
ローラの製造方法
【課題】この発明の課題は、軸体の外周面に高い密着性で弾性層を形成できるローラの製造方法を提供することにある。
【解決手段】軸体2の外周面に形成された弾性層3を備えてなるローラ1の製造方法であって、軸体2の表面における軟水の接触角が20°以下の前記軸体に弾性層3を形成するローラ1の製造方法。
【解決手段】軸体2の外周面に形成された弾性層3を備えてなるローラ1の製造方法であって、軸体2の表面における軟水の接触角が20°以下の前記軸体に弾性層3を形成するローラ1の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、ローラの製造方法に関し、さらに詳しくは、軸体の外周面に高い密着性で弾性層を形成できるローラの製造方法に関する。
【背景技術】
【0002】
レーザープリンター及びビデオプリンター等のプリンター、複写機、ファクシミリ、これらの複合機等の画像形成装置には、例えば、現像剤を担持搬送する現像ローラ、現像剤を現像ローラに供給する現像剤供給ローラ、記録体を搬送する搬送ローラ、現像剤を記録体に転写させる転写ローラ、記録体上の現像剤を記録体に定着させる定着ローラ、定着ローラを圧接する加圧ローラ等の多種多様の各種ローラを備えている。これらのローラは、例えば、棒状の軸体とその外周に形成された弾性層とを備えている。
【0003】
このようなローラにおいて、軸体と弾性層とを強固に密着させて高い耐久性を確保するため、例えば、軸体と弾性層との間にプライマー層若しくは接着層等を介在させる技術、又は、軸体の外周面をコロナ放電処理する技術がある(例えば、特許文献1の0011欄)。
【0004】
軸体と弾性層との間にプライマー層又は接着層等を介在させる技術においては、ローラの製造工程が煩雑で製造コストが高くなるうえ、軸体を再利用するに当って軸体の外周面に形成されたプライマー層又は接着層等が1つの障害になることがある。
【0005】
一方、軸体の外周面をコロナ放電処理する技術においては、再利用時の障害等はあまりないものの、単に軸体をコロナ放電処理しただけでは軸体に十分に密着した状態に弾性層を形成できないことがあった。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2000−313807号公報の0011欄
【発明の概要】
【発明が解決しようとする課題】
【0007】
この発明は、軸体の外周面に高い密着性で弾性層を形成できるローラの製造方法を提供することを、目的とする。
【課題を解決するための手段】
【0008】
この発明の発明者は、軸体と弾性層との密着性について検討したところ、軸体表面の接触角(軟水)が弾性層との密着性に深く関与しており、軸体の接触角が20°であると軸体の表面に高い密着性で弾性層を形成できることを見出し、さらに特定の条件で軸体をコロナ放電処理した後に特定の条件で弾性層を形成すると20°以下の接触角を有する軸体に弾性層を形成できることを見出して、この発明を完成させた。
【0009】
また、この発明の発明者は、さらに検討を進めたところ、コロナ放電処理する前に軸体を加熱処理すると軸体の外周面により一層高い密着性で弾性層を形成できることを見出して、この発明を完成させた。
【0010】
前記課題を解決するための手段として、
請求項1は、軸体の外周面に形成された弾性層を備えてなるローラの製造方法であって、表面における軟水の接触角が20°以下の前記軸体に弾性層を形成するローラの製造方法であり、
請求項2は、前記弾性層を形成する工程は、前記軸体の表面における軟水の接触角を20°以下に調整した後に弾性層を形成する工程である請求項1に記載のローラの製造方法であり、
請求項3は、前記弾性層を形成する工程は、前記軸体の表面に下記条件(1)でコロナ放電処理する第1サブ工程と、コロナ放電処理された前記表面に下記条件(2)で導電性ゴム組成物を配置する第2サブ工程とを有する請求項1又は2に記載のローラの製造方法であり、
請求項4は、前記弾性層を形成する工程は、前記第1サブ工程の前に前記軸体を加熱する前処理工程を有する請求項3に記載のローラの製造方法であり、
請求項5は、前記軸体と前記弾性層との接着強度が330〜420Nである請求項1〜4のいずれか1項に記載のローラの製造方法である。
<条件>
(1)処理時間:10秒以上
(2)コロナ放電完了後の経過時間:6時間以下
【発明の効果】
【0011】
この発明に係るローラの製造方法は表面における軟水の接触角を20°以下の前記軸体に弾性層を形成するから軸体の表面すなわち外周面に形成された弾性層は軸体の表面との密着性が高くなる。また、この発明に係るローラの製造方法は弾性層を形成する工程の前に前記軸体を加熱する前処理工程を有するから軸体の表面すなわち外周面に形成された弾性層は軸体の表面との密着性がより一層高くなる。したがって、この発明によれば軸体の外周面に高い密着性で弾性層を形成できるローラの製造方法を提供することができる。
【図面の簡単な説明】
【0012】
【図1】図1は、この発明に係るローラの製造方法によって製造されるローラの一例を示す概略斜視図である。
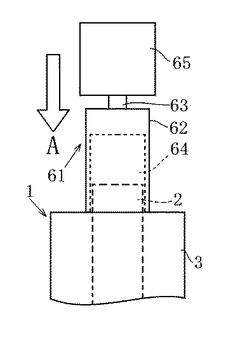
【図2】図2は、接着強度を測定する装置及び方法を説明する概略説明図である。
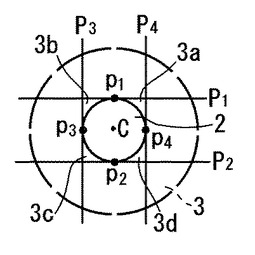
【図3】図3は、実施例における弾性層の軸体への接着状態を評価する方法を説明する概略説明図である。
【発明を実施するための形態】
【0013】
この発明に係るローラの製造方法によって製造されるローラは、軸体の外周面に形成された筒状の弾性層を備えてなるローラであればよく、この弾性層が最外層であってもよく、また弾性層の外周面に例えば表面層、コート層等の他の層が形成されていてもよい。この発明に係るローラの製造方法によって製造されるローラの弾性層は導電性を有していてもいなくてもよく、また気泡のないゴム層(所謂ソリッドゴム層とも称する。)であってもよく気泡が存在する発泡ゴム層であってもよい。この弾性層は導電性ゴム組成物の一次硬化体を研磨加工してなる弾性層であっても研磨加工せずに二次硬化してなる弾性層であってもよい。一次硬化体を研磨加工せずに二次硬化してなる弾性層として、例えば、導電性ゴム組成物からなるソリッドゴム層が挙げられる。
【0014】
この発明に係るローラの製造方法によって製造されるローラの一例として、例えば、図1に示されるように、軸体2と、軸体2の外周面に導電性ゴム組成物を硬化してなる気泡のない弾性層3とを備えてなるローラ1が挙げられる。
【0015】
軸体2は、従来公知の導電性ローラにおける軸体と基本的に同様である。この軸体2は、鉄、アルミニウム、ステンレス鋼、真鍮等で構成された所謂「芯金」と称される軸体であり、良好な導電特性を有している。軸体2は熱可塑性樹脂若しくは熱硬化性樹脂等の絶縁性芯体にメッキを施して導電化した軸体であってもよい。
【0016】
弾性層3は、従来公知の導電性ローラにおける気泡のない弾性層と基本的に同様である。この弾性層3は軸体2の外周面に例えば後述する導電性ゴム組成物を硬化して成り、20〜70のJIS A硬度を有しているのが好ましい。この弾性層3は導電性を有しており、1〜30mm、好ましくは5〜20mmの厚さを有している。
【0017】
この発明に係るローラの製造方法(以下、この発明に係る製造方法と称することがある。)は、軸体と弾性層とを備えたローラを製造する製造方法であって、軸体の表面における軟水の接触角が20°以下である場合にはそのまま、20°を超える場合には20°以下に調整した後に、弾性層を形成する工程を有することを特徴とする。以下に、図1に示されるローラ1を製造する方法を例に挙げて、この発明に係る製造方法を説明する。
【0018】
この発明に係る製造方法を実施するには軸体2を準備する。軸体2は、芯金とも称され、例えば、図1に示されるように、軸線方向に沿って均一な外径を有する棒状体とされる。この軸体2は、例えば、鉄、アルミニウム、ステンレス鋼、真鍮若しくはこれらの合金等の金属、熱可塑性樹脂若しくは熱硬化性樹脂等の樹脂、及び前記樹脂等に導電性付与剤としてカーボンブラック又は金属粉体等を配合した導電性樹脂等の材料を用いて、公知の方法により棒状体に作製される。
【0019】
この軸体2は、その外周面にメッキ処理が施されてもよい。例えば、無電解メッキ、より具体的には、無電解ニッケルメッキ等が挙げられる。これらのメッキ処理は適宜の方法及び条件で行うことができる。
【0020】
この軸体2は、所望により、その外周面の接触角が調整される前に、その外周面を洗浄、脱脂処理等してもよい。これらの処理は、通常、トルエン等の芳香族系有機溶媒、アセトン、アルコール等の極性有機溶媒等で実施される。
【0021】
この発明に係る製造方法において、所望により、軸体2の外周面を洗浄、脱脂処理の後に軸体2を加熱する前処理工程が実施される。軸体2を加熱処理すると軸体2と弾性層3との密着性をより一層高めることができる。
【0022】
前記前処理工程は軸体2を50〜200℃で加熱する加熱処理であって、加熱環境等は特に限定されず、大気中でも実施できる。前処理工程の効果をより一層顕著に発揮させるには、加熱温度は100〜200℃であるのが好ましく、加熱時間は10〜30分間であるのが好ましい。この加熱処理は少なくとも軸体2の外周面を加熱できればよく、公知の加熱器等を用いて行うことができる。前処理工程は前記洗浄、脱脂処理の後に行うのが好ましい。
【0023】
この発明に係る製造方法においては、製造されるローラ1は軸体2と弾性層3とが高い密着性を発揮するから、軸体2の外周面の接触角を調整する前及び後のいずれにおいても、その外周面にプライマー及び接着剤を塗布しなくてもよく、軸体2の再利用を考慮するとプライマー及び接着剤を塗布しないのが好ましい。
【0024】
