
ローラの製造方法

【課題】弾性層の周面に形成される塗膜の乾燥ムラを抑制し高品位なローラを製造する方法の提供。
【解決手段】軸芯体の周面上に弾性層を有し弾性層の周面上に塗膜を有するローラの製造方法であって、1)周面に弾性層を形成した軸芯体と同心に、内周の全周に亘り開口を有する塗工リングヘッドを配し、該ヘッドを軸芯体軸方向に移動させつつ開口から塗工液を吐出して弾性層の周面上に塗工液を塗布する工程と、2)塗布された塗工液を乾燥させて塗膜を形成する工程を有し、工程2は、軸芯体と同心に配された気体ブローリングを該ヘッドと共に軸芯体軸方向に移動させつつ該リングから塗布された塗工液の表面に対して気体を吹き付ける工程を含み、該リングは該リングの軸芯体軸方向の移動に伴って気体を吸入可能な環状吸気口と環状吸気口から取り入れた気体を付勢しつつ塗布された塗工液の表面に導く環状ダクトとを有する。
【解決手段】軸芯体の周面上に弾性層を有し弾性層の周面上に塗膜を有するローラの製造方法であって、1)周面に弾性層を形成した軸芯体と同心に、内周の全周に亘り開口を有する塗工リングヘッドを配し、該ヘッドを軸芯体軸方向に移動させつつ開口から塗工液を吐出して弾性層の周面上に塗工液を塗布する工程と、2)塗布された塗工液を乾燥させて塗膜を形成する工程を有し、工程2は、軸芯体と同心に配された気体ブローリングを該ヘッドと共に軸芯体軸方向に移動させつつ該リングから塗布された塗工液の表面に対して気体を吹き付ける工程を含み、該リングは該リングの軸芯体軸方向の移動に伴って気体を吸入可能な環状吸気口と環状吸気口から取り入れた気体を付勢しつつ塗布された塗工液の表面に導く環状ダクトとを有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は電子写真画像形成装置に用いることのできるローラ(帯電ローラ、現像ローラ等)の製造方法に関する。
【背景技術】
【0002】
電子写真画像形成装置において帯電ローラや現像ローラとして用いられる電子写真用のローラは、通常、軸芯体の周囲にゴム等を含む弾性層と、表面へのトナー付着などを抑制する等の機能を付与するための塗膜を有している。ここで、塗膜の形成に際し、薄い膜や、粘度の低い液、乾燥の遅い液などを塗工する場合においては、塗工工程での塗工ムラや乾燥ムラが生じる場合がある。さらには、ローラ端部(特に塗工時の下端)に液溜りが生じ、問題となる場合もあった。
【0003】
特許文献1では、電子写真用のローラの弾性層の表面の処理方法として、塗工リングヘッドによる塗工液を塗工した後に、吹出リングヘッドによる乾燥が行われている。特許文献2には、ヘッド内の流路に絞り部を有する吹出リングヘッドが記載される。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2007−167711号公報
【特許文献2】特開2009−66507号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、本発明者の検討の結果、特許文献1に係る吹出しリングヘッドを用いた乾燥方法は、乾燥気体の周方向での吹出し量のバラつきにより、ローラ周方向で塗膜の乾燥ムラが生じることがあった。
【0006】
吹出しリングヘッドにおいては、エアーの流入孔を円周方向に複数個設けたり、ヘッド内の流路に絞り部を設けたりする(特許文献2)ことにより、均一な流れを得る対策が行われてきた。しかし、気体の流量が少ない場合には流れムラが残り、乾燥ムラを生じることがあった。
【0007】
そこで、本発明の目的は、弾性層の周面に形成される塗工膜の乾燥ムラを抑え、高品位なローラを製造することのできる方法を提供することである。
【課題を解決するための手段】
【0008】
本発明によれば、軸芯体の周面上に弾性層を有し、該弾性層の周面上に塗膜を有するローラの製造方法であって、
(1)周面に弾性層を形成した軸芯体と同心に、内周の全周に亘り開口を有する塗工リングヘッドを配置し、該塗工リングヘッドを該軸芯体の軸に沿う方向に移動させつつ、該開口から塗工液を吐出して該弾性層の周面上に該塗工液を塗布する工程と、
(2)該弾性層の周面上に塗布された該塗工液を乾燥させて該塗膜を形成する工程と
を有し、
該工程(2)は、該軸芯体と同心に配置されてなる気体ブローリングを、該塗工リングヘッドと共に該軸芯体の軸に沿う方向に移動させつつ、該気体ブローリングから該弾性層の周面上に塗布された該塗工液の表面に対して気体を吹き付ける工程を含み、
該気体ブローリングは、気体ブローリングの該軸芯体の軸に沿う方向の移動に伴って気体を吸入可能な環状吸気口と、該環状吸気口から取り入れた気体を付勢しつつ、該弾性層の周面に塗布された塗工液の表面に導く環状ダクトとを有するものであるローラの製造方法が提供される。
【発明の効果】
【0009】
本発明により、表面処理等のために弾性層の周面に形成される塗膜の塗工ムラや乾燥ムラ、液だれなどに起因する画像不良の発生などがないローラを安定的に、かつ効率良く製造できるローラの製造方法が提供される。
【図面の簡単な説明】
【0010】
【図1】押出機の一例を示す模式図である。
【図2】リングヘッド塗工の一例を示す模式図である。
【図3】気体ブローリングと塗工リングヘッドの断面形状の一例を示す模式図である。
【図4】(A)〜(C)はいずれも気体ブローリングの例を説明するための模式図である。
【図5】ローラ断面の一例を示す模式図である。
【図6】画像形成装置の概略の一例を示す構成図である。
【図7】吹出しリングヘッドを示す模式図である。
【発明を実施するための形態】
【0011】
本発明で製造するローラは、軸芯体の周面上に弾性層を有し、弾性層の周面上に塗膜を有する。軸芯体の周面に直接弾性層が設けられていてもよく、あるいは軸芯体と弾性層との間に他の層(接着剤層など)が設けられていてもよい。また、弾性層の周面に直接前記塗膜が設けられていてもよく、あるいは弾性層と前記塗膜との間に他の層(抵抗調整層など)が設けられていてもよい。また、前記塗膜を形成した後に、さらに他の層(汚れ防止層など)を設けても良い。
【0012】
そして、本発明の製造方法は、軸芯体の周面上に弾性層を形成した後に、前記塗膜を形成するための工程1および2を有する。
1)周面に弾性層を形成した軸芯体と同心に、内周の全周に亘り開口を有する塗工リングヘッドを配置し、該塗工リングヘッドを該軸芯体の軸に沿う方向に移動させつつ、該開口から塗工液を吐出して該弾性層の周面上に該塗工液を塗布する工程。
2)弾性層の周面上に塗布された塗工液を乾燥させて塗膜を形成する工程。
工程2は、軸芯体と同心に配置されてなる気体ブローリングを、塗工リングヘッドと共に軸芯体の軸に沿う方向に移動させつつ、気体ブローリングから弾性層の周面上に塗布された塗工液の表面に対して気体を吹き付ける工程を含む。
そして気体ブローリングは、気体ブローリングの軸芯体の軸に沿う方向の移動に伴って気体を吸入可能な環状吸気口と、環状吸気口から取り入れた気体を付勢しつつ弾性層の周面上に塗布された塗工液の表面に導く環状ダクトとを有する。
【0013】
まず、芯金(軸芯体)上にゴム層(弾性層)が設けられたローラの成形方法としては、例えば次のような方法があるが、特に限定されるものではない。円筒金型に同心に軸状の芯金を保持する2つの円筒駒を組み、ゴム材料を注入後加熱することにより材料を硬化させてローラを成形する射出成形。ゴム材料をチューブ状に押出した後、芯金にチューブ状のゴム材料を被せる、或いは芯金とゴム材料を一体に押出して円筒状のローラを成形する押出成形。トランスファー成形。プレス成形。製造時間の短縮を考えるとゴム材料を芯金と一体に押出してローラを成形する押出成形が好ましい。
【0014】
硬化のためのローラの加熱方法に関しては、熱風炉、加硫缶、熱盤、遠・近赤外線、誘導加熱等のいずれの方法でも良く、更に加熱状態の円筒状または平面状の部材に回転させながら押し当てる方法を用いても良い。また、加熱後に所望のローラ形状、ローラ表面粗さにするために回転砥石を用いた乾式研磨をする場合もある。
【0015】
ここで、図1に押出機の模式図を示す。押出機1はクロスヘッド2を備える。クロスヘッドは芯金送りローラ3によって送られた芯金4を後ろから挿入でき、芯金と同時に円筒状のゴム材料を一体に押出す事ができる。ゴム材料を芯金の周囲に円筒状に成形した後に、端部を切断・除去手段5によって切断・除去処理し、芯金の周面上にゴム層が形成されたローラ6を得ることができる。
【0016】
前記のローラの芯金として使用する材質は、ニッケルメッキしたSUM材等の鋼材を含むステンレススチール棒、リン青銅棒、アルミニウム棒、耐熱樹脂棒が好ましい。又、芯金上に設けられたゴム層は導電性の弾性層とすることができる。ゴム層を形成するポリマーとしては、天然ゴム、ブタジエンゴム、ヒドリンゴム、スチレン−ブタジエンゴム、ニトリルゴム、エチレン−プロピレンゴム、ブチルゴム、シリコーンゴム、ウレタンゴム、フッソゴム、塩素ゴム、熱可塑エラストマー等のいずれでも良い。ポリマー中に導電粉を分散させることができる。導電粉としてはカーボンブラック、導電性カーボン等のカーボン類、及び金属粉、導電性の繊維、或いは酸化スズ等の半導電性金属酸化物粉体、更にこれらの混合物等のいずれでも良い。
【0017】
次に、ローラの表面処理方法(弾性層の周面上に塗膜を形成する方法)の形態について詳細に説明する。
【0018】
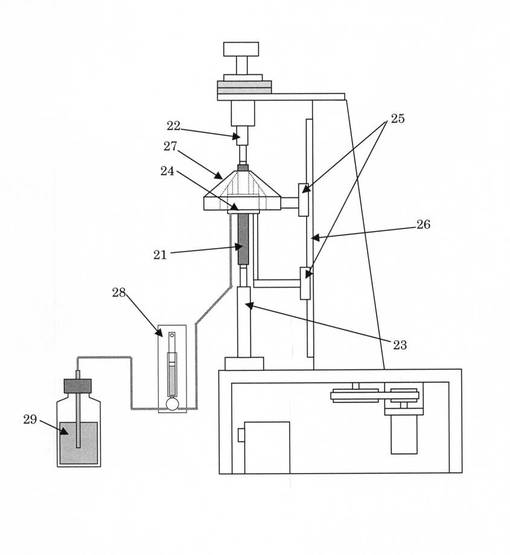
