
レール頭頂面の削正装置
【課題】 レール頭頂面を削正する精度的に優れた削正装置を提供する。
【解決手段】 レールR上を走行する台車1に、前記レールRの長手方向に並べて配した一対の回転ドラム5,5´間に張設した無端状の研削ベルト6を設ける。該研削ベルト6を押圧手段で前記レールの頭頂面Raに押し付ける、複数個の押圧ローラ19A,19B,19Cを、前記研削ベルト6の移動方向に沿って並設し、該ローラ19A,19B,19Cの周側面に、前記移動方向に互いに部分的に重なり合って、前記頭頂面の断面形と一致する輪郭形を構成する押し付け部を突設する。
【解決手段】 レールR上を走行する台車1に、前記レールRの長手方向に並べて配した一対の回転ドラム5,5´間に張設した無端状の研削ベルト6を設ける。該研削ベルト6を押圧手段で前記レールの頭頂面Raに押し付ける、複数個の押圧ローラ19A,19B,19Cを、前記研削ベルト6の移動方向に沿って並設し、該ローラ19A,19B,19Cの周側面に、前記移動方向に互いに部分的に重なり合って、前記頭頂面の断面形と一致する輪郭形を構成する押し付け部を突設する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、研削ベルトを用いてのレールの頭頂面を削正するレール削正装置に関するもので、殊に、騒音発生の原因となるレール頭頂面の波状摩耗を削正するに好適にしたものである。
【背景技術】
【0002】
レール削正装置として、レール上を走行する台車に一対の回転ドラム間に張設した無端状の研削ベルトを前記レールの長手方向に沿わせて設け、該研削ベルトを押圧手段で押し付けて前記レールの頭頂面を削正するようにした構造のものが知られている(例えば、特許文献1)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2003−53655号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
従来例の前記押圧手段は、所要面積の平面を有する面盤を研削ベルトに押し付け、被削面を得るようにし、押し付け面が緩やかな曲面を描く頭頂面と必ずしも一致しない平面を成すため良好な削正結果を必ずしも得ることができない。また、従来例は、被削面が平面を成す押し付け面で構成されるため、負荷が大きくなり勝ちで削正作業に支承を来たす。
【0005】
本発明は、このような従来例の欠点を回避し、削正作業を能率的に行える装置を提供することを目的として創案したものである。
【課題を解決するための手段】
【0006】
レール上を走行する台車に、前記レールの長手方向に並べて配した一対の回転ドラム間に張設した無端状の研削ベルトを設け、該研削ベルトを押圧手段で前記レールの頭頂面に押し付ける、複数個の押圧ローラを、前記研削ベルトの移動方向に沿って並設し、該ローラの周側面に、前記移動方向に互いに部分的に重なり合って、前記頭頂面の断面形と一致する輪郭形を構成する押し付け部を突設した構成としたものである。
【発明の効果】
【0007】
本発明によれば、複数個の押圧ローラが、部分的に設けた押し付け部において研削ベルトを押圧してレールの削正をし、全体としてレール頭頂面全域を削正する構成を採るから、必要以上の負荷の発生による誤作業を確実に防ぎ、削正精度の優れた削正装置を提供できる。
