
ロボット塗装システム及びこれを用いた塗装方法
【課題】被塗装対象に生じる塗装ムラの発生を抑制することができ、塗装のサイクルタイムを短縮することができるロボット塗装システム及びこれを用いた塗装方法を提供する。
【解決手段】ロボット塗装システムは、ロボット及び塗装治具を備えており、塗装治具は、フレーム部30、駆動源33及び複数の塗装ガン4を有している。複数の塗装ガン4A,4B,4Cは、それぞれ一定方向Eに広がる状態で塗料を噴射し、一定方向Eにおいて、塗料の噴射によって形成される中心塗膜層71の両側に、中心塗膜層71よりも塗膜が薄いダスト塗膜層72を形成する。駆動源33は、フレーム部30の形成状態を、複数の塗装ガン4A,4B,4Cが直交方向Wに対して傾斜する右斜め方向に並ぶ第1塗装状態と、複数の塗装ガン4A,4B,4Cが直交方向Wに対して傾斜する左斜め方向に並ぶ第2塗装状態とに可変させるよう構成されている。
【解決手段】ロボット塗装システムは、ロボット及び塗装治具を備えており、塗装治具は、フレーム部30、駆動源33及び複数の塗装ガン4を有している。複数の塗装ガン4A,4B,4Cは、それぞれ一定方向Eに広がる状態で塗料を噴射し、一定方向Eにおいて、塗料の噴射によって形成される中心塗膜層71の両側に、中心塗膜層71よりも塗膜が薄いダスト塗膜層72を形成する。駆動源33は、フレーム部30の形成状態を、複数の塗装ガン4A,4B,4Cが直交方向Wに対して傾斜する右斜め方向に並ぶ第1塗装状態と、複数の塗装ガン4A,4B,4Cが直交方向Wに対して傾斜する左斜め方向に並ぶ第2塗装状態とに可変させるよう構成されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ロボットを用いて塗装を行うロボット塗装システム及びこれを用いた塗装方法に関する。
【背景技術】
【0002】
自動車のボディを製造する工場等においては、ボディに対してロボットを用いた塗装が行われている。具体的には、ロボットのアーム先端部に、静電ベル方式やエア方式によって塗料を噴射する塗装ガンを取り付け、この塗装ガンをアーム先端部によって移動させて、ボディに塗装を行っている。また、塗装のサイクルタイムの短縮を図るため、アーム先端部に複数の塗装ガンを取り付け、複数の塗装ガンから同時に塗装することが行われている。
【0003】
ロボットに複数の塗装ガンを取り付けたものとしては、例えば、特許文献1に開示された塗装装置がある。この塗装装置は、軸芯まわりに回転可能な先端軸を有する単一の塗装ロボットと、塗装ロボットの先端軸に取り付けられ、先端軸の軸芯と交差する方向に並べられた複数の塗装ガンとを備えている。この塗装装置によれば、塗装ロボットにより、塗装ガンの進行方向を容易に変更することができ、複数の塗装ガンによる塗装幅を、所望とする塗装幅に容易に変更することができる。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平11−104533号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、複数の塗装ガンによって同時に塗装を行う際に、アーム先端部の進行方向に対して、複数の塗装ガンが並ぶ状態を一定にして塗装を行ったとしても、被塗装対象に塗装ムラ(塗装のばらつき)が生じることがわかった。
例えば、自動車の室内における、天面、左右の側面、床面の塗装を行う際には、ロボットの各関節の回転角度のねじれを戻しながら塗装を行うために、アーム先端部は、天面、左右の側面、床面に対して一方回りと他方回りとに交互に移動させる必要がある。この場合、被塗装対象における塗装状態が、一方回りに塗装したときと他方回りに塗装したときとで異なり、被塗装対象に塗装ムラが生じるおそれがある。
【0006】
また、アーム先端部を一方回りと他方回りとに交互に移動させる代わりに、天面、左右の側面、床面に対して一巡して塗装を行ったときに、塗装ガンによる塗装を一旦停止し、ロボットの各関節の回転角度のねじれを戻すことも考えられる。しかし、この場合には、塗装のサイクルタイムが長くなってしまう。
【0007】
本発明は、かかる従来の問題点に鑑みてなされたもので、被塗装対象に生じる塗装ムラの発生を抑制することができ、塗装のサイクルタイムを短縮することができるロボット塗装システム及びこれを用いた塗装方法を提供しようとするものである。
【課題を解決するための手段】
【0008】
本発明の一態様は、アーム先端部を位置及び姿勢を変更して3次元に移動させるロボットと、
上記アーム先端部に取り付けられたフレーム部と、該フレーム部の形成状態を可変させる駆動源と、上記フレーム部に複数配設された塗装ガンとを有する塗装治具と、を備えており、
上記複数の塗装ガンは、それぞれ一定方向に広がる状態で塗料を噴射し、該一定方向において、該塗料の噴射によって形成される中心塗膜層の両側に、該中心塗膜層よりも塗膜が薄いダスト塗膜層を形成するよう構成されており、
上記駆動源は、上記フレーム部の形成状態を、上記複数の塗装ガンの上記一定方向が上記塗装治具の進行方向に対する直交方向を向き、該複数の塗装ガンが上記直交方向に対して傾斜する右斜め方向に並ぶ第1塗装状態と、上記複数の塗装ガンの上記一定方向が上記直交方向を向き、該複数の塗装ガンが上記直交方向に対して傾斜する左斜め方向に並ぶ第2塗装状態とに可変させるよう構成されており、
上記塗装治具は、上記第1塗装状態と上記第2塗装状態とのいずれを形成するときにおいても、上記複数の塗装ガンのうち上記進行方向の先頭に位置する先頭塗装ガンによる上記中心塗膜層の上に、該先頭塗装ガンに隣接する隣接塗装ガンによる一方側の上記ダスト塗膜層を積層するよう構成されていることを特徴とするロボット塗装システムにある(請求項1)。
【発明の効果】
【0009】
上記ロボット塗装システムは、複数の塗装ガンを配設したフレーム部の形成状態を可変させることにより、アーム先端部の進行方向に対して複数の塗装ガンが斜めに並ぶ状態を可変させ、被塗装対象に生じる塗装ムラの発生を抑制して、短いサイクルタイムで塗装を行うものである。
具体的には、複数の塗装ガンは、塗料の噴射によって形成される中心塗膜層の両側に、ダスト塗膜層を形成するものである。また、駆動源は、フレーム部の形成状態を、第1塗装状態と第2塗装状態とに可変させるよう構成されている。また、塗装治具は、第1塗装状態と第2塗装状態とのいずれを形成するときにおいても、アーム先端部によって、複数の塗装ガンの一定方向が進行方向に対する直交方向を向く状態で移動するよう構成されている。
【0010】
ロボット塗装システムによって被塗装対象に塗装を行う際には、複数の塗装ガンが右斜め方向に並ぶフレーム部の第1塗装状態を形成する。そして、アーム先端部によって塗装治具を移動させ、複数の塗装ガンによって被塗装対象の一方向に塗装を行う。このとき、先頭塗装ガンから噴射された塗料による中心塗膜層の上に、隣接塗装ガンから噴射された塗料による一方側のダスト塗膜層を積層する。また、仮に、塗装ガンが3つ以上ある場合には、隣接塗装ガンから噴射された塗料による中心塗膜層の上に、この隣接塗装ガンにさらに隣接する別の隣接塗装ガンから噴射された塗料による一方側のダスト塗膜層を積層する。
【0011】
また、フレーム部の第1塗装状態を形成して、複数の塗装ガンによって被塗装対象の一方向に塗装を行った後には、複数の塗装ガンが左斜め方向に並ぶフレーム部の第2塗装状態を形成する。そして、第1塗装状態を形成して塗装を行った部位に隣接して、アーム先端部によって塗装治具を移動させ、複数の塗装ガンによって被塗装対象の一方向とは反対の他方向から折り返して塗装を行う。このとき、先頭塗装ガンから噴射された塗料による中心塗膜層の上に、隣接塗装ガンから噴射された塗料による一方側のダスト塗膜層を積層する。また、仮に、塗装ガンが3つ以上ある場合には、隣接塗装ガンから噴射された塗料による中心塗膜層の上に、この隣接塗装ガンにさらに隣接する別の隣接塗装ガンから噴射された塗料による一方側のダスト塗膜層を積層する。
【0012】
また、第2塗装状態を形成して塗装を行う際には、第1塗装状態を形成して塗装を行った中心塗膜層であって、複数の塗装ガンのうち塗装治具の進行方向後尾に位置する後尾塗装ガンによって形成されたもの上に、先頭塗装ガンから噴射された塗料による一方側のダスト塗膜層を積層する。
また、再び第1塗装状態を形成して塗装を行う際にも同様に、第2塗装状態を形成して塗装を行った中心塗膜層であって、複数の塗装ガンのうち塗装治具の進行方向後尾に位置する後尾塗装ガンによって形成されたもの上に、先頭塗装ガンから噴射された塗料による一方側のダスト塗膜層を積層することができる。また、これと同時に、第1塗装状態を形成して塗装を行う際には、先頭塗装ガンから噴射された塗料による中心塗膜層の上に、隣接塗装ガンから噴射された塗料による一方側のダスト塗膜層を積層することができる。
【0013】
これにより、被塗装対象において、塗装を行う両端の部位を除く全体において、中心塗膜層の上にダスト塗膜層を形成することができる。そのため、中心塗膜層よりも塗膜が薄いダスト塗膜層が被塗装対象における表面に露出させることができ、塗装ムラの発生を抑制することができる。
この塗装ムラの発生を抑制できる理由としては、次のように考える。
一般に、塗装を行う際には、塗膜は、その厚みが薄い方が塗装後に性状が変化しにくい性質を有する。そのため、中心塗膜層の上に、塗膜の厚みが薄いダスト塗膜層を形成することにより、塗装ムラの発生を抑制することができると考える。
【0014】
また、ロボット塗装システムにおいては、第1塗装状態と第2塗装状態とを交互に形成し、複数の塗装ガンの進行方向を互いに折り返して、被塗装対象に塗装を行うことができる。そして、第1塗装状態を形成して行う塗装と、第2塗装状態を形成して行う塗装とを切り替えるときに、ロボットの各関節に発生したねじれを戻すために、複数の塗装ガンによる塗装を一旦停止させる時間を極めて短くすることができる。また、場合によっては、複数の塗装ガンによる塗装を一旦停止しないようにできる。そのため、塗装のサイクルタイムを短縮することができる。
【0015】
それ故、上記ロボット塗装システムによれば、被塗装対象に生じる塗装ムラの発生を抑制することができ、塗装のサイクルタイムを短縮することができる。
【図面の簡単な説明】
【0016】
【図1】実施例1にかかる、ロボット塗装システムを示す構成図。
【図2】実施例1にかかる、塗装治具を示す正面図。
【図3】実施例1にかかる、塗装治具の中央横フレーム部の周辺を示す断面説明図。
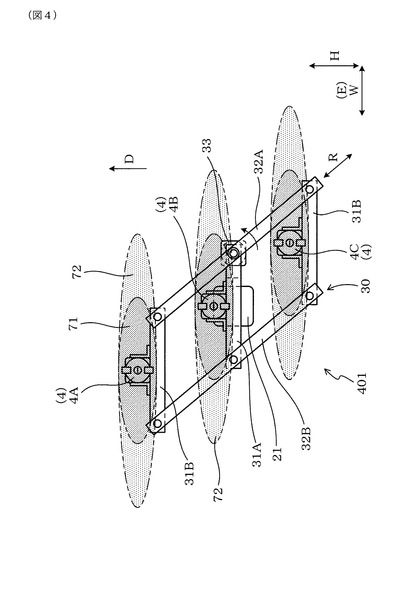
【図4】実施例1にかかる、フレーム部の第1塗装状態を形成した塗装治具を示す正面図。
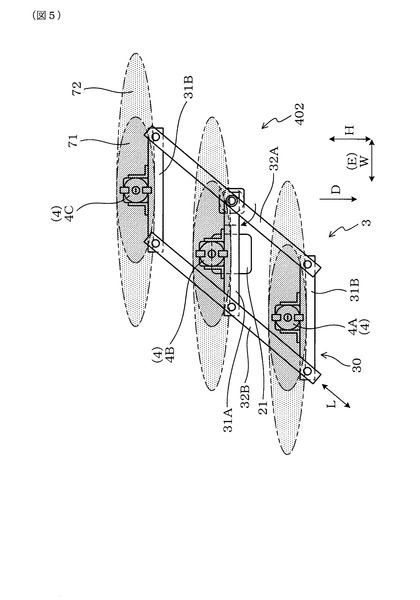
【図5】実施例1にかかる、フレーム部の第2塗装状態を形成した塗装治具を示す正面図。
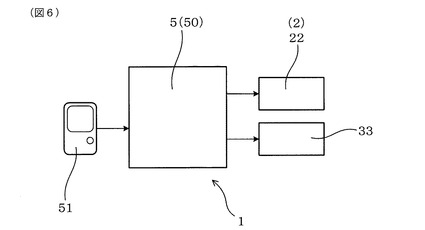
【図6】実施例1にかかる、ロボット塗装システムの構成を示す構成図。
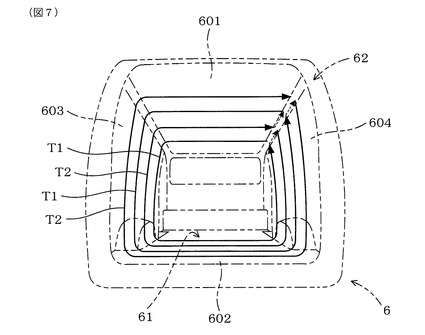
【図7】実施例1にかかる、自動車のボディの室内部を後方から見た状態で示し、第1一巡塗装と第2一巡塗装とを前後方向に位置ずれしながら繰り返す状態を示す説明図。
【図8】実施例1にかかる、塗装治具が第1一巡塗装と第2一巡塗装とを前後方向に位置ずれしながら繰り返す状態を、平面に展開して示す説明図。
【図9】実施例1にかかる、第1一巡塗装及び第2一巡塗装を繰り返して、ボディの室内部の表面に形成した、中心塗膜層及びダスト塗膜層による塗膜層を示す断面説明図。
【図10】実施例2にかかる、フレーム部の第1塗装状態を形成した塗装治具を示す正面図。
【図11】実施例2にかかる、エアシリンダを戻位置から出位置にストロークさせた状態の塗装治具を示す正面図。
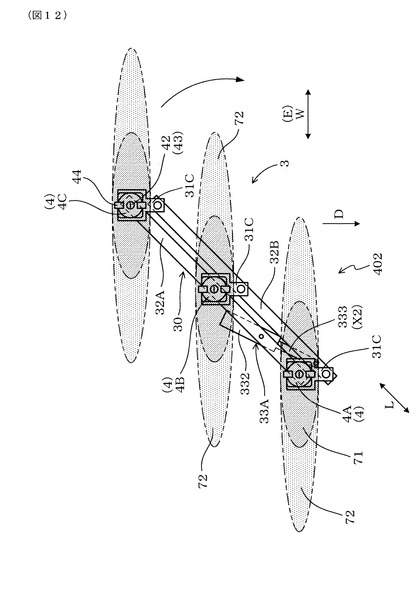
【図12】実施例2にかかる、フレーム部の第2塗装状態を形成した塗装治具を示す正面図。
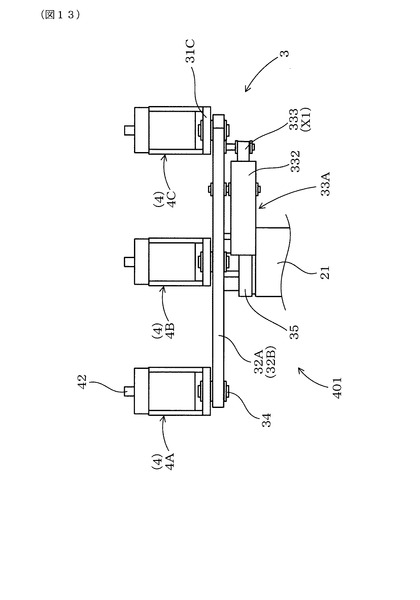
【図13】実施例2にかかる、フレーム部の第1塗装状態を形成した塗装治具を、図10のA方向から見た状態で示す側面図。
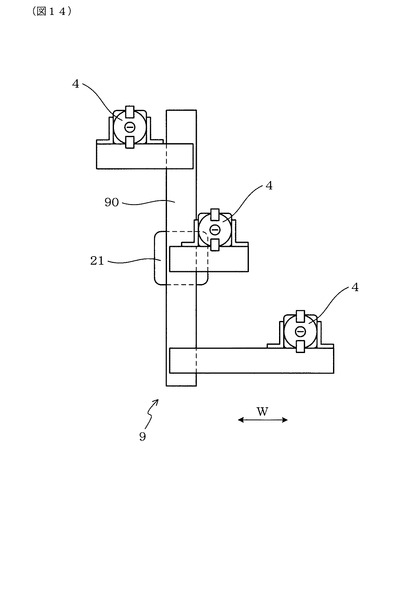
【図14】比較例1,2にかかる、塗装治具を示す正面図。
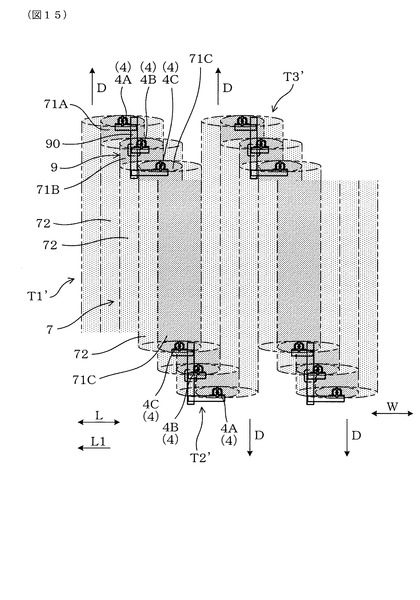
【図15】比較例1,2にかかる、塗装治具が一巡目の塗装と二巡目の塗装とを前後方向に位置ずれしながら繰り返す状態を、平面に展開して示す説明図。
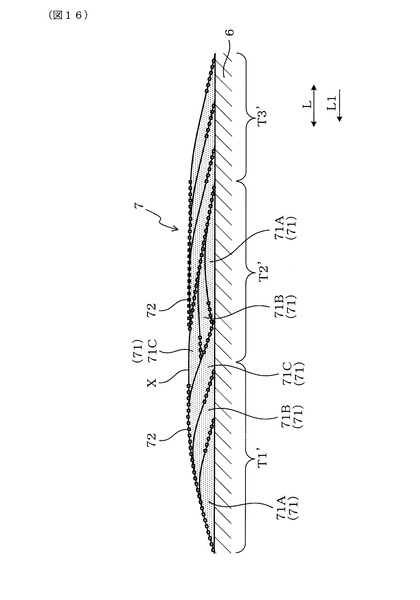
【図16】比較例1,2にかかる、ボディの室内部の表面に形成した、中心塗膜層及びダスト塗膜層による塗膜層を示す断面説明図。
【図17】比較例1,2にかかる、自動車のボディの室内部を後方から見た状態で示し、前後方向に位置ずれしながら塗装を繰り返す状態を示す説明図。
【発明を実施するための形態】
【0017】
上述した本発明のロボット塗装システムにおける好ましい実施の形態につき説明する。
上記ロボット塗装システムにおいて、上記塗装ガンとしては、高圧の塗料を噴射するエアレス方式の他、帯電した塗料を噴射する静電方式、エアによって塗料を噴射するエア方式等の種々のものを用いることができる。
