
ローラ用中空シャフト、ローラ及び画像形成装置
【課題】シャフト本体とシャフト端部とが強固に密着され、振れ精度の高いローラ用中空シャフトを提供すること、及び、高品質な画像を形成することのできる、軽量なローラ及び画像形成装置を提供すること。
【解決手段】両端開口部を有する筒状のシャフト本体2と、前記両端開口部に挿入される挿入部を有するシャフト端部3Aとを備え、前記両端開口部に前記挿入部が挿入されて成るローラ用中空シャフト1Aであって、前記挿入部は、前記シャフト本体2の内周面に密着する基部と、前記基部から先端部に向かう少なくとも1つのテーパー部とを有することを特徴とするローラ用中空シャフト1A、このローラ用中空シャフト1Aの外周面に弾性層を備えたことを特徴とするローラ、並びに、このローラを備えたことを特徴とする画像形成装置。
【解決手段】両端開口部を有する筒状のシャフト本体2と、前記両端開口部に挿入される挿入部を有するシャフト端部3Aとを備え、前記両端開口部に前記挿入部が挿入されて成るローラ用中空シャフト1Aであって、前記挿入部は、前記シャフト本体2の内周面に密着する基部と、前記基部から先端部に向かう少なくとも1つのテーパー部とを有することを特徴とするローラ用中空シャフト1A、このローラ用中空シャフト1Aの外周面に弾性層を備えたことを特徴とするローラ、並びに、このローラを備えたことを特徴とする画像形成装置。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ローラ用中空シャフト、ローラ及び画像形成装置に関し、さらに詳しくは、シャフト本体とシャフト端部とが強固に密着され、振れ精度の高いローラ用中空シャフト、このローラ用中空シャフトを備えたローラ、及び、このローラを備えた画像形成装置に関する。
【背景技術】
【0002】
従来、例えば、レーザープリンター及びビデオプリンター等のプリンター、複写機、ファクシミリ、これらの複合機等の画像形成装置には、シャフトの外周面に形成された弾性層を有する各種ローラが装着されている。各種ローラとしては、例えば、クリーニングローラ、帯電ローラ、現像ローラ、転写ローラ、加圧ローラ、紙送り搬送ローラ、定着ローラ等が挙げられる。
【0003】
近年、画像形成装置は、カラー画像化されると共に、小型化、画像の高精細化及び印刷速度の高速化等の性能が急速に向上している。画像形成装置におけるこれらの性能を向上させるには、ローラを駆動させる駆動機構の小型化、ローラの回転トルク低減、ローラの回転安定性等を目的として、各種ローラを軽量化することが有効である。そして、ローラを軽量化するには、ローラの弾性層は所定の機能を達成するように設計されているから、これら機能を低下させずに弾性層を軽量化するよりも、金属等の比較的質量の重い材料で中実体に形成されることの多いシャフトを軽量化する方が好都合である。
【0004】
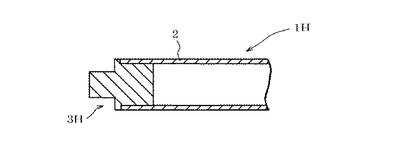
このようなローラに用いられる、中空化により軽量化されたシャフトの一例として、例えば、図8に示されるように、筒状のシャフト本体2と、シャフト本体の両端開口部に挿入される挿入部を有するシャフト端部3Hとを備え、前記シャフト本体2の両端開口部に前記シャフト端部3Hの挿入部5H(図9参照。)が挿入されて成るシャフト1Hが挙げられる。また、中空化により軽量化されたシャフトの別の一例として、例えば、「鋼製のパイプ部の両端に鋼製の軸端部を気密に摩擦圧接した芯金」(特許文献1参照。)、及び、「パイプ部と軸端部の接合部を環状のテーパー面となし、該テーパー面で互いに当接したパイプ部と軸端部との環状当接部が抵抗溶接されている」芯金が挙げられる(特許文献2の請求項1等参照。)。
【0005】
ところで、画像形成装置において高品質の画像を形成するには、画像形成装置に装着されたローラが、高い振れ精度を有し、所定の当接圧力で、周方向及び長手方向に均等に被当接体に当接又は圧接する必要がある。ローラの高い振れ精度を実現するには、画像形成装置に装着されるローラが前記の軽量化されたシャフトの外周面に弾性層が形成されて成るローラである場合には、ローラに用いられるシャフトは、シャフト本体(パイプ部)と、シャフト端部(軸端部)とが中心軸を共有するように、組み立てられていることが、特に重要である。
【0006】
ところが、図8に示されるシャフト1Hは、シャフト本体2の両端開口部に前記シャフト端部3Hの挿入部5Hを強大な押圧力で強制的に挿入して、また、特許文献1の芯金は、「予め同一外径に作製した鋼製のパイプ部5の端部と軸端部6とを対向させ、その一方を回転させながら互いに接触させて発熱させ、その接触部に十分な摩擦熱が発生したとき回転を止めて軸方向に加圧することにより、パイプ部5と軸端部6を気密に接合させ」て(特許文献1の0014欄参照。)、特許文献2の芯金は、パイプ部と軸端部との環状当接部を抵抗溶接させて(特許文献2の請求項等参照。)、製造される。したがって、これらのシャフトを、シャフト本体(パイプ部)とシャフト端部(軸端部)とが中心軸を共有するように、シャフト本体(パイプ部)とシャフト端部(軸端部)との相対的な位置を確保しつつ組み立てることは容易ではない。
【0007】
また、図8に示されるシャフト1Hは、画像形成装置に装着されて回転駆動させると、シャフト本体2とシャフト端部3Hとの結合が経時により弱まり、回転トルクの低下又はシャフト端部3Hのがたつき等が生じることがあった。
【0008】
【特許文献1】特開2000−275955号公報
【特許文献2】特開2001−173637号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
この発明の課題は、シャフト本体とシャフト端部とが強固に密着され、振れ精度の高いローラ用中空シャフトを提供することに、ある。また、この発明の課題は、高品質な画像を形成することのできる、軽量なローラ及び画像形成装置を提供すること、にある。
【課題を解決するための手段】
【0010】
前記課題を解決するための手段として、
請求項1は、両端開口部を有する筒状のシャフト本体と、前記両端開口部に挿入される挿入部を有するシャフト端部とを備え、前記両端開口部に前記挿入部が挿入されて成るローラ用中空シャフトであって、前記挿入部は、前記シャフト本体の内周面に密着する基部と、前記基部から先端部に向かう少なくとも1つのテーパー部とを有することを特徴とするローラ用中空シャフトであり、
請求項2は、請求項1に記載のローラ用中空シャフトの外周面に弾性層を備えたことを特徴とするローラであり、
請求項3は、請求項2に記載のローラを備えたことを特徴とする画像形成装置である。
【発明の効果】
【0011】
この発明に係るローラ用中空シャフトは、中空のシャフト本体を備えていることによって軽量化されていても、シャフト端部の挿入部が基部と少なくとも1つのテーパー部とを有しているから、シャフト本体の両端開口部にシャフト端部の挿入部を挿入する際及び間に、シャフト本体とシャフト端部との軸線が一致するように、テーパー部によって挿入部のシャフト本体への挿入が案内され、ローラ用中空シャフトの高い振れ精度を実現することができると共に、基部によってシャフト本体とシャフト端部とが強固に密着されることができる。したがって、この発明によれば、シャフト本体とシャフト端部とが強固に密着され、振れ精度の高いローラ用中空シャフトを提供することができる。
【0012】
また、この発明に係るローラは、この発明に係るローラ用中空シャフトの外周面に弾性層が形成されて成るから、高い振れ精度を実現することができる。したがって、この発明によれば、高品質な画像を形成することのできる、軽量なローラ及び画像形成装置を提供することができる。
