
ローラ成形型及びトナー供給ローラ用成形型並びにトナー供給ローラの製造方法

【課題】ガス抜きの隙間についた残存樹脂除去が容易で自動化し易く、きわめて簡便な方法でボイドのない発泡弾性体ローラが得られるローラ成形型を提供する。
【解決手段】少なくともローラ成型部とローラ成型部にそれぞれ嵌合し芯金両端を把持する上駒及び下駒を有し、ローラ成形型を略垂直にした状態で発泡弾性体材料を硬化および発泡させるローラ成形型であって、ローラ成型部両端近傍の何れか1方に、または、上駒および下駒の何れか1方に、発泡弾性体材料を注入する注入孔が設けられたローラ成形型において、上駒とローラ成型部との嵌合部にローラ成形型の内部と外部を通気させることが可能な第一の隙間を有し、かつ、下駒とローラ成型部との嵌合部にローラ成形型の内部と外部を通気させることが可能な第二の隙間を有する。
【解決手段】少なくともローラ成型部とローラ成型部にそれぞれ嵌合し芯金両端を把持する上駒及び下駒を有し、ローラ成形型を略垂直にした状態で発泡弾性体材料を硬化および発泡させるローラ成形型であって、ローラ成型部両端近傍の何れか1方に、または、上駒および下駒の何れか1方に、発泡弾性体材料を注入する注入孔が設けられたローラ成形型において、上駒とローラ成型部との嵌合部にローラ成形型の内部と外部を通気させることが可能な第一の隙間を有し、かつ、下駒とローラ成型部との嵌合部にローラ成形型の内部と外部を通気させることが可能な第二の隙間を有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、複写装置、プリンター、ファクシミリ等の画像形成装置に搭載される、弾性体特には発泡弾性体を有するトナー供給ローラ、帯電ローラ、転写ローラ等を成形するために好適なローラ成形型に関する。
【背景技術】
【0002】
発泡弾性体を有するローラは、トナー供給ローラなどの画像形成装置用発泡弾性部材の用途に供する場合、長手及び周方向の硬度ばらつきが少なく、圧縮残留歪が小さいなどの良物性に加えて、低コストであることが要求されている。特に硬度に関する要求は厳しい。硬度は画像性能に影響が大きいため、硬度に関与する発泡弾性体層の比重のばらつきも少ないことが要求されている。また、ボイドなどのセルが極端に巨大化した箇所は硬度むらになるので、好ましくない。
【0003】
この要求に応じ、これらの機能性ローラの品質を維持しながら製造コストを下げる努力が払われてきた。また、ローラの量産においてはある程度の製造装置の自動化が不可欠であり、ローラの品質を維持しながら自動化容易な構造の製造装置が要望されてきた。
【0004】
特許文献1に、円筒空洞を有し、円筒空洞の長手方向の略中央部に原料注入口を有する型を用いた弾性部材の製造方法が開示される。この方法では、円筒空洞の軸心が水平に位置するように載置し、軸心と同心に芯金を配置し、原料注入口からウレタンプレポリマーと水との混合物を型に注入し、注入口を閉じ、型内において混合物を発泡成型させる。この場合、型を水平にして発泡成型させるので、周方向での硬度バラツキが発生しやすい。そこでセルを均一で微細なものとするため発泡成型が芯金を回転軸として型を回転させながら行う必要があり、装置が煩雑になり高価になるといった問題があった。
【0005】
そこで、上駒または筒状型の上駒との嵌合部位に適切なガス抜きの隙間を設けることで、成型後の型についた残存樹脂除去が容易で自動化し易いローラの成形型が提案されている(特許文献2)。しかし、型上部のガス抜きだけでは型下側のガスが十分に抜けず、型下側に溜まったガスがボイドとなってしまうことがあった。
【特許文献1】特開2001−341139号公報
【特許文献2】特開2006−068943号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明は、ガス抜きの隙間についた残存樹脂除去が容易で自動化し易く、きわめて簡便な方法でボイドのない発泡弾性体ローラが得られるローラ成形型を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明により、少なくともローラ成型部と、ローラ成型部にそれぞれ嵌合し芯金両端を把持する上駒及び下駒を有し、
ローラ成形型を略垂直にした状態で発泡弾性体材料を硬化および発泡させるローラ成形型であって、
該ローラ成型部両端近傍の何れか1方に、または、上駒および下駒の何れか1方に、発泡弾性体材料を注入する注入孔が設けられたローラ成形型において、
上駒とローラ成型部との嵌合部に、ローラ成形型の内部と外部を通気させることが可能な第一の隙間を有し、かつ、
下駒とローラ成型部との嵌合部に、ローラ成形型の内部と外部を通気させることが可能な第二の隙間を有する
ことを特徴とするローラ成形型が提供される。
【0008】
本発明により、電子写真装置に搭載するトナー供給ローラを成形するトナー供給ローラ用成形型であって、
上記のローラ成形型であることを特徴とするトナー供給ローラ用成形型が提供される。
【0009】
本発明により、電子写真装置に搭載される、芯金の周りに発泡弾性体層を有するトナー供給ローラの製造方法であって、
上記ローラ成形型に、芯金を配し、少なくともポリオール、イソシアネートおよび水を含む発泡弾性体材料を前記ローラ成形型内に導入して、発泡成形せしめることにより、前記芯金の周りに、発泡弾性体層を形成することを特徴とするトナー供給ローラの製造方法が提供される。
【発明の効果】
【0010】
本発明により、ガス抜きの隙間についた残存樹脂除去が容易で自動化し易く、きわめて簡便な方法でボイドのない発泡弾性体ローラが得られるローラ成形型が提供される。
【発明を実施するための最良の形態】
【0011】
本発明に係るローラ成形型は、少なくともローラ成型部、上駒及び下駒を有する。本発明で用いるローラ成型部は最終ローラ形状を与えるキャビティを有し、形状としては特に制限はなく、例えば円筒形状、ローラ表面に凹凸のある形状などがある。ローラ成型部の内径および長さは任意に選択できるが、例えば円筒形の場合内径は8〜20mm、長さは100〜330mm程度である。