図2に模式的にリング塗工装置の概略を示した。まず、前記のような方法等で得られたローラ(軸芯体と弾性層を有する)21を垂直状態に上把持軸22と下把持治具23によって支持する。このローラの弾性層に対して所定の間隔をなす距離に全周に開口されたスリット状の吐出口を有する塗工リングヘッド24及び気体ブローリング27を設ける。塗工リングヘッド及び気体ブローリングはローラの軸方向に、スライドガイド26およびLMガイド25を用いて、モータによって同期して動かす。その際、塗工液貯蔵タンク29から液供給手段(シリンジポンプ)28により、塗工液を塗工リングヘッド24に供給する。
【0019】
図3には塗工リングヘッド及び気体ブローリングの詳細を示した。塗工リングヘッド24は、1箇所以上の表面処理剤(塗工液)を供給する液供給口34、塗工リングヘッド内において液を合流させ周方向に分配するための液分配室32を1箇所以上、内部の圧力を高めて均一化を図る目的で液絞り部33を1箇所以上備える。31は内周の全周に亘り開口されたスリット状の吐出口(以降、「環状スリット」ともいう)である。塗工リングヘッド24を用いて、ローラと塗工リングヘッドとを所定の速度(例えば1〜200mm/s程度)で相対移動させながら、表面処理剤35を全周均一に弾性層表面に適量塗工する。表面処理剤を供給する供給口は好ましくは周方向に等角度間隔に4箇所以上設けるとローラ周方向に均一に液を吐出することが容易である。
【0020】
弾性層表面への表面処理剤の吐出量については、表面処理剤の液粘度、表面処理速度(塗工リングヘッドの移動速度)を考慮して算出することができる。環状スリット開口幅(スリット幅)は、表面処理剤の液粘度、表面処理剤中の添加材料によって選択・決定される。通常、スリット幅は0.05mm〜0.1mmの範囲内に設定される。
【0021】
気体ブローリングによる乾燥は、塗工リングヘッドによる塗工直後と同期して行うと良い。前記のようなリング塗工方法により、ローラ表面に対して表面処理剤を塗工した後に連続的に、ローラに対して所定の間隔をなす距離に全周に開口されたスリット状の吹出口(気体ブローリング)からエアーを吹きつける。
【0022】
気体ブローリングは塗工リングヘッドに固定される内側の環状部材36及びこれと同心に設けられた外側の環状部材37で構成され、これら環状部材によって移動方向に環状吸気口38を形成することができる。気体ブローリングは、環状吸気口からエアー吹出し口40(弾性層に対して所定の間隔をなす距離に全周に開口されたスリット状の吹出し口)までつながる環状ダクト39を有する。内側環状部材と外側環状部材とによって環状ダクトを形成することができる。なお、気体ブローリングはローラの軸を中心とし、軸対象である形状が良い。
【0023】
気体ブローリングは、環状の吸気口38の開口面積に対し、吹出し口40の開口面積が小さくなるような形状とする。これにより、気体ブローリングの移動に伴って環状吸気口から取り入れた気体を付勢することができる。つまり、気体ブローリングは、移動するに伴って、環状吸気口より気体を取り入れ、環状ダクトを通る間に流路を絞ることによって気体の流速を早め、スリット状の吹出し口より吹出しを行うことができる。スリット状の吹出し口はローラに向けて開口させておくと良い(吹き出し口が弾性層の周面に垂直に向くようにする)。あるいは、気体ブローリングの移動方向に対して、角度を設けて開口させても良い。好ましくは移動方向に対し、吹き出し角度θは90度〜150度の範囲が良い。
【0024】
なお、環状吸気口の開口面積としては、塗工リングヘッドの移動方向に対して垂直な面に環状吸気口の開口部を投影した場合の面積とし、吹出し口の開口面積としては、弾性層面に吹出し口を投影した場合の面積とする。環状吸気口の開口面積を大きくすれば、吹出し量を大きくすることが可能であり、また吹出し口の開口面積を小さくすれば、吹出し流速を早くすることが可能である。流量或いは流速を大きくすれば、塗工液の乾燥が速くなるので、乾燥ムラ、液だれを少なくすることができるが、塗工効率の低下を招く可能性もあるので、これらを勘案して吹き出す気体の流量および流速を適宜設定することができる。
【0025】
内側の環状部材と外側の環状部材は、気体の流れ方向に垂直な面での断面積が小さいリブなどで固定しても良いが、さらに好ましくは内側および外側の環状部材の環状ダクト外側にそれぞれ保持用の梁を設けて支持することが良い。その結果として、環状流路に流れを乱すものが無く、ほぼ完全にローラ円周方向に均一な吹き付けを行うことができる。
【0026】
また、内側の環状部材と外側の環状部材の間隙を調整することで吹出しスリット幅を変更することを行っても良い。スペーサーなどで間隙を調整しても良いが、それぞれ独立に移動するように駆動装置を設ければ、ローラに気体吹き付けを行う際に気体ブローリングを移動しながらスリット幅を調整し、吹き付け量を変化させることができる。
【0027】
なお、気体ブローリングが移動によって気体を取り込むため、塗工リングヘッドと気体ブローリングを動かす(ローラは固定してよい)。
【0028】
弾性層上に塗布した塗工液に気体を吹き付けない場合には、液だれや塗工ムラ、乾燥ムラが発生する場合がある。この傾向は塗工液の粘度が低く、膜厚が薄い場合に発生しやすい。粘度が低い場合には、垂れ易く、ローラの下端などに液がたまる、上下で膜厚ムラが起きるなどして不良になりやすく、膜厚が薄い場合には、同じ膜厚ムラが発生しても、膜厚の絶対値に対する膜厚ムラの割合が大きくなりやすいため、顕著に観察される。また、装置内の排気などに影響されて乾燥ムラが発生することもある。ウェット粘度、ウェット膜厚が極めて小さい場合には、安定した塗工状態が得られないため、好ましく無い。
【0029】
具体的に本発明の効果が大きな範囲は、粘度0.8以上20mPa・s以下、ウェット膜厚1μm以上50μmであり、特に効果が大きな範囲は、粘度1.0以上10mPa・s以下、ウェット膜厚4μm以上20μm以下である。なお、粘度の特定法については実施例において詳述する。
【0030】
従来は気体の吹き付け量を多くして、液を吹き飛ばす、或いはかきとるようにすることで、塗工効率(実際にローラ上に乗った液量/塗工した液量)が低くなっても、ムラの少ないローラを得ていた場合があった。逆に、塗工効率を上げようと、吹き付け量を10L/min以下といった極めて少なくした場合には、吹出しリングヘッドへのエアーの流入孔の影響などによる吹き付けのムラが、エアーの流入孔に対応するローラ上の位置に筋状に顕著に発生してしまっていた。本発明のように気体ブローリングを用いれば、10L/min以下といった流量に相当する条件でも、円周方向の吹き付けムラが無いために筋状のムラ等が発生することが無い。また、筋状のムラが発生することが無いため、吹き付けムラに敏感な薄膜や粘度の低い液を用いていても、少ない吹き付け量で液だれの発生も押さえられる。従って、吹き付け量を多くすることで、塗工効率の低下を招くことも非常に少ない。なお、気体の体積(流量)については23℃、0.10MPa基準とする。
【0031】
塗工リングヘッドの材質としては、加工精度が高いステンレス等の鋼材を用いることが好ましい。また、アルミニウムやテフロン(登録商標)のような樹脂を用いても良い。
【0032】
気体ブローリングの材質としては、加工精度が高いステンレス等の鋼材を用いることが好ましい。また、アルミニウムやフッ素樹脂、ポリアセタール、ナイロンなどのような樹脂を用いても良い。
【0033】
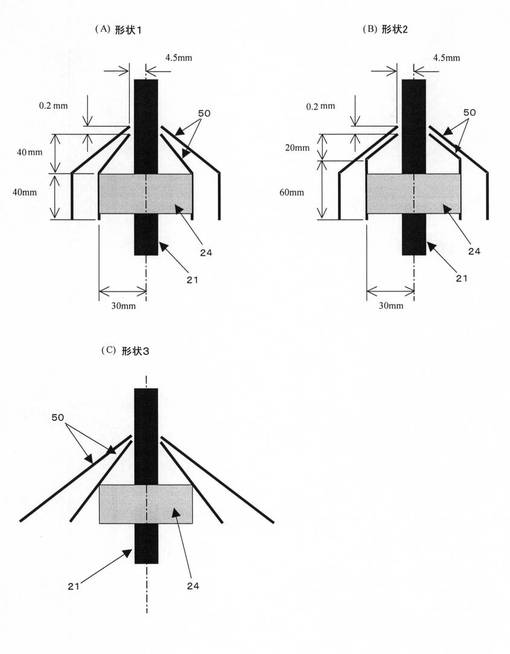
気体ブローリングの形状としては、図3や図4(A)に模式的に示すように、気体吹出し口(エアー吹出し口40)を形成するテーパー状の円環部と、環状吸気口38を形成する同一径の(径が一定の)円環部からなる形状が挙げられる。なお図4において50は気体ブローリングである。同一径の円環部はなくても機能は満足するが、整流のためにあった方がより好ましい。なお、同一径の円環部が無い場合の形状を図4(C)に示す。テーパー部は外側と内側の環状部材でテーパー角度を同一にしても良いが、テーパー角度を異なるものにして、絞っていく方がより好ましい。なお、外側および内側の環状部材のテーパー角度が同一の場合の形状を図4(B)に示す。また、テーパー部は断面が直線的な形状であっても、曲線状であっても良い。図3および図4に示される形状はいずれも、外側および内側の環状部材のテーパー部の断面(側断面)が直線的な形状である。
【0034】
どの形状においても環状吸気口は内側環状部材と外側の環状部材がなす環状流路(環状ダクト)の下側開口部を指す。環状吸気口の断面積としては、開口部(吸気口)を軸方向に鉛直な面に投影した場合の面積を指し、吹き出し口の断面積としては、内側の環状部材と外側の環状部材の吹き出し口先端部を通る円筒或いは円錐面状に吹き出し口を投影した場合の面積を指す。
【0035】
気体ブローリングの吹き付け部(気体吹出し口)の内径は弾性層の外径に対して、0.1〜5mm大きなものを用いることができる。また、ローラの中心と吹き付け部の内径の中心は約0.1mmのずれで収めると良い。吹き付け部内径と弾性層外径との差が0.1mm以上であると、ローラと吹き付け部の中心のずれの影響による乾燥ムラ発生を抑制することが容易である。この差が5mm以下であると、気体吹き付けを効率的に行うことが容易であり、乾燥ムラを容易に抑えることができる。特に好ましくは吹きつけ部内径を弾性層外径よりも0.4〜2mm大きくすると良い。また、中心のずれは、0.05mm以下が良い。
【0036】
なお、本発明における塗膜とは、製造工程において液体状の組成物(塗工液)をローラ周面状に塗布し、乾燥或いは硬化させてできた膜を指すものとする。
【0037】
