
ロングノズルおよびその製造方法
【課題】内孔面の上部に装着された耐火物リングの熱膨張によるノズル本体の亀裂発生を防止することができるロングノズルおよびその製造方法を提供する。
【解決手段】本発明のロングノズル1は、外周が鉄皮12にて被覆され取鍋内の金属溶湯をタンディシュに注入するロングノズルであって、ノズル内孔2の上部3には耐火物リング4を嵌装するための嵌装部10が形成され、耐火物リング4は外周にファイバー性断熱材5が張設されると共に、ノズル内孔2の上部3に配されたモルタル11を介して嵌装部10に嵌装されている。このため、耐食性の高い耐火物リング4の径方向への熱膨張代を、耐火物リング4の外周に張設されたファイバー性断熱材5で吸収させることができると共に、モルタル11による固定で耐火物リング4の熱膨張を抑制し、ノズル本体6の亀裂発生を防止することができる。
【解決手段】本発明のロングノズル1は、外周が鉄皮12にて被覆され取鍋内の金属溶湯をタンディシュに注入するロングノズルであって、ノズル内孔2の上部3には耐火物リング4を嵌装するための嵌装部10が形成され、耐火物リング4は外周にファイバー性断熱材5が張設されると共に、ノズル内孔2の上部3に配されたモルタル11を介して嵌装部10に嵌装されている。このため、耐食性の高い耐火物リング4の径方向への熱膨張代を、耐火物リング4の外周に張設されたファイバー性断熱材5で吸収させることができると共に、モルタル11による固定で耐火物リング4の熱膨張を抑制し、ノズル本体6の亀裂発生を防止することができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、取鍋内の金属溶湯をタンディッシュに注入するロングノズルおよびその製造方法に関するものである。
【背景技術】
【0002】
鋼等の連続鋳造において、取鍋底部に配設されたスライディングノズルの開度等により、下ノズルからロングノズルに流出する金属溶湯は乱れ不均一な流れとなる。特に溶鋼注入初期にこのような不均一な流れが生じるため、ロングノズルの内孔面の上部は溶鋼の不均一な接触を受け、部分的に浸食(孔明き)され、シール不良や耐火物の溶損からくるカーボンピックアップの原因となっている。
【0003】
この問題を解決するために、ロングノズルの内孔面の上部に耐食性の高い耐火物リング(特開2008−194745号公報における図1のキャップ8)をモルタルを介して装着することが行われている。
【0004】
しかし、この耐食性の高い耐火物リングは、一般的に、外周に存在するノズル本体の材質の2倍以上の熱膨張率を有するため、耐火物リングをモルタルを用いてノズル本体に装着した場合、モルタル代だけでは耐火物リングの熱膨張代を吸収できず、外周に存在するノズル本体に亀裂を発生させてしまうことがあった。また、ノズル本体の上部付近には補強のため鉄皮を被覆するが、この鉄皮がノズル本体を高温化させ、耐火物リングの熱膨張を促進させノズル本体の亀裂を誘発させてしまうことがあった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2008−194745号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、上記問題点を解決するためになされたものであり、すなわち、本発明の課題は、内孔面の上部に装着された耐火物リングの熱膨張によるノズル本体の亀裂発生を防止することができるロングノズルおよびその製造方法を提供することにある。
【課題を解決するための手段】
【0007】
上記課題を解決するものは、外周が鉄皮にて被覆され取鍋内の金属溶湯をタンディシュに注入するロングノズルであって、ノズル内孔の上部には耐火物リングを嵌装するための嵌装部が形成され、前記耐火物リングは外周にファイバー性断熱材が張設されると共に、前記ノズル内孔の上部に配されたモルタルを介して前記嵌装部に嵌装されていることを特徴とするロングノズルである。
【0008】
前記耐火物リングの外側面は下方に向かって径が小さくなるテーパー面に形成され、前記嵌装部の内側面と前記耐火物リングの外側面との間隙には、前記ノズル内孔の上部と前記耐火物リングとを接合するためのモルタルが侵入可能に構成されていることが好ましい。