この発明に係る製造方法において、このようにして準備した軸体2が表面における軟水の接触角が20°以下である場合には、この軸体2は弾性層を形成する工程に供される。一方、準備した軸体2の表面が20°を超える接触角(軟水)である場合には、軸体2の外周面の接触角を20°以下に調整する。具体的には、軸体2は、その外周面が処理され、処理後の外周面における軟水の接触角が20°以下に調整される。軸体2の外周面の接触角が20°以下であると、軸体2の外周面と弾性層3を形成する後述する導電性ゴム組成物との密着性が高くなり、その結果、この導電性ゴム組成物が硬化してなる弾性層3と軸体2とが高い密着性を発揮する。この発明において、軸体2の外周面の接触角は弾性層3と軸体2とをより一層高い密着性で形成できる点で15°以下であるのが好ましい。ここで、軸体2における軟水の接触角は弾性層3を形成する導電性ゴム組成物が軸体2の外周面に配置されるときの接触角であり、具体的には、表面処理後に後述する経過時間が経過したときの接触角である。この接触角は例えば接触角計(商品名「CA‐DT型」、協和界面化学株式会社製)を用いて測定できる。具体的には、軸体2を接触角計にセットし、その表面(複数箇所)に液滴径が2mmとなるように試験液として軟水の液滴を滴下する。接触角の計測は、軟水を滴下して5秒後に、表面と液滴の接点と液滴頂点部でなす角度を接触角計に内蔵された角度目盛りで読み取り2倍に換算して求めた値を算術平均して求める。なお、軟水は硬度が100以下の水である。
【0025】
この発明に係る製造方法において、軸体2の接触角(軟水)を調整する場合には、軸体2の接触角(軟水)は、20°以下であって、軸体2の外周面が表面処理される前の軸体(この発明において表面処理された軸体と区別するため「軸体形成体」と称することがある。)の接触角(軟水)に対する比率が10〜40%であるのが好ましく、15〜40%であるのが特に好ましい。この接触角(軟水)の比率は式:[軸体2の接触角/軸体形成体の接触角]×100(%)で算出される。また、軸体2の接触角(軟水)は、20°以下であって、軸体形成体の接触角(軟水)に対して60〜90%低下しているのが好ましく、60〜85%低下しているのが特に好ましい。この接触角(軟水)の低下率は式:[(軸体形成体の接触角−軸体2の接触角)/軸体形成体の接触角]×100(%)で算出される。接触角の比率及び低下率が前記範囲内にあると軸体2と弾性層3を形成する後述する導電性ゴム組成物とが高い密着性を発揮し、その結果、この導電性ゴム組成物が硬化してなる弾性層3と軸体2とのより一層高い密着性を実現できる。ここで、軸体形成体における軟水の接触角は軸体形成体を用いて軸体2の前記接触角の測定方法と基本的に同様にして測定される。接触角の比率及び低下率は例えば後述するコロナ放電処理終了後(軸体2作製後)からその表面に導電性ゴム組成物を配置するまでの経過時間を短縮することによって、前記範囲内に調整できる。
【0026】
軸体2の外周面における軟水の接触角を20°以下に調整する表面処理は、特に限定されないが、コロナ放電処理であるのが表面の浸透性を改質し易いため、好ましい。軸体2の接触角を前記範囲内に調整するには、少なくとも下記条件(1)で軸体形成体の表面をコロナ放電処理する方法が挙げられる。
<条件>
(1)処理時間:10秒以上
【0027】
この発明において、この発明に係る好ましい製造方法は、弾性層を形成する工程として、軸体形成体の表面に下記条件(1)でコロナ放電処理して接触角(軟水)を前記範囲に調整する第1サブ工程と、コロナ放電処理されてなる軸体の表面に下記条件(2)で導電性ゴム組成物を配置する第2サブ工程とを有し、さらに好ましくは第1サブ工程の前に軸体2を加熱する前記前処理工程を有している。
<条件>
(1)処理時間:10秒以上
(2)コロナ放電完了後の経過時間:6時間以下
【0028】
この発明に係る好ましい製造方法をこの発明に係る製造方法と共に説明する。この発明に係る好ましい製造方法においては前記のようにして準備した軸体形成体、好ましくは前記のようにして加熱された軸体成形体の表面を前記条件(1)でコロナ放電処理する。コロナ放電処理は公知のコロナ放電器を用いて実施することができる。コロナ放電器としては、例えば、2つの電極からコロナ放電する所謂「放電ハンドタイプ」(例えば、商品名「コロナフィットCFA−500」、信光電気計装株式会社製)等が挙げられる。
【0029】
この発明に係る好ましい製造方法において、コロナ放電処理は、コロナ放電器の放電端子の先端が軸体形成体の表面に臨むようにコロナ放電器が配置され、このコロナ放電器に9kVの電圧をかけて実施する。このとき、コロナ放電器は好ましくは放電端子の先端とこの先端に臨む軸体形成体の表面とが同一平面内になるように配置される。コロナ放電処理において、放電端子の先端から軸体形成体の表面までの最短距離は特に限定されないが、例えば、1〜15mm、好ましくは1〜7mmとすることができる。この最短距離は放電端子が複数あるときは放電端子それぞれの先端から軸体形成体の表面までの距離のうち最短の距離とする。前記最短距離が前記範囲内にあるとコロナ放電処理の効果が高く生産性に優れ、特に最短距離が1〜7mmであるとコロナ放電処理の均一性がより一層高くなって優れた生産性に加えて軸体2と弾性層3とのより一層高い密着性を実現できる。
【0030】
この発明に係る好ましい製造方法において、軸体形成体にコロナ放電処理を継続して行うコロナ放電継続時間すなわち処理時間(条件(1))は、例えば、10秒以上とすることができる。例えば、放電端子の先端から軸体形成体の表面までの最短距離が1〜15mmである場合等に処理時間を10秒以上、好ましくは15秒以上とすると前記範囲の接触角に調整でき、特に最短距離が1〜7mmである場合に処理時間を10秒以上、好ましくは15秒以上とすると、前記範囲の接触角に調整できるうえ、コロナ放電処理の均一性がより一層高くなって軸体2と弾性層3とのより一層高い密着性を実現できる。コロナ放電継続時間の上限は特に限定されないが必要以上に長くしてもコロナ放電の効果は向上しないので作業性等を考慮して適宜に設定され、例えば、24秒とすることができる。
【0031】
この発明に係る好ましい製造方法のコロナ放電処理において、コロナ放電器は軸体形成体の軸線に沿って一方の端部から他方の端部にかけて1回移動させることによってコロナ放電処理の効果が十分に得られる。このとき、例えば、コロナ放電器を相対的に往復移動させてもよく、コロナ放電器の移動を複数回にわったって一方向又は往復方向に移動させてもよい。
【0032】
この発明に係る好ましい製造方法において、軸体形成体の表面をコロナ放電処理する際の周辺環境は、特に限定されず、例えば、15〜35℃で20〜80%の相対湿度の環境に設定すればよい。
【0033】
この発明に係る好ましい製造方法において、このようにして軸体形成体の外周面をコロナ放電処理することにより、その接触角(軟水)を前記範囲に調整することができ、前記範囲の接触角(軟水)を有する軸体2を準備することができる。
【0034】
この発明に係る製造方法及びこの発明に係る好ましい製造方法においては、次いで、軸体2の外周面に前記条件(2)を満たすように導電性ゴム組成物を配置し、この導電性ゴム組成物を加熱硬化して弾性層3を形成する。
【0035】
弾性層3を形成するには、弾性層3を形成可能な導電性ゴム組成物を準備する。準備する導電性ゴム組成物は、弾性層3を形成することのできる導電性ゴム組成物であればよく、例えば、ゴム及び導電性付与剤を含有し、所望により発泡剤及び/又は各種添加剤を含有する導電性ゴム組成物を挙げることができる。前記ゴムは、例えば、シリコーン若しくはシリコーン変性ゴム、ニトリルゴム、エチレンプロピレンゴム(エチレンプロピレンジエンゴムを含む。)、スチレンブタジエンゴム、ブタジエンゴム、イソプレンゴム、天然ゴム、アクリルゴム、クロロプレンゴム、ブチルゴム、エピクロルヒドリンゴム、ウレタンゴム、フッ素ゴム等のゴムが挙げられるが、シリコーン若しくはシリコーン変性ゴム又はウレタンゴムであるのが好ましく、シリコーン若しくはシリコーン変性ゴムが、耐熱性及び帯電特性等に優れる点で、特に好ましい。これらのゴムは、液状型であってもミラブル型であってもよい。導電性付与剤は導電性を有していれば特に限定されず、例えば、導電性カーボン、ゴム用カーボン類、金属、導電性ポリマー等の導電性粉末が挙げられる。各種添加剤としては、例えば、鎖延長剤及び架橋剤等の助剤、触媒、分散剤、発泡剤、老化防止剤、酸化防止剤、充填材、顔料、着色剤、加工助剤、軟化剤、可塑剤、乳化剤、耐熱性向上剤、難燃性向上剤、受酸剤、熱伝導性向上剤、離型剤、溶剤等が挙げられる。
【0036】
導電性ゴム組成物として、軸体2の外周面との高い密着性を発現する点で、付加硬化型ミラブル導電性シリコーンゴム組成物、付加硬化型液状導電性シリコーンゴム組成物、付加反応型発泡シリコーンゴム組成物等が好ましく、付加硬化型ミラブル導電性シリコーンゴム組成物及び付加硬化型液状導電性シリコーンゴム組成物が特に好ましい。
【0037】
前記付加硬化型ミラブル導電性シリコーンゴム組成物として、例えば、(A)平均組成式:RnSiO(4−n)/2(Rは、同一又は異なっていてもよい、置換又は非置換の一価炭化水素基、好ましくは炭素原子数1〜12、より好ましくは炭素原子数1〜8の一価炭化水素基であり、nは1.95〜2.05の正数である。)で示されるオルガノポリシロキサン、(B)充填材、及び、(C)前記(B)成分に属するもの以外の導電性材料を含有する付加硬化型ミラブル導電性シリコーンゴム組成物が挙げられる。これらの各成分(A)〜(C)は、例えば、特開2008−058622号公報に記載の「付加硬化型ミラブル導電性シリコーンゴム組成物」における各成分と基本的に同様である。
【0038】