工程1および2によって弾性層の周面上に形成する塗膜の材料としては、シリコーン系、フッ素系、ウレタン系、アクリル系、ウレタン変性アクリル系、シリコーン変性ウレタン系材料が用いられる。特にフッ化アルキル基およびオキシアルキレン基を有するポリシロキサンを含有する材料が好ましい。
【0038】
塗膜を形成するための塗工液を調製する際には、塗工性向上のために、適当な溶剤を用いてもよい。適当な溶剤としては、例えば、エタノール、2−ブタノールなどのアルコールや、酢酸エチルや、メチルエチルケトンなど、あるいは、これらを混合したものが挙げられる。
【0039】
なお、上記溶剤よりも乾燥の早い溶剤を用いれば、塗工ムラなどを抑制することがさらに容易となる。塗工リングヘッド開口部で溶剤が揮発するなどして固形分が固化することを防止できる範囲(連続して安定した塗工が容易な範囲)で、上記溶剤よりも乾燥の早い溶剤を用いることもできる。或いは、このような範囲で、塗工を行う環境として、乾燥を早くするために、温度を上げる、湿度を下げるなどの塗工環境を制御することもできる。
【0040】
また、塗膜を形成するための塗工液には、導電剤としてカーボンブラック、導電性カーボン等のカーボン類、グラファイト、TiO2・SnO2・ZnOなどの金酸化物、SnO2とSb2O3の固溶体・ZnOとAl2O3の固溶体などの複酸化物、Cu・Agなどの金属粉、導電性の繊維、等を用いることができる。
【0041】
工程1および2の後のローラには、紫外線や電子線、或いは熱風炉、赤外線などによって塗膜の硬化処理を行っても良い。
【0042】
紫外線照射に用いられるランプは、高出力低圧水銀ランプ、無電極低圧水銀ランプ、エキシマランプ、高圧水銀ランプ、メタルハライドランプのいずれでも良いが、表面処理の効果に応じて適宜選択すれば良い。特に好ましくは、主に254nmの波長を代表とする紫外線を照射できる高出力低圧水銀ランプである。電子線照射を行う場合には、窒素雰囲気内でゴム層の表面に電子線を、加速電圧50〜300kVの範囲内で照射すると良く、線量としては、100〜3000kGyが好ましい。熱風炉を用いる場合には80〜200度で10〜180min加熱すると良い。
【0043】
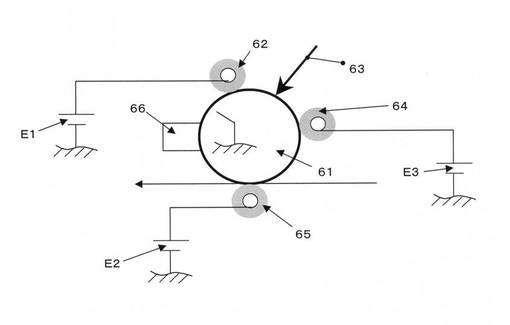
本発明により得られたローラは、LBP(Laser Beam Printer)、複写機及びファクシミリ等の画像形成装置の電子写真用部材として用いることができる。ここで、帯電ローラとして用いた場合の使用形態を図6に示した。画像形成装置は、回転ドラム型・転写方式の電子写真装置であって、61は像担持体としての電子写真感光体(感光ドラム)であり、時計方向に所定の周速度(プロセススピード)をもって回転駆動される。感光ドラムは、その回転過程で帯電手段としての電源E1から帯電バイアスを印加した帯電ローラ62により周面が所定の極性・電位(例えば−600V)に一様帯電処理される。次いで感光ドラムは露光系63により目的の画像情報に対応したネガ画像露光(原稿像のアナログ露光、デジタル走査露光)を受けて周面に目的画像情報の静電潜像が形成される。次いで、その静電潜像がマイナストナーによる反転現像方式のトナー現像ローラ64(電源E3からバイアス電圧が印可される)によりトナー画像として現像される。そしてそのトナー画像が感光ドラムと転写手段としての転写ローラ65との間の転写部に不図示の給紙手段から所定のタイミングで転写材が給送され、転写ローラに対して電源E2から例えば約+2〜3KVの転写バイアスが印加され感光ドラム面の反転現像されたトナー像が転写材に対して順次転写されていく。トナー画像の転写を受けた転写材は、感光ドラム面から分離されて不図示の定着手段へ導入されて像定着処理を受ける。トナー画像転写後の感光ドラム面は、クリーニング手段66で転写残りトナー等の付着汚染物の除去処理を受けて清浄面化されて繰り返して作像に供される。
【0044】
本発明によれば、弾性層表面に対して塗工リングヘッドから表面処理剤等の塗工液を塗工した後に、気体ブローリングから気体を連続的に吹き付けることにより、塗工ムラや乾燥ムラ、液だれなどの無いローラを安定して得られる。また、強い吹き付けによる塗工液の吹き飛ばしもなく、塗工効率に優れる。更には、ローラの表面処理工程等の塗膜形成工程の縮小も可能である。また、本発明によれば、弾性層表面に対して塗工リングヘッドから表面処理剤を塗工した後に、気体ブローリングの移動に伴って吸気した気体を、環状ダクトを通して弾性層表面に吹き付けることができる。環状の吸気口より吸気し、環状ダクトで気体を送り、気体ブローリングから吹き付けを行う事で、気体流入孔の影響等を防止し、ローラ周方向に極めて均一な流れを形成できる。従って、塗工ムラや乾燥ムラ、液だれなどの無いローラを安定して得られる。また、強い吹き付けによる塗工液の吹き飛ばしもなく、塗工効率に優れる。更には、ローラの表面処理工程の縮小も可能である。
【実施例】
【0045】
以下、本発明を実施例により更に具体的に説明する。
【0046】
〔実施例1〜13〕
(ローラの作製〉
以下の原料を加圧式ニーダーで15分間混練した。
【0047】
【表1】

【0048】
更に、下記の材料を加えて、15分間オープンロールで混練して未加硫ゴム組成物を作製した。
【0049】
【表2】
【0050】
次いで、外径φ(直径)6mm、長さ252mmの芯金(材質:SUM−23L、表面処理:ニッケルメッキ)を用意し、弾性体層を被覆したい長さ232mmの部分に接着剤を塗工した。
【0051】
次に図1に示す構成を有する押出装置を予め90℃に温調し、φ8.9mmのダイスを装着した上で、上記芯金と未加硫ゴム組成物とを一体に押出して外径φ8.8mmのローラを成形した。その後160℃、1時間の加硫を熱風炉内で行い、さらにローラ両端の芯金部10mmずつを露出させるために弾性層の切断、除去作業を行った。得られたローラを回転砥石を用いた乾式研磨を行い、厚み1.25mm、長さ232mmの弾性層を有するローラを得た(弾性層外径φ8.5mm)。
【0052】
(塗工液の作成)
表面層塗工液として、グリシドキシプロピルトリエトキシシラン(GPTES)27.84g(0.1mol)、メチルトリエトキシシラン(MTES)17.83g(0.1mol)およびトリデカフルオロ−1,1,2,2−テトラヒドロオクチルトリエトキシシラン(FTS、パーフルオロアルキル基の炭素数6)7.68g(0.0151mol(加水分解性シラン化合物総量に対して7mol%相当))と、水17.43gおよびエタノール37.88gとを混合した後、室温で攪拌し、次いで24時間加熱還流を行うことにより、有機無機ハイブリッドゾルを得た。
【0053】
この縮合物を2−ブタノール/エタノールの混合溶剤に添加することによって、固形分7質量%の有機無機ハイブリッドゾル含有アルコール溶液を調製した。ただし、固形分とは、加水分解性化合物が全て脱水縮合したと仮定した時の、溶液全質量に対する質量比率である。以下、固形分とは特別な表記がない限り、同様の意味で使用している。
【0054】
この有機無機ハイブリッドゾル含有アルコール溶液100gに対して0.35gの光カチオン重合開始剤としての芳香族スルホニウム塩(商品名:アデカオプトマーSP−150、旭電化工業(株)製)を、この有機無機ハイブリッドゾル含有アルコール溶液に添加したものを塗工原液1とした。
【0055】
さらに塗工原液1を、粘度が表3に示す値になるように2−ブタノール/エタノールの混合溶剤で希釈し、各実施例の塗工液とした。
【0056】
〈表面処理方法(塗膜形成)〉
図2に示す構成を有する装置を用いた。得られた表面処理剤(塗工液)を密閉容器に入れ、密閉容器を液供給手段であるシリンジポンプから塗工リングヘッドに具備された4箇所の液供給口につなぎ、塗工リングヘッド内に適量の表面処理剤を供給した。前記より得られたゴムローラを垂直状態に支持し、このゴムローラの弾性層外径に対して0.5mmの間隔をなす距離に全周に開口されたスリット状の吐出口がくるように塗工リングヘッドを配置した。この時、塗工リングヘッドの全周に開口されたスリット状の吐出口の開口幅(スリット幅)は0.1mmであった。塗工リングヘッドをゴムローラの上端部から下端部へ、85mm/sの一定の速度で垂直移動させると同時に表面処理剤の塗工を行った。このとき、塗工リングヘッドとともに気体ブローリングを移動させた。このようにして工程1および2を行った。なお、塗工は、23℃、0.10MPaの環境下で行った。
【0057】
各実施例において用いた気体ブローリングの形状、断面積比を表3に示した。詳細形状は図4の各図に示す(寸法も示す)。なお、吹出しスリット(エアー吹出し口)の幅は0.2mmとし、外側の環状部材のテーパー角度を変更することで、実施例ごとに断面積比を変化させている。従って、断面積比が大きいほど、吹出し量が多くなるものである。ここで、断面積比とは(吹き出し口の断面積)/(環状吸気口の断面積)である。
【0058】
その際、各実施例においてウェット膜厚が表3に示すような値になるように、シリンジポンプの吐出速度を調整した。なお、ここでウェット膜厚とは、吐出した液(塗工液)の体積をローラの弾性層周面の表面積で除して計算した値としている。
【0059】
その後、低圧水銀ランプを用いて、254nmのセンサーにおける感度で、紫外線の光量が8000mJ/cm2になるよう上記導電性弾性体層を回転させながら紫外線を均一に照射したゴムローラを得た。紫外線の照射には、ハリソン東芝ライティング(株)製の低圧水銀ランプを用いた。
【0060】
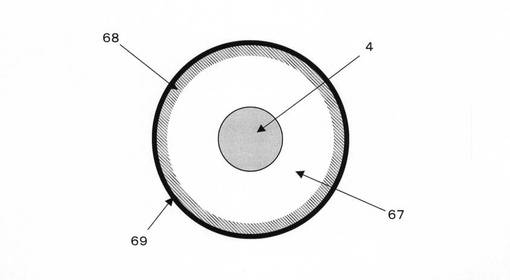
図5に作成したローラの断面図を模式的に示した。芯金4の周囲にゴム層67が成形されており、表面処理剤の塗膜69がその外周部に形成されている。また、ゴム層の最外部には紫外線照射処理層68が存在する。
