
ロービング包装体及びロービング包装材
【課題】ロービング巻回体が崩壊しにくいロービング包装体を提供する。
【解決手段】ロービング包装体1は、ロービング巻回体2と包装材3とを備える。ロービング巻回体2は、ロービングが筒状に巻回されてなる。包装材3は、ロービング巻回体2の外周を包囲する。包装材3は、包装材本体4と熱可塑性樹脂層5とを有する。熱可塑性樹脂層5は、包装材本体4の内面の上に設けられている。熱可塑性樹脂層5は、示差走査熱量測定において、50℃〜80℃の温度範囲で1つ以上の吸熱ピークを示し、100℃〜120℃の温度範囲で1つ以上の吸熱ピークを示す。
【解決手段】ロービング包装体1は、ロービング巻回体2と包装材3とを備える。ロービング巻回体2は、ロービングが筒状に巻回されてなる。包装材3は、ロービング巻回体2の外周を包囲する。包装材3は、包装材本体4と熱可塑性樹脂層5とを有する。熱可塑性樹脂層5は、包装材本体4の内面の上に設けられている。熱可塑性樹脂層5は、示差走査熱量測定において、50℃〜80℃の温度範囲で1つ以上の吸熱ピークを示し、100℃〜120℃の温度範囲で1つ以上の吸熱ピークを示す。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ロービング包装体及びロービング包装材に関する。
【背景技術】
【0002】
従来、ガラス繊維などの繊維が複数集束されたロービングが知られている。ロービングは、通常、筒状に巻回されたロービング巻回体として保管されており、ロービング巻回体の周囲には、ロービング巻回体を包囲する包装材が配されている(以下、包装材により包装されたロービング巻回体を「ロービング包装体」とする。)。一般に、ロービングは、ロービング巻回体の内周側から順に引き出される。このため、ロービング巻回体の外周側に位置するロービングは最後に引き出される。ロービング巻回体の内周側に位置するロービングが引き出されていくと、ロービング巻回体の剛性が低下していく。このため、ロービング巻回体の内周側に位置するロービングが引き出されると、外周側に位置するロービングは、自重で内側に崩落しやすくなる。この崩落により、ロービングが絡まり、ロービングを円滑に引き出せなくなる場合がある。
【0003】
ロービング巻回体の崩落を防止する方法として、例えば、特許文献1には、ロービングパッケージ包装体に、別途、崩れ防止部材を設けることが提案されている。また、特許文献2では、ロービングパッケージと熱収縮フィルムとの間にエチレン−酢酸ビニル共重合体フィルムまたはチューブをガイド棒で差し込み、熱収縮フィルムを熱収縮させて、エチレン−酢酸ビニル共重合体フィルムまたはチューブを介して熱収縮フィルムをロービングパッケージの外周面に接着することが提案されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平3−226473号公報
【特許文献2】特開平5−323375号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1及び2に記載の方法では、崩れ防止部材を別途に設けたり、エチレン−酢酸ビニル共重合体フィルムまたはチューブをガイド棒で差し込んだりする必要がある。
【0006】
本発明は、ロービング巻回体が崩壊しにくいロービング包装体を提供することを主な目的とする。
【課題を解決するための手段】
【0007】
本発明のロービング包装体は、ロービング巻回体と包装材とを備える。ロービング巻回体は、ロービングが筒状に巻回されてなる。包装材は、ロービング巻回体の外周を包囲する。包装材は、包装材本体と熱可塑性樹脂層とを有する。熱可塑性樹脂層は、包装材本体の内面の上に設けられている。熱可塑性樹脂層は、示差走査熱量測定において、50℃〜80℃の温度範囲で1つ以上の吸熱ピークを示し、100℃〜120℃の温度範囲で1つ以上の吸熱ピークを示す。
【0008】
熱可塑性樹脂層は、示差走査熱量測定において、50℃〜80℃の温度範囲で1つ以上の吸熱ピークを示す少なくとも1種の熱可塑性樹脂と、100℃〜120℃の温度範囲で1つ以上の吸熱ピークを示す少なくとも1種の熱可塑性樹脂とを含んでいてもよい。
【0009】
熱可塑性樹脂層の厚みは、2μm〜50μmであることが好ましい。
【0010】
包装材本体の内面において、ロービング巻回体の外周部分と接触する部分に占める熱可塑性樹脂層の面積割合は、20%〜100%であることが好ましい。
【0011】
包装材本体は、ポリオレフィン樹脂を含むことが好ましい。
【0012】
包装材本体は、ポリプロピレン樹脂またはポリエチレン樹脂を含むことが好ましい。
【0013】
ロービング包装体は、高さが300mm以上であってもよい。
【0014】
ロービングは、シングルエンドロービングであってもよい。
【0015】
シングルエンドロービングの強熱減量は、0.1質量%以上であってもよい。
【0016】
本発明のロービング包装材は、包装材本体と熱可塑性樹脂層とを有する。熱可塑性樹脂層は、包装材本体の内面の上に設けられている。熱可塑性樹脂層は、示差走査熱量測定において、50℃〜80℃の温度範囲で1つ以上の吸熱ピークを示し、100℃〜120℃の温度範囲で1つ以上の吸熱ピークを示す。
【発明の効果】
【0017】
本発明によれば、ロービング巻回体が崩壊しにくいロービング包装体を提供することができる。
【図面の簡単な説明】
【0018】
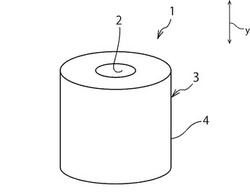
【図1】本発明の一実施形態におけるロービング包装体の模式図である。
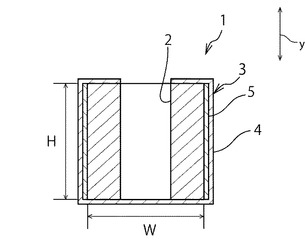
【図2】本発明の一実施形態におけるロービング包装体の略図的断面図である。
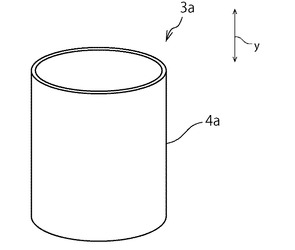
【図3】本発明の一実施形態におけるロービング包装材の模式図である。
【図4】本発明の一実施形態におけるロービング包装材の略図的展開図である。
【図5】実施例1,4,5,6,8,9におけるロービング包装材の略図的展開図である。
【図6】実施例2におけるロービング包装材の略図的展開図である。
【図7】実施例3,7及び比較例3におけるロービング包装材の略図的展開図である。
【発明を実施するための形態】
【0019】
以下、本発明を実施した好ましい形態の一例について説明する。但し、以下の実施形態は、単なる一例であり、本発明は、以下の実施形態に何ら限定されない。
【0020】
また、実施形態などにおいて参照する各図面において、実質的に同一の機能を有する部材は同一の符号で参照することとする。また、実施形態などにおいて参照する図面は、模式的に記載されたものであり、図面に描画された物体の寸法の比率などは、現実の物体の寸法の比率などとは異なる場合がある。図面相互間においても、物体の寸法比率などが異なる場合がある。具体的な物体の寸法比率などは、以下の説明を参酌して判断されるべきである。
【0021】
図1は、本実施形態におけるロービング包装体の模式図である。図2は、本実施形態におけるロービング包装体の略図的断面図である。ロービング包装体1は、ロービング巻回体2を備える。ロービング巻回体2は、ロービングが筒状に巻回されてなる。
【0022】
本発明において、ロービングとは、ガラス繊維、炭素繊維などを集束させたものをいう。ロービングは、例えば、次のようにして製造されるものである。まず、1本のガラス繊維、炭素繊維からなるフィラメントを準備する。例えば、ガラス繊維からなるフィラメントは、複数のノズルを備えたブッシングから溶融ガラスを引き出すことにより得られる。次に、複数のフィラメントの表面に集束剤を塗布して集束させ、ストランドとし、これを巻き取ってケーキとする。次に、複数のケーキからストランドを引き出し、複数のストランドを集束させてロービングを得る。また、複数のフィラメントの表面に集束剤を塗布して集束させ、ストランドのケーキを経ずに、直接ロービングとしてもよい。このようなロービングを、シングルエンドロービングという。
【0023】
ロービング巻回体2において、ロービングの太さは、通常1000tex〜5000tex程度である。
【0024】
