
レール研磨装置
【課題】レールの踏面をソフトタッチで研磨することができ、例えばレールの踏面の錆のみを確実に除去することができるレール研磨装置を提供する。
【解決手段】所定の運動方向に駆動される研磨ベルト27をレール2の踏面2aに接触させることでその踏面2aを研磨する研磨ヘッド21を備えるレール研磨装置20であって、研磨ベルト27をレール2の踏面2aの上方位置で支持する支持体23と、支持体23を上下方向に移動可能に案内する案内機構30と、支持体23を押し下げる力を付与するエアシリンダ34と、支持体23を押し上げる力を付与するスプリング41,42とを備えるものとする。
【解決手段】所定の運動方向に駆動される研磨ベルト27をレール2の踏面2aに接触させることでその踏面2aを研磨する研磨ヘッド21を備えるレール研磨装置20であって、研磨ベルト27をレール2の踏面2aの上方位置で支持する支持体23と、支持体23を上下方向に移動可能に案内する案内機構30と、支持体23を押し下げる力を付与するエアシリンダ34と、支持体23を押し上げる力を付与するスプリング41,42とを備えるものとする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、鉄道の軌道を構成するレールの踏面を研磨するのに用いられて好適なレール研磨装置に関するものである。
【背景技術】
【0002】
電車の位置を確認する手段として、例えば、鉄道の軌道上での短絡信号を検知するというものがある。しかし、時々、短絡不良により、電車の位置を確認することができないという不具合が発生する。
【0003】
鉄道の軌道は、多数のレールが繋がれて構成されている。レールは、一般に、鋼製であるため、レールの踏面に錆が発生することがある。この錆が上記の短絡不良の原因の一つとして考えられる。
【0004】
上記の不具合の発生を未然に防ぐためには、レールの踏面に生じた錆を削り落すことが重要である。このレールの踏面の錆落としに供する装置として、例えば特許文献1にて開示されているものがある。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2003−245852号公報
【0006】
特許文献1に係る装置は、駆動ホイールと従動ホイールとに巻き掛け装着される研削ベルトを備えている。また、駆動ホイールと従動ホイールとの間には、その研削ベルトをレールの踏面に押し付ける研削付勢手段が設けられている。
この研削付勢手段は、上下動可能に案内支持される押圧支持体に組み込まれて研削ベルトの内周面に押し当てられる面盤を備えている。この面盤に押圧力を与えるエアシリンダが押圧支持体と連結されており、エアシリンダの伸長動作により、面盤を介して研削ベルトがレールの踏面に押し付けられるようになっている。
【0007】
しかしながら、特許文献1に係る装置では、エアシリンダがストロークエンドに達しない限り、エアシリンダの全ての押圧力でもって研削ベルトがレールの踏面に押し付けられるため、レールの踏面に研磨ベルトを軽く接触させてその踏面の錆のみを除去しようとしても、錆のみならずレールの踏面そのものを局部的に深く削り込んでしまう恐れがあるという問題点がある。
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、前述のような問題点に鑑みてなされたもので、レールの踏面をソフトタッチで研磨することができ、例えばレールの踏面の錆のみを確実に除去することができるレール研磨装置を提供することを目的とするものである。
【課題を解決するための手段】
【0009】
前記目的を達成するために、本発明によるレール研磨装置は、
所定の運動方向に駆動される研磨体をレールの踏面に接触させることでその踏面を研磨するレール研磨装置であって、
前記研磨体をレールの踏面の上方位置で支持する支持体と、
前記支持体を上下方向に移動可能に案内する案内機構と、
前記支持体を下げる力を付与するエアシリンダと、
前記支持体を上げる力を付与するスプリングと、
を備えることを特徴とするものである(第1発明)。
【0010】
本発明において、
前記スプリングは、前記支持体の下方向への移動の全域で前記支持体に対しその支持体を上げる力を付与する第1のスプリングと、前記支持体が下方向へ所定距離移動してから更に下方向に移動する際に前記支持体に対しその支持体を上げる力を付与する第2のスプリングとにより構成されるのが好ましい(第2発明)。
【0011】
本発明において、
レールの踏面上における前記研磨体のレール幅方向の位置を保持する位置保持手段が設けられるのが好ましい(第3発明)。
【0012】
本発明において、
前記研磨体は、レール幅方向に傾動可能とされるのが好ましい(第4発明)。
【発明の効果】
【0013】
第1発明においては、エアシリンダによって支持体を下げる力と、スプリングによって支持体を上げる力とがバランスする位置で支持体が保持される。このため、エアシリンダの力とスプリングの力とのバランスをとることにより、研磨体がレールの踏面に軽く接触する位置で支持体を保持することができる。したがって、レールの踏面をソフトタッチで研磨することができ、例えばレールの踏面の錆のみを確実に除去することができる。
なお、万一、何らかのシステム異常が発生したときに、エアシリンダへの供給エアをドレンするようにすれば、スプリングによって支持体が上げられて研磨体がレールの踏面から引き離されるので、レールの踏面が局部的に深く削り込まれるようなことはない。
【0014】
第2発明の構成を採用することにより、エアシリンダの力とスプリングの力とのバランスを第2のスプリングの力が作用する領域でより細やかに調整することができ、研磨体がレールの踏面に接触する位置をより精度良く定めることができる。
【0015】
第3発明の構成を採用することにより、例えば軌道の曲線部においても、レールの踏面上に研磨体を常に位置させることができ、レールの踏面を偏りなく正確に研磨することができる。
【0016】
第4発明の構成を採用することにより、例えばレールの踏面が偏摩耗している場合に、その偏摩耗した踏面に合わせて研磨体を接触させることができ、偏摩耗したレールの踏面も偏りなく正確に研磨することができる。
【図面の簡単な説明】
【0017】
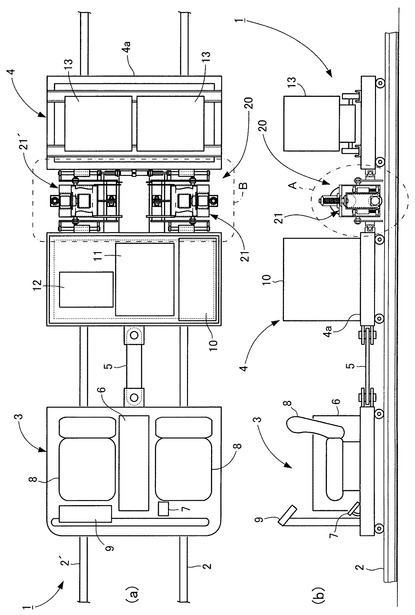
【図1】本発明の第1の実施形態に係るレール研磨装置が搭載されたレール研磨車両の平面図(a)および左側面図(b)
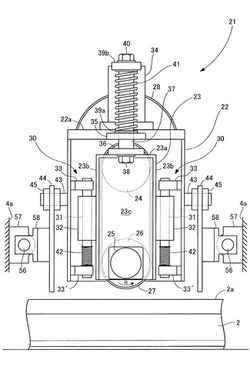
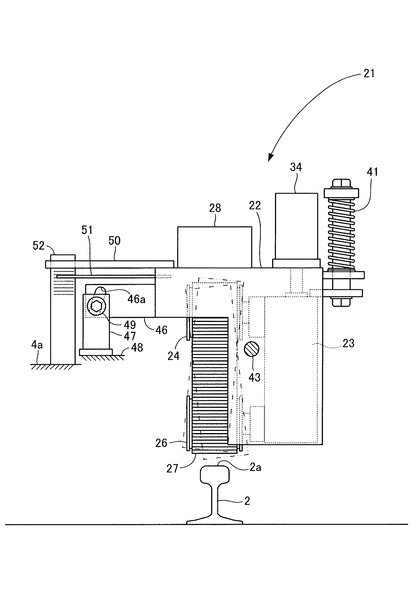
【図2】図1のA部拡大図で、研磨待機状態図
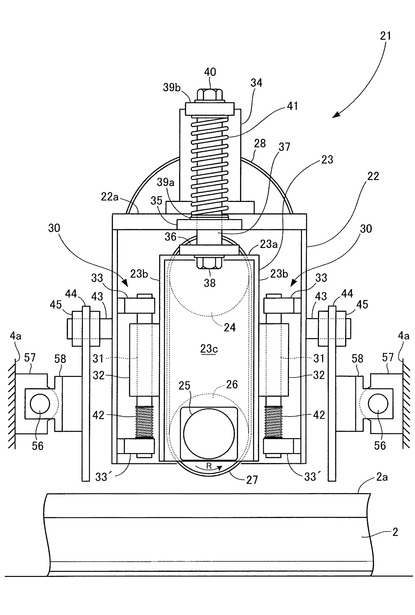
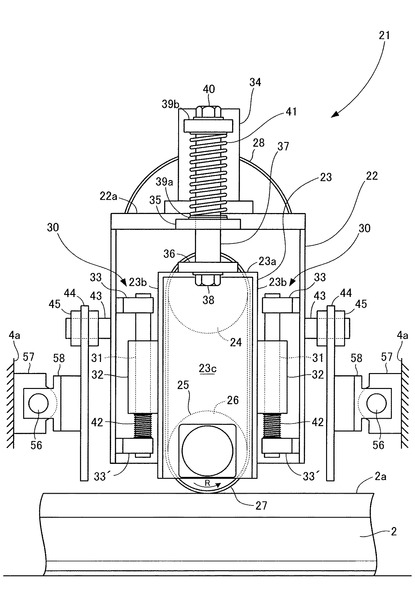