【0061】
なお、塗工液の粘度とローラの膜厚の測定は以下のように行った。
【0062】
粘度の測定に関しては、E型粘度計は東機産業製RE500Lで0.8°×R24コーンロータを使用した。測定条件は測定温度25℃、サンプル量0.6mlで行った。膜厚の測定に関しては、TEM(透過型電子顕微鏡)によって断面を観察し、5箇所で測定した膜厚の平均値を示した。
【0063】
次に得られたローラの評価を行った。評価に関しては、目視による外観検査、画像形成装置での画像評価を行った。また、得られた膜厚と吐出した液量から膜形成に用いられた塗液量を算出し、塗工効率(膜厚から計算されるローラ1本分の塗膜の質量/弾性層上に吐出した塗工液の固形分質量)を算出した。塗工効率としては、80%以上が好ましい。なお、外観検査については、以下の基準で評価した。
×:ローラ長手方向に筋状の乾燥ムラがわずかに確認できる。
××:ローラ長手方向に筋状の乾燥ムラがはっきりと確認できる。
○△:筋状の乾燥ムラは確認されないが、ローラ端部(塗工時の下端)に液ダレに起因する膜厚が厚い部分が確認できる。
○:乾燥ムラが確認されない。
【0064】
画像評価としては、このゴムローラを図6に示す構成を有する電子写真方式の画像形成装置(キヤノン製、商品名:LBP−5050)に帯電ローラとして組込み、23.5℃/60%RH(相対湿度)の環境でハーフトーン画像による5000枚の耐久画像評価を行った。この評価において、実施例1〜13のローラ(帯電ローラ)は外観が○△レベルのものも含め、ローラ表面上の汚れも確認されず汚れによる不良画像もなく、実用上問題のないレベルの画像を得ることができた。
【0065】
気体ブローリングを用いた実施例1〜13において塗工ムラ、乾燥ムラは観察されなかった。さらに、後述する比較例1,3,4,5よりも液だれがよく、外観上好ましいものであった。また、後述する比較例2は外観上〇△であるが、塗工効率が低く、実施例1〜13の方がより好ましい結果となった。
【0066】
また、気体リングブローの断面積比が実施例2のように、小さくなれば乾燥ムラや液ダレが若干発生しやすくなるが、塗工効率が良化する。断面積比を実施例3のように、大きくすれば乾燥ムラや液ダレは発生しないが、塗工効率が低下する傾向にある。
【0067】
〔実施例14〜23〕
ローラの作成は実施例1と同様に行った。表面処理(塗膜形成)は、塗工液を以下に示すものを用いて表3に示す条件で行った。表3に示す条件以外は実施例1と同様にしてローラを作成し、得られたローラに対しても実施例1と同様に評価を行った。
【0068】
(塗工液の作成)
表面層塗工液として、グリシドキシプロピルトリエトキシシラン(GPTES、商品名:KBM−403、信越化学工業(株)製) 11.56g(0.049mol)、ヘキシルトリメトキシシラン(HeTMS、商品名:KBM−3063、信越化学工業(株)製) 62.11g(0.301mol)、エタノール 91.87g、水 11.34gとを混合した後、室温で攪拌した。その後、オイルバスを用い、120℃で20時間加熱還流を行うことによって、縮合物を得た。このときの縮合物の濃度は固形分(加水分解性シラン化合物が全て脱水縮合したと仮定したときの溶液全質量に対する質量比率)として28.0質量%である。
【0069】
次に、室温に冷却した縮合物98.05gに対し、タンタルペンタエトキシド(Gelest(株)製) 78.75g(0.194mol)を添加し、室温で3時間攪拌し縮合物(シランタンタル縮合物)を含有する有機無機ハイブリッドゾルを得た。
【0070】
得られた有機無機ハイブリッドゾル 25gに、光カチオン重合開始剤としての芳香族スルホニウム塩(商品名:アデカオプトマー SP−150、旭電化工業(株)製)のメチルイソブチルケトン10質量%液の2.00gを添加し、塗工原液2とした。
【0071】
次に、塗工原液2を、粘度が表3に示す値になるように2−ブタノール/エタノールの混合溶剤で希釈し、各実施例の塗工液とした。
【0072】
気体ブローリングを用いた実施例14〜23において塗工ムラ、乾燥ムラは観察されなかった。さらに、比較例1,3,4,5よりも液だれがよく、外観上好ましいものであった。また、比較例2は外観上〇△であるが、塗工効率が低く、実施例14〜23の方がより好ましい結果となった。また、実施例1と同様に画像評価を行ったが、画像不良の発生は無かった。
【0073】
〔実施例24〜32〕
ローラの作成は実施例1と同様に行った。表面処理(塗膜形成)は、塗工液を以下に示すものを用いて表3に示す条件で行った。表3に示す条件以外は実施例1と同様にローラを作成し、得られたローラに対して実施例1と同様に評価を行った。
【0074】
(塗工液の作成)
ラクトン変性アクリルポリオール「プラクセルDC2009」(商品名、ダイセル化学工業株式会社製)200質量部を、MIBK(メチルイソブチルケトン)500質量部に溶解し、固形分16質量%の溶液とした。このアクリルポリオール溶液200質量部に対してカーボンブラック「MA100」(商品名、三菱化学株式会社製)12質量部を加え、これに直径0.8mmのガラスビーズ200質量部を加えて、ペイントシェーカを使い12時間分散した。
【0075】
この分散液370質量部にヘキサメチレンジイソシアネートのイソシアヌレート型3量体「デュラネートTPA−B80E」(商品名、旭化成工業株式会社製)30質量部を混合し、ボールミルで1時間攪拌して塗工原液3を得た。
【0076】
塗工原液3を、粘度が表3に示す値になるようにMIBK(メチルイソブチルケトン)で希釈し、各実施例の塗工液とした。
【0077】
なお、表層塗料(塗工液)を塗工後、さらに30分間風乾した後、160℃で120分間乾燥して、ゴムローラを得た。
【0078】
気体ブローリングを用いた実施例24〜32において塗工ムラ、乾燥ムラは観察されなかった。さらに、比較例1,3,4,5よりも液だれがよく、外観上好ましいものであった。また、比較例2は外観上〇△であるが、塗工効率が低く、実施例24〜32の方がより好ましい結果となった。また、実施例1と同様に画像評価を行ったが、画像不良の発生は無かった。
【0079】
〔比較例1〜4〕
ローラの作成は実施例1と同様に行った。
【0080】
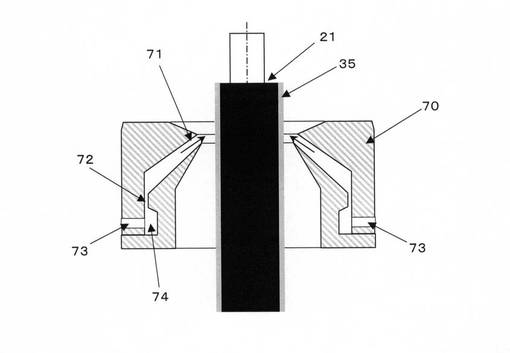
表面処理(塗膜形成)時には気体ブローリングは用いずに、図7に模式的に示す吹出しリングヘッド70を用いて行った。エアー流入孔73は周方向に4箇所90度毎に設けた。図7において、71は全周に開口されたスリット状のエアー吹出し口、72はエアー絞り部、74はエアー分配室である。比較例1,3,4においてはエアー吹出し口からのエアー吹出し量は10L/minであり、比較例2においては吹出し量20L/minとした。吹出しリングヘッドの内径はφ9mmとした。
【0081】
表3に示す条件以外は実施例1と同様に表面処理(塗膜形成)を行い、得られたローラに対して実施例1と同様に評価を行った。
【0082】
その結果、比較例1,3,4においてローラ長手方向に筋状の乾燥ムラが発生した。また、比較例2においては、乾燥ムラはほとんど確認できないレベルであったが、塗工効率が低く、改善を要するレベルであった。また、実施例1と同様に画像評価を行ったが、比較例1,3,4において乾燥ムラに起因する画像不良が発生した。
【0083】
また、実施例と比較すると同一塗工液を用いている実施例1と比較例1では塗工効率が比較例1の方が小さいため、実質的な風量は比較例1の方が大きく、実施例1では10L/min以下になっていることが示唆される。
【0084】
〔比較例5〕
ローラの作成は実施例1と同様に行った。表面処理(塗膜形成)は、気体ブローリングを用いなかった以外は実施例1と同様に行った。つまり、塗工リングヘッドによる塗工液の塗布のみ行い、塗布された塗料への気体の吹きつけは行わなかった。得られたローラに対して実施例1と同様に評価を行った。外観上、塗工ムラが発生し、またローラ端部(塗工時の下端)に液溜りが発生した。また、実施例1と同様に画像評価を行ったが、塗工ムラ、ローラ端部の液溜りに起因する画像不良が発生した。
【0085】
【表3】
【符号の説明】
【0086】
1 押出機
2 押出機のクロスヘッド
3 芯金送りローラ
4 芯金
5 切断・除去手段
6 ローラ
21 ローラ
22 上把持軸
23 下把持軸
24 塗工リングヘッド
25 LMガイド
26 スライドガイド
27 気体ブローリング
28 シリンジポンプ
29 塗工液貯蔵タンク
31 全周に開口されたスリット状の吐出口
32 液分配室
33 液絞り部
34 液供給口
35 ローラ上に塗工された塗膜
36 内側の環状部材
37 外側の環上部材
38 環状吸気口
39 環状ダクト
40 エアー吹出し口
50 気体ブローリング
61 電子写真感光体(感光ドラム)
62 帯電ローラ(帯電手段)
63 露光系
64 現像ローラ(現像手段)
65 転写ローラ(転写手段)
66 クリーニング手段
E1、E2、E3 バイアス印加用電源
67 ゴム層
68 紫外線照射処理層
69 表面処理剤の塗膜層
70 吹出リングヘッド
71 全周に開口されたスリット状の吹出し口
72 エアー絞り部
73 エアー流入孔
74 エアー分配室
【技術分野】
【0001】
本発明は電子写真画像形成装置に用いることのできるローラ(帯電ローラ、現像ローラ等)の製造方法に関する。
【背景技術】
【0002】