【0009】
また、上記課題を解決するものは、外周が鉄皮にて被覆され取鍋内の金属溶湯をタンディシュに注入するロングノズルの製造方法であって、ノズル内孔の上部に嵌装される耐火物リングの外周にファイバー性断熱材を張設した後、前記耐火物リングを前記ノズル内孔の上部にモルタルを介して嵌装する工程を有したことを特徴とするロングノズルの製造方法である。
【発明の効果】
【0010】
請求項1に記載したロングノズルによれば、内孔面の上部に装着された耐火物リングの熱膨張によるノズル本体の亀裂発生を防止することができる。
請求項2に記載したロングノズルによれば、上記請求項1の効果に加え、ファイバー性断熱材の外側面と嵌装部との間に間隙が形成され、この間隙にモルタルが侵入することでシール性をより高めることができる。
請求項3に記載したロングノズルの製造方法によれば、内孔面の上部に装着された耐火物リングの熱膨張によるノズル本体の亀裂発生を防止することができると共に、耐火物リングとノズル本体とのシール性を保つことができるため、安定して高品質の鋼を長時間鋳造可能なロングノズルを製作できる。
【図面の簡単な説明】
【0011】
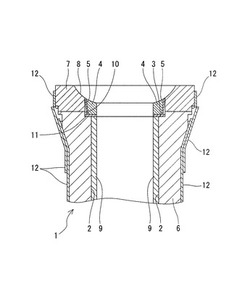
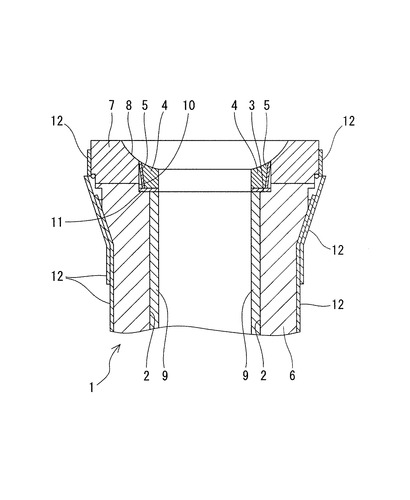
【図1】本発明の一実施例のロングノズルの上部付近の縦断面図である。
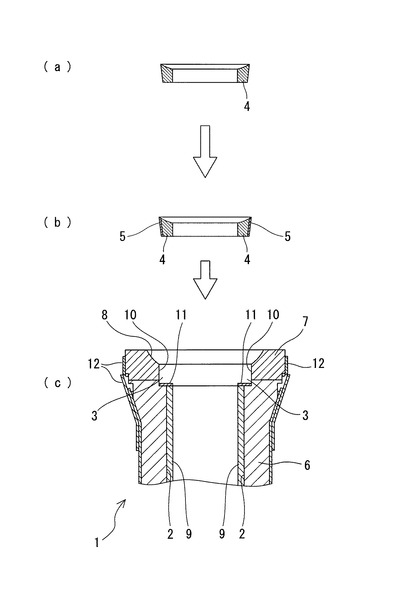
【図2】本発明のロングノズルの製造方法を説明するための説明図である。
【発明を実施するための形態】
【0012】
本発明は、耐食性の高い耐火物リングの径方向への熱膨張代を、耐火物リングの外周に張設されたファイバー性断熱材で吸収させることができると共に、モルタル11による固定で耐火物リングの熱膨張を抑制し、ノズル本体6の亀裂発生を防止することができるロングノズルを実現した。
【実施例1】
【0013】
本発明のロングノズルを図1に示した一実施例を用いて説明する。
ロングノズル1は外周が鉄皮12にて被覆され取鍋内の金属溶湯をタンディシュに注入するロングノズルであって、ノズル内孔2の上部3には耐火物リング4を嵌装するための嵌装部10が形成され、耐火物リング4は外周にファイバー性断熱材5が張設されると共に、ノズル内孔2の上部3に配されたモルタル11を介して嵌装部10に嵌装されている。以下、各構成について順次詳述する。
【0014】
ロングノズル1は、上部付近を取鍋の溶鋼排出口に設けられた下ノズルに気密に接続し、下部付近(図示しない)をタンディッシュ内に挿入して使用するものである。ノズル本体6内には軸方向にノズル内孔2が貫通しており、ノズル本体6の上部は耐酸化性耐火材質からなる上端開孔部7が一体成形され構成されている。上端開孔8はノズル内孔2の孔径より大きく形成されており、ノズル内孔2には、流下する金属溶湯と接触する内側に耐火物層を内張りした内孔体9が形成されている。
【0015】
上端開孔部7には、嵌装部10が上端開孔8に連続して形成されており、この嵌装部10には着脱可能な耐火物リング(平面視円筒形)4が嵌装されている。耐火物リング4の下面はモルタル11を介して内孔体9の上端面に接合され当接している。耐火物リング4は下面がこのモルタル11に固定されることにより膨張が抑制されている。なお、図面においてはモルタル11によるシール部位を明確にするために、モルタル11を現実より厚く描いている。さらに、ロングノズル1の外周は鉄皮12にて被覆されている。
【0016】
耐火物リング4は、内孔体9と同一材質により形成されており、耐火物リング4の外周(外周側面または外側面)にはファイバー性断熱材5が張設されている。耐火物リング4の外側面は、下方に向かって径が小さくなるテーパー面となっており、耐火物リング4は嵌装部10内に嵌着されている。耐火物リング4の外側面を下方に向かって径が小さくなるテーパー面とすることにより、耐火物リング4が嵌装部10内に嵌着し易くなり、かつ緊密に嵌着することができる。さらに、ファイバー性断熱材5の外側面と嵌装部10との間に間隙が形成されるため、モルタル11がこの間隙に侵入してシール性をより高めることができる。
