
ロボットフォーク用プリプレグおよびその製造方法、ならびにロボットフォークの製造方法
【課題】軽量でありながら、高強度を有し、かつ低コストであるロボットフォークを得るための強化繊維プリプレグを提供すること。
【解決手段】強化繊維および熱硬化性樹脂を有してなるシート状プリプレグであって、前記強化繊維は、350GPa以上の引張弾性率、かつ200〜1000texの繊度を有する炭素繊維であって、単位面積当たりの炭素繊維質量が250〜450g/m2となるように一方向に配向されており、前記熱硬化性樹脂の前記シート状プリプレグに占める質量含有率が15〜30質量%であり、前記シート状プリプレグの含浸部の長さの和が該シート状プリプレグ全体の長さの5%以上であり、前記シート状プリプレグの少なくとも片面に離型紙が配されていて、該シート状プリプレグと該離型紙の剥離抵抗が150〜6000mN/25mmであり、かつ、コンポジット圧縮強度が700MPa以上であることを特徴とするロボットフォーク用プリプレグ。
【解決手段】強化繊維および熱硬化性樹脂を有してなるシート状プリプレグであって、前記強化繊維は、350GPa以上の引張弾性率、かつ200〜1000texの繊度を有する炭素繊維であって、単位面積当たりの炭素繊維質量が250〜450g/m2となるように一方向に配向されており、前記熱硬化性樹脂の前記シート状プリプレグに占める質量含有率が15〜30質量%であり、前記シート状プリプレグの含浸部の長さの和が該シート状プリプレグ全体の長さの5%以上であり、前記シート状プリプレグの少なくとも片面に離型紙が配されていて、該シート状プリプレグと該離型紙の剥離抵抗が150〜6000mN/25mmであり、かつ、コンポジット圧縮強度が700MPa以上であることを特徴とするロボットフォーク用プリプレグ。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、産業用のロボットフォークに用いられる、軽量かつ曲げ剛性、曲げ強度に優れた繊維強化複合材料の中間基材である、シート状の強化繊維プリプレグおよびその製造方法に関する。
【背景技術】
【0002】
液晶ディスプレイ装置やカラーフィルタ等の製造工程においては、ガラス基板等を加工する際に、ロボットフォークを用いて基板を搬送することが行われている。近年、液晶ディスプレイ装置の大型化に伴い、製造時に大きなガラス基板を搬送することが要求されており、ロボットフォークの長尺化と荷重搬送能力の増加が必要となっている。
【0003】
しかしながら、長尺化されたロボットフォークに大きなガラス基板が載荷されると、必然的にロボットフォーク自由端のたわみ量が増加してしまい、さらには、長尺化によりロボットフォーク自身の重量も増加するため、自重によるたわみ量も増加する。ロボットフォーク自由端のたわみ量が増加すると、ガラス基板を支持または搬送する際に変形量が大きくなるほか、振動が増大したり、それを防止するため、搬送速度を低下させたりする必要があり搬送性に支障を与えてしまう。
【0004】
すなわち、ロボットフォークには、フォーク自身の軽量化およびフォークのたわみの最小化、つまり高い剛性および強度が要求される。そこで、これらの要求を満たすべく、近年、高剛性かつ軽量である炭素繊維強化プラスチック(CFRP)が用いられており、曲げ剛性を高めるために、ロボットフォークの長手方向に炭素繊維を配向させる方法が一般的である(例えば、特許文献1)。
【0005】
しかしながら、さらに大型化が進んでいる現状では、運搬される基材重量が増加するだけでなく、これまでに使用しているCFRP材でもロボットフォークそのものが重くなり、その自重によるたわみが大きくなってしまうという問題がある。たわみが大きくなると、曲げ剛性だけでなく、曲げ強さも一層の向上が必要となり、ロボットフォークが重くなると、ロボット駆動系への負荷も大きくなり、ロボットそのものの設計やコストにも影響するようになってきた。
【0006】
また、特許文献2では、断面が中空矩形であるロボットフォークであって、該中空矩形を構成する4面はそれぞれ一方向性の繊維強化プラスチック(FRP)層を備え、使用時における載荷面に対し、略直角をなす2つの面を構成するFRP層の厚みを載荷面の厚みより小さくすることで、軽量化を図り、また略直角層に斜めに強化繊維を配向させた層を含ませることで、曲げ剛性を高めながらフォーク固定端におけるせん断変形を低減させる方法を用いている。
【0007】
この方法では、一定の剛性を得るために弾性率の高いピッチ系炭素繊維を用いているが、ピッチ系炭素繊維は、ポリアクリロニトリル(PAN)系炭素繊維と比較した場合、樹脂を含浸させ加熱硬化したコンポジットの圧縮強度が低いため、圧縮強度不足起因により曲げ強度が低くなる問題がある。
【0008】
また、特許文献3には、耐熱性・耐アウトガス特性および導電性を有しながら軽量で高い曲げ剛性と優れた振動減衰性を有することを特徴としたロボットフォークリフトに関するものである。用いる炭素繊維はPAN系あるいはピッチ系のいずれでも良いとの記載があるが、ピッチ系に比較して弾性率が低いPAN系炭素繊維を用いた場合に、弾性率低下をカバーする方法については開示されていない。
【0009】
上記背景から、剛性および軽量である炭素繊維、特に高弾性率のピッチ系炭素繊維を用いたプリプレグは、その特性上、優れた振動減衰性を有するものの、昨今の大型化するガラス基盤の搬送に関しては、さらなる改良が求められていた。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開2002−292592号公報
【特許文献2】特開2007−83388号公報
【特許文献3】特開2005−187198号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
本発明は、かかる背景技術の問題点に鑑み、従来の炭素繊維を用いたプリプレグから構成されるロボットフォークと同等の剛性を保ち、軽量でありながら、加工性が良好で、従来よりも高強度を有し、かつ低コストであるロボットフォークを得るための、シート状の強化繊維プリプレグおよびその製造方法を提供することを課題とする。
【課題を解決するための手段】
【0012】
上記課題を達成するための本発明は、下記(1)〜(4)からなる。ずなわち、
(1)強化繊維および熱硬化性樹脂を有してなるシート状プリプレグであって、前記強化繊維は、350GPa以上の引張弾性率、かつ200〜1000texの繊度を有する炭素繊維であって、単位面積当たりの炭素繊維質量が250〜450g/m2となるように一方向に配向されており、前記熱硬化性樹脂の前記シート状プリプレグに占める質量含有率が15〜30質量%であり、前記シート状プリプレグの、下記ピールテープ法で測定した時の含浸部の長さの和が該シート状プリプレグ全体の長さの5%以上であり、前記シート状プリプレグの少なくとも片面に離型紙が配されていて、下記の方法で測定された該シート状プリプレグと該離型紙の剥離抵抗が150〜6000mN/25mmであり、かつ、下記の方法で測定されたコンポジット圧縮強度が700MPa以上であることを特徴とするロボットフォーク用プリプレグ。
【0013】
(2)該炭素繊維が、フィラメント数が1000〜15000/糸条の範囲であって、単糸径が円形断面に換算して3.5〜6μmであり、糸幅が1×10−4〜1.5×10−3mm/フィラメントである、(1)に記載のロボットフォーク用プリプレグ。
【0014】
(3)引張弾性率が350GPa以上、繊度が200〜1000texの炭素繊維であって、下記の方法で測定されたコンポジット圧縮強度が700MPa以上である炭素繊維を、一方向に単位面積あたり250〜450g/m2に配列し、その片面に熱硬化性樹脂および離型紙を有してなる樹脂フィルムを、他の面に熱硬化性樹脂および離型紙を有してなる樹脂フィルムまたは離型紙を配し、加熱ロール群にて加熱温度90〜130℃、線圧1500〜30000N/mで加圧することによって、該熱硬化性樹脂を前記一方向に配列された炭素繊維に含浸させる工程を有する、ロボットフォーク用プリプレグの製造方法。
【0015】
(4)中空矩形断面を有し、均一テーパーを有する芯材を用いて得られるロボットフォークの製造方法であって、該芯材は、外径の幅が60〜120mm、先端部における外径高さが10〜30mm、根元部分の高さが30〜60mm、テーパー部の長さが2800〜3200mmである矩形断面部を有する芯材であり、該中空矩形芯材の4面にそれぞれ一方向性プリプレグ層を配置し、かつ最内周および/または最外周に炭素繊維クロスプリプレグを配置し、前記芯材の長手方向における上下面の中層に、(1)または(2)に記載のロボットフォーク用プリプレグ、または(3)の方法で製造されたロボットフォーク用プリプレグを積層し、前記炭素繊維クロスプリプレグと長手方向における前記ロボットフォーク用プリプレグの積層厚みの合計を2〜4mmとし、かつ、前記芯材を含め、積層されたプリプレグをバッグフィルムで覆った後、加熱硬化し、脱芯する工程を有する、ロボットフォークの製造方法。
【0016】
<コンポジット圧縮強度>
本発明で規定されるコンポジット圧縮強度は、下記の方法で測定されるものである。
【0017】
すなわち、本発明に係るシート状プリプレグをカットし、全体を1mm厚みに最も近くなるように積層数を調整して0°方向に積層し、使用されている樹脂の推奨硬化プロフィールに従ってオートクレーブ中で加熱硬化させて成形体を得る。成形体の寸法、成形して得られた成形体の0°圧縮強度(成形体の軸方向の圧縮強度)は、JIS−K7076(1991)「炭素繊維強化プラスチックの面内圧縮試験方法」に準じて測定し、繊維の体積含有率が60%の値に換算して求められる。
【0018】
<剥離抵抗>
本発明で規定される、シート状プリプレグと離型紙の剥離強度は、下記の方法で測定されるものである。
【0019】
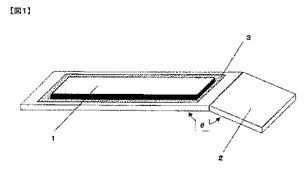