電子写真画像形成装置において帯電ローラや現像ローラとして用いられる電子写真用のローラは、通常、軸芯体の周囲にゴム等を含む弾性層と、表面へのトナー付着などを抑制する等の機能を付与するための塗膜を有している。ここで、塗膜の形成に際し、薄い膜や、粘度の低い液、乾燥の遅い液などを塗工する場合においては、塗工工程での塗工ムラや乾燥ムラが生じる場合がある。さらには、ローラ端部(特に塗工時の下端)に液溜りが生じ、問題となる場合もあった。
【0003】
特許文献1では、電子写真用のローラの弾性層の表面の処理方法として、塗工リングヘッドによる塗工液を塗工した後に、吹出リングヘッドによる乾燥が行われている。特許文献2には、ヘッド内の流路に絞り部を有する吹出リングヘッドが記載される。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2007−167711号公報
【特許文献2】特開2009−66507号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、本発明者の検討の結果、特許文献1に係る吹出しリングヘッドを用いた乾燥方法は、乾燥気体の周方向での吹出し量のバラつきにより、ローラ周方向で塗膜の乾燥ムラが生じることがあった。
【0006】
吹出しリングヘッドにおいては、エアーの流入孔を円周方向に複数個設けたり、ヘッド内の流路に絞り部を設けたりする(特許文献2)ことにより、均一な流れを得る対策が行われてきた。しかし、気体の流量が少ない場合には流れムラが残り、乾燥ムラを生じることがあった。
【0007】
そこで、本発明の目的は、弾性層の周面に形成される塗工膜の乾燥ムラを抑え、高品位なローラを製造することのできる方法を提供することである。
【課題を解決するための手段】
【0008】
本発明によれば、軸芯体の周面上に弾性層を有し、該弾性層の周面上に塗膜を有するローラの製造方法であって、
(1)周面に弾性層を形成した軸芯体と同心に、内周の全周に亘り開口を有する塗工リングヘッドを配置し、該塗工リングヘッドを該軸芯体の軸に沿う方向に移動させつつ、該開口から塗工液を吐出して該弾性層の周面上に該塗工液を塗布する工程と、
(2)該弾性層の周面上に塗布された該塗工液を乾燥させて該塗膜を形成する工程と
を有し、
該工程(2)は、該軸芯体と同心に配置されてなる気体ブローリングを、該塗工リングヘッドと共に該軸芯体の軸に沿う方向に移動させつつ、該気体ブローリングから該弾性層の周面上に塗布された該塗工液の表面に対して気体を吹き付ける工程を含み、
該気体ブローリングは、気体ブローリングの該軸芯体の軸に沿う方向の移動に伴って気体を吸入可能な環状吸気口と、該環状吸気口から取り入れた気体を付勢しつつ、該弾性層の周面に塗布された塗工液の表面に導く環状ダクトとを有するものであるローラの製造方法が提供される。
【発明の効果】
【0009】
本発明により、表面処理等のために弾性層の周面に形成される塗膜の塗工ムラや乾燥ムラ、液だれなどに起因する画像不良の発生などがないローラを安定的に、かつ効率良く製造できるローラの製造方法が提供される。
【図面の簡単な説明】
【0010】
【図1】押出機の一例を示す模式図である。
【図2】リングヘッド塗工の一例を示す模式図である。
【図3】気体ブローリングと塗工リングヘッドの断面形状の一例を示す模式図である。
【図4】(A)〜(C)はいずれも気体ブローリングの例を説明するための模式図である。
【図5】ローラ断面の一例を示す模式図である。
【図6】画像形成装置の概略の一例を示す構成図である。
【図7】吹出しリングヘッドを示す模式図である。
【発明を実施するための形態】
【0011】
本発明で製造するローラは、軸芯体の周面上に弾性層を有し、弾性層の周面上に塗膜を有する。軸芯体の周面に直接弾性層が設けられていてもよく、あるいは軸芯体と弾性層との間に他の層(接着剤層など)が設けられていてもよい。また、弾性層の周面に直接前記塗膜が設けられていてもよく、あるいは弾性層と前記塗膜との間に他の層(抵抗調整層など)が設けられていてもよい。また、前記塗膜を形成した後に、さらに他の層(汚れ防止層など)を設けても良い。
【0012】
そして、本発明の製造方法は、軸芯体の周面上に弾性層を形成した後に、前記塗膜を形成するための工程1および2を有する。
1)周面に弾性層を形成した軸芯体と同心に、内周の全周に亘り開口を有する塗工リングヘッドを配置し、該塗工リングヘッドを該軸芯体の軸に沿う方向に移動させつつ、該開口から塗工液を吐出して該弾性層の周面上に該塗工液を塗布する工程。
2)弾性層の周面上に塗布された塗工液を乾燥させて塗膜を形成する工程。
工程2は、軸芯体と同心に配置されてなる気体ブローリングを、塗工リングヘッドと共に軸芯体の軸に沿う方向に移動させつつ、気体ブローリングから弾性層の周面上に塗布された塗工液の表面に対して気体を吹き付ける工程を含む。
そして気体ブローリングは、気体ブローリングの軸芯体の軸に沿う方向の移動に伴って気体を吸入可能な環状吸気口と、環状吸気口から取り入れた気体を付勢しつつ弾性層の周面上に塗布された塗工液の表面に導く環状ダクトとを有する。
【0013】
まず、芯金(軸芯体)上にゴム層(弾性層)が設けられたローラの成形方法としては、例えば次のような方法があるが、特に限定されるものではない。円筒金型に同心に軸状の芯金を保持する2つの円筒駒を組み、ゴム材料を注入後加熱することにより材料を硬化させてローラを成形する射出成形。ゴム材料をチューブ状に押出した後、芯金にチューブ状のゴム材料を被せる、或いは芯金とゴム材料を一体に押出して円筒状のローラを成形する押出成形。トランスファー成形。プレス成形。製造時間の短縮を考えるとゴム材料を芯金と一体に押出してローラを成形する押出成形が好ましい。
【0014】
硬化のためのローラの加熱方法に関しては、熱風炉、加硫缶、熱盤、遠・近赤外線、誘導加熱等のいずれの方法でも良く、更に加熱状態の円筒状または平面状の部材に回転させながら押し当てる方法を用いても良い。また、加熱後に所望のローラ形状、ローラ表面粗さにするために回転砥石を用いた乾式研磨をする場合もある。
【0015】
ここで、図1に押出機の模式図を示す。押出機1はクロスヘッド2を備える。クロスヘッドは芯金送りローラ3によって送られた芯金4を後ろから挿入でき、芯金と同時に円筒状のゴム材料を一体に押出す事ができる。ゴム材料を芯金の周囲に円筒状に成形した後に、端部を切断・除去手段5によって切断・除去処理し、芯金の周面上にゴム層が形成されたローラ6を得ることができる。
【0016】
前記のローラの芯金として使用する材質は、ニッケルメッキしたSUM材等の鋼材を含むステンレススチール棒、リン青銅棒、アルミニウム棒、耐熱樹脂棒が好ましい。又、芯金上に設けられたゴム層は導電性の弾性層とすることができる。ゴム層を形成するポリマーとしては、天然ゴム、ブタジエンゴム、ヒドリンゴム、スチレン−ブタジエンゴム、ニトリルゴム、エチレン−プロピレンゴム、ブチルゴム、シリコーンゴム、ウレタンゴム、フッソゴム、塩素ゴム、熱可塑エラストマー等のいずれでも良い。ポリマー中に導電粉を分散させることができる。導電粉としてはカーボンブラック、導電性カーボン等のカーボン類、及び金属粉、導電性の繊維、或いは酸化スズ等の半導電性金属酸化物粉体、更にこれらの混合物等のいずれでも良い。
【0017】
次に、ローラの表面処理方法(弾性層の周面上に塗膜を形成する方法)の形態について詳細に説明する。
【0018】
図2に模式的にリング塗工装置の概略を示した。まず、前記のような方法等で得られたローラ(軸芯体と弾性層を有する)21を垂直状態に上把持軸22と下把持治具23によって支持する。このローラの弾性層に対して所定の間隔をなす距離に全周に開口されたスリット状の吐出口を有する塗工リングヘッド24及び気体ブローリング27を設ける。塗工リングヘッド及び気体ブローリングはローラの軸方向に、スライドガイド26およびLMガイド25を用いて、モータによって同期して動かす。その際、塗工液貯蔵タンク29から液供給手段(シリンジポンプ)28により、塗工液を塗工リングヘッド24に供給する。
【0019】
図3には塗工リングヘッド及び気体ブローリングの詳細を示した。塗工リングヘッド24は、1箇所以上の表面処理剤(塗工液)を供給する液供給口34、塗工リングヘッド内において液を合流させ周方向に分配するための液分配室32を1箇所以上、内部の圧力を高めて均一化を図る目的で液絞り部33を1箇所以上備える。31は内周の全周に亘り開口されたスリット状の吐出口(以降、「環状スリット」ともいう)である。塗工リングヘッド24を用いて、ローラと塗工リングヘッドとを所定の速度(例えば1〜200mm/s程度)で相対移動させながら、表面処理剤35を全周均一に弾性層表面に適量塗工する。表面処理剤を供給する供給口は好ましくは周方向に等角度間隔に4箇所以上設けるとローラ周方向に均一に液を吐出することが容易である。
【0020】
弾性層表面への表面処理剤の吐出量については、表面処理剤の液粘度、表面処理速度(塗工リングヘッドの移動速度)を考慮して算出することができる。環状スリット開口幅(スリット幅)は、表面処理剤の液粘度、表面処理剤中の添加材料によって選択・決定される。通常、スリット幅は0.05mm〜0.1mmの範囲内に設定される。
【0021】
気体ブローリングによる乾燥は、塗工リングヘッドによる塗工直後と同期して行うと良い。前記のようなリング塗工方法により、ローラ表面に対して表面処理剤を塗工した後に連続的に、ローラに対して所定の間隔をなす距離に全周に開口されたスリット状の吹出口(気体ブローリング)からエアーを吹きつける。
【0022】