【0017】
このように、本発明のロングノズル1は、耐火物リング4の外周にファイバー性断熱材5が巻回され張設されているため、耐火物リング4の径方向への熱膨張代を耐火物リングの外周に張設されたファイバー性断熱材5にて吸収させることができる。より具体的には、耐火物リング4が半径方向に熱膨張すると、ファイバー性断熱材5が厚み方向に収縮するため、ノズル本体6(この実施例では上端開孔部7)を内側から押圧することがなく、耐火物リングの熱膨張によるノズル本体の亀裂発生を防止することができる。
【0018】
ファイバー性断熱材としては、必要な耐熱性を有する繊維材料であればどのようなものでもよいが、例えばアルミナ・シリカセラミックスシートなどが好適に使用できる。
【0019】
ファイバー性断熱材の収縮率としては、モルタル代1mmで耐火物リングを装着した場合、50〜90%程度であることが好ましい。50%未満であると、耐火物リングの径方向への膨張代を吸収できない可能性があり、90%を越えると、ファイバー性断熱材の取り扱い上難点が生じるからである。また、ファイバー性断熱材の厚みとしては、モルタル代1mmで耐火物リングを装着した場合、0.5〜2mm程度が好ましい。すなわち、モルタル代とファイバー性断熱材の厚みの比(モルタル代/ファイバー性断熱材の厚み)は、0.5〜2程度が好ましい。
【0020】
つぎに、本発明のロングノズルの製造方法について図2を用いて説明する。
本発明のロングノズル1の製造方法は、ノズル内孔2の上部3に嵌装される耐火物リング4の外周にファイバー性断熱材5を張設した後、耐火物リング4をノズル内孔2の上部3にモルタル11を介して嵌装する工程を有したものであり、耐火物リング4の嵌着工程に特徴を有するものである。なお、ロングノズル1の各構成については前述した通りであり説明を省略する。
【0021】
具体的には、本発明のロングノズルの製造方法において、図2の(a)に示した耐火物リング4をノズル内孔2の上部3に嵌装させる場合、まず、図2の(b)に示したように耐火物リング4の外周にファイバー性断熱材5を張設する。そして、図2の(c)に示したように、ノズル内孔2の上端面にモルタル11を塗布した後、図2の(b)に示した、外周にファイバー性断熱材5を張設した耐火物リング4を、ノズル内孔2の上部3に嵌着させる(図1の状態)。耐火物リング4の外側面は下方に向かって径が小さくなるテーパー面に形成されているため、ファイバー性断熱材5の外側面と嵌装部10との間には間隙が形成され、この間隙にモルタル11が侵入することでシール性がより高くなる。なお、この実施例では、ノズル内孔2の上端面にモルタル11を塗布したが、耐火物リング4の下端面にモルタル11を塗布したものも本発明の範疇に包含される。
【0022】
このように、本発明の製造方法にて製作されたロングノズルは、耐火物リングの径方向への熱膨張代を耐火物リングの外周に張設されたファイバー性断熱材で吸収させることができると共に、モルタル11による固定で耐火物リング4の熱膨張が抑制されるため、耐火物リングの熱膨張によるノズル本体の亀裂発生を防止することができる。また、モルタルにより耐火物リングの下端面とノズル内孔上端面とのシール性が保持されているため、安定して高品質の鋼を長時間鋳造できる。
【符号の説明】
【0023】
1 ロングノズル
2 ノズル内孔
3 ノズル内孔の上部
4 耐火物リング
5 ファイバー性断熱材
6 ノズル本体
7 上端開孔部
8 上端開孔
9 内孔体
10 嵌装部
11 モルタル
12 鉄皮
【技術分野】
【0001】
本発明は、取鍋内の金属溶湯をタンディッシュに注入するロングノズルおよびその製造方法に関するものである。
【背景技術】
【0002】
鋼等の連続鋳造において、取鍋底部に配設されたスライディングノズルの開度等により、下ノズルからロングノズルに流出する金属溶湯は乱れ不均一な流れとなる。特に溶鋼注入初期にこのような不均一な流れが生じるため、ロングノズルの内孔面の上部は溶鋼の不均一な接触を受け、部分的に浸食(孔明き)され、シール不良や耐火物の溶損からくるカーボンピックアップの原因となっている。