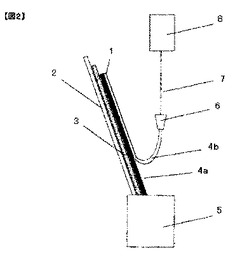
すなわち、離型紙を担持したシート状プリプレグを炭素繊維の方向を長さ方向として幅25mm、長さ300mmの短冊状に裁断し、試験片とする。次に、図1に示すように、上記試験片1を、試験片の全体を覆うことのできる大きさの両面接着テープ(例えば、ソニーケミカル社製両面テープT4000、幅50mm)を用いて、折れ角θが165°のステンレス製の支持具2に、離型紙を外側にして張り付ける。次に、図2に示すように、支持具2を引張試験機の下側チャック5(固定)に装着するとともに、プリプレグ4aから10mmほどあらかじめ引き剥がした離型紙4bの引き剥がし端をクリップ6、金属線7を介して上側チャック8(可動)に装着し、23℃、50%RHの雰囲気にて引張速度200mm/分で離型紙4bを引っ張ってプリプレグ4aから引き剥がし、そのときの荷重をチャート上に記録する。そして、荷重の山の頂点を高い方から5点、荷重の谷底点を低いほうから5点読み取り、それら10点の荷重の単純平均値を求めて剥離強度とする。なお、引張試験機としては、例えば、東洋ボールドウィン社製テンシロンUTM−4Lなどの万能型引張試験機を用いることができる。
【0020】
<ピールテープ法含浸部長さ>
本発明で規定されるピールテープ法含浸部長さは、下記の方法で測定されるものである
すなわち、1000mm幅のプリプレグシートの全幅方向にサンプルをカットしたものを試験片とし、上記試験片を試験片の全体を覆うことのできる大きさの接着テープ(例えば、日東電工株式会社製、商品名:ダンプローンエースII、50mm×60m)を用いて試験片の両面から張り合わせて密着させた後、接着テープを剥がすことによりプリプレグ内の炭素繊維が層内剥離する部分と、層内剥離せずに片方のテープに接着したまま剥がされる部分が観察できる。前者を「未含浸部分」、後者を「含浸部分」とする。かかる方法にて、含浸部分の長さを測定し、試験片の幅方向における割合を算出する。
【発明の効果】
【0021】
本発明によれば、特定の特性を有する炭素繊維を用い、一方向に配向された炭素繊維の質量に対する樹脂含有率を低くすることで、得られるシート状プリプレグの力学特性を高く発揮できるため、軽量性を維持しながら、従来の炭素繊維プリプレグを成形してなるロボットフォークと同等の剛性を維持できる。さらに、かかるシート状プリプレグを成形してなるコンポジットの圧縮強度が高いことから、曲げ強度が向上し、大型基板を搬送するのに要求されるロボットフォークの製造に好適に用いられる。
【図面の簡単な説明】
【0022】
【図1】シート状プリプレグの剥離強度の測定に用いる試料の概略斜視図である。
【図2】シート状プリプレグの剥離強度を測定している状態を示す概略図である。
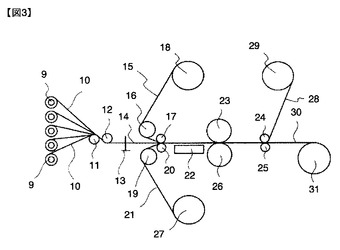
【図3】本発明の一実施態様に係る炭素繊維プリプレグを製造するための装置の概略側面図である。
【発明を実施するための形態】
【0023】
本発明に用いられる炭素繊維は、JIS R 7608(2007)により求められる、ストランド引張弾性率が350GPa以上、好ましくは400GPa以上であることを特徴としており、650GPa以下であることが好ましい。
【0024】
また、本発明に係るシート状プリプレグを成形して得られた繊維複合材料の強化繊維軸方向における圧縮強度(コンポジット圧縮強度)が700MPa以上であることが必要であり、950MPa以上あることが好ましい。コンポジット圧縮強度を700MPa以上とすることによって、ロボットフォークの曲げ強度が高くなり、結果として得られる耐荷重が高くなる。
【0025】
炭素繊維は、ポリアクリロニトリル系(以下PAN系と記載することがある)の炭素繊維や、ピッチ系の炭素繊維等が知られているが、炭素繊維の引張弾性率が350GPa以上と高く、かつこれを用いたシート状プリプレグを成形して得られる強化繊維複合材料のコンポジット圧縮強度が700MPa以上と高いものとする必要があることから、本発明ではPAN系炭素繊維を用いることが好ましい。
【0026】
炭素繊維の引張弾性率が350GPa以上であって、コンポジット圧縮強度が700MPa以上であれば、たとえば2800mm×3000mmサイズのような大きなガラス基板材の運搬に要求されるロボットフォークの剛性を十分得ることができる。さらに、炭素繊維の引張弾性率を650GPa以下とすることによって、炭素繊維と樹脂との接着性を一定範囲以上とすることができるので好ましい。また、本発明に用いられる炭素繊維は、繊度が200〜1000texであることを必須としており、400〜600texが好ましい。
【0027】
さらに、本発明に係るシート状プリプレグにおいて、炭素繊維は、プリプレグ中の単位面積あたりの炭素繊維質量が250〜450g/m2となるように一方向に配向される。250g/m2以上とすることで、ロボットフォーク成形時の積層時間が短縮でき、450g/m2以下とすることによって、プリプレグ加工時における生産性や熱硬化性樹脂の含浸性を問題ない範囲とすることができる。そのような観点から、300〜400g/m2がさらに好ましい。
【0028】
本発明では、シート状プリプレグに用いられる熱硬化性樹脂の、該シート状プリプレグに占める質量含有率が15〜30質量%であることを必要とする。熱硬化性樹脂の質量含有率を30%以下とすることによって、引張弾性率が極度に高い糸条を使用せず、成形品の弾性率を高く発揮することができ、シート状プリプレグの重量増加、およびそれを成形して得られるロボットフォーク自体の重量増加も回避することができる。また、熱硬化性樹脂の質量含有率を15%以上とすることで、質量含有率が低すぎた場合に発生する炭素繊維束間への未含浸を防ぐことができ、それに付随して発生するボイドの発生も抑制することができる。
【0029】
このような熱硬化性樹脂の質量含有率が15〜30質量%のプリプレグは、単糸の直径が円形断面に換算して3.5〜6μm、より好ましくは4〜5.5μmの炭素繊維を使用することが好ましい。単糸の直径を円形断面に換算するとは、炭素繊維束の繊度、束あたりの単糸数、密度より、単糸断面を円形として計算して、直径相当値を求めることを言う。特に、熱硬化性樹脂の質量含有率が15〜30質量%のシート状プリプレグにおいては、炭素繊維の直径を6μm以下とすることで、含浸時の炭素繊維の拡がり性を良好なものとし、また、3.5μm以上とすることによって、炭素繊維の製造やプリプレグの製造時における毛羽の発生を防ぐことができ、熱硬化性樹脂の質量含有率が低いシート状プリプレグを品位良く製造できるので好ましい。さらに、本発明に用いられる炭素繊維は、フィラメント数が1000〜15000/糸条の範囲であることが好ましい。フィラメント数を1000以上とすることによって、プリプレグ化時の生産性を高く保つことができ、15000以下とすることによって、低い熱硬化性樹脂の質量含浸率のシート状プリプレグを製造するときにも均一な拡がり性を保つことができる。
【0030】
本発明に用いられる炭素繊維の糸幅は、1×10−4〜1.5×10−3mm/フィラメントであることが好ましい。炭素繊維の糸幅を1×10−4mm/フィラメント以上とすることで、高弾性糸に特有である繊維の単糸切れを抑制することができ、1.5×10−3mm/フィラメント以下とすることで炭素繊維同士の重なり厚みをより小さくすることができ、表面平滑性に優れるシート状プリプレグを製造できるので好ましい。
【0031】
本発明に係るシート状プリプレグは、その少なくとも片面に離型紙が配されていて、該シート状プリプレグと離型紙との剥離抵抗を150〜6000mN/25mmであることを必須としている。かかるシート状プリプレグと離型紙との剥離抵抗が上記範囲内であれば、低い熱硬化性樹脂の質量含有率であるシート状プリプレグと離型紙の接着が弱い場合に発生する離型紙からの局所的な剥離や、浮きなどの品位不良を抑制することができ、剥離強度が高すぎることによる、剥離時のシート状プリプレグの破損や離型紙の層方向の剥がれを防止できる。好ましい剥離抵抗の範囲は180〜4000N/25mmである。これらの剥離抵抗は、主としてシート状プリプレグに用いられる熱硬化性樹脂の種類、量を決定した後、離型紙に使用される離型剤の剥離強度を設定して、上記範囲となるものを選定することができる。好ましい離型紙としては、シリコーンコートしたプリプレグ用工程紙を用いることができ、離型剤として使用するシリコーンの組成、量とコーティング後の乾燥、熱処理等の条件を調整することで作成できる。
【0032】
本発明に係るシート状プリプレグは、上述のピールテープ法で測定した含浸部の長さが、シート状プリプレグ全体の長さの5%以上であることを必須としている。この含浸性を5%以上とすることで、良好な含浸性を保持し、良好な成形性を有しかつボイドが少ないロボットフォークを得ることができる。含浸性は5〜20%の範囲であることが好ましい。含浸部の長さは、繊維、樹脂の種類を決定した後、プリプレグ化における、温度、圧力、速度等を調整して設定できる。
【0033】
すなわち、本発明に係るシート状プリプレグは、引張弾性率が350GPa以上、繊度が200〜1000texの炭素繊維であって、上記方法で測定されたコンポジット圧縮強度が700MPa以上である炭素繊維を、一方向に単位面積あたり250〜450g/m2に配列し、その片面に熱硬化性樹脂および離型紙を有してなる樹脂フィルムを、他の面に熱硬化性樹脂および離型紙を有してなる樹脂フィルムまたは離型紙を配し、加熱ロール群にて加熱温度90〜130℃、線圧1500〜30000N/mで加圧することで、該熱硬化性樹脂を前記一方向に配列された炭素繊維に含浸させることにより製造することができ、該熱硬化性樹脂の該シート状プリプレグに占める質量含有率を15〜30質量%のプリプレグを製造する工程において、前記炭素繊維や熱硬化性樹脂の規定範囲に応じて加熱温度、圧力等を調整することによって設定することができる。