気体ブローリングは塗工リングヘッドに固定される内側の環状部材36及びこれと同心に設けられた外側の環状部材37で構成され、これら環状部材によって移動方向に環状吸気口38を形成することができる。気体ブローリングは、環状吸気口からエアー吹出し口40(弾性層に対して所定の間隔をなす距離に全周に開口されたスリット状の吹出し口)までつながる環状ダクト39を有する。内側環状部材と外側環状部材とによって環状ダクトを形成することができる。なお、気体ブローリングはローラの軸を中心とし、軸対象である形状が良い。
【0023】
気体ブローリングは、環状の吸気口38の開口面積に対し、吹出し口40の開口面積が小さくなるような形状とする。これにより、気体ブローリングの移動に伴って環状吸気口から取り入れた気体を付勢することができる。つまり、気体ブローリングは、移動するに伴って、環状吸気口より気体を取り入れ、環状ダクトを通る間に流路を絞ることによって気体の流速を早め、スリット状の吹出し口より吹出しを行うことができる。スリット状の吹出し口はローラに向けて開口させておくと良い(吹き出し口が弾性層の周面に垂直に向くようにする)。あるいは、気体ブローリングの移動方向に対して、角度を設けて開口させても良い。好ましくは移動方向に対し、吹き出し角度θは90度〜150度の範囲が良い。
【0024】
なお、環状吸気口の開口面積としては、塗工リングヘッドの移動方向に対して垂直な面に環状吸気口の開口部を投影した場合の面積とし、吹出し口の開口面積としては、弾性層面に吹出し口を投影した場合の面積とする。環状吸気口の開口面積を大きくすれば、吹出し量を大きくすることが可能であり、また吹出し口の開口面積を小さくすれば、吹出し流速を早くすることが可能である。流量或いは流速を大きくすれば、塗工液の乾燥が速くなるので、乾燥ムラ、液だれを少なくすることができるが、塗工効率の低下を招く可能性もあるので、これらを勘案して吹き出す気体の流量および流速を適宜設定することができる。
【0025】
内側の環状部材と外側の環状部材は、気体の流れ方向に垂直な面での断面積が小さいリブなどで固定しても良いが、さらに好ましくは内側および外側の環状部材の環状ダクト外側にそれぞれ保持用の梁を設けて支持することが良い。その結果として、環状流路に流れを乱すものが無く、ほぼ完全にローラ円周方向に均一な吹き付けを行うことができる。
【0026】
また、内側の環状部材と外側の環状部材の間隙を調整することで吹出しスリット幅を変更することを行っても良い。スペーサーなどで間隙を調整しても良いが、それぞれ独立に移動するように駆動装置を設ければ、ローラに気体吹き付けを行う際に気体ブローリングを移動しながらスリット幅を調整し、吹き付け量を変化させることができる。
【0027】
なお、気体ブローリングが移動によって気体を取り込むため、塗工リングヘッドと気体ブローリングを動かす(ローラは固定してよい)。
【0028】
弾性層上に塗布した塗工液に気体を吹き付けない場合には、液だれや塗工ムラ、乾燥ムラが発生する場合がある。この傾向は塗工液の粘度が低く、膜厚が薄い場合に発生しやすい。粘度が低い場合には、垂れ易く、ローラの下端などに液がたまる、上下で膜厚ムラが起きるなどして不良になりやすく、膜厚が薄い場合には、同じ膜厚ムラが発生しても、膜厚の絶対値に対する膜厚ムラの割合が大きくなりやすいため、顕著に観察される。また、装置内の排気などに影響されて乾燥ムラが発生することもある。ウェット粘度、ウェット膜厚が極めて小さい場合には、安定した塗工状態が得られないため、好ましく無い。
【0029】
具体的に本発明の効果が大きな範囲は、粘度0.8以上20mPa・s以下、ウェット膜厚1μm以上50μmであり、特に効果が大きな範囲は、粘度1.0以上10mPa・s以下、ウェット膜厚4μm以上20μm以下である。なお、粘度の特定法については実施例において詳述する。
【0030】
従来は気体の吹き付け量を多くして、液を吹き飛ばす、或いはかきとるようにすることで、塗工効率(実際にローラ上に乗った液量/塗工した液量)が低くなっても、ムラの少ないローラを得ていた場合があった。逆に、塗工効率を上げようと、吹き付け量を10L/min以下といった極めて少なくした場合には、吹出しリングヘッドへのエアーの流入孔の影響などによる吹き付けのムラが、エアーの流入孔に対応するローラ上の位置に筋状に顕著に発生してしまっていた。本発明のように気体ブローリングを用いれば、10L/min以下といった流量に相当する条件でも、円周方向の吹き付けムラが無いために筋状のムラ等が発生することが無い。また、筋状のムラが発生することが無いため、吹き付けムラに敏感な薄膜や粘度の低い液を用いていても、少ない吹き付け量で液だれの発生も押さえられる。従って、吹き付け量を多くすることで、塗工効率の低下を招くことも非常に少ない。なお、気体の体積(流量)については23℃、0.10MPa基準とする。
【0031】
塗工リングヘッドの材質としては、加工精度が高いステンレス等の鋼材を用いることが好ましい。また、アルミニウムやテフロン(登録商標)のような樹脂を用いても良い。
【0032】
気体ブローリングの材質としては、加工精度が高いステンレス等の鋼材を用いることが好ましい。また、アルミニウムやフッ素樹脂、ポリアセタール、ナイロンなどのような樹脂を用いても良い。
【0033】
気体ブローリングの形状としては、図3や図4(A)に模式的に示すように、気体吹出し口(エアー吹出し口40)を形成するテーパー状の円環部と、環状吸気口38を形成する同一径の(径が一定の)円環部からなる形状が挙げられる。なお図4において50は気体ブローリングである。同一径の円環部はなくても機能は満足するが、整流のためにあった方がより好ましい。なお、同一径の円環部が無い場合の形状を図4(C)に示す。テーパー部は外側と内側の環状部材でテーパー角度を同一にしても良いが、テーパー角度を異なるものにして、絞っていく方がより好ましい。なお、外側および内側の環状部材のテーパー角度が同一の場合の形状を図4(B)に示す。また、テーパー部は断面が直線的な形状であっても、曲線状であっても良い。図3および図4に示される形状はいずれも、外側および内側の環状部材のテーパー部の断面(側断面)が直線的な形状である。
【0034】
どの形状においても環状吸気口は内側環状部材と外側の環状部材がなす環状流路(環状ダクト)の下側開口部を指す。環状吸気口の断面積としては、開口部(吸気口)を軸方向に鉛直な面に投影した場合の面積を指し、吹き出し口の断面積としては、内側の環状部材と外側の環状部材の吹き出し口先端部を通る円筒或いは円錐面状に吹き出し口を投影した場合の面積を指す。
【0035】
気体ブローリングの吹き付け部(気体吹出し口)の内径は弾性層の外径に対して、0.1〜5mm大きなものを用いることができる。また、ローラの中心と吹き付け部の内径の中心は約0.1mmのずれで収めると良い。吹き付け部内径と弾性層外径との差が0.1mm以上であると、ローラと吹き付け部の中心のずれの影響による乾燥ムラ発生を抑制することが容易である。この差が5mm以下であると、気体吹き付けを効率的に行うことが容易であり、乾燥ムラを容易に抑えることができる。特に好ましくは吹きつけ部内径を弾性層外径よりも0.4〜2mm大きくすると良い。また、中心のずれは、0.05mm以下が良い。
【0036】
なお、本発明における塗膜とは、製造工程において液体状の組成物(塗工液)をローラ周面状に塗布し、乾燥或いは硬化させてできた膜を指すものとする。
【0037】
工程1および2によって弾性層の周面上に形成する塗膜の材料としては、シリコーン系、フッ素系、ウレタン系、アクリル系、ウレタン変性アクリル系、シリコーン変性ウレタン系材料が用いられる。特にフッ化アルキル基およびオキシアルキレン基を有するポリシロキサンを含有する材料が好ましい。
【0038】
塗膜を形成するための塗工液を調製する際には、塗工性向上のために、適当な溶剤を用いてもよい。適当な溶剤としては、例えば、エタノール、2−ブタノールなどのアルコールや、酢酸エチルや、メチルエチルケトンなど、あるいは、これらを混合したものが挙げられる。
【0039】
なお、上記溶剤よりも乾燥の早い溶剤を用いれば、塗工ムラなどを抑制することがさらに容易となる。塗工リングヘッド開口部で溶剤が揮発するなどして固形分が固化することを防止できる範囲(連続して安定した塗工が容易な範囲)で、上記溶剤よりも乾燥の早い溶剤を用いることもできる。或いは、このような範囲で、塗工を行う環境として、乾燥を早くするために、温度を上げる、湿度を下げるなどの塗工環境を制御することもできる。
【0040】
また、塗膜を形成するための塗工液には、導電剤としてカーボンブラック、導電性カーボン等のカーボン類、グラファイト、TiO2・SnO2・ZnOなどの金酸化物、SnO2とSb2O3の固溶体・ZnOとAl2O3の固溶体などの複酸化物、Cu・Agなどの金属粉、導電性の繊維、等を用いることができる。
【0041】
工程1および2の後のローラには、紫外線や電子線、或いは熱風炉、赤外線などによって塗膜の硬化処理を行っても良い。
【0042】
紫外線照射に用いられるランプは、高出力低圧水銀ランプ、無電極低圧水銀ランプ、エキシマランプ、高圧水銀ランプ、メタルハライドランプのいずれでも良いが、表面処理の効果に応じて適宜選択すれば良い。特に好ましくは、主に254nmの波長を代表とする紫外線を照射できる高出力低圧水銀ランプである。電子線照射を行う場合には、窒素雰囲気内でゴム層の表面に電子線を、加速電圧50〜300kVの範囲内で照射すると良く、線量としては、100〜3000kGyが好ましい。熱風炉を用いる場合には80〜200度で10〜180min加熱すると良い。
【0043】