上駒および下駒のそれぞれは、ローラ成型部に嵌合する。上駒および下駒は芯金両端を把持する。例えば本発明では図1〜5で示すように、下駒はローラ成型部の嵌合部と下駒外周面が嵌め合わされている。
【0012】
このローラ成形型は、ローラ成形型を略垂直にした状態で発泡弾性体材料を硬化および発泡させるためのものである。
【0013】
図1〜5に示されているように、ローラ成型部両端近傍の何れか1方に発泡弾性体材料を注入する注入孔が設けられるか、または上駒および下駒の何れか1方に発泡弾性体材料を注入する注入孔が設けられる。なお、ローラ成形部両端近傍とは、ローラ成形部の該ローラ成形型で成形されたローラの非画像領域から発泡弾性体の両端突っ切り・除去箇所までを指す。ローラ画像領域に注入孔を設けた場合、画像に影響が現れる場合がある。
【0014】
ローラ成形型は、上駒とローラ成型部との嵌合部に、ローラ成形型の内部と外部を通気させることが可能な第一の隙間(以下場合により、上部隙間という。)を有する。そして、下駒とローラ成型部との嵌合部に、ローラ成形型の内部と外部を通気させることが可能な第二の隙間(以下場合により、下部隙間という。)を有する。
【0015】
ローラ成形型の形状には特に制限がないが、例えば図1〜5で示すように、ローラ成形部両端にはローラ成形部に影響を与えないように上駒及び下駒が勘合可能な形状に加工してあり、ローラ成型部の嵌合部と上駒および下駒外周面が嵌め合わされている。
【0016】
以下、本発明に係るローラ成形型の形態について図面を用いて説明するが、本発明はこれによって限定されるものではない。
【0017】
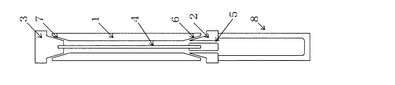
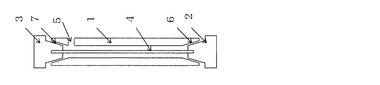
図1に示すようにローラ成形型は、ローラ成型部1と、芯金4の両端部を支持する下駒2と上駒3を有する。発泡弾性体材料のローラ成型部への注入方法としては特に制限はなく、型下側または型上側から注入しても良い。予め発泡弾性体材料を予備注型容器に入れ、予備注型容器から注入孔を有する下駒を介して、ローラ成型部に注入しても構わない。図1に示すローラ成形型は、注入孔5が下駒2に設けられ、注入孔から注入する発泡弾性体材料を収容する予備注型容器8を有する。例えば、予備注型容器8に予めウレタン材料を入れておき、予め芯金と上駒及び下駒を配したローラ成型型に予備注型容器を勘合させ、下駒の貫通口よりウレタン材料を発泡注入させる。
【0018】
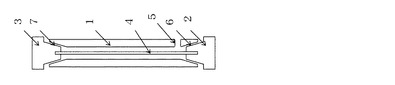
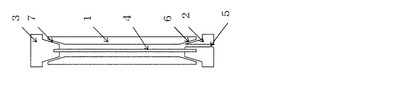
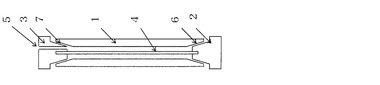
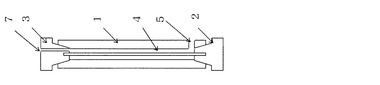
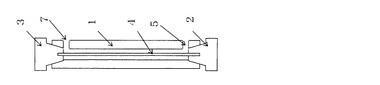
図2〜5には、図1に示したローラ成形型の変形形態を示す。注入孔の位置や、予備注型容器の有無が図1の形態とは異なっている。予備注型容器を用いない場合、この容器分の材料が不要であるという利点はある。
【0019】
一方、図1に示した形態の場合、予備注型容器を用いずローラ成型部の上端部付近または下端部付近に設けられた注入孔から直接成形型内部に発泡弾性体形成材料を注入する場合と比較して、ローラ製品部に注入口のバリが形成されることを容易に防止できる。これは画像性能上好ましいことである。また、図1に示した形態の場合、予備注型容器を用いず注入孔がローラ成型部ではなく上駒または下駒に設けられている場合と比較して、発泡弾性体形成材料を注入する際の圧力が低くてよく、その圧力調整も比較的低い精度でよい。また、エアの巻き込みを抑えボイドの発生を防止することも容易である。すなわち、図1のように、予備注型容器8を設けた場合、余分な圧力をかけることなく、発泡弾性体が安定して発泡でき、ボイドなどの外観不良が発生しにくい点で好ましい。
【0020】
下駒外周面またはローラ成型部の下駒との嵌合面に、ガス抜きとなる下部隙間6が設けられている。また上駒外周面またはローラ成型部の上駒との嵌合面にガス抜きとなる上部隙間7が設けられている。隙間は、駒の外周面と、ローラ成型部の駒との嵌合面の両方にあっても良い。また、駒外周面の隙間とローラ成型部の駒との嵌合面の隙間が、合致していてもいなくてもよい。
【0021】
本発明において、隙間は、ローラ成形型の内部と外部を通気させることが可能な大きさであり、これによって材料の液体の流出をさせにくくしている。
【0022】
さらに隙間の面積を規制することで、成型品の鬆や発泡ムラを防止する効果、ボイドのない成型を可能とする効果をよりいっそう高めることができる。また、隙間からの原料のオーバーフローをより確実に防止でき、装置汚れを防止できる。
【0023】
隙間を駒外周面とローラ成型部の駒との嵌合部に設けることで、成型後の型についた残存樹脂除去が容易となる。
【0024】
例えば、上部隙間が、上駒の外周面に設けられた溝、および、ローラ成型部の上駒との嵌合面に設けられた溝、のうちの少なくとも一方であることができる。また下部隙間が、下駒の外周面に設けられた溝、および、ローラ成型部の下駒との嵌合面に設けられた溝、のうちの少なくとも一方であることができる。
【0025】
上部隙間および下部隙間のいずれについても、形成可能範囲下で、形状、個数には制限が無い。
【0026】
上部隙間および下部隙間の隙間総断面積は、いずれも、ローラ成型部断面積の0.01%以上0.85%以下が好ましい。0.01%以上である場合、ガス抜き効果に優れ、発泡弾性体のローラ長手での密度ムラを防止することが容易である。0.85%以下の場合、隙間からのオーバーフローが発生することを容易に防止できる。更に好ましくは0.02%以上0.7%以下である。なお、ローラ成型部断面積とは、ローラ成型部内径においてローラ長手方向中央に相当する箇所の断面積を示す。また隙間総断面積は、例えば上部隙間について言えば、上部隙間が一つの場合はその断面積、上部隙間が複数ある場合には全ての上部隙間の断面積の総和を意味する。隙間の溝に傾斜がついている場合や隙間の溝の断面積が部分的に変化している場合、もっとも隙間の断面積が少ない箇所をその溝の隙間断面積とする。