前記付加硬化型液状導電性シリコーンゴム組成物は、(D)一分子中にケイ素原子と結合するアルケニル基を少なくとも2個含有するオルガノポリシロキサンと、(E)一分子中にケイ素原子と結合する水素原子を少なくとも2個含有するオルガノハイドロジェンポリシロキサンと、(F)平均粒径が1〜30μmで、嵩密度が0.1〜0.5g/cm3である無機質充填材と、(G)導電性付与剤と、(H)付加反応触媒とを含有する付加硬化型液状導電性シリコーンゴム組成物が挙げられる。これらの各成分(D)〜(H)は、例えば、特開2008−058622号公報に記載の「付加硬化型液状導電性シリコーンゴム組成物」における各成分と基本的に同様である。
【0039】
前記付加反応型発泡シリコーンゴム組成物として、例えば、(I)ビニル基含有シリコーン生ゴムと、(J)シリカ系充填材と、(K)発泡剤と、(L)付加反応架橋剤と、(M)付加反応触媒と、(N)反応制御剤と、(O)導電性付与剤とを含有し、所望により(P)有機過酸化物架橋剤と(Q)各種添加剤とを含有する付加反応型発泡シリコーンゴム組成物が挙げられる。これらの各成分(I)〜(Q)は、例えば、特開2008−076751号公報に記載されている「付加反応型発泡シリコーンゴム組成物」における各成分と基本的に同様である。
【0040】
この発明に係る製造方法及びこの発明に係る好ましい製造方法においては、準備した導電性ゴム組成物を軸体2の外周面に配置する。
【0041】
具体的には、この発明に係る好ましい製造方法における前記経過時間は6時間以下(条件(2))であり、すなわち、準備した導電性ゴム組成物を軸体2の外周面に前記条件(2)を満たすように配置する。このとき、前記経過時間が短いほど軸体2と弾性層3を形成する導電性ゴム組成物との密着性が高くなり、その結果、軸体2とこの導電性ゴム組成物が硬化してなる弾性層3との高い密着性を実現できる。条件(2)の前記経過時間は、軸体2と弾性層3との高い密着性を実現できる点で、6時間以内であり、1時間以内であるのが好ましい。ここで、前記経過時間はコロナ放電器のスイッチを切ってから軸体2における弾性層3が形成される表面全体に導電性ゴム組成物が配置されるまでの時間である。軸体2の外周面への導電性ゴム組成物の配置は用いる導電性ゴム組成物に応じて従来の方法、例えば公知の成形方法を適宜に採用することによって実施できる。
【0042】
この発明に係る製造方法及びこの発明に係る好ましい製造方法においては、このようにして前記条件(2)を満たすように軸体2の外周面に配置した導電性ゴム組成物を硬化して成形する。導電性ゴム組成物の硬化及び成形は導電性ゴム組成物の配置と同時に行うことができ、またこれらを連続して行うこともできる。導電性ゴム組成物の硬化方法は導電性ゴム組成物の硬化に必要な熱を加えられる方法であればよく、また弾性層3の成形方法も押出成形による連続加硫、プレス、インジェクションによる型成形等、特に制限されるものではない。具体的には、導電性ゴム組成物が前記付加硬化型ミラブル導電性シリコーンゴム組成物である場合には、例えば、押出成形等を選択することができ、導電性ゴム組成物が前記付加硬化型液状導電性シリコーンゴム組成物である場合には、例えば、金型を用いる成形法を選択することができ、導電性ゴム組成物が前記及び前記付加反応型発泡シリコーンゴム組成物である場合には例えば、押出成形及び金型を用いる成形法を選択することができる。導電性ゴム組成物を硬化させる際の加熱温度及び加熱時間は、付加硬化型ミラブル導電性シリコーンゴム組成物の場合は100〜500℃、特に120〜300℃であるのが好ましく、数秒以上1時間以下、特に10秒以上〜35分以下であるのが好ましく、付加硬化型液状導電性シリコーンゴム組成物の場合は100〜300℃、特に110〜200℃であるのが好ましく、5分〜5時間、特に1〜3時間であるのが好ましく、前記付加反応型発泡シリコーンゴム組成物である場合は170〜500℃、特に200〜400℃であるのが好ましく、数分以上1時間以下、特に5〜30分間であるのが好ましい。このようにして導電性ゴム組成物を軸体2の外周面で硬化して成る一次硬化体が得られる。
【0043】
この発明に係る製造方法及びこの発明に係る好ましい製造方法においては、所望により、このようにして導電性ゴム組成物を硬化させた一次硬化体の形状及び/又は外径を調整する工程を実施することができる。この工程においては、例えば、研磨処理、切除処理、ブラスト処理、旋削処理等の各処理を適宜に選択できる。
【0044】
この発明に係る製造方法及びこの発明に係る好ましい製造方法においては、所望により、一次硬化体を二次硬化させることができる。なお、二次硬化の有無は軸体2と弾性層3との密着性に影響しないことがこの発明の発明者によって見出されているのでこの発明において二次硬化は任意の工程である。したがって、二次硬化しない場合には一次硬化体又は前記調整する工程を経た一次硬化体が弾性層3となる。導電性ゴム組成物の一次硬化体を二次硬化させるときの硬化条件は導電性ゴム組成物が二次硬化する硬化条件を適宜に選択でき、通常、前記一次硬化条件よりも高温に設定される。例えば、前記付加硬化型ミラブル導電性シリコーンゴム組成物の一次硬化体を二次硬化させる場合は、加熱温度は100〜200℃で硬化時間は1〜20時間である。前記付加硬化型液状導電性シリコーンゴム組成物の一次硬化体を二次硬化させる場合は、加熱温度は120〜250℃で硬化時間は30〜70時間である。前記付加反応型発泡シリコーンゴム組成物の一次硬化体を金型を用いずに二次硬化させる場合は、加熱温度は180〜250℃、好ましくは190〜230℃であり、硬化時間は1〜24時間、好ましくは3〜10時間であり、前記一次硬化体を金型で二次硬化する場合には、加熱温度は130〜200℃、好ましくは150〜180℃であり、硬化時間は5分以上24時間以下、好ましくは10分以上10時間である。
【0045】
前記のようにして一次硬化体を二次硬化すると導電性ゴム組成物が一次硬化及び二次硬化してなる弾性層3が高い密着性で軸体2の外周面に形成される。
【0046】
この発明に係る製造方法及びこの発明に係る好ましい製造方法においては、所望により、弾性層3の外周面に表面層及びコート層等の他の層を形成することもできる。他の層は、例えば、樹脂組成物又はゴム組成物等の適宜の組成物を弾性層3の外周面に塗布した後に硬化して、形成される。
【0047】
この発明に係る製造方法は表面における軟水の接触角が20°以下の軸体に弾性層を形成するから、またこの発明に係る好ましい製造方法は軸体の表面における軟水の接触角を20°以下に調整した後に弾性層を形成し、かつ、条件(1)下でコロナ放電処理する第1サブ工程及び条件(2)下で導電性ゴム組成物を配置する第2サブ工程によって20°以下の接触角を有する軸体に弾性層を形成するから、いずれの製造方法においても軸体の外周面に弾性層を高い密着性で形成することができる。そして、第1サブ工程の前に軸体を加熱する前処理工程を所望により実施するこの発明に係る好ましい製造方法は、軸体の外周面に弾性層をより一層高い密着性で形成することができ、軸体と弾性層との密着信頼性が大幅に向上する。
【0048】
具体的には、この発明に係る製造方法及びこの発明に係る好ましい製造方法によって製造されるローラは、軸体の外周面に軸体に対して好ましくは330〜360N、又は330〜420Nの接着強度で弾性層を形成でき、特に好ましくは340〜420Nの接着強度で弾性層を形成できる。ここで、軸体と弾性層との接着強度はテンシロン測定器(商品名「RTM-100」、株式会社オリエンテック製)及び図2に示される接着界面破壊治具61とを用いて測定される。この接着界面破壊治具61は、図2に示されるように、軸体2が挿入される有底穴64を有する円筒状を成す金属製の治具本体62と治具本体62の上面から同軸に突出する取付部63とからなる。治具本体62は外径31mmで軸線長さが80mmの円筒状をなし、有底穴64は治具本体62の底面に開口し、その径が27mm、深さが60mmになっている。この接着界面破壊治具61は、図2に示されるように、テンシロン測定器の可動上部(以下、可動部と称することがある。)65に取付部63を介して取り付けられている。
【0049】
軸体と弾性層との接着強度を測定するには次のようにする。すなわち、測定対象のローラ1を、その軸線と接着界面破壊治具61の軸線とが一致するように、軸体2の端部を有底穴64に挿入して接着界面破壊治具61の軸線の延長線上に固定し、テンシロン測定器を稼動させて50mm/minの速度で接着界面破壊治具61を図2に示す矢印Aすなわちローラ1に向けて前進させる。治具本体62がローラ1における弾性層3の端面に当接した後、接着界面破壊治具61の前進によって弾性層3が軸体2から剥離するまでの最大押圧力をテンシロン測定器から読み取り、この値をローラ1における軸体2と弾性層3との接着強度とする。
【0050】
このように、この発明に係る製造方法及びこの発明に係る好ましい製造方法によれば軸体の外周面に高い密着性で形成された弾性層を有するローラを製造できる。したがって、このローラは軸体と弾性層との間にプライマー層又は接着層等を設けなくても弾性層が軸体に強固に密着しているから画像形成装置に装着されて回転駆動されても軸体から弾性層が剥離しにくくローラとしての高い耐久性を発揮する。例えば、この発明に係る製造方法及びこの発明に係る好ましい製造方法によって製造されるローラは軸体と弾性層との間にプライマー層又は接着層等を設けてなるローラと同等以上の高い耐久性を発揮する。
【0051】
また、この発明に係る製造方法及びこの発明に係る好ましい製造方法によって製造されるローラは軸体と弾性層との間にプライマー層又は接着層等が介装されていないから使用後又は規格外のローラを回収した後に弾性層を剥離するだけで軸体を再生することができ、軸体の回収、再利用が可能になる。
【0052】
したがって、この発明に係る製造方法及びこの発明に係る好ましい製造方法によって製造されるローラは画像形成装置に装着されるローラとして好適である。特に、この発明に係るローラの製造方法によって製造されたローラは、弾性層又はソリッド弾性層を備える、例えば、現像ローラ、現像剤供給ローラ、クリーニングローラ、定着ローラ等として特に好適である。
【実施例】