本発明により得られたローラは、LBP(Laser Beam Printer)、複写機及びファクシミリ等の画像形成装置の電子写真用部材として用いることができる。ここで、帯電ローラとして用いた場合の使用形態を図6に示した。画像形成装置は、回転ドラム型・転写方式の電子写真装置であって、61は像担持体としての電子写真感光体(感光ドラム)であり、時計方向に所定の周速度(プロセススピード)をもって回転駆動される。感光ドラムは、その回転過程で帯電手段としての電源E1から帯電バイアスを印加した帯電ローラ62により周面が所定の極性・電位(例えば−600V)に一様帯電処理される。次いで感光ドラムは露光系63により目的の画像情報に対応したネガ画像露光(原稿像のアナログ露光、デジタル走査露光)を受けて周面に目的画像情報の静電潜像が形成される。次いで、その静電潜像がマイナストナーによる反転現像方式のトナー現像ローラ64(電源E3からバイアス電圧が印可される)によりトナー画像として現像される。そしてそのトナー画像が感光ドラムと転写手段としての転写ローラ65との間の転写部に不図示の給紙手段から所定のタイミングで転写材が給送され、転写ローラに対して電源E2から例えば約+2〜3KVの転写バイアスが印加され感光ドラム面の反転現像されたトナー像が転写材に対して順次転写されていく。トナー画像の転写を受けた転写材は、感光ドラム面から分離されて不図示の定着手段へ導入されて像定着処理を受ける。トナー画像転写後の感光ドラム面は、クリーニング手段66で転写残りトナー等の付着汚染物の除去処理を受けて清浄面化されて繰り返して作像に供される。
【0044】
本発明によれば、弾性層表面に対して塗工リングヘッドから表面処理剤等の塗工液を塗工した後に、気体ブローリングから気体を連続的に吹き付けることにより、塗工ムラや乾燥ムラ、液だれなどの無いローラを安定して得られる。また、強い吹き付けによる塗工液の吹き飛ばしもなく、塗工効率に優れる。更には、ローラの表面処理工程等の塗膜形成工程の縮小も可能である。また、本発明によれば、弾性層表面に対して塗工リングヘッドから表面処理剤を塗工した後に、気体ブローリングの移動に伴って吸気した気体を、環状ダクトを通して弾性層表面に吹き付けることができる。環状の吸気口より吸気し、環状ダクトで気体を送り、気体ブローリングから吹き付けを行う事で、気体流入孔の影響等を防止し、ローラ周方向に極めて均一な流れを形成できる。従って、塗工ムラや乾燥ムラ、液だれなどの無いローラを安定して得られる。また、強い吹き付けによる塗工液の吹き飛ばしもなく、塗工効率に優れる。更には、ローラの表面処理工程の縮小も可能である。
【実施例】
【0045】
以下、本発明を実施例により更に具体的に説明する。
【0046】
〔実施例1〜13〕
(ローラの作製〉
以下の原料を加圧式ニーダーで15分間混練した。
【0047】
【表1】
【0048】
更に、下記の材料を加えて、15分間オープンロールで混練して未加硫ゴム組成物を作製した。
【0049】
【表2】
【0050】
次いで、外径φ(直径)6mm、長さ252mmの芯金(材質:SUM−23L、表面処理:ニッケルメッキ)を用意し、弾性体層を被覆したい長さ232mmの部分に接着剤を塗工した。
【0051】
次に図1に示す構成を有する押出装置を予め90℃に温調し、φ8.9mmのダイスを装着した上で、上記芯金と未加硫ゴム組成物とを一体に押出して外径φ8.8mmのローラを成形した。その後160℃、1時間の加硫を熱風炉内で行い、さらにローラ両端の芯金部10mmずつを露出させるために弾性層の切断、除去作業を行った。得られたローラを回転砥石を用いた乾式研磨を行い、厚み1.25mm、長さ232mmの弾性層を有するローラを得た(弾性層外径φ8.5mm)。
【0052】
(塗工液の作成)
表面層塗工液として、グリシドキシプロピルトリエトキシシラン(GPTES)27.84g(0.1mol)、メチルトリエトキシシラン(MTES)17.83g(0.1mol)およびトリデカフルオロ−1,1,2,2−テトラヒドロオクチルトリエトキシシラン(FTS、パーフルオロアルキル基の炭素数6)7.68g(0.0151mol(加水分解性シラン化合物総量に対して7mol%相当))と、水17.43gおよびエタノール37.88gとを混合した後、室温で攪拌し、次いで24時間加熱還流を行うことにより、有機無機ハイブリッドゾルを得た。
【0053】
この縮合物を2−ブタノール/エタノールの混合溶剤に添加することによって、固形分7質量%の有機無機ハイブリッドゾル含有アルコール溶液を調製した。ただし、固形分とは、加水分解性化合物が全て脱水縮合したと仮定した時の、溶液全質量に対する質量比率である。以下、固形分とは特別な表記がない限り、同様の意味で使用している。
【0054】
この有機無機ハイブリッドゾル含有アルコール溶液100gに対して0.35gの光カチオン重合開始剤としての芳香族スルホニウム塩(商品名:アデカオプトマーSP−150、旭電化工業(株)製)を、この有機無機ハイブリッドゾル含有アルコール溶液に添加したものを塗工原液1とした。
【0055】
さらに塗工原液1を、粘度が表3に示す値になるように2−ブタノール/エタノールの混合溶剤で希釈し、各実施例の塗工液とした。
【0056】
〈表面処理方法(塗膜形成)〉
図2に示す構成を有する装置を用いた。得られた表面処理剤(塗工液)を密閉容器に入れ、密閉容器を液供給手段であるシリンジポンプから塗工リングヘッドに具備された4箇所の液供給口につなぎ、塗工リングヘッド内に適量の表面処理剤を供給した。前記より得られたゴムローラを垂直状態に支持し、このゴムローラの弾性層外径に対して0.5mmの間隔をなす距離に全周に開口されたスリット状の吐出口がくるように塗工リングヘッドを配置した。この時、塗工リングヘッドの全周に開口されたスリット状の吐出口の開口幅(スリット幅)は0.1mmであった。塗工リングヘッドをゴムローラの上端部から下端部へ、85mm/sの一定の速度で垂直移動させると同時に表面処理剤の塗工を行った。このとき、塗工リングヘッドとともに気体ブローリングを移動させた。このようにして工程1および2を行った。なお、塗工は、23℃、0.10MPaの環境下で行った。
【0057】
各実施例において用いた気体ブローリングの形状、断面積比を表3に示した。詳細形状は図4の各図に示す(寸法も示す)。なお、吹出しスリット(エアー吹出し口)の幅は0.2mmとし、外側の環状部材のテーパー角度を変更することで、実施例ごとに断面積比を変化させている。従って、断面積比が大きいほど、吹出し量が多くなるものである。ここで、断面積比とは(吹き出し口の断面積)/(環状吸気口の断面積)である。
【0058】
その際、各実施例においてウェット膜厚が表3に示すような値になるように、シリンジポンプの吐出速度を調整した。なお、ここでウェット膜厚とは、吐出した液(塗工液)の体積をローラの弾性層周面の表面積で除して計算した値としている。
【0059】
その後、低圧水銀ランプを用いて、254nmのセンサーにおける感度で、紫外線の光量が8000mJ/cm2になるよう上記導電性弾性体層を回転させながら紫外線を均一に照射したゴムローラを得た。紫外線の照射には、ハリソン東芝ライティング(株)製の低圧水銀ランプを用いた。
【0060】
図5に作成したローラの断面図を模式的に示した。芯金4の周囲にゴム層67が成形されており、表面処理剤の塗膜69がその外周部に形成されている。また、ゴム層の最外部には紫外線照射処理層68が存在する。
【0061】
なお、塗工液の粘度とローラの膜厚の測定は以下のように行った。
【0062】
粘度の測定に関しては、E型粘度計は東機産業製RE500Lで0.8°×R24コーンロータを使用した。測定条件は測定温度25℃、サンプル量0.6mlで行った。膜厚の測定に関しては、TEM(透過型電子顕微鏡)によって断面を観察し、5箇所で測定した膜厚の平均値を示した。
【0063】
次に得られたローラの評価を行った。評価に関しては、目視による外観検査、画像形成装置での画像評価を行った。また、得られた膜厚と吐出した液量から膜形成に用いられた塗液量を算出し、塗工効率(膜厚から計算されるローラ1本分の塗膜の質量/弾性層上に吐出した塗工液の固形分質量)を算出した。塗工効率としては、80%以上が好ましい。なお、外観検査については、以下の基準で評価した。
×:ローラ長手方向に筋状の乾燥ムラがわずかに確認できる。
××:ローラ長手方向に筋状の乾燥ムラがはっきりと確認できる。
○△:筋状の乾燥ムラは確認されないが、ローラ端部(塗工時の下端)に液ダレに起因する膜厚が厚い部分が確認できる。
○:乾燥ムラが確認されない。
【0064】
画像評価としては、このゴムローラを図6に示す構成を有する電子写真方式の画像形成装置(キヤノン製、商品名:LBP−5050)に帯電ローラとして組込み、23.5℃/60%RH(相対湿度)の環境でハーフトーン画像による5000枚の耐久画像評価を行った。この評価において、実施例1〜13のローラ(帯電ローラ)は外観が○△レベルのものも含め、ローラ表面上の汚れも確認されず汚れによる不良画像もなく、実用上問題のないレベルの画像を得ることができた。
【0065】
気体ブローリングを用いた実施例1〜13において塗工ムラ、乾燥ムラは観察されなかった。さらに、後述する比較例1,3,4,5よりも液だれがよく、外観上好ましいものであった。また、後述する比較例2は外観上〇△であるが、塗工効率が低く、実施例1〜13の方がより好ましい結果となった。
【0066】
また、気体リングブローの断面積比が実施例2のように、小さくなれば乾燥ムラや液ダレが若干発生しやすくなるが、塗工効率が良化する。断面積比を実施例3のように、大きくすれば乾燥ムラや液ダレは発生しないが、塗工効率が低下する傾向にある。
【0067】
〔実施例14〜23〕