ロービング巻回体2の高さHは、通常250mm以上であり、250mm〜400mm程度であることが好ましい。また、ロービング巻回体2の幅Wは、通常240mm〜350mm程度である。
【0025】
ロービング巻回体2において、ロービングが、シングルエンドロービングである場合、強熱減量は、0.01質量%〜1.5質量%程度であってもよい。
【0026】
ロービングを構成しているフィラメントがガラスにより構成される場合、フィラメントを構成するガラスの種類は特に限定されない。ロービングを構成するガラスとしては、例えば、Eガラス(無アルカリガラスの組成)、ARガラス(耐アルカリ性ガラスの組成)、Cガラス(耐酸性を有するアルカリ石灰含有ガラスの組成)、Dガラス(低誘電率を有するガラスの組成)、Hガラス(高誘電率を有するガラスの組成)、Sガラス(高強度、高弾性率を有するガラスの組成)、Tガラス(高強度、高弾性率を有するガラスの組成)、Mガラス(高弾性率を有するベリリウムを含有するガラスの組成)、NEガラス(低誘電率を有し、低誘電正接を可能にするガラスの組成)などが挙げられる。また、フィラメントは、炭素材料により構成されていてもよい。
【0027】
ロービング包装体1は、包装材3を備える。包装材3は、ロービング巻回体2の外周を包囲している。より具体的には、包装材3は、ロービング巻回体2の上部の一部を除き、ロービング巻回体2の外側を包囲している。包装材3は、上部に開口部を有する。この開口部からロービングが引き出される。
【0028】
包装材3は、包装材本体4と熱可塑性樹脂層5とを有する。包装材本体4は、ポリオレフィン樹脂を含むことが好ましい。包装材本体4は、ポリプロピレン樹脂またはポリエチレン樹脂を含むことがより好ましい。
【0029】
包装材本体4の厚みは、20μm〜150μm程度であることが好ましく、30μm〜100μm程度であることがより好ましく、40μm〜80μm程度であることがさらに好ましい。
【0030】
熱可塑性樹脂層5は、包装材本体4の内面の少なくとも一部の上に設けられている。
【0031】
熱可塑性樹脂層5は、示差走査熱量測定において、50℃〜80℃の温度範囲で1つ以上の吸熱ピークと、100℃〜120℃の温度範囲で1つ以上の吸熱ピークとを示す。
【0032】
熱可塑性樹脂層5は、50℃〜80℃の温度範囲で1つ以上の吸熱ピークを示す少なくとも1種の熱可塑性樹脂と、100℃〜120℃の温度範囲で1つ以上の吸熱ピークを示す少なくとも1種の熱可塑性樹脂とを含む複数種類の熱可塑性樹脂を含んでいてもよい。
【0033】
示差走査熱量測定において、50℃〜80℃の温度範囲で1つ以上の吸熱ピークを示す熱可塑性樹脂としては、例えば、ロジン変性エポキシ樹脂、ポリエステル、ウレタン樹脂、ロジン変性ポリエステルなどが挙げられる。また、示差走査熱量測定において、100℃〜120℃の温度範囲で1つ以上の吸熱ピークを示す熱可塑性樹脂としては、例えば、ポリエチレン、塩素化ポリエチレン、ポリプロピレン、塩素化ポリプロピレンなどが挙げられる。
【0034】
熱可塑性樹脂層5には、粘着成分として、アクリル樹脂、エチレン酢酸ビニル樹脂などが含まれていてもよい。また、熱可塑性樹脂層5には、分散剤などとして、無機物などが含まれていてもよい。
【0035】
熱可塑性樹脂層5の厚みは、2μm〜25μm程度であることが好ましく、3μm〜10μm程度であることがより好ましい。
【0036】
包装材本体4の内面において、ロービング巻回体の外周部分と接触する部分に占める熱可塑性樹脂層5の面積割合は、20%〜100%程度であることが好ましく、30%〜70%程度であることがより好ましく、40%〜60%程度であることがさらに好ましい。
【0037】
包装材本体4の内面の上に設けられる熱可塑性樹脂層5の形状、配置などは特に限定されないが、全周にわたって連続的または間欠的に設けられていることが好ましい。
【0038】
本実施形態におけるロービング包装体1では、包装材本体4の内面の上に設けられた熱可塑性樹脂層5を有する包装材3によって、ロービング巻回体2が包囲されている。ロービング包装体1では、熱可塑性樹脂層5が、示差走査熱量測定において、50℃〜80℃の温度範囲で1つ以上の吸熱ピークを示す。このため、ロービング巻回体2が崩壊することを防ぐための崩れ防止部材などを別途に設けない場合であっても、常温以下において、熱可塑性樹脂層5がロービング巻回体2の外周部分と適度に粘着し、ロービング巻回体2が崩壊しにくい。また、ロービング包装体1では、熱可塑性樹脂層5が、示差走査熱量測定において、100℃〜120℃の温度範囲で1つ以上の吸熱ピークを示す。このため、常温下において、熱可塑性樹脂層5とロービング巻回体2の外周部分とが強く粘着しすぎたり、熱可塑性樹脂層5同士が強く粘着することが抑制され、ロービング包装体1からロービングを引き出しやすい。
【0039】
また、シングルエンドロービングでは、ロービング巻回体の状態で集束剤の乾燥が行われる。この乾燥工程において、ロービング巻回体の中間層の強熱減量よりも最内層及び最内層の強熱減量の方が高くなることが知られている。ロービングの強熱減量が大きくなるほど、ロービング同士の粘着性(接着性)が増し、ロービングを引き出す際に、ロービング同士の持ち上がりによる崩壊が生じやすくなる。
【0040】
これに対して、本実施形態におけるロービング包装体1では、ロービングがシングルエンドロービングであっても、上記の熱可塑性樹脂層5により、ロービング巻回体2の崩壊が抑制される。ロービング包装体1では、例えば、シングルエンドロービングの強熱減量が0.1質量%〜1.5質量%程度であっても、ロービング巻回体2の崩壊が抑制される。
【0041】
次に、ロービング包装体1の製造方法の一例について説明する。
【0042】
まず、図3及び図4に示すロービング包装材3aを用意する。このロービング包装材3aは、図1及び図2に示すロービング包装材3を構成するためのものである。ロービング包装材3aは、包装材本体4aと、熱可塑性樹脂層5aとを有する。包装材本体4aは、包装材本体4を構成するためのものである。包装材本体4は、後述の通り、包装材本体4aが熱収縮することにより構成される。包装材本体4aは、袋状に設けられている。
【0043】
包装材本体4aは、ポリオレフィン樹脂を含むことが好ましく、ポリプロピレン樹脂またはポリエチレン樹脂を含むことがより好ましい。包装材本体4aの厚みは、25μm〜155μm程度であることが好ましく、35μm〜105μm程度であることが好ましく、45μm〜85μm程度であることがさらに好ましい。
【0044】
包装材本体4aの内面の少なくとも一部の上には、熱可塑性樹脂層5aが設けられている。熱可塑性樹脂層5aは、示差走査熱量測定において、熱可塑性樹脂層5と同様の吸熱ピークとを示す。また、熱可塑性樹脂層5aに含まれる熱可塑性樹脂は、熱可塑性樹脂層5に含まれる熱可塑性樹脂と同様である。さらに、熱可塑性樹脂層5aには、熱可塑性樹脂層5に含まれる粘着成分が含まれていてもよい。
【0045】
包装材本体4aのロービングの外周部分と接触する部分に占める熱可塑性樹脂層5aの面積割合は、20%〜100%であることが好ましく、30%〜80%程度であることがより好ましく、40%〜60%程度であることがさらに好ましい。
【0046】
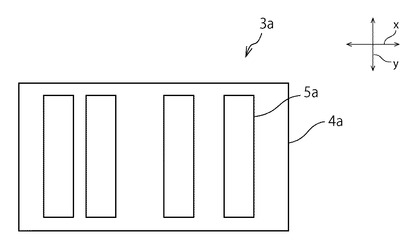
包装材本体4aの内面の上に熱可塑性樹脂層5aを設ける方法は、特に限定されない。例えば、印刷方法により、包装材本体4aの上に、熱可塑性樹脂層5aを設けることができる。印刷方法としては、例えば、グラビア印刷法などが挙げられる。包装材本体4aの内面の上に設けられる熱可塑性樹脂層5aの形状、配置などは、特に限定されるものではなく、図4に示すように間欠的に設けられていても、或いは全周にわたって連続的に設けられても良い。
【0047】
次に、ロービング巻回体2を包装材3a内に配置し、常温(25℃)から120℃以上に加熱することにより、ロービング包装体1を得る。
【0048】