【図面の簡単な説明】
【0008】
【図1】略示正面図。
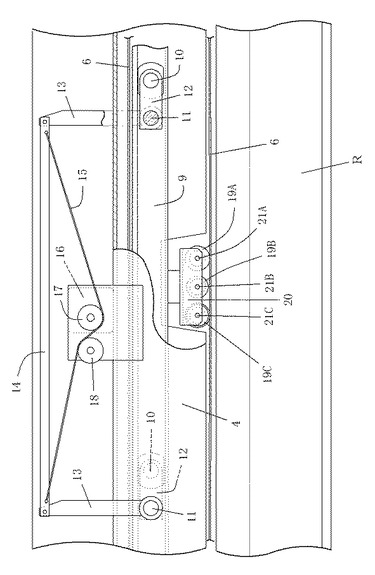
【図2】図1の一部欠截拡大図。
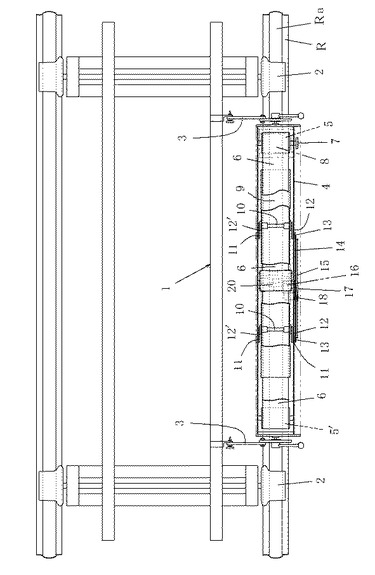
【図3】略示平面図。
【図4】一部欠截拡大側面図。
【図5】図4の一部拡大図。
【図6】図5のx−x線断面図。
【図7】削正作業時の略示正面図。
【実施例】
【0009】
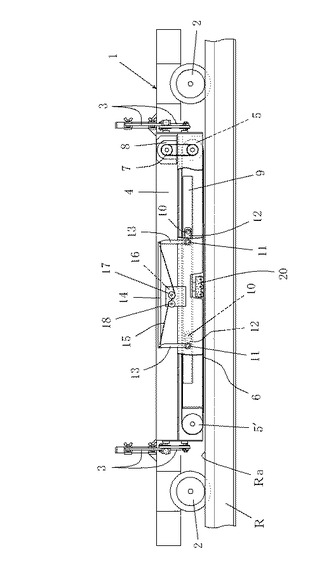
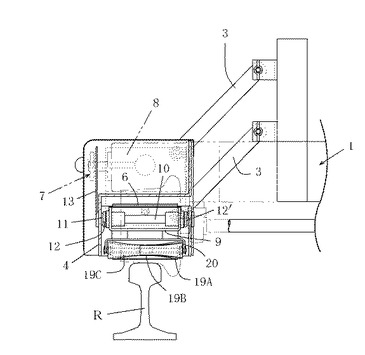
図面は本発明に係るレール削正装置の一実施例を示し、図中、1は、長さ方向の両端にそれぞれ配した一対の車輪2,2で、レールR上を自在に走行する自走式の台車で、台車1の前記長さ方向に沿う一側には、長さ方向の両端に並べて配した上下一対の支持腕3,3で支持させた装置本体4を設けてある。
【0010】
装置本体4の長さ方向の両側にはそれぞれ回転ドラム5,5´を回動自在に枢着し、該回転ドラム5,5´には前記レールRの頭頂面Raを削正する研削ベルト6を張設する。
【0011】
研削ベルト6は、前記一方の回転ドラム5を、ベルト伝達装置7を介して前記装置本体4に搭載した駆動モータ8に連けいさせ、駆動モータ8を動力源としてレール長手方向に沿って移動する。
【0012】
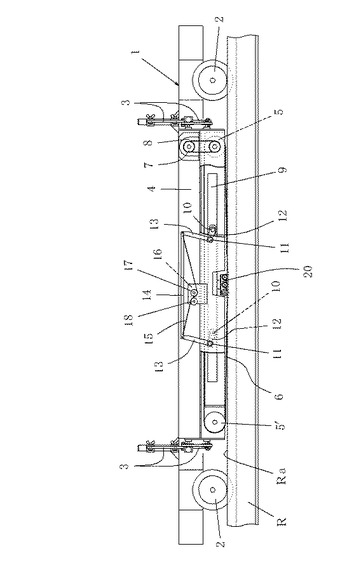
この研削ベルト6の内側(無端帯状の研削ベルト6で取り囲まれる部分)には、レール長手方向に長い支持体9を配置し、支持体9は、その長手方向の中間部に貫通させた一対の支杆10,10の端部に先端を取付け、しかも、基部を前記装置本体4に枢軸11によって回動自在に枢着した一対二組の支持腕12,12.12´,12´を介して前記装置本体4に組付けられて、装置本体4の片面側の前記一方の支持腕12を介して連設した連けい片13,13を動作させることにより前記レールRに対して近接離開するようにしてある。
【0013】
連けい片13は基部を前記枢軸11を前記支持腕12に接続し、自由端側の先端部を仲介片14を介して互いに連結する一方、該先端部にはチェーン15の端部を取付け、このチェーン15の移動によって前記枢軸11を中心に揺(回)動するようになっている。
【0014】
チェーン15は、前記装置本体4に搭載した第二駆動モータ16の回動軸に連けいさせたスプロケット17とかみ合い、該スプロケット17の回動に伴って前記長手方向に沿う方向へと(図1の左右方向)移動する(この移動量は研削量検出装置18で検出して制御装置に伝達される)。すなわち、図1、2において、第二駆動モータ16の駆動によってスプロケット17が時計廻り方向に回動すると、チェーン15はレールRの長手方向に一側、図面上、左方向に移動し、この結果、連けい片13は枢軸11を中心に反時計廻り方向に揺動し、枢軸11と一体的にした支持腕12も反時計廻り方向に回動し、この結果、該支持腕12の先端側に配した支杆10は支持体9を持ち上げ、支持体9はレールRから離開する方向に移動する。また、第二駆動モータ16を前記駆動とは逆方向に駆動させる各部材は原位置に復帰し、さらに第二駆動モータ16を逆方向に回動させてスプロケット17を反時計廻り方向に回動すると、チェーン15はレールRの長手方向の他の一側、図1の図面上、右方向に移動し、この結果、連けい片13は枢軸11を中心に時計廻り方向に揺動し、枢軸11と一体的にした支持腕12も時計廻り方向に回動し、この結果、該支持腕12の先端側に配した支杆10は支持体9を降下させ、支持体9はレールRに近接する方向に移動するのである。