【0053】
(実施例1)
SUM22製(外径10mm、長さ275mm)に厚さ5μmとなるように無電解ニッケルメッキ処理を施して棒状体を作製し、エタノールで洗浄して加熱することなく軸体形成体を作製した。この軸体形成体に所謂「放電ハンドタイプ」(例えば、商品名「コロナフィットCFA−500」、信光電気計装株式会社製)を用いて、温度20℃、相対湿度50%の環境下において第1表に示す放電条件でコロナ放電処理(電圧9kV)を施して、接触角(軟水)を20°以下に調整して、軸体2を作製した。
【0054】
なお、第1表の「最短距離」は「放電端子の先端から軸体形成体の表面までの最短距離」であり、「処理時間」は「コロナ放電におけるコロナ放電継続時間」である。
【0055】
次いで、コロナ放電処理終了後、第1表に示す「経過時間」となるように、この軸体2を金型内に収納して軸体2の表面に下記組成を有する付加硬化型ミラブル導電性シリコーンゴム組成物を配置した。ここで、第1表の「経過時間」は「軸体形成体のコロナ放電処理終了後からその表面に付加硬化型ミラブル導電性シリコーンゴム組成物を配置するまでの経過時間」であり、「直後」とは軸体形成体のコロナ放電処理終了後に軸体を放置又は静置することなく連続して次工程すなわち付加硬化型ミラブル導電性シリコーンゴム組成物を配置したことを意味する。その後、この付加硬化型ミラブル導電性シリコーンゴム組成物を10分間150℃に加熱して硬化させた後200℃で4時間二次加硫し、外径が20mmとなるように研磨して弾性層3を形成した。このようにして実施例1のローラを製造した。
【0056】
用いた付加硬化型ミラブル導電性シリコーンゴム組成物は、特開2008−058622号公報に記載の「付加硬化型ミラブル導電性シリコーンゴム組成物」に相当する導電性ゴム組成物であり、(A−1)平均組成式:RnSiO(4−n)/2(Rは、同一又は異なっていてもよい、置換又は非置換の一価炭化水素基、好ましくは炭素原子数1〜12、より好ましくは炭素原子数1〜8の一価炭化水素基であり、nは1.95〜2.05の正数である。)で示されるオルガノポリシロキサンに相当する「メチルビニルシリコーン生ゴム(商品名「KE−78VBS」、信越化学工業株式会社製)」100質量部と、(A−2)前記平均組成式:RnSiO(4−n)/2(R及びnは前記した通りである。)で示されるオルガノポリシロキサンに相当する「ジメチルシリコーン生ゴム(商品名「KE−76VBS」、信越化学工業株式会社製)」20質量部と、(B)煙霧質シリカ系充填材(商品名「AEROSIL OX−50」、平均一次粒径40nm、嵩密度1.3g/cm3、日本アエロジル株式社製)15質量部と、(C)カーボンブラック(商品名「アサヒサーマル」、旭カーボン株式会社製)10質量部と、白金系触媒(商品名「C−19A」、信越化学工業株式会社製)0.5質量部と、オルガノハイドロジェンポリシロキサン(商品名「C−19B」、信越化学工業株式会社製)2.0質量部とを混合し、加圧ニーダーで混練して、調製した。
【0057】
(実施例2〜4)
前記「経過時間」を第1表に示される「経過時間」にそれぞれ変更したこと以外は実施例1と基本的に同様にして実施例2〜4の各ローラを製造した。
【0058】
(実施例5〜7)
前記放電条件の最短距離を第1表に示される「最短距離」にそれぞれ変更したこと以外は実施例1と基本的に同様にして実施例5〜7のローラをそれぞれ製造した。
【0059】
(実施例8及び9)
前記放電条件及び前記経過時間を第1表に示される「放電条件」及び「経過時間」にそれぞれ変更したこと以外は実施例1と基本的に同様にして実施例8及び9のローラをそれぞれ製造した。
【0060】
(比較例1〜3)
前記放電条件及び前記経過時間を第1表に示される「放電条件」及び「経過時間」にそれぞれ変更したこと以外は実施例1と基本的に同様にして比較例1〜3のローラをそれぞれ製造した。
【0061】
(接触角の測定、接触角の比率及び低下率の算出)
実施例1〜9及び比較例1〜3において、コロナ放電処理前の軸体形成体及びコロナ放電処理後から第1表に示す「経過時間」が経過したときの軸体2それぞれの接触角(軟水)を前記方法に従って測定し、接触角の比率([軸体2の接触角/軸体形成体の接触角]×100(%))、及び、接触角の低下率([(軸体形成体の接触角−軸体2の接触角)/軸体形成体の接触角]×100(%))を算出した。測定した各接触角(軟水)並びに算出した接触角の比率(%)及び接触角の低下率(%)を第1表に示す。
【0062】
(接着強度の測定)
実施例1〜9及び比較例1〜3のローラそれぞれにおける軸体2と弾性層3との接着強度を前記方法に従って測定した。その結果を第1表に示す。
【0063】
(接着状態の評価)
実施例1〜9及び比較例1〜3で製造したローラそれぞれにおける弾性層3の一部を次のようにして除去した。すなわち、図3に示されるように、まず、軸体2の中心(軸線)Cを通過する平面に平行で軸体2の周点p1を通る平面P1に沿って弾性層3の一部を切除した。次いで、平面P1に垂直に交差し周点p4を通る平面P4に沿って弾性層3の一部を切除し、平面P1に平行で平面P4に垂直に交差し周点p2を通る平面P2に沿って弾性層3の一部を切除した。最後に、平面P4に平行で平面P1及びP2に垂直に交差し周点p3を通る平面P3に沿って弾性層3の一部を切除して、軸体2の軸線Cに垂直な断面形状が軸体2を内接する正方形となるように軸体2の周囲に弾性層3a、3b、3c及び3dを残存させた。なお、周点p1、p2、p3及びp4は軸体2の外周を周方向に均等に四等分する点である。残存したこれらの弾性層3a、3b、3c及び3dは周点p1、p2、p3及びp4で離間して互いに独立に軸体2の外周面に配置されている。これらの弾性層3a、3b、3c及び3dそれぞれの軸体2との接着状態を次ぎのようにして評価した。具体的には、これらの弾性層3a、3b、3c及び3dそれぞれの一端を把持して軸体2から順次引き離し、これらの弾性層3a、3b、3c及び3dそれぞれが材料破壊するか、軸体2から剥がれるかを確認した。評価は、弾性層3a、3b、3c及び3dのすべてが材料破壊した場合を「○」、弾性層3a、3b、3c及び3dの一部が軸体2から剥がれた場合を「△」、弾性層3a、3b、3c及び3dのすべてが軸体2から剥がれた場合を「×」とした。
【0064】
【表1】

【0065】
(実施例10)
SUM22製(外径10mm、長さ275mm)に厚さ5μmとなるように無電解ニッケルメッキ処理を施して棒状体を作製し、トルエンで洗浄した後に、バッチ型加熱器中において50℃で30分間加熱して軸体形成体を作製した。この軸体形成体に所謂「放電ハンドタイプ」(例えば、商品名「コロナフィットCFA−500」、信光電気計装株式会社製)を用いて、温度20℃、相対湿度50%の環境下において第2表に示す放電条件でコロナ放電処理(電圧9kV)を施して、接触角(軟水)を20°以下に調整して、軸体2を作製した。なお、第2表の「最短距離」及び「処理時間」は第1表の「最短距離」及び「処理時間」と同様である。
【0066】
次いで、コロナ放電処理終了後、第2表に示す「経過時間」となるように、この軸体2を金型内に収納して軸体2の表面に実施例2と同様にして準備した付加硬化型ミラブル導電性シリコーンゴム組成物を配置した。ここで、第2表の「経過時間」は第1表の「経過時間」と同様である。その後、実施例2と基本的に同様にして実施例10のローラを製造した。
【0067】
(実施例11)
前記前処理工程における加熱温度を100℃に変更したこと以外は実施例10と基本的に同様にして実施例11のローラを製造した。
【0068】
(実施例12)
前記前処理工程における加熱温度を150℃に変更したこと以外は実施例10と基本的に同様にして実施例12のローラを製造した。
【0069】
(実施例13)
前記前処理工程における加熱温度を200℃に変更したこと以外は実施例10と基本的に同様にして実施例13のローラを製造した。
【0070】
(接触角の測定、接触角の比率及び低下率の算出)
実施例10〜13において、前処理後であってコロナ放電処理前の軸体形成体及びコロナ放電処理後から第2表に示す「経過時間」が経過したときの軸体2それぞれの接触角(軟水)を前記方法に従って測定し、接触角の比率(%)及び接触角の低下率(%)を算出した。その結果を第2表に示す。
【0071】
(接着強度の測定)
実施例10〜13のローラそれぞれにおける軸体2と弾性層3との接着強度を前記方法に従って測定した。その結果を第2表に示す。
【0072】
(接着状態の評価)
実施例10〜13で製造したローラそれぞれにおける接着状態を実施例1と基本的に同様にして評価した。
【0073】
【表2】
【符号の説明】
【0074】
1 ローラ
2 軸体
3、3a、3b、3c、3d 弾性層
61 接着界面破壊治具
62 治具本体
63 取付部
64 有底穴
65 可動上部(可動部)
【技術分野】
【0001】
この発明は、ローラの製造方法に関し、さらに詳しくは、軸体の外周面に高い密着性で弾性層を形成できるローラの製造方法に関する。
【背景技術】
【0002】
レーザープリンター及びビデオプリンター等のプリンター、複写機、ファクシミリ、これらの複合機等の画像形成装置には、例えば、現像剤を担持搬送する現像ローラ、現像剤を現像ローラに供給する現像剤供給ローラ、記録体を搬送する搬送ローラ、現像剤を記録体に転写させる転写ローラ、記録体上の現像剤を記録体に定着させる定着ローラ、定着ローラを圧接する加圧ローラ等の多種多様の各種ローラを備えている。これらのローラは、例えば、棒状の軸体とその外周に形成された弾性層とを備えている。
【0003】
このようなローラにおいて、軸体と弾性層とを強固に密着させて高い耐久性を確保するため、例えば、軸体と弾性層との間にプライマー層若しくは接着層等を介在させる技術、又は、軸体の外周面をコロナ放電処理する技術がある(例えば、特許文献1の0011欄)。
【0004】