【0003】
この問題を解決するために、ロングノズルの内孔面の上部に耐食性の高い耐火物リング(特開2008−194745号公報における図1のキャップ8)をモルタルを介して装着することが行われている。
【0004】
しかし、この耐食性の高い耐火物リングは、一般的に、外周に存在するノズル本体の材質の2倍以上の熱膨張率を有するため、耐火物リングをモルタルを用いてノズル本体に装着した場合、モルタル代だけでは耐火物リングの熱膨張代を吸収できず、外周に存在するノズル本体に亀裂を発生させてしまうことがあった。また、ノズル本体の上部付近には補強のため鉄皮を被覆するが、この鉄皮がノズル本体を高温化させ、耐火物リングの熱膨張を促進させノズル本体の亀裂を誘発させてしまうことがあった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2008−194745号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、上記問題点を解決するためになされたものであり、すなわち、本発明の課題は、内孔面の上部に装着された耐火物リングの熱膨張によるノズル本体の亀裂発生を防止することができるロングノズルおよびその製造方法を提供することにある。
【課題を解決するための手段】
【0007】
上記課題を解決するものは、外周が鉄皮にて被覆され取鍋内の金属溶湯をタンディシュに注入するロングノズルであって、ノズル内孔の上部には耐火物リングを嵌装するための嵌装部が形成され、前記耐火物リングは外周にファイバー性断熱材が張設されると共に、前記ノズル内孔の上部に配されたモルタルを介して前記嵌装部に嵌装されていることを特徴とするロングノズルである。
【0008】
前記耐火物リングの外側面は下方に向かって径が小さくなるテーパー面に形成され、前記嵌装部の内側面と前記耐火物リングの外側面との間隙には、前記ノズル内孔の上部と前記耐火物リングとを接合するためのモルタルが侵入可能に構成されていることが好ましい。
【0009】
また、上記課題を解決するものは、外周が鉄皮にて被覆され取鍋内の金属溶湯をタンディシュに注入するロングノズルの製造方法であって、ノズル内孔の上部に嵌装される耐火物リングの外周にファイバー性断熱材を張設した後、前記耐火物リングを前記ノズル内孔の上部にモルタルを介して嵌装する工程を有したことを特徴とするロングノズルの製造方法である。
【発明の効果】
【0010】
請求項1に記載したロングノズルによれば、内孔面の上部に装着された耐火物リングの熱膨張によるノズル本体の亀裂発生を防止することができる。
請求項2に記載したロングノズルによれば、上記請求項1の効果に加え、ファイバー性断熱材の外側面と嵌装部との間に間隙が形成され、この間隙にモルタルが侵入することでシール性をより高めることができる。
請求項3に記載したロングノズルの製造方法によれば、内孔面の上部に装着された耐火物リングの熱膨張によるノズル本体の亀裂発生を防止することができると共に、耐火物リングとノズル本体とのシール性を保つことができるため、安定して高品質の鋼を長時間鋳造可能なロングノズルを製作できる。
【図面の簡単な説明】
【0011】
【図1】本発明の一実施例のロングノズルの上部付近の縦断面図である。
【図2】本発明のロングノズルの製造方法を説明するための説明図である。
【発明を実施するための形態】
【0012】
本発明は、耐食性の高い耐火物リングの径方向への熱膨張代を、耐火物リングの外周に張設されたファイバー性断熱材で吸収させることができると共に、モルタル11による固定で耐火物リングの熱膨張を抑制し、ノズル本体6の亀裂発生を防止することができるロングノズルを実現した。
【実施例1】
【0013】
本発明のロングノズルを図1に示した一実施例を用いて説明する。
ロングノズル1は外周が鉄皮12にて被覆され取鍋内の金属溶湯をタンディシュに注入するロングノズルであって、ノズル内孔2の上部3には耐火物リング4を嵌装するための嵌装部10が形成され、耐火物リング4は外周にファイバー性断熱材5が張設されると共に、ノズル内孔2の上部3に配されたモルタル11を介して嵌装部10に嵌装されている。以下、各構成について順次詳述する。
