
ローラ体の製造方法およびローラ体
本発明は、ローラへさらに加工するためのローラ体を製造するための方法、およびローラの構成要素としてのローラ体、または圧力および/または温度を印加することによってウェブ形状の媒体を処理するための、好ましくは紙を製造するためのローラを製造するための方法に関する。ローラ体(1、2)を製造するための方法であって、a)それぞれ、少なくとも0.45の炭素当量と、少なくとも130mmの壁厚(W)とを有する鋼鉄製パイプ部(1、2)は、b)軸方向に互いに隣り合って配設され、c)電子ビーム溶接によって互いに接続される、方法。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ローラへさらに加工するためのローラ体を製造するための方法、およびローラの構成要素としてのローラ体、または圧力および/または温度を印加することによってウェブ形状の媒体を処理するための、好ましくは紙を製造するためのローラを製造するための方法に関する。
【背景技術】
【0002】
ウェブ形状の媒体を処理するため、より具体的には、紙を平滑化するためのローラは、鍛鋼製本体を使用した製造が増加しているが、該本体は、特定の用途および紙の種類に対して、その表面がある程度の最小硬度を呈さなければならない。その理由は、機械速度および平滑化手法の進歩とともに増加する熱的および機械的応力である。硬表面は、ある程度の耐摩耗性を確保し、硬い粒子がローラの間隙を通過するときの圧痕跡の形成を阻止する。
【0003】
特に大型抄紙機の場合に、このような鍛造体に対する取り込みの問題が再三にわたって生じている。該抄紙機は、完成時には、直径が最大1.5m、本体の長さが11m超、および重量が150t超になり得る。この長さでは、マンドレル上で中空鍛造するのは不可能である。鋼製本体の鋳造開始時の重量は、200tを超える。
【0004】
完成したローラ本体は、約180mmの壁厚に中空穿設され、その後の重量はわずか約50tとなるが、それでも、鍛造プロセスには、200tを超える融解および繰り返しの加熱が必要である。したがって、約25%という低い純生産高に加えて、エネルギー損失が重大なコスト要因となる。
【0005】
加えて、このような重量を扱うことができる鉄工所の数は、世界的に極めて限られる。長期間にわたって新しい発電所の追加的な建設が計画されているため、タービンおよび発電機軸のエネルギー部門からの要望によって、該鉄工所は、何年も前から予定が詰まっている。抄紙機の場合、大型鍛造体の納期に基づくと、発注から試運転までは18ヶ月未満で可能であり、大型ローラの納期よりもはるかに短い。
【0006】
鉄工所およびローラ製造業者の場所によっては、重荷重輸送および異常荷重輸送も被り、最終的にはローラの価格がより高くなる。
【0007】
従来技術に関しては、ドイツ実用新案第DE 20 2006 005 604号U1を参照することができ、該実用新案では、互いに接続された部品から構成され、その中に媒体チャネルが既に導入されている、熱処理ローラを開示している。高い加熱出力に対して、したがって、媒体チャネルを、表面の近くに導入することができる。部品が短いので、媒体チャネルは、例えば、非常に小さいプロファイルを用いた穿孔によって導入することができ、達成できる表面温度を大幅に均質化する。このようにして媒体チャネルに嵌合されるローラシェル部品は、溶接によって互いに接続される。
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明の目的は、従来のオリジナル成形または再成形法およびその後の機械加工プロセスよりも費用効率が高い方法で、ローラの製造に好適な鋼製、好ましくは鍛鋼製大型ローラを製造すること、および納期を短縮することである。
【課題を解決するための手段】
【0009】
その目的は、最初にパイプまたはローラ部を短く作製することによって解決される。パイプまたはローラ部は、個別に形成される。それらは、特に鋳鋼、圧延鋼材、または特に好ましくは鍛鋼で構成することができる。それに応じて、パイプまたはローラ部は、例えば、鋳造(鋳鋼)のようなオリジナル成形法、または鍛造(鍛造部品)のような再成形法で別々に形成される。本発明による好適な合金鋼は、これまでローラに一般的であった鋳造材料と比較して、改善された機械的特性を呈する。驚くべきことに、本発明によれば、少なくとも0.45の炭素当量を有する、使用される高炭化鋼は、典型的には、ウェブ加工ローラの大きさの少なくとも130mmである、壁厚において、電子ビーム溶接によって、高品質に接合できることが示されている。接合ローラ体は、少なくとも500mmの外径、および少なくとも6mの軸方向の長さを有し、より大きな直径および長さにおいて本発明による接合の利点が増加する。したがって、2,000mmまたはそれ以上の外径に十分に対応することができる。電子ビーム溶接によって、異種材料も互いに接続することができる。それに応じて、本発明は、それぞれ同種の材料で作製されたパイプ部の接合に限定されない。
【0010】