具体的には、包装材3aでロービング巻回体2を包囲して、包装材3aの包装材本体4aを周方向に15%以下熱収縮させる。すなわち、ロービング包装体1の包装材本体4は、包装材3aの包装材本体4aが周方向に15%以下熱収縮したものである。包装材3aでロービング巻回体2を包囲して包装材本体4aを熱収縮させる際、常温から120℃以上に加熱したときに、包装材本体4aを周方向に2%〜15%程度熱収縮させることが好ましい。より具体的には、包装材3aでロービング巻回体2を包囲して包装材本体4aを熱収縮させる際、常温から、160℃〜200℃程度まで加熱したときに、包装材本体4aを周方向に15%以下熱収縮させる。包装材3aでロービング巻回体2を包囲して包装材本体4aを熱収縮させる際、常温から、160℃〜200℃程度まで加熱したときに、包装材本体4aを周方向に2%〜15%程度熱収縮させることが好ましい。
【0049】
また、包装材3aでロービング巻回体2を包囲して包装材本体4aを熱収縮させる際、常温から120℃以上に加熱されたときに、包装材本体4aを高さ方向(y方向)に30%以下熱収縮させることが好ましく、高さ方向に2%〜30%程度熱収縮させることがより好ましく、高さ方向に2%〜20%程度熱収縮させることがさらに好ましい。より具体的には、包装材3aでロービング巻回体2を包囲して包装材本体4aを熱収縮させる際、常温から、160℃〜200℃程度まで加熱したときに、包装材本体4aを高さ方向(y方向)に30%以下熱収縮させることが好ましく、高さ方向に2%〜30%程度熱収縮させることがより好ましく、高さ方向に2%〜20%程度熱収縮させることがさらに好ましい。
【0050】
包装材本体4aは、常温から120℃のグリセリンバスに20秒間浸漬されたときに、周方向(横方向)に40%以上熱収縮するものである。包装材本体4aは、常温から120℃のグリセリンバスに20秒間浸漬されたときに周方向に40%〜75%程度熱収縮するものであることが好ましい。また、包装材本体4aは、常温から120℃のグリセリンバスに20秒間浸漬されたときに、高さ方向(縦方向)に2%以上熱収縮するものであることが好ましく、高さ方向に2%〜65%程度熱収縮するものであることがより好ましい。なお、包装材本体4aを常温から120℃のグリセリンバスに20秒間浸漬されたときの熱収縮率は、例えば、JIS Z 1709の測定方法によって測定することができる。
【0051】
本実施形態における包装材3aにおいて、熱可塑性樹脂層5aは、示差走査熱量測定において、100℃〜120℃の温度範囲に1つ以上の吸熱ピークを示す。これにより、常温下における熱可塑性樹脂層5a同士の粘着が抑制されている。よって、例えば、包装材3aが折りたたまれて保管される場合などに、熱可塑性樹脂層5a同士が互いに粘着してしまうこと抑制することができる。
【0052】
また、ロービング包装体1を製造するに際し、包装材3aを常温から120℃以上に加熱する。このとき、熱可塑性樹脂層5aは、示差走査熱量測定において、50℃〜80℃の温度範囲で1つ以上の吸熱ピークを示すため、包装材本体4aが熱収縮すると共に熱可塑性樹脂層5aの粘度が低くなる。よって、熱可塑性樹脂層5とロービング巻回体2の外周部分とが粘着されやすくなる。
【0053】
さらに、包装材3aには、包装材本体4aと熱可塑性樹脂層5aとが一体的に設けられている。よって、ロービング包装体1の製造においては、ロービング巻回体2を包装材3aで包囲して加熱すればよく、ロービング巻回体2が崩壊することを防ぐための崩れ防止部材などを別途に設ける必要がなく、製造が容易である。
【0054】
以上の通り、本実施形態におけるロービング包装体1では、ロービング巻回体2が崩壊しにくく、製造が容易である。
【0055】
以下、本発明について、具体的な実施例に基づいて、さらに詳細に説明する。本発明は、以下の実施例に何ら限定されるものではなく、その要旨を変更しない範囲において適宜変更して実施することが可能である。
【0056】
(実施例1)
溶融ガラス(SiO2:58%、Na2O:0.3%、K2O:0.1%、CaO:24.2%、TiO2:0.2%、MgO:1.3%、SrO:0.1%、Al2O3:8.6%、B2O3:7.1%)を、ブッシングに設けられた複数のノズルから引き出してフィラメント(太さ17μm)とした。このフィラメントを数千本集束させ、2310texの太さになるように調整して、シングルエンドロービングの形態とした。このとき、シングルエンドロービングの強熱減量が0.55%になるように予め調製した集束剤を、フィラメントの表面にロール法を用いて塗布した。集束剤は、ポリプロピレン樹脂、アミノプロピルトリエトキシシランカップリング剤(日本ユニカ株式会社製)、及びポリエチレン樹脂を用いた。
【0057】
得られたシングルエンドロービングを、高さが330mm、幅が275mmの円筒状に巻き取り、ロービング巻回体とし、集束剤を乾燥させた。
【0058】
次に、包装材本体として、ポリプロピレン(PP)とポリエチレン(PE)とからなる寸法570mm×440mm(縦×横)の樹脂シートを準備した。包装材本体の厚みは、表2の通りである。また、100mm角の樹脂シートを常温(25℃)から120℃のグリセリンバスに浸漬し、20秒間保持ときの熱収縮率を、JIS Z 1709に準拠した方法で測定した。結果を表2に示す。なお、JIS Z 1709の測定方法と実施例及び比較例の測定方法との相違点は、表1の通りである。
【0059】
【表1】

【0060】
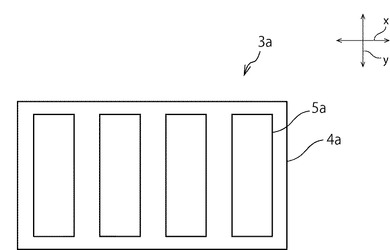
次に、包装材本体の内面の上に、グラビア印刷により、熱可塑性樹脂層を形成し、包装材を得た。図5に示すように、熱可塑性樹脂層5aは、包装材本体4aの上に高さ方向(y方向)が300mm、周方向(x方向)が75mmの長方形状が5つ並ぶように印刷した。これを印刷パターン1とする。熱可塑性樹脂層の厚み、熱可塑性樹脂層に含まれる熱可塑性樹脂、熱可塑性樹脂層に含まれる熱可塑性樹脂の示差走査熱量測定における吸熱ピークの温度は、表2に記載の通りである。なお、熱可塑性樹脂層に含まれる熱可塑性樹脂は、塩化ポリプロピレンが約75質量%程度、残部が、ポリエステル、ロジン変性エポキシ樹脂などである。
【0061】
この包装材を二つ折りにし、L字型の2片を熱融着させ、一片に開口部を有する袋状の包装材を得た。このとき、包装材の内面の熱可塑性樹脂層がロービング巻回体の外周部分に位置するようにした。
【0062】
得られた袋状の包装材によって、上記のロービング巻回体を包囲し、大気下、常温(25℃)から160℃まで加熱(160℃で1分30秒保持)し、包装材本体を熱収縮させ、ロービング包装体を得た。包装材本体を常温(25℃)から160℃まで加熱したときの熱集収縮率(高さ方向/周方向)を表2に示す。
【0063】
得られたロービング包装体において、包装材本体の内面に占める熱可塑性樹脂層の面積割合は、36%であった。
【0064】
次に、得られたロービング包装体のロービング巻回体の内周から、100m/分の早さでロービングを引き出し、ロービング巻回体の崩壊の有無を確認した。また、ロービング包装体内での熱可塑性樹脂層同士の粘着(ブロッキング)の有無を確認した。これらの結果を表2に示す。
【0065】
(実施例2)
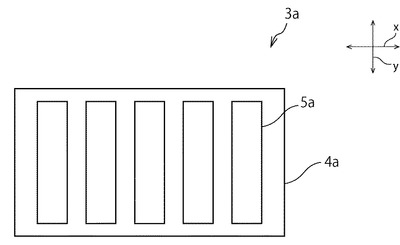
シングルエンドロービングの強熱減量が0.23質量%になるようにしたこと、包装材本体の寸法を570mm×450mm(縦×横)としたこと、包装材本体の厚みを35μmとしたこと、熱可塑性樹脂層5aを図6に示すように、包装材本体4aの内面の上に高さ方向(y方向)が300mm、周方向(x方向)が75mmの長方形状が4つ並ぶように印刷した(これを印刷パターン2とする)こと以外は、実施例1と同様にして、ロービング巻回体の崩壊の有無を確認した。また、ロービング包装体内での熱可塑性樹脂層同士の粘着(ブロッキング)の有無を確認した。これらの結果を表2に示す。なお、実施例2得られたロービング包装体において、包装材本体の内面のロービング巻回体の外周部分と接触する部分に占める熱可塑性樹脂層の面積割合は、28%であった。
【0066】
(実施例3)
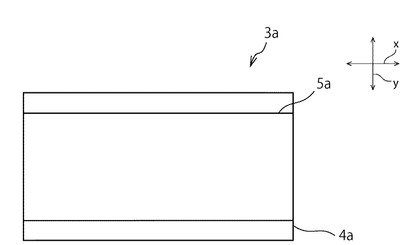