軸体と弾性層との間にプライマー層又は接着層等を介在させる技術においては、ローラの製造工程が煩雑で製造コストが高くなるうえ、軸体を再利用するに当って軸体の外周面に形成されたプライマー層又は接着層等が1つの障害になることがある。
【0005】
一方、軸体の外周面をコロナ放電処理する技術においては、再利用時の障害等はあまりないものの、単に軸体をコロナ放電処理しただけでは軸体に十分に密着した状態に弾性層を形成できないことがあった。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2000−313807号公報の0011欄
【発明の概要】
【発明が解決しようとする課題】
【0007】
この発明は、軸体の外周面に高い密着性で弾性層を形成できるローラの製造方法を提供することを、目的とする。
【課題を解決するための手段】
【0008】
この発明の発明者は、軸体と弾性層との密着性について検討したところ、軸体表面の接触角(軟水)が弾性層との密着性に深く関与しており、軸体の接触角が20°であると軸体の表面に高い密着性で弾性層を形成できることを見出し、さらに特定の条件で軸体をコロナ放電処理した後に特定の条件で弾性層を形成すると20°以下の接触角を有する軸体に弾性層を形成できることを見出して、この発明を完成させた。
【0009】
また、この発明の発明者は、さらに検討を進めたところ、コロナ放電処理する前に軸体を加熱処理すると軸体の外周面により一層高い密着性で弾性層を形成できることを見出して、この発明を完成させた。
【0010】
前記課題を解決するための手段として、
請求項1は、軸体の外周面に形成された弾性層を備えてなるローラの製造方法であって、表面における軟水の接触角が20°以下の前記軸体に弾性層を形成するローラの製造方法であり、
請求項2は、前記弾性層を形成する工程は、前記軸体の表面における軟水の接触角を20°以下に調整した後に弾性層を形成する工程である請求項1に記載のローラの製造方法であり、
請求項3は、前記弾性層を形成する工程は、前記軸体の表面に下記条件(1)でコロナ放電処理する第1サブ工程と、コロナ放電処理された前記表面に下記条件(2)で導電性ゴム組成物を配置する第2サブ工程とを有する請求項1又は2に記載のローラの製造方法であり、
請求項4は、前記弾性層を形成する工程は、前記第1サブ工程の前に前記軸体を加熱する前処理工程を有する請求項3に記載のローラの製造方法であり、
請求項5は、前記軸体と前記弾性層との接着強度が330〜420Nである請求項1〜4のいずれか1項に記載のローラの製造方法である。
<条件>
(1)処理時間:10秒以上
(2)コロナ放電完了後の経過時間:6時間以下
【発明の効果】
【0011】
この発明に係るローラの製造方法は表面における軟水の接触角を20°以下の前記軸体に弾性層を形成するから軸体の表面すなわち外周面に形成された弾性層は軸体の表面との密着性が高くなる。また、この発明に係るローラの製造方法は弾性層を形成する工程の前に前記軸体を加熱する前処理工程を有するから軸体の表面すなわち外周面に形成された弾性層は軸体の表面との密着性がより一層高くなる。したがって、この発明によれば軸体の外周面に高い密着性で弾性層を形成できるローラの製造方法を提供することができる。
【図面の簡単な説明】
【0012】
【図1】図1は、この発明に係るローラの製造方法によって製造されるローラの一例を示す概略斜視図である。
【図2】図2は、接着強度を測定する装置及び方法を説明する概略説明図である。
【図3】図3は、実施例における弾性層の軸体への接着状態を評価する方法を説明する概略説明図である。
【発明を実施するための形態】
【0013】
この発明に係るローラの製造方法によって製造されるローラは、軸体の外周面に形成された筒状の弾性層を備えてなるローラであればよく、この弾性層が最外層であってもよく、また弾性層の外周面に例えば表面層、コート層等の他の層が形成されていてもよい。この発明に係るローラの製造方法によって製造されるローラの弾性層は導電性を有していてもいなくてもよく、また気泡のないゴム層(所謂ソリッドゴム層とも称する。)であってもよく気泡が存在する発泡ゴム層であってもよい。この弾性層は導電性ゴム組成物の一次硬化体を研磨加工してなる弾性層であっても研磨加工せずに二次硬化してなる弾性層であってもよい。一次硬化体を研磨加工せずに二次硬化してなる弾性層として、例えば、導電性ゴム組成物からなるソリッドゴム層が挙げられる。
【0014】
この発明に係るローラの製造方法によって製造されるローラの一例として、例えば、図1に示されるように、軸体2と、軸体2の外周面に導電性ゴム組成物を硬化してなる気泡のない弾性層3とを備えてなるローラ1が挙げられる。
【0015】
軸体2は、従来公知の導電性ローラにおける軸体と基本的に同様である。この軸体2は、鉄、アルミニウム、ステンレス鋼、真鍮等で構成された所謂「芯金」と称される軸体であり、良好な導電特性を有している。軸体2は熱可塑性樹脂若しくは熱硬化性樹脂等の絶縁性芯体にメッキを施して導電化した軸体であってもよい。
【0016】
弾性層3は、従来公知の導電性ローラにおける気泡のない弾性層と基本的に同様である。この弾性層3は軸体2の外周面に例えば後述する導電性ゴム組成物を硬化して成り、20〜70のJIS A硬度を有しているのが好ましい。この弾性層3は導電性を有しており、1〜30mm、好ましくは5〜20mmの厚さを有している。
【0017】
この発明に係るローラの製造方法(以下、この発明に係る製造方法と称することがある。)は、軸体と弾性層とを備えたローラを製造する製造方法であって、軸体の表面における軟水の接触角が20°以下である場合にはそのまま、20°を超える場合には20°以下に調整した後に、弾性層を形成する工程を有することを特徴とする。以下に、図1に示されるローラ1を製造する方法を例に挙げて、この発明に係る製造方法を説明する。
【0018】
この発明に係る製造方法を実施するには軸体2を準備する。軸体2は、芯金とも称され、例えば、図1に示されるように、軸線方向に沿って均一な外径を有する棒状体とされる。この軸体2は、例えば、鉄、アルミニウム、ステンレス鋼、真鍮若しくはこれらの合金等の金属、熱可塑性樹脂若しくは熱硬化性樹脂等の樹脂、及び前記樹脂等に導電性付与剤としてカーボンブラック又は金属粉体等を配合した導電性樹脂等の材料を用いて、公知の方法により棒状体に作製される。
【0019】
この軸体2は、その外周面にメッキ処理が施されてもよい。例えば、無電解メッキ、より具体的には、無電解ニッケルメッキ等が挙げられる。これらのメッキ処理は適宜の方法及び条件で行うことができる。
【0020】
この軸体2は、所望により、その外周面の接触角が調整される前に、その外周面を洗浄、脱脂処理等してもよい。これらの処理は、通常、トルエン等の芳香族系有機溶媒、アセトン、アルコール等の極性有機溶媒等で実施される。
【0021】
この発明に係る製造方法において、所望により、軸体2の外周面を洗浄、脱脂処理の後に軸体2を加熱する前処理工程が実施される。軸体2を加熱処理すると軸体2と弾性層3との密着性をより一層高めることができる。
【0022】
前記前処理工程は軸体2を50〜200℃で加熱する加熱処理であって、加熱環境等は特に限定されず、大気中でも実施できる。前処理工程の効果をより一層顕著に発揮させるには、加熱温度は100〜200℃であるのが好ましく、加熱時間は10〜30分間であるのが好ましい。この加熱処理は少なくとも軸体2の外周面を加熱できればよく、公知の加熱器等を用いて行うことができる。前処理工程は前記洗浄、脱脂処理の後に行うのが好ましい。
【0023】
この発明に係る製造方法においては、製造されるローラ1は軸体2と弾性層3とが高い密着性を発揮するから、軸体2の外周面の接触角を調整する前及び後のいずれにおいても、その外周面にプライマー及び接着剤を塗布しなくてもよく、軸体2の再利用を考慮するとプライマー及び接着剤を塗布しないのが好ましい。
【0024】
この発明に係る製造方法において、このようにして準備した軸体2が表面における軟水の接触角が20°以下である場合には、この軸体2は弾性層を形成する工程に供される。一方、準備した軸体2の表面が20°を超える接触角(軟水)である場合には、軸体2の外周面の接触角を20°以下に調整する。具体的には、軸体2は、その外周面が処理され、処理後の外周面における軟水の接触角が20°以下に調整される。軸体2の外周面の接触角が20°以下であると、軸体2の外周面と弾性層3を形成する後述する導電性ゴム組成物との密着性が高くなり、その結果、この導電性ゴム組成物が硬化してなる弾性層3と軸体2とが高い密着性を発揮する。この発明において、軸体2の外周面の接触角は弾性層3と軸体2とをより一層高い密着性で形成できる点で15°以下であるのが好ましい。ここで、軸体2における軟水の接触角は弾性層3を形成する導電性ゴム組成物が軸体2の外周面に配置されるときの接触角であり、具体的には、表面処理後に後述する経過時間が経過したときの接触角である。この接触角は例えば接触角計(商品名「CA‐DT型」、協和界面化学株式会社製)を用いて測定できる。具体的には、軸体2を接触角計にセットし、その表面(複数箇所)に液滴径が2mmとなるように試験液として軟水の液滴を滴下する。接触角の計測は、軟水を滴下して5秒後に、表面と液滴の接点と液滴頂点部でなす角度を接触角計に内蔵された角度目盛りで読み取り2倍に換算して求めた値を算術平均して求める。なお、軟水は硬度が100以下の水である。
【0025】