【0015】
支持体9のレールRに対する斯様な近接、離開操作は、支持体9に組付けた押圧ローラ19A,19B,19Cによって押圧される研削ベルト6のレールRの削正深さとなって現われ、実施例では、この削正深さ(切込み)量を、チェーン15の移動量として削正量検出装置18(ポテンションメータ)が検出して制御機器に伝達して、予め設定したプログラムに従って削正操作が行われるのである。
【0016】
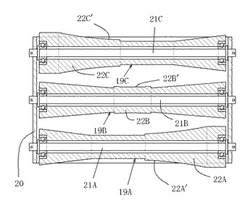
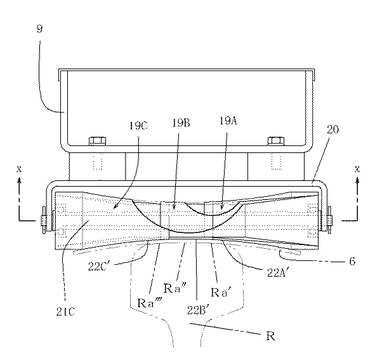
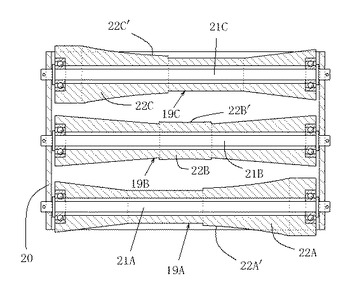
前記第一乃至第二押圧ローラ19A,19B,19Cは、前記支持体9の長手方向の中央部に張設したローラ枠20に、台車1の進退方向に転動自在に並べて21A,21B,21Cで枢支させたもので、その周側面に、被研削体であるレール頭頂面Raの幅方向の断面形の一部と一致する押接面22A´,22B´,22C´のある押し付け部22A,22B,22C部分的に突設してある。
【0017】
第一押圧ローラ19Aの押し付け部22Aの押接面22A´はレール頭頂面Ra幅方向の断面形の、レール長手方向に沿う一側側の部分Ra´と一致し、第二押圧ローラ19Bの押し付け部22Bの押接面22B´はレール頭頂面Raの幅方向の断面形の、レール長手方向に沿う中央部分Ra´´と一致し、また、第三押圧ローラ19Cの押し付け部22Cの押接面22C´はレール頭頂面Raの幅方向の断面形の、レール長手方向に沿う他側側の部分Ra´´´と一致し、前後方向(レール長手方向)に重なり合う第一乃至第三の押圧ローラ19A,19B,19Cの押接面22A´,22B´,22C´が成す投影的形状がレール頭頂面Raの形態と一致するようにしてある(図5)。
【0018】
なお、実施例は、3本の押圧ローラ19A,19B,19Cを用いているが2本でも、或いは4本以上でも不都合はなく、要するに、前記のように投影的形状がレール頭頂面Raの形体と一致する関係にあれば良く、実施例のように該複数個の押圧ローラが近接して(レール頭頂面Raを連続的に押し付ける配置関係に)いなくても良く、押接面22A´,22B´,22C´(押し付け部22A,22B,22Cないし押圧ローラ19A,19B,19C)は順不同の並べ方で差し支えがない。
【0019】
そして、駆動モータ8を駆動して回転ドラム5,5´に張設した研削ベルト6を回動、移動させ第二駆動モータ16を駆動して支持体9を(ローラ枠20)をレールR方向に近接させてレール頭頂面(削正面)Raに押圧ローラ19A,19B,19Cで研削ベルト6で押し付けることによりレール頭頂面Raは検索され波状磨耗が除去され、台車1の移動によって被削正面が順次変わり、レール頭頂面の研削作業が行われる。
【符号の説明】
【0020】
1 台車
5,5´ 回転ドラム