シングルエンドロービングの強熱減量が0.42質量%になるようにしたこと、包装材本体の寸法を570mm×460mm(縦×横)としたこと、包装材本体の厚みを30μmとしたこと、熱可塑性樹脂層5aを図7に示すように、包装材本体4aの上に高さ方向(y方向)が300mm、周方向(x方向)が440mmの長方形状が1つとなるように印刷した(これを印刷パターン3とする)こと以外は、実施例1と同様にして、ロービング巻回体の崩壊の有無を確認した。また、ロービング包装体内での熱可塑性樹脂層同士の粘着(ブロッキング)の有無を確認した。これらの結果を表2に示す。なお、実施例3得られたロービング包装体において、包装材本体の内面のロービング巻回体の外周部分と接触する部分に占める熱可塑性樹脂層の面積割合は、85%であった。
【0067】
(実施例4)
シングルエンドロービングの強熱減量が0.72質量%になるようにしたこと、熱可塑性樹脂層に含まれる樹脂を表2に示すものとしたこと、包装材本体の寸法を520mm×490mm(縦×横)としたこと、熱可塑性樹脂層の厚みを7μmとしたこと以外は、実施例1と同様にして、ロービング巻回体の崩壊の有無を確認した。また、ロービング包装体内での熱可塑性樹脂層同士の粘着(ブロッキング)の有無を確認した。これらの結果を表2に示す。なお、熱可塑性樹脂層に含まれる熱可塑性樹脂は、塩化ポリプロピレンが約75質量%程度、残部が、ポリウレタン、ロジン変性エポキシ樹脂などである。
【0068】
(実施例5)
シングルエンドロービングの強熱減量が0.52質量%になるようにしたこと、包装材本体をポリエチレンからなる樹脂シート(440mm×520mm)とし、大気下、常温(25℃)から200℃まで加熱(200℃で30秒保持)して熱収縮させたこと、包装材本体の寸法を520mm×440mm(縦×横)としたこと、包装材本体の厚みを50μmとしたこと、熱可塑性樹脂層の厚みを7μmとしたこと以外は、実施例1と同様にして、ロービング巻回体の崩壊の有無を確認した。また、ロービング包装体内での熱可塑性樹脂層同士の粘着(ブロッキング)の有無を確認した。これらの結果を表2に示す。なお、袋状の包装材は、包装材本体の内面の上に熱可塑性樹脂層を形成した包装材を二つ折りにし、両端の2片を熱融着させ、一片に開口部を有するものとした。このとき、包装材の内面の熱可塑性樹脂層がロービング巻回体の外周部分に位置するようにした。
【0069】
(実施例6)
シングルエンドロービングの強熱減量が0.37質量%になるようにしたこと、包装材本体の厚みを70μmとしたこと以外は、実施例5と同様にして、ロービング巻回体の崩壊の有無を確認した。また、ロービング包装体内での熱可塑性樹脂層同士の粘着(ブロッキング)の有無を確認した。これらの結果を表2に示す。
【0070】
(実施例7)
シングルエンドロービングの強熱減量が0.57質量%になるようにしたこと、包装材本体の寸法を520mm×470mm(縦×横)としたこと、熱可塑性樹脂層を印刷パターン3としたこと以外は、実施例5と同様にして、ロービング巻回体の崩壊の有無を確認した。また、ロービング包装体内での熱可塑性樹脂層同士の粘着(ブロッキング)の有無を確認した。これらの結果を表2に示す。
【0071】
(実施例8)
シングルエンドロービングの強熱減量が0.42質量%になるようにしたこと、熱可塑性樹脂層に含まれる樹脂を表2に示すものとしたこと、包装材本体の寸法を520mm×460mm(縦×横)としたこと、熱可塑性樹脂層の厚みを5μmとしたこと以外は、実施例5と同様にして、ロービング巻回体の崩壊の有無を確認した。また、ロービング包装体内での熱可塑性樹脂層同士の粘着(ブロッキング)の有無を確認した。これらの結果を表2に示す。なお、熱可塑性樹脂層に含まれる熱可塑性樹脂は、塩化ポリプロピレンが約75質量%程度、残部が、ポリウレタン、ロジン変性エポキシ樹脂などである。
【0072】
(実施例9)
シングルエンドロービングの強熱減量が0.21質量%になるようにしたこと、包装材本体の寸法を520mm×480mm(縦×横)としたこと、包装材本体の厚みを40μmとしたこと、熱可塑性樹脂層の厚みを14μmとしたこと以外は、実施例5と同様にして、ロービング巻回体の崩壊の有無を確認した。また、ロービング包装体内での熱可塑性樹脂層同士の粘着(ブロッキング)の有無を確認した。これらの結果を表2に示す。
【0073】
(比較例1)
シングルエンドロービングの強熱減量が0.52質量%になるようにしたこと、シングルエンドロービングを、高さが250mm、幅が280mmの円筒状に巻き取り、ロービング巻回体としたこと、包装材本体としてポリプロピレンとポリエチレンとからなる寸法510mm×510mmの樹脂シートを使用したこと、熱可塑性樹脂層を設けなかったこと以外は、実施例1と同様にして、ロービング巻回体の崩壊の有無を確認した。また、ロービング巻回体が崩壊した際にロービング包装体に残ったロービングの長さを測定した。これらの結果を表2に示す。
【0074】
(比較例2)
シングルエンドロービングの強熱減量が0.71質量%になるようにしたこと、包装材本体の寸法を570mm×440mm(縦×横)としたこと、熱可塑性樹脂層を設けなかったこと以外は、実施例1と同様にして、ロービング巻回体の崩壊の有無を確認した。また、ロービング巻回体が崩壊した際にロービング包装体に残ったロービングの長さを測定した。これらの結果を表2に示す。
【0075】
(比較例3)
シングルエンドロービングの強熱減量が0.43質量%になるようにしたこと、包装材本体の寸法を570mm×440mm(縦×横)としたこと、包装材本体の厚みを35μmとしたこと、熱可塑性樹脂層に含まれる樹脂を表2に示すものとしたこと、熱可塑性樹脂層を印刷パターン3としたこと、熱可塑性樹脂層の厚みを2μmとしたこと以外は、実施例1と同様にして、ロービング巻回体の崩壊の有無を確認した。また、ロービング包装体内での熱可塑性樹脂層同士の粘着(ブロッキング)の有無を確認した。さらに、ロービング巻回体が崩壊した際にロービング包装体に残ったロービングの長さを測定した。これらの結果を表2に示す。なお、熱可塑性樹脂層に含まれる熱可塑性樹脂は、ポリウレタンからなる。
【0076】
【表2】
【0077】
表2に示されるように、実施例1〜9のロービング包装体では、ロービングを最後まで引き出しても、ロービング巻回体の崩壊は生じず、熱可塑性樹脂層同士の粘着も生じなかった。一方、比較例1〜3のロービング包装体では、ロービングを引き出している途中でロービング巻回体が崩壊した。また、比較例3のロービング包装体では、熱可塑性樹脂層同士の粘着も生じた。
【符号の説明】
【0078】
1…ロービング包装体
2…ロービング巻回体
3,3a…ロービング包装材
4,4a…包装材本体
5,5a…熱可塑性樹脂層
【技術分野】
【0001】
本発明は、ロービング包装体及びロービング包装材に関する。
【背景技術】
【0002】
従来、ガラス繊維などの繊維が複数集束されたロービングが知られている。ロービングは、通常、筒状に巻回されたロービング巻回体として保管されており、ロービング巻回体の周囲には、ロービング巻回体を包囲する包装材が配されている(以下、包装材により包装されたロービング巻回体を「ロービング包装体」とする。)。一般に、ロービングは、ロービング巻回体の内周側から順に引き出される。このため、ロービング巻回体の外周側に位置するロービングは最後に引き出される。ロービング巻回体の内周側に位置するロービングが引き出されていくと、ロービング巻回体の剛性が低下していく。このため、ロービング巻回体の内周側に位置するロービングが引き出されると、外周側に位置するロービングは、自重で内側に崩落しやすくなる。この崩落により、ロービングが絡まり、ロービングを円滑に引き出せなくなる場合がある。
【0003】
ロービング巻回体の崩落を防止する方法として、例えば、特許文献1には、ロービングパッケージ包装体に、別途、崩れ防止部材を設けることが提案されている。また、特許文献2では、ロービングパッケージと熱収縮フィルムとの間にエチレン−酢酸ビニル共重合体フィルムまたはチューブをガイド棒で差し込み、熱収縮フィルムを熱収縮させて、エチレン−酢酸ビニル共重合体フィルムまたはチューブを介して熱収縮フィルムをロービングパッケージの外周面に接着することが提案されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平3−226473号公報