【図3】図1のA部拡大図で、研磨実施状態図
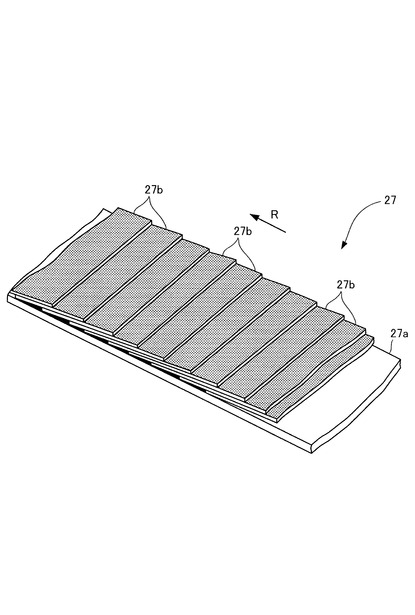
【図4】研磨ベルトの一部を表す斜視図
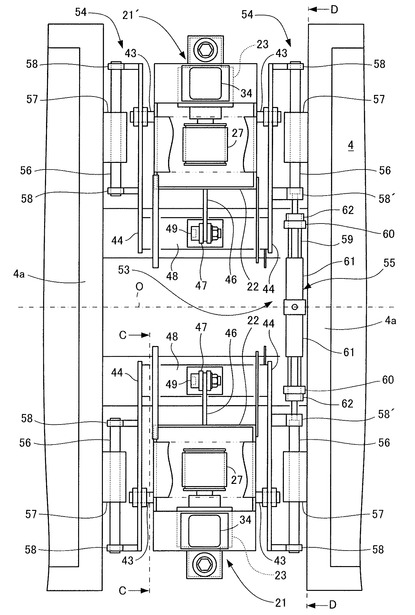
【図5】図1のB部拡大図
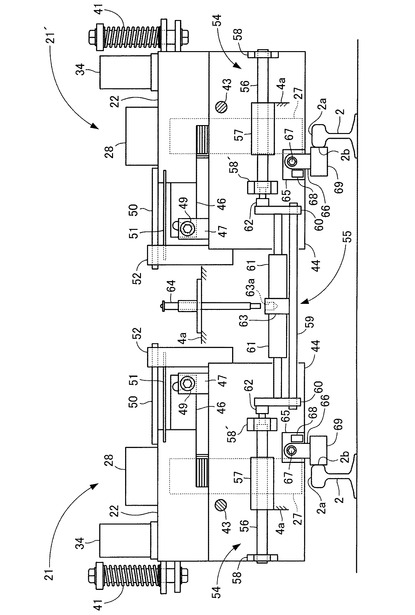
【図6】図5のC−C線断面図
【図7】図5のD−D線断面図で、トレッド拡大状態図
【図8】図5のD−D線断面図で、トレッド縮小状態図
【図9】本発明の第2の実施形態に係るレール研磨装置の要部構造説明図
【発明を実施するための形態】
【0018】
次に、本発明によるレール研磨装置の具体的な実施の形態について、図面を参照しつつ説明する。
【0019】
〔第1の実施形態〕
図1には、本発明の第1の実施形態に係るレール研磨装置が搭載されたレール研磨車両の平面図(a)および左側面図(b)がそれぞれ示されている。
【0020】
<レール研磨車両の概略説明>
図1に示されるレール研磨車両1は、鉄道の軌道を走行しながら左右のレール2,2´の踏面を研磨する鉄道保守用車両であって、進行方向の前側に配される牽引車両3と、進行方向の後側に配される被牽引車両4とが連結ロッド5で連結されて構成されている。
牽引車両3は、被牽引車両4を牽引する車両であって、動力装置6やブレーキ操作装置7、所要のオペシート8,8、モニタ9等が装備されて構成されている。
被牽引車両4は、牽引車両3に牽引されて実質的にレール2,2´の踏面を研磨する車両であって、その前部に制御盤10や工具ケース11、エアコンプレッサ12等が装備され、その後部に所要の発電機13,13等が装備され、その前後方向中間部にレール研磨装置20が装備されて構成されている。
【0021】
<研磨ヘッドの説明>
レール研磨装置20は、被牽引車両4の車体フレーム4aにおいて、左側部および右側部にそれぞれ組み付けられる研磨ヘッド21,21´を備えて構成されている。
ここで、左側の研磨ヘッド21と右側の研磨ヘッド21´とは、基本的に同じ構造のものである。このため、以下においては、主に、左側の研磨ヘッド21を中心に説明することとする。
【0022】
図2に示されるように、研磨ヘッド21は、ケーシング22と、このケーシング22の内部に組み込まれる支持体23とを備えている。ここで、支持体23は、天板23a、側板23b,23bおよび背面板23cが互いに連設されてなる断面コの字形状の略箱型構造物であり、背面板23cの板面を被牽引車両4の左右方向(幅方向)に向け、側板23b,23bの板面を被牽引車両4の前後方向に向け、被牽引車両4の外側に向けられた背面板23cの表側板面と側板23b,23bの板面とが互いに直角を成すように構成されている。
【0023】
支持体23の上部には、従動ホイール24が回転可能に取り付けられている。
支持体23の下部には、電動モータ25が取り付けられ、この電動モータ25の出力回転軸に駆動ホイール26が固定されている。
従動ホイール24と駆動ホイール26とは、被牽引車両4の内側に向けられた背面板23cの裏側板面側において、上下方向に所定の軸間距離を隔てて平行に配置されている。これら従動ホイール24と駆動ホイール26とには、研磨ベルト27が巻き掛け装着されている。
なお、研磨ベルト27の上方は、開閉可能なカバー部材28で覆われている。
【0024】
<研磨ベルト(研磨体)の説明>
研磨ベルト27は、強靭なベルト部材27aの外周側表面に、研磨布紙27bがベルト部材27aの長さ方向に多数枚順次位置をずらして重ね合わせようにして取り付けられた構成のものである。これら研磨布紙27bは、その基端部(周回運動方向Rの先行側端部)が適宜寸法接着剤によってベルト部材27aの表面に接着され、各研磨布紙27bの自由端状態にある先端部(周回運動方向Rの後行側端部)が少しずつ露出するように位置をずらせて多数枚重ね合わされて配置されている。
研磨ベルト27は、レール2の踏面2aの上方位置で駆動ホイール26および従動ホイール24を介して支持体23に支持され、電動モータ25の作動により、従動ホイール24と駆動ホイール26との間で、周回運動方向Rに沿って駆動される。そして、この研磨ベルト27をレール2の踏面2aに接触させることにより(図3参照)、その踏面2aを研磨することができる。
なお、この研磨ベルト27に代えて、例えば、回転運動するディスク部材に多数の研磨布紙を取り付けてなる研磨ディスクや、回転運動する円筒部材に多数の研磨布紙を取り付けてなる研磨ホイールなどを採用することも可能である。
【0025】
<支持体を案内する案内機構の説明>
支持体23の側板23b,23bとケーシング22との間には、案内機構30,30が設けられている。
案内機構30は、上下方向に延設される案内ロッド31と、この案内ロッド31にその軸線方向に沿って摺動自在に組み付けられる案内軸受32とから構成されている。案内軸受32は、支持体23の側板23bに固定され、案内ロッド31の両端部は、それぞれ軸サポート部材33,33´を介してケーシング22に固定されている。
支持体23は、案内機構30,30によってケーシング22に対し上下方向に相対移動可能に案内される。
【0026】
<支持体を押し下げるエアシリンダの説明>
ケーシング22の天板22aには、エアシリンダ34が取り付けられている。このエアシリンダ34のピストンロッドは、ケーシング22の天板22aに設けられた図示されない挿通孔を通して支持体23の天板23aに連結されている。このエアシリンダ34の伸長動作により、支持体23が押し下げられる。
【0027】
<支持体を押し上げる第1のスプリングの説明>
ケーシング22の上端部には、被牽引車両4の外側に向けて張り出すようにブラケット35が設けられている。このブラケット35に対応するように、支持体23の天板23aにはブラケット36が取り付けられている。
支持体23のブラケット36の上面には、ロッド37がボルト38の締結によって固定されている。このロッド37は、ケーシング22のブラケット35に設けられた図示されない挿通孔を通して支持体23のブラケット36上に立設されている。
ケーシング22のブラケット35の上面には、リング状のスプリング受け座金39aがロッド37に外嵌された状態で設置されている。ロッド37の上端部には、スプリング押え金具39bがボルト40の締結によって固定されている。これらスプリング押え金具39bとスプリング受け座金39aとの間には、圧縮コイルばねからなる第1のスプリング41がロッド37の外側に嵌め込まれて装着されている。
この第1のスプリング41は、支持体23の下方向への移動の全域でその支持体23に対し押上力を付与する役目をする。
【0028】
<支持体を押し上げる第2のスプリングの説明>