【0034】
本発明で用いられる熱硬化性樹脂としては、通常の炭素繊維プリプレグの製造に用いられるいずれの樹脂の使用も可能であり、例えば、エポキシ樹脂、フェノール樹脂、ポリイミド樹脂、シアネート樹脂、不飽和ポリエステル樹脂、ビニルエステル樹脂などが挙げられる。中でも、硬化温度が150℃以下であるエポキシ樹脂が、取り扱い性、製品の力学特性の面から好ましく、組成の一部に改質剤として熱硬化性樹脂にゴムや樹脂からなる微粒子を添加したり、あるいは熱硬化性樹脂に熱可塑性樹脂を溶解もしくは分散させたものを使用してもよい。
【0035】
また、上記熱硬化性樹脂としては、その最低粘度が0.1〜300ポイズの熱硬化性樹脂であることが好ましい。最低粘度は10〜100ポイズがより好ましい。粘度がこの範囲内であれば、プリプレグ加工時におけるシート状プリプレグからの熱硬化性樹脂のはみ出しを防ぐことができる。また炭素繊維束間の単糸への未含浸も防ぐことができ、それによって成形時における、離型紙からシート状プリプレグを剥離する場合の炭素繊維束間の裂けも抑制することができる。ここで、前記樹脂粘度は、動的粘弾性法を用いて測定し、測定装置としては、例えば、レオメトリックス社製RDA−II型装置などを用いることができる。本発明における最低粘度とは、温度を常温から上昇させると、樹脂粘度が一旦低下し、その後粘度上昇に転じるが、このプロフィールにおける粘度最小値のことを意味する。また、この最低粘度を示す温度を最低粘度温度と定義する。これらの特性は、かかる装置を用い、振動:3.14ラディアン/秒、昇温速度:1.5℃/分、プレートには半径25mmの平行板、ギャップ:1.0mmの条件にて測定する。
【0036】
上述のとおり、本発明に係るシート状プリプレグは、離型紙に上記熱硬化性樹脂を、最終的なプリプレグの樹脂質量含有率が15〜30重量%となるような目付に塗布することによって得た樹脂フィルムを、前記一方向に配向された前記炭素繊維の両表面から挟みこんだ後、少なくとも1本以上からなる加熱ロール群に圧接させ、加熱温度90℃〜130℃、線圧1500〜30000N/mで加圧する方法により好適に製造することができる。なお、樹脂フィルムは必ずしも両表面からではなく、片面を樹脂フィルム、もう一方の片面を離型紙のみとしてもよい。
【0037】
本発明の目的である単位面積あたりの炭素繊維の質量含有率が高く、熱硬化性樹脂の質量含有率の低いシート状プリプレグを製造する場合、熱硬化性樹脂を炭素繊維に含浸させる際に、加工温度、含浸圧力が上記記載範囲とすることによって樹脂を十分に転写することができ、シート状プリプレグ中の含浸不良を抑制することができる。また、加工温度、含浸圧力が高すぎることによるシート状プリプレグからの熱硬化性樹脂のはみ出しも防ぐことができる。かかる観点から、本発明のシート状プリプレグは、加熱温度90℃〜130℃にて加温した状態で、1500〜30000N/mで加圧することにより、上述したシート状プリプレグと離型紙の剥離、および含浸不良の発生を抑制でき、品位良好なシート状プリプレグを好適に製造することができる。さらに好ましくは、加工速度が3〜20m/分、加熱温度100℃〜120℃、加圧力3000〜10000N/m範囲である。上記記載のピールテープ法で測定した時の含浸部の長さの和がプリプレグ全体の長さの5%以上とするためには、含浸温度を前記熱硬化性樹脂の最低粘度になるように調整し、圧力および加工速度は、含浸時における前記熱硬化性樹脂の、シート状の炭素繊維から下側離型紙へのはみ出し量が1〜20mmとなるように調整することで達成することができる。
【0038】
本発明に係るシート状プリプレグを用いて得られるロボットフォークは、断面に矩形部分を有する、例えば金属製の芯材に強化繊維プリプレグを巻きつけ、もしくは貼り付けて、その外周面に所定の形状を有する外型を押し付けてオートクレーブ等で加熱加圧したのち、芯材を抜き取ることによって製造することができる。
【0039】
本発明に係るロボットフォークは、その外径の幅が60〜120mm、先端部における外径高さが10〜30mm、根元部分の高さが30〜60mm、テーパー部の長さが2800〜3200mmである矩形断面部を有する芯材を用いると良く、非繊維方向の剛性補強および芯材の引き抜き易さを目的とし、最内周および/または最外周にクロスプリプレグシートを巻きつけることが好ましい。なお、クロスプリプレグシートとは、複数の方向に織り込んだ強化繊維にマトリックス樹脂を含浸させた未硬化状態のシートであり、強化繊維としては、織物状の炭素繊維、ガラス繊維、アラミド繊維等が好ましい。特に好ましいクロスプリプレグとしては、弾性率230GPaでフィラメント数3000本の糸条からなる目付198g/m2の平織クロス材(東レ株式会社製 CO6343B)に、前記熱硬化性樹脂を含浸させたクロスプリプレグ等が挙げられる。本発明に係るロボットフォークは、フォーク長手方向の上下面に位置する炭素繊維クロスプリプレグと、その中層に配置された、本発明に係るシート状プリプレグの積層厚みの合計をそれぞれ2〜4mmとすることが好ましい。積層厚みの合計を2mm以上とすることで大きなガラス基板を運搬するために必要な剛性を得ることができ、積層厚みの合計を4mm以下とすることでロボットフォーク自体の重量増加を抑制することができる。なお、上記中空矩形断面の側面には、側面の合計厚みが約2mmとなるように、通常の弾性率のPAN系炭素繊維に樹脂を含浸させたシート状一方向プリプレグを積層する。好ましい一方向性プリプレグとしては、東レ株式会社製 T700SC−12K、引張弾性率230GPa、炭素繊維の面積あたりの質量300g/m2、樹脂質量含有率37%等が挙げられる。ここでいう側面とは、ロボットフォーク長手方向に対し、垂直方向に配向する面を指す。
【0040】
本発明に係るロボットフォークは、前記芯材を含めて積層された前記プリプレグをバッグフィルムで覆った後、加熱硬化し、前記芯材を脱芯することによって製造することができる。
【実施例】
【0041】
以下、本発明を実施例により説明する。
【0042】
(1)用いられる材料
A.炭素繊維
炭素繊維には、特記したもの以外は、引張弾性率:436GPa、繊度:445tex、フィラメント数:12000本、繊維密度1.84g/cm3、糸幅0.2×10−4mmの炭素繊維を用いた。
【0043】
B.熱硬化性樹脂
熱硬化性樹脂は、予め下記の組成で調製し、最低粘度50ポイズ、最低粘度温度105℃とした樹脂組成物を用いた。ここで、樹脂粘度は、レオメトリックス社製RDA−II型装置を用い、操作モード:ダイナミック、振動3.14ラディアン/秒、昇温速度:1.5℃/分、プレート:平行板(半径25mm)、ギャップ:1.0mmの条件で測定した。使用した樹脂の組成は下記の通りである。
【0044】
(a)ベース樹脂
ビスフェノールA型エポキシ樹脂(jER828、三菱化学(株)製)
ビスフェノールA型エポキシ樹脂(jER1001、三菱化学(株)製)
フェノールノボラック型エポキシ樹脂(jER154、三菱化学(株)製)
ポリビニルホルマール(ビニレック K、商品名、チッソ(株)製)
ポリメチルメタクリレート(マツモトマイクロスフィアM、松本油脂製薬(株)製)
(b)硬化剤
ジシアンジアミド(jERキュアDICY7T、三菱化学(株)製、
オミキュアDDA5、(ピイ・ティ・アイ・ジャパン(株)製)
(c)硬化促進剤
3−(3,4−ジクロロフェニル)−1,1−ジメチルウレア(DCMU99、保土ヶ谷化学工業(株)製)。
【0045】
(2)シート状プリプレグの製造方法
図3に示すように、複数の炭素繊維束のパッケージ9から引き出された炭素繊維束10は、引き揃えロール11、12、コーム13を介して、複数の炭素繊維束が互いに並行にシート状に引き揃えられ、炭素繊維シート14の形態とされる。
【0046】
炭素繊維シート14に対して、上側の樹脂フィルムのロール体18から引き出された上側の樹脂フィルム15が導入ロール16、17を介して炭素繊維シート14の上面側に配置されるとともに、下側の樹脂フィルムのロール体27から引き出された下側の樹脂フィルム21が導入ロール19、20を介して炭素繊維シート14の下面側に配置される。このように両側もしくは片側から樹脂フィルム15、21で挟まれた炭素繊維シート14は、ヒーター22で加熱されて樹脂フィルムに塗布されていた樹脂が加熱、軟化し、含浸ロール23、26でニップされて加圧されることにより、樹脂が炭素繊維シート14中に含浸される。樹脂が含浸された炭素繊維シート14は、引取ロール24、25の位置で、樹脂が炭素繊維シート14側に転写された後の上側の離型紙28がロール体29として巻き取られ回収される。樹脂が含浸された炭素繊維シート14は、炭素繊維プリプレグ30として、下側樹脂フィルム21を担持していた離型紙と共にロール体31として巻き取られる。かかる製造方法にて、炭素繊維を1000mm幅に一方向へ引きそろえたシートの両表面から樹脂フィルムを挟み、加熱ロール群に圧接させることで、炭素繊維に熱硬化性樹脂を含浸せしめ、シート状プリプレグを製造した。
【0047】
(3)評価項目と測定方法
A.単位面積当たりのプリプレグ質量;g/m2
1000mm幅のシート状プリプレグを長さ500mm、幅200mmのサイズに端部より幅方向に100mm間隔にて3点カットしたものを試料とし、該試料をそれぞれ天秤で秤量した3点の平均値を単位面積あたりのプリプレグ質量とした。ここでいう幅方向とは、シート状プリプレグの一方向に引き揃えられた繊維方向に対し、直角方向のことを言う。
【0048】
B.樹脂質量含有率;%
上記サンプルから、JIS K 7071(1988)の方法で、樹脂質量含有率を算出した。
【0049】
C.重量測定