【0027】
隙間の1つあたりの断面積は0.01mm2以上0.55mm2以下が好ましい。さらに好ましくは0.1mm2以上0.4mm2以下である。この断面積が0.55mm2以下であれば、隙間から原料が型外部にオーバーフローすることを容易に防止できる。また、成型後の型清掃の際にも、型についた残存樹脂を清掃しやすく、特に固化後の表面の粘着性が高い材料に関しては型面への固着が強いが、清掃装置の自動化が容易となり、装置コストの抑制に寄与する。上記断面積が0.01mm2以上であれば、優れたガス抜き効果が期待できる。
【0028】
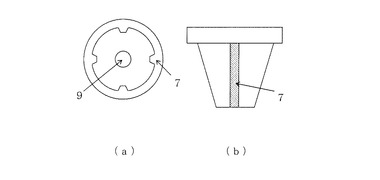
成型後の型清掃を樹脂の残存なく、より簡便に行なうためには、図8に示すように駒の外周面に溝を形成すること、またはローラ成型部と駒との嵌合面に溝を形成することが好ましい。駒外周面または嵌合面が円滑になり清掃が簡便となる。
【0029】
また、隙間の経路に傾斜、凹凸や屈曲部を設ける事で型成型上のラチチュードを増加させる事ができる。
【0030】
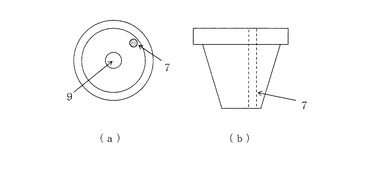
図6、7、9に示すように、上駒上部やローラ成型部上部の貫通したガス抜き用の隙間7の場合は、成型後、細い貫通穴に材料が残ってしまい清掃が容易ではない。よって、例えば、図1〜5に示すように上駒とローラ成型部との嵌合部に隙間を設けるのである。例えば図8に示すようにローラ成形部との勘合部の上駒外周面に凹溝を設けるなどである。
【0031】
ローラの発泡弾性体形成材料としては特に制限はなく、ポリウレタン発泡体層、シリコーンゴム発泡体層、EPDM発泡体層などいずれであっても良い。特にポリウレタン発泡体層が性能などの面から好適である。ポリウレタン発泡弾性体層材料としては特に制限は無く、従来から公知の反応性原料の何れもが、特に限定されることなく、適宜に選択使用されることとなる。例えば、このようなローラ製造に用いられるポリウレタン発泡弾性体層材料としては、ポリオールとイソシアネートに、さらに従来と同様に発泡剤(水、低沸点物、ガス体等)、界面活性剤、触媒等が、目標とするポリウレタンフォームを得られるように添加される。特に、環境面から水を発泡剤とすることが好ましく、少なくともポリオール、イソシアネートおよび水を含むのが好ましい。ポリオールあるいはプレポリマー成分としては、一般に軟質ポリウレタンフォームの製造に用いられている、ポリエーテルポリオール、ポリエステルポリオール、ポリマーポリオール等の公知のポリオール類何れもが用いられ、またイソシアネートあるいはプレポリマー成分としては、公知の少なくとも2官能以上のポリイソシアネートの全てが用いられ、例えば2,4−及び2,6−トリレンジイソシアネート(TDI)、オルトトルイジンジイソシアネート(TODI)、ナフチレンジイソシアネート(NDI)、キシリレンジイソシアネート(XDI)、4,4’−ジフェニルメタンジイソシアネート(MDI)、及びカーボジイミド変成MDI、ポリメチレンポリフェニルイソシアネート、ポリメリックポリイソシアネート等が、単独で、又は併用して使用され得るものである。そのような原料には、必要に応じて架橋剤、難燃剤や充填剤、更にはローラに所望の導電性を付与するための導電性付与剤や、帯電防止剤等も、従来と同様に添加せしめられる。
【0032】
ローラ形状を与えるローラ成型部及び芯金固定駒(上駒および下駒)、発泡弾性体形成材料を注入する容器(予備注型容器)の材質は特に限定されない。その材質として、鉄などの鋼材にニッケルやクロムなどのメッキを施した金属部材、鉄、銅、アルミニウム、ステンレス鋼などの金属部材のほか、ポリカボネート、ポリアミドなどの合成樹脂やセラミックなどを適宜使用することができる。また、上下駒やローラ成型部、注入孔は離型剤を塗布したり、フッ素樹脂コーティングを施して離型性を良好にしても良い。芯金を固定する方法は特に限定されず、磁石やネジ、バネなどで固定しても良い。
【0033】
また、ローラの芯金としては、例えば硫黄快削鋼などの鋼材にニッケルなどのメッキを施した金属部材、アルミニウム、ステンレス鋼、マグネシウム合金などの金属部材が挙げられる。
【0034】
得られた発泡弾性体を所望寸法に裁断しても構わない。得られたローラ表面を研削、塗工等の加工を適宜行なっても構わない。
【0035】
本発明によれば、注入された材料のガスがローラ成形型の隙間からスムーズに抜ける為、ガスの巻き込みによるボイドの形成が抑制されるとともに、隙間への原料進入を最小限に抑え、原料のオーバーフローを防止できる。さらに下部隙間および上部隙間を設けることにより成型後の型についた残存樹脂除去が容易で自動化し易いローラの成形型を得ることができる。
【0036】
特に、上記ローラ成形型は、特に低硬度や低密度の発泡弾性体ローラを製造するために好適に用いることができる。電子写真装置に搭載するローラの中でも、トナー供給ローラは低硬度であることが好ましい。よって上記ローラ成形型は、トナー供給ローラを製造するための、トナー供給ローラ用成形型として好適である。
【実施例】
【0037】
次に具体的な実施例について図1を用いて説明する。なお、本発明は、これらの例によって何ら限定されるものではない。
【0038】
〔実施例1〕
表1の配合に従った発泡弾性体材料を、芯金を配した成形型を用いて、発泡成型することにより芯金の周囲に所定の発泡弾性体層を一体的に形成せしめてなる軟質ポリウレタンフォームローラを作成した。なお、ローラ1本当たりの発泡弾性体層の比重は0.10g/cm3である。
【0039】
【表1】

【0040】
FA908:商品名:三洋化成(株)製ポリエーテルポリオール、OH価=23。
L5366:商品名:日本ユニカー(株)製シリコーン系整泡剤。
ToyoCat ET:商品名:東ソー(株)製第3級アミン触媒。
TEDA−L33:商品名:東ソー(株)製第3級アミン触媒。
