
ロスインウェートフィーダ

【課題】ロスインウェートフィーダの供給中の無制御運転を改善する。
【解決手段】第1のホッパー3の下方に第2のホッパー4を配置したロスインウェートフィーダで、第2のホッパー4からの粉粒体の切り出しと、第1のホッパー3から第2のホッパー4への粉粒体の供給を同時に行う供給期間の制御目標値として、第1のホッパー3を計量して求めた重量の減少量を増加分として、予め設定した切り出し量を減じて算出したものを使用する。このように、供給期間中の制御目標値の算出に第1のホッパー3の計量値を採用することで、外乱によって計量値が変化してもその変化に追従できるので、供給中の無制御運転を改善でき、切り出し精度を向上できる。
【解決手段】第1のホッパー3の下方に第2のホッパー4を配置したロスインウェートフィーダで、第2のホッパー4からの粉粒体の切り出しと、第1のホッパー3から第2のホッパー4への粉粒体の供給を同時に行う供給期間の制御目標値として、第1のホッパー3を計量して求めた重量の減少量を増加分として、予め設定した切り出し量を減じて算出したものを使用する。このように、供給期間中の制御目標値の算出に第1のホッパー3の計量値を採用することで、外乱によって計量値が変化してもその変化に追従できるので、供給中の無制御運転を改善でき、切り出し精度を向上できる。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、粉粒体の定量供給を行うロスインウェートフィーダに関するものである。
【背景技術】
【0002】
粉粒体の定量供給を行うロスインウェートフィーダは、ホッパーとホッパーから粉粒体を切り出すフィーダを秤に載せて、フィーダから粉粒体を切り出す際の重量の減少を一定周期で計量する。そして、その計量に基づいて減量速度を一定に保つことで、一定の切り出し量を供給するというものである。
【0003】
このようなロスインウェートフィーダ(以下、ロスインフィーダ)として、例えば、特許文献1に示すものがある。
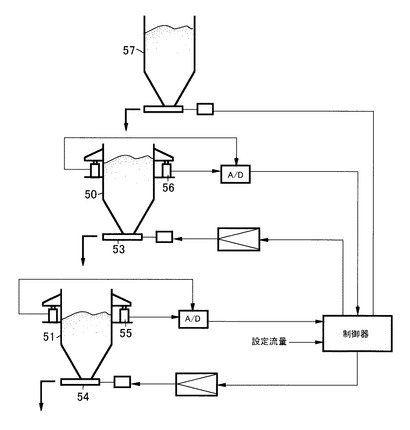
このロスインフィーダは、図10に示すように、 第1のホッパー50の下方に第2のホッパー51を配置し、第1のホッパー50に第1のフィーダ53を備え、下方の第2のホッパー51に第2のフィーダ54を備えるとともに、第2のホッパー51に、ロードセルによる計量手段55を備えることで、第2のホッパー51内の重量を計量して一定の切り出しを行う構成となっている。
そして、第2のホッパー51の粉粒体が切り出しで減少したことを計量手段55で計量すると、減少した粉粒体を第1のホッパー50から第2のホッパー51へ供給するというものである。
なお、図10では、第1のホッパー50に計量手段56を設けてあるが、この計量手段56は、第1のホッパー50の重量を計量し、第1のホッパー50に収容した粉粒体が第2のホッパー51への供給で所定量まで減少すると、上方の貯槽57から充填させるためのものである。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平9−5150号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記の方法では、基本的に第1のホッパーから第2のホッパーへ供給している時は、第2のホッパーの計量手段では、供給による重量の増加分があるため、重量の減少分、すなわち、先に述べたロスインフィーダの制御量の元となる値を測定することができない。
したがって、この供給期間中は、第2のフィーダの速度は、供給に切り換わる直前の速度で固定したり、前回のバッチ(供給動作時間)などの過去の計量値あるいは計測値に基づく演算値で運転したりで、現在値を把握したものではなく、要求される第2のフィーダの切り出し量に誤差を生じる可能性がある。
そのため、供給中に外乱などが発生しても、その外乱に対応するのが次回以降の供給時となり現在の制御に反映できないという問題が残る。このように、現在値に即した制御となっていないために、精度アップが図れない。
【0006】
そこで、この発明の課題は、ロスインフィーダの計量ができない時は、第2のフィーダの速度を、第1のホッパーから第2のホッパーへの供給動作に切り換わる直前の速度で固定したり、前回供給動作時間などの過去の計量値あるいは計測値に基づく演算値で運転したりするのではなく、常に、現在の計量値に基づいて制御できるようにして、切り出し量の精度アップが図れるようにすることである。
【課題を解決するための手段】
【0007】
上記の課題を解決するため、この発明では、粉粒体を収容する第1のホッパーの下方に第2のホッパーを配置し、前記第1のホッパーに、第2のホッパーへ粉粒体を供給する第1のフィーダを備え、前記第2のホッパーに、供給された粉粒体を切り出す第2のフィーダを備えるとともに、第1のフィーダを備えた第1のホッパーの重量を計量する第1の計量手段と前記第2のフィーダを備えた第2のホッパーの重量を計量する第2の計量手段を備え、上記第2のホッパーが粉粒体の切り出しのみを行う切り出し期間は、予め設定した切り出し量を目標値として第2のフィーダから切り出される粉粒体の重量(質量流量)と第2の計量手段によって計量する第2のホッパー重量の減少量とが同じになるように制御し、一方、上記粉粒体の第2のホッパーからの切り出しと、第1のホッパーから第2のホッパーへの供給を同時に行う供給期間は、第1のフィーダの作動により第1の計量手段で計量する第1のホッパーの重量の減少量(すなわち、第2のホッパーの重量の増加量)から、予め設定した切り出し量を減じたものを目標値として、第2のフィーダの切り出し量を制御し、第2のホッパーの重量(質量流量)増加が、その目標値となるように制御する構成を採用したのである。
【0008】
このような構成を採用することにより、第2のホッパーから切り出しのみを行う切り出し期間は、予め設定した切り出し量を目標値とし、第2の計量手段で第2のホッパーの重量を計量し、計量した重量の減少量を切り出し量と一致するように第2のフィーダを制御する。
一方、第2のホッパーからの切り出しと、第1のホッパーから第2のホッパーへの供給を同時に行う供給期間は、第1のホッパーから第2のホッパーへの供給量を、第1の計量手段の計量値(リアルタイム)を使用して第1のホッパーの重量の減少量が一定になるように第1のフィーダの速度を制御する。または、第1のフィーダの速度は供給目的に適正な一定速度に固定しても良い。
すなわち、ロスインフィーダの第1の計量手段と第2の計量手段は、一定周期で第1のホッパーと第2のホッパーを計量する。
このとき、第2の計量手段は、供給直前の第2のホッパーを計量し、次に、第1のフィーダから供給が開始されると、必然的に、その供給された計量値と第2のフィーダから排出された計量値を同時に検出して、その時点での第2のホッパーの計量値が計量される。
その際、第2のホッパーの計量手段では、計量値そのものを制御に使用するのではなく、例えば、ある時点の計量値とその後のある時点の計量値の時間変化分(時間変化分とは、質量流量のことであり、このときは供給中なので増加分になる)を算出すれば、第1のホッパーから落下する粉粒体の落下エネルギーがこの測定値に寄与しないようにできる。
また、第1の計量手段は供給が開始されると、その第2のホッパーへ供給することにより減った時の第1のホッパーを計量する。このとき、予め設定した第2のフィーダの切り出し量(単位時間当たり)を第1の計量手段で供給開始前と供給開始後の差(つまり、「第1のホッパーの減少分」=「第2のホッパーの増分」)から差し引くと、この値が、このときの第2のホッパーでの計量値となるべきであるから、この差し引いた値を目標値として第2のフィーダを制御する。