【0014】
ロングノズル1は、上部付近を取鍋の溶鋼排出口に設けられた下ノズルに気密に接続し、下部付近(図示しない)をタンディッシュ内に挿入して使用するものである。ノズル本体6内には軸方向にノズル内孔2が貫通しており、ノズル本体6の上部は耐酸化性耐火材質からなる上端開孔部7が一体成形され構成されている。上端開孔8はノズル内孔2の孔径より大きく形成されており、ノズル内孔2には、流下する金属溶湯と接触する内側に耐火物層を内張りした内孔体9が形成されている。
【0015】
上端開孔部7には、嵌装部10が上端開孔8に連続して形成されており、この嵌装部10には着脱可能な耐火物リング(平面視円筒形)4が嵌装されている。耐火物リング4の下面はモルタル11を介して内孔体9の上端面に接合され当接している。耐火物リング4は下面がこのモルタル11に固定されることにより膨張が抑制されている。なお、図面においてはモルタル11によるシール部位を明確にするために、モルタル11を現実より厚く描いている。さらに、ロングノズル1の外周は鉄皮12にて被覆されている。
【0016】
耐火物リング4は、内孔体9と同一材質により形成されており、耐火物リング4の外周(外周側面または外側面)にはファイバー性断熱材5が張設されている。耐火物リング4の外側面は、下方に向かって径が小さくなるテーパー面となっており、耐火物リング4は嵌装部10内に嵌着されている。耐火物リング4の外側面を下方に向かって径が小さくなるテーパー面とすることにより、耐火物リング4が嵌装部10内に嵌着し易くなり、かつ緊密に嵌着することができる。さらに、ファイバー性断熱材5の外側面と嵌装部10との間に間隙が形成されるため、モルタル11がこの間隙に侵入してシール性をより高めることができる。
【0017】
このように、本発明のロングノズル1は、耐火物リング4の外周にファイバー性断熱材5が巻回され張設されているため、耐火物リング4の径方向への熱膨張代を耐火物リングの外周に張設されたファイバー性断熱材5にて吸収させることができる。より具体的には、耐火物リング4が半径方向に熱膨張すると、ファイバー性断熱材5が厚み方向に収縮するため、ノズル本体6(この実施例では上端開孔部7)を内側から押圧することがなく、耐火物リングの熱膨張によるノズル本体の亀裂発生を防止することができる。
【0018】
ファイバー性断熱材としては、必要な耐熱性を有する繊維材料であればどのようなものでもよいが、例えばアルミナ・シリカセラミックスシートなどが好適に使用できる。
【0019】
ファイバー性断熱材の収縮率としては、モルタル代1mmで耐火物リングを装着した場合、50〜90%程度であることが好ましい。50%未満であると、耐火物リングの径方向への膨張代を吸収できない可能性があり、90%を越えると、ファイバー性断熱材の取り扱い上難点が生じるからである。また、ファイバー性断熱材の厚みとしては、モルタル代1mmで耐火物リングを装着した場合、0.5〜2mm程度が好ましい。すなわち、モルタル代とファイバー性断熱材の厚みの比(モルタル代/ファイバー性断熱材の厚み)は、0.5〜2程度が好ましい。
【0020】
つぎに、本発明のロングノズルの製造方法について図2を用いて説明する。
本発明のロングノズル1の製造方法は、ノズル内孔2の上部3に嵌装される耐火物リング4の外周にファイバー性断熱材5を張設した後、耐火物リング4をノズル内孔2の上部3にモルタル11を介して嵌装する工程を有したものであり、耐火物リング4の嵌着工程に特徴を有するものである。なお、ロングノズル1の各構成については前述した通りであり説明を省略する。
【0021】
具体的には、本発明のロングノズルの製造方法において、図2の(a)に示した耐火物リング4をノズル内孔2の上部3に嵌装させる場合、まず、図2の(b)に示したように耐火物リング4の外周にファイバー性断熱材5を張設する。そして、図2の(c)に示したように、ノズル内孔2の上端面にモルタル11を塗布した後、図2の(b)に示した、外周にファイバー性断熱材5を張設した耐火物リング4を、ノズル内孔2の上部3に嵌着させる(図1の状態)。耐火物リング4の外側面は下方に向かって径が小さくなるテーパー面に形成されているため、ファイバー性断熱材5の外側面と嵌装部10との間には間隙が形成され、この間隙にモルタル11が侵入することでシール性がより高くなる。なお、この実施例では、ノズル内孔2の上端面にモルタル11を塗布したが、耐火物リング4の下端面にモルタル11を塗布したものも本発明の範疇に包含される。