この発明に係る製造方法において、軸体2の接触角(軟水)を調整する場合には、軸体2の接触角(軟水)は、20°以下であって、軸体2の外周面が表面処理される前の軸体(この発明において表面処理された軸体と区別するため「軸体形成体」と称することがある。)の接触角(軟水)に対する比率が10〜40%であるのが好ましく、15〜40%であるのが特に好ましい。この接触角(軟水)の比率は式:[軸体2の接触角/軸体形成体の接触角]×100(%)で算出される。また、軸体2の接触角(軟水)は、20°以下であって、軸体形成体の接触角(軟水)に対して60〜90%低下しているのが好ましく、60〜85%低下しているのが特に好ましい。この接触角(軟水)の低下率は式:[(軸体形成体の接触角−軸体2の接触角)/軸体形成体の接触角]×100(%)で算出される。接触角の比率及び低下率が前記範囲内にあると軸体2と弾性層3を形成する後述する導電性ゴム組成物とが高い密着性を発揮し、その結果、この導電性ゴム組成物が硬化してなる弾性層3と軸体2とのより一層高い密着性を実現できる。ここで、軸体形成体における軟水の接触角は軸体形成体を用いて軸体2の前記接触角の測定方法と基本的に同様にして測定される。接触角の比率及び低下率は例えば後述するコロナ放電処理終了後(軸体2作製後)からその表面に導電性ゴム組成物を配置するまでの経過時間を短縮することによって、前記範囲内に調整できる。
【0026】
軸体2の外周面における軟水の接触角を20°以下に調整する表面処理は、特に限定されないが、コロナ放電処理であるのが表面の浸透性を改質し易いため、好ましい。軸体2の接触角を前記範囲内に調整するには、少なくとも下記条件(1)で軸体形成体の表面をコロナ放電処理する方法が挙げられる。
<条件>
(1)処理時間:10秒以上
【0027】
この発明において、この発明に係る好ましい製造方法は、弾性層を形成する工程として、軸体形成体の表面に下記条件(1)でコロナ放電処理して接触角(軟水)を前記範囲に調整する第1サブ工程と、コロナ放電処理されてなる軸体の表面に下記条件(2)で導電性ゴム組成物を配置する第2サブ工程とを有し、さらに好ましくは第1サブ工程の前に軸体2を加熱する前記前処理工程を有している。
<条件>
(1)処理時間:10秒以上
(2)コロナ放電完了後の経過時間:6時間以下
【0028】
この発明に係る好ましい製造方法をこの発明に係る製造方法と共に説明する。この発明に係る好ましい製造方法においては前記のようにして準備した軸体形成体、好ましくは前記のようにして加熱された軸体成形体の表面を前記条件(1)でコロナ放電処理する。コロナ放電処理は公知のコロナ放電器を用いて実施することができる。コロナ放電器としては、例えば、2つの電極からコロナ放電する所謂「放電ハンドタイプ」(例えば、商品名「コロナフィットCFA−500」、信光電気計装株式会社製)等が挙げられる。
【0029】
この発明に係る好ましい製造方法において、コロナ放電処理は、コロナ放電器の放電端子の先端が軸体形成体の表面に臨むようにコロナ放電器が配置され、このコロナ放電器に9kVの電圧をかけて実施する。このとき、コロナ放電器は好ましくは放電端子の先端とこの先端に臨む軸体形成体の表面とが同一平面内になるように配置される。コロナ放電処理において、放電端子の先端から軸体形成体の表面までの最短距離は特に限定されないが、例えば、1〜15mm、好ましくは1〜7mmとすることができる。この最短距離は放電端子が複数あるときは放電端子それぞれの先端から軸体形成体の表面までの距離のうち最短の距離とする。前記最短距離が前記範囲内にあるとコロナ放電処理の効果が高く生産性に優れ、特に最短距離が1〜7mmであるとコロナ放電処理の均一性がより一層高くなって優れた生産性に加えて軸体2と弾性層3とのより一層高い密着性を実現できる。
【0030】
この発明に係る好ましい製造方法において、軸体形成体にコロナ放電処理を継続して行うコロナ放電継続時間すなわち処理時間(条件(1))は、例えば、10秒以上とすることができる。例えば、放電端子の先端から軸体形成体の表面までの最短距離が1〜15mmである場合等に処理時間を10秒以上、好ましくは15秒以上とすると前記範囲の接触角に調整でき、特に最短距離が1〜7mmである場合に処理時間を10秒以上、好ましくは15秒以上とすると、前記範囲の接触角に調整できるうえ、コロナ放電処理の均一性がより一層高くなって軸体2と弾性層3とのより一層高い密着性を実現できる。コロナ放電継続時間の上限は特に限定されないが必要以上に長くしてもコロナ放電の効果は向上しないので作業性等を考慮して適宜に設定され、例えば、24秒とすることができる。
【0031】
この発明に係る好ましい製造方法のコロナ放電処理において、コロナ放電器は軸体形成体の軸線に沿って一方の端部から他方の端部にかけて1回移動させることによってコロナ放電処理の効果が十分に得られる。このとき、例えば、コロナ放電器を相対的に往復移動させてもよく、コロナ放電器の移動を複数回にわったって一方向又は往復方向に移動させてもよい。
【0032】
この発明に係る好ましい製造方法において、軸体形成体の表面をコロナ放電処理する際の周辺環境は、特に限定されず、例えば、15〜35℃で20〜80%の相対湿度の環境に設定すればよい。
【0033】
この発明に係る好ましい製造方法において、このようにして軸体形成体の外周面をコロナ放電処理することにより、その接触角(軟水)を前記範囲に調整することができ、前記範囲の接触角(軟水)を有する軸体2を準備することができる。
【0034】
この発明に係る製造方法及びこの発明に係る好ましい製造方法においては、次いで、軸体2の外周面に前記条件(2)を満たすように導電性ゴム組成物を配置し、この導電性ゴム組成物を加熱硬化して弾性層3を形成する。
【0035】
弾性層3を形成するには、弾性層3を形成可能な導電性ゴム組成物を準備する。準備する導電性ゴム組成物は、弾性層3を形成することのできる導電性ゴム組成物であればよく、例えば、ゴム及び導電性付与剤を含有し、所望により発泡剤及び/又は各種添加剤を含有する導電性ゴム組成物を挙げることができる。前記ゴムは、例えば、シリコーン若しくはシリコーン変性ゴム、ニトリルゴム、エチレンプロピレンゴム(エチレンプロピレンジエンゴムを含む。)、スチレンブタジエンゴム、ブタジエンゴム、イソプレンゴム、天然ゴム、アクリルゴム、クロロプレンゴム、ブチルゴム、エピクロルヒドリンゴム、ウレタンゴム、フッ素ゴム等のゴムが挙げられるが、シリコーン若しくはシリコーン変性ゴム又はウレタンゴムであるのが好ましく、シリコーン若しくはシリコーン変性ゴムが、耐熱性及び帯電特性等に優れる点で、特に好ましい。これらのゴムは、液状型であってもミラブル型であってもよい。導電性付与剤は導電性を有していれば特に限定されず、例えば、導電性カーボン、ゴム用カーボン類、金属、導電性ポリマー等の導電性粉末が挙げられる。各種添加剤としては、例えば、鎖延長剤及び架橋剤等の助剤、触媒、分散剤、発泡剤、老化防止剤、酸化防止剤、充填材、顔料、着色剤、加工助剤、軟化剤、可塑剤、乳化剤、耐熱性向上剤、難燃性向上剤、受酸剤、熱伝導性向上剤、離型剤、溶剤等が挙げられる。
【0036】
導電性ゴム組成物として、軸体2の外周面との高い密着性を発現する点で、付加硬化型ミラブル導電性シリコーンゴム組成物、付加硬化型液状導電性シリコーンゴム組成物、付加反応型発泡シリコーンゴム組成物等が好ましく、付加硬化型ミラブル導電性シリコーンゴム組成物及び付加硬化型液状導電性シリコーンゴム組成物が特に好ましい。
【0037】
前記付加硬化型ミラブル導電性シリコーンゴム組成物として、例えば、(A)平均組成式:RnSiO(4−n)/2(Rは、同一又は異なっていてもよい、置換又は非置換の一価炭化水素基、好ましくは炭素原子数1〜12、より好ましくは炭素原子数1〜8の一価炭化水素基であり、nは1.95〜2.05の正数である。)で示されるオルガノポリシロキサン、(B)充填材、及び、(C)前記(B)成分に属するもの以外の導電性材料を含有する付加硬化型ミラブル導電性シリコーンゴム組成物が挙げられる。これらの各成分(A)〜(C)は、例えば、特開2008−058622号公報に記載の「付加硬化型ミラブル導電性シリコーンゴム組成物」における各成分と基本的に同様である。
【0038】
前記付加硬化型液状導電性シリコーンゴム組成物は、(D)一分子中にケイ素原子と結合するアルケニル基を少なくとも2個含有するオルガノポリシロキサンと、(E)一分子中にケイ素原子と結合する水素原子を少なくとも2個含有するオルガノハイドロジェンポリシロキサンと、(F)平均粒径が1〜30μmで、嵩密度が0.1〜0.5g/cm3である無機質充填材と、(G)導電性付与剤と、(H)付加反応触媒とを含有する付加硬化型液状導電性シリコーンゴム組成物が挙げられる。これらの各成分(D)〜(H)は、例えば、特開2008−058622号公報に記載の「付加硬化型液状導電性シリコーンゴム組成物」における各成分と基本的に同様である。
【0039】
前記付加反応型発泡シリコーンゴム組成物として、例えば、(I)ビニル基含有シリコーン生ゴムと、(J)シリカ系充填材と、(K)発泡剤と、(L)付加反応架橋剤と、(M)付加反応触媒と、(N)反応制御剤と、(O)導電性付与剤とを含有し、所望により(P)有機過酸化物架橋剤と(Q)各種添加剤とを含有する付加反応型発泡シリコーンゴム組成物が挙げられる。これらの各成分(I)〜(Q)は、例えば、特開2008−076751号公報に記載されている「付加反応型発泡シリコーンゴム組成物」における各成分と基本的に同様である。
【0040】
この発明に係る製造方法及びこの発明に係る好ましい製造方法においては、準備した導電性ゴム組成物を軸体2の外周面に配置する。
【0041】
具体的には、この発明に係る好ましい製造方法における前記経過時間は6時間以下(条件(2))であり、すなわち、準備した導電性ゴム組成物を軸体2の外周面に前記条件(2)を満たすように配置する。このとき、前記経過時間が短いほど軸体2と弾性層3を形成する導電性ゴム組成物との密着性が高くなり、その結果、軸体2とこの導電性ゴム組成物が硬化してなる弾性層3との高い密着性を実現できる。条件(2)の前記経過時間は、軸体2と弾性層3との高い密着性を実現できる点で、6時間以内であり、1時間以内であるのが好ましい。ここで、前記経過時間はコロナ放電器のスイッチを切ってから軸体2における弾性層3が形成される表面全体に導電性ゴム組成物が配置されるまでの時間である。軸体2の外周面への導電性ゴム組成物の配置は用いる導電性ゴム組成物に応じて従来の方法、例えば公知の成形方法を適宜に採用することによって実施できる。