T80:商品名:三井武田ケミカル(株)製イソシアネート、NCO%=48。
M200:商品名:三井武田ケミカル(株)製イソシアネート、NCO%=31。
【0041】
図1に示すようにローラ成型部(1)に、予め硫黄快削鋼にニッケルメッキを施した外径5.0mm、長さ270mmの芯金(4)を固定したSUS304製上駒(3)及び下駒(2)を取り付けた。予めローラ成型部(1)、上駒(3)には離型剤が塗布されている。
【0042】
用いたローラ成形型は、ローラ成型部中央内径がΦ14.3mmで、そのローラ成型部断面積は160.5mm2であった。なお、本明細書中Φは直径を意味する。
【0043】
ガス抜きの隙間は図8に示すように直線状にローラ成形部と勘合する上駒(3)外周面(7)、および下駒(2)外周面(6)にそれぞれに表2に示す隙間一つあたりの平均隙間断面積及び隙間の数、隙間総面積の凹んだ隙間を設けた。さらに、表2には隙間総断面積/ローラ成型部断面積比を算出した結果を示す。
【0044】
表1に示す組成のポリオール、整泡剤、触媒、発泡剤を予め混合・攪拌させたものおよびイソシアネート成分を液温25℃に調整した。そして、両液を、表1に示すように所定量配合した発泡弾性層材料を撹拌機で5秒間撹拌した後、予備注入容器(8)に定量入れた。
【0045】
この予備注入容器を、芯金を取り付けたローラ成形型に取り付け、発泡弾性体材料を注入孔(5)より注入した後、100℃の電気炉中で20分硬化を行ない、十分に硬化させた後、成型したローラを脱型することにより、発泡弾性体層を備えたローラを得た。
【0046】
脱型後のローラ100本の外観検査をし、ボイドの大きさを分類し、次のように評価した。
◎:Φ2mm以上のボイドがいずれのローラにも無い場合(ボイドなしとみなす)。
○:画像への影響が少ないと考えられるΦ2〜3mmの小さなボイドが1本以上ある場合。
×:Φ3mmを超える大きなボイドが1本以上ある場合。
【0047】
また、オーバーフローを次のように評価した。
○:型外へのオーバーフローがない場合。
△:オーバーフローが極わずかにあるが、型表面が汚れるには至っていない場合。
×:型表面が汚れた場合。
【0048】
また、発泡弾性体層各条件3本を長手3分割し、その比重を測定した。その比重の最大値から最小値を除した値を比重幅とし、0.06g/cm3を超えた場合×、0.06〜0.03g/cm3を△、0.003g/cm3未満を○とした。
【0049】
隙間に係る条件および評価結果を表2に示す。
【0050】
〔実施例2〜6〕
上駒及び下駒の両方にローラ成形型の内部と外部を通気させる隙間を表2に示すように設けたこと以外は実施例1と同様にしてローラを作成し、評価した。
【0051】
〔比較例1〜2〕
上駒または下駒いずれか一方のみに隙間を表2に示すように設けたこと以外は実施例1と同様にしてローラを作成し、評価した。
【0052】
【表2】
【0053】
実施例1のローラでは長手方向での比重幅が多少あったが、Φ2〜3mmのボイドがあるローラが100本中5本のみで、残りはボイドがなかった。
【0054】
実施例2は小さなボイドがあるローラが100本中3本のみで、残りはボイドがなかった。
【0055】
実施例3、5は全てのローラについてボイドがなかった。
【0056】
実施例4、5、6は若干オーバーフローが見られたが、全てのローラについボイドがなかった。
【0057】
比較例1では大きなボイドがあるローラが100本中12本、小さなボイドが100本中20本あり、残りはボイドがなかった。
【0058】
比較例2ではキャビティー全体まで材料が埋まらなかったので、ボイドの評価はしなかった。
【図面の簡単な説明】
【0059】
【図1】本発明のローラ成形型の一形態を示す模式的断面図である。
【図2】本発明のローラ成形型の別の形態を示す模式的断面図である。
【図3】本発明のローラ成形型の別の形態を示す模式的断面図である。
【図4】本発明のローラ成形型の別の形態を示す模式的断面図である。
【図5】本発明のローラ成形型の別の形態を示す模式的断面図である。
【図6】従来のローラ成形型を示す模式的断面図である。
【図7】他の従来のローラ成形型を示す模式的断面図である。
【図8】本発明で用いることのできる上駒の例を示す模式図であり、(a)は下面図、(b)は側面図である。
【図9】従来の上駒の例を示す模式図であり、(a)は下面図、(b)は側面図である。
【符号の説明】
【0060】
1‥‥ローラ成型部
2‥‥下駒
3‥‥上駒
4‥‥芯金
5‥‥注入孔
6‥‥下部隙間
7‥‥上部隙間
8‥‥予備注型容器
9‥‥芯金固定穴
【技術分野】
【0001】
本発明は、複写装置、プリンター、ファクシミリ等の画像形成装置に搭載される、弾性体特には発泡弾性体を有するトナー供給ローラ、帯電ローラ、転写ローラ等を成形するために好適なローラ成形型に関する。
【背景技術】
【0002】
発泡弾性体を有するローラは、トナー供給ローラなどの画像形成装置用発泡弾性部材の用途に供する場合、長手及び周方向の硬度ばらつきが少なく、圧縮残留歪が小さいなどの良物性に加えて、低コストであることが要求されている。特に硬度に関する要求は厳しい。硬度は画像性能に影響が大きいため、硬度に関与する発泡弾性体層の比重のばらつきも少ないことが要求されている。また、ボイドなどのセルが極端に巨大化した箇所は硬度むらになるので、好ましくない。
【0003】
この要求に応じ、これらの機能性ローラの品質を維持しながら製造コストを下げる努力が払われてきた。また、ローラの量産においてはある程度の製造装置の自動化が不可欠であり、ローラの品質を維持しながら自動化容易な構造の製造装置が要望されてきた。
【0004】
特許文献1に、円筒空洞を有し、円筒空洞の長手方向の略中央部に原料注入口を有する型を用いた弾性部材の製造方法が開示される。この方法では、円筒空洞の軸心が水平に位置するように載置し、軸心と同心に芯金を配置し、原料注入口からウレタンプレポリマーと水との混合物を型に注入し、注入口を閉じ、型内において混合物を発泡成型させる。この場合、型を水平にして発泡成型させるので、周方向での硬度バラツキが発生しやすい。そこでセルを均一で微細なものとするため発泡成型が芯金を回転軸として型を回転させながら行う必要があり、装置が煩雑になり高価になるといった問題があった。