無論、上記の仕組みにより第1のホッパーの減分、すなわち、第2のホッパーの増分は、第2の計量手段で既に自動的に加味され検出されている。この値が前記目標値となるように、第2のフィーダを制御するということである。
このような処理を供給期間中に周期的に繰り返すことで、例えば外乱などにより供給量や排出量に変動があっても第2のフィーダでの切り出しの制御量を実測した上記2つの計量値に基づき設定できるので、切り出し精度を向上できる。
【0009】
上記供給動作により、第1のホッパーの粉粒体の量が少なくなってきたら、装置を連続的に運転するために、これを充填する動作が必要になるが、まず、供給動作中には、充填動作はしてはならない。また、切り出し期間中でも、第2のホッパーへの供給開始のきっかけとなるタイミングから充填動作に必要な時間分を遡ったタイミング以降に充填動作を開始してはならないような制限を設ける構成とする。
【0010】
このような構成を採用することにより、第1のホッパーへの粉粒体の充填動作が、第1のホッパーから第2のホッパーへの供給動作と重複しないようにして、充填動作が第2のフィーダの切り出し量制御に必要な第1のホッパーからの質量流量の演算に使用する第1のホッパーの計量に影響を与えないようにする。
【0011】
また、このとき、第2のホッパーが粉粒体の切り出しのみを行う切り出し期間から、第2のホッパーの切り出しと第1のホッパーから第2のホッパーへの供給を同時に行う供給期間へ遷移する際に、例えば、供給開始された粉粒体が落下し始め、最初に第2のホッパーに堆積している粉粒体表面に到達するまでの時間(落下時間)やその安定時間及び、これらに比しては極わずかではあるが、制御回路における制御量などの書込みに時間がかかることにより、供給時の自動制御の開始を遅らせるタイマ手段を設けた構成を採用する。
逆に、供給期間から切り出し期間へ遷移する際にも、例えば、供給終了された粉粒体の末尾が、第2のホッパーに堆積している粉粒体表面に到達し終わるまでの時間(落下時間)や、前記同様にその安定時間及び、制御回路の書込み時間がかかることにより、切り出し時の自動制御の開始を遅らせるタイマ手段を設けた構成をも採用する。
【0012】
このような構成を採用することにより、第1のホッパーから第2のホッパーへ供給される粉粒体は、第1のホッパーから第2のホッパーへ達するのに落下時間を要する。そのため、その遅れを見込んでタイマ手段で自動制御開始のタイミングを遅らせることで、落下時間などを考慮することにより自動制御が不安定になることを避ける。その結果、精度への影響を無くすことができる。
同様に、供給期間から切り出し期間へ遷移する際にも、第1のホッパーから第2のホッパーへ供給される粉粒体は、第1のホッパーから第2のホッパーへ達するのに落下時間を要するため、その遅れを見込んでタイマ手段で自動制御開始のタイミングを遅らせることで、自動制御が不安定になることを避ける。その結果、精度への影響を無くすことができる。
【発明の効果】
【0013】
この発明は、上記のように構成したことにより、ロスインフィーダの欠点である供給中の無制御運転を改善できる。
【図面の簡単な説明】
【0014】
【図1】実施形態のブロック図
【図2】実施形態の計装図
【図3】図2の一部抽出図
【図4】図2の一部抽出図
【図5】図2の一部抽出図
【図6】実施形態の論理回路図
【図7】実施形態のタイミングチャート
【図8】図7の一部拡大図
【図9】図7の一部拡大図
【図10】従来例のブロック図
【発明を実施するための形態】
【0015】
以下、この発明を実施するための形態を図面に基づいて説明する。
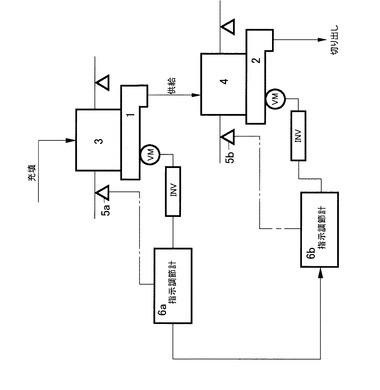
この形態のロスインフィーダは、例えば、薬品や電池材料などの粉粒体を定量供給するためのもので、図1に示すように、第1のホッパー3の下方に、第2のホッパー4を配置し、その第1のホッパー3に第1のテーブルフィーダ(以下、第1のフィーダ)1を備えるとともに、第2のホッパー4に、第2のテーブルフィーダ(以下、第2のフィーダ)2を備えた構成となっている。
【0016】
また、この第1のフィーダ1を備えた第1のホッパー3と第2のフィーダ2を備えた第2のホッパー4には、それぞれ、計量手段5a、bが取り付けられている。計量手段5a、bは、例えば、ここではロードセルを用いたもので、図示はしていないが、増幅器などのインターフェースを介して、それぞれ、指示調節計6aと指示調節計6bに接続されている。
【0017】
この指示調節計6aは、第1のホッパー3の計量及び第1のフィーダ1のコントローラとして、指示調節計6bは、第2のホッパー4の計量及び第2のフィーダ2のコントローラとして設けたものである。
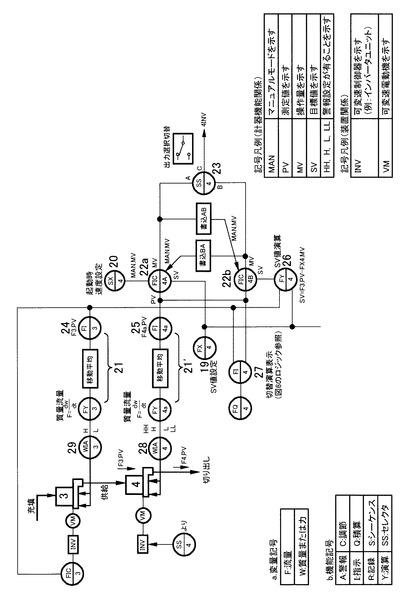
指示調節計6bは、図2のように、2個の調節計(FIC−4A)22aと(FIC−4B)22bの機能と、警報機能(WIA−4)を有している。また、加減算、移動平均などの各種演算やプログラミング動作を行う制御演算部を有している。
前記両調節計(FIC−4A)22aと(FIC−4B)22bは、スイッチの切換でオートとマニュアルのモードが選択できるようになっている。なお、オートモードの際はPID制御を行うようになっている。
調節計(FIC−4A)22aは、第1のホッパー3から第2のホッパー4への供給停止時(前記、切り出し期間)の第2のフィーダ4の切り出し量の制御を受け持ち、(FIC−4B)22bは、供給作動時(前記、供給期間)の切り出し量の制御を受け持つ。
そして、調節計(FIC−4A)22aと(FIC−4B)22bは、共に測定入力は同じで、第2のホッパー4の計量値の時間的変化、すなわち、質量流量であり、切り出し期間は計量値が減って行き、供給期間は増えていくので、流量という観点からしても正負符号が変わるように流れ方向が逆転する。
(FIC−4A)22aの目標設定値(FX−4)19は、第2のホッパー4から切り出す(流れ出す)流量となり、この流量の絶対値を考えれば、調節計は逆動作(測定入力が大きくなれば、操作出力を減じる)である。
(FIC−4B)22bの目標設定値は、供給流量から切り出す目標流量((FX−4)19で設定された値)を差し引いた値とした総括的に流れ込む流量である。この目標流量は具体的には、図2の(FY−4)16で演算される。したがって、同様に絶対値として考えると、調節計(FIC−4B)22bは、正動作(測定入力が大きくなれば、操作出力を大きくする)である。
【0018】
このように構成される作動中のロスインフィーダは、図1のように、指示調節計6a及び指示調節計6bが計量手段5a、bで第1及び第2のホッパー(テーブルフィーダ1、2も含む)3、4の重量を計量している。そして、第1のホッパー3の重量が、下限値に達すると、指示調節計6aの警報機能(WIA−3)29が「L」の警報出力を発するので、第1のホッパーに原料となる粉粒体を充填する。
【0019】
この充填は、人手でも良いが、前記警報で作動して粉粒体を充填するようにした貯槽や充填装置を設けるようにしても良い。また、充填された粉粒体の重量が上限値に達した場合は、「H」の警報が出力されるので充填を停止する。