先端部の外径が幅80mm、高さ16mmであり、根元部分の外径が幅80mm、高さ45mmである均一テーパーを有する中空矩形断面の芯材において、テーパー部分の長さを3000mmとした棒状部材を作成した。弾性率230GPaでフィラメント数3000本の糸条からなる目付198g/m2の平織クロス材(東レ株式会社製 CO6343B)に前記熱硬化性樹脂を含浸させたクロスプリプレグA(樹脂質量含有率30%)と本発明におけるPAN系炭素繊維を一方向に引き揃えて前記熱硬化性樹脂を含浸したプリプレグB(東レ株式会社製 M46JB−12K、引張弾性率436GPa、炭素繊維の面積あたりの質量345g/m2、樹脂質量含有率20%)および普通弾性率であるPAN系炭素繊維を一方向に引き揃えて前記熱硬化性樹脂を含浸したプリプレグC(東レ株式会社製 T700SC−12K、引張弾性率230GPa、炭素繊維の面積あたりの質量300g/m2、樹脂質量含有率37%)を用い、シート状プリプレグBの繊維方向は棒状部材の長手方向に配向する向きに配置した積層構成とした。最内周と最外周にプリプレグAを1層、ロボットフォークの長手方向における中間層にプリプレグBを全体の積層厚みが2.3mmとなるように積層し、またロボットフォークの側面における中間層にプリプレグCを全体の積層厚みが2mmとなるように積層し、全体をバッグフィルムで覆った後、加熱硬化させ、脱芯したロボットフォークの重量を測定した。実施例2〜9および比較例1〜6の重量は、実施例1の重量を1とした時の比率(%)で表す。
【0050】
D.コンポジットの曲げ強度測定、曲げ弾性率測定
本発明におけるコンポジットの曲げ強度は、下記の方法で測定したものである。シート状プリプレグをカットし、全体を2mm厚みに最も近くなるように積層数を調整して0°方向に積層し、使用されている樹脂の推奨硬化プロフィールに従ってオートクレーブ中で加熱硬化させ成形体を得た。成形体の寸法、成形して得られた成形体の0°曲げ強度(成形体の軸方向の曲げ強度)は、ASTM D790 「プラスチック、強化プラスチックおよび電気絶縁材料の曲げ特性」に準じて測定した。
【0051】
(実施例1)
単位面積あたりの炭素繊維質量が345g/m2となるように一方向に引き揃えたシートの両表面から樹脂質量含有率が20%となるように塗布した樹脂フィルムを挟みこみ、前述の含浸装置にて120℃に加熱したホットプレートおよび金属ニップロールを通過させ、線圧5800N/mで加圧し、その後25℃まで冷却した後、上側の離型紙を剥ぎ取り、ポリエチレンのカバーフィルムをかぶせ、巻き取り、シート状プリプレグを得た。シート状プリプレグ目付、樹脂含有率、圧縮強度、ピールテープ、剥離強度、重量を測定および確認したところ、表1のとおり、品位、成形作業時の取り扱い、力学特性が良好なシート状プリプレグを得ることができた。
【0052】
(実施例2)
単位面積あたりの炭素繊維質量を251g/m2としたこと以外は実施例1と同様の方法で、シート状プリプレグを得た。表1に示すとおり、品位、成形時の取り扱い性、力学特性が良好なシート状プリプレグを得ることができた。
【0053】
(実施例3〜6)
加熱温度を90℃、または130℃、または加圧条件を4000N/mまたは30000N/mに変更した以外は実施例1と同様の方法でシート状プリプレグを得た。表1に示すとおり、品位、成形時の取り扱い性、力学特性が良好なシート状プリプレグを得ることができた。
【0054】
(実施例7)
炭素繊維のフィラメント数を6000本、炭素繊維目付223texである炭素繊維を用いたこと以外は実施例1と同様の方法でシート状プリプレグを得た。表1に示すとおり、品位、成形時の取り扱い性、力学特性が良好なシート状プリプレグを得ることができた。
【0055】
(実施例8)
炭素繊維の単糸径を6.4μm、炭素繊維密度1.88g/cm3、炭素繊維目付を720tex、引張弾性率450GPaである炭素繊維を用いたこと以外は実施例1と同様の方法でシート状プリプレグを得た。表1に示すとおり、品位、成形時の取り扱い性が良好なシート状プリプレグを得ることができた。力学特性としては圧縮強度がやや低かったが、ガラス基板の搬送には問題ない範囲であった。
【0056】
(実施例9)
炭素繊維の単糸径を5.2μm、炭素繊維密度1.77g/cm3、炭素繊維目付を450tex、引張弾性率392GPaである炭素繊維を用いたこと以外は実施例1と同様の方法でシート状プリプレグを得た。表1に示すとおり、品位、成形時の取り扱い性が良好なシート状プリプレグを得ることができた。力学特性としては曲げ弾性率がやや低かったが、振動減衰性は問題ない範囲であった。
【0057】
(比較例1)
使用するシート状プリプレグをピッチ系プリプレグ炭素繊維で、単糸径10.0μm、繊維密度2.12g/cm3、炭素繊維目付を2000tex、引張弾性率640GPaを用い、炭素繊維の面積当たり質量340g/m2、樹脂質量含有率30%)とし、積層厚みを実施例1と同じとし、同様の方法で成形し、力学特性評価を実施したところ、圧縮強度が低く、0°曲げ強度が劣るプリプレグが得られた。
【0058】
(比較例2)
シート状プリプレグ中の樹脂含有率を35%にし、プリプレグとの剥離抵抗が160mN/25mmの離型紙を用いたこと以外は実施例1と同様の方法でシート状プリプレグを得た。シート状プリプレグの積層厚みを実施例1と同じとし、同様の方法で成形したところ、重量が増加したロボットフォークを得た。
【0059】
(比較例3)
シート状プリプレグ中の樹脂含有率を10%にしたこと以外、実施例1と同様の方法でシート状プリプレグを得たが、成形時において離型紙からシート状プリプレグを剥離する工程において、プリプレグ層間にて剥離が発生し、成形することができなかった。
【0060】
(比較例4)
シート状プリプレグの加工時における線圧を900N/mとしたこと以外は実施例1と同様の方法でシート状プリプレグを得た。前述の方法にて測定されたピールテープによる含浸部の長さが3%であり、成形時において離型紙からシート状プリプレグを剥離する工程において、プリプレグ層間にて剥離が発生し、成形することができなかった。
【0061】
(比較例5)
プリプレグとの剥離抵抗が100mN/25mmの離型紙を用いた以外は実施例1と同様の方法で、シート状プリプレグを得たが、すぐに剥離してしまい成形時の取り扱いに劣るプリプレグであった。
【0062】
(比較例6)
プリプレグとの剥離抵抗が8000mN/25mm離型紙を用いた以外は実施例1と同様の方法で、シート状プリプレグを得たが、成形時において、離型紙から剥がす前に繊維層内ワレが発生してしまい、成形時の取り扱い性に劣るプリプレグであった。
【0063】
(比較例7)
炭素繊維のフィラメント数18000本、単糸径を5.5μm、炭素繊維密度1.73g/cm3、炭素繊維目付を745tex、引張弾性率が294GPaである炭素繊維を用いたこと以外、実施例1と同様の方法でシート状プリプレグを得たが、曲げ弾性率が劣り振動減衰性も大きかった。
【0064】
【表1】

【0065】
【表2】
【産業上の利用可能性】
【0066】
本発明は、液晶表示用ガラス基板の搬送用および半導体基板の搬送用ロボットフォークに応用することができる。またその応用範囲はこれらに限られるものではない。
【符号の説明】
【0067】
1 試験片(プリプレグ)
2 試験片の支持具
3 両面テープ
4a 一方向プリプレグ
4b 離型紙
5 下側チャック
6 クリップ
7 金属線
8 上側チャック
9 炭素繊維束のパッケージ
10 炭素繊維束
11 引き揃えロール
12 引き揃えロール
13 コーム
14 炭素繊維シート
15 上側の樹脂フィルム
16 導入ロール
17 導入ロール
18 上側の樹脂フィルムのロール体
19 導入ロール
20 導入ロール
21 下側の樹脂フィルム
22 ヒーター
23 含浸ロール
24 引取りロール
25 引取りロール
26 含浸ロール
27 下側樹脂フィルムのロール体
28 上側の離型紙
29 上側の離型紙のロール体
30 炭素繊維プリプレグ
31 炭素繊維プリプレグのロール体
【技術分野】
【0001】
本発明は、産業用のロボットフォークに用いられる、軽量かつ曲げ剛性、曲げ強度に優れた繊維強化複合材料の中間基材である、シート状の強化繊維プリプレグおよびその製造方法に関する。
【背景技術】
【0002】
液晶ディスプレイ装置やカラーフィルタ等の製造工程においては、ガラス基板等を加工する際に、ロボットフォークを用いて基板を搬送することが行われている。近年、液晶ディスプレイ装置の大型化に伴い、製造時に大きなガラス基板を搬送することが要求されており、ロボットフォークの長尺化と荷重搬送能力の増加が必要となっている。
【0003】
しかしながら、長尺化されたロボットフォークに大きなガラス基板が載荷されると、必然的にロボットフォーク自由端のたわみ量が増加してしまい、さらには、長尺化によりロボットフォーク自身の重量も増加するため、自重によるたわみ量も増加する。ロボットフォーク自由端のたわみ量が増加すると、ガラス基板を支持または搬送する際に変形量が大きくなるほか、振動が増大したり、それを防止するため、搬送速度を低下させたりする必要があり搬送性に支障を与えてしまう。
【0004】
すなわち、ロボットフォークには、フォーク自身の軽量化およびフォークのたわみの最小化、つまり高い剛性および強度が要求される。そこで、これらの要求を満たすべく、近年、高剛性かつ軽量である炭素繊維強化プラスチック(CFRP)が用いられており、曲げ剛性を高めるために、ロボットフォークの長手方向に炭素繊維を配向させる方法が一般的である(例えば、特許文献1)。
【0005】
しかしながら、さらに大型化が進んでいる現状では、運搬される基材重量が増加するだけでなく、これまでに使用しているCFRP材でもロボットフォークそのものが重くなり、その自重によるたわみが大きくなってしまうという問題がある。たわみが大きくなると、曲げ剛性だけでなく、曲げ強さも一層の向上が必要となり、ロボットフォークが重くなると、ロボット駆動系への負荷も大きくなり、ロボットそのものの設計やコストにも影響するようになってきた。
【0006】