【0022】
このように、本発明の製造方法にて製作されたロングノズルは、耐火物リングの径方向への熱膨張代を耐火物リングの外周に張設されたファイバー性断熱材で吸収させることができると共に、モルタル11による固定で耐火物リング4の熱膨張が抑制されるため、耐火物リングの熱膨張によるノズル本体の亀裂発生を防止することができる。また、モルタルにより耐火物リングの下端面とノズル内孔上端面とのシール性が保持されているため、安定して高品質の鋼を長時間鋳造できる。
【符号の説明】
【0023】
1 ロングノズル
2 ノズル内孔
3 ノズル内孔の上部
4 耐火物リング
5 ファイバー性断熱材
6 ノズル本体
7 上端開孔部
8 上端開孔
9 内孔体
10 嵌装部
11 モルタル
12 鉄皮
【特許請求の範囲】
【請求項1】
外周が鉄皮にて被覆され取鍋内の金属溶湯をタンディシュに注入するロングノズルであって、ノズル内孔の上部には耐火物リングを嵌装するための嵌装部が形成され、前記耐火物リングは外周にファイバー性断熱材が張設されると共に、前記ノズル内孔の上部に配されたモルタルを介して前記嵌装部に嵌装されていることを特徴とするロングノズル。
【請求項2】
前記耐火物リングの外側面は下方に向かって径が小さくなるテーパー面に形成され、前記嵌装部の内側面と前記耐火物リングの外側面との間隙には、前記ノズル内孔の上部と前記耐火物リングとを接合するためのモルタルが侵入可能に構成されている請求項1に記載のロングノズル。
【請求項3】
外周が鉄皮にて被覆され取鍋内の金属溶湯をタンディシュに注入するロングノズルの製造方法であって、ノズル内孔の上部に嵌装される耐火物リングの外周にファイバー性断熱材を張設した後、前記耐火物リングを前記ノズル内孔の上部にモルタルを介して嵌装する工程を有したことを特徴とするロングノズルの製造方法。
【請求項1】
外周が鉄皮にて被覆され取鍋内の金属溶湯をタンディシュに注入するロングノズルであって、ノズル内孔の上部には耐火物リングを嵌装するための嵌装部が形成され、前記耐火物リングは外周にファイバー性断熱材が張設されると共に、前記ノズル内孔の上部に配されたモルタルを介して前記嵌装部に嵌装されていることを特徴とするロングノズル。
【請求項2】
前記耐火物リングの外側面は下方に向かって径が小さくなるテーパー面に形成され、前記嵌装部の内側面と前記耐火物リングの外側面との間隙には、前記ノズル内孔の上部と前記耐火物リングとを接合するためのモルタルが侵入可能に構成されている請求項1に記載のロングノズル。
【請求項3】
外周が鉄皮にて被覆され取鍋内の金属溶湯をタンディシュに注入するロングノズルの製造方法であって、ノズル内孔の上部に嵌装される耐火物リングの外周にファイバー性断熱材を張設した後、前記耐火物リングを前記ノズル内孔の上部にモルタルを介して嵌装する工程を有したことを特徴とするロングノズルの製造方法。
【図1】


【図2】
【図2】
【公開番号】特開2010−207848(P2010−207848A)
【公開日】平成22年9月24日(2010.9.24)
【国際特許分類】
【出願番号】特願2009−56059(P2009−56059)
【出願日】平成21年3月10日(2009.3.10)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【出願人】(000244176)明智セラミックス株式会社 (40)
【Fターム(参考)】
【公開日】平成22年9月24日(2010.9.24)
【国際特許分類】
【出願日】平成21年3月10日(2009.3.10)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【出願人】(000244176)明智セラミックス株式会社 (40)
【Fターム(参考)】
[ Back to top ]