6 研削ベルト
19A,19B,19C 押圧ローラ
22A,22B,22C 押し付け部
R レール
Ra 頭頂面
【技術分野】
【0001】
本発明は、研削ベルトを用いてのレールの頭頂面を削正するレール削正装置に関するもので、殊に、騒音発生の原因となるレール頭頂面の波状摩耗を削正するに好適にしたものである。
【背景技術】
【0002】
レール削正装置として、レール上を走行する台車に一対の回転ドラム間に張設した無端状の研削ベルトを前記レールの長手方向に沿わせて設け、該研削ベルトを押圧手段で押し付けて前記レールの頭頂面を削正するようにした構造のものが知られている(例えば、特許文献1)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2003−53655号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
従来例の前記押圧手段は、所要面積の平面を有する面盤を研削ベルトに押し付け、被削面を得るようにし、押し付け面が緩やかな曲面を描く頭頂面と必ずしも一致しない平面を成すため良好な削正結果を必ずしも得ることができない。また、従来例は、被削面が平面を成す押し付け面で構成されるため、負荷が大きくなり勝ちで削正作業に支承を来たす。
【0005】
本発明は、このような従来例の欠点を回避し、削正作業を能率的に行える装置を提供することを目的として創案したものである。
【課題を解決するための手段】
【0006】
レール上を走行する台車に、前記レールの長手方向に並べて配した一対の回転ドラム間に張設した無端状の研削ベルトを設け、該研削ベルトを押圧手段で前記レールの頭頂面に押し付ける、複数個の押圧ローラを、前記研削ベルトの移動方向に沿って並設し、該ローラの周側面に、前記移動方向に互いに部分的に重なり合って、前記頭頂面の断面形と一致する輪郭形を構成する押し付け部を突設した構成としたものである。
【発明の効果】
【0007】
本発明によれば、複数個の押圧ローラが、部分的に設けた押し付け部において研削ベルトを押圧してレールの削正をし、全体としてレール頭頂面全域を削正する構成を採るから、必要以上の負荷の発生による誤作業を確実に防ぎ、削正精度の優れた削正装置を提供できる。
【図面の簡単な説明】
【0008】
【図1】略示正面図。
【図2】図1の一部欠截拡大図。
【図3】略示平面図。
【図4】一部欠截拡大側面図。
【図5】図4の一部拡大図。
【図6】図5のx−x線断面図。
【図7】削正作業時の略示正面図。
【実施例】
【0009】
図面は本発明に係るレール削正装置の一実施例を示し、図中、1は、長さ方向の両端にそれぞれ配した一対の車輪2,2で、レールR上を自在に走行する自走式の台車で、台車1の前記長さ方向に沿う一側には、長さ方向の両端に並べて配した上下一対の支持腕3,3で支持させた装置本体4を設けてある。
【0010】
装置本体4の長さ方向の両側にはそれぞれ回転ドラム5,5´を回動自在に枢着し、該回転ドラム5,5´には前記レールRの頭頂面Raを削正する研削ベルト6を張設する。
【0011】
研削ベルト6は、前記一方の回転ドラム5を、ベルト伝達装置7を介して前記装置本体4に搭載した駆動モータ8に連けいさせ、駆動モータ8を動力源としてレール長手方向に沿って移動する。
【0012】