また、上記フレーム部による第1塗装状態と上記フレーム部による第2塗装状態とは、左右対称の形状に形成することができる(請求項2)。
この場合には、第1塗装状態と第2塗装状態との切り替えを簡単かつ迅速に行うことができる。
【0018】
また、上記フレーム部は、互いに平行な一対の平行フレーム部を、複数の連結フレーム部によって回動可能に連結して形成されており、上記塗装治具は、上記平行フレーム部又は上記連結フレーム部に設けられた1つの上記駆動源によって、上記一対の平行フレーム部が互いに平行な状態を保って、上記第1塗装状態と上記第2塗装状態とを形成するよう構成することができる(請求項3)。
この場合には、簡単な構造でフレーム部の剛性を確保することができる。また、第1塗装状態と第2塗装状態との切り替えを簡単かつ迅速に行うことができる。
【0019】
また、上記フレーム部は、上記直交方向に沿って配置され上記塗装ガンがそれぞれ取り付けられた複数の横フレーム部と、該複数の横フレーム部の一端側を回動可能に連結する一端側平行フレーム部と、上記複数の横フレーム部の他端側を回動可能に連結する他端側平行フレーム部とからなり、かつ、上記第1塗装状態と上記第2塗装状態とのいずれを形成するときにおいても、上記複数の横フレーム部と上記一端側平行フレーム部及び上記他端側平行フレーム部とによって平行四辺形を形成するよう構成することもできる(請求項4)。
この場合には、第1塗装状態及び第2塗装状態のいずれを形成するときにも、複数の塗装ガンによる塗料の噴射方向である一定方向がフレーム部の横方向を向く状態を、容易に形成することができる。
【0020】
また、平行四辺形を形成するフレーム部の構成により、次の効果を得ることもできる。すなわち、複数の横フレーム部に対する一端側平行フレーム部及び他端側平行フレーム部の傾倒角度を調整することにより、フレーム部の直交方向における複数の塗装ガンの配置間隔を任意に変更することができる。これにより、塗装ガンの種類に合わせて、塗装ガンの直交方向における配置間隔を任意に調整することができる。
なお、上記複数の横フレーム部は、上記複数の連結フレーム部に相当し、上記一端側平行フレーム部及び上記他端側平行フレーム部は、上記一対の平行フレーム部に相当する。
【0021】
また、上記横フレーム部は、上記塗装ガンが取り付けられた3つを互いに平行に配置し、該3つの横フレーム部のうち真ん中に位置する中央横フレーム部は、上記アーム先端部に固定し、上記駆動源は、上記中央横フレーム部に対して固定し、上記一端側平行フレーム部を駆動することにより、上記3つの横フレーム部のうち外側に位置する2つの外側横フレーム部を駆動して、上記第1塗装状態と上記第2塗装状態とを形成するよう構成し、上記先頭塗装ガンによる上記中心塗膜層の上に、上記隣接塗装ガンによる上記ダスト塗膜層を積層し、かつ、上記隣接塗装ガンによる上記中心塗膜層の上に、該隣接塗装ガンに隣接する後尾塗装ガンによる上記ダスト塗膜層を積層するよう構成することもできる(請求項5)。
この場合には、塗装治具におけるフレーム部をより簡単な構造にすることができ、ロボットのアーム先端部に加わる偏心荷重を少なくして、3つの塗装ガンによって、塗装ムラの発生を抑制して被塗装対象に塗装を行うことができる。
【0022】
また、上記フレーム部は、上記進行方向に配置され上記塗装ガンがそれぞれ取り付けられた複数の縦フレーム部と、該複数の縦フレーム部の一端側を回動可能に連結する一端側平行フレーム部と、上記複数の縦フレーム部の他端側を回動可能に連結する他端側平行フレーム部とからなり、かつ、上記第1塗装状態と上記第2塗装状態とのいずれを形成するときにおいても、上記複数の縦フレーム部と上記一端側平行フレーム部及び上記他端側平行フレーム部とによって平行四辺形を形成するよう構成することもできる(請求項6)。
【0023】
この場合にも、第1塗装状態及び第2塗装状態のいずれを形成するときにも、複数の塗装ガンによる塗料の噴射方向である一定方向がフレーム部の直交方向を向く状態を、容易に形成することができる。
また、平行四辺形を形成するフレーム部の構成により、上記と同様に、フレーム部の横方向における複数の塗装ガンの配置間隔を任意に変更することができる。これにより、塗装ガンの種類に合わせて、塗装ガンの横方向における配置間隔を任意に調整することができる。
【0024】
また、上記アーム先端部は、上記一端側平行フレーム部と上記他端側平行フレーム部とのいずれか一方に取り付けられており、上記駆動源は、上記一端側平行フレーム部に回動可能に連結されたシリンダ本体部に対して、上記他端側平行フレーム部に回動可能に連結されたロッド部をストロークさせるシリンダであり、上記シリンダ本体部に対して上記ロッド部が戻位置にあるときに上記第1塗装状態を形成し、上記シリンダ本体部に対して上記ロッド部が出位置にあって、上記アーム先端部が上記第1塗装状態を形成した位置から90°回転したときに上記第2塗装状態を形成するよう構成することもできる(請求項7)。
この場合には、シリンダ(特に空気圧シリンダ)を用いて塗装治具を構成することができ、塗装治具の構成を簡単にすることができる。また、シリンダを動作させる制御装置の構成を簡単にすることもできる。
【0025】
また、上記ロボット塗装システムは、自動車のボディにおける室内部を塗装するよう構成し、上記塗装治具は、上記第1塗装状態を形成したときには、上記室内部の前後方向を横切って、天面、左右の側面及び床面を一方向に回る第1一巡塗装を行い、上記第2塗装状態を形成したときには、上記室内部の前後方向を横切って、天面、左右の側面及び床面を他方向に回る第2一巡塗装を行うよう構成し、かつ、上記第1一巡塗装と上記第2一巡塗装とを、上記室内部の前後方向における一方から他方へ該前後方向に順次位置ずれしながら繰り返し、上記第1一巡塗装を行う際に上記後尾塗装ガンによって形成された上記中心塗膜層の上に、上記第2一巡塗装を行う際に上記先頭塗装ガンによって上記ダスト塗膜層を積層するよう構成することができる(請求項8)。
この場合には、第1塗装状態による第1一巡移動と、第2塗装状態による第2一巡移動とを繰り返すことにより、自動車のボディにおける室内部を、塗装ムラの発生を抑制して、短いサイクルタイムで塗装することができる。
【0026】
また、上記ロボット塗装システムを用いることにより、次の塗装方法の発明を実現することができる。
この塗装方法の発明は、上記ロボット塗装システムを用いて、自動車のボディにおける室内部を塗装する方法であって、
上記塗装治具は、上記第1塗装状態を形成したときには、上記室内部の前後方向を横切って、天面、左右の側面及び床面を一方向に回る第1一巡塗装を行い、上記第2塗装状態を形成したときには、上記室内部の前後方向を横切って、天面、左右の側面及び床面を他方向に回る第2一巡塗装を行うよう構成しておき、
上記第1一巡塗装と上記第2一巡塗装とを、上記室内部の前後方向における一方から他方へ該前後方向に順次位置ずれしながら繰り返し、上記第1一巡塗装を行う際に上記後尾塗装ガンによって形成された上記中心塗膜層の上に、上記第2一巡塗装を行う際に上記先頭塗装ガンによって上記ダスト塗膜層を積層することを特徴とするロボット塗装システムを用いた塗装方法にある(請求項9)。
【0027】
この塗装方法によれば、第1塗装状態による第1一巡移動と、第2塗装状態による第2一巡移動とを繰り返すことにより、自動車のボディにおける室内部を、塗装ムラの発生を抑制して、短いサイクルタイムで塗装することができる。
【0028】
また、上記複数の塗装ガンから噴射する塗料は、光輝材を含有するメタリック塗料とすることができる(請求項10)。
一般に、メタリック塗料においては、形成する塗膜の厚みが小さいほど、光輝材の配向性がよくなり(光輝材の向きが揃いやすくなり)、塗装の品質が向上する。従って、この場合には、被塗装対象における塗装部位のほぼ全体において、中心塗膜層の上にダスト塗膜層を形成することにより、メタリック塗装における塗装ムラの発生を抑制することができる。
【実施例】
【0029】
以下に、ロボット塗装システム及びこれを用いた塗装方法にかかる実施例につき、図面を参照して説明する。
(実施例1)
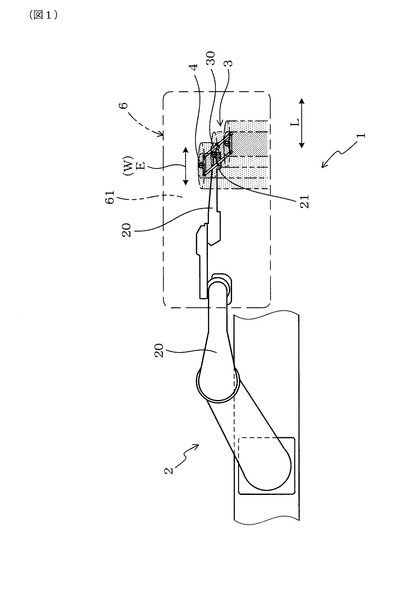
本例のロボット塗装システム1は、図1〜図3に示すごとく、アーム先端部21を位置及び姿勢を変更して3次元に移動させるロボット2と、アーム先端部21に取り付けられたフレーム部30、フレーム部30の形成状態を可変させる駆動源33、及びフレーム部30に複数配設された塗装ガン4とを有する塗装治具3とを備えている。
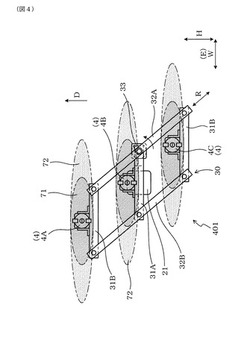
図4、図5に示すごとく、複数の塗装ガン4A,4B,4Cは、それぞれ一定方向Eに広がる状態で塗料を噴射し、一定方向Eにおいて、塗料の噴射によって形成される中心塗膜層71の両側に、中心塗膜層71よりも塗膜が薄いダスト塗膜層72を形成するよう構成されている。
【0030】
駆動源33は、図4に示すごとく、フレーム部30の形成状態を、複数の塗装ガン4A,4B,4Cの一定方向Eがフレーム部30の横方向W(塗装治具3の進行方向Dに対する直交方向)を向き、複数の塗装ガン4A,4B,4Cが横方向(直交方向)Wに対して傾斜する右斜め方向Rに並ぶ第1塗装状態401と、図5に示すごとく、複数の塗装ガン4A,4B,4Cの一定方向Eがフレーム部30の横方向Wを向き、複数の塗装ガン4A,4B,4Cが横方向Wに対して傾斜する左斜め方向Lに並ぶ第2塗装状態402とに可変させるよう構成されている。
塗装治具3は、第1塗装状態401と第2塗装状態402とのいずれを形成するときにおいても、アーム先端部21によってフレーム部30の縦方向Hに沿って移動し、かつ、複数の塗装ガン4A,4B,4Cのうち塗装治具3の進行方向Dの先頭に位置する先頭塗装ガン4Aによる中心塗膜層71の上に、先頭塗装ガン4Aに隣接する隣接塗装ガン4Bによる一方側のダスト塗膜層72を積層するよう構成されている。
【0031】
以下に、本例のロボット塗装システム1及びこれを用いた塗装方法につき、図1〜図9を参照して詳説する。
本例のロボット塗装システム1は、ロボット2としての多関節ロボット2の教示を行って、この教示を行ったデータを再現して、複数の塗装ガン4A,4B,4Cによる塗装を行うものである。
図1、図6に示すごとく、本例の多関節ロボット2における各アーム20の回転軸はサーボモータ22によって駆動するよう構成されており、各サーボモータ22は、制御コントローラ50によって制御される。また、アーム先端部21の位置・姿勢、移動軌道、移動速度、各回転軸の角度等は、教示ペンダント51によって調整、教示が可能である。
【0032】
多関節ロボット2の各関節を構成するサーボモータ22は、制御盤5に配置した制御コンピュータ50によって、回転量及び回転速度を調整するよう構成されている。制御コンピュータ50には、教示ペンダント51によって教示されたアーム先端部21の位置及び姿勢を記憶した教示プログラムが格納されている。
本例の塗装治具3を構成する駆動源33は、モータ33であり、このモータ33は、制御コンピュータ50によって動作するよう構成されている。
【0033】
図7は、自動車のボディ6の室内部61を後方から見た状態で示し、第1一巡塗装T1と第2一巡塗装T2とを前後方向Lに位置ずれしながら繰り返す状態を示す。
同図に示すごとく、本例のロボット塗装システム1によって塗装を行う被塗装対象は、自動車のボディ6である。本例においては、多関節ロボット2のアーム先端部21に取り付けた塗装治具3を、ボディ6の室内部61の表面に対向して移動させる。そして、塗装治具3を、前後方向Lを横切る方向の一方向と他方向とへ交互に巡回させるとともに、ボディ6の室内部61に対して前後方向Lの一方から他方へ順次送りながら塗装を行う。
【0034】
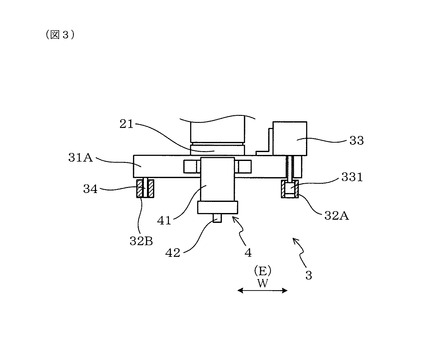
図2、図3に示すごとく、本例の塗装ガン4は、塗料の噴射自体にはエアを用いず、高圧の塗料を噴射させるよう構成されたエアレスガンである。このエアレスガンは、塗料の吐出量が多く、その塗着効率が高い。塗装ガン4は、高圧の塗料が供給される容器部41と、容器部41の端部に設けたノズル部42とを有している。ノズル部42には、中央部分に塗料を噴射する塗料噴射口43が形成されており、塗料噴射口43を挟む両側には、エアを噴射するエア噴射口44が形成されている。そして、図4、図5に示すごとく、塗料噴射口43から高圧の塗料を噴射するとともに、2つのエア噴射口44からエアを噴射する。これにより、互いに衝突するエアによって、中心塗膜層71の両側に、一定方向Eに広がったダスト塗膜層72とを形成する。
また、本例の複数の塗装ガン4A,4B,4Cから噴射する塗料には、光輝材を含有するメタリック塗料を用いる。
【0035】
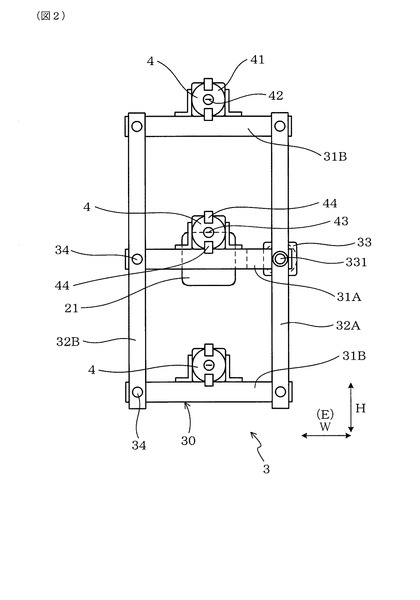
図2に示すごとく、本例の塗装治具3におけるフレーム部30は、横方向Wに沿って配置され塗装ガン4がそれぞれ取り付けられた複数の横フレーム部31A,31Bと、複数の横フレーム部31A,31Bの一端側を回動可能に連結する一端側平行フレーム部32Aと、複数の横フレーム部31A,31Bの他端側を回動可能に連結する他端側平行フレーム部32Bとからなる。本例のフレーム部30は、互いに平行な一対の平行フレーム部としての一端側平行フレーム部32A及び他端側平行フレーム部32Bを、複数の連結フレーム部としての複数の横フレーム部31A,31Bによって回動可能に連結して形成されている。