【0042】
この発明に係る製造方法及びこの発明に係る好ましい製造方法においては、このようにして前記条件(2)を満たすように軸体2の外周面に配置した導電性ゴム組成物を硬化して成形する。導電性ゴム組成物の硬化及び成形は導電性ゴム組成物の配置と同時に行うことができ、またこれらを連続して行うこともできる。導電性ゴム組成物の硬化方法は導電性ゴム組成物の硬化に必要な熱を加えられる方法であればよく、また弾性層3の成形方法も押出成形による連続加硫、プレス、インジェクションによる型成形等、特に制限されるものではない。具体的には、導電性ゴム組成物が前記付加硬化型ミラブル導電性シリコーンゴム組成物である場合には、例えば、押出成形等を選択することができ、導電性ゴム組成物が前記付加硬化型液状導電性シリコーンゴム組成物である場合には、例えば、金型を用いる成形法を選択することができ、導電性ゴム組成物が前記及び前記付加反応型発泡シリコーンゴム組成物である場合には例えば、押出成形及び金型を用いる成形法を選択することができる。導電性ゴム組成物を硬化させる際の加熱温度及び加熱時間は、付加硬化型ミラブル導電性シリコーンゴム組成物の場合は100〜500℃、特に120〜300℃であるのが好ましく、数秒以上1時間以下、特に10秒以上〜35分以下であるのが好ましく、付加硬化型液状導電性シリコーンゴム組成物の場合は100〜300℃、特に110〜200℃であるのが好ましく、5分〜5時間、特に1〜3時間であるのが好ましく、前記付加反応型発泡シリコーンゴム組成物である場合は170〜500℃、特に200〜400℃であるのが好ましく、数分以上1時間以下、特に5〜30分間であるのが好ましい。このようにして導電性ゴム組成物を軸体2の外周面で硬化して成る一次硬化体が得られる。
【0043】
この発明に係る製造方法及びこの発明に係る好ましい製造方法においては、所望により、このようにして導電性ゴム組成物を硬化させた一次硬化体の形状及び/又は外径を調整する工程を実施することができる。この工程においては、例えば、研磨処理、切除処理、ブラスト処理、旋削処理等の各処理を適宜に選択できる。
【0044】
この発明に係る製造方法及びこの発明に係る好ましい製造方法においては、所望により、一次硬化体を二次硬化させることができる。なお、二次硬化の有無は軸体2と弾性層3との密着性に影響しないことがこの発明の発明者によって見出されているのでこの発明において二次硬化は任意の工程である。したがって、二次硬化しない場合には一次硬化体又は前記調整する工程を経た一次硬化体が弾性層3となる。導電性ゴム組成物の一次硬化体を二次硬化させるときの硬化条件は導電性ゴム組成物が二次硬化する硬化条件を適宜に選択でき、通常、前記一次硬化条件よりも高温に設定される。例えば、前記付加硬化型ミラブル導電性シリコーンゴム組成物の一次硬化体を二次硬化させる場合は、加熱温度は100〜200℃で硬化時間は1〜20時間である。前記付加硬化型液状導電性シリコーンゴム組成物の一次硬化体を二次硬化させる場合は、加熱温度は120〜250℃で硬化時間は30〜70時間である。前記付加反応型発泡シリコーンゴム組成物の一次硬化体を金型を用いずに二次硬化させる場合は、加熱温度は180〜250℃、好ましくは190〜230℃であり、硬化時間は1〜24時間、好ましくは3〜10時間であり、前記一次硬化体を金型で二次硬化する場合には、加熱温度は130〜200℃、好ましくは150〜180℃であり、硬化時間は5分以上24時間以下、好ましくは10分以上10時間である。
【0045】
前記のようにして一次硬化体を二次硬化すると導電性ゴム組成物が一次硬化及び二次硬化してなる弾性層3が高い密着性で軸体2の外周面に形成される。
【0046】
この発明に係る製造方法及びこの発明に係る好ましい製造方法においては、所望により、弾性層3の外周面に表面層及びコート層等の他の層を形成することもできる。他の層は、例えば、樹脂組成物又はゴム組成物等の適宜の組成物を弾性層3の外周面に塗布した後に硬化して、形成される。
【0047】
この発明に係る製造方法は表面における軟水の接触角が20°以下の軸体に弾性層を形成するから、またこの発明に係る好ましい製造方法は軸体の表面における軟水の接触角を20°以下に調整した後に弾性層を形成し、かつ、条件(1)下でコロナ放電処理する第1サブ工程及び条件(2)下で導電性ゴム組成物を配置する第2サブ工程によって20°以下の接触角を有する軸体に弾性層を形成するから、いずれの製造方法においても軸体の外周面に弾性層を高い密着性で形成することができる。そして、第1サブ工程の前に軸体を加熱する前処理工程を所望により実施するこの発明に係る好ましい製造方法は、軸体の外周面に弾性層をより一層高い密着性で形成することができ、軸体と弾性層との密着信頼性が大幅に向上する。
【0048】
具体的には、この発明に係る製造方法及びこの発明に係る好ましい製造方法によって製造されるローラは、軸体の外周面に軸体に対して好ましくは330〜360N、又は330〜420Nの接着強度で弾性層を形成でき、特に好ましくは340〜420Nの接着強度で弾性層を形成できる。ここで、軸体と弾性層との接着強度はテンシロン測定器(商品名「RTM-100」、株式会社オリエンテック製)及び図2に示される接着界面破壊治具61とを用いて測定される。この接着界面破壊治具61は、図2に示されるように、軸体2が挿入される有底穴64を有する円筒状を成す金属製の治具本体62と治具本体62の上面から同軸に突出する取付部63とからなる。治具本体62は外径31mmで軸線長さが80mmの円筒状をなし、有底穴64は治具本体62の底面に開口し、その径が27mm、深さが60mmになっている。この接着界面破壊治具61は、図2に示されるように、テンシロン測定器の可動上部(以下、可動部と称することがある。)65に取付部63を介して取り付けられている。
【0049】
軸体と弾性層との接着強度を測定するには次のようにする。すなわち、測定対象のローラ1を、その軸線と接着界面破壊治具61の軸線とが一致するように、軸体2の端部を有底穴64に挿入して接着界面破壊治具61の軸線の延長線上に固定し、テンシロン測定器を稼動させて50mm/minの速度で接着界面破壊治具61を図2に示す矢印Aすなわちローラ1に向けて前進させる。治具本体62がローラ1における弾性層3の端面に当接した後、接着界面破壊治具61の前進によって弾性層3が軸体2から剥離するまでの最大押圧力をテンシロン測定器から読み取り、この値をローラ1における軸体2と弾性層3との接着強度とする。
【0050】
このように、この発明に係る製造方法及びこの発明に係る好ましい製造方法によれば軸体の外周面に高い密着性で形成された弾性層を有するローラを製造できる。したがって、このローラは軸体と弾性層との間にプライマー層又は接着層等を設けなくても弾性層が軸体に強固に密着しているから画像形成装置に装着されて回転駆動されても軸体から弾性層が剥離しにくくローラとしての高い耐久性を発揮する。例えば、この発明に係る製造方法及びこの発明に係る好ましい製造方法によって製造されるローラは軸体と弾性層との間にプライマー層又は接着層等を設けてなるローラと同等以上の高い耐久性を発揮する。
【0051】
また、この発明に係る製造方法及びこの発明に係る好ましい製造方法によって製造されるローラは軸体と弾性層との間にプライマー層又は接着層等が介装されていないから使用後又は規格外のローラを回収した後に弾性層を剥離するだけで軸体を再生することができ、軸体の回収、再利用が可能になる。
【0052】
したがって、この発明に係る製造方法及びこの発明に係る好ましい製造方法によって製造されるローラは画像形成装置に装着されるローラとして好適である。特に、この発明に係るローラの製造方法によって製造されたローラは、弾性層又はソリッド弾性層を備える、例えば、現像ローラ、現像剤供給ローラ、クリーニングローラ、定着ローラ等として特に好適である。
【実施例】
【0053】
(実施例1)
SUM22製(外径10mm、長さ275mm)に厚さ5μmとなるように無電解ニッケルメッキ処理を施して棒状体を作製し、エタノールで洗浄して加熱することなく軸体形成体を作製した。この軸体形成体に所謂「放電ハンドタイプ」(例えば、商品名「コロナフィットCFA−500」、信光電気計装株式会社製)を用いて、温度20℃、相対湿度50%の環境下において第1表に示す放電条件でコロナ放電処理(電圧9kV)を施して、接触角(軟水)を20°以下に調整して、軸体2を作製した。
【0054】
なお、第1表の「最短距離」は「放電端子の先端から軸体形成体の表面までの最短距離」であり、「処理時間」は「コロナ放電におけるコロナ放電継続時間」である。
【0055】
次いで、コロナ放電処理終了後、第1表に示す「経過時間」となるように、この軸体2を金型内に収納して軸体2の表面に下記組成を有する付加硬化型ミラブル導電性シリコーンゴム組成物を配置した。ここで、第1表の「経過時間」は「軸体形成体のコロナ放電処理終了後からその表面に付加硬化型ミラブル導電性シリコーンゴム組成物を配置するまでの経過時間」であり、「直後」とは軸体形成体のコロナ放電処理終了後に軸体を放置又は静置することなく連続して次工程すなわち付加硬化型ミラブル導電性シリコーンゴム組成物を配置したことを意味する。その後、この付加硬化型ミラブル導電性シリコーンゴム組成物を10分間150℃に加熱して硬化させた後200℃で4時間二次加硫し、外径が20mmとなるように研磨して弾性層3を形成した。このようにして実施例1のローラを製造した。
【0056】