【発明を実施するための最良の形態】
【0013】
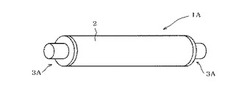
図1及び図2は、この発明に係るローラ用中空シャフトの一実施例であるローラ用中空シャフト1A(以下、シャフト1Aと称することがある。)を示す図であり、このシャフト1Aは、筒状のシャフト本体2と、シャフト本体2の両端開口部に挿入される挿入部5Aを有するシャフト端部3Aとを備えている。このローラ用中空シャフト1Aは、シャフト本体2の両端開口部にシャフト端部3Aの挿入部5Aが挿入されて、構成されている。
【0014】
図1及び図2に示されるように、シャフト本体2は、その両端部に開口(以下、両端開口部と称する。)を有する円筒体を成し、その外表面の一部又は全部に後述する弾性層が形成される。シャフト本体2は、導電特性を有していても有していなくてもよく、ローラの用途等に応じて導電特性の有無が決定される。
【0015】
シャフト本体2は、その軸線方向にわたって均一な外径を有していればよく、ローラの用途等に応じて所望の厚さに調整される。シャフト本体2の外径は、通常、例えば、5〜60mm程度に調整され、好ましくは、10〜30mm程度に調整される。シャフト本体2は、その軸線方向にわたって均一な内径を有し、したがって、シャフト本体2の厚さはその軸線方向にわたって均一になっている。シャフト本体2の厚さは、例えば、0.5〜8mm程度に調整されるのが好ましく、1〜5mm程度に調整されるのが特に好ましい。シャフト本体2の厚さが前記範囲にあると、シャフト1Aとしたときの強度を大きく低下させることがなく、シャフト1Aを用いて作製されたローラが所定の当接圧力で周方向及び長手方向に均等に被当接体に当接又は圧接する状態を保持することができる。
【0016】
シャフト本体2の内径は、通常、後述するシャフト端部3Aにおける挿入部5Aの基部6Aの外径以下に設定されるが、挿入部5Aの外径よりも小さ過ぎると、シャフト本体2に挿入部5Aを挿入するのが困難となり、また、シャフト本体2に挿入部5Aを挿入することができても、挿入部5Aの挿入によりシャフト本体2の端部近傍が拡径することがある。この点を考慮すると、シャフト本体2の内径は、好ましくは、前記厚さの範囲内であって、挿入部5A、特に基部6Aの外径に対して所定の公差を有する内径に調整される。ここで、前記所定の公差は、基部6Aの外径に対して、JIS B0401(1986)の「2.2 常用する軸基準はめあいにおける公差域の相互関係」に規定された「しばりばめ」の軸の公差域クラス「P6〜X7」に相当する公差、すなわち、寸法差約−10〜約−70μmである。シャフト本体2の内径が所定の公差を有する内径に調整されると、シャフト本体2に後述するシャフト端部3Aの挿入部5Aが挿入されて、シャフト本体2とシャフト端部3Aとが強固に密着し、シャフト1Aの回転トルクが低下すること、及び、シャフト端部3Aががたつくこと、さらに、シャフト端部3Aがシャフト本体2から抜け落ちること等を防止することができる。
【0017】
シャフト本体2は、ローラの用途等に応じて、所定長さの弾性層が形成可能な長さを有していればよく、通常、A4用紙及びA3用紙を適用することのできる長さを有する弾性層を形成可能な長さに調整される。具体的には、例えば、シャフト本体2は、200〜400mm程度の軸線長さに調整される。
【0018】
シャフト本体2は、所望の強度を有する材料で形成されればよく、このような材料としては、例えば、通常、鉄、アルミニウム、ステンレス鋼、真鍮若しくはこれらの合金等の金属、又は、熱可塑性樹脂若しくは熱硬化性樹脂等の樹脂等が挙げられる。これらの中でも、軽量化を図ることができると共に所望の強度と導電性とを有する点で、金属であるのが好ましく、アルミニウム又はステンレス鋼であるのが特に好ましい。なお、シャフト本体2に導電性が要求される場合には、前記金属を用いればよく、又は、例えば、前記樹脂で形成した絶縁性芯体にメッキを施してもよく、また、前記樹脂に導電性付与剤としてカーボンブラック又は金属粉体等を配合した材料を用いてもよい。
【0019】
図1及び図2に示されるように、シャフト端部3Aは、シャフト本体2の両端開口部に挿入されることにより、シャフト本体2の両端開口部を閉塞する。シャフト端部3Aは、シャフト本体2を一体に支持すると共に、図示しないローラの駆動機構で生じる駆動力をシャフト本体2に伝達し、シャフト本体2を回転駆動させる。このシャフト端部3Aは、導電特性を有していても有していなくてもよく、ローラの用途等に応じて導電特性の有無が決定される。
【0020】
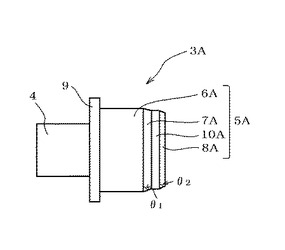
図2及び図3に示されるように、シャフト端部3Aは、シャフト本体2の外径と略同一の外径を有する円板状の鍔部9と、鍔部9における一方の表面から同心円状に突出形成された、シャフト本体2の開口部に挿入される挿入部5Aと、鍔部9における他方の表面から同心円状に突出形成された、鍔部9よりも小さな外径を有する円筒体を成す支持軸4とを備えている。
【0021】
鍔部9は、シャフト本体2の両端に当接することにより、シャフト端部3Aへのシャフト本体2の挿入量を調節する。鍔部9は中実に形成されているのがよい。なお、鍔部9の厚さ等は特に制限されず、適宜調整される。
【0022】
挿入部5Aは、シャフト1Aを組み立てる際又は間に、シャフト端部3Aとシャフト本体2との軸線が一致するように、シャフト端部3Aのシャフト本体2への挿入を案内すると共に、シャフト端部3Aがシャフト本体2に挿入された後には、シャフト端部3Aとシャフト本体2との強固な密着状態を実現し、かつ、シャフト1Aの強度を保持する。
【0023】
図3に示されるように、挿入部5Aは、シャフト本体2の内周面に密着する基部6Aと、基部6Aの端面から延在する第1のテーパー部7Aと、第1のテーパー部7Aの端面から延在する柱体部10Aと、柱体部10Aの端面から延在する第2のテーパー部8Aとを有する。
【0024】
図3に示されるように、基部6Aは、均一な外径を有する円柱体を成し、その外径は、シャフト本体2の内径と略同一又はシャフト本体2の内径よりもわずかに大きくなっている。例えば、基部6Aは、前記シャフト本体2の内径における所定の公差の範囲内において、前記シャフト本体2の内径よりもわずかに大きな外径を有しているのがよい。なお、製造上の観点から、基部6Aの外径は適度な公差を有していてもよい。基部6Aの外径がシャフト本体2の内径と略同一又はシャフト本体2の内径よりもわずかに大きくなっていると、シャフト本体2とシャフト端部3Aとが強固に密着し、回転トルクが低下すること、及び、シャフト端部3Aががたつくこと、さらに、シャフト端部3Aがシャフト本体2から抜け落ちること等を防止することができる。
【0025】
基部6Aの軸線方向の長さは特に限定されないが、短すぎると、シャフト本体2との強固な密着状態を確保することができず、一方、長すぎると、シャフト1Aの軽量化を図ることができないことがある。したがって、基部6Aは、シャフト1Aの軽量化を大きく犠牲にすることなく、シャフト本体2との強固な密着状態を確保することができる軸線方向長さに調整されることが重要であり、この基部6Aにおいては、例えば、その軸線方向長さは、0.5〜40mmに調整されるのが好ましく、1〜15mmに調整されるのが特に好ましい。
【0026】