【0036】
そして、フレーム部30は、塗装を行わない待機状態においては、横フレーム部31A,31Bと一端側平行フレーム部32A及び他端側平行フレーム部32Bとによって、四角形を形成している。また、図4、図5に示すごとく、フレーム部30は、第1塗装状態401と第2塗装状態402とのいずれを形成するときにおいても、複数の横フレーム部31A,31Bと一端側平行フレーム部32A及び他端側平行フレーム部32Bとによって平行四辺形を形成する。また、フレーム部30による第1塗装状態401と第2塗装状態402とは、左右対称の形状に形成される。
【0037】
図2に示すごとく、本例の塗装治具3は、3つの塗装ガン4A,4B,4Cを設けたものであり、本例のフレーム部30においては、塗装ガン4が取り付けられた3つの横フレーム部31A,31Bが互いに平行に配置されている。3つの横フレーム部31A,31Bのうち真ん中に位置する中央横フレーム部31Aは、アーム先端部21に固定されている。
【0038】
図3に示すごとく、駆動源33としてのモータ33は、中央横フレーム部31Aに対して固定されており、モータ33の出力部331は、中央横フレーム部31Aに対して一端側平行フレーム部32Aを駆動するよう構成されている。各横フレーム部31A,31Bの両端部と、一端側平行フレーム部32A及び他端側平行フレーム部32Bの両端部及び中間部とは、回動可能なピン等の軸部34によって連結されている。
本例の塗装治具3は、中央横フレーム部31Aに固定された1つのモータ33によって、一端側平行フレーム部32A及び他端側平行フレーム部32Bが互いに平行な状態を保って、第1塗装状態401と第2塗装状態402とを形成するよう構成されている。
【0039】
そして、図4に示すごとく、モータ33を一方向に回転させて一端側平行フレーム部32Aを一方側に傾倒させると、3つの横フレーム部31A,31Bのうち外側に位置する2つの外側横フレーム部31Bが、横方向Wに平行な状態を維持したまま横方向Wの互いに反対側に移動するとともに、他端側平行フレーム部32Bが一端側平行フレーム部32Aと平行に傾倒する。こうして、フレーム部30が平行四辺形に形成された第1塗装状態401が形成される。
【0040】
一方、図5に示すごとく、モータ33を他方向に回転させて一端側平行フレーム部32Aを他方側に傾倒させると、3つの横フレーム部31A,31Bのうち外側に位置する2つの外側横フレーム部31Bが、横方向Wに平行な状態を維持したまま横方向Wの互いに反対側に移動するとともに、他端側平行フレーム部32Bが一端側平行フレーム部32Aと平行に傾倒する。こうして、フレーム部30が平行四辺形に形成された第2塗装状態402が形成される。
【0041】
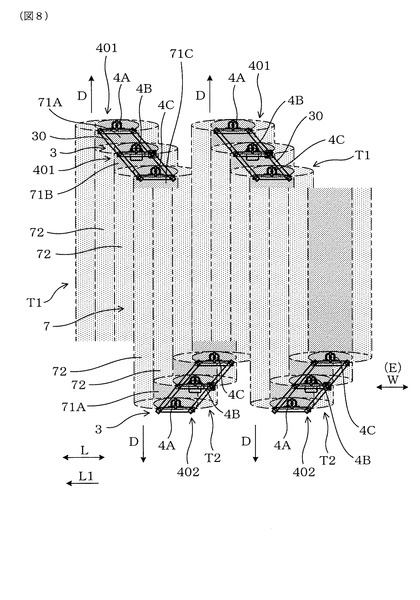
図8は、塗装治具3が第1一巡塗装T1と第2一巡塗装T2とを前後方向Lに位置ずれしながら繰り返す状態を、平面に展開して示す。
同図に示すごとく、ロボット塗装システム1は、教示ペンダント51を用いて教示を行った教示プログラムにより、第1塗装状態401又は第2塗装状態402を形成して被塗装対象に塗装を行うときには、塗装治具3の進行方向Dの先頭に位置する先頭塗装ガン4Aによる中心塗膜層71の上に、隣接塗装ガン4Bによる一方側のダスト塗膜層72を形成し、かつ、隣接塗装ガン4Bによる中心塗膜層71の上に、隣接塗装ガン4Bに隣接する後尾塗装ガン4Cによる一方側のダスト塗膜層72を形成するよう構成されている。
【0042】
図4に示すごとく、第1塗装状態401を形成する際には、3つの塗装ガン4A,4B,4Cのうち一方の外側横フレーム部31Bに設けた塗装ガン4が先頭塗装ガン4Aとなり、他方の外側横フレーム部31Bに設けた塗装ガン4が後尾塗装ガン4Cとなる。また、図5に示すごとく、第2塗装状態402を形成する際には、一方の外側横フレーム部31Bに設けた塗装ガン4が後尾塗装ガン4Cとなり、他方の外側横フレーム部31Bに設けた塗装ガン4が先頭塗装ガン4Aとなる。
【0043】
図7に示すごとく、本例の塗装治具3は、第1塗装状態401を形成したときには、室内部61の前後方向Lを横切って、天面601、左右の側面603,604及び床面602を一方向に回る第1一巡塗装T1を行い、第2塗装状態402を形成したときには、室内部61の前後方向Lを横切って、天面601、左右の側面603,604及び床面602を他方向に回る第2一巡塗装T2を行うよう構成されている。また、塗装治具3は、第1一巡塗装T1と第2一巡塗装T2とを、室内部61の前後方向Lにおける一方から他方へ前後方向Lに順次位置ずれしながら繰り返し、第1一巡塗装T1を行う際に後尾塗装ガン4Cによって形成された中心塗膜層71の上に、第2一巡塗装T2を行う際に先頭塗装ガン4Aによって一方側のダスト塗膜層72を積層するよう構成されている。
【0044】
図7に示すごとく、塗装治具3は、第1塗装状態401を形成し、右上角部62から反時計回りに回って、室内部61における天面601、左側面603、底面602、右側面604に第1一巡塗装T1を行う。また、図8に示すごとく、塗装治具3は、多関節ロボット2のアーム先端部21によって、先頭塗装ガン4Aを最も前方側(塗装開始端側)L1に位置させて移動させる。このとき、先頭塗装ガン4Aが塗装を行う直後に隣接塗装ガン4Bが塗装を行い、隣接塗装ガン4Bが塗装を行う直後に後尾塗装ガン4Cが塗装を行う。そして、3つの塗装ガン4A,4B,4Cは、両側に形成されるダスト塗膜層72のうち前方側L1に形成されるダスト塗膜層72が最表面に残るように、ダスト塗膜層72の形成幅分だけフレーム部30の横方向Wにずれた状態で、塗装を行う。
【0045】
次いで、第1塗装状態401を形成した塗装治具3が室内部61を一巡して右上角部62まで移動したときには、駆動源33によって、フレーム部30の形成状態を第1塗装状態401から第2塗装状態402に変更する。また、この変更を行うとともに、多関節ロボット2のアーム先端部21の移動によって塗装治具3をボディ6の後方側へ規定量移動させる。この規定量の移動は、第1塗装状態401を形成したときの後尾塗装ガン4Cによる中心塗膜層71Cの上に、第2塗装状態402を形成したときの先頭塗装ガン4Aによる前方側L1のダスト塗膜層72Aが被るようにして行う。
【0046】
そして、図7に示すごとく、第2塗装状態402を形成した塗装治具3は、右上角部62から時計回りに回って、室内部61における右側面604、床面602、左側面603、天面601に第2一巡塗装T2を行う。また、図8に示すごとく、塗装治具3は、多関節ロボット2のアーム先端部21によって、先頭塗装ガン4Aを最も前方側(塗装開始端側)L1に位置させて移動させる。この先頭塗装ガン4Aは、第1塗装状態401を形成したときには後尾塗装ガン4Cを構成したものである。このとき、先頭塗装ガン4Aが塗装を行う直後に隣接塗装ガン4Bが塗装を行い、隣接塗装ガン4Bが塗装を行う直後に後尾塗装ガン4Cが塗装を行う。そして、3つの塗装ガン4A,4B,4Cは、両側に形成されるダスト塗膜層72のうち前方側L1に形成されるダスト塗膜層72が最表面に残るように、ダスト塗膜層72の形成幅分だけフレーム部30の横方向Wにずれた状態で、塗装を行う。
【0047】
次いで、第2塗装状態402を形成した塗装治具3が室内部61を一巡して右上角部62まで移動したときには、駆動源33によって、フレーム部30の形成状態を第2塗装状態402から第1塗装状態401に変更する。また、この変更を行うとともに、多関節ロボット2のアーム先端部21の移動によって塗装治具3をボディ6の後方側へ規定量移動させる。この規定量の移動は、第2塗装状態402を形成したときの後尾塗装ガン4Cによる中心塗膜層71の上に、第1塗装状態401を形成したときの先頭塗装ガン4Aによる前方側L1のダスト塗膜層72が被るようにして行う。
【0048】
そして、図7に示すごとく、第1塗装状態401を形成した塗装治具3は、右上角部62から反時計回りに回って、室内部61における天面601、左側面603、底面602、右側面604に塗装を行う。以降は、上記と同様に、第1一巡塗装T1と第2一巡塗装T2とを繰り返し、ボディ6の室内部61に対して前方から後方へと順次塗装を行う。
【0049】
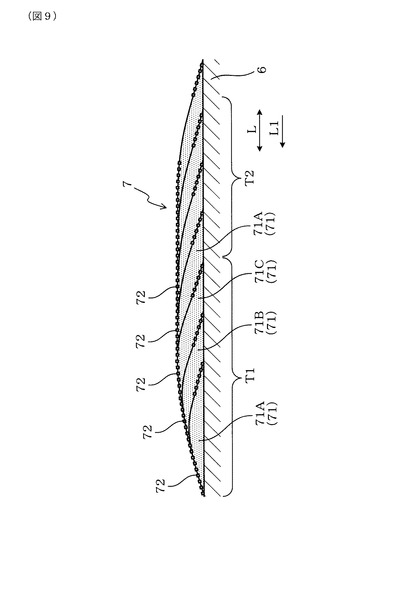
図9には、第1一巡塗装T1及び第2一巡塗装T2を繰り返して、ボディ6の室内部61の表面に形成した、中心塗膜層71及びダスト塗膜層72による塗膜層7を示す。
同図において、中心塗膜層71は、先頭塗装ガン4Aによる1段目(最下段)の層71Aと、隣接塗装ガン4Bによる2段目(中段)の層71Bと、後尾塗装ガン4Cによる3段目(最上段)の層71Cとが積層して形成される。そして、ボディ6の室内部61の表面においては、塗装開始端と塗装終了端とを除いて、最表面に、前方側L1に位置するダスト塗膜層72が露出する。また、ボディ6の室内部61の表面には、略均一な厚みで塗膜層7が形成される。
【0050】
本例のロボット塗装システム1においては、上記のごとく、3つの塗装ガン4A,4B,4Cを配設したフレーム部30を、3つの塗装ガン4A,4B,4Cが右斜めに並ぶ第1塗装状態401と、3つの塗装ガン4A,4B,4Cが左斜めに並ぶ第2塗装状態402とに可変させて、ボディ6の室内部61の表面に、光輝材を含有するメタリック塗料の塗装を行った。
そして、ボディ6の室内部61の表面において、塗装を行う両端の部位を除く全体に、中心塗膜層71の上にダスト塗膜層72を形成した。そのため、中心塗膜層71よりも塗膜が薄いダスト塗膜層72を、ボディ6の室内部61の表面に露出させることができ、塗装ムラの発生を抑制することができる。
【0051】
この塗装ムラの発生を抑制できる理由としては、次のように考える。
一般に、塗装を行う際には、塗膜は、その厚みが薄い方が塗装後に性状が変化しにくい性質を有する。特に、本例の塗装に用いた塗料はメタリック塗料であり、メタリック塗料は、形成する塗膜の厚みが小さいほど、光輝材の配向性がよくなる(向きが揃いやすい)性質を有する。これは、塗膜の厚みが小さいほど光輝材が流動しにくく、光輝材が一定の方向を向きやすいためである。
そこで、本例のロボット塗装システム1による塗装方法においては、中心塗膜層71の上に、塗膜の厚みが薄いダスト塗膜層72を形成することにより、メタリック塗装の品質を向上させ、メタリック塗装における塗装ムラの発生を抑制することができる。
【0052】
また、本例のロボット塗装システム1においては、第1塗装状態401を形成した第1一巡塗装T1と、第2塗装状態402を形成した第2一巡塗装T2とを交互に行い、複数の塗装ガン4A,4B,4Cの進行方向Dを互いに折り返して、自動車のボディ6における室内部61に塗装を行うことができる。これにより、第1塗装状態401を形成した第1一巡塗装T1と、第2塗装状態402を形成した第2一巡塗装T2とを切り替えるときに、ロボット2の各関節に発生したねじれを戻すために、3つの塗装ガン4A,4B,4Cによる塗装を一旦停止させる時間を極めて短くすることができる。また、場合によっては、複数の塗装ガン4A,4B,4Cによる塗装を一旦停止しないようにできる。そのため、塗装のサイクルタイムを短縮することができる。
【0053】
それ故、本例のロボット塗装システム1及びこれを用いた塗装方法によれば、被塗装対象に生じる塗装ムラの発生を抑制することができ、塗装のサイクルタイムを短縮することができる。
【0054】
(実施例2)
本例は、塗装治具3の構成が上記実施例1の場合とは異なる例である。
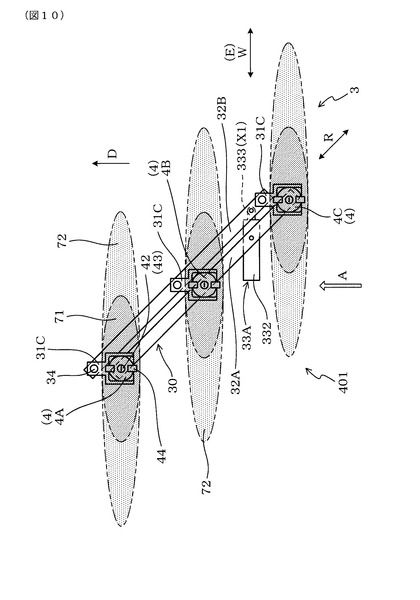
本例の塗装治具3におけるフレーム部30は、図10、図13に示すごとく、複数の塗装ガン4A,4B,4Cの一定方向Eとなる直交方向Wに直交して配置され塗装ガン4A,4B,4Cがそれぞれ取り付けられた複数の縦フレーム部31Cと、複数の縦フレーム部31Cの一端側を回動可能に連結する一端側平行フレーム部32Aと、複数の縦フレーム部31Cの他端側を回動可能に連結する他端側平行フレーム部32Bとからなる。本例のフレーム部30は、互いに平行な一対の平行フレーム部としての一端側平行フレーム部32A及び他端側平行フレーム部32Bを、複数の連結フレーム部としての複数の縦フレーム部31Cによって回動可能に連結して形成されている。
【0055】
図10、図12に示すごとく、本例の塗装治具3のフレーム部30は、第1塗装状態401と第2塗装状態402とのいずれを形成するときにおいても、複数の縦フレーム部31Cと一端側平行フレーム部32A及び他端側平行フレーム部32Bとによって平行四辺形を形成する。
本例の塗装治具3は、3つの塗装ガン4A,4B,4Cを設けたものであり、本例のフレーム部30においては、塗装ガン4A,4B,4Cが取り付けられた3つの縦フレーム部31Cが互いに平行に配置されている。なお、縦フレーム部31Cは、塗装ガン4の数に比例して設けることができ、例えば、塗装ガン4及び縦フレーム部31Cをそれぞれ4つとすることができる。
【0056】
各縦フレーム部31Cの両端部分と、一端側平行フレーム部32A及び他端側平行フレーム部32Bの両端部及び中間部とは、回動可能なピン等の軸部34によって連結されている。
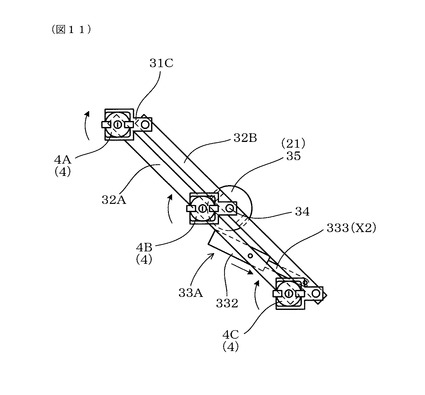