案内機構30における案内ロッド31の下端部を支持する軸サポート部材33´と軸受部材32との間には、圧縮コイルばねからなる第2のスプリング42が案内ロッド31の外側に嵌め込まれて装着されている。なお、図2に示されるように、支持体23が最上位置に位置されている状態において、第2のスプリング42と軸受部材32との間には、所定の隙間が設けられている。
この第2のスプリング42は、支持体23が最上位置から下方向へ所定距離、つまり上記の隙間分を移動してから更に下方向に移動する際にその支持体23に対し押上力を付与する役目をする。
【0029】
<研磨ヘッド角度調整機構の説明>
ケーシング22の両側には、それぞれ枢支軸43,43が設けられている。これら枢支軸43,43はケーシング22の両側に配される研磨ヘッド支持フレーム44,44に軸受部材45,45を介して回動可能に支持されている。
研磨ヘッド21が枢支軸43,43を中心に回動されることにより、研磨ベルト27がレール2の幅方向に傾動される。
【0030】
図5に示されるように、ケーシング22には、被牽引車両4の車体中心線Oに向かってアーム部材46が突設されている。このアーム部材46を支持するブラケット47は、ケーシング22の両側にそれぞれ配される研磨ヘッド支持フレーム44,44を互いに繋ぐ縦部材48に設置されている。これらブラケット47とアーム部材46とは、ボルト49によって締結されている。ここで、図6に示されるように、アーム部材46において、ボルト49が挿通されるボルト挿通孔46aは、研磨ヘッド21の枢支軸43,43を中心とする回動時にアーム部材46がボルト49の軸部に干渉しないように、研磨ヘッド21の回動軌跡に沿う長孔に形成されている。
【0031】
ケーシング22の一側部には、研磨ヘッド21を回動操作してその角度を調整するための角度調整レバー50が取り付けられている。
ケーシング22の他側部には、現在の研磨ヘッド21の角度位置を示す指針部材51が取り付けられている。この指針部材51に対応する角度表示盤52が被牽引車両4の車体フレーム4aに設置されている。
【0032】
<研磨ヘッドの角度調整手順の説明>
研磨ヘッド21の角度を調整するには、まずボルト49を緩める。次いで、角度表示盤52に対する指針部材51の角度位置を目視しながら角度調整レバー50の操作にて研磨ヘッド21を枢支軸43,43を中心にレール2の幅方向に傾動させる。そして、研磨ヘッド21が所望の角度になったらボルト49を締め付けて、研磨ヘッド21をその角度位置で固定する。
例えばレール2の踏面2aが偏摩耗して斜めに傾いている場合、その踏面2aの傾きに合わせて研磨ベルト27を均一に接触させるように研磨ヘッド21の角度を上記の手順でもって調整すれば、偏摩耗したレール2の踏面2aも偏りなく正確に研磨することができる。
【0033】
<研磨ヘッド拡縮機構の説明>
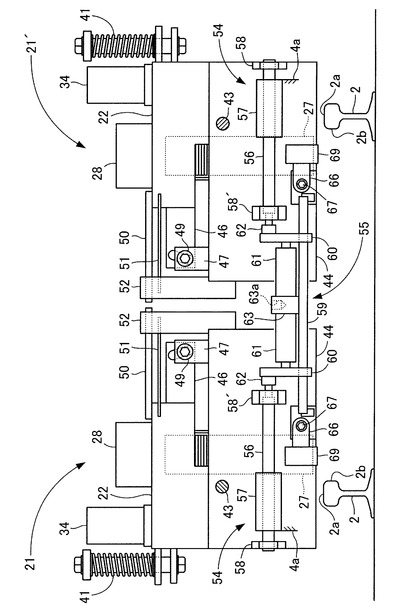
図5に示されるように、本実施形態のレール研磨装置20には、被牽引車両4の幅方向における左右の研磨ヘッド21,21´の間隔を広げたり縮めたりする研磨ヘッド拡縮機構53が設けられている。
この研磨ヘッド拡縮機構53は、案内機構54,54と伸縮駆動機構55とを備えて構成されている。
【0034】
案内機構54は、研磨ヘッド支持フレーム44,44と車体フレーム4aとの間に設けられ、被牽引車両4の幅方向に延設される案内ロッド56と、この案内ロッド56にその軸線方向に沿って摺動自在に組み付けられる案内軸受57とから構成されている。案内軸受57は、車体フレーム4aに固定され、案内ロッド56の両端部は、それぞれ軸サポート部材58,58(58,58´)を介して研磨ヘッド支持フレーム44に固定されている。
左右の研磨ヘッド21,21´は、案内機構54,54によって車体フレーム4aに対し被牽引車両4の幅方向に相対移動可能に案内される。
【0035】
伸縮駆動機構55は、図7に示されるように、リニアベアリング59と、2枚のスライドプレート60,60と、2基のエアシリンダ61,61とを備えている。
リニアベアリング59は、被牽引車両4の幅方向に延設されている。
2枚のスライドプレート60,60は、リニアベアリング59にその長さ方向に摺動自在に組み付けられている。各スライドプレート60は、連結ロッド62を介して案内ロッド56の軸サポート部材58´に連結されている。
2基のエアシリンダ61,61は、左右のスライドプレート60,60の間に配され、互いのシリンダ本体のボトム側端部同士が結合ブロック63によって結合され、この結合ブロック63がリニアベアリング59上に摺動自在に設置されている。これらエアシリンダ61,61のそれぞれのピストンロッドは、左右のスライドプレート60,60に連結されている。
【0036】
図7に示されるように、伸縮駆動機構55の2基のエアシリンダ61,61の伸長動作により、被牽引車両4の幅方向における左右の研磨ヘッド21,21´の間隔は広げられる。
図8に示されるように、伸縮駆動機構55の2基のエアシリンダ61,61の収縮動作により、被牽引車両4の幅方向における左右の研磨ヘッド21,21´の間隔は縮められる。
左右の研磨ヘッド21,21´は、伸縮駆動機構55と共に一体となって案内機構54,54により案内されて、被牽引車両4から独立して車体フレーム4aに対し被牽引車両4の幅方向に相対移動自在となっている。
なお、左右の研磨ヘッド21,21´の車体フレーム4aに対する相対移動を止めるには、例えば、結合ブロック63にピン挿入穴63aを設け、このピン挿入穴63aに対して抜き差し可能なロックピン64(説明の都合上、図7にのみ図示する。)を車体フレーム4aに設置すればよい。
【0037】
<ガイドローラ装置の説明>
図7に示されるように、研磨ヘッド支持フレーム44の下部には、取付ブロック65が固着されている。
取付ブロック65には、脚部材66が回動可能に取り付けられている。すなわち、脚部材66の一端部にはボルト67が挿通され、このボルト67が取付ブロック65にねじ込まれ、このボルト67を中心にして、脚部材66は、脚部材66が上下方向に真っ直ぐに立てられた張出位置と、脚部材66が被牽引車両4の横方向外側に向けて真っ直ぐに寝かせられた格納位置(図8参照)との間で回動できるようになっている。
また、取付ブロック65には、脚部材66が張出位置から被牽引車両4の横方向内側に向けての回動を止めるストッパ68が設けられている。
脚部材66の他端部には、脚部材66が張出位置に位置されたときに、レール2の内側面2bに転動面が向けられるようにガイドローラ69が回転可能に取り付けられている。
【0038】
<研磨ヘッドのトレッド調整手順の説明>
トレッド調整手順について述べる。なお、以下の手順説明において、初期状態として、図8に示されるように、脚部材66は格納位置にあり、またエアシリンダ61,61は全縮状態にあり、図7に示されるロックピン64は結合ブロック63のピン挿入穴63aから抜かれてロック解除状態にあるものとする。