【0005】
そこで、上駒または筒状型の上駒との嵌合部位に適切なガス抜きの隙間を設けることで、成型後の型についた残存樹脂除去が容易で自動化し易いローラの成形型が提案されている(特許文献2)。しかし、型上部のガス抜きだけでは型下側のガスが十分に抜けず、型下側に溜まったガスがボイドとなってしまうことがあった。
【特許文献1】特開2001−341139号公報
【特許文献2】特開2006−068943号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明は、ガス抜きの隙間についた残存樹脂除去が容易で自動化し易く、きわめて簡便な方法でボイドのない発泡弾性体ローラが得られるローラ成形型を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明により、少なくともローラ成型部と、ローラ成型部にそれぞれ嵌合し芯金両端を把持する上駒及び下駒を有し、
ローラ成形型を略垂直にした状態で発泡弾性体材料を硬化および発泡させるローラ成形型であって、
該ローラ成型部両端近傍の何れか1方に、または、上駒および下駒の何れか1方に、発泡弾性体材料を注入する注入孔が設けられたローラ成形型において、
上駒とローラ成型部との嵌合部に、ローラ成形型の内部と外部を通気させることが可能な第一の隙間を有し、かつ、
下駒とローラ成型部との嵌合部に、ローラ成形型の内部と外部を通気させることが可能な第二の隙間を有する
ことを特徴とするローラ成形型が提供される。
【0008】
本発明により、電子写真装置に搭載するトナー供給ローラを成形するトナー供給ローラ用成形型であって、
上記のローラ成形型であることを特徴とするトナー供給ローラ用成形型が提供される。
【0009】
本発明により、電子写真装置に搭載される、芯金の周りに発泡弾性体層を有するトナー供給ローラの製造方法であって、
上記ローラ成形型に、芯金を配し、少なくともポリオール、イソシアネートおよび水を含む発泡弾性体材料を前記ローラ成形型内に導入して、発泡成形せしめることにより、前記芯金の周りに、発泡弾性体層を形成することを特徴とするトナー供給ローラの製造方法が提供される。
【発明の効果】
【0010】
本発明により、ガス抜きの隙間についた残存樹脂除去が容易で自動化し易く、きわめて簡便な方法でボイドのない発泡弾性体ローラが得られるローラ成形型が提供される。
【発明を実施するための最良の形態】
【0011】
本発明に係るローラ成形型は、少なくともローラ成型部、上駒及び下駒を有する。本発明で用いるローラ成型部は最終ローラ形状を与えるキャビティを有し、形状としては特に制限はなく、例えば円筒形状、ローラ表面に凹凸のある形状などがある。ローラ成型部の内径および長さは任意に選択できるが、例えば円筒形の場合内径は8〜20mm、長さは100〜330mm程度である。
上駒および下駒のそれぞれは、ローラ成型部に嵌合する。上駒および下駒は芯金両端を把持する。例えば本発明では図1〜5で示すように、下駒はローラ成型部の嵌合部と下駒外周面が嵌め合わされている。
【0012】
このローラ成形型は、ローラ成形型を略垂直にした状態で発泡弾性体材料を硬化および発泡させるためのものである。
【0013】
図1〜5に示されているように、ローラ成型部両端近傍の何れか1方に発泡弾性体材料を注入する注入孔が設けられるか、または上駒および下駒の何れか1方に発泡弾性体材料を注入する注入孔が設けられる。なお、ローラ成形部両端近傍とは、ローラ成形部の該ローラ成形型で成形されたローラの非画像領域から発泡弾性体の両端突っ切り・除去箇所までを指す。ローラ画像領域に注入孔を設けた場合、画像に影響が現れる場合がある。
【0014】
ローラ成形型は、上駒とローラ成型部との嵌合部に、ローラ成形型の内部と外部を通気させることが可能な第一の隙間(以下場合により、上部隙間という。)を有する。そして、下駒とローラ成型部との嵌合部に、ローラ成形型の内部と外部を通気させることが可能な第二の隙間(以下場合により、下部隙間という。)を有する。
【0015】
ローラ成形型の形状には特に制限がないが、例えば図1〜5で示すように、ローラ成形部両端にはローラ成形部に影響を与えないように上駒及び下駒が勘合可能な形状に加工してあり、ローラ成型部の嵌合部と上駒および下駒外周面が嵌め合わされている。
【0016】
以下、本発明に係るローラ成形型の形態について図面を用いて説明するが、本発明はこれによって限定されるものではない。
【0017】
図1に示すようにローラ成形型は、ローラ成型部1と、芯金4の両端部を支持する下駒2と上駒3を有する。発泡弾性体材料のローラ成型部への注入方法としては特に制限はなく、型下側または型上側から注入しても良い。予め発泡弾性体材料を予備注型容器に入れ、予備注型容器から注入孔を有する下駒を介して、ローラ成型部に注入しても構わない。図1に示すローラ成形型は、注入孔5が下駒2に設けられ、注入孔から注入する発泡弾性体材料を収容する予備注型容器8を有する。例えば、予備注型容器8に予めウレタン材料を入れておき、予め芯金と上駒及び下駒を配したローラ成型型に予備注型容器を勘合させ、下駒の貫通口よりウレタン材料を発泡注入させる。
【0018】
図2〜5には、図1に示したローラ成形型の変形形態を示す。注入孔の位置や、予備注型容器の有無が図1の形態とは異なっている。予備注型容器を用いない場合、この容器分の材料が不要であるという利点はある。
【0019】
一方、図1に示した形態の場合、予備注型容器を用いずローラ成型部の上端部付近または下端部付近に設けられた注入孔から直接成形型内部に発泡弾性体形成材料を注入する場合と比較して、ローラ製品部に注入口のバリが形成されることを容易に防止できる。これは画像性能上好ましいことである。また、図1に示した形態の場合、予備注型容器を用いず注入孔がローラ成型部ではなく上駒または下駒に設けられている場合と比較して、発泡弾性体形成材料を注入する際の圧力が低くてよく、その圧力調整も比較的低い精度でよい。また、エアの巻き込みを抑えボイドの発生を防止することも容易である。すなわち、図1のように、予備注型容器8を設けた場合、余分な圧力をかけることなく、発泡弾性体が安定して発泡でき、ボイドなどの外観不良が発生しにくい点で好ましい。