ローラの作成は実施例1と同様に行った。表面処理(塗膜形成)は、塗工液を以下に示すものを用いて表3に示す条件で行った。表3に示す条件以外は実施例1と同様にしてローラを作成し、得られたローラに対しても実施例1と同様に評価を行った。
【0068】
(塗工液の作成)
表面層塗工液として、グリシドキシプロピルトリエトキシシラン(GPTES、商品名:KBM−403、信越化学工業(株)製) 11.56g(0.049mol)、ヘキシルトリメトキシシラン(HeTMS、商品名:KBM−3063、信越化学工業(株)製) 62.11g(0.301mol)、エタノール 91.87g、水 11.34gとを混合した後、室温で攪拌した。その後、オイルバスを用い、120℃で20時間加熱還流を行うことによって、縮合物を得た。このときの縮合物の濃度は固形分(加水分解性シラン化合物が全て脱水縮合したと仮定したときの溶液全質量に対する質量比率)として28.0質量%である。
【0069】
次に、室温に冷却した縮合物98.05gに対し、タンタルペンタエトキシド(Gelest(株)製) 78.75g(0.194mol)を添加し、室温で3時間攪拌し縮合物(シランタンタル縮合物)を含有する有機無機ハイブリッドゾルを得た。
【0070】
得られた有機無機ハイブリッドゾル 25gに、光カチオン重合開始剤としての芳香族スルホニウム塩(商品名:アデカオプトマー SP−150、旭電化工業(株)製)のメチルイソブチルケトン10質量%液の2.00gを添加し、塗工原液2とした。
【0071】
次に、塗工原液2を、粘度が表3に示す値になるように2−ブタノール/エタノールの混合溶剤で希釈し、各実施例の塗工液とした。
【0072】
気体ブローリングを用いた実施例14〜23において塗工ムラ、乾燥ムラは観察されなかった。さらに、比較例1,3,4,5よりも液だれがよく、外観上好ましいものであった。また、比較例2は外観上〇△であるが、塗工効率が低く、実施例14〜23の方がより好ましい結果となった。また、実施例1と同様に画像評価を行ったが、画像不良の発生は無かった。
【0073】
〔実施例24〜32〕
ローラの作成は実施例1と同様に行った。表面処理(塗膜形成)は、塗工液を以下に示すものを用いて表3に示す条件で行った。表3に示す条件以外は実施例1と同様にローラを作成し、得られたローラに対して実施例1と同様に評価を行った。
【0074】
(塗工液の作成)
ラクトン変性アクリルポリオール「プラクセルDC2009」(商品名、ダイセル化学工業株式会社製)200質量部を、MIBK(メチルイソブチルケトン)500質量部に溶解し、固形分16質量%の溶液とした。このアクリルポリオール溶液200質量部に対してカーボンブラック「MA100」(商品名、三菱化学株式会社製)12質量部を加え、これに直径0.8mmのガラスビーズ200質量部を加えて、ペイントシェーカを使い12時間分散した。
【0075】
この分散液370質量部にヘキサメチレンジイソシアネートのイソシアヌレート型3量体「デュラネートTPA−B80E」(商品名、旭化成工業株式会社製)30質量部を混合し、ボールミルで1時間攪拌して塗工原液3を得た。
【0076】
塗工原液3を、粘度が表3に示す値になるようにMIBK(メチルイソブチルケトン)で希釈し、各実施例の塗工液とした。
【0077】
なお、表層塗料(塗工液)を塗工後、さらに30分間風乾した後、160℃で120分間乾燥して、ゴムローラを得た。
【0078】
気体ブローリングを用いた実施例24〜32において塗工ムラ、乾燥ムラは観察されなかった。さらに、比較例1,3,4,5よりも液だれがよく、外観上好ましいものであった。また、比較例2は外観上〇△であるが、塗工効率が低く、実施例24〜32の方がより好ましい結果となった。また、実施例1と同様に画像評価を行ったが、画像不良の発生は無かった。
【0079】
〔比較例1〜4〕
ローラの作成は実施例1と同様に行った。
【0080】
表面処理(塗膜形成)時には気体ブローリングは用いずに、図7に模式的に示す吹出しリングヘッド70を用いて行った。エアー流入孔73は周方向に4箇所90度毎に設けた。図7において、71は全周に開口されたスリット状のエアー吹出し口、72はエアー絞り部、74はエアー分配室である。比較例1,3,4においてはエアー吹出し口からのエアー吹出し量は10L/minであり、比較例2においては吹出し量20L/minとした。吹出しリングヘッドの内径はφ9mmとした。
【0081】
表3に示す条件以外は実施例1と同様に表面処理(塗膜形成)を行い、得られたローラに対して実施例1と同様に評価を行った。
【0082】
その結果、比較例1,3,4においてローラ長手方向に筋状の乾燥ムラが発生した。また、比較例2においては、乾燥ムラはほとんど確認できないレベルであったが、塗工効率が低く、改善を要するレベルであった。また、実施例1と同様に画像評価を行ったが、比較例1,3,4において乾燥ムラに起因する画像不良が発生した。
【0083】
また、実施例と比較すると同一塗工液を用いている実施例1と比較例1では塗工効率が比較例1の方が小さいため、実質的な風量は比較例1の方が大きく、実施例1では10L/min以下になっていることが示唆される。
【0084】
〔比較例5〕
ローラの作成は実施例1と同様に行った。表面処理(塗膜形成)は、気体ブローリングを用いなかった以外は実施例1と同様に行った。つまり、塗工リングヘッドによる塗工液の塗布のみ行い、塗布された塗料への気体の吹きつけは行わなかった。得られたローラに対して実施例1と同様に評価を行った。外観上、塗工ムラが発生し、またローラ端部(塗工時の下端)に液溜りが発生した。また、実施例1と同様に画像評価を行ったが、塗工ムラ、ローラ端部の液溜りに起因する画像不良が発生した。
【0085】
【表3】
【符号の説明】
【0086】
1 押出機
2 押出機のクロスヘッド
3 芯金送りローラ
4 芯金
5 切断・除去手段
6 ローラ
21 ローラ
22 上把持軸
23 下把持軸
24 塗工リングヘッド
25 LMガイド
26 スライドガイド
27 気体ブローリング
28 シリンジポンプ
29 塗工液貯蔵タンク
31 全周に開口されたスリット状の吐出口
32 液分配室
33 液絞り部
34 液供給口
35 ローラ上に塗工された塗膜
36 内側の環状部材
37 外側の環上部材
38 環状吸気口
39 環状ダクト
40 エアー吹出し口
50 気体ブローリング
61 電子写真感光体(感光ドラム)
62 帯電ローラ(帯電手段)
63 露光系
64 現像ローラ(現像手段)
65 転写ローラ(転写手段)
66 クリーニング手段
E1、E2、E3 バイアス印加用電源
67 ゴム層
68 紫外線照射処理層
69 表面処理剤の塗膜層
70 吹出リングヘッド
71 全周に開口されたスリット状の吹出し口
72 エアー絞り部
73 エアー流入孔
74 エアー分配室
【特許請求の範囲】
【請求項1】
軸芯体の周面上に弾性層を有し、該弾性層の周面上に塗膜を有するローラの製造方法であって、
(1)周面に弾性層を形成した軸芯体と同心に、内周の全周に亘り開口を有する塗工リングヘッドを配置し、該塗工リングヘッドを該軸芯体の軸に沿う方向に移動させつつ、該開口から塗工液を吐出して該弾性層の周面上に該塗工液を塗布する工程と、
(2)該弾性層の周面上に塗布された該塗工液を乾燥させて該塗膜を形成する工程と
を有し、
該工程(2)は、該軸芯体と同心に配置されてなる気体ブローリングを、該塗工リングヘッドと共に該軸芯体の軸に沿う方向に移動させつつ、該気体ブローリングから該弾性層の周面上に塗布された該塗工液の表面に対して気体を吹き付ける工程を含み、
該気体ブローリングは、気体ブローリングの該軸芯体の軸に沿う方向の移動に伴って気体を吸入可能な環状吸気口と、該環状吸気口から取り入れた気体を付勢しつつ、該弾性層の周面に塗布された塗工液の表面に導く環状ダクトとを有するものであることを特徴とするローラの製造方法。
【請求項1】
軸芯体の周面上に弾性層を有し、該弾性層の周面上に塗膜を有するローラの製造方法であって、
(1)周面に弾性層を形成した軸芯体と同心に、内周の全周に亘り開口を有する塗工リングヘッドを配置し、該塗工リングヘッドを該軸芯体の軸に沿う方向に移動させつつ、該開口から塗工液を吐出して該弾性層の周面上に該塗工液を塗布する工程と、
(2)該弾性層の周面上に塗布された該塗工液を乾燥させて該塗膜を形成する工程と
を有し、
該工程(2)は、該軸芯体と同心に配置されてなる気体ブローリングを、該塗工リングヘッドと共に該軸芯体の軸に沿う方向に移動させつつ、該気体ブローリングから該弾性層の周面上に塗布された該塗工液の表面に対して気体を吹き付ける工程を含み、
該気体ブローリングは、気体ブローリングの該軸芯体の軸に沿う方向の移動に伴って気体を吸入可能な環状吸気口と、該環状吸気口から取り入れた気体を付勢しつつ、該弾性層の周面に塗布された塗工液の表面に導く環状ダクトとを有するものであることを特徴とするローラの製造方法。
【図1】


【図2】
【図3】

【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2012−250207(P2012−250207A)
【公開日】平成24年12月20日(2012.12.20)
【国際特許分類】
【出願番号】特願2011−126318(P2011−126318)
【出願日】平成23年6月6日(2011.6.6)
【出願人】(000001007)キヤノン株式会社 (59,756)
【Fターム(参考)】
【公開日】平成24年12月20日(2012.12.20)
【国際特許分類】
【出願日】平成23年6月6日(2011.6.6)
【出願人】(000001007)キヤノン株式会社 (59,756)
【Fターム(参考)】
[ Back to top ]