この充填動作は、第2のホッパーへの供給中は作動してはならない。また、第2のホッパーからの切り出し期間中でも、第2のホッパーへの供給開始のタイミング、すなわち、指示調節計6bの警報機能(WIA−4)28の「LL」から充填動作に必要な時間分を遡ったタイミング、すなわち、警報機能(WIA−4)28の「L」以降に充填動作を開始してはならない、という制限を設けるが、装置を連続的に作動させるためには、第1のホッパーへの充填動作より第2のホッパーへの供給動作の方を優先させる必要があるので、第1のホッパーの指示調節計6aの警報機能(WIA−3)29の「L」の設定値は、第1のホッパー3の残量、すなわち、警報機能(WIA−3)29の「L」より下に残っている量が、第2のホッパーへ1回供給動作し終える分以上は必要であり、このことを考慮した上で警報機能(WIA−3)29の「L」をどこにするか決定する必要がある。
以下、このロスインフィーダの制御動作を「切り出し期間」〜「供給期間」の4つに分けて詳しく説明する。
【0020】
1.第2のホッパー4の切り出し期間(第1のホッパー3からの供給停止中の期間)
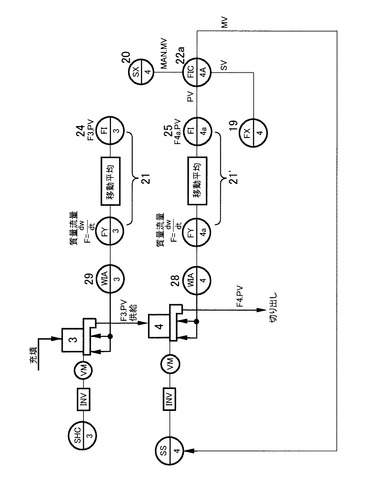
いま、第2のホッパー4に収容されている粉粒体の重量が十分なら、第2のホッパー4の指示調節計6bの調節計(FIC−4A)22aが作動して定量の切り出しを開始する。その状態を、図2の計装図から抽出して、図3に示す。
なお、計装図の円記号の下番号はホッパーの符号を示している。
まず、上記定量切り出しの前に、装置起動直後は、装置起動時の切り出し速度、すなわち、操作量は、図3の符号20の(SX−4)で、第2のホッパー4の指示調節計6bの調節計(FIC−4A)22aに設定する。すると、その速度で第2のフィーダ2は、切り出し運転を開始する。このときは、指示調節計6bの調節計(FIC−4A)22aは、まだ、マニュアルモードなので、設定された一定速で運転する。
これを一定時間(起動直後で装置が安定するのを待つなどの時間)の経過の後に、指示調節計6bの調節計(FIC−4A)22aをオートに切り換えると、前記調節計(FIC−4A)22aの測定入力が(FX−4)19で設定した目標設定値になるように第2のフィーダ2の切り出し量の制御を開始する。
すなわち、指示調節計6bの調節計(FIC−4A)22aは、PID制御により、第2のテーブルフィーダ2を作動して定量の切り出しを行う。
【0021】
2.切り出し(供給停止中)→供給の遷移期間
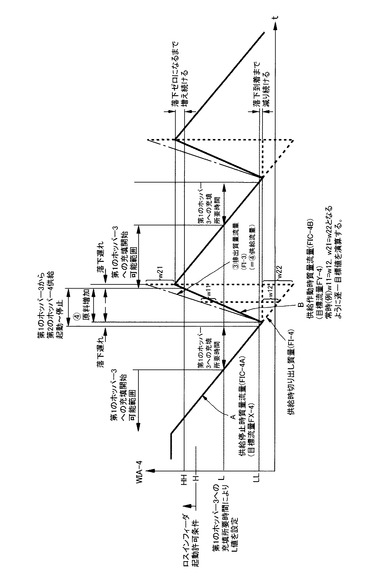
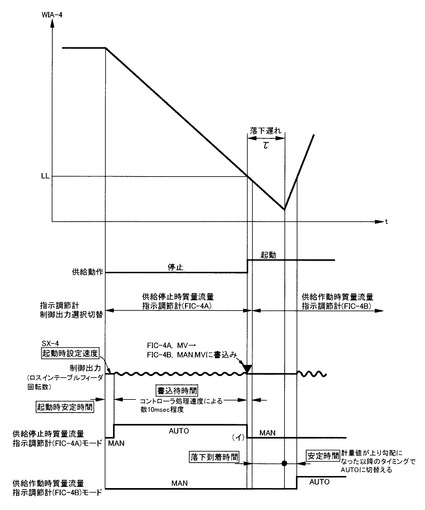
上記のようなPIDの流量制御による切り出しの結果、第2のホッパー4の重量が、図
7の矢印Aで示す「供給停止時質量流量」の線に沿って、供給開始レベル(LL)に減少すると、指示調節計6bの警報機能(WIA−4)28から警報が発せられる。すると、第1のホッパー3から第2のホッパー4へ粉粒体の供給を開始する。同時に、図6に示す回路が作動して、図8の(イ)で示すように、指示調節計6bの調節計(FIC−4A)22aのモードをオートからマニュアルへ切り換え、図4のように、制御パラメータとして警報直前の切り出しの操作量(変数)を指示調節計6bの調整計(FIC−4B)22bに書き込む。指示調節計6bの調節計(FIC−4A)22aは、マニュアルモードになったので、直前の操作出力を保持した一定速運転に変わる。その直後、指示調節計6bの出力をスイッチ処理23(図2参照)によって調節計(FIC−4A)22aの出力から調節計(FIC−4B)22bの出力に切り換える。すると、指示調節計6bの調節計(FIC−4B)22bもマニュアルモードなので、同じ速度で切り出しを続行(継続)する。こうすることで、制御の連続性を保持する。
そのうちに、供給された(落下してきた)粉粒体が第2のホッパー4へ到達するので、そのタイミングで指示調節計6bの調節計(FIC−4B)22bのモードをマニュアルからオートへ切り換え、先の目標値(図2参照)になるようにPID制御を開始する。
すなわち、この形態の第2のホッパー4の指示調節計6bの2つの調節計(FIC−4A)22aと(FIC−4B)22bは、マニュアルモード時の操作量を書き込むことで、マニュアルモード時において、操作量を設定して第2のフィーダ2の速度制御を指定して使用する。
ところで、このとき、第1のホッパー3から第2のホッパー4へ供給される粉粒体は、第1のホッパー3から第2のホッパー4へ達するのに落下時間を要する。つまり、供給が開始されても粉粒体が第2のホッパー4に到着するまでに時間がかかる。そのため、図8に示すように、実際に増加し始める重量を検出するまで、落下遅れτによる時間遅れを生じる。そこで、この形態では、その遅れを見込んで、図6の回路で、タイマTを用いて第1のホッパー3から第2のホッパー4への供給停止時(切り出し期間)における第2のフィーダ2の切り出し量制御を受け持つ指示調節計6bの調節計(FIC−4A)22aから、供給作動時(供給期間)の切り出し量の制御を受け持つ調節計(FIC−4B)22bへ切り換えるタイミングを遅らせる。こうすることで、スムースに制御を切り換えできるようにしている。
【0022】
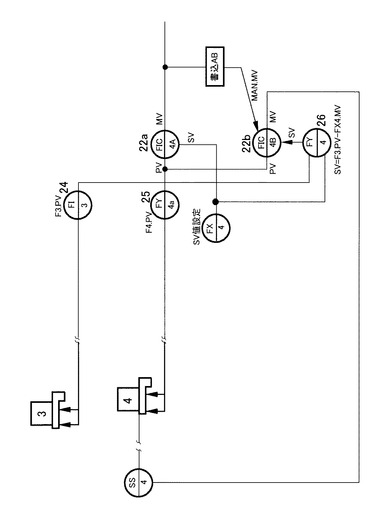
3.供給期間(第2のホッパー4からの切り出しと第1のホッパー3からの供給を同時に行う期間)
この期間は、第1のホッパー3から第2のホッパー4への供給作動時の第2のフィーダ2の切り出しを、指示調節計6bの調節計(FIC−4B)22bのオートモードにて制御を行う。
その際、重量変化は、第2のホッパー4の重量に、第1のホッパー3からの供給量を加えたもの(例えば、図7のw12、w22)から切り出し量を減じたもので、図7のグラフの右上がりの実線である。この実線に乗るように、指示調節計6bの調節計(FIC−4B)22bによって、第2のフィーダ2が、第2のホッパー4からの切り出しを制御すれば、供給停止中の切り出し期間と同じ切り出し量が得られる。
調節計(FIC−4B)22bの具体的な目標設定値は、第1のホッパー3の重量の減少量、すなわち、第2のホッパー4の重量の増加量で、図2の(FI−3)で指示される値から、予め設定した切り出し量、すなわち、図2の(FX−4)19の設定値を減じた質量流量である。
なお、この目標設定値の減算は、図2の(FY−4)26で行う。言うまでもなく、このときの計量手段5bでの計量値は増加方向である。
【0023】
このとき、供給直前の第2のホッパー4の重量は、計量手段5bで計量する。第1のホッパー3から第2のホッパー4への供給量は、供給時の第1のホッパー3の重量の減少量を計量手段5aで計量して算出する。また、第2のホッパー4からの切り出し量は既知、すなわち、切り出し流量の目標値(図2の(FX−4)の設定値)である。よって、第2のホッパー4の重量変化の目標として、図7の矢印Bで示す実線を描くことができる。
【0024】
具体的に、この制御には、第1のホッパー3の重量(質量流量)変化と、第2のホッパー4の重量(質量流量)変化の2つを測定値として用いる。これらは、図2に基づいて、第2のホッパー4を例に説明すると、まず、第2のホッパー4の質量を指示調節計6bの測定機能(WIA−4)28を使って測定し、周期的に測定値をバッファに格納する。
このとき、例えば、質量変化の差を算出するために、少なくともn+1個以上のリングバッファを準備して、全バッファに対して1から順にサンプリングした計量値を格納する。格納したバッファ、例えば、バッファnとバッファ1の、格納した数値の差(重量変化分)を、サンプリング時間間隔にバッファの間隔数(n−1)をかけた時間、言い換えるとバッファnに格納した重量値をサンプリングした時刻からバッファ1に格納した重量値をサンプリングした時刻を差し引いた時間で割ると質量流量が割り出せる(F=dW/dt:図2符合21´)。