【0020】
下駒外周面またはローラ成型部の下駒との嵌合面に、ガス抜きとなる下部隙間6が設けられている。また上駒外周面またはローラ成型部の上駒との嵌合面にガス抜きとなる上部隙間7が設けられている。隙間は、駒の外周面と、ローラ成型部の駒との嵌合面の両方にあっても良い。また、駒外周面の隙間とローラ成型部の駒との嵌合面の隙間が、合致していてもいなくてもよい。
【0021】
本発明において、隙間は、ローラ成形型の内部と外部を通気させることが可能な大きさであり、これによって材料の液体の流出をさせにくくしている。
【0022】
さらに隙間の面積を規制することで、成型品の鬆や発泡ムラを防止する効果、ボイドのない成型を可能とする効果をよりいっそう高めることができる。また、隙間からの原料のオーバーフローをより確実に防止でき、装置汚れを防止できる。
【0023】
隙間を駒外周面とローラ成型部の駒との嵌合部に設けることで、成型後の型についた残存樹脂除去が容易となる。
【0024】
例えば、上部隙間が、上駒の外周面に設けられた溝、および、ローラ成型部の上駒との嵌合面に設けられた溝、のうちの少なくとも一方であることができる。また下部隙間が、下駒の外周面に設けられた溝、および、ローラ成型部の下駒との嵌合面に設けられた溝、のうちの少なくとも一方であることができる。
【0025】
上部隙間および下部隙間のいずれについても、形成可能範囲下で、形状、個数には制限が無い。
【0026】
上部隙間および下部隙間の隙間総断面積は、いずれも、ローラ成型部断面積の0.01%以上0.85%以下が好ましい。0.01%以上である場合、ガス抜き効果に優れ、発泡弾性体のローラ長手での密度ムラを防止することが容易である。0.85%以下の場合、隙間からのオーバーフローが発生することを容易に防止できる。更に好ましくは0.02%以上0.7%以下である。なお、ローラ成型部断面積とは、ローラ成型部内径においてローラ長手方向中央に相当する箇所の断面積を示す。また隙間総断面積は、例えば上部隙間について言えば、上部隙間が一つの場合はその断面積、上部隙間が複数ある場合には全ての上部隙間の断面積の総和を意味する。隙間の溝に傾斜がついている場合や隙間の溝の断面積が部分的に変化している場合、もっとも隙間の断面積が少ない箇所をその溝の隙間断面積とする。
【0027】
隙間の1つあたりの断面積は0.01mm2以上0.55mm2以下が好ましい。さらに好ましくは0.1mm2以上0.4mm2以下である。この断面積が0.55mm2以下であれば、隙間から原料が型外部にオーバーフローすることを容易に防止できる。また、成型後の型清掃の際にも、型についた残存樹脂を清掃しやすく、特に固化後の表面の粘着性が高い材料に関しては型面への固着が強いが、清掃装置の自動化が容易となり、装置コストの抑制に寄与する。上記断面積が0.01mm2以上であれば、優れたガス抜き効果が期待できる。
【0028】
成型後の型清掃を樹脂の残存なく、より簡便に行なうためには、図8に示すように駒の外周面に溝を形成すること、またはローラ成型部と駒との嵌合面に溝を形成することが好ましい。駒外周面または嵌合面が円滑になり清掃が簡便となる。
【0029】
また、隙間の経路に傾斜、凹凸や屈曲部を設ける事で型成型上のラチチュードを増加させる事ができる。
【0030】
図6、7、9に示すように、上駒上部やローラ成型部上部の貫通したガス抜き用の隙間7の場合は、成型後、細い貫通穴に材料が残ってしまい清掃が容易ではない。よって、例えば、図1〜5に示すように上駒とローラ成型部との嵌合部に隙間を設けるのである。例えば図8に示すようにローラ成形部との勘合部の上駒外周面に凹溝を設けるなどである。
【0031】
ローラの発泡弾性体形成材料としては特に制限はなく、ポリウレタン発泡体層、シリコーンゴム発泡体層、EPDM発泡体層などいずれであっても良い。特にポリウレタン発泡体層が性能などの面から好適である。ポリウレタン発泡弾性体層材料としては特に制限は無く、従来から公知の反応性原料の何れもが、特に限定されることなく、適宜に選択使用されることとなる。例えば、このようなローラ製造に用いられるポリウレタン発泡弾性体層材料としては、ポリオールとイソシアネートに、さらに従来と同様に発泡剤(水、低沸点物、ガス体等)、界面活性剤、触媒等が、目標とするポリウレタンフォームを得られるように添加される。特に、環境面から水を発泡剤とすることが好ましく、少なくともポリオール、イソシアネートおよび水を含むのが好ましい。ポリオールあるいはプレポリマー成分としては、一般に軟質ポリウレタンフォームの製造に用いられている、ポリエーテルポリオール、ポリエステルポリオール、ポリマーポリオール等の公知のポリオール類何れもが用いられ、またイソシアネートあるいはプレポリマー成分としては、公知の少なくとも2官能以上のポリイソシアネートの全てが用いられ、例えば2,4−及び2,6−トリレンジイソシアネート(TDI)、オルトトルイジンジイソシアネート(TODI)、ナフチレンジイソシアネート(NDI)、キシリレンジイソシアネート(XDI)、4,4’−ジフェニルメタンジイソシアネート(MDI)、及びカーボジイミド変成MDI、ポリメチレンポリフェニルイソシアネート、ポリメリックポリイソシアネート等が、単独で、又は併用して使用され得るものである。そのような原料には、必要に応じて架橋剤、難燃剤や充填剤、更にはローラに所望の導電性を付与するための導電性付与剤や、帯電防止剤等も、従来と同様に添加せしめられる。
【0032】
ローラ形状を与えるローラ成型部及び芯金固定駒(上駒および下駒)、発泡弾性体形成材料を注入する容器(予備注型容器)の材質は特に限定されない。その材質として、鉄などの鋼材にニッケルやクロムなどのメッキを施した金属部材、鉄、銅、アルミニウム、ステンレス鋼などの金属部材のほか、ポリカボネート、ポリアミドなどの合成樹脂やセラミックなどを適宜使用することができる。また、上下駒やローラ成型部、注入孔は離型剤を塗布したり、フッ素樹脂コーティングを施して離型性を良好にしても良い。芯金を固定する方法は特に限定されず、磁石やネジ、バネなどで固定しても良い。