一例として上述したように、例えば、約11mの長さを有するローラに対しては、3つのパイプ部を鍛造することができる。それらの長さはわずか約3.7mなので、その部をマンドレル上で中空鍛造することが可能である。これらのローラまたはパイプ部のそれぞれは、重量がわずか約18tであり、約25tの開始重量を有する1つのブロックから製造することができる。したがって、このような短いローラ部を作製することができる、さらに多くの鉄工所を利用することができる。それらの設備は、非常に軽いものとすることができ、したがって、これらの3つの部を、一体物による対応する鍛造部品よりもはるかに低いコストで提供することができるのも当然である。また、より小さい部品の納期は、大きな部品にかかる納期よりも有利である。2006年における大型鍛造体の納期は、約20週〜60週であった。一例として引用した数字を、異なって寸法設計されたローラに準用する。マンドレル上での鍛造は、パイプまたはローラ部の形成に特に好適な再形成の変形例である。鋳鋼部または圧延鋼部を使用する能力は、鉄工所だけでなく他の供給業者もその後利用できるので、有用性をさらに増加させる。
【0011】
ローラ表面の硬度を400HV以上に増加させるために必要とされる、0.44を超えるいわゆる炭素当量を有する鍛鋼は、その寸法および壁厚が130mmを超える、好ましくは150mmを超える厚壁パイプ体としては、それらが溶接できないものとしてみなされたり、または壁厚が薄くても大きな問題があるために単に溶接できないものとみなされたりするため、溶接されない。
【0012】
溶接が困難、または不可能であり、少なくとも0.45、好ましくは少なくとも0.6の炭素当量を呈する鋼で作製した厚壁のパイプ部は、さらなる処理の前に、十分な出力の電子ビームによって、本発明に従って互いに冶金学的に接続される。このためには、パイプ部を、接合位置に互いに相対的に配置し、好ましくは正面側を互いに対して押圧して、真空チャンバ内で互いに溶接する。電子ビーム装置は、溶接プロセス中に固定して配設することができ、接合位置内で互いに対して固定されたパイプ部は、それらの共通の中心長手軸の周囲を回転させることができる。代替的に、パイプ部を静止したものとすることができ、電子ビーム装置を、パイプ部の中心長手軸の周囲を円周方向に運動させることができる。あまり好ましくないが、究極的には、パイプ部を中心長手軸の周囲を回転させ、同時に、電子ビーム溶接装置を円周方向に運動させることも可能である。接合位置にあるパイプ部と、電子ビーム溶接装置との間の相対運動は、より具体的には連続的なものとすることができる。
【0013】
溶接は、すなわち、電子ビーム溶接装置が、パイプ部の外周方向の領域に面することなく行われることが好ましい。しかしながら、その代わりに内部から溶接することも基本的には可能である。1つの変形例では、溶接は、外側および内側の両方から行われる。2つ以上の電子ビーム溶接装置を、接合位置にあるパイプ部の外周にわたって、または、該当する場合は内周にわたって分配して配接し、同時に溶接することができる。しかしながら、基本的には、単一の電子ビーム溶接装置で十分である。
【0014】
チャンバが真空になったら、互いに接続される領域が予熱される。これは、例えば、融合を意図したローラ部の両側の周囲に巻回された、抵抗加熱要素を使用して達成することができる。同じく好適な異なる変形例では、電子ビーム溶接装置を、例えば、溶接プロセス中よりも低い出力で動作させることによって、予熱に使用することもできる。溶接装置による予熱時に、接合位置にあるパイプ部と、電子ビームとの相対速度は、溶接プロセスと比較して、変化させること、より具体的には増加させることができる。溶接プロセスには、例えば約80kVの出力を有する電子ビームが好ましい。
【0015】
ローラ部間の接合部、好ましくは当接接合部に方向付けられ、接合部と同一平面上の電子ビームは、鋼を気化させて、それ自体に毛細管を穿設し、その周辺の鋼を融解させる。ビームが所要の溶接深さに、好ましくは内側の穿孔およびまたは中空断面に到達すると、パイプ部は、それらの共通の中心長手軸の周囲を、好ましくは均一な回転速度で、回転するように設定される。垂直ビームは、次いで、回転運動中に材料に接近し、ビームが材料を通過した後に、ビームの下流に一緒に接続される材料を融解させることが好ましい。ビームが、0.1mm〜2mm、好ましくは少なくとも0.5mm〜最大で1.5mmと小径であり、回転速度が、好ましくはパイプ部の外周で測定したときに毎秒0.4〜1.2mmの範囲から選択され、より具体的には毎秒約1mmであるので、いわゆる融合の熱影響ゾーンは、狭く制限されたままである。上記の仕様は、配設が逆の場合、すなわち、静止パイプ部と、円周方向に運動する電子ビームとによって溶接接続部が生成される場合にも当てはまる。比較的高炭素含有量を有する鋼、例えば、その良好な焼き入れ性のため、紙用カレンダのローラに使用されることが好ましい、62CrMoV6.3(炭素当量=0.69)で作製された部であっても、最大180mmの壁厚で、およびこれを上回る壁厚でも、クラックを生じることなく、このようにして互いに接続することができる。これは、とりわけ、典型的な溶接方法とは異なり、いかなる余分な溶着金属も融解塊に導入する必要がないという事実によって達成される。
【0016】
パイプ部およびその後の互いに接続されたローラ部は、溶接する前に、接続接合部の領域において、好ましくは少なくとも150℃の温度に、より好ましくは約400℃に予熱することが好ましい。
【0017】
2つまたは実際には任意の数のステージまたは部から、このようにして互いに誘導されたパイプまたはローラ体は、総じて、局所的な融解による構造の変化が少なくとも実質的に消滅するように、炉中で焼き鈍し処理を受け、次いで、焼き戻しを行うことが好ましい。本体は、次いで、通常の鍛造体としてさらに処理され、例えば、焼き戻しおよび/または誘導的な周縁ゾーンの焼き入れによって、さらに改善される。