図8に示される初期状態において、まず、ボルト67を緩めて脚部材66を張出位置まで回動し、脚部材66がストッパ68に当接してそれ以上回動しないことを確認したらボルト67を締め付けて脚部材66を張出位置に固定する。次いで、図7に示されるように、ガイドローラ69の転動面がレール2の内側面2bに突き当たるまでエアシリンダ61,61を伸長させる。
【0039】
<ガイドローラの機能説明>
脚部材66が張出位置に位置されてガイドローラ69の転動面がレール2の内側面2bに押し当てられた図7に示されるようなガイドローラ使用状態位置において、研磨ベルト27がレール2の踏面2aの真上に位置するように、ガイドローラ69の位置と研磨ベルト27の位置とが関係付けられている。
ガイドローラ使用状態位置で被牽引車両4が牽引車両3に牽引されて走行すると、ガイドローラ69は、転動しながらレール2の踏面2a上における研磨ベルト27のレール幅方向の位置を保持する。
したがって、例えば軌道の曲線部においても、レール2の踏面2a上に研磨ベルト27を常に位置させることができ、レール2の踏面2aを偏りなく正確に研磨することができる。
【0040】
<作用効果の説明>
以上に述べたように構成されるレール研磨装置20においては、図3に示されるように、エアシリンダ34によって支持体23を押し下げる力と、スプリング41,42によって支持体23を押上げる力とがバランスする位置で支持体23が保持される。
このため、エアシリンダ34へのエア供給圧を調整したり、スプリング41,42のバネ定数やバネの設置個数を調整したりして、エアシリンダ34の押下力とスプリング41,42の押上力とのバランスをとることにより、研磨ベルト27がレール2の踏面2aに軽く接触する位置で支持体23を保持することができる。
したがって、レール2の踏面2aをソフトタッチで研磨することができ、例えばレール2の踏面2aの錆のみを確実に除去することができる。
なお、万一、何らかのシステム異常が発生したときに、エアシリンダ34への供給エアをドレンするようにすれば、スプリング41によって支持体23が最上位置にまで押し上げられて研磨ベルト27がレール2の踏面2aから引き離されるので、レール2の踏面2aが局部的に深く削り込まれるようなことはない。
【0041】
〔第2の実施形態〕
図9には、本発明の第2の実施形態に係るレール研磨装置の要部構造説明図が示されている。なお、本実施形態において、第1の実施形態と同一または同様のものについては図に同一符号を付すに留めてその詳細な説明を省略することとし、以下においては第1の実施形態と異なる点を中心に説明することとする。
【0042】
<研磨ヘッドの説明>
図9において、研磨ヘッド21Aは、ケーシング22Aと、このケーシング22Aの内部に組み込まれる支持体23Aとを備えている。ここで、支持体23Aは、天板、底板、側板、正面板および背面板が互いに連設されてなる箱型構造物である。
【0043】
<支持体を案内する案内機構の説明>
支持体23Aを上下方向に移動可能に案内する案内機構30Aは、ケーシング22Aの天板と底板との間で上下方向に延設される案内ロッド31Aと、この案内ロッド31Aにその軸線方向に沿って摺動自在に組み付けられる案内軸受32Aとから構成されている。案内軸受32Aは、支持体23Aに組み込まれ、案内ロッド31Aの上端部および下端部はそれぞれケーシング22Aの天板および底板に固定されている。
支持体23Aは、案内機構30Aによってケーシング22Aに対し上下方向に相対移動可能に案内される。
【0044】
<支持体を引き上げるスプリングの説明>
支持体23Aには、ケーシング22Aの天板と底板および支持体23Aの天板と底板をそれぞれ貫通するロッド70が固定されている。
ロッド70には、ケーシング22Aの天板と支持体23Aの天板との間に位置するようにスプリング取付金具71が固定されている。
スプリング取付金具71とケーシング22Aの天板との間には、引張コイルばねからなるスプリング72がロッド70の外側に嵌め込まれて装着されている。
スプリング72は、支持体23Aの下方向への移動の全域でその支持体23Aに対し引上力を付与する役目をする。
【0045】
<ガイドローラ装置の説明>
ケーシング22Aの一側板には、取付ブラケット73が固着されている。
取付ブラケット73には、スプリングリターン式のエアシリンダ74が取り付けられるとともに、上下移動案内部材75を介して昇降ロッド76が装着されている。
昇降ロッド76は、エアシリンダ74の伸長動作にて下方に押し下げられた張出位置と、エアシリンダ74に内蔵のスプリング(図示省略)の復帰力の作用にて上方に引き上げられた格納位置との間で昇降自在とされている。
昇降ロッド76の下端部には、昇降ロッド76が張出位置に位置されたときに、レール2の内側面2a(図7参照)に転動面が向けられるようにガイドローラ69Aが回転可能に取り付けられている。
昇降ロッド76が張出位置に位置されてガイドローラ69Aの転動面がレール2の内側面2aに押し当てられたガイドローラ使用状態位置において、研磨ベルト27がレール2の踏面2aの真上に位置するように、ガイドローラ69Aの位置と研磨ベルト27の位置とが関係付けられている。
【0046】
<作用効果の説明>
本実施形態のレール研磨装置20Aによっても、第1の実施形態のレール研磨装置20と同様の作用効果を得ることができる。
【0047】
以上、本発明のレール研磨装置について、複数の実施形態に基づいて説明したが、本発明は上記実施形態に記載した構成に限定されるものではなく、各実施形態に記載した構成を適宜組み合わせる等、その趣旨を逸脱しない範囲において適宜その構成を変更することができるものである。
【産業上の利用可能性】
【0048】
本発明のレール研磨装置は、レールの踏面をソフトタッチで研磨することができるという特性を有していることから、レールの踏面の錆落としの用途に好適に用いることができる。
【符号の説明】
【0049】
1 レール研磨車両
2 レール
2a 踏面
20,20A レール研磨装置
22,22A 支持体
27 研磨ベルト(研磨体)
30,30A 案内機構
34 エアシリンダ
41 第1のスプリング
42 第2のスプリング
69,69A ガイドローラ(位置保持手段)
73 スプリング
【技術分野】
【0001】
本発明は、鉄道の軌道を構成するレールの踏面を研磨するのに用いられて好適なレール研磨装置に関するものである。
【背景技術】
【0002】
電車の位置を確認する手段として、例えば、鉄道の軌道上での短絡信号を検知するというものがある。しかし、時々、短絡不良により、電車の位置を確認することができないという不具合が発生する。
【0003】
鉄道の軌道は、多数のレールが繋がれて構成されている。レールは、一般に、鋼製であるため、レールの踏面に錆が発生することがある。この錆が上記の短絡不良の原因の一つとして考えられる。
【0004】