【特許文献2】特開平5−323375号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1及び2に記載の方法では、崩れ防止部材を別途に設けたり、エチレン−酢酸ビニル共重合体フィルムまたはチューブをガイド棒で差し込んだりする必要がある。
【0006】
本発明は、ロービング巻回体が崩壊しにくいロービング包装体を提供することを主な目的とする。
【課題を解決するための手段】
【0007】
本発明のロービング包装体は、ロービング巻回体と包装材とを備える。ロービング巻回体は、ロービングが筒状に巻回されてなる。包装材は、ロービング巻回体の外周を包囲する。包装材は、包装材本体と熱可塑性樹脂層とを有する。熱可塑性樹脂層は、包装材本体の内面の上に設けられている。熱可塑性樹脂層は、示差走査熱量測定において、50℃〜80℃の温度範囲で1つ以上の吸熱ピークを示し、100℃〜120℃の温度範囲で1つ以上の吸熱ピークを示す。
【0008】
熱可塑性樹脂層は、示差走査熱量測定において、50℃〜80℃の温度範囲で1つ以上の吸熱ピークを示す少なくとも1種の熱可塑性樹脂と、100℃〜120℃の温度範囲で1つ以上の吸熱ピークを示す少なくとも1種の熱可塑性樹脂とを含んでいてもよい。
【0009】
熱可塑性樹脂層の厚みは、2μm〜50μmであることが好ましい。
【0010】
包装材本体の内面において、ロービング巻回体の外周部分と接触する部分に占める熱可塑性樹脂層の面積割合は、20%〜100%であることが好ましい。
【0011】
包装材本体は、ポリオレフィン樹脂を含むことが好ましい。
【0012】
包装材本体は、ポリプロピレン樹脂またはポリエチレン樹脂を含むことが好ましい。
【0013】
ロービング包装体は、高さが300mm以上であってもよい。
【0014】
ロービングは、シングルエンドロービングであってもよい。
【0015】
シングルエンドロービングの強熱減量は、0.1質量%以上であってもよい。
【0016】
本発明のロービング包装材は、包装材本体と熱可塑性樹脂層とを有する。熱可塑性樹脂層は、包装材本体の内面の上に設けられている。熱可塑性樹脂層は、示差走査熱量測定において、50℃〜80℃の温度範囲で1つ以上の吸熱ピークを示し、100℃〜120℃の温度範囲で1つ以上の吸熱ピークを示す。
【発明の効果】
【0017】
本発明によれば、ロービング巻回体が崩壊しにくいロービング包装体を提供することができる。
【図面の簡単な説明】
【0018】
【図1】本発明の一実施形態におけるロービング包装体の模式図である。
【図2】本発明の一実施形態におけるロービング包装体の略図的断面図である。
【図3】本発明の一実施形態におけるロービング包装材の模式図である。
【図4】本発明の一実施形態におけるロービング包装材の略図的展開図である。
【図5】実施例1,4,5,6,8,9におけるロービング包装材の略図的展開図である。
【図6】実施例2におけるロービング包装材の略図的展開図である。
【図7】実施例3,7及び比較例3におけるロービング包装材の略図的展開図である。
【発明を実施するための形態】
【0019】
以下、本発明を実施した好ましい形態の一例について説明する。但し、以下の実施形態は、単なる一例であり、本発明は、以下の実施形態に何ら限定されない。
【0020】
また、実施形態などにおいて参照する各図面において、実質的に同一の機能を有する部材は同一の符号で参照することとする。また、実施形態などにおいて参照する図面は、模式的に記載されたものであり、図面に描画された物体の寸法の比率などは、現実の物体の寸法の比率などとは異なる場合がある。図面相互間においても、物体の寸法比率などが異なる場合がある。具体的な物体の寸法比率などは、以下の説明を参酌して判断されるべきである。
【0021】
図1は、本実施形態におけるロービング包装体の模式図である。図2は、本実施形態におけるロービング包装体の略図的断面図である。ロービング包装体1は、ロービング巻回体2を備える。ロービング巻回体2は、ロービングが筒状に巻回されてなる。
【0022】
本発明において、ロービングとは、ガラス繊維、炭素繊維などを集束させたものをいう。ロービングは、例えば、次のようにして製造されるものである。まず、1本のガラス繊維、炭素繊維からなるフィラメントを準備する。例えば、ガラス繊維からなるフィラメントは、複数のノズルを備えたブッシングから溶融ガラスを引き出すことにより得られる。次に、複数のフィラメントの表面に集束剤を塗布して集束させ、ストランドとし、これを巻き取ってケーキとする。次に、複数のケーキからストランドを引き出し、複数のストランドを集束させてロービングを得る。また、複数のフィラメントの表面に集束剤を塗布して集束させ、ストランドのケーキを経ずに、直接ロービングとしてもよい。このようなロービングを、シングルエンドロービングという。
【0023】
ロービング巻回体2において、ロービングの太さは、通常1000tex〜5000tex程度である。
【0024】
ロービング巻回体2の高さHは、通常250mm以上であり、250mm〜400mm程度であることが好ましい。また、ロービング巻回体2の幅Wは、通常240mm〜350mm程度である。
【0025】
ロービング巻回体2において、ロービングが、シングルエンドロービングである場合、強熱減量は、0.01質量%〜1.5質量%程度であってもよい。
【0026】
ロービングを構成しているフィラメントがガラスにより構成される場合、フィラメントを構成するガラスの種類は特に限定されない。ロービングを構成するガラスとしては、例えば、Eガラス(無アルカリガラスの組成)、ARガラス(耐アルカリ性ガラスの組成)、Cガラス(耐酸性を有するアルカリ石灰含有ガラスの組成)、Dガラス(低誘電率を有するガラスの組成)、Hガラス(高誘電率を有するガラスの組成)、Sガラス(高強度、高弾性率を有するガラスの組成)、Tガラス(高強度、高弾性率を有するガラスの組成)、Mガラス(高弾性率を有するベリリウムを含有するガラスの組成)、NEガラス(低誘電率を有し、低誘電正接を可能にするガラスの組成)などが挙げられる。また、フィラメントは、炭素材料により構成されていてもよい。
【0027】
ロービング包装体1は、包装材3を備える。包装材3は、ロービング巻回体2の外周を包囲している。より具体的には、包装材3は、ロービング巻回体2の上部の一部を除き、ロービング巻回体2の外側を包囲している。包装材3は、上部に開口部を有する。この開口部からロービングが引き出される。
【0028】
包装材3は、包装材本体4と熱可塑性樹脂層5とを有する。包装材本体4は、ポリオレフィン樹脂を含むことが好ましい。包装材本体4は、ポリプロピレン樹脂またはポリエチレン樹脂を含むことがより好ましい。
【0029】
包装材本体4の厚みは、20μm〜150μm程度であることが好ましく、30μm〜100μm程度であることがより好ましく、40μm〜80μm程度であることがさらに好ましい。
【0030】
熱可塑性樹脂層5は、包装材本体4の内面の少なくとも一部の上に設けられている。
【0031】
熱可塑性樹脂層5は、示差走査熱量測定において、50℃〜80℃の温度範囲で1つ以上の吸熱ピークと、100℃〜120℃の温度範囲で1つ以上の吸熱ピークとを示す。
【0032】
熱可塑性樹脂層5は、50℃〜80℃の温度範囲で1つ以上の吸熱ピークを示す少なくとも1種の熱可塑性樹脂と、100℃〜120℃の温度範囲で1つ以上の吸熱ピークを示す少なくとも1種の熱可塑性樹脂とを含む複数種類の熱可塑性樹脂を含んでいてもよい。
【0033】
示差走査熱量測定において、50℃〜80℃の温度範囲で1つ以上の吸熱ピークを示す熱可塑性樹脂としては、例えば、ロジン変性エポキシ樹脂、ポリエステル、ウレタン樹脂、ロジン変性ポリエステルなどが挙げられる。また、示差走査熱量測定において、100℃〜120℃の温度範囲で1つ以上の吸熱ピークを示す熱可塑性樹脂としては、例えば、ポリエチレン、塩素化ポリエチレン、ポリプロピレン、塩素化ポリプロピレンなどが挙げられる。
【0034】
熱可塑性樹脂層5には、粘着成分として、アクリル樹脂、エチレン酢酸ビニル樹脂などが含まれていてもよい。また、熱可塑性樹脂層5には、分散剤などとして、無機物などが含まれていてもよい。