図11、図13に示すごとく、本例のロボット2のアーム先端部21は、ブラケット35によって他端側平行フレーム部32Bに取り付けられている。なお、アーム先端部21は、ブラケット35によって一端側平行フレーム部32Aに取り付けることもできる。
【0057】
各塗装ガン4A,4B,4Cは、各縦フレーム部31Cにおいて、アーム先端部21及びブラケット35が配置される側と反対側に配設されている。本例の塗装ガン4A,4B,4Cは、上記実施例1に示したものと同様の構成を有している。各塗装ガン4A,4B,4Cは、そのノズル部42が、各縦フレーム部31Cと一端側平行フレーム部32Aとを連結する軸部34の中心軸線上に位置するように、各縦フレーム部31Cに配設されている。
【0058】
図10に示すごとく、本例の駆動源は、一端側平行フレーム部32Aに回動可能に連結されたシリンダ本体部332に対して、他端側平行フレーム部32Bに回動可能に連結されたロッド部333をストロークさせるエアシリンダ33Aである。シリンダ本体部332は、一端側平行フレーム部32Aに対して、真ん中の縦フレーム部31Cと端の縦フレーム部31Cとが連結された位置の中間位置に回動可能に配設されている。ロッド部333は、他端側平行フレーム部32Bに対して、真ん中の縦フレーム部31Cと端の縦フレーム部31Cとが連結された位置の中間位置に回動可能に配設されている。
本例のエアシリンダ33Aは、第1塗装状態401において、シリンダ本体部332及びロッド部333が直交方向Wを向く状態で配置されている。
【0059】
図10に示すごとく、本例の塗装治具3においては、シリンダ本体部332に対してロッド部333が戻位置X1にあるときに第1塗装状態401を形成する。第1塗装状態401においては、複数の塗装ガン4A,4B,4Cの一定方向Eが塗装治具3の進行方向Dに対する直交方向Wを向き、一端側平行フレーム部32Aと他端側平行フレーム部32Bとが向き合い、複数の塗装ガン4A,4B,4Cが直交方向Wに対して傾斜する右斜め方向Rに並ぶ。また、第1塗装状態401においては、各縦フレーム部31Cが進行方向Dに平行に並ぶ。
【0060】
図11に示すごとく、塗装治具3において、第2塗装状態402を形成する際には、シリンダ本体部332に対してロッド部333を出位置X2にする。このとき、ロッド部333が戻位置X1から出位置X2に突出する方向に、各縦フレーム部31Cが90°回転し、他端側平行フレーム部32Bが一端側平行フレーム部32Aに平行な状態が維持される。そして、複数の塗装ガン4A,4B,4Cの一定方向Eが、第1塗装状態401に対して90°回転した方向を向く。
【0061】
また、図12に示すごとく、第2塗装状態402を形成する際には、複数の塗装ガン4A,4B,4Cの一定方向Eが塗装治具3の進行方向Dに対する直交方向Wを向くように、ロボット2のアーム先端部21及び塗装治具3の全体を、第1塗装状態401を形成した位置から90°回転させる。こうして、複数の塗装ガン4A,4B,4Cの一定方向Eが直交方向Wを向き、複数の塗装ガン4A,4B,4Cが直交方向Wに対して傾斜する左斜め方向Lに並ぶ第2塗装状態402が形成される。
なお、実際には、サイクルタイムの短縮のために、塗装治具3を第1塗装状態401と第2塗装状態402とに切り替える際には、エアシリンダ33Aのストローク動作とロボット2のアーム先端部21の回転動作とを同時に行う。
【0062】
また、本例においても、フレーム部30による第1塗装状態401と第2塗装状態402とは、左右対称の形状に形成される。また、本例の塗装治具3も、1つのエアシリンダ33Aによって、一端側平行フレーム部32A及び他端側平行フレーム部32Bが互いに平行な状態を保って、第1塗装状態401と第2塗装状態402とを形成する。
本例のロボット塗装システム1及びこれを用いた塗装方法によっても、上記実施例1の場合と同様にして、被塗装対象に生じる塗装ムラの発生を抑制することができ、塗装のサイクルタイムを短縮することができる。
本例においても、ロボット塗装システム1のその他の構成(図中の符号等)は、上記実施例1と同様であり、実施例1と同様の作用効果を得ることができる。
【0063】
(比較例1,2)
比較例1,2においては、図14に示すごとく、フレーム部90の形成状態が変化せず、3つの塗装ガン4がフレーム部90の横方向Wに対して常に同じ傾斜状態で並ぶ塗装治具9を用いて塗装を行う場合について示す。
比較例1においては、図15に示すごとく、ロボット2のアーム先端部21に取り付けた塗装治具9は、自動車のボディ6の前後方向Lを横切る方向において、右上角部62から反時計回りに回って、室内部61における天面601、左側面603、底面602、右側面604に、3つの塗装ガン4によって一巡目の塗装T1’を行う。次いで、塗装治具9は、右上角部62まで移動した後、後方側へ規定量移動し、右上角部62から時計回りに回って、室内部61における右側面604、床面602、左側面603、天面601に二巡目の塗装T2’を行う。その後、三巡目以降の塗装T3’は、上記と同様にして、反時計回りと時計回りとに繰り返し交互に回って行う。なお、図15は、比較例1の塗装方法について、自動車のボディ6の室内部61を後方から見た状態で示す。
【0064】
図16には、比較例1の塗装方法を行って、ボディ6の室内部61の表面に形成した中心塗膜層71及びダスト塗膜層72による塗膜層7を示す。
同図において、中心塗膜層71は、3つの塗装ガン4によって3つの層71A,71B,71Cが積層して形成される。しかし、二巡目の塗装T2’を行った後の塗膜層7においては、後尾塗装ガン4Cによる中心塗膜層71Cの上にダスト塗膜層72が形成されない。これにより、塗膜層7の最表面に、中心塗膜層71Cが露出する部分Xが形成される。そのため、この中心塗膜層71Cが露出する部分Xが、メタリック塗装における塗装ムラ(メタルムラ)を発生させる。この中心塗膜層71Cが露出する部分Xは、二巡目、四巡目、六巡目等の偶数巡目の塗装を行ったときに形成される。
【0065】
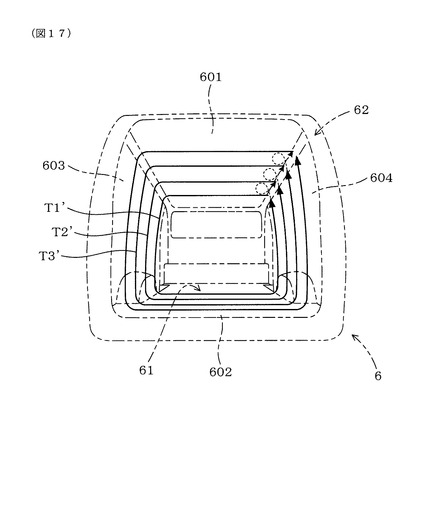
比較例2においては、図17に示すごとく、ロボット2のアーム先端部21に取り付けた塗装治具9は、ロボット2のアーム先端部21の移動によって、自動車のボディ6の前後方向Lを横切る方向において、右上角部62から反時計回りに回って、室内部61における天面601、左側面603、底面602、右側面604に、3つの塗装ガン4によって一巡目の塗装T1’を行う。次いで、右上角部62の近傍において、3つの塗装ガン4による塗装を一旦停止した状態で、ロボット2のアーム先端部21の移動によって各関節部に発生したねじれを戻し、ロボット2及び塗装治具9の姿勢を一巡目の塗装T1’を行う前の状態に戻す。その後、塗装治具9は、一巡目の塗装T1’と同様にして、二巡目以降の塗装T2’を行う。
なお、図17は、比較例2の塗装方法について、自動車のボディ6の室内部61を後方から見た状態で示す。
【0066】
比較例2においては、比較例1に示した塗装ムラは発生しない。しかし、ロボット2及び塗装治具9の姿勢を戻す際に、塗装ガン4による塗装を一旦停止する時間が長くなり、塗装のサイクルタイムが長くなってしまう。
このように、比較例1,2の塗装方法においては、いずれによっても、被塗装対象に生じる塗装ムラの発生を抑制することと、塗装のサイクルタイムを短縮することとを両立することはできない。従って、これらの両立を図るためには、上記実施例1又は2に記載したロボット塗装システム1を用いることが必要になる。
【符号の説明】
【0067】
1 ロボット塗装システム
2 ロボット
21 アーム先端部
3 塗装治具
30 フレーム部
31A,31B 横フレーム部
31C 縦フレーム部
32A 一端側平行フレーム部
32B 他端側平行フレーム部
33 駆動源
4A,4B,4C 塗装ガン
401 第1塗装状態
402 第2塗装状態
6 被塗装対象(自動車のボディ)
61 室内部
71 中心塗膜層
72 ダスト塗膜層
【技術分野】
【0001】
本発明は、ロボットを用いて塗装を行うロボット塗装システム及びこれを用いた塗装方法に関する。
【背景技術】
【0002】
自動車のボディを製造する工場等においては、ボディに対してロボットを用いた塗装が行われている。具体的には、ロボットのアーム先端部に、静電ベル方式やエア方式によって塗料を噴射する塗装ガンを取り付け、この塗装ガンをアーム先端部によって移動させて、ボディに塗装を行っている。また、塗装のサイクルタイムの短縮を図るため、アーム先端部に複数の塗装ガンを取り付け、複数の塗装ガンから同時に塗装することが行われている。
【0003】
ロボットに複数の塗装ガンを取り付けたものとしては、例えば、特許文献1に開示された塗装装置がある。この塗装装置は、軸芯まわりに回転可能な先端軸を有する単一の塗装ロボットと、塗装ロボットの先端軸に取り付けられ、先端軸の軸芯と交差する方向に並べられた複数の塗装ガンとを備えている。この塗装装置によれば、塗装ロボットにより、塗装ガンの進行方向を容易に変更することができ、複数の塗装ガンによる塗装幅を、所望とする塗装幅に容易に変更することができる。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平11−104533号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、複数の塗装ガンによって同時に塗装を行う際に、アーム先端部の進行方向に対して、複数の塗装ガンが並ぶ状態を一定にして塗装を行ったとしても、被塗装対象に塗装ムラ(塗装のばらつき)が生じることがわかった。
例えば、自動車の室内における、天面、左右の側面、床面の塗装を行う際には、ロボットの各関節の回転角度のねじれを戻しながら塗装を行うために、アーム先端部は、天面、左右の側面、床面に対して一方回りと他方回りとに交互に移動させる必要がある。この場合、被塗装対象における塗装状態が、一方回りに塗装したときと他方回りに塗装したときとで異なり、被塗装対象に塗装ムラが生じるおそれがある。
【0006】
また、アーム先端部を一方回りと他方回りとに交互に移動させる代わりに、天面、左右の側面、床面に対して一巡して塗装を行ったときに、塗装ガンによる塗装を一旦停止し、ロボットの各関節の回転角度のねじれを戻すことも考えられる。しかし、この場合には、塗装のサイクルタイムが長くなってしまう。
【0007】
本発明は、かかる従来の問題点に鑑みてなされたもので、被塗装対象に生じる塗装ムラの発生を抑制することができ、塗装のサイクルタイムを短縮することができるロボット塗装システム及びこれを用いた塗装方法を提供しようとするものである。
【課題を解決するための手段】
【0008】
本発明の一態様は、アーム先端部を位置及び姿勢を変更して3次元に移動させるロボットと、
上記アーム先端部に取り付けられたフレーム部と、該フレーム部の形成状態を可変させる駆動源と、上記フレーム部に複数配設された塗装ガンとを有する塗装治具と、を備えており、
上記複数の塗装ガンは、それぞれ一定方向に広がる状態で塗料を噴射し、該一定方向において、該塗料の噴射によって形成される中心塗膜層の両側に、該中心塗膜層よりも塗膜が薄いダスト塗膜層を形成するよう構成されており、
上記駆動源は、上記フレーム部の形成状態を、上記複数の塗装ガンの上記一定方向が上記塗装治具の進行方向に対する直交方向を向き、該複数の塗装ガンが上記直交方向に対して傾斜する右斜め方向に並ぶ第1塗装状態と、上記複数の塗装ガンの上記一定方向が上記直交方向を向き、該複数の塗装ガンが上記直交方向に対して傾斜する左斜め方向に並ぶ第2塗装状態とに可変させるよう構成されており、
上記塗装治具は、上記第1塗装状態と上記第2塗装状態とのいずれを形成するときにおいても、上記複数の塗装ガンのうち上記進行方向の先頭に位置する先頭塗装ガンによる上記中心塗膜層の上に、該先頭塗装ガンに隣接する隣接塗装ガンによる一方側の上記ダスト塗膜層を積層するよう構成されていることを特徴とするロボット塗装システムにある(請求項1)。
【発明の効果】
【0009】
上記ロボット塗装システムは、複数の塗装ガンを配設したフレーム部の形成状態を可変させることにより、アーム先端部の進行方向に対して複数の塗装ガンが斜めに並ぶ状態を可変させ、被塗装対象に生じる塗装ムラの発生を抑制して、短いサイクルタイムで塗装を行うものである。
具体的には、複数の塗装ガンは、塗料の噴射によって形成される中心塗膜層の両側に、ダスト塗膜層を形成するものである。また、駆動源は、フレーム部の形成状態を、第1塗装状態と第2塗装状態とに可変させるよう構成されている。また、塗装治具は、第1塗装状態と第2塗装状態とのいずれを形成するときにおいても、アーム先端部によって、複数の塗装ガンの一定方向が進行方向に対する直交方向を向く状態で移動するよう構成されている。
【0010】
ロボット塗装システムによって被塗装対象に塗装を行う際には、複数の塗装ガンが右斜め方向に並ぶフレーム部の第1塗装状態を形成する。そして、アーム先端部によって塗装治具を移動させ、複数の塗装ガンによって被塗装対象の一方向に塗装を行う。このとき、先頭塗装ガンから噴射された塗料による中心塗膜層の上に、隣接塗装ガンから噴射された塗料による一方側のダスト塗膜層を積層する。また、仮に、塗装ガンが3つ以上ある場合には、隣接塗装ガンから噴射された塗料による中心塗膜層の上に、この隣接塗装ガンにさらに隣接する別の隣接塗装ガンから噴射された塗料による一方側のダスト塗膜層を積層する。
【0011】