用いた付加硬化型ミラブル導電性シリコーンゴム組成物は、特開2008−058622号公報に記載の「付加硬化型ミラブル導電性シリコーンゴム組成物」に相当する導電性ゴム組成物であり、(A−1)平均組成式:RnSiO(4−n)/2(Rは、同一又は異なっていてもよい、置換又は非置換の一価炭化水素基、好ましくは炭素原子数1〜12、より好ましくは炭素原子数1〜8の一価炭化水素基であり、nは1.95〜2.05の正数である。)で示されるオルガノポリシロキサンに相当する「メチルビニルシリコーン生ゴム(商品名「KE−78VBS」、信越化学工業株式会社製)」100質量部と、(A−2)前記平均組成式:RnSiO(4−n)/2(R及びnは前記した通りである。)で示されるオルガノポリシロキサンに相当する「ジメチルシリコーン生ゴム(商品名「KE−76VBS」、信越化学工業株式会社製)」20質量部と、(B)煙霧質シリカ系充填材(商品名「AEROSIL OX−50」、平均一次粒径40nm、嵩密度1.3g/cm3、日本アエロジル株式社製)15質量部と、(C)カーボンブラック(商品名「アサヒサーマル」、旭カーボン株式会社製)10質量部と、白金系触媒(商品名「C−19A」、信越化学工業株式会社製)0.5質量部と、オルガノハイドロジェンポリシロキサン(商品名「C−19B」、信越化学工業株式会社製)2.0質量部とを混合し、加圧ニーダーで混練して、調製した。
【0057】
(実施例2〜4)
前記「経過時間」を第1表に示される「経過時間」にそれぞれ変更したこと以外は実施例1と基本的に同様にして実施例2〜4の各ローラを製造した。
【0058】
(実施例5〜7)
前記放電条件の最短距離を第1表に示される「最短距離」にそれぞれ変更したこと以外は実施例1と基本的に同様にして実施例5〜7のローラをそれぞれ製造した。
【0059】
(実施例8及び9)
前記放電条件及び前記経過時間を第1表に示される「放電条件」及び「経過時間」にそれぞれ変更したこと以外は実施例1と基本的に同様にして実施例8及び9のローラをそれぞれ製造した。
【0060】
(比較例1〜3)
前記放電条件及び前記経過時間を第1表に示される「放電条件」及び「経過時間」にそれぞれ変更したこと以外は実施例1と基本的に同様にして比較例1〜3のローラをそれぞれ製造した。
【0061】
(接触角の測定、接触角の比率及び低下率の算出)
実施例1〜9及び比較例1〜3において、コロナ放電処理前の軸体形成体及びコロナ放電処理後から第1表に示す「経過時間」が経過したときの軸体2それぞれの接触角(軟水)を前記方法に従って測定し、接触角の比率([軸体2の接触角/軸体形成体の接触角]×100(%))、及び、接触角の低下率([(軸体形成体の接触角−軸体2の接触角)/軸体形成体の接触角]×100(%))を算出した。測定した各接触角(軟水)並びに算出した接触角の比率(%)及び接触角の低下率(%)を第1表に示す。
【0062】
(接着強度の測定)
実施例1〜9及び比較例1〜3のローラそれぞれにおける軸体2と弾性層3との接着強度を前記方法に従って測定した。その結果を第1表に示す。
【0063】
(接着状態の評価)
実施例1〜9及び比較例1〜3で製造したローラそれぞれにおける弾性層3の一部を次のようにして除去した。すなわち、図3に示されるように、まず、軸体2の中心(軸線)Cを通過する平面に平行で軸体2の周点p1を通る平面P1に沿って弾性層3の一部を切除した。次いで、平面P1に垂直に交差し周点p4を通る平面P4に沿って弾性層3の一部を切除し、平面P1に平行で平面P4に垂直に交差し周点p2を通る平面P2に沿って弾性層3の一部を切除した。最後に、平面P4に平行で平面P1及びP2に垂直に交差し周点p3を通る平面P3に沿って弾性層3の一部を切除して、軸体2の軸線Cに垂直な断面形状が軸体2を内接する正方形となるように軸体2の周囲に弾性層3a、3b、3c及び3dを残存させた。なお、周点p1、p2、p3及びp4は軸体2の外周を周方向に均等に四等分する点である。残存したこれらの弾性層3a、3b、3c及び3dは周点p1、p2、p3及びp4で離間して互いに独立に軸体2の外周面に配置されている。これらの弾性層3a、3b、3c及び3dそれぞれの軸体2との接着状態を次ぎのようにして評価した。具体的には、これらの弾性層3a、3b、3c及び3dそれぞれの一端を把持して軸体2から順次引き離し、これらの弾性層3a、3b、3c及び3dそれぞれが材料破壊するか、軸体2から剥がれるかを確認した。評価は、弾性層3a、3b、3c及び3dのすべてが材料破壊した場合を「○」、弾性層3a、3b、3c及び3dの一部が軸体2から剥がれた場合を「△」、弾性層3a、3b、3c及び3dのすべてが軸体2から剥がれた場合を「×」とした。
【0064】
【表1】
【0065】
(実施例10)
SUM22製(外径10mm、長さ275mm)に厚さ5μmとなるように無電解ニッケルメッキ処理を施して棒状体を作製し、トルエンで洗浄した後に、バッチ型加熱器中において50℃で30分間加熱して軸体形成体を作製した。この軸体形成体に所謂「放電ハンドタイプ」(例えば、商品名「コロナフィットCFA−500」、信光電気計装株式会社製)を用いて、温度20℃、相対湿度50%の環境下において第2表に示す放電条件でコロナ放電処理(電圧9kV)を施して、接触角(軟水)を20°以下に調整して、軸体2を作製した。なお、第2表の「最短距離」及び「処理時間」は第1表の「最短距離」及び「処理時間」と同様である。
【0066】
次いで、コロナ放電処理終了後、第2表に示す「経過時間」となるように、この軸体2を金型内に収納して軸体2の表面に実施例2と同様にして準備した付加硬化型ミラブル導電性シリコーンゴム組成物を配置した。ここで、第2表の「経過時間」は第1表の「経過時間」と同様である。その後、実施例2と基本的に同様にして実施例10のローラを製造した。
【0067】
(実施例11)
前記前処理工程における加熱温度を100℃に変更したこと以外は実施例10と基本的に同様にして実施例11のローラを製造した。
【0068】
(実施例12)
前記前処理工程における加熱温度を150℃に変更したこと以外は実施例10と基本的に同様にして実施例12のローラを製造した。
【0069】
(実施例13)
前記前処理工程における加熱温度を200℃に変更したこと以外は実施例10と基本的に同様にして実施例13のローラを製造した。
【0070】
(接触角の測定、接触角の比率及び低下率の算出)
実施例10〜13において、前処理後であってコロナ放電処理前の軸体形成体及びコロナ放電処理後から第2表に示す「経過時間」が経過したときの軸体2それぞれの接触角(軟水)を前記方法に従って測定し、接触角の比率(%)及び接触角の低下率(%)を算出した。その結果を第2表に示す。
【0071】
(接着強度の測定)
実施例10〜13のローラそれぞれにおける軸体2と弾性層3との接着強度を前記方法に従って測定した。その結果を第2表に示す。
【0072】
(接着状態の評価)
実施例10〜13で製造したローラそれぞれにおける接着状態を実施例1と基本的に同様にして評価した。
【0073】
【表2】
【符号の説明】
【0074】
1 ローラ
2 軸体
3、3a、3b、3c、3d 弾性層
61 接着界面破壊治具
62 治具本体
63 取付部
64 有底穴
65 可動上部(可動部)
【特許請求の範囲】
【請求項1】
軸体の外周面に形成された弾性層を備えてなるローラの製造方法であって、
表面における軟水の接触角が20°以下の前記軸体に弾性層を形成する工程を有するローラの製造方法。
【請求項2】
前記弾性層を形成する工程は、前記軸体の表面における軟水の接触角を20°以下に調整した後に弾性層を形成する工程である請求項1に記載のローラの製造方法。
【請求項3】
前記弾性層を形成する工程は、前記軸体の表面に下記条件(1)でコロナ放電処理する第1サブ工程と、コロナ放電処理された前記表面に下記条件(2)で導電性ゴム組成物を配置する第2サブ工程とを有する請求項1又は2に記載のローラの製造方法。
<条件>
(1)処理時間:10秒以上
(2)コロナ放電完了後の経過時間:6時間以下
【請求項4】
前記弾性層を形成する工程は、前記第1サブ工程の前に前記軸体を加熱する前処理工程を有する請求項3に記載のローラの製造方法。
【請求項5】
前記軸体と前記弾性層との接着強度が330〜420Nである請求項1〜4のいずれか1項に記載のローラの製造方法。
【請求項1】
軸体の外周面に形成された弾性層を備えてなるローラの製造方法であって、
表面における軟水の接触角が20°以下の前記軸体に弾性層を形成する工程を有するローラの製造方法。
【請求項2】
前記弾性層を形成する工程は、前記軸体の表面における軟水の接触角を20°以下に調整した後に弾性層を形成する工程である請求項1に記載のローラの製造方法。
【請求項3】
前記弾性層を形成する工程は、前記軸体の表面に下記条件(1)でコロナ放電処理する第1サブ工程と、コロナ放電処理された前記表面に下記条件(2)で導電性ゴム組成物を配置する第2サブ工程とを有する請求項1又は2に記載のローラの製造方法。
<条件>
(1)処理時間:10秒以上
(2)コロナ放電完了後の経過時間:6時間以下
【請求項4】
前記弾性層を形成する工程は、前記第1サブ工程の前に前記軸体を加熱する前処理工程を有する請求項3に記載のローラの製造方法。
【請求項5】
前記軸体と前記弾性層との接着強度が330〜420Nである請求項1〜4のいずれか1項に記載のローラの製造方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2012−212111(P2012−212111A)
【公開日】平成24年11月1日(2012.11.1)
【国際特許分類】
【出願番号】特願2012−25991(P2012−25991)
【出願日】平成24年2月9日(2012.2.9)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
【公開日】平成24年11月1日(2012.11.1)
【国際特許分類】
【出願日】平成24年2月9日(2012.2.9)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
[ Back to top ]