【0018】
別個のパイプ部で構成されたパイプ体の製造は、800mm以上の外径を有し、8mを超える長さ、すなわち、一般的に、ウェブ形状の媒体を処理するためのローラ体において得られるような大きさを一桁超える軸方向の長さを有するパイプ体に好都合である。
【0019】
ウェブ形状の媒体を処理するローラのローラ体を製造するための好適な実施形態では、溶接されたローラ体内、すなわち、個々の軸方向部で構成されたシェル内に、軸方向のチャネルが形成、好ましくは穿設され、熱処理流体は、ローラが動作中に、該チャネルを通って流れる。締結装置は、それぞれフランジトラニオンを固定するために、ローラ体の2つの正面側に生成されることが好ましい。フランジトラニオンは、ローラを回転可能に載置するように機能し、好適な実施形態では、熱処理流体の流出入口として機能する。
【0020】
有利な特徴は、従属請求項およびそれらの組み合わせにおいても説明する。
【0021】
本発明の例示的な一実施形態を、図面に基づいて下記に例示する。例示的な一実施形態によって開示された特徴は、それぞれ別個に、および特徴のあらゆる組み合わせで、請求項の対象物、さらには上述した実施形態を好都合に生じさせる。
【図面の簡単な説明】
【0022】
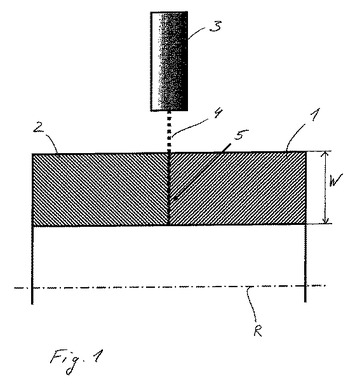
【図1】図1は、接合位置に互いに当接して配置され、電子ビーム溶接によって当接部が接合される、2つのパイプ部を示す図である。
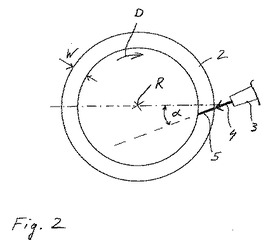
【図2】図2は、2つのパイプ部のうちの1つを正面から見たときの、当接接合部を通じたパイプ部の断面図である。
【発明を実施するための形態】
【0023】
図1は、本発明に従って、2つのパイプ部1および2を接合して、圧力および/または温度によってウェブ形状の媒体を処理するローラのローラシェルを形成することを目的とした、複合ローラ体を形成する例示的な一実施形態を示す図である。パイプ部1および2は、回転対称である。該部は、真空チャンバ内で、それらが互いに正面側に当接する接合位置に挟持される。2つの互いに当接した正面領域は、パイプ部1および2の接合領域を形成する。当接接合部は、パイプ部1および2の共通の回転軸Rに直角に向かう、互いに当接する接合領域によって形成される。異なる配向の接合部、例えば回転軸Rに対して傾斜した接合部も、基本的には可能である。
【0024】
溶接のために、真空チャンバを真空にする。パイプ部1および2の接合領域は、少なくとも150℃の温度まで、好ましくは約400℃まで加熱される。
【0025】
電子ビーム4は、電子ビーム溶接装置3を使用して発生させる。溶接プロセス中に、電子ビーム4は、接合部と同一平面上、すなわち、接合部の平面内に位置する。電子ビーム4は、0.5mmの直径を呈し、接合部の領域内に約2mmの直径を有する融解チャネルまたは融解毛細管5を生成する。融解チャネル5がパイプ部1および2の中空断面に到達するとすぐに、接合位置で締め付けられたパイプ部1および2は、電子ビーム4が、回転軸Rの周囲に連続的かつ漸進的に、接合領域内に細い融解チャネル5を生成し、また、ローラ部1および2の回転方向に対して、電子ビーム4の下流のパイプ部1および2の融解材料が互いに連続的に融合するように、それらの共通の中心長手軸、すなわち、回転軸Rの周囲を均一に回転運動するように設定される。
【0026】
電子ビーム溶接は、150mm〜180mm超の壁厚Wを有する、鋼鉄製、より具体的には鍛鋼製のパイプ部1および2に特に好適であり、互いに溶接されるパイプ部1および2の内径に対する外径の比率は、接合部内に、すなわち、融解チャネル5の長さに沿って入力される熱が、半径方向においてそれでも均一となるように、少なくとも2:1にすべきである。
【0027】
図2は、当接接合部の断面、すなわち、実施例ではパイプ部2である、パイプ部のうちの1つを正面から見た断面を示す図である。溶接中に、接合位置にあるパイプ部1および2は、回転軸Rの周囲を、回転方向Dに連続的に回転する。選択した図では、回転Dの方向は、時計回りの方向に対応する。電子ビーム溶接装置3は、そのビーム出口が、パイプ部1および2の外側円周方向の領域に面して、ほぼ3時の位置に配設され、電子ビーム4が、ビーム出口の中心から回転軸Rへ延在する直線に対して角度αで斜めに向かうように、配設および整列される。3時の位置に位置決めしたために、該接続ラインは、水平に延在する。電子ビーム4は、角度αで斜め下方へ方向付けられる。それに応じて、融解毛細管5は、内側から外側へ見たときに、上方へ延びる。溶接プールのバックアップは、電子ビームの整列によって得られるが、これは回転軸Rに対して放射状ではない。角度αは、15°〜25°、好ましくは20°である。
【技術分野】
【0001】
本発明は、ローラへさらに加工するためのローラ体を製造するための方法、およびローラの構成要素としてのローラ体、または圧力および/または温度を印加することによってウェブ形状の媒体を処理するための、好ましくは紙を製造するためのローラを製造するための方法に関する。
【背景技術】
【0002】
ウェブ形状の媒体を処理するため、より具体的には、紙を平滑化するためのローラは、鍛鋼製本体を使用した製造が増加しているが、該本体は、特定の用途および紙の種類に対して、その表面がある程度の最小硬度を呈さなければならない。その理由は、機械速度および平滑化手法の進歩とともに増加する熱的および機械的応力である。硬表面は、ある程度の耐摩耗性を確保し、硬い粒子がローラの間隙を通過するときの圧痕跡の形成を阻止する。