図3に示されるように、第1のテーパー部7Aは、先端に向かって、その直径が次第に減少する円錐台形状になっている。第1のテーパー部7Aがこのように円錐台形状になっていると、シャフト端部3Aの挿入部5Aをシャフト本体2に挿入する際又は間に、第1のテーパー部7Aの外周面が、シャフト本体2の開口部に接することによって、シャフト端部3Aとシャフト本体2との軸線が一致するように、シャフト端部3Aのシャフト本体2への挿入を案内することができる。
【0027】
第1のテーパー部7Aにおける直径の減少割合、すなわち、円錐台形状の底面に対する外周面(母線)の傾斜角θ1(図3参照)は、第1のテーパー部7Aの外周面がシャフト端部3Aのシャフト本体2への挿入を案内することができる角度であればよく、例えば、30〜89.99°に調整されるのが好ましく、70〜89.9°に調整されるのが特に好ましい。この傾斜角θ1は、シャフト端部3Aのシャフト本体2への挿入を案内して、シャフト端部3Aとシャフト本体2との軸線を高精度に一致させることができる点で、後述する第2のテーパー部8Aにおける傾斜角θ2よりも大きいのが好ましいが、傾斜角θ1とθ2との差は特に限定されない。第1のテーパー部7Aの軸線方向長さはシャフト端部3Aのシャフト本体2への挿入を案内することができる長さであればよく、シャフト本体2の内径等に応じて適宜調整される。シャフト端部3Aにおける第1のテーパー部7Aの軸線方向長さは、例えば、0.2〜5mmに調整されている。第1のテーパー部7Aは、その最大外径(基部6Aの外径と同じ外径)がシャフト本体2の内径に対して100.01〜101%に調整されるのが好ましく、100.03〜100.06%に調整されるのが特に好ましく、その最小外径がシャフト本体2の内径に対して98〜99.9%に調整されるのが好ましく、98.5〜99.3%に調整されるのが特に好ましい。
【0028】
図3に示されるように、柱体部10Aは均一な外径を有する円柱体になっている。この柱体部10Aは、第1のテーパー部7Aと後述する第2のテーパー部8Aとを連結し、シャフト端部3Aのシャフト本体2への挿入を円滑に案内する。柱体部10Aの外径は特に限定されず、この例では、第1のテーパー部7Aの端面(最小外径)と同一の外径に調整されている。
【0029】
図3に示されるように、第2のテーパー部8Aは、先端に向かって、その直径が次第に減少する円錐台形状になっている。第2のテーパー部8Aがこのように円錐台形状になっていると、シャフト端部3Aの挿入部5Aをシャフト本体2に挿入する際又は間に、第2のテーパー部8Aの外周面が、シャフト本体2の開口部に接することによって、シャフト端部3Aとシャフト本体2との軸線が一致するように、シャフト端部3Aのシャフト本体2への挿入を、案内する。
【0030】
第2のテーパー部8Aにおける直径の減少割合、すなわち、円錐台形状の底面に対する外周面(母線)の傾斜角θ2(図3参照)は、シャフト端部3Aのシャフト本体2への挿入を案内することができる角度であればよく、例えば、30〜89.99°に調整されるのが好ましく、70〜89.9°に調整されるのが好ましい。この傾斜角θ2は、シャフト端部3Aのシャフト本体2への挿入を案内して、シャフト端部3Aとシャフト本体2との軸線を高精度に一致させることができる点で、第1のテーパー部7Aにおける傾斜角θ1よりも小さいのが好ましいが、傾斜角θ1とθ2との差は特に限定されない。第2のテーパー部8Aの軸線方向長さはシャフト端部3Aのシャフト本体2への挿入を案内することができる長さであればよく、シャフト本体2の内径等に応じて適宜調整される。シャフト端部3Aにおける第2のテーパー部8Aの軸線方向長さは、例えば、0.2〜5mmに調整されている。また、第2のテーパー部8Aは、その最大外径(柱体部10Aの外径と同じ外径)がシャフト本体2の内径に対して98〜99.9%に調整されるのが好ましく、98.5〜99.3%に調整されるのが特に好ましく、その最小外径がシャフト本体2の内径に対して96〜97.9%に調整されるのが好ましく、96.5〜97.3%に調整されるのが特に好ましい。
【0031】
基部6A、第1のテーパー部7A、柱体部10A及び第2のテーパー部8Aを備えて成る挿入部5Aは、中実に形成されている。挿入部5Aが中実に形成されると、シャフト1Aとしたときに、シャフト1Aの両端部も中実になり、シャフト端部3Aとシャフト本体2とが強固に密着されると共に、シャフト1Aの強度を保持することができる。その結果、シャフト1Aを用いて作製されたローラを画像形成装置に装着すると、ローラを所定の当接圧力で周方向及び長手方向に均等に被当接体に当接又は圧接させることができる。
【0032】
図2及び図3に示されるように、支持軸4は、鍔部9における他方の表面から同心円状に突出し、すなわち、鍔部9及び挿入部5Aと同心を有する円筒体に形成されている。支持軸4は、図示しない画像形成装置等に設けられた軸受けに回転可能に支持され、図示しない駆動機構で生じる駆動力を挿入部5Aを介してシャフト本体2に伝達する。支持軸4の軸線長さは支持される軸受け等に応じて調整され、支持軸4の外径は通常鍔部9の外径よりも小さく調整される。
【0033】
図1に示されるように、シャフト1Aにおける2つのシャフト端部3Aは、同一形状に形成されている。シャフト端部3Aは、鍔部9、挿入部5A及び支持軸4が一体に形成されても、それぞれを別個に形成した後、接着等により一体化してもよい。
【0034】
シャフト端部3A、特に挿入部5Aは、シャフト本体2に挿入され、かつ、シャフト本体2との強固な密着を確保することのできる強度を有する材料で形成されればよく、このような材料としては、例えば、通常、鉄、アルミニウム、ステンレス鋼、真鍮若しくはこれらの合金等の金属、又は、熱可塑性樹脂若しくは熱硬化性樹脂等の樹脂等が挙げられる。これらの中でも、所望の強度と導電性とを十分に確保することができる点で、金属であるのが好ましく、アルミニウム又はステンレス鋼であるのが特に好ましい。支持軸4は、挿入部5Aと同一の材料で形成されても、異なる材料で形成されてもよい。
【0035】
シャフト端部3Aは、シャフト本体2と同一の材料で形成されても、異なる材料で形成されてもよい。シャフト本体2とシャフト端部3Aとが異なる材料で形成される場合は、例えば、軽量かつ強度の高いアルミニウムで形成されたシャフト本体2と、より強度の高いステンレス鋼で形成されたシャフト端部3Aが挙げられる。
【0036】
シャフト1Aは、シャフト本体2の両端開口部に、シャフト端部3Aにおける挿入部5Aが挿入されて成る。シャフト本体2の両端開口部に挿入部5Aを挿入するには、通常、圧入機(例えば、商品名「圧入機CYPIII」、新東工業株式会社製)を用いて、シャフト本体2及びシャフト端部3Aが変形しない程度の押圧力、例えば、0.5〜3tで、シャフト端部3Aをシャフト本体2に内挿し、又は、シャフト本体2をシャフト端部3Aに外挿する。このとき、シャフト本体2とシャフト端部3Aとの軸線が一致していない状態にある場合に、シャフト端部が挿入部6のテーパー部を有していないと、前記押圧力によって、両者の軸線が一致していない状態にシャフト本体2にシャフト端部が強制的に挿入されてしまう。また、シャフト端部3Aのシャフト本体への挿入がシャフト本体2の軸線方向から少しでもずれると、両者の軸線が一致していない状態にシャフト本体2にシャフト端部が強制的に挿入されてしまう。
【0037】