上記の不具合の発生を未然に防ぐためには、レールの踏面に生じた錆を削り落すことが重要である。このレールの踏面の錆落としに供する装置として、例えば特許文献1にて開示されているものがある。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2003−245852号公報
【0006】
特許文献1に係る装置は、駆動ホイールと従動ホイールとに巻き掛け装着される研削ベルトを備えている。また、駆動ホイールと従動ホイールとの間には、その研削ベルトをレールの踏面に押し付ける研削付勢手段が設けられている。
この研削付勢手段は、上下動可能に案内支持される押圧支持体に組み込まれて研削ベルトの内周面に押し当てられる面盤を備えている。この面盤に押圧力を与えるエアシリンダが押圧支持体と連結されており、エアシリンダの伸長動作により、面盤を介して研削ベルトがレールの踏面に押し付けられるようになっている。
【0007】
しかしながら、特許文献1に係る装置では、エアシリンダがストロークエンドに達しない限り、エアシリンダの全ての押圧力でもって研削ベルトがレールの踏面に押し付けられるため、レールの踏面に研磨ベルトを軽く接触させてその踏面の錆のみを除去しようとしても、錆のみならずレールの踏面そのものを局部的に深く削り込んでしまう恐れがあるという問題点がある。
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、前述のような問題点に鑑みてなされたもので、レールの踏面をソフトタッチで研磨することができ、例えばレールの踏面の錆のみを確実に除去することができるレール研磨装置を提供することを目的とするものである。
【課題を解決するための手段】
【0009】
前記目的を達成するために、本発明によるレール研磨装置は、
所定の運動方向に駆動される研磨体をレールの踏面に接触させることでその踏面を研磨するレール研磨装置であって、
前記研磨体をレールの踏面の上方位置で支持する支持体と、
前記支持体を上下方向に移動可能に案内する案内機構と、
前記支持体を下げる力を付与するエアシリンダと、
前記支持体を上げる力を付与するスプリングと、
を備えることを特徴とするものである(第1発明)。
【0010】
本発明において、
前記スプリングは、前記支持体の下方向への移動の全域で前記支持体に対しその支持体を上げる力を付与する第1のスプリングと、前記支持体が下方向へ所定距離移動してから更に下方向に移動する際に前記支持体に対しその支持体を上げる力を付与する第2のスプリングとにより構成されるのが好ましい(第2発明)。
【0011】
本発明において、
レールの踏面上における前記研磨体のレール幅方向の位置を保持する位置保持手段が設けられるのが好ましい(第3発明)。
【0012】
本発明において、
前記研磨体は、レール幅方向に傾動可能とされるのが好ましい(第4発明)。
【発明の効果】
【0013】
第1発明においては、エアシリンダによって支持体を下げる力と、スプリングによって支持体を上げる力とがバランスする位置で支持体が保持される。このため、エアシリンダの力とスプリングの力とのバランスをとることにより、研磨体がレールの踏面に軽く接触する位置で支持体を保持することができる。したがって、レールの踏面をソフトタッチで研磨することができ、例えばレールの踏面の錆のみを確実に除去することができる。
なお、万一、何らかのシステム異常が発生したときに、エアシリンダへの供給エアをドレンするようにすれば、スプリングによって支持体が上げられて研磨体がレールの踏面から引き離されるので、レールの踏面が局部的に深く削り込まれるようなことはない。
【0014】
第2発明の構成を採用することにより、エアシリンダの力とスプリングの力とのバランスを第2のスプリングの力が作用する領域でより細やかに調整することができ、研磨体がレールの踏面に接触する位置をより精度良く定めることができる。
【0015】
第3発明の構成を採用することにより、例えば軌道の曲線部においても、レールの踏面上に研磨体を常に位置させることができ、レールの踏面を偏りなく正確に研磨することができる。
【0016】
第4発明の構成を採用することにより、例えばレールの踏面が偏摩耗している場合に、その偏摩耗した踏面に合わせて研磨体を接触させることができ、偏摩耗したレールの踏面も偏りなく正確に研磨することができる。
【図面の簡単な説明】
【0017】
【図1】本発明の第1の実施形態に係るレール研磨装置が搭載されたレール研磨車両の平面図(a)および左側面図(b)
【図2】図1のA部拡大図で、研磨待機状態図
【図3】図1のA部拡大図で、研磨実施状態図
【図4】研磨ベルトの一部を表す斜視図
【図5】図1のB部拡大図
【図6】図5のC−C線断面図
【図7】図5のD−D線断面図で、トレッド拡大状態図
【図8】図5のD−D線断面図で、トレッド縮小状態図
【図9】本発明の第2の実施形態に係るレール研磨装置の要部構造説明図
【発明を実施するための形態】
【0018】
次に、本発明によるレール研磨装置の具体的な実施の形態について、図面を参照しつつ説明する。
【0019】
〔第1の実施形態〕
図1には、本発明の第1の実施形態に係るレール研磨装置が搭載されたレール研磨車両の平面図(a)および左側面図(b)がそれぞれ示されている。
【0020】
<レール研磨車両の概略説明>
図1に示されるレール研磨車両1は、鉄道の軌道を走行しながら左右のレール2,2´の踏面を研磨する鉄道保守用車両であって、進行方向の前側に配される牽引車両3と、進行方向の後側に配される被牽引車両4とが連結ロッド5で連結されて構成されている。
牽引車両3は、被牽引車両4を牽引する車両であって、動力装置6やブレーキ操作装置7、所要のオペシート8,8、モニタ9等が装備されて構成されている。
被牽引車両4は、牽引車両3に牽引されて実質的にレール2,2´の踏面を研磨する車両であって、その前部に制御盤10や工具ケース11、エアコンプレッサ12等が装備され、その後部に所要の発電機13,13等が装備され、その前後方向中間部にレール研磨装置20が装備されて構成されている。
【0021】
<研磨ヘッドの説明>
レール研磨装置20は、被牽引車両4の車体フレーム4aにおいて、左側部および右側部にそれぞれ組み付けられる研磨ヘッド21,21´を備えて構成されている。
ここで、左側の研磨ヘッド21と右側の研磨ヘッド21´とは、基本的に同じ構造のものである。このため、以下においては、主に、左側の研磨ヘッド21を中心に説明することとする。
【0022】
図2に示されるように、研磨ヘッド21は、ケーシング22と、このケーシング22の内部に組み込まれる支持体23とを備えている。ここで、支持体23は、天板23a、側板23b,23bおよび背面板23cが互いに連設されてなる断面コの字形状の略箱型構造物であり、背面板23cの板面を被牽引車両4の左右方向(幅方向)に向け、側板23b,23bの板面を被牽引車両4の前後方向に向け、被牽引車両4の外側に向けられた背面板23cの表側板面と側板23b,23bの板面とが互いに直角を成すように構成されている。