【0003】
特に大型抄紙機の場合に、このような鍛造体に対する取り込みの問題が再三にわたって生じている。該抄紙機は、完成時には、直径が最大1.5m、本体の長さが11m超、および重量が150t超になり得る。この長さでは、マンドレル上で中空鍛造するのは不可能である。鋼製本体の鋳造開始時の重量は、200tを超える。
【0004】
完成したローラ本体は、約180mmの壁厚に中空穿設され、その後の重量はわずか約50tとなるが、それでも、鍛造プロセスには、200tを超える融解および繰り返しの加熱が必要である。したがって、約25%という低い純生産高に加えて、エネルギー損失が重大なコスト要因となる。
【0005】
加えて、このような重量を扱うことができる鉄工所の数は、世界的に極めて限られる。長期間にわたって新しい発電所の追加的な建設が計画されているため、タービンおよび発電機軸のエネルギー部門からの要望によって、該鉄工所は、何年も前から予定が詰まっている。抄紙機の場合、大型鍛造体の納期に基づくと、発注から試運転までは18ヶ月未満で可能であり、大型ローラの納期よりもはるかに短い。
【0006】
鉄工所およびローラ製造業者の場所によっては、重荷重輸送および異常荷重輸送も被り、最終的にはローラの価格がより高くなる。
【0007】
従来技術に関しては、ドイツ実用新案第DE 20 2006 005 604号U1を参照することができ、該実用新案では、互いに接続された部品から構成され、その中に媒体チャネルが既に導入されている、熱処理ローラを開示している。高い加熱出力に対して、したがって、媒体チャネルを、表面の近くに導入することができる。部品が短いので、媒体チャネルは、例えば、非常に小さいプロファイルを用いた穿孔によって導入することができ、達成できる表面温度を大幅に均質化する。このようにして媒体チャネルに嵌合されるローラシェル部品は、溶接によって互いに接続される。
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明の目的は、従来のオリジナル成形または再成形法およびその後の機械加工プロセスよりも費用効率が高い方法で、ローラの製造に好適な鋼製、好ましくは鍛鋼製大型ローラを製造すること、および納期を短縮することである。
【課題を解決するための手段】
【0009】
その目的は、最初にパイプまたはローラ部を短く作製することによって解決される。パイプまたはローラ部は、個別に形成される。それらは、特に鋳鋼、圧延鋼材、または特に好ましくは鍛鋼で構成することができる。それに応じて、パイプまたはローラ部は、例えば、鋳造(鋳鋼)のようなオリジナル成形法、または鍛造(鍛造部品)のような再成形法で別々に形成される。本発明による好適な合金鋼は、これまでローラに一般的であった鋳造材料と比較して、改善された機械的特性を呈する。驚くべきことに、本発明によれば、少なくとも0.45の炭素当量を有する、使用される高炭化鋼は、典型的には、ウェブ加工ローラの大きさの少なくとも130mmである、壁厚において、電子ビーム溶接によって、高品質に接合できることが示されている。接合ローラ体は、少なくとも500mmの外径、および少なくとも6mの軸方向の長さを有し、より大きな直径および長さにおいて本発明による接合の利点が増加する。したがって、2,000mmまたはそれ以上の外径に十分に対応することができる。電子ビーム溶接によって、異種材料も互いに接続することができる。それに応じて、本発明は、それぞれ同種の材料で作製されたパイプ部の接合に限定されない。
【0010】
一例として上述したように、例えば、約11mの長さを有するローラに対しては、3つのパイプ部を鍛造することができる。それらの長さはわずか約3.7mなので、その部をマンドレル上で中空鍛造することが可能である。これらのローラまたはパイプ部のそれぞれは、重量がわずか約18tであり、約25tの開始重量を有する1つのブロックから製造することができる。したがって、このような短いローラ部を作製することができる、さらに多くの鉄工所を利用することができる。それらの設備は、非常に軽いものとすることができ、したがって、これらの3つの部を、一体物による対応する鍛造部品よりもはるかに低いコストで提供することができるのも当然である。また、より小さい部品の納期は、大きな部品にかかる納期よりも有利である。2006年における大型鍛造体の納期は、約20週〜60週であった。一例として引用した数字を、異なって寸法設計されたローラに準用する。マンドレル上での鍛造は、パイプまたはローラ部の形成に特に好適な再形成の変形例である。鋳鋼部または圧延鋼部を使用する能力は、鉄工所だけでなく他の供給業者もその後利用できるので、有用性をさらに増加させる。
【0011】
ローラ表面の硬度を400HV以上に増加させるために必要とされる、0.44を超えるいわゆる炭素当量を有する鍛鋼は、その寸法および壁厚が130mmを超える、好ましくは150mmを超える厚壁パイプ体としては、それらが溶接できないものとしてみなされたり、または壁厚が薄くても大きな問題があるために単に溶接できないものとみなされたりするため、溶接されない。
【0012】