【0033】
また、ローラの芯金としては、例えば硫黄快削鋼などの鋼材にニッケルなどのメッキを施した金属部材、アルミニウム、ステンレス鋼、マグネシウム合金などの金属部材が挙げられる。
【0034】
得られた発泡弾性体を所望寸法に裁断しても構わない。得られたローラ表面を研削、塗工等の加工を適宜行なっても構わない。
【0035】
本発明によれば、注入された材料のガスがローラ成形型の隙間からスムーズに抜ける為、ガスの巻き込みによるボイドの形成が抑制されるとともに、隙間への原料進入を最小限に抑え、原料のオーバーフローを防止できる。さらに下部隙間および上部隙間を設けることにより成型後の型についた残存樹脂除去が容易で自動化し易いローラの成形型を得ることができる。
【0036】
特に、上記ローラ成形型は、特に低硬度や低密度の発泡弾性体ローラを製造するために好適に用いることができる。電子写真装置に搭載するローラの中でも、トナー供給ローラは低硬度であることが好ましい。よって上記ローラ成形型は、トナー供給ローラを製造するための、トナー供給ローラ用成形型として好適である。
【実施例】
【0037】
次に具体的な実施例について図1を用いて説明する。なお、本発明は、これらの例によって何ら限定されるものではない。
【0038】
〔実施例1〕
表1の配合に従った発泡弾性体材料を、芯金を配した成形型を用いて、発泡成型することにより芯金の周囲に所定の発泡弾性体層を一体的に形成せしめてなる軟質ポリウレタンフォームローラを作成した。なお、ローラ1本当たりの発泡弾性体層の比重は0.10g/cm3である。
【0039】
【表1】
【0040】
FA908:商品名:三洋化成(株)製ポリエーテルポリオール、OH価=23。
L5366:商品名:日本ユニカー(株)製シリコーン系整泡剤。
ToyoCat ET:商品名:東ソー(株)製第3級アミン触媒。
TEDA−L33:商品名:東ソー(株)製第3級アミン触媒。
T80:商品名:三井武田ケミカル(株)製イソシアネート、NCO%=48。
M200:商品名:三井武田ケミカル(株)製イソシアネート、NCO%=31。
【0041】
図1に示すようにローラ成型部(1)に、予め硫黄快削鋼にニッケルメッキを施した外径5.0mm、長さ270mmの芯金(4)を固定したSUS304製上駒(3)及び下駒(2)を取り付けた。予めローラ成型部(1)、上駒(3)には離型剤が塗布されている。
【0042】
用いたローラ成形型は、ローラ成型部中央内径がΦ14.3mmで、そのローラ成型部断面積は160.5mm2であった。なお、本明細書中Φは直径を意味する。
【0043】
ガス抜きの隙間は図8に示すように直線状にローラ成形部と勘合する上駒(3)外周面(7)、および下駒(2)外周面(6)にそれぞれに表2に示す隙間一つあたりの平均隙間断面積及び隙間の数、隙間総面積の凹んだ隙間を設けた。さらに、表2には隙間総断面積/ローラ成型部断面積比を算出した結果を示す。
【0044】
表1に示す組成のポリオール、整泡剤、触媒、発泡剤を予め混合・攪拌させたものおよびイソシアネート成分を液温25℃に調整した。そして、両液を、表1に示すように所定量配合した発泡弾性層材料を撹拌機で5秒間撹拌した後、予備注入容器(8)に定量入れた。
【0045】
この予備注入容器を、芯金を取り付けたローラ成形型に取り付け、発泡弾性体材料を注入孔(5)より注入した後、100℃の電気炉中で20分硬化を行ない、十分に硬化させた後、成型したローラを脱型することにより、発泡弾性体層を備えたローラを得た。
【0046】
脱型後のローラ100本の外観検査をし、ボイドの大きさを分類し、次のように評価した。
◎:Φ2mm以上のボイドがいずれのローラにも無い場合(ボイドなしとみなす)。
○:画像への影響が少ないと考えられるΦ2〜3mmの小さなボイドが1本以上ある場合。
×:Φ3mmを超える大きなボイドが1本以上ある場合。
【0047】
また、オーバーフローを次のように評価した。
○:型外へのオーバーフローがない場合。
△:オーバーフローが極わずかにあるが、型表面が汚れるには至っていない場合。
×:型表面が汚れた場合。
【0048】
また、発泡弾性体層各条件3本を長手3分割し、その比重を測定した。その比重の最大値から最小値を除した値を比重幅とし、0.06g/cm3を超えた場合×、0.06〜0.03g/cm3を△、0.003g/cm3未満を○とした。
【0049】
隙間に係る条件および評価結果を表2に示す。
【0050】
〔実施例2〜6〕
上駒及び下駒の両方にローラ成形型の内部と外部を通気させる隙間を表2に示すように設けたこと以外は実施例1と同様にしてローラを作成し、評価した。
【0051】
〔比較例1〜2〕
上駒または下駒いずれか一方のみに隙間を表2に示すように設けたこと以外は実施例1と同様にしてローラを作成し、評価した。
【0052】
【表2】
【0053】
実施例1のローラでは長手方向での比重幅が多少あったが、Φ2〜3mmのボイドがあるローラが100本中5本のみで、残りはボイドがなかった。
【0054】
実施例2は小さなボイドがあるローラが100本中3本のみで、残りはボイドがなかった。
【0055】
実施例3、5は全てのローラについてボイドがなかった。
【0056】
実施例4、5、6は若干オーバーフローが見られたが、全てのローラについボイドがなかった。
【0057】
比較例1では大きなボイドがあるローラが100本中12本、小さなボイドが100本中20本あり、残りはボイドがなかった。
【0058】
比較例2ではキャビティー全体まで材料が埋まらなかったので、ボイドの評価はしなかった。
【図面の簡単な説明】
【0059】
【図1】本発明のローラ成形型の一形態を示す模式的断面図である。
【図2】本発明のローラ成形型の別の形態を示す模式的断面図である。
【図3】本発明のローラ成形型の別の形態を示す模式的断面図である。