次に、同じ間隔でバッファn+1からバッファ2にして同様の割り算を行う。これを繰り返し、質量流量の演算タイミング毎の流量値として移動平均のバッファに溜め込み、その溜め込んだ流量値を合計し、その溜めた個数で割ったもの、すなわち、移動平均演算した(平滑化した)ものを質量流量の測定値として指示調節計6bの調節計(FIC−4A)22aと(FIC−4B)22bの調節計の両方に入力する。第1のホッパー3においても指示調節計6aが測定(質量)機能(WIA−3)29の計量値を用いて同様の処理を行う(図2符合21)。
この重量測定(計量)のサンプリング処理を細かく行うこと、減算されるデータを格納しているバッファと減算するデータを格納しているバッファの各バッファの時間的間隔を広く取ること(すなわち、上記nを大きく取ること)、求められた質量流量値の移動平均処理を行うことで、質量流量値を機械振動やノイズなどによる測定重量のピークを検出しても、流量値としては滑らかに検出することができる。
なお、上記の実際の処理は逐次行われる。また、この処理は、切り出し中(供給停止中)でも供給中でも継続して行う。供給による落下開始時や落下終了時などの測定が乱れる恐れのある場合は、タイマ機能などにより一時的に処理を停止しても良い。
また、移動平均の演算は、今回の場合、質量流量算出の計算中や、その前後さまざまな箇所でも行うことができると考えられるため、図2及び図3の位置と合致しないが、これは図が複雑になるため、便宜上、このような表示にしたものである。
【0025】
このように、供給期間に使用される指示調節計6bの調節計(FIC−4B)22bの目標値は、前記のように供給量を加味した第2のホッパー4の重量変化(質量流量)から、予め設定した第2のフィーダ2の切り出し量(単位時間当たり)を減じたものである。
一方、一番元となる測定値は、第1のホッパー3からの供給量による重量増加分および第2のフィーダ2からの切り出しによる重量減少分を踏まえた現在の第2のホッパー4の重量値である。
このように第1のホッパー3の計量値(実測値)及び、第2のホッパー4の計量値(実測値)を元にした質量流量に基づいて制御するので供給期間であっても、それぞれの計量値に、例えば、外乱などにより変動があっても、その変動に追従できる。
すなわち、切り出し量を一定速にするなどの見かけ運転でなく、実測値に基づいた測定値を目標値となるように切り出し量を制御するので、正確な切り出し運転を行うことができる。
【0026】
4.供給→切り出しの遷移期間
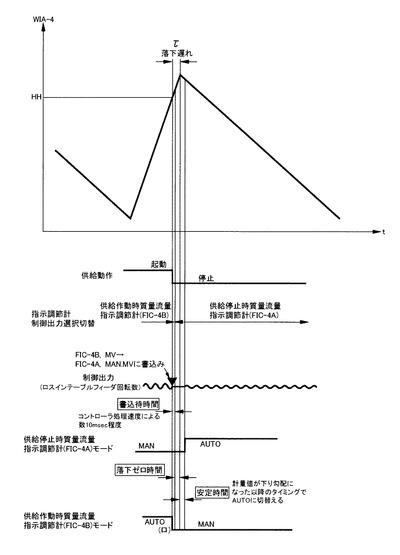
次に、第2のホッパー4の重量が、図7の矢印Bで示す「供給作動時質量流量」の線に沿って、供給停止レベル(HH)まで増加すると、指示調節計6bの測定機能(WIA−4)28から警報が発せられる。すると、第1のホッパー3から第2のホッパー4への粉粒体の供給を停止する。同時に、図6の回路が作動して、図9の(ロ)に示すように、指示調節計6bの調節計(FIC−4B)22bのモードをオートからマニュアルへ切り換え、図5に示すように、制御パラメータとして、警報直前の切り出しの操作量(変数)を指示調節計6bの調節計(FIC−4A)22aに書き込む。指示調節計6bの調節計(FIC−4B)22bは、マニュアルモードになったので、直前の操作出力を保持した一定速運転に変わる。その直後、指示調節計6bの出力をスイッチ処理23によって調節計(FIC−4B)22bの出力から調節計(FIC−4A)22aの出力に切り換える。すると、前記調節計(FIC−4A)22aもマニュアルモードなので、同じ速度で切り出しを続行(継続)する。こうすることで、制御の連続性を保持する。
そのうちに供給されていた(落下していた)粉粒体が全て第2のホッパー4へ到達し切るので、そのタイミングで前記調節計(FIC−4A)22aのモードをマニュアルからオートへ切り換え、先述の目標値(図2参照)になるようにPID制御を開始する。
【0027】
このとき、図9のように、第1のホッパー3から第2のホッパー4へ供給される粉粒体は、第1のホッパー3から第2のホッパー4へ達するのに落下時間を要する。つまり、供給が停止しても粉粒体の最後尾が第2のホッパー4に到着し切るまでに時間がかかる。そのため、落下遅れτによる時間遅れを生じることから、先の場合と同様に、その遅れを見込んで、図6に示すように、タイマTで調節計(FIC−4A)22aへ切り換えるタイミングを遅らせる。このようにして、スムースに制御を切り換えできるようにしてある。
以後、図7のように、上記処理を繰り返す。
【0028】
また、図7に示すように、切り出し時(供給停止時)に粉粒体が減っていき、供給開始「LL」となるまでの時間が、第1のホッパー3への充填にかかる時間より長くなる残量となるように、指示調節計6bの警報機能(WIA−4)28の出力「L」の量を設定する。この「L」以上の時のみ、例えば、上方に貯槽を配置した際に、第1のホッパー3への充填が可能であるように制限をする。つまり、「L」より下の時に、この充填を開始させると、その動作が、第1のホッパー3から第2のホッパー4への供給動作と重複した場合、供給時に第2のフィーダ2の切り出し量制御に必要な第1のホッパー3からの質量流量を知ることができなくなるからである。なお、無論、供給動作を先に行ってしまったら、充填動作は行ってはならない。
【0029】
なお、この形態では、指示調節計6bが2個の調節計ABを有するものとしたが、これに限定されるものではない。これ以外に、1個の調節計を有する指示調節計6bを2台使用したり、1個の調節計とこの調節計の変数を記憶するレジスタ(メモリ)を用いたりして制御することもできる。無論、指示調節計に限らずPLCやマイコンその他さまざまな制御装置でも、この形態を実現することは可能である。
【符号の説明】
【0030】
1 第1のフィーダ
2 第2のフィーダ
3 第1のホッパー
4 第2のホッパー
5a 第1の計量手段
5b 第2の計量手段
6a 指示調節計
6b 指示調節計
SV 目標値
T タイマ
【技術分野】
【0001】
この発明は、粉粒体の定量供給を行うロスインウェートフィーダに関するものである。
【背景技術】
【0002】
粉粒体の定量供給を行うロスインウェートフィーダは、ホッパーとホッパーから粉粒体を切り出すフィーダを秤に載せて、フィーダから粉粒体を切り出す際の重量の減少を一定周期で計量する。そして、その計量に基づいて減量速度を一定に保つことで、一定の切り出し量を供給するというものである。
【0003】
このようなロスインウェートフィーダ(以下、ロスインフィーダ)として、例えば、特許文献1に示すものがある。
このロスインフィーダは、図10に示すように、 第1のホッパー50の下方に第2のホッパー51を配置し、第1のホッパー50に第1のフィーダ53を備え、下方の第2のホッパー51に第2のフィーダ54を備えるとともに、第2のホッパー51に、ロードセルによる計量手段55を備えることで、第2のホッパー51内の重量を計量して一定の切り出しを行う構成となっている。
そして、第2のホッパー51の粉粒体が切り出しで減少したことを計量手段55で計量すると、減少した粉粒体を第1のホッパー50から第2のホッパー51へ供給するというものである。