【0023】
支持体23の上部には、従動ホイール24が回転可能に取り付けられている。
支持体23の下部には、電動モータ25が取り付けられ、この電動モータ25の出力回転軸に駆動ホイール26が固定されている。
従動ホイール24と駆動ホイール26とは、被牽引車両4の内側に向けられた背面板23cの裏側板面側において、上下方向に所定の軸間距離を隔てて平行に配置されている。これら従動ホイール24と駆動ホイール26とには、研磨ベルト27が巻き掛け装着されている。
なお、研磨ベルト27の上方は、開閉可能なカバー部材28で覆われている。
【0024】
<研磨ベルト(研磨体)の説明>
研磨ベルト27は、強靭なベルト部材27aの外周側表面に、研磨布紙27bがベルト部材27aの長さ方向に多数枚順次位置をずらして重ね合わせようにして取り付けられた構成のものである。これら研磨布紙27bは、その基端部(周回運動方向Rの先行側端部)が適宜寸法接着剤によってベルト部材27aの表面に接着され、各研磨布紙27bの自由端状態にある先端部(周回運動方向Rの後行側端部)が少しずつ露出するように位置をずらせて多数枚重ね合わされて配置されている。
研磨ベルト27は、レール2の踏面2aの上方位置で駆動ホイール26および従動ホイール24を介して支持体23に支持され、電動モータ25の作動により、従動ホイール24と駆動ホイール26との間で、周回運動方向Rに沿って駆動される。そして、この研磨ベルト27をレール2の踏面2aに接触させることにより(図3参照)、その踏面2aを研磨することができる。
なお、この研磨ベルト27に代えて、例えば、回転運動するディスク部材に多数の研磨布紙を取り付けてなる研磨ディスクや、回転運動する円筒部材に多数の研磨布紙を取り付けてなる研磨ホイールなどを採用することも可能である。
【0025】
<支持体を案内する案内機構の説明>
支持体23の側板23b,23bとケーシング22との間には、案内機構30,30が設けられている。
案内機構30は、上下方向に延設される案内ロッド31と、この案内ロッド31にその軸線方向に沿って摺動自在に組み付けられる案内軸受32とから構成されている。案内軸受32は、支持体23の側板23bに固定され、案内ロッド31の両端部は、それぞれ軸サポート部材33,33´を介してケーシング22に固定されている。
支持体23は、案内機構30,30によってケーシング22に対し上下方向に相対移動可能に案内される。
【0026】
<支持体を押し下げるエアシリンダの説明>
ケーシング22の天板22aには、エアシリンダ34が取り付けられている。このエアシリンダ34のピストンロッドは、ケーシング22の天板22aに設けられた図示されない挿通孔を通して支持体23の天板23aに連結されている。このエアシリンダ34の伸長動作により、支持体23が押し下げられる。
【0027】
<支持体を押し上げる第1のスプリングの説明>
ケーシング22の上端部には、被牽引車両4の外側に向けて張り出すようにブラケット35が設けられている。このブラケット35に対応するように、支持体23の天板23aにはブラケット36が取り付けられている。
支持体23のブラケット36の上面には、ロッド37がボルト38の締結によって固定されている。このロッド37は、ケーシング22のブラケット35に設けられた図示されない挿通孔を通して支持体23のブラケット36上に立設されている。
ケーシング22のブラケット35の上面には、リング状のスプリング受け座金39aがロッド37に外嵌された状態で設置されている。ロッド37の上端部には、スプリング押え金具39bがボルト40の締結によって固定されている。これらスプリング押え金具39bとスプリング受け座金39aとの間には、圧縮コイルばねからなる第1のスプリング41がロッド37の外側に嵌め込まれて装着されている。
この第1のスプリング41は、支持体23の下方向への移動の全域でその支持体23に対し押上力を付与する役目をする。
【0028】
<支持体を押し上げる第2のスプリングの説明>
案内機構30における案内ロッド31の下端部を支持する軸サポート部材33´と軸受部材32との間には、圧縮コイルばねからなる第2のスプリング42が案内ロッド31の外側に嵌め込まれて装着されている。なお、図2に示されるように、支持体23が最上位置に位置されている状態において、第2のスプリング42と軸受部材32との間には、所定の隙間が設けられている。
この第2のスプリング42は、支持体23が最上位置から下方向へ所定距離、つまり上記の隙間分を移動してから更に下方向に移動する際にその支持体23に対し押上力を付与する役目をする。
【0029】
<研磨ヘッド角度調整機構の説明>
ケーシング22の両側には、それぞれ枢支軸43,43が設けられている。これら枢支軸43,43はケーシング22の両側に配される研磨ヘッド支持フレーム44,44に軸受部材45,45を介して回動可能に支持されている。
研磨ヘッド21が枢支軸43,43を中心に回動されることにより、研磨ベルト27がレール2の幅方向に傾動される。
【0030】
図5に示されるように、ケーシング22には、被牽引車両4の車体中心線Oに向かってアーム部材46が突設されている。このアーム部材46を支持するブラケット47は、ケーシング22の両側にそれぞれ配される研磨ヘッド支持フレーム44,44を互いに繋ぐ縦部材48に設置されている。これらブラケット47とアーム部材46とは、ボルト49によって締結されている。ここで、図6に示されるように、アーム部材46において、ボルト49が挿通されるボルト挿通孔46aは、研磨ヘッド21の枢支軸43,43を中心とする回動時にアーム部材46がボルト49の軸部に干渉しないように、研磨ヘッド21の回動軌跡に沿う長孔に形成されている。
【0031】
ケーシング22の一側部には、研磨ヘッド21を回動操作してその角度を調整するための角度調整レバー50が取り付けられている。
ケーシング22の他側部には、現在の研磨ヘッド21の角度位置を示す指針部材51が取り付けられている。この指針部材51に対応する角度表示盤52が被牽引車両4の車体フレーム4aに設置されている。
【0032】
<研磨ヘッドの角度調整手順の説明>
研磨ヘッド21の角度を調整するには、まずボルト49を緩める。次いで、角度表示盤52に対する指針部材51の角度位置を目視しながら角度調整レバー50の操作にて研磨ヘッド21を枢支軸43,43を中心にレール2の幅方向に傾動させる。そして、研磨ヘッド21が所望の角度になったらボルト49を締め付けて、研磨ヘッド21をその角度位置で固定する。
例えばレール2の踏面2aが偏摩耗して斜めに傾いている場合、その踏面2aの傾きに合わせて研磨ベルト27を均一に接触させるように研磨ヘッド21の角度を上記の手順でもって調整すれば、偏摩耗したレール2の踏面2aも偏りなく正確に研磨することができる。