この研削ベルト6の内側(無端帯状の研削ベルト6で取り囲まれる部分)には、レール長手方向に長い支持体9を配置し、支持体9は、その長手方向の中間部に貫通させた一対の支杆10,10の端部に先端を取付け、しかも、基部を前記装置本体4に枢軸11によって回動自在に枢着した一対二組の支持腕12,12.12´,12´を介して前記装置本体4に組付けられて、装置本体4の片面側の前記一方の支持腕12を介して連設した連けい片13,13を動作させることにより前記レールRに対して近接離開するようにしてある。
【0013】
連けい片13は基部を前記枢軸11を前記支持腕12に接続し、自由端側の先端部を仲介片14を介して互いに連結する一方、該先端部にはチェーン15の端部を取付け、このチェーン15の移動によって前記枢軸11を中心に揺(回)動するようになっている。
【0014】
チェーン15は、前記装置本体4に搭載した第二駆動モータ16の回動軸に連けいさせたスプロケット17とかみ合い、該スプロケット17の回動に伴って前記長手方向に沿う方向へと(図1の左右方向)移動する(この移動量は研削量検出装置18で検出して制御装置に伝達される)。すなわち、図1、2において、第二駆動モータ16の駆動によってスプロケット17が時計廻り方向に回動すると、チェーン15はレールRの長手方向に一側、図面上、左方向に移動し、この結果、連けい片13は枢軸11を中心に反時計廻り方向に揺動し、枢軸11と一体的にした支持腕12も反時計廻り方向に回動し、この結果、該支持腕12の先端側に配した支杆10は支持体9を持ち上げ、支持体9はレールRから離開する方向に移動する。また、第二駆動モータ16を前記駆動とは逆方向に駆動させる各部材は原位置に復帰し、さらに第二駆動モータ16を逆方向に回動させてスプロケット17を反時計廻り方向に回動すると、チェーン15はレールRの長手方向の他の一側、図1の図面上、右方向に移動し、この結果、連けい片13は枢軸11を中心に時計廻り方向に揺動し、枢軸11と一体的にした支持腕12も時計廻り方向に回動し、この結果、該支持腕12の先端側に配した支杆10は支持体9を降下させ、支持体9はレールRに近接する方向に移動するのである。
【0015】
支持体9のレールRに対する斯様な近接、離開操作は、支持体9に組付けた押圧ローラ19A,19B,19Cによって押圧される研削ベルト6のレールRの削正深さとなって現われ、実施例では、この削正深さ(切込み)量を、チェーン15の移動量として削正量検出装置18(ポテンションメータ)が検出して制御機器に伝達して、予め設定したプログラムに従って削正操作が行われるのである。
【0016】
前記第一乃至第二押圧ローラ19A,19B,19Cは、前記支持体9の長手方向の中央部に張設したローラ枠20に、台車1の進退方向に転動自在に並べて21A,21B,21Cで枢支させたもので、その周側面に、被研削体であるレール頭頂面Raの幅方向の断面形の一部と一致する押接面22A´,22B´,22C´のある押し付け部22A,22B,22C部分的に突設してある。
【0017】