また、特許文献2では、断面が中空矩形であるロボットフォークであって、該中空矩形を構成する4面はそれぞれ一方向性の繊維強化プラスチック(FRP)層を備え、使用時における載荷面に対し、略直角をなす2つの面を構成するFRP層の厚みを載荷面の厚みより小さくすることで、軽量化を図り、また略直角層に斜めに強化繊維を配向させた層を含ませることで、曲げ剛性を高めながらフォーク固定端におけるせん断変形を低減させる方法を用いている。
【0007】
この方法では、一定の剛性を得るために弾性率の高いピッチ系炭素繊維を用いているが、ピッチ系炭素繊維は、ポリアクリロニトリル(PAN)系炭素繊維と比較した場合、樹脂を含浸させ加熱硬化したコンポジットの圧縮強度が低いため、圧縮強度不足起因により曲げ強度が低くなる問題がある。
【0008】
また、特許文献3には、耐熱性・耐アウトガス特性および導電性を有しながら軽量で高い曲げ剛性と優れた振動減衰性を有することを特徴としたロボットフォークリフトに関するものである。用いる炭素繊維はPAN系あるいはピッチ系のいずれでも良いとの記載があるが、ピッチ系に比較して弾性率が低いPAN系炭素繊維を用いた場合に、弾性率低下をカバーする方法については開示されていない。
【0009】
上記背景から、剛性および軽量である炭素繊維、特に高弾性率のピッチ系炭素繊維を用いたプリプレグは、その特性上、優れた振動減衰性を有するものの、昨今の大型化するガラス基盤の搬送に関しては、さらなる改良が求められていた。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開2002−292592号公報
【特許文献2】特開2007−83388号公報
【特許文献3】特開2005−187198号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
本発明は、かかる背景技術の問題点に鑑み、従来の炭素繊維を用いたプリプレグから構成されるロボットフォークと同等の剛性を保ち、軽量でありながら、加工性が良好で、従来よりも高強度を有し、かつ低コストであるロボットフォークを得るための、シート状の強化繊維プリプレグおよびその製造方法を提供することを課題とする。
【課題を解決するための手段】
【0012】
上記課題を達成するための本発明は、下記(1)〜(4)からなる。ずなわち、
(1)強化繊維および熱硬化性樹脂を有してなるシート状プリプレグであって、前記強化繊維は、350GPa以上の引張弾性率、かつ200〜1000texの繊度を有する炭素繊維であって、単位面積当たりの炭素繊維質量が250〜450g/m2となるように一方向に配向されており、前記熱硬化性樹脂の前記シート状プリプレグに占める質量含有率が15〜30質量%であり、前記シート状プリプレグの、下記ピールテープ法で測定した時の含浸部の長さの和が該シート状プリプレグ全体の長さの5%以上であり、前記シート状プリプレグの少なくとも片面に離型紙が配されていて、下記の方法で測定された該シート状プリプレグと該離型紙の剥離抵抗が150〜6000mN/25mmであり、かつ、下記の方法で測定されたコンポジット圧縮強度が700MPa以上であることを特徴とするロボットフォーク用プリプレグ。
【0013】
(2)該炭素繊維が、フィラメント数が1000〜15000/糸条の範囲であって、単糸径が円形断面に換算して3.5〜6μmであり、糸幅が1×10−4〜1.5×10−3mm/フィラメントである、(1)に記載のロボットフォーク用プリプレグ。
【0014】
(3)引張弾性率が350GPa以上、繊度が200〜1000texの炭素繊維であって、下記の方法で測定されたコンポジット圧縮強度が700MPa以上である炭素繊維を、一方向に単位面積あたり250〜450g/m2に配列し、その片面に熱硬化性樹脂および離型紙を有してなる樹脂フィルムを、他の面に熱硬化性樹脂および離型紙を有してなる樹脂フィルムまたは離型紙を配し、加熱ロール群にて加熱温度90〜130℃、線圧1500〜30000N/mで加圧することによって、該熱硬化性樹脂を前記一方向に配列された炭素繊維に含浸させる工程を有する、ロボットフォーク用プリプレグの製造方法。
【0015】
(4)中空矩形断面を有し、均一テーパーを有する芯材を用いて得られるロボットフォークの製造方法であって、該芯材は、外径の幅が60〜120mm、先端部における外径高さが10〜30mm、根元部分の高さが30〜60mm、テーパー部の長さが2800〜3200mmである矩形断面部を有する芯材であり、該中空矩形芯材の4面にそれぞれ一方向性プリプレグ層を配置し、かつ最内周および/または最外周に炭素繊維クロスプリプレグを配置し、前記芯材の長手方向における上下面の中層に、(1)または(2)に記載のロボットフォーク用プリプレグ、または(3)の方法で製造されたロボットフォーク用プリプレグを積層し、前記炭素繊維クロスプリプレグと長手方向における前記ロボットフォーク用プリプレグの積層厚みの合計を2〜4mmとし、かつ、前記芯材を含め、積層されたプリプレグをバッグフィルムで覆った後、加熱硬化し、脱芯する工程を有する、ロボットフォークの製造方法。
【0016】
<コンポジット圧縮強度>
本発明で規定されるコンポジット圧縮強度は、下記の方法で測定されるものである。
【0017】
すなわち、本発明に係るシート状プリプレグをカットし、全体を1mm厚みに最も近くなるように積層数を調整して0°方向に積層し、使用されている樹脂の推奨硬化プロフィールに従ってオートクレーブ中で加熱硬化させて成形体を得る。成形体の寸法、成形して得られた成形体の0°圧縮強度(成形体の軸方向の圧縮強度)は、JIS−K7076(1991)「炭素繊維強化プラスチックの面内圧縮試験方法」に準じて測定し、繊維の体積含有率が60%の値に換算して求められる。
【0018】
<剥離抵抗>
本発明で規定される、シート状プリプレグと離型紙の剥離強度は、下記の方法で測定されるものである。
【0019】
すなわち、離型紙を担持したシート状プリプレグを炭素繊維の方向を長さ方向として幅25mm、長さ300mmの短冊状に裁断し、試験片とする。次に、図1に示すように、上記試験片1を、試験片の全体を覆うことのできる大きさの両面接着テープ(例えば、ソニーケミカル社製両面テープT4000、幅50mm)を用いて、折れ角θが165°のステンレス製の支持具2に、離型紙を外側にして張り付ける。次に、図2に示すように、支持具2を引張試験機の下側チャック5(固定)に装着するとともに、プリプレグ4aから10mmほどあらかじめ引き剥がした離型紙4bの引き剥がし端をクリップ6、金属線7を介して上側チャック8(可動)に装着し、23℃、50%RHの雰囲気にて引張速度200mm/分で離型紙4bを引っ張ってプリプレグ4aから引き剥がし、そのときの荷重をチャート上に記録する。そして、荷重の山の頂点を高い方から5点、荷重の谷底点を低いほうから5点読み取り、それら10点の荷重の単純平均値を求めて剥離強度とする。なお、引張試験機としては、例えば、東洋ボールドウィン社製テンシロンUTM−4Lなどの万能型引張試験機を用いることができる。
【0020】
<ピールテープ法含浸部長さ>
本発明で規定されるピールテープ法含浸部長さは、下記の方法で測定されるものである
すなわち、1000mm幅のプリプレグシートの全幅方向にサンプルをカットしたものを試験片とし、上記試験片を試験片の全体を覆うことのできる大きさの接着テープ(例えば、日東電工株式会社製、商品名:ダンプローンエースII、50mm×60m)を用いて試験片の両面から張り合わせて密着させた後、接着テープを剥がすことによりプリプレグ内の炭素繊維が層内剥離する部分と、層内剥離せずに片方のテープに接着したまま剥がされる部分が観察できる。前者を「未含浸部分」、後者を「含浸部分」とする。かかる方法にて、含浸部分の長さを測定し、試験片の幅方向における割合を算出する。
【発明の効果】
【0021】
本発明によれば、特定の特性を有する炭素繊維を用い、一方向に配向された炭素繊維の質量に対する樹脂含有率を低くすることで、得られるシート状プリプレグの力学特性を高く発揮できるため、軽量性を維持しながら、従来の炭素繊維プリプレグを成形してなるロボットフォークと同等の剛性を維持できる。さらに、かかるシート状プリプレグを成形してなるコンポジットの圧縮強度が高いことから、曲げ強度が向上し、大型基板を搬送するのに要求されるロボットフォークの製造に好適に用いられる。
【図面の簡単な説明】
【0022】
【図1】シート状プリプレグの剥離強度の測定に用いる試料の概略斜視図である。
【図2】シート状プリプレグの剥離強度を測定している状態を示す概略図である。
【図3】本発明の一実施態様に係る炭素繊維プリプレグを製造するための装置の概略側面図である。
【発明を実施するための形態】
【0023】
本発明に用いられる炭素繊維は、JIS R 7608(2007)により求められる、ストランド引張弾性率が350GPa以上、好ましくは400GPa以上であることを特徴としており、650GPa以下であることが好ましい。
【0024】
また、本発明に係るシート状プリプレグを成形して得られた繊維複合材料の強化繊維軸方向における圧縮強度(コンポジット圧縮強度)が700MPa以上であることが必要であり、950MPa以上あることが好ましい。コンポジット圧縮強度を700MPa以上とすることによって、ロボットフォークの曲げ強度が高くなり、結果として得られる耐荷重が高くなる。
【0025】
炭素繊維は、ポリアクリロニトリル系(以下PAN系と記載することがある)の炭素繊維や、ピッチ系の炭素繊維等が知られているが、炭素繊維の引張弾性率が350GPa以上と高く、かつこれを用いたシート状プリプレグを成形して得られる強化繊維複合材料のコンポジット圧縮強度が700MPa以上と高いものとする必要があることから、本発明ではPAN系炭素繊維を用いることが好ましい。
【0026】