溶接が困難、または不可能であり、少なくとも0.45、好ましくは少なくとも0.6の炭素当量を呈する鋼で作製した厚壁のパイプ部は、さらなる処理の前に、十分な出力の電子ビームによって、本発明に従って互いに冶金学的に接続される。このためには、パイプ部を、接合位置に互いに相対的に配置し、好ましくは正面側を互いに対して押圧して、真空チャンバ内で互いに溶接する。電子ビーム装置は、溶接プロセス中に固定して配設することができ、接合位置内で互いに対して固定されたパイプ部は、それらの共通の中心長手軸の周囲を回転させることができる。代替的に、パイプ部を静止したものとすることができ、電子ビーム装置を、パイプ部の中心長手軸の周囲を円周方向に運動させることができる。あまり好ましくないが、究極的には、パイプ部を中心長手軸の周囲を回転させ、同時に、電子ビーム溶接装置を円周方向に運動させることも可能である。接合位置にあるパイプ部と、電子ビーム溶接装置との間の相対運動は、より具体的には連続的なものとすることができる。
【0013】
溶接は、すなわち、電子ビーム溶接装置が、パイプ部の外周方向の領域に面することなく行われることが好ましい。しかしながら、その代わりに内部から溶接することも基本的には可能である。1つの変形例では、溶接は、外側および内側の両方から行われる。2つ以上の電子ビーム溶接装置を、接合位置にあるパイプ部の外周にわたって、または、該当する場合は内周にわたって分配して配接し、同時に溶接することができる。しかしながら、基本的には、単一の電子ビーム溶接装置で十分である。
【0014】
チャンバが真空になったら、互いに接続される領域が予熱される。これは、例えば、融合を意図したローラ部の両側の周囲に巻回された、抵抗加熱要素を使用して達成することができる。同じく好適な異なる変形例では、電子ビーム溶接装置を、例えば、溶接プロセス中よりも低い出力で動作させることによって、予熱に使用することもできる。溶接装置による予熱時に、接合位置にあるパイプ部と、電子ビームとの相対速度は、溶接プロセスと比較して、変化させること、より具体的には増加させることができる。溶接プロセスには、例えば約80kVの出力を有する電子ビームが好ましい。
【0015】
ローラ部間の接合部、好ましくは当接接合部に方向付けられ、接合部と同一平面上の電子ビームは、鋼を気化させて、それ自体に毛細管を穿設し、その周辺の鋼を融解させる。ビームが所要の溶接深さに、好ましくは内側の穿孔およびまたは中空断面に到達すると、パイプ部は、それらの共通の中心長手軸の周囲を、好ましくは均一な回転速度で、回転するように設定される。垂直ビームは、次いで、回転運動中に材料に接近し、ビームが材料を通過した後に、ビームの下流に一緒に接続される材料を融解させることが好ましい。ビームが、0.1mm〜2mm、好ましくは少なくとも0.5mm〜最大で1.5mmと小径であり、回転速度が、好ましくはパイプ部の外周で測定したときに毎秒0.4〜1.2mmの範囲から選択され、より具体的には毎秒約1mmであるので、いわゆる融合の熱影響ゾーンは、狭く制限されたままである。上記の仕様は、配設が逆の場合、すなわち、静止パイプ部と、円周方向に運動する電子ビームとによって溶接接続部が生成される場合にも当てはまる。比較的高炭素含有量を有する鋼、例えば、その良好な焼き入れ性のため、紙用カレンダのローラに使用されることが好ましい、62CrMoV6.3(炭素当量=0.69)で作製された部であっても、最大180mmの壁厚で、およびこれを上回る壁厚でも、クラックを生じることなく、このようにして互いに接続することができる。これは、とりわけ、典型的な溶接方法とは異なり、いかなる余分な溶着金属も融解塊に導入する必要がないという事実によって達成される。
【0016】
パイプ部およびその後の互いに接続されたローラ部は、溶接する前に、接続接合部の領域において、好ましくは少なくとも150℃の温度に、より好ましくは約400℃に予熱することが好ましい。
【0017】
2つまたは実際には任意の数のステージまたは部から、このようにして互いに誘導されたパイプまたはローラ体は、総じて、局所的な融解による構造の変化が少なくとも実質的に消滅するように、炉中で焼き鈍し処理を受け、次いで、焼き戻しを行うことが好ましい。本体は、次いで、通常の鍛造体としてさらに処理され、例えば、焼き戻しおよび/または誘導的な周縁ゾーンの焼き入れによって、さらに改善される。
【0018】
別個のパイプ部で構成されたパイプ体の製造は、800mm以上の外径を有し、8mを超える長さ、すなわち、一般的に、ウェブ形状の媒体を処理するためのローラ体において得られるような大きさを一桁超える軸方向の長さを有するパイプ体に好都合である。
【0019】
ウェブ形状の媒体を処理するローラのローラ体を製造するための好適な実施形態では、溶接されたローラ体内、すなわち、個々の軸方向部で構成されたシェル内に、軸方向のチャネルが形成、好ましくは穿設され、熱処理流体は、ローラが動作中に、該チャネルを通って流れる。締結装置は、それぞれフランジトラニオンを固定するために、ローラ体の2つの正面側に生成されることが好ましい。フランジトラニオンは、ローラを回転可能に載置するように機能し、好適な実施形態では、熱処理流体の流出入口として機能する。
【0020】
有利な特徴は、従属請求項およびそれらの組み合わせにおいても説明する。
【0021】
本発明の例示的な一実施形態を、図面に基づいて下記に例示する。例示的な一実施形態によって開示された特徴は、それぞれ別個に、および特徴のあらゆる組み合わせで、請求項の対象物、さらには上述した実施形態を好都合に生じさせる。
【図面の簡単な説明】
【0022】