また、フレーム部の第1塗装状態を形成して、複数の塗装ガンによって被塗装対象の一方向に塗装を行った後には、複数の塗装ガンが左斜め方向に並ぶフレーム部の第2塗装状態を形成する。そして、第1塗装状態を形成して塗装を行った部位に隣接して、アーム先端部によって塗装治具を移動させ、複数の塗装ガンによって被塗装対象の一方向とは反対の他方向から折り返して塗装を行う。このとき、先頭塗装ガンから噴射された塗料による中心塗膜層の上に、隣接塗装ガンから噴射された塗料による一方側のダスト塗膜層を積層する。また、仮に、塗装ガンが3つ以上ある場合には、隣接塗装ガンから噴射された塗料による中心塗膜層の上に、この隣接塗装ガンにさらに隣接する別の隣接塗装ガンから噴射された塗料による一方側のダスト塗膜層を積層する。
【0012】
また、第2塗装状態を形成して塗装を行う際には、第1塗装状態を形成して塗装を行った中心塗膜層であって、複数の塗装ガンのうち塗装治具の進行方向後尾に位置する後尾塗装ガンによって形成されたもの上に、先頭塗装ガンから噴射された塗料による一方側のダスト塗膜層を積層する。
また、再び第1塗装状態を形成して塗装を行う際にも同様に、第2塗装状態を形成して塗装を行った中心塗膜層であって、複数の塗装ガンのうち塗装治具の進行方向後尾に位置する後尾塗装ガンによって形成されたもの上に、先頭塗装ガンから噴射された塗料による一方側のダスト塗膜層を積層することができる。また、これと同時に、第1塗装状態を形成して塗装を行う際には、先頭塗装ガンから噴射された塗料による中心塗膜層の上に、隣接塗装ガンから噴射された塗料による一方側のダスト塗膜層を積層することができる。
【0013】
これにより、被塗装対象において、塗装を行う両端の部位を除く全体において、中心塗膜層の上にダスト塗膜層を形成することができる。そのため、中心塗膜層よりも塗膜が薄いダスト塗膜層が被塗装対象における表面に露出させることができ、塗装ムラの発生を抑制することができる。
この塗装ムラの発生を抑制できる理由としては、次のように考える。
一般に、塗装を行う際には、塗膜は、その厚みが薄い方が塗装後に性状が変化しにくい性質を有する。そのため、中心塗膜層の上に、塗膜の厚みが薄いダスト塗膜層を形成することにより、塗装ムラの発生を抑制することができると考える。
【0014】
また、ロボット塗装システムにおいては、第1塗装状態と第2塗装状態とを交互に形成し、複数の塗装ガンの進行方向を互いに折り返して、被塗装対象に塗装を行うことができる。そして、第1塗装状態を形成して行う塗装と、第2塗装状態を形成して行う塗装とを切り替えるときに、ロボットの各関節に発生したねじれを戻すために、複数の塗装ガンによる塗装を一旦停止させる時間を極めて短くすることができる。また、場合によっては、複数の塗装ガンによる塗装を一旦停止しないようにできる。そのため、塗装のサイクルタイムを短縮することができる。
【0015】
それ故、上記ロボット塗装システムによれば、被塗装対象に生じる塗装ムラの発生を抑制することができ、塗装のサイクルタイムを短縮することができる。
【図面の簡単な説明】
【0016】
【図1】実施例1にかかる、ロボット塗装システムを示す構成図。
【図2】実施例1にかかる、塗装治具を示す正面図。
【図3】実施例1にかかる、塗装治具の中央横フレーム部の周辺を示す断面説明図。
【図4】実施例1にかかる、フレーム部の第1塗装状態を形成した塗装治具を示す正面図。
【図5】実施例1にかかる、フレーム部の第2塗装状態を形成した塗装治具を示す正面図。
【図6】実施例1にかかる、ロボット塗装システムの構成を示す構成図。
【図7】実施例1にかかる、自動車のボディの室内部を後方から見た状態で示し、第1一巡塗装と第2一巡塗装とを前後方向に位置ずれしながら繰り返す状態を示す説明図。
【図8】実施例1にかかる、塗装治具が第1一巡塗装と第2一巡塗装とを前後方向に位置ずれしながら繰り返す状態を、平面に展開して示す説明図。
【図9】実施例1にかかる、第1一巡塗装及び第2一巡塗装を繰り返して、ボディの室内部の表面に形成した、中心塗膜層及びダスト塗膜層による塗膜層を示す断面説明図。
【図10】実施例2にかかる、フレーム部の第1塗装状態を形成した塗装治具を示す正面図。
【図11】実施例2にかかる、エアシリンダを戻位置から出位置にストロークさせた状態の塗装治具を示す正面図。
【図12】実施例2にかかる、フレーム部の第2塗装状態を形成した塗装治具を示す正面図。
【図13】実施例2にかかる、フレーム部の第1塗装状態を形成した塗装治具を、図10のA方向から見た状態で示す側面図。
【図14】比較例1,2にかかる、塗装治具を示す正面図。
【図15】比較例1,2にかかる、塗装治具が一巡目の塗装と二巡目の塗装とを前後方向に位置ずれしながら繰り返す状態を、平面に展開して示す説明図。
【図16】比較例1,2にかかる、ボディの室内部の表面に形成した、中心塗膜層及びダスト塗膜層による塗膜層を示す断面説明図。
【図17】比較例1,2にかかる、自動車のボディの室内部を後方から見た状態で示し、前後方向に位置ずれしながら塗装を繰り返す状態を示す説明図。
【発明を実施するための形態】
【0017】
上述した本発明のロボット塗装システムにおける好ましい実施の形態につき説明する。
上記ロボット塗装システムにおいて、上記塗装ガンとしては、高圧の塗料を噴射するエアレス方式の他、帯電した塗料を噴射する静電方式、エアによって塗料を噴射するエア方式等の種々のものを用いることができる。
また、上記フレーム部による第1塗装状態と上記フレーム部による第2塗装状態とは、左右対称の形状に形成することができる(請求項2)。
この場合には、第1塗装状態と第2塗装状態との切り替えを簡単かつ迅速に行うことができる。
【0018】
また、上記フレーム部は、互いに平行な一対の平行フレーム部を、複数の連結フレーム部によって回動可能に連結して形成されており、上記塗装治具は、上記平行フレーム部又は上記連結フレーム部に設けられた1つの上記駆動源によって、上記一対の平行フレーム部が互いに平行な状態を保って、上記第1塗装状態と上記第2塗装状態とを形成するよう構成することができる(請求項3)。
この場合には、簡単な構造でフレーム部の剛性を確保することができる。また、第1塗装状態と第2塗装状態との切り替えを簡単かつ迅速に行うことができる。
【0019】
また、上記フレーム部は、上記直交方向に沿って配置され上記塗装ガンがそれぞれ取り付けられた複数の横フレーム部と、該複数の横フレーム部の一端側を回動可能に連結する一端側平行フレーム部と、上記複数の横フレーム部の他端側を回動可能に連結する他端側平行フレーム部とからなり、かつ、上記第1塗装状態と上記第2塗装状態とのいずれを形成するときにおいても、上記複数の横フレーム部と上記一端側平行フレーム部及び上記他端側平行フレーム部とによって平行四辺形を形成するよう構成することもできる(請求項4)。
この場合には、第1塗装状態及び第2塗装状態のいずれを形成するときにも、複数の塗装ガンによる塗料の噴射方向である一定方向がフレーム部の横方向を向く状態を、容易に形成することができる。
【0020】
また、平行四辺形を形成するフレーム部の構成により、次の効果を得ることもできる。すなわち、複数の横フレーム部に対する一端側平行フレーム部及び他端側平行フレーム部の傾倒角度を調整することにより、フレーム部の直交方向における複数の塗装ガンの配置間隔を任意に変更することができる。これにより、塗装ガンの種類に合わせて、塗装ガンの直交方向における配置間隔を任意に調整することができる。
なお、上記複数の横フレーム部は、上記複数の連結フレーム部に相当し、上記一端側平行フレーム部及び上記他端側平行フレーム部は、上記一対の平行フレーム部に相当する。
【0021】
また、上記横フレーム部は、上記塗装ガンが取り付けられた3つを互いに平行に配置し、該3つの横フレーム部のうち真ん中に位置する中央横フレーム部は、上記アーム先端部に固定し、上記駆動源は、上記中央横フレーム部に対して固定し、上記一端側平行フレーム部を駆動することにより、上記3つの横フレーム部のうち外側に位置する2つの外側横フレーム部を駆動して、上記第1塗装状態と上記第2塗装状態とを形成するよう構成し、上記先頭塗装ガンによる上記中心塗膜層の上に、上記隣接塗装ガンによる上記ダスト塗膜層を積層し、かつ、上記隣接塗装ガンによる上記中心塗膜層の上に、該隣接塗装ガンに隣接する後尾塗装ガンによる上記ダスト塗膜層を積層するよう構成することもできる(請求項5)。
この場合には、塗装治具におけるフレーム部をより簡単な構造にすることができ、ロボットのアーム先端部に加わる偏心荷重を少なくして、3つの塗装ガンによって、塗装ムラの発生を抑制して被塗装対象に塗装を行うことができる。
【0022】
また、上記フレーム部は、上記進行方向に配置され上記塗装ガンがそれぞれ取り付けられた複数の縦フレーム部と、該複数の縦フレーム部の一端側を回動可能に連結する一端側平行フレーム部と、上記複数の縦フレーム部の他端側を回動可能に連結する他端側平行フレーム部とからなり、かつ、上記第1塗装状態と上記第2塗装状態とのいずれを形成するときにおいても、上記複数の縦フレーム部と上記一端側平行フレーム部及び上記他端側平行フレーム部とによって平行四辺形を形成するよう構成することもできる(請求項6)。
【0023】
この場合にも、第1塗装状態及び第2塗装状態のいずれを形成するときにも、複数の塗装ガンによる塗料の噴射方向である一定方向がフレーム部の直交方向を向く状態を、容易に形成することができる。
また、平行四辺形を形成するフレーム部の構成により、上記と同様に、フレーム部の横方向における複数の塗装ガンの配置間隔を任意に変更することができる。これにより、塗装ガンの種類に合わせて、塗装ガンの横方向における配置間隔を任意に調整することができる。
【0024】
また、上記アーム先端部は、上記一端側平行フレーム部と上記他端側平行フレーム部とのいずれか一方に取り付けられており、上記駆動源は、上記一端側平行フレーム部に回動可能に連結されたシリンダ本体部に対して、上記他端側平行フレーム部に回動可能に連結されたロッド部をストロークさせるシリンダであり、上記シリンダ本体部に対して上記ロッド部が戻位置にあるときに上記第1塗装状態を形成し、上記シリンダ本体部に対して上記ロッド部が出位置にあって、上記アーム先端部が上記第1塗装状態を形成した位置から90°回転したときに上記第2塗装状態を形成するよう構成することもできる(請求項7)。
この場合には、シリンダ(特に空気圧シリンダ)を用いて塗装治具を構成することができ、塗装治具の構成を簡単にすることができる。また、シリンダを動作させる制御装置の構成を簡単にすることもできる。
【0025】
また、上記ロボット塗装システムは、自動車のボディにおける室内部を塗装するよう構成し、上記塗装治具は、上記第1塗装状態を形成したときには、上記室内部の前後方向を横切って、天面、左右の側面及び床面を一方向に回る第1一巡塗装を行い、上記第2塗装状態を形成したときには、上記室内部の前後方向を横切って、天面、左右の側面及び床面を他方向に回る第2一巡塗装を行うよう構成し、かつ、上記第1一巡塗装と上記第2一巡塗装とを、上記室内部の前後方向における一方から他方へ該前後方向に順次位置ずれしながら繰り返し、上記第1一巡塗装を行う際に上記後尾塗装ガンによって形成された上記中心塗膜層の上に、上記第2一巡塗装を行う際に上記先頭塗装ガンによって上記ダスト塗膜層を積層するよう構成することができる(請求項8)。
この場合には、第1塗装状態による第1一巡移動と、第2塗装状態による第2一巡移動とを繰り返すことにより、自動車のボディにおける室内部を、塗装ムラの発生を抑制して、短いサイクルタイムで塗装することができる。
【0026】
また、上記ロボット塗装システムを用いることにより、次の塗装方法の発明を実現することができる。
この塗装方法の発明は、上記ロボット塗装システムを用いて、自動車のボディにおける室内部を塗装する方法であって、
上記塗装治具は、上記第1塗装状態を形成したときには、上記室内部の前後方向を横切って、天面、左右の側面及び床面を一方向に回る第1一巡塗装を行い、上記第2塗装状態を形成したときには、上記室内部の前後方向を横切って、天面、左右の側面及び床面を他方向に回る第2一巡塗装を行うよう構成しておき、
上記第1一巡塗装と上記第2一巡塗装とを、上記室内部の前後方向における一方から他方へ該前後方向に順次位置ずれしながら繰り返し、上記第1一巡塗装を行う際に上記後尾塗装ガンによって形成された上記中心塗膜層の上に、上記第2一巡塗装を行う際に上記先頭塗装ガンによって上記ダスト塗膜層を積層することを特徴とするロボット塗装システムを用いた塗装方法にある(請求項9)。
【0027】
この塗装方法によれば、第1塗装状態による第1一巡移動と、第2塗装状態による第2一巡移動とを繰り返すことにより、自動車のボディにおける室内部を、塗装ムラの発生を抑制して、短いサイクルタイムで塗装することができる。
【0028】
また、上記複数の塗装ガンから噴射する塗料は、光輝材を含有するメタリック塗料とすることができる(請求項10)。
一般に、メタリック塗料においては、形成する塗膜の厚みが小さいほど、光輝材の配向性がよくなり(光輝材の向きが揃いやすくなり)、塗装の品質が向上する。従って、この場合には、被塗装対象における塗装部位のほぼ全体において、中心塗膜層の上にダスト塗膜層を形成することにより、メタリック塗装における塗装ムラの発生を抑制することができる。
【実施例】
【0029】
以下に、ロボット塗装システム及びこれを用いた塗装方法にかかる実施例につき、図面を参照して説明する。
(実施例1)