ところが、この発明に係るシャフトの一実施例であるシャフト1Aにおいては、シャフト端部3Aの挿入部5Aがテーパー部7A及び8Aを有しているから、たとえ、シャフト本体2とシャフト端部3Aとの軸線が一致していない状態及び/又はシャフト端部3Aのシャフト本体への挿入がシャフト本体2の軸線方向からずれた状態でシャフト本体2にシャフト端部3Aが挿入されようとしても、テーパー部7A及び8Aによって、シャフト本体2とシャフト端部3Aとの相対的な挿入が案内されて、シャフト本体2とシャフト端部3Aとの軸線の不一致が修正されると同時にシャフト本体2にシャフト端部3Aが挿入される。特に、シャフト端部3Aは、2つのテーパー部、すなわち、第1のテーパー部7A及び第2のテーパー部8Aを備えているから、まず、第2のテーパー部8Aによって、シャフト本体2とシャフト端部3Aとの軸線の不一致が修正され、さらに、第1のテーパー部7Aによって、シャフト本体2とシャフト端部3Aとの軸線の不一致が微修正されて、シャフト1Aにおけるシャフト本体2とシャフト端部3Aとの軸線をより厳密に一致させることができる。そして、シャフト端部3Aが2つのテーパー部7A及び8Aを備えていると、2つのテーパー部7A及び8Aそれぞれの軸線方向長さを長くしなくても、前記したように、シャフト本体2とシャフト端部3Aとの軸線を一致させることができるから、シャフト端部3Aの軽量化を図ることができ、その結果、シャフト1Aの軽量化と高い振れ精度を両立させることができる。
【0038】
ここで、シャフト1Aの振れ精度は、シャフト1Aを軸線に垂直な任意の平面における、シャフト1Aの中心点から平面上に位置するシャフト本体2の外周面までの距離の均一性を表す。この発明におけるシャフトの一実施例であるシャフト1Aは0.030mm以下の高い振れ精度を有している。
【0039】
シャフトの振れ精度は、例えば、シャフトの中心点からこの中心点を含むシャフトに垂直な前記平面上に位置するシャフト本体の外周面までの最長距離(最大半径)L2と最短距離(最小半径)L1との差(L2−L1)(L2及びL1は図示せず)を示された値として、算出される。具体的には、シャフトの振れ精度は、シャフトの中心点からシャフト本体の外周面までの最長距離L2と最短距離L1との差を示した値であり、より具体的には、各測定点において、式[L2−L1](mm)で算出される。ここで、シャフトの振れ精度は、シャフトを回転させながら、レーザー測長機により、各測定点における、シャフトの中心点からシャフト本体の外周面までの距離を測定し、測定された最長距離と最短距離とから、前記式により算出することができる。
【0040】
このシャフト1Aは、例えば、図7に示される画像形成装置30等に配設された場合に、その一端を接地し、又は、バイアス電圧を印加することにより、例えば、像担持体の電圧、現像剤への電荷の注入、像担持体からの現像剤の搬送による潜像の現像等の機能を発揮する。
【0041】
図1〜図3に示されるように、シャフト1Aは、シャフト本体2にシャフト端部3Aが、シャフト本体2の内周面にシャフト端部3Aの基部6Aが密着するように、挿入又は嵌入されて、製造される。このとき、挿入部5Aの基部6A及びシャフト本体2の内径は前記した径に調整されているから、シャフト本体2の両端開口部が大きく拡径することなく、挿入部6Aがシャフト本体2に挿入される。それ故、シャフト本体2とシャフト端部3Aとが強固に密着され、画像形成装置に装着されて使用されても、シャフト本体2とシャフト端部3Aとの密着状態が経時により弱まることが防止され、回転トルクが低下すること、シャフト端部3Aががたつくこと、さらに、シャフト端部3Aがシャフト本体2から抜け落ちること等が生じにくくなる。したがって、シャフト1Aによれば、図示しない軸受けに支持された支持軸4を介して、図示しない駆動機構で生じる駆動力をシャフト本体2に伝達することができ、その結果、シャフト1Aを所望のように回転駆動させることができる。
【0042】
また、シャフト1Aは、図2に示されるように、シャフト本体2の中空部とその両端に中実の挿入部5Aとを有するから、シャフト1Aを軽量化することができる。そして、シャフト1Aは、挿入部5Aのテーパー部7A及び8Aによって、シャフト本体2とシャフト端部3Aとの軸線が一致するように、シャフト本体2とシャフト端部3Aとが組み立てられているから、シャフト1Aが軽量化されても、きわめて高い振れ精度を実現することができる。その結果、シャフト1Aに弾性層を形成したローラを画像形成装置に装着した場合に、所定の当接圧力で周方向及び長手方向に均等に被当接体に当接又は圧接するローラの当接状態を保持することができる。したがって、シャフト1Aによれば、軽量化しても高品質な画質を保持することができ、換言すると、軽量であっても高品質な画像を形成することに大きく貢献することができる。
【0043】
図4及び図5は、この発明に係るローラ用中空シャフトに適用されることのできるシャフト端部の別の一実施例であるシャフト端部3B〜3Gを示す図である。
【0044】
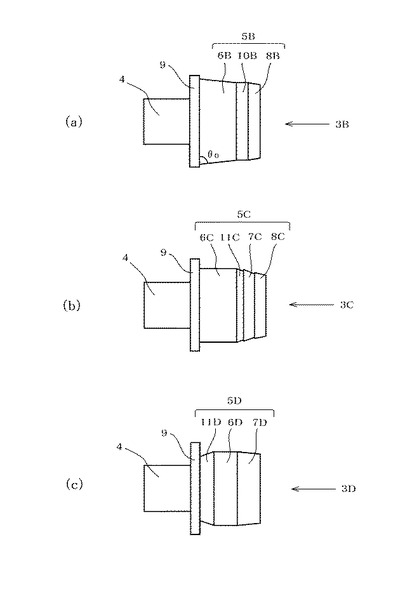
図4(a)に示されるように、シャフト端部3Bは、シャフト端部3Aにおける基部6Aに第1のテーパー部7Aの機能を持たせたシャフト端部である。このシャフト端部3Bは、鍔部9と、鍔部9における一方の表面から同心円状に突出形成された、シャフト本体2の開口部に挿入される挿入部5Bと、鍔部9における他方の表面から同心円状に突出形成された支持軸4とを備えている。鍔部9及び支持軸4はシャフト端部3Aにおける鍔部9及び支持軸4と基本的に同様である。
【0045】
挿入部5Bは、中実に形成され、シャフト端部3Aの挿入部5Aと同様に、シャフト端部3Bのシャフト本体2への挿入を案内すると共に、シャフト端部3Bとシャフト本体2とを強固な密着状態を実現し、かつ、シャフトの強度を保持する。図4(a)に示されるように、挿入部5Bは、シャフト本体2の内周面に密着する基部6Bと、基部6Bの端面から延在する柱体部10Bと、柱体部10Bの端面から延在する第2のテーパー部8Bとを有している。
【0046】
図4(a)に示されるように、基部6Bは、先端に向かって、その直径が次第に減少する円錐台形状を成し、その最大外径がシャフト本体2の内径と略同一又はシャフト本体2の内径よりもわずかに(例えば、前記交差分)大きくなっている以外は、基本的に、シャフト端部3Aにおける基部6Aと同様である。このように、基部6Bが円錐台形状を成していると、シャフト端部3Bのシャフト本体2への挿入を案内すると共に、基部6Bがシャフト本体2に挿入されたときに、基部6B特に最大外径を有する部分が変形して、基部6Bとシャフト本体2の内周面とがより一層強固に密着する。
【0047】
基部6Bにおける直径の減少割合、すなわち、円錐台形状の底面に対する外周面(母線)の傾斜角θ0は、シャフト本体2を変形させることなく基部6Bが挿入されることができる角度であればよく、例えば、88〜89.9°に調整されるのが好ましく、88〜89.5°に調整されるのが好ましい。この傾斜角θ0は、後述する第2のテーパー部8Bの傾斜角θ2と同じ角度又は傾斜角θ2よりも大きければよく、傾斜角θ2よりも大きいのが好ましい。基部6Bの軸線方向長さは適宜調整され、例えば、3〜8mmに調整されている。基部6Bは、その最大外径がシャフト本体2の内径に対して100.01〜101%に調整されるのが好ましく、100.03〜100.06%に調整されるのが特に好ましく、その最小外径がシャフト本体2の内径に対して98〜99.9%に調整されるのが好ましく、98.5〜99.3%に調整されるのが特に好ましい。基部6Bは、シャフト本体2の材料よりも変形しやすい材料で好適に製造されるのが好ましい。
【0048】