なお、図10では、第1のホッパー50に計量手段56を設けてあるが、この計量手段56は、第1のホッパー50の重量を計量し、第1のホッパー50に収容した粉粒体が第2のホッパー51への供給で所定量まで減少すると、上方の貯槽57から充填させるためのものである。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平9−5150号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記の方法では、基本的に第1のホッパーから第2のホッパーへ供給している時は、第2のホッパーの計量手段では、供給による重量の増加分があるため、重量の減少分、すなわち、先に述べたロスインフィーダの制御量の元となる値を測定することができない。
したがって、この供給期間中は、第2のフィーダの速度は、供給に切り換わる直前の速度で固定したり、前回のバッチ(供給動作時間)などの過去の計量値あるいは計測値に基づく演算値で運転したりで、現在値を把握したものではなく、要求される第2のフィーダの切り出し量に誤差を生じる可能性がある。
そのため、供給中に外乱などが発生しても、その外乱に対応するのが次回以降の供給時となり現在の制御に反映できないという問題が残る。このように、現在値に即した制御となっていないために、精度アップが図れない。
【0006】
そこで、この発明の課題は、ロスインフィーダの計量ができない時は、第2のフィーダの速度を、第1のホッパーから第2のホッパーへの供給動作に切り換わる直前の速度で固定したり、前回供給動作時間などの過去の計量値あるいは計測値に基づく演算値で運転したりするのではなく、常に、現在の計量値に基づいて制御できるようにして、切り出し量の精度アップが図れるようにすることである。
【課題を解決するための手段】
【0007】
上記の課題を解決するため、この発明では、粉粒体を収容する第1のホッパーの下方に第2のホッパーを配置し、前記第1のホッパーに、第2のホッパーへ粉粒体を供給する第1のフィーダを備え、前記第2のホッパーに、供給された粉粒体を切り出す第2のフィーダを備えるとともに、第1のフィーダを備えた第1のホッパーの重量を計量する第1の計量手段と前記第2のフィーダを備えた第2のホッパーの重量を計量する第2の計量手段を備え、上記第2のホッパーが粉粒体の切り出しのみを行う切り出し期間は、予め設定した切り出し量を目標値として第2のフィーダから切り出される粉粒体の重量(質量流量)と第2の計量手段によって計量する第2のホッパー重量の減少量とが同じになるように制御し、一方、上記粉粒体の第2のホッパーからの切り出しと、第1のホッパーから第2のホッパーへの供給を同時に行う供給期間は、第1のフィーダの作動により第1の計量手段で計量する第1のホッパーの重量の減少量(すなわち、第2のホッパーの重量の増加量)から、予め設定した切り出し量を減じたものを目標値として、第2のフィーダの切り出し量を制御し、第2のホッパーの重量(質量流量)増加が、その目標値となるように制御する構成を採用したのである。
【0008】
このような構成を採用することにより、第2のホッパーから切り出しのみを行う切り出し期間は、予め設定した切り出し量を目標値とし、第2の計量手段で第2のホッパーの重量を計量し、計量した重量の減少量を切り出し量と一致するように第2のフィーダを制御する。
一方、第2のホッパーからの切り出しと、第1のホッパーから第2のホッパーへの供給を同時に行う供給期間は、第1のホッパーから第2のホッパーへの供給量を、第1の計量手段の計量値(リアルタイム)を使用して第1のホッパーの重量の減少量が一定になるように第1のフィーダの速度を制御する。または、第1のフィーダの速度は供給目的に適正な一定速度に固定しても良い。
すなわち、ロスインフィーダの第1の計量手段と第2の計量手段は、一定周期で第1のホッパーと第2のホッパーを計量する。
このとき、第2の計量手段は、供給直前の第2のホッパーを計量し、次に、第1のフィーダから供給が開始されると、必然的に、その供給された計量値と第2のフィーダから排出された計量値を同時に検出して、その時点での第2のホッパーの計量値が計量される。
その際、第2のホッパーの計量手段では、計量値そのものを制御に使用するのではなく、例えば、ある時点の計量値とその後のある時点の計量値の時間変化分(時間変化分とは、質量流量のことであり、このときは供給中なので増加分になる)を算出すれば、第1のホッパーから落下する粉粒体の落下エネルギーがこの測定値に寄与しないようにできる。
また、第1の計量手段は供給が開始されると、その第2のホッパーへ供給することにより減った時の第1のホッパーを計量する。このとき、予め設定した第2のフィーダの切り出し量(単位時間当たり)を第1の計量手段で供給開始前と供給開始後の差(つまり、「第1のホッパーの減少分」=「第2のホッパーの増分」)から差し引くと、この値が、このときの第2のホッパーでの計量値となるべきであるから、この差し引いた値を目標値として第2のフィーダを制御する。
無論、上記の仕組みにより第1のホッパーの減分、すなわち、第2のホッパーの増分は、第2の計量手段で既に自動的に加味され検出されている。この値が前記目標値となるように、第2のフィーダを制御するということである。
このような処理を供給期間中に周期的に繰り返すことで、例えば外乱などにより供給量や排出量に変動があっても第2のフィーダでの切り出しの制御量を実測した上記2つの計量値に基づき設定できるので、切り出し精度を向上できる。
【0009】
上記供給動作により、第1のホッパーの粉粒体の量が少なくなってきたら、装置を連続的に運転するために、これを充填する動作が必要になるが、まず、供給動作中には、充填動作はしてはならない。また、切り出し期間中でも、第2のホッパーへの供給開始のきっかけとなるタイミングから充填動作に必要な時間分を遡ったタイミング以降に充填動作を開始してはならないような制限を設ける構成とする。
【0010】
このような構成を採用することにより、第1のホッパーへの粉粒体の充填動作が、第1のホッパーから第2のホッパーへの供給動作と重複しないようにして、充填動作が第2のフィーダの切り出し量制御に必要な第1のホッパーからの質量流量の演算に使用する第1のホッパーの計量に影響を与えないようにする。
【0011】
また、このとき、第2のホッパーが粉粒体の切り出しのみを行う切り出し期間から、第2のホッパーの切り出しと第1のホッパーから第2のホッパーへの供給を同時に行う供給期間へ遷移する際に、例えば、供給開始された粉粒体が落下し始め、最初に第2のホッパーに堆積している粉粒体表面に到達するまでの時間(落下時間)やその安定時間及び、これらに比しては極わずかではあるが、制御回路における制御量などの書込みに時間がかかることにより、供給時の自動制御の開始を遅らせるタイマ手段を設けた構成を採用する。
逆に、供給期間から切り出し期間へ遷移する際にも、例えば、供給終了された粉粒体の末尾が、第2のホッパーに堆積している粉粒体表面に到達し終わるまでの時間(落下時間)や、前記同様にその安定時間及び、制御回路の書込み時間がかかることにより、切り出し時の自動制御の開始を遅らせるタイマ手段を設けた構成をも採用する。
【0012】
このような構成を採用することにより、第1のホッパーから第2のホッパーへ供給される粉粒体は、第1のホッパーから第2のホッパーへ達するのに落下時間を要する。そのため、その遅れを見込んでタイマ手段で自動制御開始のタイミングを遅らせることで、落下時間などを考慮することにより自動制御が不安定になることを避ける。その結果、精度への影響を無くすことができる。
同様に、供給期間から切り出し期間へ遷移する際にも、第1のホッパーから第2のホッパーへ供給される粉粒体は、第1のホッパーから第2のホッパーへ達するのに落下時間を要するため、その遅れを見込んでタイマ手段で自動制御開始のタイミングを遅らせることで、自動制御が不安定になることを避ける。その結果、精度への影響を無くすことができる。
【発明の効果】
【0013】