【0033】
<研磨ヘッド拡縮機構の説明>
図5に示されるように、本実施形態のレール研磨装置20には、被牽引車両4の幅方向における左右の研磨ヘッド21,21´の間隔を広げたり縮めたりする研磨ヘッド拡縮機構53が設けられている。
この研磨ヘッド拡縮機構53は、案内機構54,54と伸縮駆動機構55とを備えて構成されている。
【0034】
案内機構54は、研磨ヘッド支持フレーム44,44と車体フレーム4aとの間に設けられ、被牽引車両4の幅方向に延設される案内ロッド56と、この案内ロッド56にその軸線方向に沿って摺動自在に組み付けられる案内軸受57とから構成されている。案内軸受57は、車体フレーム4aに固定され、案内ロッド56の両端部は、それぞれ軸サポート部材58,58(58,58´)を介して研磨ヘッド支持フレーム44に固定されている。
左右の研磨ヘッド21,21´は、案内機構54,54によって車体フレーム4aに対し被牽引車両4の幅方向に相対移動可能に案内される。
【0035】
伸縮駆動機構55は、図7に示されるように、リニアベアリング59と、2枚のスライドプレート60,60と、2基のエアシリンダ61,61とを備えている。
リニアベアリング59は、被牽引車両4の幅方向に延設されている。
2枚のスライドプレート60,60は、リニアベアリング59にその長さ方向に摺動自在に組み付けられている。各スライドプレート60は、連結ロッド62を介して案内ロッド56の軸サポート部材58´に連結されている。
2基のエアシリンダ61,61は、左右のスライドプレート60,60の間に配され、互いのシリンダ本体のボトム側端部同士が結合ブロック63によって結合され、この結合ブロック63がリニアベアリング59上に摺動自在に設置されている。これらエアシリンダ61,61のそれぞれのピストンロッドは、左右のスライドプレート60,60に連結されている。
【0036】
図7に示されるように、伸縮駆動機構55の2基のエアシリンダ61,61の伸長動作により、被牽引車両4の幅方向における左右の研磨ヘッド21,21´の間隔は広げられる。
図8に示されるように、伸縮駆動機構55の2基のエアシリンダ61,61の収縮動作により、被牽引車両4の幅方向における左右の研磨ヘッド21,21´の間隔は縮められる。
左右の研磨ヘッド21,21´は、伸縮駆動機構55と共に一体となって案内機構54,54により案内されて、被牽引車両4から独立して車体フレーム4aに対し被牽引車両4の幅方向に相対移動自在となっている。
なお、左右の研磨ヘッド21,21´の車体フレーム4aに対する相対移動を止めるには、例えば、結合ブロック63にピン挿入穴63aを設け、このピン挿入穴63aに対して抜き差し可能なロックピン64(説明の都合上、図7にのみ図示する。)を車体フレーム4aに設置すればよい。
【0037】
<ガイドローラ装置の説明>
図7に示されるように、研磨ヘッド支持フレーム44の下部には、取付ブロック65が固着されている。
取付ブロック65には、脚部材66が回動可能に取り付けられている。すなわち、脚部材66の一端部にはボルト67が挿通され、このボルト67が取付ブロック65にねじ込まれ、このボルト67を中心にして、脚部材66は、脚部材66が上下方向に真っ直ぐに立てられた張出位置と、脚部材66が被牽引車両4の横方向外側に向けて真っ直ぐに寝かせられた格納位置(図8参照)との間で回動できるようになっている。
また、取付ブロック65には、脚部材66が張出位置から被牽引車両4の横方向内側に向けての回動を止めるストッパ68が設けられている。
脚部材66の他端部には、脚部材66が張出位置に位置されたときに、レール2の内側面2bに転動面が向けられるようにガイドローラ69が回転可能に取り付けられている。
【0038】
<研磨ヘッドのトレッド調整手順の説明>
トレッド調整手順について述べる。なお、以下の手順説明において、初期状態として、図8に示されるように、脚部材66は格納位置にあり、またエアシリンダ61,61は全縮状態にあり、図7に示されるロックピン64は結合ブロック63のピン挿入穴63aから抜かれてロック解除状態にあるものとする。
図8に示される初期状態において、まず、ボルト67を緩めて脚部材66を張出位置まで回動し、脚部材66がストッパ68に当接してそれ以上回動しないことを確認したらボルト67を締め付けて脚部材66を張出位置に固定する。次いで、図7に示されるように、ガイドローラ69の転動面がレール2の内側面2bに突き当たるまでエアシリンダ61,61を伸長させる。
【0039】
<ガイドローラの機能説明>
脚部材66が張出位置に位置されてガイドローラ69の転動面がレール2の内側面2bに押し当てられた図7に示されるようなガイドローラ使用状態位置において、研磨ベルト27がレール2の踏面2aの真上に位置するように、ガイドローラ69の位置と研磨ベルト27の位置とが関係付けられている。
ガイドローラ使用状態位置で被牽引車両4が牽引車両3に牽引されて走行すると、ガイドローラ69は、転動しながらレール2の踏面2a上における研磨ベルト27のレール幅方向の位置を保持する。
したがって、例えば軌道の曲線部においても、レール2の踏面2a上に研磨ベルト27を常に位置させることができ、レール2の踏面2aを偏りなく正確に研磨することができる。
【0040】
<作用効果の説明>
以上に述べたように構成されるレール研磨装置20においては、図3に示されるように、エアシリンダ34によって支持体23を押し下げる力と、スプリング41,42によって支持体23を押上げる力とがバランスする位置で支持体23が保持される。
このため、エアシリンダ34へのエア供給圧を調整したり、スプリング41,42のバネ定数やバネの設置個数を調整したりして、エアシリンダ34の押下力とスプリング41,42の押上力とのバランスをとることにより、研磨ベルト27がレール2の踏面2aに軽く接触する位置で支持体23を保持することができる。
したがって、レール2の踏面2aをソフトタッチで研磨することができ、例えばレール2の踏面2aの錆のみを確実に除去することができる。
なお、万一、何らかのシステム異常が発生したときに、エアシリンダ34への供給エアをドレンするようにすれば、スプリング41によって支持体23が最上位置にまで押し上げられて研磨ベルト27がレール2の踏面2aから引き離されるので、レール2の踏面2aが局部的に深く削り込まれるようなことはない。
【0041】
〔第2の実施形態〕
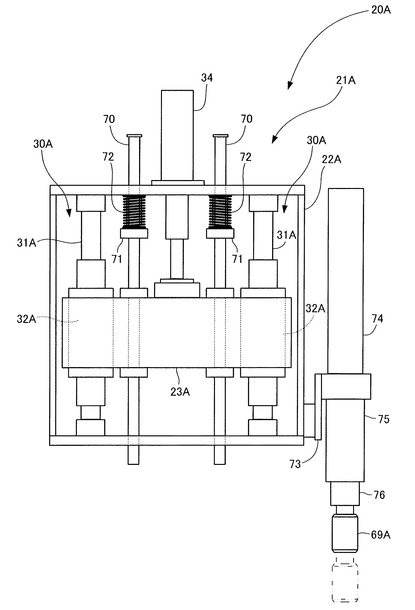
図9には、本発明の第2の実施形態に係るレール研磨装置の要部構造説明図が示されている。なお、本実施形態において、第1の実施形態と同一または同様のものについては図に同一符号を付すに留めてその詳細な説明を省略することとし、以下においては第1の実施形態と異なる点を中心に説明することとする。
【0042】
<研磨ヘッドの説明>