図4(a)に示されるように、柱体部10Bは均一な外径を有する円柱体になっている。この柱体部10Bは、基部6Bと後述する第2のテーパー部8Bとを連結し、シャフト端部3Bのシャフト本体2への挿入を円滑に案内する。柱体部10Bの外径は特に限定されず、この例では、基部6Bの最小外径と同一の外径に調整されている。
【0049】
第2のテーパー部8Bは、直径の減少割合、すなわち、円錐台形状の底面に対する外周面(母線)の傾斜角θ2が、基部6Bにおける傾斜角θ0よりも大きく形成されている以外は、シャフト端部3Aにおける第2のテーパー部7Bと基本的に同様に構成されている。
【0050】
このシャフト端部3Bは、基部6B及び第2のテーパー部8Bを備えた挿入部5Bを有しているから、まず、第2のテーパー部8Bによって、シャフト本体2とシャフト端部3Bとの軸線の不一致が修正され、次いで、基部6Bによって、シャフト本体2とシャフト端部3Bとの軸線の不一致が微修正されて、シャフト本体2とシャフト端部3Bとの軸線の不一致が修正されつつ、シャフト本体2にシャフト端部3Bが挿入される。その結果、挿入部5Bの軸線方向長さを長くしなくても、前記したように、シャフト1Aの軽量化ときわめて高い振れ精度を両立させることができる。シャフト本体2にシャフト端部3Bが、シャフト本体2の内周面にシャフト端部3Bの基部6Bが密着するように、挿入又は嵌入されて、シャフトが製造される。このとき、基部6B及びシャフト本体2の内径は前記した径に調整され、かつ、基部6Bは挿入された後にシャフト本体2の内周面に沿って変形するから、シャフト本体2の両端開口部が大きく拡径することなく、挿入部6Bがシャフト本体2に挿入又は嵌入されて、シャフト本体2とシャフト端部3Bとが強固に密着される。また、シャフト端部3Bを備えたシャフトは、シャフト本体2の中空部とその両端に中実の挿入部5Bとを有するから、軽量化と高い振れ精度とを実現することができる。
【0051】
図4(b)に示されるように、シャフト端部3Cは、第1のテーパー部7C及び第2のテーパー部8Cを連続して形成したシャフト端部である。このシャフト端部3Cは、鍔部9と、鍔部9における一方の表面から同心円状に突出形成された、シャフト本体2の両端開口部に挿入される挿入部5Cと、鍔部9における他方の表面から同心円状に突出形成された支持軸4とを備えている。鍔部9及び支持軸4はシャフト端部3Aにおける鍔部9及び支持軸4と基本的に同様である。
【0052】
挿入部5Cは、中実に形成され、シャフト端部3Aの挿入部5Aと同様に、シャフト端部3Cのシャフト本体2への挿入を案内すると共に、シャフト端部3Cとシャフト本体2とを強固な密着状態を実現し、かつ、シャフトの強度を保持する。図4(b)に示されるように、挿入部5Cは、シャフト本体2の内周面に密着する基部6Cと、基部6Cの端面から延在する接続部11Cと、接続部11Cの端面から延在する第1のテーパー部7Cと、第1のテーパー部7Cの端面から延在する第2のテーパー部8Cとを有する。基部6Cはシャフト端部3Aにおける基部6Aと基本的に同様である。
【0053】
接続部11Cは、基部6Cと第1のテーパー部7Cとを接続する円錐台状に形成されている。接続部11Cは、基部6C及び後述する第1のテーパー部7Cの外径よりも小さな外径となるように形成され、シャフト端部3Cのシャフト本体2への挿入の際又は間に、シャフト本体2の開口部に接触しないようになっている。
【0054】
図4(b)に示されるように、第1のテーパー部7Cは、接続部11Cの端面から延在し、接続部11Cの外径よりも大きな外径を有する端面から先端に向かって、その直径が次第に減少する円錐台形状になっている以外は、シャフト端部3Aにおける第1のテーパー部7Aと基本的に同様に構成されている。一方、第2のテーパー部8Cは、第1のテーパー部7Cの端面から延在し、第1のテーパー部7Cの外径よりも大きな外径を有する端面から先端に向かって、その直径が次第に減少する円錐台形状になっている以外は、シャフト端部3Aにおける第2のテーパー部8Aと基本的に同様に構成されている。したがって、このシャフト端部3Cは、シャフト端部3Aと同様に機能する。
【0055】
図4(c)に示されるように、シャフト端部3Dは、シャフト端部3Dのシャフト本体2への挿入を案内するテーパー部を1つ有するシャフト端部である。このシャフト端部3Dは、鍔部9と、鍔部9における一方の表面から同心円状に突出形成された、シャフト本体2の両端開口部に挿入される挿入部5Dと、鍔部9における他方の表面から同心円状に突出形成された支持軸4とを備えている。鍔部9及び支持軸4はシャフト端部3Aにおける鍔部9及び支持軸4と基本的に同様である。
【0056】
挿入部5Dは、中実に形成され、シャフト端部3Aの挿入部5Aと同様に、シャフト端部3Dのシャフト本体2への挿入を案内すると共に、シャフト端部3Dとシャフト本体2とを強固な密着状態を実現し、かつ、シャフトの強度を保持する。図4(c)に示されるように、挿入部5Dは、鍔部9の一方の表面から延在し、その直径が次第に増大する逆円錐台形状の接続部11Dと、接続部11Dの端面から延在し、シャフト本体2の内周面に密着する基部6Dと、基部6Dの端面から延在する第1のテーパー部7Dとを有する。基部6D及び第1のテーパー部7Dは、シャフト端部3Aにおける基部6A及び第1のテーパー部7Aと基本的に同様に構成されている。なお、第1のテーパー部7Dは、シャフト端部3Dのシャフト本体2への挿入をより確実に案内する点で、その軸線方向長さが第1のテーパー部7Aよりも長めに設定されるのが好ましい。接続部11Dは、鍔部9と基部6Bとを接続する。接続部11Dの最大外径は特に限定されず、この例では、基部6Dの端面と同一の外径に調整されている。
【0057】
このシャフト端部3Dは、第1のテーパー部7Dを備えた挿入部5Dを有しているから、第1のテーパー部7Dによって、シャフト本体2とシャフト端部3Dとの軸線の不一致が修正されつつ、シャフト本体2にシャフト端部3Dが挿入される。その結果、シャフト1Aの軽量化と高い振れ精度を両立させることができる。シャフト本体2にシャフト端部3Dが、シャフト本体2の内周面にシャフト端部3Dの基部6Bが密着するように、挿入又は嵌入されて、シャフトが製造される。このとき、前記したように、基部6D及びシャフト本体2の内径は前記した径に調整されているから、シャフト本体2とシャフト端部3Dとが強固に密着される。また、シャフト端部3Dを備えたシャフトは、シャフト本体2の中空部とその両端に中実の挿入部5Dとを有するから、軽量化と高い振れ精度とを実現することができる。
【0058】
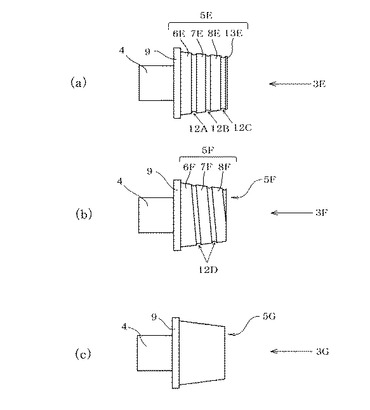
図5(a)に示されるように、シャフト端部3Eは、鍔部9の端面から延在し、先端に向かって、その直径が次第に減少する円錐台形状を成す挿入部5Eにおける外周面に、周方向に一巡する溝が略平行に略等間隔で3本形成されて成るシャフト端部である。このシャフト端部3Eは、鍔部9と、鍔部9における一方の表面から同心円状に突出形成された、シャフト本体2の開口部に挿入される挿入部5Eと、鍔部9における他方の表面から同心円状に突出形成された支持軸4とを備えている。鍔部9及び支持軸4はシャフト端部3Aにおける鍔部9及び支持軸4と基本的に同様である。
【0059】