炭素繊維の引張弾性率が350GPa以上であって、コンポジット圧縮強度が700MPa以上であれば、たとえば2800mm×3000mmサイズのような大きなガラス基板材の運搬に要求されるロボットフォークの剛性を十分得ることができる。さらに、炭素繊維の引張弾性率を650GPa以下とすることによって、炭素繊維と樹脂との接着性を一定範囲以上とすることができるので好ましい。また、本発明に用いられる炭素繊維は、繊度が200〜1000texであることを必須としており、400〜600texが好ましい。
【0027】
さらに、本発明に係るシート状プリプレグにおいて、炭素繊維は、プリプレグ中の単位面積あたりの炭素繊維質量が250〜450g/m2となるように一方向に配向される。250g/m2以上とすることで、ロボットフォーク成形時の積層時間が短縮でき、450g/m2以下とすることによって、プリプレグ加工時における生産性や熱硬化性樹脂の含浸性を問題ない範囲とすることができる。そのような観点から、300〜400g/m2がさらに好ましい。
【0028】
本発明では、シート状プリプレグに用いられる熱硬化性樹脂の、該シート状プリプレグに占める質量含有率が15〜30質量%であることを必要とする。熱硬化性樹脂の質量含有率を30%以下とすることによって、引張弾性率が極度に高い糸条を使用せず、成形品の弾性率を高く発揮することができ、シート状プリプレグの重量増加、およびそれを成形して得られるロボットフォーク自体の重量増加も回避することができる。また、熱硬化性樹脂の質量含有率を15%以上とすることで、質量含有率が低すぎた場合に発生する炭素繊維束間への未含浸を防ぐことができ、それに付随して発生するボイドの発生も抑制することができる。
【0029】
このような熱硬化性樹脂の質量含有率が15〜30質量%のプリプレグは、単糸の直径が円形断面に換算して3.5〜6μm、より好ましくは4〜5.5μmの炭素繊維を使用することが好ましい。単糸の直径を円形断面に換算するとは、炭素繊維束の繊度、束あたりの単糸数、密度より、単糸断面を円形として計算して、直径相当値を求めることを言う。特に、熱硬化性樹脂の質量含有率が15〜30質量%のシート状プリプレグにおいては、炭素繊維の直径を6μm以下とすることで、含浸時の炭素繊維の拡がり性を良好なものとし、また、3.5μm以上とすることによって、炭素繊維の製造やプリプレグの製造時における毛羽の発生を防ぐことができ、熱硬化性樹脂の質量含有率が低いシート状プリプレグを品位良く製造できるので好ましい。さらに、本発明に用いられる炭素繊維は、フィラメント数が1000〜15000/糸条の範囲であることが好ましい。フィラメント数を1000以上とすることによって、プリプレグ化時の生産性を高く保つことができ、15000以下とすることによって、低い熱硬化性樹脂の質量含浸率のシート状プリプレグを製造するときにも均一な拡がり性を保つことができる。
【0030】
本発明に用いられる炭素繊維の糸幅は、1×10−4〜1.5×10−3mm/フィラメントであることが好ましい。炭素繊維の糸幅を1×10−4mm/フィラメント以上とすることで、高弾性糸に特有である繊維の単糸切れを抑制することができ、1.5×10−3mm/フィラメント以下とすることで炭素繊維同士の重なり厚みをより小さくすることができ、表面平滑性に優れるシート状プリプレグを製造できるので好ましい。
【0031】
本発明に係るシート状プリプレグは、その少なくとも片面に離型紙が配されていて、該シート状プリプレグと離型紙との剥離抵抗を150〜6000mN/25mmであることを必須としている。かかるシート状プリプレグと離型紙との剥離抵抗が上記範囲内であれば、低い熱硬化性樹脂の質量含有率であるシート状プリプレグと離型紙の接着が弱い場合に発生する離型紙からの局所的な剥離や、浮きなどの品位不良を抑制することができ、剥離強度が高すぎることによる、剥離時のシート状プリプレグの破損や離型紙の層方向の剥がれを防止できる。好ましい剥離抵抗の範囲は180〜4000N/25mmである。これらの剥離抵抗は、主としてシート状プリプレグに用いられる熱硬化性樹脂の種類、量を決定した後、離型紙に使用される離型剤の剥離強度を設定して、上記範囲となるものを選定することができる。好ましい離型紙としては、シリコーンコートしたプリプレグ用工程紙を用いることができ、離型剤として使用するシリコーンの組成、量とコーティング後の乾燥、熱処理等の条件を調整することで作成できる。
【0032】
本発明に係るシート状プリプレグは、上述のピールテープ法で測定した含浸部の長さが、シート状プリプレグ全体の長さの5%以上であることを必須としている。この含浸性を5%以上とすることで、良好な含浸性を保持し、良好な成形性を有しかつボイドが少ないロボットフォークを得ることができる。含浸性は5〜20%の範囲であることが好ましい。含浸部の長さは、繊維、樹脂の種類を決定した後、プリプレグ化における、温度、圧力、速度等を調整して設定できる。
【0033】
すなわち、本発明に係るシート状プリプレグは、引張弾性率が350GPa以上、繊度が200〜1000texの炭素繊維であって、上記方法で測定されたコンポジット圧縮強度が700MPa以上である炭素繊維を、一方向に単位面積あたり250〜450g/m2に配列し、その片面に熱硬化性樹脂および離型紙を有してなる樹脂フィルムを、他の面に熱硬化性樹脂および離型紙を有してなる樹脂フィルムまたは離型紙を配し、加熱ロール群にて加熱温度90〜130℃、線圧1500〜30000N/mで加圧することで、該熱硬化性樹脂を前記一方向に配列された炭素繊維に含浸させることにより製造することができ、該熱硬化性樹脂の該シート状プリプレグに占める質量含有率を15〜30質量%のプリプレグを製造する工程において、前記炭素繊維や熱硬化性樹脂の規定範囲に応じて加熱温度、圧力等を調整することによって設定することができる。
【0034】
本発明で用いられる熱硬化性樹脂としては、通常の炭素繊維プリプレグの製造に用いられるいずれの樹脂の使用も可能であり、例えば、エポキシ樹脂、フェノール樹脂、ポリイミド樹脂、シアネート樹脂、不飽和ポリエステル樹脂、ビニルエステル樹脂などが挙げられる。中でも、硬化温度が150℃以下であるエポキシ樹脂が、取り扱い性、製品の力学特性の面から好ましく、組成の一部に改質剤として熱硬化性樹脂にゴムや樹脂からなる微粒子を添加したり、あるいは熱硬化性樹脂に熱可塑性樹脂を溶解もしくは分散させたものを使用してもよい。
【0035】
また、上記熱硬化性樹脂としては、その最低粘度が0.1〜300ポイズの熱硬化性樹脂であることが好ましい。最低粘度は10〜100ポイズがより好ましい。粘度がこの範囲内であれば、プリプレグ加工時におけるシート状プリプレグからの熱硬化性樹脂のはみ出しを防ぐことができる。また炭素繊維束間の単糸への未含浸も防ぐことができ、それによって成形時における、離型紙からシート状プリプレグを剥離する場合の炭素繊維束間の裂けも抑制することができる。ここで、前記樹脂粘度は、動的粘弾性法を用いて測定し、測定装置としては、例えば、レオメトリックス社製RDA−II型装置などを用いることができる。本発明における最低粘度とは、温度を常温から上昇させると、樹脂粘度が一旦低下し、その後粘度上昇に転じるが、このプロフィールにおける粘度最小値のことを意味する。また、この最低粘度を示す温度を最低粘度温度と定義する。これらの特性は、かかる装置を用い、振動:3.14ラディアン/秒、昇温速度:1.5℃/分、プレートには半径25mmの平行板、ギャップ:1.0mmの条件にて測定する。
【0036】
上述のとおり、本発明に係るシート状プリプレグは、離型紙に上記熱硬化性樹脂を、最終的なプリプレグの樹脂質量含有率が15〜30重量%となるような目付に塗布することによって得た樹脂フィルムを、前記一方向に配向された前記炭素繊維の両表面から挟みこんだ後、少なくとも1本以上からなる加熱ロール群に圧接させ、加熱温度90℃〜130℃、線圧1500〜30000N/mで加圧する方法により好適に製造することができる。なお、樹脂フィルムは必ずしも両表面からではなく、片面を樹脂フィルム、もう一方の片面を離型紙のみとしてもよい。
【0037】
本発明の目的である単位面積あたりの炭素繊維の質量含有率が高く、熱硬化性樹脂の質量含有率の低いシート状プリプレグを製造する場合、熱硬化性樹脂を炭素繊維に含浸させる際に、加工温度、含浸圧力が上記記載範囲とすることによって樹脂を十分に転写することができ、シート状プリプレグ中の含浸不良を抑制することができる。また、加工温度、含浸圧力が高すぎることによるシート状プリプレグからの熱硬化性樹脂のはみ出しも防ぐことができる。かかる観点から、本発明のシート状プリプレグは、加熱温度90℃〜130℃にて加温した状態で、1500〜30000N/mで加圧することにより、上述したシート状プリプレグと離型紙の剥離、および含浸不良の発生を抑制でき、品位良好なシート状プリプレグを好適に製造することができる。さらに好ましくは、加工速度が3〜20m/分、加熱温度100℃〜120℃、加圧力3000〜10000N/m範囲である。上記記載のピールテープ法で測定した時の含浸部の長さの和がプリプレグ全体の長さの5%以上とするためには、含浸温度を前記熱硬化性樹脂の最低粘度になるように調整し、圧力および加工速度は、含浸時における前記熱硬化性樹脂の、シート状の炭素繊維から下側離型紙へのはみ出し量が1〜20mmとなるように調整することで達成することができる。
【0038】
本発明に係るシート状プリプレグを用いて得られるロボットフォークは、断面に矩形部分を有する、例えば金属製の芯材に強化繊維プリプレグを巻きつけ、もしくは貼り付けて、その外周面に所定の形状を有する外型を押し付けてオートクレーブ等で加熱加圧したのち、芯材を抜き取ることによって製造することができる。
【0039】