この発明は、上記のように構成したことにより、ロスインフィーダの欠点である供給中の無制御運転を改善できる。
【図面の簡単な説明】
【0014】
【図1】実施形態のブロック図
【図2】実施形態の計装図
【図3】図2の一部抽出図
【図4】図2の一部抽出図
【図5】図2の一部抽出図
【図6】実施形態の論理回路図
【図7】実施形態のタイミングチャート
【図8】図7の一部拡大図
【図9】図7の一部拡大図
【図10】従来例のブロック図
【発明を実施するための形態】
【0015】
以下、この発明を実施するための形態を図面に基づいて説明する。
この形態のロスインフィーダは、例えば、薬品や電池材料などの粉粒体を定量供給するためのもので、図1に示すように、第1のホッパー3の下方に、第2のホッパー4を配置し、その第1のホッパー3に第1のテーブルフィーダ(以下、第1のフィーダ)1を備えるとともに、第2のホッパー4に、第2のテーブルフィーダ(以下、第2のフィーダ)2を備えた構成となっている。
【0016】
また、この第1のフィーダ1を備えた第1のホッパー3と第2のフィーダ2を備えた第2のホッパー4には、それぞれ、計量手段5a、bが取り付けられている。計量手段5a、bは、例えば、ここではロードセルを用いたもので、図示はしていないが、増幅器などのインターフェースを介して、それぞれ、指示調節計6aと指示調節計6bに接続されている。
【0017】
この指示調節計6aは、第1のホッパー3の計量及び第1のフィーダ1のコントローラとして、指示調節計6bは、第2のホッパー4の計量及び第2のフィーダ2のコントローラとして設けたものである。
指示調節計6bは、図2のように、2個の調節計(FIC−4A)22aと(FIC−4B)22bの機能と、警報機能(WIA−4)を有している。また、加減算、移動平均などの各種演算やプログラミング動作を行う制御演算部を有している。
前記両調節計(FIC−4A)22aと(FIC−4B)22bは、スイッチの切換でオートとマニュアルのモードが選択できるようになっている。なお、オートモードの際はPID制御を行うようになっている。
調節計(FIC−4A)22aは、第1のホッパー3から第2のホッパー4への供給停止時(前記、切り出し期間)の第2のフィーダ4の切り出し量の制御を受け持ち、(FIC−4B)22bは、供給作動時(前記、供給期間)の切り出し量の制御を受け持つ。
そして、調節計(FIC−4A)22aと(FIC−4B)22bは、共に測定入力は同じで、第2のホッパー4の計量値の時間的変化、すなわち、質量流量であり、切り出し期間は計量値が減って行き、供給期間は増えていくので、流量という観点からしても正負符号が変わるように流れ方向が逆転する。
(FIC−4A)22aの目標設定値(FX−4)19は、第2のホッパー4から切り出す(流れ出す)流量となり、この流量の絶対値を考えれば、調節計は逆動作(測定入力が大きくなれば、操作出力を減じる)である。
(FIC−4B)22bの目標設定値は、供給流量から切り出す目標流量((FX−4)19で設定された値)を差し引いた値とした総括的に流れ込む流量である。この目標流量は具体的には、図2の(FY−4)16で演算される。したがって、同様に絶対値として考えると、調節計(FIC−4B)22bは、正動作(測定入力が大きくなれば、操作出力を大きくする)である。
【0018】
このように構成される作動中のロスインフィーダは、図1のように、指示調節計6a及び指示調節計6bが計量手段5a、bで第1及び第2のホッパー(テーブルフィーダ1、2も含む)3、4の重量を計量している。そして、第1のホッパー3の重量が、下限値に達すると、指示調節計6aの警報機能(WIA−3)29が「L」の警報出力を発するので、第1のホッパーに原料となる粉粒体を充填する。
【0019】
この充填は、人手でも良いが、前記警報で作動して粉粒体を充填するようにした貯槽や充填装置を設けるようにしても良い。また、充填された粉粒体の重量が上限値に達した場合は、「H」の警報が出力されるので充填を停止する。
この充填動作は、第2のホッパーへの供給中は作動してはならない。また、第2のホッパーからの切り出し期間中でも、第2のホッパーへの供給開始のタイミング、すなわち、指示調節計6bの警報機能(WIA−4)28の「LL」から充填動作に必要な時間分を遡ったタイミング、すなわち、警報機能(WIA−4)28の「L」以降に充填動作を開始してはならない、という制限を設けるが、装置を連続的に作動させるためには、第1のホッパーへの充填動作より第2のホッパーへの供給動作の方を優先させる必要があるので、第1のホッパーの指示調節計6aの警報機能(WIA−3)29の「L」の設定値は、第1のホッパー3の残量、すなわち、警報機能(WIA−3)29の「L」より下に残っている量が、第2のホッパーへ1回供給動作し終える分以上は必要であり、このことを考慮した上で警報機能(WIA−3)29の「L」をどこにするか決定する必要がある。
以下、このロスインフィーダの制御動作を「切り出し期間」〜「供給期間」の4つに分けて詳しく説明する。
【0020】
1.第2のホッパー4の切り出し期間(第1のホッパー3からの供給停止中の期間)
いま、第2のホッパー4に収容されている粉粒体の重量が十分なら、第2のホッパー4の指示調節計6bの調節計(FIC−4A)22aが作動して定量の切り出しを開始する。その状態を、図2の計装図から抽出して、図3に示す。
なお、計装図の円記号の下番号はホッパーの符号を示している。
まず、上記定量切り出しの前に、装置起動直後は、装置起動時の切り出し速度、すなわち、操作量は、図3の符号20の(SX−4)で、第2のホッパー4の指示調節計6bの調節計(FIC−4A)22aに設定する。すると、その速度で第2のフィーダ2は、切り出し運転を開始する。このときは、指示調節計6bの調節計(FIC−4A)22aは、まだ、マニュアルモードなので、設定された一定速で運転する。
これを一定時間(起動直後で装置が安定するのを待つなどの時間)の経過の後に、指示調節計6bの調節計(FIC−4A)22aをオートに切り換えると、前記調節計(FIC−4A)22aの測定入力が(FX−4)19で設定した目標設定値になるように第2のフィーダ2の切り出し量の制御を開始する。
すなわち、指示調節計6bの調節計(FIC−4A)22aは、PID制御により、第2のテーブルフィーダ2を作動して定量の切り出しを行う。
【0021】
2.切り出し(供給停止中)→供給の遷移期間
上記のようなPIDの流量制御による切り出しの結果、第2のホッパー4の重量が、図
7の矢印Aで示す「供給停止時質量流量」の線に沿って、供給開始レベル(LL)に減少すると、指示調節計6bの警報機能(WIA−4)28から警報が発せられる。すると、第1のホッパー3から第2のホッパー4へ粉粒体の供給を開始する。同時に、図6に示す回路が作動して、図8の(イ)で示すように、指示調節計6bの調節計(FIC−4A)22aのモードをオートからマニュアルへ切り換え、図4のように、制御パラメータとして警報直前の切り出しの操作量(変数)を指示調節計6bの調整計(FIC−4B)22bに書き込む。指示調節計6bの調節計(FIC−4A)22aは、マニュアルモードになったので、直前の操作出力を保持した一定速運転に変わる。その直後、指示調節計6bの出力をスイッチ処理23(図2参照)によって調節計(FIC−4A)22aの出力から調節計(FIC−4B)22bの出力に切り換える。すると、指示調節計6bの調節計(FIC−4B)22bもマニュアルモードなので、同じ速度で切り出しを続行(継続)する。こうすることで、制御の連続性を保持する。