挿入部5Eは、中実に形成され、シャフト端部3Aの挿入部5Aと同様に、シャフト端部3Eのシャフト本体2への挿入を案内すると共に、シャフト端部3Eとシャフト本体2とを強固な密着状態を実現し、かつ、シャフトの強度を保持する。この挿入部5Eは、3本の溝12A、12B及び12Cによって、基部6E、第1のテーパー部7E、第2のテーパー部8E及び第3のテーパー部13Eが区画されて成る。したがって、基部6E、第1のテーパー部7E、第2のテーパー部8E及び第3のテーパー部13Eそれぞれにおける直径の減少割合すなわち傾斜角θ0、θ1、θ2及びθ3は同じ値であり、通常、傾斜角は88〜89.9°程度に設定される。基部6Eは、傾斜角を除いてシャフト端部3Bの基部6Bと基本的に同様に構成され、基本的に同様に機能する。第1のテーパー部7E及び第2のテーパー部8Eは、シャフト端部3Aの第1のテーパー部7A及び第2のテーパー部8Aと傾斜角を除いて基本的に同様に構成されている。第3のテーパー部13Eはシャフト端部3Aの第2のテーパー部8Aと傾斜角を除いて基本的に同様に構成されている。
【0060】
このシャフト端部3Eは、基部6E、第1のテーパー部7E、第2のテーパー部8E及び第3のテーパー部13Eを備えているから、基部6E、第1のテーパー部7E、第2のテーパー部8E及び第3のテーパー部13Eによって、シャフト本体2とシャフト端部3Eとの軸線の不一致が修正されつつ、シャフト本体2にシャフト端部3Eが挿入される。その結果、シャフト1Aの軽量化ときわめて高い振れ精度を両立させることができる。シャフト本体2にシャフト端部3Eが、シャフト本体2の内周面にシャフト端部3Eの基部6Eが密着するように、挿入又は嵌入されて、シャフトが製造される。このとき、基部6E及びシャフト本体2の内径は前記した径に調整され、かつ、基部6Eは挿入された後にシャフト本体2の内周面に沿って変形するから、シャフト本体2とシャフト端部3Eとがより一層強固に密着される。また、シャフト端部3Eを備えたシャフトは、シャフト本体2の中空部とその両端に中実の挿入部5Eとを有するから、軽量化ときわめて高い振れ精度とを実現することができる。
【0061】
図5(b)に示されるように、シャフト端部3Fは、鍔部9の端面から延在し、先端に向かって、その直径が次第に減少する円錐台形状を成す挿入部5Fにおける外周面に、周方向に対してある角度で延在する螺旋状の溝12Dが形成されたシャフト端部である。このシャフト端部3Fは、鍔部9と、鍔部9における一方の表面から同心円状に突出形成された、シャフト本体2の開口部に挿入される挿入部5Fと、鍔部9における他方の表面から同心円状に突出形成された支持軸4とを備えている。鍔部9及び支持軸4はシャフト端部3Aにおける鍔部9及び支持軸4と基本的に同様である。
【0062】
挿入部5Fは、1本の螺旋状の溝12Dによって、基部6F、第1のテーパー部7F及び第2のテーパー部8Fが画成されて成る以外は、挿入部5Eと基本的に同様である。溝12Dが延在する角度は、挿入部5Fに、少なくとも基部6F及び第1のテーパー部7Fが形成される角度であればよく、挿入部5Fの軸線方向長さ等に応じて適宜調整される。挿入部5Fにおいては、挿入部5Fの周方向に対して5°に調整されている。このシャフト端部3Fは、シャフト端部3Fと基本的に同様の機能を発揮する。
【0063】
図5(c)に示されるように、シャフト端部3Gは、シャフト端部3Bにおいて柱体部10Bが形成されていないシャフト端部である。すなわち、このシャフト端部3Gは、鍔部9と、鍔部9における一方の表面から同心円状に突出形成された、シャフト本体2の開口部に挿入される挿入部5Gと、鍔部9における他方の表面から同心円状に突出形成された支持軸4とを備えている。鍔部9及び支持軸4はシャフト端部3Aにおける鍔部9及び支持軸4と基本的に同様である。
【0064】
挿入部5Gは、シャフト端部3Bにおける基部6Bと第2のテーパー部8Bとが連結されて一体に形成されて成り、先端に向かって、その直径が次第に減少する中実の円錐台形状を成している。したがって、この挿入部5Gは、基部6B及び第2のテーパー部8Bの機能を果たし、シャフト端部3Bと同様の機能を発揮する。
【0065】
この発明に係るローラ用中空シャフト1Aにおいて、シャフト本体2及びシャフト端部3A〜3G(以下、シャフト端部3と称することがある。)は、前記材料を用いて、常法により、作製することができる。例えば、前記材料を、切削、研削、切り出し、各種成形法等により、シャフト本体2及びシャフト端部3を所望の形状に形成することができる。また、テーパー部等に施されるC面加工及びR面加工は、NC自動盤等によって、実施することができる。
【0066】
次いで、圧入機(例えば、商品名「圧入機CYPIII」、新東工業株式会社製)を用いて、シャフト本体2及びシャフト端部3が変形しない程度の押圧力、例えば、0.5〜3tで、このようにして作製されたシャフト本体2の両端部にシャフト端部3を内挿し、又は、シャフト本体2をシャフト端部3に外挿する。このとき、シャフト端部3は、その基部から先端部に向かう少なくとも1つのテーパー部を有しているから、前記テーパー部によって、シャフト本体2とシャフト端部3Aとの相対的な挿入が案内されて、シャフト本体2とシャフト端部3Aとの軸線の不一致が修正されると同時にシャフト本体2にシャフト端部3Aが挿入される。したがって、シャフト本体とシャフト端部とが強固に密着され、振れ精度の高い軽量化されたローラ用中空シャフトを生産効率良く作製することができる。故に、この発明によれば、シャフト本体とシャフト端部とが強固に密着され、振れ精度の高い軽量化されたローラ用中空シャフトを生産効率良く作製することができるローラ用中空シャフトの製造方法を提供するという目的を達成することができる。
【0067】
この発明に係るローラ用中空シャフトは、前記した実施例に限定されることはなく、本願発明の目的を達成することができる範囲において、種々の変更が可能である。例えば、前記実施例におけるシャフトは、同一形状に形成された2つのシャフト端部3を備えているが、この発明に係るシャフトは、異なる形状に形成されたシャフト端部を備えていてもよい。
【0068】
また、前記実施例におけるシャフトは、シャフト本体2とシャフト端部3とにより、その中空部が気密状態に閉塞されているが、この発明においては、シャフトの中空部がほぼ気密状態になっている必要はなく、例えば、挿入部の外周面が凹凸形状に形成され、シャフトの中空部が開放するようになっていてもよく、また、挿入部に貫通孔が穿設され、シャフトの中空部が開放するようになっていてもよい。
【0069】
さらに、前記実施例におけるシャフトは、円筒状のシャフト本体2に円筒状のシャフト端部3を挿入して成るが、この発明においては、シャフト本体及びシャフト端部が円筒状を成している必要はなく、例えば、シャフト本体及び/又はシャフト端部が楕円状であっても多角柱状であってもよい。
【0070】
また、前記実施例における基部、第1のテーパー部、第2のテーパー部及び第3のテーパー部の円錐台形状は、それぞれC面加工されて形成されているが、この発明においては、前記円錐台形状は、先端に向かって、その直径が次第に減少する形状であればよく、その外周面は平面とされている必要はない。例えば、円錐台形状の外周面が、R面加工されて、湾曲していてもよい。
【0071】
さらに、前記実施例におけるシャフト端部3A、3B、3C及び3Dはそれぞれ、柱体部10A及び10B並びに接続部11C及び11Dが形成されているが、この発明においては、柱体部及び接続部は形成されている必要はない。
【0072】
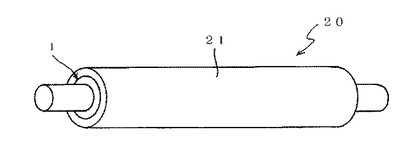
図6に示されるように、この発明に係るローラの一実施例であるローラ20は、この発明に係るローラ用中空シャフト1と、弾性層21とを備え、例えば、図7に示される画像形成装置30等に配設される。ローラ用中空シャフト1は前記した通りである。
【0073】