図9において、研磨ヘッド21Aは、ケーシング22Aと、このケーシング22Aの内部に組み込まれる支持体23Aとを備えている。ここで、支持体23Aは、天板、底板、側板、正面板および背面板が互いに連設されてなる箱型構造物である。
【0043】
<支持体を案内する案内機構の説明>
支持体23Aを上下方向に移動可能に案内する案内機構30Aは、ケーシング22Aの天板と底板との間で上下方向に延設される案内ロッド31Aと、この案内ロッド31Aにその軸線方向に沿って摺動自在に組み付けられる案内軸受32Aとから構成されている。案内軸受32Aは、支持体23Aに組み込まれ、案内ロッド31Aの上端部および下端部はそれぞれケーシング22Aの天板および底板に固定されている。
支持体23Aは、案内機構30Aによってケーシング22Aに対し上下方向に相対移動可能に案内される。
【0044】
<支持体を引き上げるスプリングの説明>
支持体23Aには、ケーシング22Aの天板と底板および支持体23Aの天板と底板をそれぞれ貫通するロッド70が固定されている。
ロッド70には、ケーシング22Aの天板と支持体23Aの天板との間に位置するようにスプリング取付金具71が固定されている。
スプリング取付金具71とケーシング22Aの天板との間には、引張コイルばねからなるスプリング72がロッド70の外側に嵌め込まれて装着されている。
スプリング72は、支持体23Aの下方向への移動の全域でその支持体23Aに対し引上力を付与する役目をする。
【0045】
<ガイドローラ装置の説明>
ケーシング22Aの一側板には、取付ブラケット73が固着されている。
取付ブラケット73には、スプリングリターン式のエアシリンダ74が取り付けられるとともに、上下移動案内部材75を介して昇降ロッド76が装着されている。
昇降ロッド76は、エアシリンダ74の伸長動作にて下方に押し下げられた張出位置と、エアシリンダ74に内蔵のスプリング(図示省略)の復帰力の作用にて上方に引き上げられた格納位置との間で昇降自在とされている。
昇降ロッド76の下端部には、昇降ロッド76が張出位置に位置されたときに、レール2の内側面2a(図7参照)に転動面が向けられるようにガイドローラ69Aが回転可能に取り付けられている。
昇降ロッド76が張出位置に位置されてガイドローラ69Aの転動面がレール2の内側面2aに押し当てられたガイドローラ使用状態位置において、研磨ベルト27がレール2の踏面2aの真上に位置するように、ガイドローラ69Aの位置と研磨ベルト27の位置とが関係付けられている。
【0046】
<作用効果の説明>
本実施形態のレール研磨装置20Aによっても、第1の実施形態のレール研磨装置20と同様の作用効果を得ることができる。
【0047】
以上、本発明のレール研磨装置について、複数の実施形態に基づいて説明したが、本発明は上記実施形態に記載した構成に限定されるものではなく、各実施形態に記載した構成を適宜組み合わせる等、その趣旨を逸脱しない範囲において適宜その構成を変更することができるものである。
【産業上の利用可能性】
【0048】
本発明のレール研磨装置は、レールの踏面をソフトタッチで研磨することができるという特性を有していることから、レールの踏面の錆落としの用途に好適に用いることができる。
【符号の説明】
【0049】
1 レール研磨車両
2 レール
2a 踏面
20,20A レール研磨装置
22,22A 支持体
27 研磨ベルト(研磨体)
30,30A 案内機構
34 エアシリンダ
41 第1のスプリング
42 第2のスプリング
69,69A ガイドローラ(位置保持手段)
73 スプリング
【特許請求の範囲】
【請求項1】
所定の運動方向に駆動される研磨体をレールの踏面に接触させることでその踏面を研磨するレール研磨装置であって、
前記研磨体をレールの踏面の上方位置で支持する支持体と、
前記支持体を上下方向に移動可能に案内する案内機構と、
前記支持体を下げる力を付与するエアシリンダと、
前記支持体を上げる力を付与するスプリングと、
を備えることを特徴とするレール研磨装置。
【請求項2】
前記スプリングは、前記支持体の下方向への移動の全域で前記支持体に対しその支持体を上げる力を付与する第1のスプリングと、前記支持体が下方向へ所定距離移動してから更に下方向に移動する際に前記支持体に対しその支持体を上げる力を付与する第2のスプリングとにより構成される請求項1に記載のレール研磨装置。
【請求項3】
レールの踏面上における前記研磨体のレール幅方向の位置を保持する位置保持手段が設けられる請求項1または2に記載のレール研磨装置。
【請求項4】
前記研磨体は、レール幅方向に傾動可能とされる請求項1〜3のいずれかに記載のレール研磨装置。
【請求項1】
所定の運動方向に駆動される研磨体をレールの踏面に接触させることでその踏面を研磨するレール研磨装置であって、
前記研磨体をレールの踏面の上方位置で支持する支持体と、
前記支持体を上下方向に移動可能に案内する案内機構と、
前記支持体を下げる力を付与するエアシリンダと、
前記支持体を上げる力を付与するスプリングと、
を備えることを特徴とするレール研磨装置。
【請求項2】
前記スプリングは、前記支持体の下方向への移動の全域で前記支持体に対しその支持体を上げる力を付与する第1のスプリングと、前記支持体が下方向へ所定距離移動してから更に下方向に移動する際に前記支持体に対しその支持体を上げる力を付与する第2のスプリングとにより構成される請求項1に記載のレール研磨装置。
【請求項3】
レールの踏面上における前記研磨体のレール幅方向の位置を保持する位置保持手段が設けられる請求項1または2に記載のレール研磨装置。
【請求項4】
前記研磨体は、レール幅方向に傾動可能とされる請求項1〜3のいずれかに記載のレール研磨装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2013−104286(P2013−104286A)
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願番号】特願2011−251337(P2011−251337)
【出願日】平成23年11月17日(2011.11.17)
【出願人】(511224276)株式会社ニートレックス (2)
【出願人】(511279760)株式会社Aglaia (1)
【出願人】(000196587)西日本旅客鉄道株式会社 (202)
【Fターム(参考)】
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願日】平成23年11月17日(2011.11.17)
【出願人】(511224276)株式会社ニートレックス (2)
【出願人】(511279760)株式会社Aglaia (1)
【出願人】(000196587)西日本旅客鉄道株式会社 (202)
【Fターム(参考)】
[ Back to top ]