【図1】図1は、接合位置に互いに当接して配置され、電子ビーム溶接によって当接部が接合される、2つのパイプ部を示す図である。
【図2】図2は、2つのパイプ部のうちの1つを正面から見たときの、当接接合部を通じたパイプ部の断面図である。
【発明を実施するための形態】
【0023】
図1は、本発明に従って、2つのパイプ部1および2を接合して、圧力および/または温度によってウェブ形状の媒体を処理するローラのローラシェルを形成することを目的とした、複合ローラ体を形成する例示的な一実施形態を示す図である。パイプ部1および2は、回転対称である。該部は、真空チャンバ内で、それらが互いに正面側に当接する接合位置に挟持される。2つの互いに当接した正面領域は、パイプ部1および2の接合領域を形成する。当接接合部は、パイプ部1および2の共通の回転軸Rに直角に向かう、互いに当接する接合領域によって形成される。異なる配向の接合部、例えば回転軸Rに対して傾斜した接合部も、基本的には可能である。
【0024】
溶接のために、真空チャンバを真空にする。パイプ部1および2の接合領域は、少なくとも150℃の温度まで、好ましくは約400℃まで加熱される。
【0025】
電子ビーム4は、電子ビーム溶接装置3を使用して発生させる。溶接プロセス中に、電子ビーム4は、接合部と同一平面上、すなわち、接合部の平面内に位置する。電子ビーム4は、0.5mmの直径を呈し、接合部の領域内に約2mmの直径を有する融解チャネルまたは融解毛細管5を生成する。融解チャネル5がパイプ部1および2の中空断面に到達するとすぐに、接合位置で締め付けられたパイプ部1および2は、電子ビーム4が、回転軸Rの周囲に連続的かつ漸進的に、接合領域内に細い融解チャネル5を生成し、また、ローラ部1および2の回転方向に対して、電子ビーム4の下流のパイプ部1および2の融解材料が互いに連続的に融合するように、それらの共通の中心長手軸、すなわち、回転軸Rの周囲を均一に回転運動するように設定される。
【0026】
電子ビーム溶接は、150mm〜180mm超の壁厚Wを有する、鋼鉄製、より具体的には鍛鋼製のパイプ部1および2に特に好適であり、互いに溶接されるパイプ部1および2の内径に対する外径の比率は、接合部内に、すなわち、融解チャネル5の長さに沿って入力される熱が、半径方向においてそれでも均一となるように、少なくとも2:1にすべきである。
【0027】
図2は、当接接合部の断面、すなわち、実施例ではパイプ部2である、パイプ部のうちの1つを正面から見た断面を示す図である。溶接中に、接合位置にあるパイプ部1および2は、回転軸Rの周囲を、回転方向Dに連続的に回転する。選択した図では、回転Dの方向は、時計回りの方向に対応する。電子ビーム溶接装置3は、そのビーム出口が、パイプ部1および2の外側円周方向の領域に面して、ほぼ3時の位置に配設され、電子ビーム4が、ビーム出口の中心から回転軸Rへ延在する直線に対して角度αで斜めに向かうように、配設および整列される。3時の位置に位置決めしたために、該接続ラインは、水平に延在する。電子ビーム4は、角度αで斜め下方へ方向付けられる。それに応じて、融解毛細管5は、内側から外側へ見たときに、上方へ延びる。溶接プールのバックアップは、電子ビームの整列によって得られるが、これは回転軸Rに対して放射状ではない。角度αは、15°〜25°、好ましくは20°である。
【特許請求の範囲】
【請求項1】
ローラ体(1、2)を製造する方法であって、
a)鋼鉄製パイプ部(1、2)であって、それぞれが少なくとも0.45の炭素当量と、少なくとも130mmの壁厚(W)とを有する鋼鉄製パイプ部(1、2)は、
b)軸方向に互いに隣り合って配設され、
c)電子ビーム溶接によって互いに接続される、
方法。
【請求項2】
前記パイプ部(1、2)は、それぞれ少なくとも150mmの壁厚(W)を呈する、
前記パイプ部(1、2)は、少なくとも0.5の炭素当量を有する鋼鉄から成る、
のうちの少なくとも1つを特徴とする、請求項1に記載の方法。
【請求項3】
鋳鋼、圧延鋼、または好ましくは鍛鋼製のパイプ部(1、2)が使用される、請求項1または2に記載の方法。
【請求項4】
前記パイプ部(1、2)の当接接合部での溶接中に、前記パイプ部(1、2)を互いに溶接する電子ビーム(4)は、前記パイプ部(1、2)の中心長手軸(R)と電子ビーム溶接装置(3)のビーム出口とを互いに接続する直線に対して、α>0°、好ましくは最大で40°の角度で指向し、前記長手軸(R)は、その後の作動中に、前記ローラ体(1、2)の回転軸を形成する、請求項1〜3のいずれか一項に記載の方法。
【請求項5】
前記電子ビーム(4)は、溶接中に、斜め下方へ方向付けられる、
前記電子ビーム(4)を発生させる溶接装置(3)のビーム出口は、2時の位置と4時の位置との間、好ましくは少なくとも実質的に3時の位置に配設される、
のうちの少なくとも1つを特徴とする、請求項1〜4のいずれか一項に記載の方法。
【請求項6】
ウェブ形状の媒体を処理するためのローラを製造するために、周囲の軸方向チャネルが、形成され、好ましくは、液体またはガス状の伝熱媒体を循環させるために、前記パイプ体(1、2)の中に穿設される、請求項1〜5のいずれか一項に記載の方法。
【請求項7】
ローラトラニオンのための締結装置、好ましくはねじ締め具が、前記パイプ体(1、2)の左手正面側および右手正面側に生成される、請求項1〜6のいずれか一項に記載の方法。
【請求項8】
前記パイプ部(1、2)は、溶接される前に、当接接合部の領域において、少なくとも150℃、好ましくは少なくとも200℃まで局所的に加熱される、