前記弾性層21は、ローラ用中空シャフト1の外周面に後述するゴム組成物を硬化して成る。弾性層21は、ローラの用途等に応じて、その特性が決定され、例えば、気泡等を含有しない弾性層、気泡又は中空部を含有する発泡弾性層、導電性弾性層及び絶縁性弾性層等に形成される。弾性層21が導電性弾性層に形成される場合には、弾性層21は、101〜107Ωの電気抵抗値を有しているのが好ましい。弾性層21の電気抵抗値は、電気抵抗計(商品名:ULTRA HIGH RESISTANCE METER R8340A、株式会社アドバンテスト製)を用い、ローラ20を水平に置き、5mmの厚さ、30mmの幅、及び、ローラ20を載せることのできる長さを有する金メッキ製板を電極とし、500gの荷重をローラ用中空シャフト1の両端それぞれに支持させた状態にして、ローラ用中空シャフト1と電極との間にDC100Vを印加し、1秒後の電気抵抗計の値を読みとり、この値を電気抵抗値とする方法により、測定することができる。
【0074】
弾性層21は、20〜70のJIS A硬度を有しているのが好ましい。弾性層21が20〜70のJIS A硬度を有していると、ローラ20と被当接体との接触面積を大きくすることができ、高品質の画像を形成することができる。
【0075】
弾性層21は、被当接体との当接状態において、被当接体と弾性層21との均一なニップ幅を確保することができる点で、その厚さは、1mm以上であるのが好ましく、4mm以上であるのがより好ましい。一方、弾性層21の厚さの上限は、用途に応じて任意に調整され、例えば、30mm以下であるのが好ましく、20mm以下であるのがより好ましい。
【0076】
弾性層21を形成するゴム組成物は、ゴムを含有し、所望により、各種添加剤、導電性付与剤及び発泡剤をさらに含有する。
【0077】
前記ゴムは、特に限定されず、例えば、シリコーン若しくはシリコーン変性ゴム、ニトリルゴム、エチレンプロピレンゴム(エチレンプロピレンジエンゴムを含む。)、スチレンブタジエンゴム、ブタジエンゴム、イソプレンゴム、天然ゴム、アクリルゴム、クロロプレンゴム、ブチルゴム、エピクロールヒドリンゴム、ウレタンゴム、フッ素ゴム等の液状ゴムが挙げられるが、シリコーン若しくはシリコーン変性ゴムが、耐熱性及び帯電特性等に優れる点で、好ましい。これらのゴムは、液状タイプであっても、ミラブルタイプであってもよく、弾性層21の成形方法、弾性層21に要求される特性等に応じて、適宜選択することができる。
【0078】
前記各種添加剤としては、例えば、鎖延長剤及び架橋剤等の助剤、触媒、分散剤、老化防止剤、酸化防止剤、充填材、顔料、着色剤、加工助剤、軟化剤、可塑剤、乳化剤、耐熱性向上剤、難燃性向上剤、受酸剤、熱伝導性向上剤、離型剤、溶剤等が挙げられる。これらの各種添加剤は、通常用いられる添加剤であってもよく、用途に応じて特別に用いられる添加剤であってもよい。
【0079】
前記導電性付与剤は、導電性を有していれば特に限定されず、例えば、導電性粉末、イオン導電性物質等が挙げられる。導電性粉末としては、より具体的には、例えば、ケッチェンブラック、アセチレンブラック等の導電性カーボンの他に、SAF、ISAF、HAF、FEF、GPF、SRF、FT、MT等のゴム用カーボン類、また、酸化チタン、酸化亜鉛、ニッケル、銅、銀、ゲルマニウム等の金属、さらには、金属酸化物、ポリアニリン、ポリピロール、ポリアセチレン等の導電性ポリマー等が挙げられ、イオン導電性物質としては、より具体的には、例えば、過塩素酸ナトリウム、過塩素酸リチウム、過塩素酸カルシウム、塩化リチウム等の無機イオン性導電物質等が挙げられる。導電性付与剤は、1種単独で、又は2種以上を組み合わせて、弾性層21としたときに所望の電気抵抗値を示すように、適宜の含有量で添加される。例えば、ゴム組成物における導電性付与剤の含有量は、前記ゴム100質量部に対して、2〜80質量部とすることができる。
【0080】
前記発泡剤は、従来、発泡ゴムに用いられる発泡剤であればよく、例えば、無機系発泡剤として、重炭酸ソーダ、炭酸アンモニウム等が挙げられ、有機系発泡剤として、ジアゾアミノ誘導体、アゾニトリル誘導体、アゾジカルボン酸誘導体等の有機アゾ化合物等が挙げられる。通常、複数の気泡が連続してなる連続気泡を形成する場合には無機系発泡剤が用いられ、複数の気泡が互いに接触等することなく分散又は散在してなる独立気泡を形成する場合には有機系発泡剤が用いられる。発泡剤の含有量は、発泡剤の種類等に応じて、適宜調整される。
【0081】
ゴム組成物は、二本ローラ、三本ローラ、ロールミル、バンバリーミキサ、ドウミキサ(ニーダー)等のゴム混練り機等を用いて、前記ゴム、所望により各種添加剤、導電性付与剤及び発泡剤が均一に混合されるまで、例えば、数分から数時間、好ましくは5分〜1時間、常温又は加熱下で混練して、得られる。
【0082】
ゴム組成物は、成形金型に容易にかつ均質に注入することができる等の取扱性に優れる点で、例えば、25℃において、5〜500Pa・sの粘度を有しているのがよく、5〜200Pa・sの粘度を有しているのが特によい。ゴム組成物の粘度は、通常、それらに含まれる各成分の種類及び/又は配合量によって、調整することができる。また、必要により、溶剤等により、粘度を調整することもできる。
【0083】
好ましく使用されるゴム組成物として、例えば、ミラブル型導電性シリコーンゴム組成物及び付加硬化型液状導電性シリコーンゴム組成物が挙げられる。
【0084】
前記ミラブル型導電性シリコーンゴム組成物は、(A)下記平均組成式(1)で示されるオルガノポリシロキサン、(B)充填材、及び、(C)上記(B)成分に属するもの以外の導電性材料を含有する。
【0085】
RnSiO(4−n)/2 (1)
ここで、Rは、同一であっても異なっていてもよい、置換又は非置換の1価炭化水素基、好ましくは炭素原子数1〜12、より好ましくは炭素原子数1〜8の1価炭化水素基であり、nは1.95〜2.05の正数である。
【0086】
前記付加硬化型液状導電性シリコーンゴム組成物は、(D)一分子中にケイ素原子と結合するアルケニル基を少なくとも2個含有するオルガノポリシロキサンと、(E)一分子中にケイ素原子と結合する水素原子を少なくとも2個含有するオルガノハイドロジェンポリシロキサンと、(F)平均粒径が1〜30μmで、嵩密度が0.1〜0.5g/cm3である無機質充填材と、(G)導電性付与剤と、(H)付加反応触媒とを含有する付加硬化型液状導電性シリコーンゴム組成物が挙げられる。
【0087】
ローラ20は、弾性層21の外周面に被覆層(図示しない。)を備えていてもよい。被覆層を形成する材料としては、特に制限するものではないが、図9に示される画像形成装置30等にローラ20が使用される場合には、ローラ20は被当接体に当接又は圧接されるから、永久変形しにくい材料であるのが好ましく、例えば、アルキッド樹脂、フェノール変性・シリコーン変性等のアルキッド樹脂変性物、オイルフリーアルキッド樹脂、アクリル樹脂、シリコーン樹脂、エポキシ樹脂、フッ素樹脂、フェノール樹脂、ポリアミド樹脂、ウレタン樹脂、ポリアミドイミド系樹脂及びこれらの混合物等が挙げられる。被覆層は、例えば、1〜100μmの厚さに形成される。
【0088】
ローラ20は、常法により、製造することができ、例えば、シャフト1を作製した後、シャフト1の外周面に、内表面が鏡面構造とされた金型を用いてゴム組成物を加熱成形して、又は、シャフト1と共にゴム組成物を押出成形して、製造することができる。また、ローラ20は、シャフト本体5の外周面に金型を用いてゴム組成物を加熱成形して、又は、シャフト本体5と共にゴム組成物を押出成形して、弾性層21を形成し、次いで、シャフト本体5の両端部にシャフト端部10を嵌入して、製造することもできる。弾性層21の成形条件及び成形方法等は、ゴム組成物が硬化する条件であれば、特に限定されず、また、使用する金型も特に限定されない。