【0035】
熱可塑性樹脂層5の厚みは、2μm〜25μm程度であることが好ましく、3μm〜10μm程度であることがより好ましい。
【0036】
包装材本体4の内面において、ロービング巻回体の外周部分と接触する部分に占める熱可塑性樹脂層5の面積割合は、20%〜100%程度であることが好ましく、30%〜70%程度であることがより好ましく、40%〜60%程度であることがさらに好ましい。
【0037】
包装材本体4の内面の上に設けられる熱可塑性樹脂層5の形状、配置などは特に限定されないが、全周にわたって連続的または間欠的に設けられていることが好ましい。
【0038】
本実施形態におけるロービング包装体1では、包装材本体4の内面の上に設けられた熱可塑性樹脂層5を有する包装材3によって、ロービング巻回体2が包囲されている。ロービング包装体1では、熱可塑性樹脂層5が、示差走査熱量測定において、50℃〜80℃の温度範囲で1つ以上の吸熱ピークを示す。このため、ロービング巻回体2が崩壊することを防ぐための崩れ防止部材などを別途に設けない場合であっても、常温以下において、熱可塑性樹脂層5がロービング巻回体2の外周部分と適度に粘着し、ロービング巻回体2が崩壊しにくい。また、ロービング包装体1では、熱可塑性樹脂層5が、示差走査熱量測定において、100℃〜120℃の温度範囲で1つ以上の吸熱ピークを示す。このため、常温下において、熱可塑性樹脂層5とロービング巻回体2の外周部分とが強く粘着しすぎたり、熱可塑性樹脂層5同士が強く粘着することが抑制され、ロービング包装体1からロービングを引き出しやすい。
【0039】
また、シングルエンドロービングでは、ロービング巻回体の状態で集束剤の乾燥が行われる。この乾燥工程において、ロービング巻回体の中間層の強熱減量よりも最内層及び最内層の強熱減量の方が高くなることが知られている。ロービングの強熱減量が大きくなるほど、ロービング同士の粘着性(接着性)が増し、ロービングを引き出す際に、ロービング同士の持ち上がりによる崩壊が生じやすくなる。
【0040】
これに対して、本実施形態におけるロービング包装体1では、ロービングがシングルエンドロービングであっても、上記の熱可塑性樹脂層5により、ロービング巻回体2の崩壊が抑制される。ロービング包装体1では、例えば、シングルエンドロービングの強熱減量が0.1質量%〜1.5質量%程度であっても、ロービング巻回体2の崩壊が抑制される。
【0041】
次に、ロービング包装体1の製造方法の一例について説明する。
【0042】
まず、図3及び図4に示すロービング包装材3aを用意する。このロービング包装材3aは、図1及び図2に示すロービング包装材3を構成するためのものである。ロービング包装材3aは、包装材本体4aと、熱可塑性樹脂層5aとを有する。包装材本体4aは、包装材本体4を構成するためのものである。包装材本体4は、後述の通り、包装材本体4aが熱収縮することにより構成される。包装材本体4aは、袋状に設けられている。
【0043】
包装材本体4aは、ポリオレフィン樹脂を含むことが好ましく、ポリプロピレン樹脂またはポリエチレン樹脂を含むことがより好ましい。包装材本体4aの厚みは、25μm〜155μm程度であることが好ましく、35μm〜105μm程度であることが好ましく、45μm〜85μm程度であることがさらに好ましい。
【0044】
包装材本体4aの内面の少なくとも一部の上には、熱可塑性樹脂層5aが設けられている。熱可塑性樹脂層5aは、示差走査熱量測定において、熱可塑性樹脂層5と同様の吸熱ピークとを示す。また、熱可塑性樹脂層5aに含まれる熱可塑性樹脂は、熱可塑性樹脂層5に含まれる熱可塑性樹脂と同様である。さらに、熱可塑性樹脂層5aには、熱可塑性樹脂層5に含まれる粘着成分が含まれていてもよい。
【0045】
包装材本体4aのロービングの外周部分と接触する部分に占める熱可塑性樹脂層5aの面積割合は、20%〜100%であることが好ましく、30%〜80%程度であることがより好ましく、40%〜60%程度であることがさらに好ましい。
【0046】
包装材本体4aの内面の上に熱可塑性樹脂層5aを設ける方法は、特に限定されない。例えば、印刷方法により、包装材本体4aの上に、熱可塑性樹脂層5aを設けることができる。印刷方法としては、例えば、グラビア印刷法などが挙げられる。包装材本体4aの内面の上に設けられる熱可塑性樹脂層5aの形状、配置などは、特に限定されるものではなく、図4に示すように間欠的に設けられていても、或いは全周にわたって連続的に設けられても良い。
【0047】
次に、ロービング巻回体2を包装材3a内に配置し、常温(25℃)から120℃以上に加熱することにより、ロービング包装体1を得る。
【0048】
具体的には、包装材3aでロービング巻回体2を包囲して、包装材3aの包装材本体4aを周方向に15%以下熱収縮させる。すなわち、ロービング包装体1の包装材本体4は、包装材3aの包装材本体4aが周方向に15%以下熱収縮したものである。包装材3aでロービング巻回体2を包囲して包装材本体4aを熱収縮させる際、常温から120℃以上に加熱したときに、包装材本体4aを周方向に2%〜15%程度熱収縮させることが好ましい。より具体的には、包装材3aでロービング巻回体2を包囲して包装材本体4aを熱収縮させる際、常温から、160℃〜200℃程度まで加熱したときに、包装材本体4aを周方向に15%以下熱収縮させる。包装材3aでロービング巻回体2を包囲して包装材本体4aを熱収縮させる際、常温から、160℃〜200℃程度まで加熱したときに、包装材本体4aを周方向に2%〜15%程度熱収縮させることが好ましい。
【0049】
また、包装材3aでロービング巻回体2を包囲して包装材本体4aを熱収縮させる際、常温から120℃以上に加熱されたときに、包装材本体4aを高さ方向(y方向)に30%以下熱収縮させることが好ましく、高さ方向に2%〜30%程度熱収縮させることがより好ましく、高さ方向に2%〜20%程度熱収縮させることがさらに好ましい。より具体的には、包装材3aでロービング巻回体2を包囲して包装材本体4aを熱収縮させる際、常温から、160℃〜200℃程度まで加熱したときに、包装材本体4aを高さ方向(y方向)に30%以下熱収縮させることが好ましく、高さ方向に2%〜30%程度熱収縮させることがより好ましく、高さ方向に2%〜20%程度熱収縮させることがさらに好ましい。
【0050】
包装材本体4aは、常温から120℃のグリセリンバスに20秒間浸漬されたときに、周方向(横方向)に40%以上熱収縮するものである。包装材本体4aは、常温から120℃のグリセリンバスに20秒間浸漬されたときに周方向に40%〜75%程度熱収縮するものであることが好ましい。また、包装材本体4aは、常温から120℃のグリセリンバスに20秒間浸漬されたときに、高さ方向(縦方向)に2%以上熱収縮するものであることが好ましく、高さ方向に2%〜65%程度熱収縮するものであることがより好ましい。なお、包装材本体4aを常温から120℃のグリセリンバスに20秒間浸漬されたときの熱収縮率は、例えば、JIS Z 1709の測定方法によって測定することができる。
【0051】
本実施形態における包装材3aにおいて、熱可塑性樹脂層5aは、示差走査熱量測定において、100℃〜120℃の温度範囲に1つ以上の吸熱ピークを示す。これにより、常温下における熱可塑性樹脂層5a同士の粘着が抑制されている。よって、例えば、包装材3aが折りたたまれて保管される場合などに、熱可塑性樹脂層5a同士が互いに粘着してしまうこと抑制することができる。
【0052】
また、ロービング包装体1を製造するに際し、包装材3aを常温から120℃以上に加熱する。このとき、熱可塑性樹脂層5aは、示差走査熱量測定において、50℃〜80℃の温度範囲で1つ以上の吸熱ピークを示すため、包装材本体4aが熱収縮すると共に熱可塑性樹脂層5aの粘度が低くなる。よって、熱可塑性樹脂層5とロービング巻回体2の外周部分とが粘着されやすくなる。
【0053】
さらに、包装材3aには、包装材本体4aと熱可塑性樹脂層5aとが一体的に設けられている。よって、ロービング包装体1の製造においては、ロービング巻回体2を包装材3aで包囲して加熱すればよく、ロービング巻回体2が崩壊することを防ぐための崩れ防止部材などを別途に設ける必要がなく、製造が容易である。