前記パイプ部(1、2)は、溶接される前に、当接接合部の領域において、400℃±50℃まで局所的に加熱される、
のうちの少なくとも1つを特徴とする、請求項1〜7のいずれか一項に記載の方法。
【請求項9】
溶接のために、前記パイプ部(1、2)は、外部加熱装置、好ましくは誘導コイルまたは溶接プロセスに使用される電子ビーム溶接装置(3)によって、当接接合部の領域において局所的に予熱される、請求項1〜8のいずれか一項に記載の方法。
【請求項10】
前記溶接されたローラ体(1、2)は、焼き戻しを受ける、請求項1〜9のいずれか一項に記載の方法。
【請求項11】
前記溶接されたローラ体(1、2)は、周縁ゾーンの焼き入れを受ける、請求項1〜10のいずれか一項に記載の方法。
【請求項12】
前記パイプ部(1、2)は、1つ以上の電子ビーム(4)によって互いに溶接され、前記1つ以上の電子ビーム(4)は、それぞれ、少なくとも0.1mm、および最大で2mmの直径を呈する、請求項1〜11のいずれか一項に記載の方法。
【請求項13】
前記パイプ部(1、2)は、当接接合部でそれらが互いに当接する接合位置で、互いに対して締め付けられ、少なくとも0.5mm、および最大で5mmの直径を呈する融解チャネル(5)は、少なくとも1つの電子ビーム(4)によって、当接接合部内に生成される、請求項1〜12のいずれか一項に記載の方法。
【請求項14】
前記パイプ部(1、2)は、接合位置で互いに対して締め付けられて、当接接合部で互いに当接し、溶接中に、前記接合位置に位置する前記パイプ部(1、2)は、共通の長手軸(R)の周囲を回転駆動されるか、または電子ビーム溶接装置(3)は、前記当接接合部に沿って、前記接合位置に位置する前記パイプ部(1、2)の前記長手軸(R)の周囲で動かされ、ならびに、前記パイプ部(1、2)、および前記電子ビーム溶接装置(3)によって発生された電子ビーム(4)は、前記パイプ部(1、2)の外周域に関して、毎秒数ミリメートル、好ましくは少なくとも毎秒0.3mm、および最大で毎秒2mmである、前記長手軸(R)の周囲の円周方向での互いに対する円周速度を呈する、請求項1〜13のいずれか一項に記載の方法。
【請求項15】
ローラのローラ体、またはウェブ形状の媒体を処理するためのローラに対するローラ体であって、
a)前記ローラ体は、中空円筒状の第1のローラ部(1)と、中空円筒状の第2のローラ部(2)とを備え、
b)前記ローラ部(1、2)は、それぞれ、少なくとも0.45の炭素当量を有する鋼鉄から成り、
c)それぞれ、少なくとも130mmの壁厚を有し、
d)前記ローラ部(1、2)は、前記ローラ体(1、2)の前記回転軸(R)の周囲の接合部内で、電子ビーム溶接によって、互いに円周方向に接続される、
ローラ体。
【請求項16】
前記溶接された接合部が、前記回転軸(R)に平行に測定されると、最大で10mm、好ましくは最大で5mmの幅を有することを特徴とする、請求項1〜15のいずれか一項に記載のローラ体。
【請求項17】
前記ローラ体(1、2)は、軸方向に延在し、かつ回転軸(R)の周囲に分配して配設された伝熱媒体を運搬するための熱処理チャネルを備えることを特徴とする、請求項1〜16のいずれか一項に記載のローラ体。
【請求項18】
締結装置はそれぞれ、前記ローラ体(1、2)の回転軸(R)の周囲に回転可能に載置する役目をするローラトラニオンに対し、前記ローラ体(1、2)の左手正面側および右手正面側のそれぞれに提供されることを特徴とする、請求項1〜17のいずれか一項に記載のローラ体。
【請求項19】
前記ローラ体(1、2)は、左手正面側および右手正面側のそれぞれの回転軸(R)の周囲に回転可能に載置するためのローラトラニオンを備えることを特徴とする、請求項1〜18のいずれか一項に記載のローラ体。
【請求項1】
ローラ体(1、2)を製造する方法であって、
a)鋼鉄製パイプ部(1、2)であって、それぞれが少なくとも0.45の炭素当量と、少なくとも130mmの壁厚(W)とを有する鋼鉄製パイプ部(1、2)は、
b)軸方向に互いに隣り合って配設され、
c)電子ビーム溶接によって互いに接続される、
方法。
【請求項2】
前記パイプ部(1、2)は、それぞれ少なくとも150mmの壁厚(W)を呈する、
前記パイプ部(1、2)は、少なくとも0.5の炭素当量を有する鋼鉄から成る、
のうちの少なくとも1つを特徴とする、請求項1に記載の方法。
【請求項3】
鋳鋼、圧延鋼、または好ましくは鍛鋼製のパイプ部(1、2)が使用される、請求項1または2に記載の方法。
【請求項4】
前記パイプ部(1、2)の当接接合部での溶接中に、前記パイプ部(1、2)を互いに溶接する電子ビーム(4)は、前記パイプ部(1、2)の中心長手軸(R)と電子ビーム溶接装置(3)のビーム出口とを互いに接続する直線に対して、α>0°、好ましくは最大で40°の角度で指向し、前記長手軸(R)は、その後の作動中に、前記ローラ体(1、2)の回転軸を形成する、請求項1〜3のいずれか一項に記載の方法。
【請求項5】
前記電子ビーム(4)は、溶接中に、斜め下方へ方向付けられる、
前記電子ビーム(4)を発生させる溶接装置(3)のビーム出口は、2時の位置と4時の位置との間、好ましくは少なくとも実質的に3時の位置に配設される、
のうちの少なくとも1つを特徴とする、請求項1〜4のいずれか一項に記載の方法。
【請求項6】