本例のロボット塗装システム1は、図1〜図3に示すごとく、アーム先端部21を位置及び姿勢を変更して3次元に移動させるロボット2と、アーム先端部21に取り付けられたフレーム部30、フレーム部30の形成状態を可変させる駆動源33、及びフレーム部30に複数配設された塗装ガン4とを有する塗装治具3とを備えている。
図4、図5に示すごとく、複数の塗装ガン4A,4B,4Cは、それぞれ一定方向Eに広がる状態で塗料を噴射し、一定方向Eにおいて、塗料の噴射によって形成される中心塗膜層71の両側に、中心塗膜層71よりも塗膜が薄いダスト塗膜層72を形成するよう構成されている。
【0030】
駆動源33は、図4に示すごとく、フレーム部30の形成状態を、複数の塗装ガン4A,4B,4Cの一定方向Eがフレーム部30の横方向W(塗装治具3の進行方向Dに対する直交方向)を向き、複数の塗装ガン4A,4B,4Cが横方向(直交方向)Wに対して傾斜する右斜め方向Rに並ぶ第1塗装状態401と、図5に示すごとく、複数の塗装ガン4A,4B,4Cの一定方向Eがフレーム部30の横方向Wを向き、複数の塗装ガン4A,4B,4Cが横方向Wに対して傾斜する左斜め方向Lに並ぶ第2塗装状態402とに可変させるよう構成されている。
塗装治具3は、第1塗装状態401と第2塗装状態402とのいずれを形成するときにおいても、アーム先端部21によってフレーム部30の縦方向Hに沿って移動し、かつ、複数の塗装ガン4A,4B,4Cのうち塗装治具3の進行方向Dの先頭に位置する先頭塗装ガン4Aによる中心塗膜層71の上に、先頭塗装ガン4Aに隣接する隣接塗装ガン4Bによる一方側のダスト塗膜層72を積層するよう構成されている。
【0031】
以下に、本例のロボット塗装システム1及びこれを用いた塗装方法につき、図1〜図9を参照して詳説する。
本例のロボット塗装システム1は、ロボット2としての多関節ロボット2の教示を行って、この教示を行ったデータを再現して、複数の塗装ガン4A,4B,4Cによる塗装を行うものである。
図1、図6に示すごとく、本例の多関節ロボット2における各アーム20の回転軸はサーボモータ22によって駆動するよう構成されており、各サーボモータ22は、制御コントローラ50によって制御される。また、アーム先端部21の位置・姿勢、移動軌道、移動速度、各回転軸の角度等は、教示ペンダント51によって調整、教示が可能である。
【0032】
多関節ロボット2の各関節を構成するサーボモータ22は、制御盤5に配置した制御コンピュータ50によって、回転量及び回転速度を調整するよう構成されている。制御コンピュータ50には、教示ペンダント51によって教示されたアーム先端部21の位置及び姿勢を記憶した教示プログラムが格納されている。
本例の塗装治具3を構成する駆動源33は、モータ33であり、このモータ33は、制御コンピュータ50によって動作するよう構成されている。
【0033】
図7は、自動車のボディ6の室内部61を後方から見た状態で示し、第1一巡塗装T1と第2一巡塗装T2とを前後方向Lに位置ずれしながら繰り返す状態を示す。
同図に示すごとく、本例のロボット塗装システム1によって塗装を行う被塗装対象は、自動車のボディ6である。本例においては、多関節ロボット2のアーム先端部21に取り付けた塗装治具3を、ボディ6の室内部61の表面に対向して移動させる。そして、塗装治具3を、前後方向Lを横切る方向の一方向と他方向とへ交互に巡回させるとともに、ボディ6の室内部61に対して前後方向Lの一方から他方へ順次送りながら塗装を行う。
【0034】
図2、図3に示すごとく、本例の塗装ガン4は、塗料の噴射自体にはエアを用いず、高圧の塗料を噴射させるよう構成されたエアレスガンである。このエアレスガンは、塗料の吐出量が多く、その塗着効率が高い。塗装ガン4は、高圧の塗料が供給される容器部41と、容器部41の端部に設けたノズル部42とを有している。ノズル部42には、中央部分に塗料を噴射する塗料噴射口43が形成されており、塗料噴射口43を挟む両側には、エアを噴射するエア噴射口44が形成されている。そして、図4、図5に示すごとく、塗料噴射口43から高圧の塗料を噴射するとともに、2つのエア噴射口44からエアを噴射する。これにより、互いに衝突するエアによって、中心塗膜層71の両側に、一定方向Eに広がったダスト塗膜層72とを形成する。
また、本例の複数の塗装ガン4A,4B,4Cから噴射する塗料には、光輝材を含有するメタリック塗料を用いる。
【0035】
図2に示すごとく、本例の塗装治具3におけるフレーム部30は、横方向Wに沿って配置され塗装ガン4がそれぞれ取り付けられた複数の横フレーム部31A,31Bと、複数の横フレーム部31A,31Bの一端側を回動可能に連結する一端側平行フレーム部32Aと、複数の横フレーム部31A,31Bの他端側を回動可能に連結する他端側平行フレーム部32Bとからなる。本例のフレーム部30は、互いに平行な一対の平行フレーム部としての一端側平行フレーム部32A及び他端側平行フレーム部32Bを、複数の連結フレーム部としての複数の横フレーム部31A,31Bによって回動可能に連結して形成されている。
【0036】
そして、フレーム部30は、塗装を行わない待機状態においては、横フレーム部31A,31Bと一端側平行フレーム部32A及び他端側平行フレーム部32Bとによって、四角形を形成している。また、図4、図5に示すごとく、フレーム部30は、第1塗装状態401と第2塗装状態402とのいずれを形成するときにおいても、複数の横フレーム部31A,31Bと一端側平行フレーム部32A及び他端側平行フレーム部32Bとによって平行四辺形を形成する。また、フレーム部30による第1塗装状態401と第2塗装状態402とは、左右対称の形状に形成される。
【0037】
図2に示すごとく、本例の塗装治具3は、3つの塗装ガン4A,4B,4Cを設けたものであり、本例のフレーム部30においては、塗装ガン4が取り付けられた3つの横フレーム部31A,31Bが互いに平行に配置されている。3つの横フレーム部31A,31Bのうち真ん中に位置する中央横フレーム部31Aは、アーム先端部21に固定されている。
【0038】
図3に示すごとく、駆動源33としてのモータ33は、中央横フレーム部31Aに対して固定されており、モータ33の出力部331は、中央横フレーム部31Aに対して一端側平行フレーム部32Aを駆動するよう構成されている。各横フレーム部31A,31Bの両端部と、一端側平行フレーム部32A及び他端側平行フレーム部32Bの両端部及び中間部とは、回動可能なピン等の軸部34によって連結されている。
本例の塗装治具3は、中央横フレーム部31Aに固定された1つのモータ33によって、一端側平行フレーム部32A及び他端側平行フレーム部32Bが互いに平行な状態を保って、第1塗装状態401と第2塗装状態402とを形成するよう構成されている。
【0039】
そして、図4に示すごとく、モータ33を一方向に回転させて一端側平行フレーム部32Aを一方側に傾倒させると、3つの横フレーム部31A,31Bのうち外側に位置する2つの外側横フレーム部31Bが、横方向Wに平行な状態を維持したまま横方向Wの互いに反対側に移動するとともに、他端側平行フレーム部32Bが一端側平行フレーム部32Aと平行に傾倒する。こうして、フレーム部30が平行四辺形に形成された第1塗装状態401が形成される。
【0040】
一方、図5に示すごとく、モータ33を他方向に回転させて一端側平行フレーム部32Aを他方側に傾倒させると、3つの横フレーム部31A,31Bのうち外側に位置する2つの外側横フレーム部31Bが、横方向Wに平行な状態を維持したまま横方向Wの互いに反対側に移動するとともに、他端側平行フレーム部32Bが一端側平行フレーム部32Aと平行に傾倒する。こうして、フレーム部30が平行四辺形に形成された第2塗装状態402が形成される。
【0041】
図8は、塗装治具3が第1一巡塗装T1と第2一巡塗装T2とを前後方向Lに位置ずれしながら繰り返す状態を、平面に展開して示す。
同図に示すごとく、ロボット塗装システム1は、教示ペンダント51を用いて教示を行った教示プログラムにより、第1塗装状態401又は第2塗装状態402を形成して被塗装対象に塗装を行うときには、塗装治具3の進行方向Dの先頭に位置する先頭塗装ガン4Aによる中心塗膜層71の上に、隣接塗装ガン4Bによる一方側のダスト塗膜層72を形成し、かつ、隣接塗装ガン4Bによる中心塗膜層71の上に、隣接塗装ガン4Bに隣接する後尾塗装ガン4Cによる一方側のダスト塗膜層72を形成するよう構成されている。
【0042】
図4に示すごとく、第1塗装状態401を形成する際には、3つの塗装ガン4A,4B,4Cのうち一方の外側横フレーム部31Bに設けた塗装ガン4が先頭塗装ガン4Aとなり、他方の外側横フレーム部31Bに設けた塗装ガン4が後尾塗装ガン4Cとなる。また、図5に示すごとく、第2塗装状態402を形成する際には、一方の外側横フレーム部31Bに設けた塗装ガン4が後尾塗装ガン4Cとなり、他方の外側横フレーム部31Bに設けた塗装ガン4が先頭塗装ガン4Aとなる。
【0043】
図7に示すごとく、本例の塗装治具3は、第1塗装状態401を形成したときには、室内部61の前後方向Lを横切って、天面601、左右の側面603,604及び床面602を一方向に回る第1一巡塗装T1を行い、第2塗装状態402を形成したときには、室内部61の前後方向Lを横切って、天面601、左右の側面603,604及び床面602を他方向に回る第2一巡塗装T2を行うよう構成されている。また、塗装治具3は、第1一巡塗装T1と第2一巡塗装T2とを、室内部61の前後方向Lにおける一方から他方へ前後方向Lに順次位置ずれしながら繰り返し、第1一巡塗装T1を行う際に後尾塗装ガン4Cによって形成された中心塗膜層71の上に、第2一巡塗装T2を行う際に先頭塗装ガン4Aによって一方側のダスト塗膜層72を積層するよう構成されている。
【0044】
図7に示すごとく、塗装治具3は、第1塗装状態401を形成し、右上角部62から反時計回りに回って、室内部61における天面601、左側面603、底面602、右側面604に第1一巡塗装T1を行う。また、図8に示すごとく、塗装治具3は、多関節ロボット2のアーム先端部21によって、先頭塗装ガン4Aを最も前方側(塗装開始端側)L1に位置させて移動させる。このとき、先頭塗装ガン4Aが塗装を行う直後に隣接塗装ガン4Bが塗装を行い、隣接塗装ガン4Bが塗装を行う直後に後尾塗装ガン4Cが塗装を行う。そして、3つの塗装ガン4A,4B,4Cは、両側に形成されるダスト塗膜層72のうち前方側L1に形成されるダスト塗膜層72が最表面に残るように、ダスト塗膜層72の形成幅分だけフレーム部30の横方向Wにずれた状態で、塗装を行う。
【0045】
次いで、第1塗装状態401を形成した塗装治具3が室内部61を一巡して右上角部62まで移動したときには、駆動源33によって、フレーム部30の形成状態を第1塗装状態401から第2塗装状態402に変更する。また、この変更を行うとともに、多関節ロボット2のアーム先端部21の移動によって塗装治具3をボディ6の後方側へ規定量移動させる。この規定量の移動は、第1塗装状態401を形成したときの後尾塗装ガン4Cによる中心塗膜層71Cの上に、第2塗装状態402を形成したときの先頭塗装ガン4Aによる前方側L1のダスト塗膜層72Aが被るようにして行う。
【0046】
そして、図7に示すごとく、第2塗装状態402を形成した塗装治具3は、右上角部62から時計回りに回って、室内部61における右側面604、床面602、左側面603、天面601に第2一巡塗装T2を行う。また、図8に示すごとく、塗装治具3は、多関節ロボット2のアーム先端部21によって、先頭塗装ガン4Aを最も前方側(塗装開始端側)L1に位置させて移動させる。この先頭塗装ガン4Aは、第1塗装状態401を形成したときには後尾塗装ガン4Cを構成したものである。このとき、先頭塗装ガン4Aが塗装を行う直後に隣接塗装ガン4Bが塗装を行い、隣接塗装ガン4Bが塗装を行う直後に後尾塗装ガン4Cが塗装を行う。そして、3つの塗装ガン4A,4B,4Cは、両側に形成されるダスト塗膜層72のうち前方側L1に形成されるダスト塗膜層72が最表面に残るように、ダスト塗膜層72の形成幅分だけフレーム部30の横方向Wにずれた状態で、塗装を行う。
【0047】
次いで、第2塗装状態402を形成した塗装治具3が室内部61を一巡して右上角部62まで移動したときには、駆動源33によって、フレーム部30の形成状態を第2塗装状態402から第1塗装状態401に変更する。また、この変更を行うとともに、多関節ロボット2のアーム先端部21の移動によって塗装治具3をボディ6の後方側へ規定量移動させる。この規定量の移動は、第2塗装状態402を形成したときの後尾塗装ガン4Cによる中心塗膜層71の上に、第1塗装状態401を形成したときの先頭塗装ガン4Aによる前方側L1のダスト塗膜層72が被るようにして行う。
【0048】
そして、図7に示すごとく、第1塗装状態401を形成した塗装治具3は、右上角部62から反時計回りに回って、室内部61における天面601、左側面603、底面602、右側面604に塗装を行う。以降は、上記と同様に、第1一巡塗装T1と第2一巡塗装T2とを繰り返し、ボディ6の室内部61に対して前方から後方へと順次塗装を行う。
【0049】
図9には、第1一巡塗装T1及び第2一巡塗装T2を繰り返して、ボディ6の室内部61の表面に形成した、中心塗膜層71及びダスト塗膜層72による塗膜層7を示す。