【0054】
以上の通り、本実施形態におけるロービング包装体1では、ロービング巻回体2が崩壊しにくく、製造が容易である。
【0055】
以下、本発明について、具体的な実施例に基づいて、さらに詳細に説明する。本発明は、以下の実施例に何ら限定されるものではなく、その要旨を変更しない範囲において適宜変更して実施することが可能である。
【0056】
(実施例1)
溶融ガラス(SiO2:58%、Na2O:0.3%、K2O:0.1%、CaO:24.2%、TiO2:0.2%、MgO:1.3%、SrO:0.1%、Al2O3:8.6%、B2O3:7.1%)を、ブッシングに設けられた複数のノズルから引き出してフィラメント(太さ17μm)とした。このフィラメントを数千本集束させ、2310texの太さになるように調整して、シングルエンドロービングの形態とした。このとき、シングルエンドロービングの強熱減量が0.55%になるように予め調製した集束剤を、フィラメントの表面にロール法を用いて塗布した。集束剤は、ポリプロピレン樹脂、アミノプロピルトリエトキシシランカップリング剤(日本ユニカ株式会社製)、及びポリエチレン樹脂を用いた。
【0057】
得られたシングルエンドロービングを、高さが330mm、幅が275mmの円筒状に巻き取り、ロービング巻回体とし、集束剤を乾燥させた。
【0058】
次に、包装材本体として、ポリプロピレン(PP)とポリエチレン(PE)とからなる寸法570mm×440mm(縦×横)の樹脂シートを準備した。包装材本体の厚みは、表2の通りである。また、100mm角の樹脂シートを常温(25℃)から120℃のグリセリンバスに浸漬し、20秒間保持ときの熱収縮率を、JIS Z 1709に準拠した方法で測定した。結果を表2に示す。なお、JIS Z 1709の測定方法と実施例及び比較例の測定方法との相違点は、表1の通りである。
【0059】
【表1】
【0060】
次に、包装材本体の内面の上に、グラビア印刷により、熱可塑性樹脂層を形成し、包装材を得た。図5に示すように、熱可塑性樹脂層5aは、包装材本体4aの上に高さ方向(y方向)が300mm、周方向(x方向)が75mmの長方形状が5つ並ぶように印刷した。これを印刷パターン1とする。熱可塑性樹脂層の厚み、熱可塑性樹脂層に含まれる熱可塑性樹脂、熱可塑性樹脂層に含まれる熱可塑性樹脂の示差走査熱量測定における吸熱ピークの温度は、表2に記載の通りである。なお、熱可塑性樹脂層に含まれる熱可塑性樹脂は、塩化ポリプロピレンが約75質量%程度、残部が、ポリエステル、ロジン変性エポキシ樹脂などである。
【0061】
この包装材を二つ折りにし、L字型の2片を熱融着させ、一片に開口部を有する袋状の包装材を得た。このとき、包装材の内面の熱可塑性樹脂層がロービング巻回体の外周部分に位置するようにした。
【0062】
得られた袋状の包装材によって、上記のロービング巻回体を包囲し、大気下、常温(25℃)から160℃まで加熱(160℃で1分30秒保持)し、包装材本体を熱収縮させ、ロービング包装体を得た。包装材本体を常温(25℃)から160℃まで加熱したときの熱集収縮率(高さ方向/周方向)を表2に示す。
【0063】
得られたロービング包装体において、包装材本体の内面に占める熱可塑性樹脂層の面積割合は、36%であった。
【0064】
次に、得られたロービング包装体のロービング巻回体の内周から、100m/分の早さでロービングを引き出し、ロービング巻回体の崩壊の有無を確認した。また、ロービング包装体内での熱可塑性樹脂層同士の粘着(ブロッキング)の有無を確認した。これらの結果を表2に示す。
【0065】
(実施例2)
シングルエンドロービングの強熱減量が0.23質量%になるようにしたこと、包装材本体の寸法を570mm×450mm(縦×横)としたこと、包装材本体の厚みを35μmとしたこと、熱可塑性樹脂層5aを図6に示すように、包装材本体4aの内面の上に高さ方向(y方向)が300mm、周方向(x方向)が75mmの長方形状が4つ並ぶように印刷した(これを印刷パターン2とする)こと以外は、実施例1と同様にして、ロービング巻回体の崩壊の有無を確認した。また、ロービング包装体内での熱可塑性樹脂層同士の粘着(ブロッキング)の有無を確認した。これらの結果を表2に示す。なお、実施例2得られたロービング包装体において、包装材本体の内面のロービング巻回体の外周部分と接触する部分に占める熱可塑性樹脂層の面積割合は、28%であった。
【0066】
(実施例3)
シングルエンドロービングの強熱減量が0.42質量%になるようにしたこと、包装材本体の寸法を570mm×460mm(縦×横)としたこと、包装材本体の厚みを30μmとしたこと、熱可塑性樹脂層5aを図7に示すように、包装材本体4aの上に高さ方向(y方向)が300mm、周方向(x方向)が440mmの長方形状が1つとなるように印刷した(これを印刷パターン3とする)こと以外は、実施例1と同様にして、ロービング巻回体の崩壊の有無を確認した。また、ロービング包装体内での熱可塑性樹脂層同士の粘着(ブロッキング)の有無を確認した。これらの結果を表2に示す。なお、実施例3得られたロービング包装体において、包装材本体の内面のロービング巻回体の外周部分と接触する部分に占める熱可塑性樹脂層の面積割合は、85%であった。
【0067】
(実施例4)
シングルエンドロービングの強熱減量が0.72質量%になるようにしたこと、熱可塑性樹脂層に含まれる樹脂を表2に示すものとしたこと、包装材本体の寸法を520mm×490mm(縦×横)としたこと、熱可塑性樹脂層の厚みを7μmとしたこと以外は、実施例1と同様にして、ロービング巻回体の崩壊の有無を確認した。また、ロービング包装体内での熱可塑性樹脂層同士の粘着(ブロッキング)の有無を確認した。これらの結果を表2に示す。なお、熱可塑性樹脂層に含まれる熱可塑性樹脂は、塩化ポリプロピレンが約75質量%程度、残部が、ポリウレタン、ロジン変性エポキシ樹脂などである。
【0068】
(実施例5)
シングルエンドロービングの強熱減量が0.52質量%になるようにしたこと、包装材本体をポリエチレンからなる樹脂シート(440mm×520mm)とし、大気下、常温(25℃)から200℃まで加熱(200℃で30秒保持)して熱収縮させたこと、包装材本体の寸法を520mm×440mm(縦×横)としたこと、包装材本体の厚みを50μmとしたこと、熱可塑性樹脂層の厚みを7μmとしたこと以外は、実施例1と同様にして、ロービング巻回体の崩壊の有無を確認した。また、ロービング包装体内での熱可塑性樹脂層同士の粘着(ブロッキング)の有無を確認した。これらの結果を表2に示す。なお、袋状の包装材は、包装材本体の内面の上に熱可塑性樹脂層を形成した包装材を二つ折りにし、両端の2片を熱融着させ、一片に開口部を有するものとした。このとき、包装材の内面の熱可塑性樹脂層がロービング巻回体の外周部分に位置するようにした。
【0069】
(実施例6)
シングルエンドロービングの強熱減量が0.37質量%になるようにしたこと、包装材本体の厚みを70μmとしたこと以外は、実施例5と同様にして、ロービング巻回体の崩壊の有無を確認した。また、ロービング包装体内での熱可塑性樹脂層同士の粘着(ブロッキング)の有無を確認した。これらの結果を表2に示す。
【0070】
(実施例7)
シングルエンドロービングの強熱減量が0.57質量%になるようにしたこと、包装材本体の寸法を520mm×470mm(縦×横)としたこと、熱可塑性樹脂層を印刷パターン3としたこと以外は、実施例5と同様にして、ロービング巻回体の崩壊の有無を確認した。また、ロービング包装体内での熱可塑性樹脂層同士の粘着(ブロッキング)の有無を確認した。これらの結果を表2に示す。
【0071】
(実施例8)
シングルエンドロービングの強熱減量が0.42質量%になるようにしたこと、熱可塑性樹脂層に含まれる樹脂を表2に示すものとしたこと、包装材本体の寸法を520mm×460mm(縦×横)としたこと、熱可塑性樹脂層の厚みを5μmとしたこと以外は、実施例5と同様にして、ロービング巻回体の崩壊の有無を確認した。また、ロービング包装体内での熱可塑性樹脂層同士の粘着(ブロッキング)の有無を確認した。これらの結果を表2に示す。なお、熱可塑性樹脂層に含まれる熱可塑性樹脂は、塩化ポリプロピレンが約75質量%程度、残部が、ポリウレタン、ロジン変性エポキシ樹脂などである。