本発明に係るロボットフォークは、その外径の幅が60〜120mm、先端部における外径高さが10〜30mm、根元部分の高さが30〜60mm、テーパー部の長さが2800〜3200mmである矩形断面部を有する芯材を用いると良く、非繊維方向の剛性補強および芯材の引き抜き易さを目的とし、最内周および/または最外周にクロスプリプレグシートを巻きつけることが好ましい。なお、クロスプリプレグシートとは、複数の方向に織り込んだ強化繊維にマトリックス樹脂を含浸させた未硬化状態のシートであり、強化繊維としては、織物状の炭素繊維、ガラス繊維、アラミド繊維等が好ましい。特に好ましいクロスプリプレグとしては、弾性率230GPaでフィラメント数3000本の糸条からなる目付198g/m2の平織クロス材(東レ株式会社製 CO6343B)に、前記熱硬化性樹脂を含浸させたクロスプリプレグ等が挙げられる。本発明に係るロボットフォークは、フォーク長手方向の上下面に位置する炭素繊維クロスプリプレグと、その中層に配置された、本発明に係るシート状プリプレグの積層厚みの合計をそれぞれ2〜4mmとすることが好ましい。積層厚みの合計を2mm以上とすることで大きなガラス基板を運搬するために必要な剛性を得ることができ、積層厚みの合計を4mm以下とすることでロボットフォーク自体の重量増加を抑制することができる。なお、上記中空矩形断面の側面には、側面の合計厚みが約2mmとなるように、通常の弾性率のPAN系炭素繊維に樹脂を含浸させたシート状一方向プリプレグを積層する。好ましい一方向性プリプレグとしては、東レ株式会社製 T700SC−12K、引張弾性率230GPa、炭素繊維の面積あたりの質量300g/m2、樹脂質量含有率37%等が挙げられる。ここでいう側面とは、ロボットフォーク長手方向に対し、垂直方向に配向する面を指す。
【0040】
本発明に係るロボットフォークは、前記芯材を含めて積層された前記プリプレグをバッグフィルムで覆った後、加熱硬化し、前記芯材を脱芯することによって製造することができる。
【実施例】
【0041】
以下、本発明を実施例により説明する。
【0042】
(1)用いられる材料
A.炭素繊維
炭素繊維には、特記したもの以外は、引張弾性率:436GPa、繊度:445tex、フィラメント数:12000本、繊維密度1.84g/cm3、糸幅0.2×10−4mmの炭素繊維を用いた。
【0043】
B.熱硬化性樹脂
熱硬化性樹脂は、予め下記の組成で調製し、最低粘度50ポイズ、最低粘度温度105℃とした樹脂組成物を用いた。ここで、樹脂粘度は、レオメトリックス社製RDA−II型装置を用い、操作モード:ダイナミック、振動3.14ラディアン/秒、昇温速度:1.5℃/分、プレート:平行板(半径25mm)、ギャップ:1.0mmの条件で測定した。使用した樹脂の組成は下記の通りである。
【0044】
(a)ベース樹脂
ビスフェノールA型エポキシ樹脂(jER828、三菱化学(株)製)
ビスフェノールA型エポキシ樹脂(jER1001、三菱化学(株)製)
フェノールノボラック型エポキシ樹脂(jER154、三菱化学(株)製)
ポリビニルホルマール(ビニレック K、商品名、チッソ(株)製)
ポリメチルメタクリレート(マツモトマイクロスフィアM、松本油脂製薬(株)製)
(b)硬化剤
ジシアンジアミド(jERキュアDICY7T、三菱化学(株)製、
オミキュアDDA5、(ピイ・ティ・アイ・ジャパン(株)製)
(c)硬化促進剤
3−(3,4−ジクロロフェニル)−1,1−ジメチルウレア(DCMU99、保土ヶ谷化学工業(株)製)。
【0045】
(2)シート状プリプレグの製造方法
図3に示すように、複数の炭素繊維束のパッケージ9から引き出された炭素繊維束10は、引き揃えロール11、12、コーム13を介して、複数の炭素繊維束が互いに並行にシート状に引き揃えられ、炭素繊維シート14の形態とされる。
【0046】
炭素繊維シート14に対して、上側の樹脂フィルムのロール体18から引き出された上側の樹脂フィルム15が導入ロール16、17を介して炭素繊維シート14の上面側に配置されるとともに、下側の樹脂フィルムのロール体27から引き出された下側の樹脂フィルム21が導入ロール19、20を介して炭素繊維シート14の下面側に配置される。このように両側もしくは片側から樹脂フィルム15、21で挟まれた炭素繊維シート14は、ヒーター22で加熱されて樹脂フィルムに塗布されていた樹脂が加熱、軟化し、含浸ロール23、26でニップされて加圧されることにより、樹脂が炭素繊維シート14中に含浸される。樹脂が含浸された炭素繊維シート14は、引取ロール24、25の位置で、樹脂が炭素繊維シート14側に転写された後の上側の離型紙28がロール体29として巻き取られ回収される。樹脂が含浸された炭素繊維シート14は、炭素繊維プリプレグ30として、下側樹脂フィルム21を担持していた離型紙と共にロール体31として巻き取られる。かかる製造方法にて、炭素繊維を1000mm幅に一方向へ引きそろえたシートの両表面から樹脂フィルムを挟み、加熱ロール群に圧接させることで、炭素繊維に熱硬化性樹脂を含浸せしめ、シート状プリプレグを製造した。
【0047】
(3)評価項目と測定方法
A.単位面積当たりのプリプレグ質量;g/m2
1000mm幅のシート状プリプレグを長さ500mm、幅200mmのサイズに端部より幅方向に100mm間隔にて3点カットしたものを試料とし、該試料をそれぞれ天秤で秤量した3点の平均値を単位面積あたりのプリプレグ質量とした。ここでいう幅方向とは、シート状プリプレグの一方向に引き揃えられた繊維方向に対し、直角方向のことを言う。
【0048】
B.樹脂質量含有率;%
上記サンプルから、JIS K 7071(1988)の方法で、樹脂質量含有率を算出した。
【0049】
C.重量測定
先端部の外径が幅80mm、高さ16mmであり、根元部分の外径が幅80mm、高さ45mmである均一テーパーを有する中空矩形断面の芯材において、テーパー部分の長さを3000mmとした棒状部材を作成した。弾性率230GPaでフィラメント数3000本の糸条からなる目付198g/m2の平織クロス材(東レ株式会社製 CO6343B)に前記熱硬化性樹脂を含浸させたクロスプリプレグA(樹脂質量含有率30%)と本発明におけるPAN系炭素繊維を一方向に引き揃えて前記熱硬化性樹脂を含浸したプリプレグB(東レ株式会社製 M46JB−12K、引張弾性率436GPa、炭素繊維の面積あたりの質量345g/m2、樹脂質量含有率20%)および普通弾性率であるPAN系炭素繊維を一方向に引き揃えて前記熱硬化性樹脂を含浸したプリプレグC(東レ株式会社製 T700SC−12K、引張弾性率230GPa、炭素繊維の面積あたりの質量300g/m2、樹脂質量含有率37%)を用い、シート状プリプレグBの繊維方向は棒状部材の長手方向に配向する向きに配置した積層構成とした。最内周と最外周にプリプレグAを1層、ロボットフォークの長手方向における中間層にプリプレグBを全体の積層厚みが2.3mmとなるように積層し、またロボットフォークの側面における中間層にプリプレグCを全体の積層厚みが2mmとなるように積層し、全体をバッグフィルムで覆った後、加熱硬化させ、脱芯したロボットフォークの重量を測定した。実施例2〜9および比較例1〜6の重量は、実施例1の重量を1とした時の比率(%)で表す。
【0050】
D.コンポジットの曲げ強度測定、曲げ弾性率測定
本発明におけるコンポジットの曲げ強度は、下記の方法で測定したものである。シート状プリプレグをカットし、全体を2mm厚みに最も近くなるように積層数を調整して0°方向に積層し、使用されている樹脂の推奨硬化プロフィールに従ってオートクレーブ中で加熱硬化させ成形体を得た。成形体の寸法、成形して得られた成形体の0°曲げ強度(成形体の軸方向の曲げ強度)は、ASTM D790 「プラスチック、強化プラスチックおよび電気絶縁材料の曲げ特性」に準じて測定した。
【0051】
(実施例1)
単位面積あたりの炭素繊維質量が345g/m2となるように一方向に引き揃えたシートの両表面から樹脂質量含有率が20%となるように塗布した樹脂フィルムを挟みこみ、前述の含浸装置にて120℃に加熱したホットプレートおよび金属ニップロールを通過させ、線圧5800N/mで加圧し、その後25℃まで冷却した後、上側の離型紙を剥ぎ取り、ポリエチレンのカバーフィルムをかぶせ、巻き取り、シート状プリプレグを得た。シート状プリプレグ目付、樹脂含有率、圧縮強度、ピールテープ、剥離強度、重量を測定および確認したところ、表1のとおり、品位、成形作業時の取り扱い、力学特性が良好なシート状プリプレグを得ることができた。
【0052】
(実施例2)
単位面積あたりの炭素繊維質量を251g/m2としたこと以外は実施例1と同様の方法で、シート状プリプレグを得た。表1に示すとおり、品位、成形時の取り扱い性、力学特性が良好なシート状プリプレグを得ることができた。
【0053】
(実施例3〜6)
加熱温度を90℃、または130℃、または加圧条件を4000N/mまたは30000N/mに変更した以外は実施例1と同様の方法でシート状プリプレグを得た。表1に示すとおり、品位、成形時の取り扱い性、力学特性が良好なシート状プリプレグを得ることができた。
【0054】
(実施例7)
炭素繊維のフィラメント数を6000本、炭素繊維目付223texである炭素繊維を用いたこと以外は実施例1と同様の方法でシート状プリプレグを得た。表1に示すとおり、品位、成形時の取り扱い性、力学特性が良好なシート状プリプレグを得ることができた。
【0055】
(実施例8)
炭素繊維の単糸径を6.4μm、炭素繊維密度1.88g/cm3、炭素繊維目付を720tex、引張弾性率450GPaである炭素繊維を用いたこと以外は実施例1と同様の方法でシート状プリプレグを得た。表1に示すとおり、品位、成形時の取り扱い性が良好なシート状プリプレグを得ることができた。力学特性としては圧縮強度がやや低かったが、ガラス基板の搬送には問題ない範囲であった。
【0056】
(実施例9)
炭素繊維の単糸径を5.2μm、炭素繊維密度1.77g/cm3、炭素繊維目付を450tex、引張弾性率392GPaである炭素繊維を用いたこと以外は実施例1と同様の方法でシート状プリプレグを得た。表1に示すとおり、品位、成形時の取り扱い性が良好なシート状プリプレグを得ることができた。力学特性としては曲げ弾性率がやや低かったが、振動減衰性は問題ない範囲であった。