第一押圧ローラ19Aの押し付け部22Aの押接面22A´はレール頭頂面Ra幅方向の断面形の、レール長手方向に沿う一側側の部分Ra´と一致し、第二押圧ローラ19Bの押し付け部22Bの押接面22B´はレール頭頂面Raの幅方向の断面形の、レール長手方向に沿う中央部分Ra´´と一致し、また、第三押圧ローラ19Cの押し付け部22Cの押接面22C´はレール頭頂面Raの幅方向の断面形の、レール長手方向に沿う他側側の部分Ra´´´と一致し、前後方向(レール長手方向)に重なり合う第一乃至第三の押圧ローラ19A,19B,19Cの押接面22A´,22B´,22C´が成す投影的形状がレール頭頂面Raの形態と一致するようにしてある(図5)。
【0018】
なお、実施例は、3本の押圧ローラ19A,19B,19Cを用いているが2本でも、或いは4本以上でも不都合はなく、要するに、前記のように投影的形状がレール頭頂面Raの形体と一致する関係にあれば良く、実施例のように該複数個の押圧ローラが近接して(レール頭頂面Raを連続的に押し付ける配置関係に)いなくても良く、押接面22A´,22B´,22C´(押し付け部22A,22B,22Cないし押圧ローラ19A,19B,19C)は順不同の並べ方で差し支えがない。
【0019】
そして、駆動モータ8を駆動して回転ドラム5,5´に張設した研削ベルト6を回動、移動させ第二駆動モータ16を駆動して支持体9を(ローラ枠20)をレールR方向に近接させてレール頭頂面(削正面)Raに押圧ローラ19A,19B,19Cで研削ベルト6で押し付けることによりレール頭頂面Raは検索され波状磨耗が除去され、台車1の移動によって被削正面が順次変わり、レール頭頂面の研削作業が行われる。
【符号の説明】
【0020】
1 台車
5,5´ 回転ドラム
6 研削ベルト
19A,19B,19C 押圧ローラ
22A,22B,22C 押し付け部
R レール
Ra 頭頂面
【特許請求の範囲】
【請求項1】
レール上を走行する台車に、前記レールの長手方向に並べて配した一対の回転ドラム間に張設した無端状の研削ベルトを設け、該研削ベルトを押圧手段で前記レールの頭頂面に押し付ける、複数個の押圧ローラを、前記研削ベルトの移動方向に沿って並設し、該ローラの周側面に、前記移動方向に互いに部分的に重なり合って、前記頭頂面の断面形と一致する輪郭形を構成する押し付け部を突設した、レール頭頂面の削正装置。
【請求項1】
レール上を走行する台車に、前記レールの長手方向に並べて配した一対の回転ドラム間に張設した無端状の研削ベルトを設け、該研削ベルトを押圧手段で前記レールの頭頂面に押し付ける、複数個の押圧ローラを、前記研削ベルトの移動方向に沿って並設し、該ローラの周側面に、前記移動方向に互いに部分的に重なり合って、前記頭頂面の断面形と一致する輪郭形を構成する押し付け部を突設した、レール頭頂面の削正装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2012−24871(P2012−24871A)
【公開日】平成24年2月9日(2012.2.9)
【国際特許分類】
【出願番号】特願2010−164777(P2010−164777)
【出願日】平成22年7月22日(2010.7.22)
【出願人】(391030125)保線機器整備株式会社 (39)
【Fターム(参考)】
【公開日】平成24年2月9日(2012.2.9)
【国際特許分類】
【出願日】平成22年7月22日(2010.7.22)
【出願人】(391030125)保線機器整備株式会社 (39)
【Fターム(参考)】
[ Back to top ]