ウェブ形状の媒体を処理するためのローラを製造するために、周囲の軸方向チャネルが、形成され、好ましくは、液体またはガス状の伝熱媒体を循環させるために、前記パイプ体(1、2)の中に穿設される、請求項1〜5のいずれか一項に記載の方法。
【請求項7】
ローラトラニオンのための締結装置、好ましくはねじ締め具が、前記パイプ体(1、2)の左手正面側および右手正面側に生成される、請求項1〜6のいずれか一項に記載の方法。
【請求項8】
前記パイプ部(1、2)は、溶接される前に、当接接合部の領域において、少なくとも150℃、好ましくは少なくとも200℃まで局所的に加熱される、
前記パイプ部(1、2)は、溶接される前に、当接接合部の領域において、400℃±50℃まで局所的に加熱される、
のうちの少なくとも1つを特徴とする、請求項1〜7のいずれか一項に記載の方法。
【請求項9】
溶接のために、前記パイプ部(1、2)は、外部加熱装置、好ましくは誘導コイルまたは溶接プロセスに使用される電子ビーム溶接装置(3)によって、当接接合部の領域において局所的に予熱される、請求項1〜8のいずれか一項に記載の方法。
【請求項10】
前記溶接されたローラ体(1、2)は、焼き戻しを受ける、請求項1〜9のいずれか一項に記載の方法。
【請求項11】
前記溶接されたローラ体(1、2)は、周縁ゾーンの焼き入れを受ける、請求項1〜10のいずれか一項に記載の方法。
【請求項12】
前記パイプ部(1、2)は、1つ以上の電子ビーム(4)によって互いに溶接され、前記1つ以上の電子ビーム(4)は、それぞれ、少なくとも0.1mm、および最大で2mmの直径を呈する、請求項1〜11のいずれか一項に記載の方法。
【請求項13】
前記パイプ部(1、2)は、当接接合部でそれらが互いに当接する接合位置で、互いに対して締め付けられ、少なくとも0.5mm、および最大で5mmの直径を呈する融解チャネル(5)は、少なくとも1つの電子ビーム(4)によって、当接接合部内に生成される、請求項1〜12のいずれか一項に記載の方法。
【請求項14】
前記パイプ部(1、2)は、接合位置で互いに対して締め付けられて、当接接合部で互いに当接し、溶接中に、前記接合位置に位置する前記パイプ部(1、2)は、共通の長手軸(R)の周囲を回転駆動されるか、または電子ビーム溶接装置(3)は、前記当接接合部に沿って、前記接合位置に位置する前記パイプ部(1、2)の前記長手軸(R)の周囲で動かされ、ならびに、前記パイプ部(1、2)、および前記電子ビーム溶接装置(3)によって発生された電子ビーム(4)は、前記パイプ部(1、2)の外周域に関して、毎秒数ミリメートル、好ましくは少なくとも毎秒0.3mm、および最大で毎秒2mmである、前記長手軸(R)の周囲の円周方向での互いに対する円周速度を呈する、請求項1〜13のいずれか一項に記載の方法。
【請求項15】
ローラのローラ体、またはウェブ形状の媒体を処理するためのローラに対するローラ体であって、
a)前記ローラ体は、中空円筒状の第1のローラ部(1)と、中空円筒状の第2のローラ部(2)とを備え、
b)前記ローラ部(1、2)は、それぞれ、少なくとも0.45の炭素当量を有する鋼鉄から成り、
c)それぞれ、少なくとも130mmの壁厚を有し、
d)前記ローラ部(1、2)は、前記ローラ体(1、2)の前記回転軸(R)の周囲の接合部内で、電子ビーム溶接によって、互いに円周方向に接続される、
ローラ体。
【請求項16】
前記溶接された接合部が、前記回転軸(R)に平行に測定されると、最大で10mm、好ましくは最大で5mmの幅を有することを特徴とする、請求項1〜15のいずれか一項に記載のローラ体。
【請求項17】
前記ローラ体(1、2)は、軸方向に延在し、かつ回転軸(R)の周囲に分配して配設された伝熱媒体を運搬するための熱処理チャネルを備えることを特徴とする、請求項1〜16のいずれか一項に記載のローラ体。
【請求項18】
締結装置はそれぞれ、前記ローラ体(1、2)の回転軸(R)の周囲に回転可能に載置する役目をするローラトラニオンに対し、前記ローラ体(1、2)の左手正面側および右手正面側のそれぞれに提供されることを特徴とする、請求項1〜17のいずれか一項に記載のローラ体。
【請求項19】
前記ローラ体(1、2)は、左手正面側および右手正面側のそれぞれの回転軸(R)の周囲に回転可能に載置するためのローラトラニオンを備えることを特徴とする、請求項1〜18のいずれか一項に記載のローラ体。
【図1】

【図2】
【図2】
【公表番号】特表2010−502859(P2010−502859A)
【公表日】平成22年1月28日(2010.1.28)
【国際特許分類】
【出願番号】特願2009−527738(P2009−527738)
【出願日】平成19年9月12日(2007.9.12)
【国際出願番号】PCT/EP2007/007949
【国際公開番号】WO2008/031581
【国際公開日】平成20年3月20日(2008.3.20)
【出願人】(508349779)エスエイチダブリュー キャスティング テクノロジーズ ゲーエムベーハー (1)
【Fターム(参考)】
【公表日】平成22年1月28日(2010.1.28)
【国際特許分類】
【出願日】平成19年9月12日(2007.9.12)
【国際出願番号】PCT/EP2007/007949
【国際公開番号】WO2008/031581
【国際公開日】平成20年3月20日(2008.3.20)
【出願人】(508349779)エスエイチダブリュー キャスティング テクノロジーズ ゲーエムベーハー (1)
【Fターム(参考)】
[ Back to top ]