同図において、中心塗膜層71は、先頭塗装ガン4Aによる1段目(最下段)の層71Aと、隣接塗装ガン4Bによる2段目(中段)の層71Bと、後尾塗装ガン4Cによる3段目(最上段)の層71Cとが積層して形成される。そして、ボディ6の室内部61の表面においては、塗装開始端と塗装終了端とを除いて、最表面に、前方側L1に位置するダスト塗膜層72が露出する。また、ボディ6の室内部61の表面には、略均一な厚みで塗膜層7が形成される。
【0050】
本例のロボット塗装システム1においては、上記のごとく、3つの塗装ガン4A,4B,4Cを配設したフレーム部30を、3つの塗装ガン4A,4B,4Cが右斜めに並ぶ第1塗装状態401と、3つの塗装ガン4A,4B,4Cが左斜めに並ぶ第2塗装状態402とに可変させて、ボディ6の室内部61の表面に、光輝材を含有するメタリック塗料の塗装を行った。
そして、ボディ6の室内部61の表面において、塗装を行う両端の部位を除く全体に、中心塗膜層71の上にダスト塗膜層72を形成した。そのため、中心塗膜層71よりも塗膜が薄いダスト塗膜層72を、ボディ6の室内部61の表面に露出させることができ、塗装ムラの発生を抑制することができる。
【0051】
この塗装ムラの発生を抑制できる理由としては、次のように考える。
一般に、塗装を行う際には、塗膜は、その厚みが薄い方が塗装後に性状が変化しにくい性質を有する。特に、本例の塗装に用いた塗料はメタリック塗料であり、メタリック塗料は、形成する塗膜の厚みが小さいほど、光輝材の配向性がよくなる(向きが揃いやすい)性質を有する。これは、塗膜の厚みが小さいほど光輝材が流動しにくく、光輝材が一定の方向を向きやすいためである。
そこで、本例のロボット塗装システム1による塗装方法においては、中心塗膜層71の上に、塗膜の厚みが薄いダスト塗膜層72を形成することにより、メタリック塗装の品質を向上させ、メタリック塗装における塗装ムラの発生を抑制することができる。
【0052】
また、本例のロボット塗装システム1においては、第1塗装状態401を形成した第1一巡塗装T1と、第2塗装状態402を形成した第2一巡塗装T2とを交互に行い、複数の塗装ガン4A,4B,4Cの進行方向Dを互いに折り返して、自動車のボディ6における室内部61に塗装を行うことができる。これにより、第1塗装状態401を形成した第1一巡塗装T1と、第2塗装状態402を形成した第2一巡塗装T2とを切り替えるときに、ロボット2の各関節に発生したねじれを戻すために、3つの塗装ガン4A,4B,4Cによる塗装を一旦停止させる時間を極めて短くすることができる。また、場合によっては、複数の塗装ガン4A,4B,4Cによる塗装を一旦停止しないようにできる。そのため、塗装のサイクルタイムを短縮することができる。
【0053】
それ故、本例のロボット塗装システム1及びこれを用いた塗装方法によれば、被塗装対象に生じる塗装ムラの発生を抑制することができ、塗装のサイクルタイムを短縮することができる。
【0054】
(実施例2)
本例は、塗装治具3の構成が上記実施例1の場合とは異なる例である。
本例の塗装治具3におけるフレーム部30は、図10、図13に示すごとく、複数の塗装ガン4A,4B,4Cの一定方向Eとなる直交方向Wに直交して配置され塗装ガン4A,4B,4Cがそれぞれ取り付けられた複数の縦フレーム部31Cと、複数の縦フレーム部31Cの一端側を回動可能に連結する一端側平行フレーム部32Aと、複数の縦フレーム部31Cの他端側を回動可能に連結する他端側平行フレーム部32Bとからなる。本例のフレーム部30は、互いに平行な一対の平行フレーム部としての一端側平行フレーム部32A及び他端側平行フレーム部32Bを、複数の連結フレーム部としての複数の縦フレーム部31Cによって回動可能に連結して形成されている。
【0055】
図10、図12に示すごとく、本例の塗装治具3のフレーム部30は、第1塗装状態401と第2塗装状態402とのいずれを形成するときにおいても、複数の縦フレーム部31Cと一端側平行フレーム部32A及び他端側平行フレーム部32Bとによって平行四辺形を形成する。
本例の塗装治具3は、3つの塗装ガン4A,4B,4Cを設けたものであり、本例のフレーム部30においては、塗装ガン4A,4B,4Cが取り付けられた3つの縦フレーム部31Cが互いに平行に配置されている。なお、縦フレーム部31Cは、塗装ガン4の数に比例して設けることができ、例えば、塗装ガン4及び縦フレーム部31Cをそれぞれ4つとすることができる。
【0056】
各縦フレーム部31Cの両端部分と、一端側平行フレーム部32A及び他端側平行フレーム部32Bの両端部及び中間部とは、回動可能なピン等の軸部34によって連結されている。
図11、図13に示すごとく、本例のロボット2のアーム先端部21は、ブラケット35によって他端側平行フレーム部32Bに取り付けられている。なお、アーム先端部21は、ブラケット35によって一端側平行フレーム部32Aに取り付けることもできる。
【0057】
各塗装ガン4A,4B,4Cは、各縦フレーム部31Cにおいて、アーム先端部21及びブラケット35が配置される側と反対側に配設されている。本例の塗装ガン4A,4B,4Cは、上記実施例1に示したものと同様の構成を有している。各塗装ガン4A,4B,4Cは、そのノズル部42が、各縦フレーム部31Cと一端側平行フレーム部32Aとを連結する軸部34の中心軸線上に位置するように、各縦フレーム部31Cに配設されている。
【0058】
図10に示すごとく、本例の駆動源は、一端側平行フレーム部32Aに回動可能に連結されたシリンダ本体部332に対して、他端側平行フレーム部32Bに回動可能に連結されたロッド部333をストロークさせるエアシリンダ33Aである。シリンダ本体部332は、一端側平行フレーム部32Aに対して、真ん中の縦フレーム部31Cと端の縦フレーム部31Cとが連結された位置の中間位置に回動可能に配設されている。ロッド部333は、他端側平行フレーム部32Bに対して、真ん中の縦フレーム部31Cと端の縦フレーム部31Cとが連結された位置の中間位置に回動可能に配設されている。
本例のエアシリンダ33Aは、第1塗装状態401において、シリンダ本体部332及びロッド部333が直交方向Wを向く状態で配置されている。
【0059】
図10に示すごとく、本例の塗装治具3においては、シリンダ本体部332に対してロッド部333が戻位置X1にあるときに第1塗装状態401を形成する。第1塗装状態401においては、複数の塗装ガン4A,4B,4Cの一定方向Eが塗装治具3の進行方向Dに対する直交方向Wを向き、一端側平行フレーム部32Aと他端側平行フレーム部32Bとが向き合い、複数の塗装ガン4A,4B,4Cが直交方向Wに対して傾斜する右斜め方向Rに並ぶ。また、第1塗装状態401においては、各縦フレーム部31Cが進行方向Dに平行に並ぶ。
【0060】
図11に示すごとく、塗装治具3において、第2塗装状態402を形成する際には、シリンダ本体部332に対してロッド部333を出位置X2にする。このとき、ロッド部333が戻位置X1から出位置X2に突出する方向に、各縦フレーム部31Cが90°回転し、他端側平行フレーム部32Bが一端側平行フレーム部32Aに平行な状態が維持される。そして、複数の塗装ガン4A,4B,4Cの一定方向Eが、第1塗装状態401に対して90°回転した方向を向く。
【0061】
また、図12に示すごとく、第2塗装状態402を形成する際には、複数の塗装ガン4A,4B,4Cの一定方向Eが塗装治具3の進行方向Dに対する直交方向Wを向くように、ロボット2のアーム先端部21及び塗装治具3の全体を、第1塗装状態401を形成した位置から90°回転させる。こうして、複数の塗装ガン4A,4B,4Cの一定方向Eが直交方向Wを向き、複数の塗装ガン4A,4B,4Cが直交方向Wに対して傾斜する左斜め方向Lに並ぶ第2塗装状態402が形成される。
なお、実際には、サイクルタイムの短縮のために、塗装治具3を第1塗装状態401と第2塗装状態402とに切り替える際には、エアシリンダ33Aのストローク動作とロボット2のアーム先端部21の回転動作とを同時に行う。
【0062】
また、本例においても、フレーム部30による第1塗装状態401と第2塗装状態402とは、左右対称の形状に形成される。また、本例の塗装治具3も、1つのエアシリンダ33Aによって、一端側平行フレーム部32A及び他端側平行フレーム部32Bが互いに平行な状態を保って、第1塗装状態401と第2塗装状態402とを形成する。
本例のロボット塗装システム1及びこれを用いた塗装方法によっても、上記実施例1の場合と同様にして、被塗装対象に生じる塗装ムラの発生を抑制することができ、塗装のサイクルタイムを短縮することができる。
本例においても、ロボット塗装システム1のその他の構成(図中の符号等)は、上記実施例1と同様であり、実施例1と同様の作用効果を得ることができる。
【0063】
(比較例1,2)
比較例1,2においては、図14に示すごとく、フレーム部90の形成状態が変化せず、3つの塗装ガン4がフレーム部90の横方向Wに対して常に同じ傾斜状態で並ぶ塗装治具9を用いて塗装を行う場合について示す。
比較例1においては、図15に示すごとく、ロボット2のアーム先端部21に取り付けた塗装治具9は、自動車のボディ6の前後方向Lを横切る方向において、右上角部62から反時計回りに回って、室内部61における天面601、左側面603、底面602、右側面604に、3つの塗装ガン4によって一巡目の塗装T1’を行う。次いで、塗装治具9は、右上角部62まで移動した後、後方側へ規定量移動し、右上角部62から時計回りに回って、室内部61における右側面604、床面602、左側面603、天面601に二巡目の塗装T2’を行う。その後、三巡目以降の塗装T3’は、上記と同様にして、反時計回りと時計回りとに繰り返し交互に回って行う。なお、図15は、比較例1の塗装方法について、自動車のボディ6の室内部61を後方から見た状態で示す。
【0064】
図16には、比較例1の塗装方法を行って、ボディ6の室内部61の表面に形成した中心塗膜層71及びダスト塗膜層72による塗膜層7を示す。
同図において、中心塗膜層71は、3つの塗装ガン4によって3つの層71A,71B,71Cが積層して形成される。しかし、二巡目の塗装T2’を行った後の塗膜層7においては、後尾塗装ガン4Cによる中心塗膜層71Cの上にダスト塗膜層72が形成されない。これにより、塗膜層7の最表面に、中心塗膜層71Cが露出する部分Xが形成される。そのため、この中心塗膜層71Cが露出する部分Xが、メタリック塗装における塗装ムラ(メタルムラ)を発生させる。この中心塗膜層71Cが露出する部分Xは、二巡目、四巡目、六巡目等の偶数巡目の塗装を行ったときに形成される。
【0065】
比較例2においては、図17に示すごとく、ロボット2のアーム先端部21に取り付けた塗装治具9は、ロボット2のアーム先端部21の移動によって、自動車のボディ6の前後方向Lを横切る方向において、右上角部62から反時計回りに回って、室内部61における天面601、左側面603、底面602、右側面604に、3つの塗装ガン4によって一巡目の塗装T1’を行う。次いで、右上角部62の近傍において、3つの塗装ガン4による塗装を一旦停止した状態で、ロボット2のアーム先端部21の移動によって各関節部に発生したねじれを戻し、ロボット2及び塗装治具9の姿勢を一巡目の塗装T1’を行う前の状態に戻す。その後、塗装治具9は、一巡目の塗装T1’と同様にして、二巡目以降の塗装T2’を行う。
なお、図17は、比較例2の塗装方法について、自動車のボディ6の室内部61を後方から見た状態で示す。
【0066】
比較例2においては、比較例1に示した塗装ムラは発生しない。しかし、ロボット2及び塗装治具9の姿勢を戻す際に、塗装ガン4による塗装を一旦停止する時間が長くなり、塗装のサイクルタイムが長くなってしまう。
このように、比較例1,2の塗装方法においては、いずれによっても、被塗装対象に生じる塗装ムラの発生を抑制することと、塗装のサイクルタイムを短縮することとを両立することはできない。従って、これらの両立を図るためには、上記実施例1又は2に記載したロボット塗装システム1を用いることが必要になる。
【符号の説明】
【0067】
1 ロボット塗装システム
2 ロボット
21 アーム先端部
3 塗装治具
30 フレーム部
31A,31B 横フレーム部
31C 縦フレーム部
32A 一端側平行フレーム部
32B 他端側平行フレーム部
33 駆動源
4A,4B,4C 塗装ガン
401 第1塗装状態
402 第2塗装状態
6 被塗装対象(自動車のボディ)
61 室内部
71 中心塗膜層
72 ダスト塗膜層
【特許請求の範囲】
【請求項1】
アーム先端部を位置及び姿勢を変更して3次元に移動させるロボットと、
上記アーム先端部に取り付けられたフレーム部と、該フレーム部の形成状態を可変させる駆動源と、上記フレーム部に複数配設された塗装ガンとを有する塗装治具と、を備えており、
上記複数の塗装ガンは、それぞれ一定方向に広がる状態で塗料を噴射し、該一定方向において、該塗料の噴射によって形成される中心塗膜層の両側に、該中心塗膜層よりも塗膜が薄いダスト塗膜層を形成するよう構成されており、
上記駆動源は、上記フレーム部の形成状態を、上記複数の塗装ガンの上記一定方向が上記塗装治具の進行方向に対する直交方向を向き、該複数の塗装ガンが上記直交方向に対して傾斜する右斜め方向に並ぶ第1塗装状態と、上記複数の塗装ガンの上記一定方向が上記直交方向を向き、該複数の塗装ガンが上記直交方向に対して傾斜する左斜め方向に並ぶ第2塗装状態とに可変させるよう構成されており、
