンアングル
Θ5 レーザ光の広がり角度
【特許請求の範囲】
【請求項1】
被溶接物の溶接個所にレーザ発振器から出力されたレーザ光を照射してガスシールドアーク溶接を行うレーザ照射アーク溶接方法において、
前記レーザ光がアークに先行又は後行し、
前記レーザ光と鉛直線とが形成する角度及び溶接トーチと前記鉛直線とが形成する角度がいずれも前進角又は後退角であることを特徴とするレーザ照射アーク溶接方法。
【請求項2】
請求項1記載の前記レーザ発振器がレーザダイオードとダブルクラッドファイバとを備えたファイバーレーザであることを特徴とするレーザ照射アーク溶接方法。
【請求項1】
被溶接物の溶接個所にレーザ発振器から出力されたレーザ光を照射してガスシールドアーク溶接を行うレーザ照射アーク溶接方法において、
前記レーザ光がアークに先行又は後行し、
前記レーザ光と鉛直線とが形成する角度及び溶接トーチと前記鉛直線とが形成する角度がいずれも前進角又は後退角であることを特徴とするレーザ照射アーク溶接方法。
【請求項2】
請求項1記載の前記レーザ発振器がレーザダイオードとダブルクラッドファイバとを備えたファイバーレーザであることを特徴とするレーザ照射アーク溶接方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公開番号】特開2006−95559(P2006−95559A)
【公開日】平成18年4月13日(2006.4.13)
【国際特許分類】
【出願番号】特願2004−283724(P2004−283724)
【出願日】平成16年9月29日(2004.9.29)
【出願人】(000000262)株式会社ダイヘン (990)
【Fターム(参考)】
【公開日】平成18年4月13日(2006.4.13)
【国際特許分類】
【出願日】平成16年9月29日(2004.9.29)
【出願人】(000000262)株式会社ダイヘン (990)
【Fターム(参考)】
[ Back to top ]