【図4】本発明のローラ成形型の別の形態を示す模式的断面図である。
【図5】本発明のローラ成形型の別の形態を示す模式的断面図である。
【図6】従来のローラ成形型を示す模式的断面図である。
【図7】他の従来のローラ成形型を示す模式的断面図である。
【図8】本発明で用いることのできる上駒の例を示す模式図であり、(a)は下面図、(b)は側面図である。
【図9】従来の上駒の例を示す模式図であり、(a)は下面図、(b)は側面図である。
【符号の説明】
【0060】
1‥‥ローラ成型部
2‥‥下駒
3‥‥上駒
4‥‥芯金
5‥‥注入孔
6‥‥下部隙間
7‥‥上部隙間
8‥‥予備注型容器
9‥‥芯金固定穴
【特許請求の範囲】
【請求項1】
少なくともローラ成型部と、ローラ成型部にそれぞれ嵌合し芯金両端を把持する上駒及び下駒を有し、
ローラ成形型を略垂直にした状態で発泡弾性体材料を硬化および発泡させるローラ成形型であって、
該ローラ成型部両端近傍の何れか1方に、または、上駒および下駒の何れか1方に、発泡弾性体材料を注入する注入孔が設けられたローラ成形型において、
上駒とローラ成型部との嵌合部に、ローラ成形型の内部と外部を通気させることが可能な第一の隙間を有し、かつ、
下駒とローラ成型部との嵌合部に、ローラ成形型の内部と外部を通気させることが可能な第二の隙間を有する
ことを特徴とするローラ成形型。
【請求項2】
前記第一の隙間が、上駒の外周面に設けられた溝、および、ローラ成型部の上駒との嵌合面に設けられた溝、のうちの少なくとも一方であり、
前記第二の隙間が、下駒の外周面に設けられた溝、および、ローラ成型部の下駒との嵌合面に設けられた溝、のうちの少なくとも一方である
請求項1記載のローラ成形型。
【請求項3】
前記注入孔が下駒に設けられ、
注入孔から注入する発泡弾性体材料を収容する予備注型容器を有する
請求項1または2記載のローラ成形型。
【請求項4】
前記第一の隙間の総断面積および前記第二の隙間の総断面積が、いずれも、ローラ成型部断面積の0.01%以上0.85%以下であることを特徴とする請求項1から3のいずれかに記載のローラ成形型。
【請求項5】
前記第一の隙間の隙間一つあたりの断面積および前記第二の隙間の隙間一つあたりの断面積が、いずれも、0.01mm2以上0.55mm2以下であることを特徴とする請求項1から4のいずれかに記載のローラ成形型。
【請求項6】
電子写真装置に搭載されるトナー供給ローラを成形するトナー供給ローラ用成形型であって、
請求項1から5のいずれかに記載のローラ成形型であることを特徴とするトナー供給ローラ用成形型。
【請求項7】
電子写真装置に搭載される、芯金の周りに発泡弾性体層を有するトナー供給ローラの製造方法であって、
請求項1から6いずれかに記載のローラ成形型に、芯金を配し、少なくともポリオール、イソシアネートおよび水を含む発泡弾性体材料を前記ローラ成形型内に導入して、発泡成形せしめることにより、前記芯金の周りに、発泡弾性体層を形成することを特徴とするトナー供給ローラの製造方法。
【請求項1】
少なくともローラ成型部と、ローラ成型部にそれぞれ嵌合し芯金両端を把持する上駒及び下駒を有し、
ローラ成形型を略垂直にした状態で発泡弾性体材料を硬化および発泡させるローラ成形型であって、
該ローラ成型部両端近傍の何れか1方に、または、上駒および下駒の何れか1方に、発泡弾性体材料を注入する注入孔が設けられたローラ成形型において、
上駒とローラ成型部との嵌合部に、ローラ成形型の内部と外部を通気させることが可能な第一の隙間を有し、かつ、
下駒とローラ成型部との嵌合部に、ローラ成形型の内部と外部を通気させることが可能な第二の隙間を有する
ことを特徴とするローラ成形型。
【請求項2】
前記第一の隙間が、上駒の外周面に設けられた溝、および、ローラ成型部の上駒との嵌合面に設けられた溝、のうちの少なくとも一方であり、
前記第二の隙間が、下駒の外周面に設けられた溝、および、ローラ成型部の下駒との嵌合面に設けられた溝、のうちの少なくとも一方である
請求項1記載のローラ成形型。
【請求項3】
前記注入孔が下駒に設けられ、
注入孔から注入する発泡弾性体材料を収容する予備注型容器を有する
請求項1または2記載のローラ成形型。
【請求項4】
前記第一の隙間の総断面積および前記第二の隙間の総断面積が、いずれも、ローラ成型部断面積の0.01%以上0.85%以下であることを特徴とする請求項1から3のいずれかに記載のローラ成形型。
【請求項5】
前記第一の隙間の隙間一つあたりの断面積および前記第二の隙間の隙間一つあたりの断面積が、いずれも、0.01mm2以上0.55mm2以下であることを特徴とする請求項1から4のいずれかに記載のローラ成形型。
【請求項6】
電子写真装置に搭載されるトナー供給ローラを成形するトナー供給ローラ用成形型であって、
請求項1から5のいずれかに記載のローラ成形型であることを特徴とするトナー供給ローラ用成形型。
【請求項7】
電子写真装置に搭載される、芯金の周りに発泡弾性体層を有するトナー供給ローラの製造方法であって、
請求項1から6いずれかに記載のローラ成形型に、芯金を配し、少なくともポリオール、イソシアネートおよび水を含む発泡弾性体材料を前記ローラ成形型内に導入して、発泡成形せしめることにより、前記芯金の周りに、発泡弾性体層を形成することを特徴とするトナー供給ローラの製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2009−292050(P2009−292050A)
【公開日】平成21年12月17日(2009.12.17)
【国際特許分類】
【出願番号】特願2008−148114(P2008−148114)
【出願日】平成20年6月5日(2008.6.5)
【出願人】(393002634)キヤノン化成株式会社 (640)
【Fターム(参考)】
【公開日】平成21年12月17日(2009.12.17)
【国際特許分類】
【出願日】平成20年6月5日(2008.6.5)
【出願人】(393002634)キヤノン化成株式会社 (640)
【Fターム(参考)】
[ Back to top ]