そのうちに、供給された(落下してきた)粉粒体が第2のホッパー4へ到達するので、そのタイミングで指示調節計6bの調節計(FIC−4B)22bのモードをマニュアルからオートへ切り換え、先の目標値(図2参照)になるようにPID制御を開始する。
すなわち、この形態の第2のホッパー4の指示調節計6bの2つの調節計(FIC−4A)22aと(FIC−4B)22bは、マニュアルモード時の操作量を書き込むことで、マニュアルモード時において、操作量を設定して第2のフィーダ2の速度制御を指定して使用する。
ところで、このとき、第1のホッパー3から第2のホッパー4へ供給される粉粒体は、第1のホッパー3から第2のホッパー4へ達するのに落下時間を要する。つまり、供給が開始されても粉粒体が第2のホッパー4に到着するまでに時間がかかる。そのため、図8に示すように、実際に増加し始める重量を検出するまで、落下遅れτによる時間遅れを生じる。そこで、この形態では、その遅れを見込んで、図6の回路で、タイマTを用いて第1のホッパー3から第2のホッパー4への供給停止時(切り出し期間)における第2のフィーダ2の切り出し量制御を受け持つ指示調節計6bの調節計(FIC−4A)22aから、供給作動時(供給期間)の切り出し量の制御を受け持つ調節計(FIC−4B)22bへ切り換えるタイミングを遅らせる。こうすることで、スムースに制御を切り換えできるようにしている。
【0022】
3.供給期間(第2のホッパー4からの切り出しと第1のホッパー3からの供給を同時に行う期間)
この期間は、第1のホッパー3から第2のホッパー4への供給作動時の第2のフィーダ2の切り出しを、指示調節計6bの調節計(FIC−4B)22bのオートモードにて制御を行う。
その際、重量変化は、第2のホッパー4の重量に、第1のホッパー3からの供給量を加えたもの(例えば、図7のw12、w22)から切り出し量を減じたもので、図7のグラフの右上がりの実線である。この実線に乗るように、指示調節計6bの調節計(FIC−4B)22bによって、第2のフィーダ2が、第2のホッパー4からの切り出しを制御すれば、供給停止中の切り出し期間と同じ切り出し量が得られる。
調節計(FIC−4B)22bの具体的な目標設定値は、第1のホッパー3の重量の減少量、すなわち、第2のホッパー4の重量の増加量で、図2の(FI−3)で指示される値から、予め設定した切り出し量、すなわち、図2の(FX−4)19の設定値を減じた質量流量である。
なお、この目標設定値の減算は、図2の(FY−4)26で行う。言うまでもなく、このときの計量手段5bでの計量値は増加方向である。
【0023】
このとき、供給直前の第2のホッパー4の重量は、計量手段5bで計量する。第1のホッパー3から第2のホッパー4への供給量は、供給時の第1のホッパー3の重量の減少量を計量手段5aで計量して算出する。また、第2のホッパー4からの切り出し量は既知、すなわち、切り出し流量の目標値(図2の(FX−4)の設定値)である。よって、第2のホッパー4の重量変化の目標として、図7の矢印Bで示す実線を描くことができる。
【0024】
具体的に、この制御には、第1のホッパー3の重量(質量流量)変化と、第2のホッパー4の重量(質量流量)変化の2つを測定値として用いる。これらは、図2に基づいて、第2のホッパー4を例に説明すると、まず、第2のホッパー4の質量を指示調節計6bの測定機能(WIA−4)28を使って測定し、周期的に測定値をバッファに格納する。
このとき、例えば、質量変化の差を算出するために、少なくともn+1個以上のリングバッファを準備して、全バッファに対して1から順にサンプリングした計量値を格納する。格納したバッファ、例えば、バッファnとバッファ1の、格納した数値の差(重量変化分)を、サンプリング時間間隔にバッファの間隔数(n−1)をかけた時間、言い換えるとバッファnに格納した重量値をサンプリングした時刻からバッファ1に格納した重量値をサンプリングした時刻を差し引いた時間で割ると質量流量が割り出せる(F=dW/dt:図2符合21´)。
次に、同じ間隔でバッファn+1からバッファ2にして同様の割り算を行う。これを繰り返し、質量流量の演算タイミング毎の流量値として移動平均のバッファに溜め込み、その溜め込んだ流量値を合計し、その溜めた個数で割ったもの、すなわち、移動平均演算した(平滑化した)ものを質量流量の測定値として指示調節計6bの調節計(FIC−4A)22aと(FIC−4B)22bの調節計の両方に入力する。第1のホッパー3においても指示調節計6aが測定(質量)機能(WIA−3)29の計量値を用いて同様の処理を行う(図2符合21)。
この重量測定(計量)のサンプリング処理を細かく行うこと、減算されるデータを格納しているバッファと減算するデータを格納しているバッファの各バッファの時間的間隔を広く取ること(すなわち、上記nを大きく取ること)、求められた質量流量値の移動平均処理を行うことで、質量流量値を機械振動やノイズなどによる測定重量のピークを検出しても、流量値としては滑らかに検出することができる。
なお、上記の実際の処理は逐次行われる。また、この処理は、切り出し中(供給停止中)でも供給中でも継続して行う。供給による落下開始時や落下終了時などの測定が乱れる恐れのある場合は、タイマ機能などにより一時的に処理を停止しても良い。
また、移動平均の演算は、今回の場合、質量流量算出の計算中や、その前後さまざまな箇所でも行うことができると考えられるため、図2及び図3の位置と合致しないが、これは図が複雑になるため、便宜上、このような表示にしたものである。
【0025】
このように、供給期間に使用される指示調節計6bの調節計(FIC−4B)22bの目標値は、前記のように供給量を加味した第2のホッパー4の重量変化(質量流量)から、予め設定した第2のフィーダ2の切り出し量(単位時間当たり)を減じたものである。
一方、一番元となる測定値は、第1のホッパー3からの供給量による重量増加分および第2のフィーダ2からの切り出しによる重量減少分を踏まえた現在の第2のホッパー4の重量値である。
このように第1のホッパー3の計量値(実測値)及び、第2のホッパー4の計量値(実測値)を元にした質量流量に基づいて制御するので供給期間であっても、それぞれの計量値に、例えば、外乱などにより変動があっても、その変動に追従できる。
すなわち、切り出し量を一定速にするなどの見かけ運転でなく、実測値に基づいた測定値を目標値となるように切り出し量を制御するので、正確な切り出し運転を行うことができる。
【0026】
4.供給→切り出しの遷移期間
次に、第2のホッパー4の重量が、図7の矢印Bで示す「供給作動時質量流量」の線に沿って、供給停止レベル(HH)まで増加すると、指示調節計6bの測定機能(WIA−4)28から警報が発せられる。すると、第1のホッパー3から第2のホッパー4への粉粒体の供給を停止する。同時に、図6の回路が作動して、図9の(ロ)に示すように、指示調節計6bの調節計(FIC−4B)22bのモードをオートからマニュアルへ切り換え、図5に示すように、制御パラメータとして、警報直前の切り出しの操作量(変数)を指示調節計6bの調節計(FIC−4A)22aに書き込む。指示調節計6bの調節計(FIC−4B)22bは、マニュアルモードになったので、直前の操作出力を保持した一定速運転に変わる。その直後、指示調節計6bの出力をスイッチ処理23によって調節計(FIC−4B)22bの出力から調節計(FIC−4A)22aの出力に切り換える。すると、前記調節計(FIC−4A)22aもマニュアルモードなので、同じ速度で切り出しを続行(継続)する。こうすることで、制御の連続性を保持する。