【0072】
(実施例9)
シングルエンドロービングの強熱減量が0.21質量%になるようにしたこと、包装材本体の寸法を520mm×480mm(縦×横)としたこと、包装材本体の厚みを40μmとしたこと、熱可塑性樹脂層の厚みを14μmとしたこと以外は、実施例5と同様にして、ロービング巻回体の崩壊の有無を確認した。また、ロービング包装体内での熱可塑性樹脂層同士の粘着(ブロッキング)の有無を確認した。これらの結果を表2に示す。
【0073】
(比較例1)
シングルエンドロービングの強熱減量が0.52質量%になるようにしたこと、シングルエンドロービングを、高さが250mm、幅が280mmの円筒状に巻き取り、ロービング巻回体としたこと、包装材本体としてポリプロピレンとポリエチレンとからなる寸法510mm×510mmの樹脂シートを使用したこと、熱可塑性樹脂層を設けなかったこと以外は、実施例1と同様にして、ロービング巻回体の崩壊の有無を確認した。また、ロービング巻回体が崩壊した際にロービング包装体に残ったロービングの長さを測定した。これらの結果を表2に示す。
【0074】
(比較例2)
シングルエンドロービングの強熱減量が0.71質量%になるようにしたこと、包装材本体の寸法を570mm×440mm(縦×横)としたこと、熱可塑性樹脂層を設けなかったこと以外は、実施例1と同様にして、ロービング巻回体の崩壊の有無を確認した。また、ロービング巻回体が崩壊した際にロービング包装体に残ったロービングの長さを測定した。これらの結果を表2に示す。
【0075】
(比較例3)
シングルエンドロービングの強熱減量が0.43質量%になるようにしたこと、包装材本体の寸法を570mm×440mm(縦×横)としたこと、包装材本体の厚みを35μmとしたこと、熱可塑性樹脂層に含まれる樹脂を表2に示すものとしたこと、熱可塑性樹脂層を印刷パターン3としたこと、熱可塑性樹脂層の厚みを2μmとしたこと以外は、実施例1と同様にして、ロービング巻回体の崩壊の有無を確認した。また、ロービング包装体内での熱可塑性樹脂層同士の粘着(ブロッキング)の有無を確認した。さらに、ロービング巻回体が崩壊した際にロービング包装体に残ったロービングの長さを測定した。これらの結果を表2に示す。なお、熱可塑性樹脂層に含まれる熱可塑性樹脂は、ポリウレタンからなる。
【0076】
【表2】
【0077】
表2に示されるように、実施例1〜9のロービング包装体では、ロービングを最後まで引き出しても、ロービング巻回体の崩壊は生じず、熱可塑性樹脂層同士の粘着も生じなかった。一方、比較例1〜3のロービング包装体では、ロービングを引き出している途中でロービング巻回体が崩壊した。また、比較例3のロービング包装体では、熱可塑性樹脂層同士の粘着も生じた。
【符号の説明】
【0078】
1…ロービング包装体
2…ロービング巻回体
3,3a…ロービング包装材
4,4a…包装材本体
5,5a…熱可塑性樹脂層
【特許請求の範囲】
【請求項1】
ロービングが筒状に巻回されてなるロービング巻回体と、
前記ロービング巻回体の外周を包囲する包装材と、
を備え、
前記包装材は、包装材本体と、前記包装材本体の内面の上に設けられた熱可塑性樹脂層を有し、
前記熱可塑性樹脂層は、示差走査熱量測定において、50℃〜80℃の温度範囲で1つ以上の吸熱ピークを示し、100℃〜120℃の温度範囲で1つ以上の吸熱ピークを示す、ロービング包装体。
【請求項2】
前記熱可塑性樹脂層は、示差走査熱量測定において、50℃〜80℃の温度範囲で1つ以上の吸熱ピークを示す少なくとも1種の熱可塑性樹脂と、100℃〜120℃の温度範囲で1つ以上の吸熱ピークを示す少なくとも1種の熱可塑性樹脂とを含む、請求項1に記載のロービング包装体。
【請求項3】
前記熱可塑性樹脂層の厚みは、2μm〜50μmである、請求項1または2に記載のロービング包装体。
【請求項4】
前記包装材本体の内面において、前記ロービング巻回体の外周部分と接触する部分に占める前記熱可塑性樹脂層の面積割合は、20%〜100%である、請求項1〜3のいずれか一項に記載のロービング包装体。
【請求項5】
前記包装材本体は、ポリオレフィン樹脂を含む、請求項1〜4のいずれか一項に記載のロービング包装体。
【請求項6】
前記包装材本体は、ポリプロピレン樹脂またはポリエチレン樹脂を含む、請求項1〜5のいずれか一項に記載のロービング包装体。
【請求項7】
高さが300mm以上である、請求項1〜6のいずれか一項に記載のロービング包装体。
【請求項8】
前記ロービングは、シングルエンドロービングである、請求項1〜7のいずれか一項に記載のロービング包装体。
【請求項9】
前記シングルエンドロービングの強熱減量が0.1質量%以上である、請求項8に記載のロービング包装体。
【請求項10】
包装材本体と、
前記包装材本体の内面の上に設けられた熱可塑性樹脂層と、
を有し、
前記熱可塑性樹脂層は、示差走査熱量測定において、50℃〜80℃の温度範囲で1つ以上の吸熱ピークを示し、100℃〜120℃の温度範囲で1つ以上の吸熱ピークを示す、ロービング包装材。
【請求項1】
ロービングが筒状に巻回されてなるロービング巻回体と、
前記ロービング巻回体の外周を包囲する包装材と、
を備え、
前記包装材は、包装材本体と、前記包装材本体の内面の上に設けられた熱可塑性樹脂層を有し、
前記熱可塑性樹脂層は、示差走査熱量測定において、50℃〜80℃の温度範囲で1つ以上の吸熱ピークを示し、100℃〜120℃の温度範囲で1つ以上の吸熱ピークを示す、ロービング包装体。
【請求項2】
前記熱可塑性樹脂層は、示差走査熱量測定において、50℃〜80℃の温度範囲で1つ以上の吸熱ピークを示す少なくとも1種の熱可塑性樹脂と、100℃〜120℃の温度範囲で1つ以上の吸熱ピークを示す少なくとも1種の熱可塑性樹脂とを含む、請求項1に記載のロービング包装体。
【請求項3】
前記熱可塑性樹脂層の厚みは、2μm〜50μmである、請求項1または2に記載のロービング包装体。
【請求項4】
前記包装材本体の内面において、前記ロービング巻回体の外周部分と接触する部分に占める前記熱可塑性樹脂層の面積割合は、20%〜100%である、請求項1〜3のいずれか一項に記載のロービング包装体。
【請求項5】
前記包装材本体は、ポリオレフィン樹脂を含む、請求項1〜4のいずれか一項に記載のロービング包装体。
【請求項6】
前記包装材本体は、ポリプロピレン樹脂またはポリエチレン樹脂を含む、請求項1〜5のいずれか一項に記載のロービング包装体。
【請求項7】
高さが300mm以上である、請求項1〜6のいずれか一項に記載のロービング包装体。
【請求項8】
前記ロービングは、シングルエンドロービングである、請求項1〜7のいずれか一項に記載のロービング包装体。
【請求項9】
前記シングルエンドロービングの強熱減量が0.1質量%以上である、請求項8に記載のロービング包装体。
【請求項10】
包装材本体と、
前記包装材本体の内面の上に設けられた熱可塑性樹脂層と、
を有し、
前記熱可塑性樹脂層は、示差走査熱量測定において、50℃〜80℃の温度範囲で1つ以上の吸熱ピークを示し、100℃〜120℃の温度範囲で1つ以上の吸熱ピークを示す、ロービング包装材。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2013−103735(P2013−103735A)
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願番号】特願2011−248223(P2011−248223)
【出願日】平成23年11月14日(2011.11.14)
【出願人】(000232243)日本電気硝子株式会社 (1,447)
【Fターム(参考)】
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願日】平成23年11月14日(2011.11.14)
【出願人】(000232243)日本電気硝子株式会社 (1,447)
【Fターム(参考)】
[ Back to top ]