上記塗装治具は、上記第1塗装状態と上記第2塗装状態とのいずれを形成するときにおいても、上記複数の塗装ガンのうち上記進行方向の先頭に位置する先頭塗装ガンによる上記中心塗膜層の上に、該先頭塗装ガンに隣接する隣接塗装ガンによる一方側の上記ダスト塗膜層を積層するよう構成されていることを特徴とするロボット塗装システム。
【請求項2】
請求項1に記載のロボット塗装システムにおいて、上記フレーム部による第1塗装状態と上記フレーム部による第2塗装状態とは、左右対称の形状に形成されることを特徴とするロボット塗装システム。
【請求項3】
請求項1又は2に記載のロボット塗装システムにおいて、上記フレーム部は、互いに平行な一対の平行フレーム部を、複数の連結フレーム部によって回動可能に連結して形成されており、
上記塗装治具は、上記平行フレーム部又は上記連結フレーム部に設けられた1つの上記駆動源によって、上記一対の平行フレーム部が互いに平行な状態を保って、上記第1塗装状態と上記第2塗装状態とを形成するよう構成されていることを特徴とするロボット塗装システム。
【請求項4】
請求項1又は2に記載のロボット塗装システムにおいて、上記フレーム部は、上記直交方向に沿って配置され上記塗装ガンがそれぞれ取り付けられた複数の横フレーム部と、該複数の横フレーム部の一端側を回動可能に連結する一端側平行フレーム部と、上記複数の横フレーム部の他端側を回動可能に連結する他端側平行フレーム部とからなり、かつ、上記第1塗装状態と上記第2塗装状態とのいずれを形成するときにおいても、上記複数の横フレーム部と上記一端側平行フレーム部及び上記他端側平行フレーム部とによって平行四辺形を形成するよう構成されていることを特徴とするロボット塗装システム。
【請求項5】
請求項4に記載のロボット塗装システムにおいて、上記横フレーム部は、上記塗装ガンが取り付けられた3つが互いに平行に配置されており、
該3つの横フレーム部のうち真ん中に位置する中央横フレーム部は、上記アーム先端部に固定されており、
上記駆動源は、上記中央横フレーム部に対して固定され、上記一端側平行フレーム部を駆動することにより、上記3つの横フレーム部のうち外側に位置する2つの外側横フレーム部を駆動して、上記第1塗装状態と上記第2塗装状態とを形成するよう構成されており、
上記先頭塗装ガンによる上記中心塗膜層の上に、上記隣接塗装ガンによる上記ダスト塗膜層を積層し、かつ、上記隣接塗装ガンによる上記中心塗膜層の上に、該隣接塗装ガンに隣接する後尾塗装ガンによる上記ダスト塗膜層を積層するよう構成されていることを特徴とするロボット塗装システム。
【請求項6】
請求項1又は2に記載のロボット塗装システムにおいて、上記フレーム部は、上記進行方向に配置され上記塗装ガンがそれぞれ取り付けられた複数の縦フレーム部と、該複数の縦フレーム部の一端側を回動可能に連結する一端側平行フレーム部と、上記複数の縦フレーム部の他端側を回動可能に連結する他端側平行フレーム部とからなり、かつ、上記第1塗装状態と上記第2塗装状態とのいずれを形成するときにおいても、上記複数の縦フレーム部と上記一端側平行フレーム部及び上記他端側平行フレーム部とによって平行四辺形を形成するよう構成されていることを特徴とするロボット塗装システム。
【請求項7】
請求項6に記載のロボット塗装システムにおいて、上記アーム先端部は、上記一端側平行フレーム部と上記他端側平行フレーム部とのいずれか一方に取り付けられており、
上記駆動源は、上記一端側平行フレーム部に回動可能に連結されたシリンダ本体部に対して、上記他端側平行フレーム部に回動可能に連結されたロッド部をストロークさせるシリンダであり、
上記シリンダ本体部に対して上記ロッド部が戻位置にあるときに上記第1塗装状態を形成し、上記シリンダ本体部に対して上記ロッド部が出位置にあって、上記アーム先端部が上記第1塗装状態を形成した位置から90°回転したときに上記第2塗装状態を形成するよう構成されていることを特徴とするロボット塗装システム。
【請求項8】
請求項1〜7のいずれか一項に記載のロボット塗装システムにおいて、該ロボット塗装システムは、自動車のボディにおける室内部を塗装するよう構成されており、
上記塗装治具は、上記第1塗装状態を形成したときには、上記室内部の前後方向を横切って、天面、左右の側面及び床面を一方向に回る第1一巡塗装を行い、上記第2塗装状態を形成したときには、上記室内部の前後方向を横切って、天面、左右の側面及び床面を他方向に回る第2一巡塗装を行うよう構成されており、かつ、上記第1一巡塗装と上記第2一巡塗装とを、上記室内部の前後方向における一方から他方へ該前後方向に順次位置ずれしながら繰り返し、上記第1一巡塗装を行う際に上記後尾塗装ガンによって形成された上記中心塗膜層の上に、上記第2一巡塗装を行う際に上記先頭塗装ガンによって上記ダスト塗膜層を積層するよう構成されていることを特徴とするロボット塗装システム。
【請求項9】
請求項1〜7のいずれか一項に記載のロボット塗装システムを用いて、自動車のボディにおける室内部を塗装する方法であって、
上記塗装治具は、上記第1塗装状態を形成したときには、上記室内部の前後方向を横切って、天面、左右の側面及び床面を一方向に回る第1一巡塗装を行い、上記第2塗装状態を形成したときには、上記室内部の前後方向を横切って、天面、左右の側面及び床面を他方向に回る第2一巡塗装を行うよう構成しておき、
上記第1一巡塗装と上記第2一巡塗装とを、上記室内部の前後方向における一方から他方へ該前後方向に順次位置ずれしながら繰り返し、上記第1一巡塗装を行う際に上記後尾塗装ガンによって形成された上記中心塗膜層の上に、上記第2一巡塗装を行う際に上記先頭塗装ガンによって上記ダスト塗膜層を積層することを特徴とするロボット塗装システムを用いた塗装方法。
【請求項10】
請求項9に記載のロボット塗装システムを用いた塗装方法において、上記複数の塗装ガンから噴射する塗料は、光輝材を含有するメタリック塗料であることを特徴とするロボット塗装システムを用いた塗装方法。
【請求項1】
アーム先端部を位置及び姿勢を変更して3次元に移動させるロボットと、
上記アーム先端部に取り付けられたフレーム部と、該フレーム部の形成状態を可変させる駆動源と、上記フレーム部に複数配設された塗装ガンとを有する塗装治具と、を備えており、
上記複数の塗装ガンは、それぞれ一定方向に広がる状態で塗料を噴射し、該一定方向において、該塗料の噴射によって形成される中心塗膜層の両側に、該中心塗膜層よりも塗膜が薄いダスト塗膜層を形成するよう構成されており、
上記駆動源は、上記フレーム部の形成状態を、上記複数の塗装ガンの上記一定方向が上記塗装治具の進行方向に対する直交方向を向き、該複数の塗装ガンが上記直交方向に対して傾斜する右斜め方向に並ぶ第1塗装状態と、上記複数の塗装ガンの上記一定方向が上記直交方向を向き、該複数の塗装ガンが上記直交方向に対して傾斜する左斜め方向に並ぶ第2塗装状態とに可変させるよう構成されており、
上記塗装治具は、上記第1塗装状態と上記第2塗装状態とのいずれを形成するときにおいても、上記複数の塗装ガンのうち上記進行方向の先頭に位置する先頭塗装ガンによる上記中心塗膜層の上に、該先頭塗装ガンに隣接する隣接塗装ガンによる一方側の上記ダスト塗膜層を積層するよう構成されていることを特徴とするロボット塗装システム。
【請求項2】
請求項1に記載のロボット塗装システムにおいて、上記フレーム部による第1塗装状態と上記フレーム部による第2塗装状態とは、左右対称の形状に形成されることを特徴とするロボット塗装システム。
【請求項3】
請求項1又は2に記載のロボット塗装システムにおいて、上記フレーム部は、互いに平行な一対の平行フレーム部を、複数の連結フレーム部によって回動可能に連結して形成されており、
上記塗装治具は、上記平行フレーム部又は上記連結フレーム部に設けられた1つの上記駆動源によって、上記一対の平行フレーム部が互いに平行な状態を保って、上記第1塗装状態と上記第2塗装状態とを形成するよう構成されていることを特徴とするロボット塗装システム。
【請求項4】
請求項1又は2に記載のロボット塗装システムにおいて、上記フレーム部は、上記直交方向に沿って配置され上記塗装ガンがそれぞれ取り付けられた複数の横フレーム部と、該複数の横フレーム部の一端側を回動可能に連結する一端側平行フレーム部と、上記複数の横フレーム部の他端側を回動可能に連結する他端側平行フレーム部とからなり、かつ、上記第1塗装状態と上記第2塗装状態とのいずれを形成するときにおいても、上記複数の横フレーム部と上記一端側平行フレーム部及び上記他端側平行フレーム部とによって平行四辺形を形成するよう構成されていることを特徴とするロボット塗装システム。
【請求項5】
請求項4に記載のロボット塗装システムにおいて、上記横フレーム部は、上記塗装ガンが取り付けられた3つが互いに平行に配置されており、
該3つの横フレーム部のうち真ん中に位置する中央横フレーム部は、上記アーム先端部に固定されており、
上記駆動源は、上記中央横フレーム部に対して固定され、上記一端側平行フレーム部を駆動することにより、上記3つの横フレーム部のうち外側に位置する2つの外側横フレーム部を駆動して、上記第1塗装状態と上記第2塗装状態とを形成するよう構成されており、
上記先頭塗装ガンによる上記中心塗膜層の上に、上記隣接塗装ガンによる上記ダスト塗膜層を積層し、かつ、上記隣接塗装ガンによる上記中心塗膜層の上に、該隣接塗装ガンに隣接する後尾塗装ガンによる上記ダスト塗膜層を積層するよう構成されていることを特徴とするロボット塗装システム。
【請求項6】
請求項1又は2に記載のロボット塗装システムにおいて、上記フレーム部は、上記進行方向に配置され上記塗装ガンがそれぞれ取り付けられた複数の縦フレーム部と、該複数の縦フレーム部の一端側を回動可能に連結する一端側平行フレーム部と、上記複数の縦フレーム部の他端側を回動可能に連結する他端側平行フレーム部とからなり、かつ、上記第1塗装状態と上記第2塗装状態とのいずれを形成するときにおいても、上記複数の縦フレーム部と上記一端側平行フレーム部及び上記他端側平行フレーム部とによって平行四辺形を形成するよう構成されていることを特徴とするロボット塗装システム。
【請求項7】
請求項6に記載のロボット塗装システムにおいて、上記アーム先端部は、上記一端側平行フレーム部と上記他端側平行フレーム部とのいずれか一方に取り付けられており、
上記駆動源は、上記一端側平行フレーム部に回動可能に連結されたシリンダ本体部に対して、上記他端側平行フレーム部に回動可能に連結されたロッド部をストロークさせるシリンダであり、
上記シリンダ本体部に対して上記ロッド部が戻位置にあるときに上記第1塗装状態を形成し、上記シリンダ本体部に対して上記ロッド部が出位置にあって、上記アーム先端部が上記第1塗装状態を形成した位置から90°回転したときに上記第2塗装状態を形成するよう構成されていることを特徴とするロボット塗装システム。
【請求項8】
請求項1〜7のいずれか一項に記載のロボット塗装システムにおいて、該ロボット塗装システムは、自動車のボディにおける室内部を塗装するよう構成されており、
上記塗装治具は、上記第1塗装状態を形成したときには、上記室内部の前後方向を横切って、天面、左右の側面及び床面を一方向に回る第1一巡塗装を行い、上記第2塗装状態を形成したときには、上記室内部の前後方向を横切って、天面、左右の側面及び床面を他方向に回る第2一巡塗装を行うよう構成されており、かつ、上記第1一巡塗装と上記第2一巡塗装とを、上記室内部の前後方向における一方から他方へ該前後方向に順次位置ずれしながら繰り返し、上記第1一巡塗装を行う際に上記後尾塗装ガンによって形成された上記中心塗膜層の上に、上記第2一巡塗装を行う際に上記先頭塗装ガンによって上記ダスト塗膜層を積層するよう構成されていることを特徴とするロボット塗装システム。
【請求項9】
請求項1〜7のいずれか一項に記載のロボット塗装システムを用いて、自動車のボディにおける室内部を塗装する方法であって、
上記塗装治具は、上記第1塗装状態を形成したときには、上記室内部の前後方向を横切って、天面、左右の側面及び床面を一方向に回る第1一巡塗装を行い、上記第2塗装状態を形成したときには、上記室内部の前後方向を横切って、天面、左右の側面及び床面を他方向に回る第2一巡塗装を行うよう構成しておき、
上記第1一巡塗装と上記第2一巡塗装とを、上記室内部の前後方向における一方から他方へ該前後方向に順次位置ずれしながら繰り返し、上記第1一巡塗装を行う際に上記後尾塗装ガンによって形成された上記中心塗膜層の上に、上記第2一巡塗装を行う際に上記先頭塗装ガンによって上記ダスト塗膜層を積層することを特徴とするロボット塗装システムを用いた塗装方法。
【請求項10】
請求項9に記載のロボット塗装システムを用いた塗装方法において、上記複数の塗装ガンから噴射する塗料は、光輝材を含有するメタリック塗料であることを特徴とするロボット塗装システムを用いた塗装方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【公開番号】特開2012−254448(P2012−254448A)
【公開日】平成24年12月27日(2012.12.27)
【国際特許分類】
【出願番号】特願2012−110736(P2012−110736)
【出願日】平成24年5月14日(2012.5.14)
【出願人】(000110321)トヨタ車体株式会社 (1,272)
【Fターム(参考)】
【公開日】平成24年12月27日(2012.12.27)
【国際特許分類】
【出願日】平成24年5月14日(2012.5.14)
【出願人】(000110321)トヨタ車体株式会社 (1,272)
【Fターム(参考)】
[ Back to top ]