そのうちに供給されていた(落下していた)粉粒体が全て第2のホッパー4へ到達し切るので、そのタイミングで前記調節計(FIC−4A)22aのモードをマニュアルからオートへ切り換え、先述の目標値(図2参照)になるようにPID制御を開始する。
【0027】
このとき、図9のように、第1のホッパー3から第2のホッパー4へ供給される粉粒体は、第1のホッパー3から第2のホッパー4へ達するのに落下時間を要する。つまり、供給が停止しても粉粒体の最後尾が第2のホッパー4に到着し切るまでに時間がかかる。そのため、落下遅れτによる時間遅れを生じることから、先の場合と同様に、その遅れを見込んで、図6に示すように、タイマTで調節計(FIC−4A)22aへ切り換えるタイミングを遅らせる。このようにして、スムースに制御を切り換えできるようにしてある。
以後、図7のように、上記処理を繰り返す。
【0028】
また、図7に示すように、切り出し時(供給停止時)に粉粒体が減っていき、供給開始「LL」となるまでの時間が、第1のホッパー3への充填にかかる時間より長くなる残量となるように、指示調節計6bの警報機能(WIA−4)28の出力「L」の量を設定する。この「L」以上の時のみ、例えば、上方に貯槽を配置した際に、第1のホッパー3への充填が可能であるように制限をする。つまり、「L」より下の時に、この充填を開始させると、その動作が、第1のホッパー3から第2のホッパー4への供給動作と重複した場合、供給時に第2のフィーダ2の切り出し量制御に必要な第1のホッパー3からの質量流量を知ることができなくなるからである。なお、無論、供給動作を先に行ってしまったら、充填動作は行ってはならない。
【0029】
なお、この形態では、指示調節計6bが2個の調節計ABを有するものとしたが、これに限定されるものではない。これ以外に、1個の調節計を有する指示調節計6bを2台使用したり、1個の調節計とこの調節計の変数を記憶するレジスタ(メモリ)を用いたりして制御することもできる。無論、指示調節計に限らずPLCやマイコンその他さまざまな制御装置でも、この形態を実現することは可能である。
【符号の説明】
【0030】
1 第1のフィーダ
2 第2のフィーダ
3 第1のホッパー
4 第2のホッパー
5a 第1の計量手段
5b 第2の計量手段
6a 指示調節計
6b 指示調節計
SV 目標値
T タイマ
【特許請求の範囲】
【請求項1】
粉粒体を収容する第1のホッパーの下方に第2のホッパーを配置し、前記第1のホッパーに、第2のホッパーへ粉粒体を供給する第1のフィーダを備え、前記第2のホッパーに供給された粉粒体を切り出す第2のフィーダを備えるとともに、第1のフィーダを備えた第1のホッパーの重量を計量する第1の計量手段と前記第2のフィーダを備えた第2のホッパーの重量を計量する第2の計量手段を備え、
上記第2のホッパーが粉粒体の切り出しのみを行う切り出し期間は、予め設定した切り出し量を目標値として第2のフィーダから切り出される粉粒体の重量と第2の計量手段によって計量する第2のホッパー重量の減少量とが同じになるように制御し、
一方、上記粉粒体の第2のホッパーからの切り出しと、第1のホッパーから第2のホッパーへの供給を同時に行う供給期間は、第1のフィーダの作動により第1の計量手段で計量する第1のホッパーの重量の減少量(すなわち、第2のホッパーの重量の増加量)から、予め設定した切り出し量を減じたものを目標値として、第2のフィーダの切り出し量を制御し、第2のホッパーの重量増加(質量流量)が、その目標値となるように制御することを特徴とするロスインウェートフィーダ。
【請求項2】
上記第1のホッパーへの粉粒体の充填を、第1のホッパーから第2のホッパーへの供給動作中及び切り出し期間中の第2のホッパーへの供給開始のきっかけとなるタイミングから充填動作に必要な時間分を遡ったタイミング以降を除く、切り出し期間に行うことを特徴とする請求項1に記載のロスインウェートフィーダ。
【請求項3】
上記第2のホッパーが粉粒体の切り出しのみを行う切り出し期間から、第2のホッパーの切り出しと第1のホッパーから第2のホッパーへの供給を同時に行う供給期間へ遷移する際に、供給時の自動制御の開始を遅らせるタイマ手段を設けたことを特徴とする請求項1または2に記載のロスインウェートフィーダ。
【請求項4】
上記第2のホッパーの切り出しと第1のホッパーから第2のホッパーへの供給を同時に行う供給期間から第2のホッパーが粉粒体の切り出しのみを行う切り出し期間へ遷移する際に、供給時の自動制御の開始を遅らせるタイマ手段を設けたことを特徴とする請求項1乃至3のいずれかに記載のロスインウェートフィーダ。
【請求項1】
粉粒体を収容する第1のホッパーの下方に第2のホッパーを配置し、前記第1のホッパーに、第2のホッパーへ粉粒体を供給する第1のフィーダを備え、前記第2のホッパーに供給された粉粒体を切り出す第2のフィーダを備えるとともに、第1のフィーダを備えた第1のホッパーの重量を計量する第1の計量手段と前記第2のフィーダを備えた第2のホッパーの重量を計量する第2の計量手段を備え、
上記第2のホッパーが粉粒体の切り出しのみを行う切り出し期間は、予め設定した切り出し量を目標値として第2のフィーダから切り出される粉粒体の重量と第2の計量手段によって計量する第2のホッパー重量の減少量とが同じになるように制御し、
一方、上記粉粒体の第2のホッパーからの切り出しと、第1のホッパーから第2のホッパーへの供給を同時に行う供給期間は、第1のフィーダの作動により第1の計量手段で計量する第1のホッパーの重量の減少量(すなわち、第2のホッパーの重量の増加量)から、予め設定した切り出し量を減じたものを目標値として、第2のフィーダの切り出し量を制御し、第2のホッパーの重量増加(質量流量)が、その目標値となるように制御することを特徴とするロスインウェートフィーダ。
【請求項2】
上記第1のホッパーへの粉粒体の充填を、第1のホッパーから第2のホッパーへの供給動作中及び切り出し期間中の第2のホッパーへの供給開始のきっかけとなるタイミングから充填動作に必要な時間分を遡ったタイミング以降を除く、切り出し期間に行うことを特徴とする請求項1に記載のロスインウェートフィーダ。
【請求項3】
上記第2のホッパーが粉粒体の切り出しのみを行う切り出し期間から、第2のホッパーの切り出しと第1のホッパーから第2のホッパーへの供給を同時に行う供給期間へ遷移する際に、供給時の自動制御の開始を遅らせるタイマ手段を設けたことを特徴とする請求項1または2に記載のロスインウェートフィーダ。
【請求項4】
上記第2のホッパーの切り出しと第1のホッパーから第2のホッパーへの供給を同時に行う供給期間から第2のホッパーが粉粒体の切り出しのみを行う切り出し期間へ遷移する際に、供給時の自動制御の開始を遅らせるタイマ手段を設けたことを特徴とする請求項1乃至3のいずれかに記載のロスインウェートフィーダ。
【図1】


【図2】
【図3】
【図4】
【図5】

【図6】

【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2011−179858(P2011−179858A)
【公開日】平成23年9月15日(2011.9.15)
【国際特許分類】
【出願番号】特願2010−42136(P2010−42136)
【出願日】平成22年2月26日(2010.2.26)
【出願人】(000142595)株式会社栗本鐵工所 (566)
【Fターム(参考)】
【公開日】平成23年9月15日(2011.9.15)
【国際特許分類】
【出願日】平成22年2月26日(2010.2.26)
【出願人】(000142595)株式会社栗本鐵工所 (566)
【Fターム(参考)】
[ Back to top ]