【0057】
(比較例1)
使用するシート状プリプレグをピッチ系プリプレグ炭素繊維で、単糸径10.0μm、繊維密度2.12g/cm3、炭素繊維目付を2000tex、引張弾性率640GPaを用い、炭素繊維の面積当たり質量340g/m2、樹脂質量含有率30%)とし、積層厚みを実施例1と同じとし、同様の方法で成形し、力学特性評価を実施したところ、圧縮強度が低く、0°曲げ強度が劣るプリプレグが得られた。
【0058】
(比較例2)
シート状プリプレグ中の樹脂含有率を35%にし、プリプレグとの剥離抵抗が160mN/25mmの離型紙を用いたこと以外は実施例1と同様の方法でシート状プリプレグを得た。シート状プリプレグの積層厚みを実施例1と同じとし、同様の方法で成形したところ、重量が増加したロボットフォークを得た。
【0059】
(比較例3)
シート状プリプレグ中の樹脂含有率を10%にしたこと以外、実施例1と同様の方法でシート状プリプレグを得たが、成形時において離型紙からシート状プリプレグを剥離する工程において、プリプレグ層間にて剥離が発生し、成形することができなかった。
【0060】
(比較例4)
シート状プリプレグの加工時における線圧を900N/mとしたこと以外は実施例1と同様の方法でシート状プリプレグを得た。前述の方法にて測定されたピールテープによる含浸部の長さが3%であり、成形時において離型紙からシート状プリプレグを剥離する工程において、プリプレグ層間にて剥離が発生し、成形することができなかった。
【0061】
(比較例5)
プリプレグとの剥離抵抗が100mN/25mmの離型紙を用いた以外は実施例1と同様の方法で、シート状プリプレグを得たが、すぐに剥離してしまい成形時の取り扱いに劣るプリプレグであった。
【0062】
(比較例6)
プリプレグとの剥離抵抗が8000mN/25mm離型紙を用いた以外は実施例1と同様の方法で、シート状プリプレグを得たが、成形時において、離型紙から剥がす前に繊維層内ワレが発生してしまい、成形時の取り扱い性に劣るプリプレグであった。
【0063】
(比較例7)
炭素繊維のフィラメント数18000本、単糸径を5.5μm、炭素繊維密度1.73g/cm3、炭素繊維目付を745tex、引張弾性率が294GPaである炭素繊維を用いたこと以外、実施例1と同様の方法でシート状プリプレグを得たが、曲げ弾性率が劣り振動減衰性も大きかった。
【0064】
【表1】
【0065】
【表2】
【産業上の利用可能性】
【0066】
本発明は、液晶表示用ガラス基板の搬送用および半導体基板の搬送用ロボットフォークに応用することができる。またその応用範囲はこれらに限られるものではない。
【符号の説明】
【0067】
1 試験片(プリプレグ)
2 試験片の支持具
3 両面テープ
4a 一方向プリプレグ
4b 離型紙
5 下側チャック
6 クリップ
7 金属線
8 上側チャック
9 炭素繊維束のパッケージ
10 炭素繊維束
11 引き揃えロール
12 引き揃えロール
13 コーム
14 炭素繊維シート
15 上側の樹脂フィルム
16 導入ロール
17 導入ロール
18 上側の樹脂フィルムのロール体
19 導入ロール
20 導入ロール
21 下側の樹脂フィルム
22 ヒーター
23 含浸ロール
24 引取りロール
25 引取りロール
26 含浸ロール
27 下側樹脂フィルムのロール体
28 上側の離型紙
29 上側の離型紙のロール体
30 炭素繊維プリプレグ
31 炭素繊維プリプレグのロール体
【特許請求の範囲】
【請求項1】
強化繊維および熱硬化性樹脂を有してなるシート状プリプレグであって、前記強化繊維は、350GPa以上の引張弾性率、かつ200〜1000texの繊度を有する炭素繊維であって、単位面積当たりの炭素繊維質量が250〜450g/m2となるように一方向に配向されており、前記熱硬化性樹脂の前記シート状プリプレグに占める質量含有率が15〜30質量%であり、前記シート状プリプレグの、明細書に記載されるピールテープ法で測定した時の含浸部の長さの和が該シート状プリプレグ全体の長さの5%以上であり、前記シート状プリプレグの少なくとも片面に離型紙が配されていて、明細書に記載される方法で測定された該シート状プリプレグと該離型紙の剥離抵抗が150〜6000mN/25mmであり、かつ、明細書に記載される方法で測定されたコンポジット圧縮強度が700MPa以上であることを特徴とするロボットフォーク用プリプレグ。
【請求項2】
該炭素繊維が、フィラメント数が1000〜15000/糸条の範囲であって、単糸径が円形断面に換算して3.5〜6μmであり、糸幅が1×10−4〜1.5×10−3mm/フィラメントである、請求項1に記載のロボットフォーク用プリプレグ。
【請求項3】
引張弾性率が350GPa以上、繊度が200〜1000texの炭素繊維であって、明細書に記載される方法で測定されたコンポジット圧縮強度が700MPa以上である炭素繊維を、一方向に単位面積あたり250〜450g/m2に配列し、その片面に熱硬化性樹脂および離型紙を有してなる樹脂フィルムを、他の面に熱硬化性樹脂および離型紙を有してなる樹脂フィルムまたは離型紙を配し、加熱ロール群にて加熱温度90〜130℃、線圧1500〜30000N/mで加圧することによって、該熱硬化性樹脂を前記一方向に配列された炭素繊維に含浸させる工程を有する、ロボットフォーク用プリプレグの製造方法。
【請求項4】
中空矩形断面を有し、均一テーパーを有する芯材を用いて得られるロボットフォークの製造方法であって、該芯材は、外径の幅が60〜120mm、先端部における外径高さが10〜30mm、根元部分の高さが30〜60mm、テーパー部の長さが2800〜3200mmである矩形断面部を有する芯材であり、該芯材の4面にそれぞれ一方向性プリプレグ層を配置し、かつ最内周および/または最外周に炭素繊維クロスプリプレグを配置し、前記芯材の長手方向における上下面の中層に、請求項1または2に記載のロボットフォーク用プリプレグ、または請求項3の方法で製造されたロボットフォーク用プリプレグを積層し、前記炭素繊維クロスプリプレグと長手方向における前記ロボットフォーク用プリプレグの積層厚みの合計を2〜4mmとし、かつ、前記芯材を含め、積層されたプリプレグをバッグフィルムで覆った後、加熱硬化し、脱芯する工程を有する、ロボットフォークの製造方法。
【請求項1】
強化繊維および熱硬化性樹脂を有してなるシート状プリプレグであって、前記強化繊維は、350GPa以上の引張弾性率、かつ200〜1000texの繊度を有する炭素繊維であって、単位面積当たりの炭素繊維質量が250〜450g/m2となるように一方向に配向されており、前記熱硬化性樹脂の前記シート状プリプレグに占める質量含有率が15〜30質量%であり、前記シート状プリプレグの、明細書に記載されるピールテープ法で測定した時の含浸部の長さの和が該シート状プリプレグ全体の長さの5%以上であり、前記シート状プリプレグの少なくとも片面に離型紙が配されていて、明細書に記載される方法で測定された該シート状プリプレグと該離型紙の剥離抵抗が150〜6000mN/25mmであり、かつ、明細書に記載される方法で測定されたコンポジット圧縮強度が700MPa以上であることを特徴とするロボットフォーク用プリプレグ。
【請求項2】
該炭素繊維が、フィラメント数が1000〜15000/糸条の範囲であって、単糸径が円形断面に換算して3.5〜6μmであり、糸幅が1×10−4〜1.5×10−3mm/フィラメントである、請求項1に記載のロボットフォーク用プリプレグ。
【請求項3】
引張弾性率が350GPa以上、繊度が200〜1000texの炭素繊維であって、明細書に記載される方法で測定されたコンポジット圧縮強度が700MPa以上である炭素繊維を、一方向に単位面積あたり250〜450g/m2に配列し、その片面に熱硬化性樹脂および離型紙を有してなる樹脂フィルムを、他の面に熱硬化性樹脂および離型紙を有してなる樹脂フィルムまたは離型紙を配し、加熱ロール群にて加熱温度90〜130℃、線圧1500〜30000N/mで加圧することによって、該熱硬化性樹脂を前記一方向に配列された炭素繊維に含浸させる工程を有する、ロボットフォーク用プリプレグの製造方法。
【請求項4】
中空矩形断面を有し、均一テーパーを有する芯材を用いて得られるロボットフォークの製造方法であって、該芯材は、外径の幅が60〜120mm、先端部における外径高さが10〜30mm、根元部分の高さが30〜60mm、テーパー部の長さが2800〜3200mmである矩形断面部を有する芯材であり、該芯材の4面にそれぞれ一方向性プリプレグ層を配置し、かつ最内周および/または最外周に炭素繊維クロスプリプレグを配置し、前記芯材の長手方向における上下面の中層に、請求項1または2に記載のロボットフォーク用プリプレグ、または請求項3の方法で製造されたロボットフォーク用プリプレグを積層し、前記炭素繊維クロスプリプレグと長手方向における前記ロボットフォーク用プリプレグの積層厚みの合計を2〜4mmとし、かつ、前記芯材を含め、積層されたプリプレグをバッグフィルムで覆った後、加熱硬化し、脱芯する工程を有する、ロボットフォークの製造方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2012−201067(P2012−201067A)
【公開日】平成24年10月22日(2012.10.22)
【国際特許分類】
【出願番号】特願2011−69554(P2011−69554)
【出願日】平成23年3月28日(2011.3.28)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成24年10月22日(2012.10.22)
【国際特許分類】
【出願日】平成23年3月28日(2011.3.28)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]