【0089】
このローラ20は、シャフト1の外周面に弾性層21が形成されてなるから、軽量であって、しかも、長期間にわたって高品質な画像を形成することができる。
【0090】
次に、この発明に係るローラ20を備えた画像形成装置(以下、この発明に係る画像形成装置と称することがある。)の一例を、図7を参照して、説明する。
【0091】
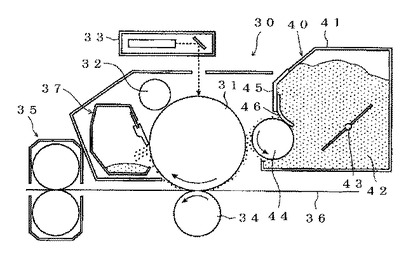
図7に示されるように、この発明に係る画像形成装置30は、静電潜像が形成される回転可能な像担持体31例えば感光体と、像担持体31に当接若しくは圧接して又は所定の間隔を置いて設けられ、像担持体31を帯電させる帯電手段32例えば帯電ローラと、像担持体31の上方に設けられ、像担持体31に静電潜像を形成する露光手段33と、像担持体31に当接若しくは圧接して又は所定の間隔を置いて設けられ、像担持体31に一定の層厚で現像剤42を供給し、静電潜像を現像する現像手段40と、像担持体31の下方に圧接するように設けられ、現像された静電潜像を像担持体31から記録紙36上に転写する転写手段34例えば転写ローラと、記録紙36の搬送方向の下流に設けられ、記録紙36に転写された現像剤42(静電潜像)を定着させる定着手段35例えば定着器と、記録紙36に転写されず像担持体31に残留した現像剤42及び/又は像担持体31に付着したゴミ等を除去するクリーニング手段37とを備えている。すなわち、像担持体31は、その回転方向において、上流側から順に、クリーニング手段37、帯電手段32、露光手段33、現像手段40及び転写手段34によって、各作用を受ける。画像形成装置30は、像担持体31の表面に残留している静電潜像を除去する除電手段(図示しない。)を、クリーニング手段37と帯電手段32との間又は転写手段34とクリーニング手段37との間に、備えていてもよい。
【0092】
前記現像手段40は、従来の画像形成装置に備えられた現像手段と基本的に同様に形成され、同様に配置されている。例えば、現像手段40は、図7に示されるように、像担持体31に対向する位置に開口部を有し、現像剤42を収納する現像剤収納部41と、現像剤収納部41内に設けられ、現像剤42を均一に攪拌する攪拌機43と、現像剤収納部41の開口部に、像担持体31に当接して又は所定の間隔を置いて設けられ、像担持体31に現像剤42を一定の層厚で現像剤42を供給する回転可能な現像剤担持体44と、現像剤担持体44の上方に設けられ、現像剤担持体44に当接して現像剤42の層厚を規制すると共に、摩擦帯電により現像剤42を帯電させる現像剤規制部材45とを備えている。
【0093】
前記現像剤収納部41に収納される現像剤42、すなわち、この発明に係る画像形成装置30に使用される現像剤42としては、摩擦により帯電可能で、記録紙36に定着可能な一成分系の現像剤であれば、乾式現像剤であっても湿式現像剤であってもよく、また、非磁性現像剤であっても磁性現像剤であってもよい。
【0094】
現像手段40における前記現像剤担持体44は、現像剤規制部材45のブレード46と接触して、現像剤42を帯電させる。したがって、現像剤担持体44は、現像剤規制部材45のブレード46と接触して、現像剤42を帯電させることができるように構成されていればよく、例えば、導電性を有する弾性層を備えた現像ローラ等が挙げられる。例えば、このような現像剤担持体44、特に現像ローラとして、例えば、この発明に係るローラ20を使用することができる。
【0095】
画像形成装置30は、帯電手段32の帯電ローラ、現像剤担持体44の現像ローラ、転写手段34の転写ローラ、定着手段35の定着ローラ、クリーニング手段のクリーニングローラ(図示しない。)、加圧ローラ(図示しない。)、紙送り搬送ローラ(図示しない。)等の各種ローラを備え、これら各種ローラのうち少なくとも1つのローラとしてこの発明に係るローラ20が使用されている。好ましくは、帯電ローラ、現像ローラ、転写ローラ及び定着ローラのうち少なくとも1つのローラとしてこの発明に係るローラ20が使用されている。
【0096】
画像形成装置30は、次にように作用する。なお、現像剤規制部材45は、ブレード46が所定の圧力で現像剤担持体44の表面に当接するように、ブレード46が湾曲されて、現像手段40の開口部に、配置されている。まず、画像形成装置30において、像担持体31が、図7の矢印に示されるように、時計方向に回転しつつ、クリーニング手段37により、その表面の現像剤42及び/又はゴミ等が除去された後、帯電手段32により、一様に帯電される。次いで、露光手段33により画像が露光され、像担持体31の表面に静電潜像が形成される。
【0097】
一方、現像手段40において、攪拌機43により均一に混合された現像剤42が、現像剤担持体44に供給され、現像剤担持体44が図7に示される矢印方向に回転することにより、現像剤担持体44の表面に付着した現像剤42が、現像剤担持体44と現像剤担持体44に当接した現像剤規制部材45のブレード46との間を通過する。このとき、現像剤42は、所望の層厚に規制されると共に、現像剤42を所望のように帯電させることができる。つまり、現像剤42が現像剤担持体44とブレード46との間を通過することによって、現像剤担持体44の表面上における現像剤42の層厚が規制されると共に、現像剤規制部材45のブレード46と現像剤担持体44及び/又は現像剤42との摩擦帯電等により、現像剤担持体44上の現像剤42が所望のように帯電される。
【0098】
次いで、このようにして現像手段40から所望の層厚及び帯電量を有する現像剤42が像担持体31に供給され、像担持体31に形成された静電潜像が現像されて、この静電潜像が現像剤像として可視化される。このようにして、現像手段40は、像担持体31に所望の層厚及び帯電量を有する現像剤42を供給し、静電潜像を現像することができる。次いで、像担持体31上に現像された現像剤像は、図示しない搬送手段により、像担持体31と転写手段34との間に搬送される記録紙36上に、像担持体31及び/又は転写手段34によって転写される。次いで、現像剤像が転写された記録紙36は、図示しない搬送手段により定着手段35に搬送され、定着手段35により加熱及び/又は加圧されて、転写された現像剤像が永久画像として記録紙36に定着される。このようにして、記録紙36に画像を形成することができる。
【0099】
この発明に係る画像形成装置30は、帯電ローラ、現像ローラ、転写ローラ、定着ローラ、クリーニングローラ(図示しない。)、加圧ローラ(図示しない。)、紙送り搬送ローラ(図示しない。)等の各種ローラのうち少なくとも1つのローラとしてこの発明に係るローラ20が使用されている。したがって、この発明に係るシャフト1Aを用いて作製したローラ20は、軽量であって、しかも、被当接体に対してその長手方向に渡って均一に作用することができ、高品質の画像を形成することができる。
【0100】
画像形成装置30は、電子写真方式の画像形成装置とされているが、この発明において、画像形成装置は、電子写真方式には限定されず、例えば、静電方式の画像形成装置であってもよい。また、画像形成装置30は、現像手段40に単色の現像剤42のみを収容するモノクロ画像形成装置とされているが、この発明において、画像形成装置は、モノクロ画像形成装置に限定されず、カラー画像形成装置であってもよい。カラー画像形成装置としては、例えば、像担持体上に担持された現像剤像を中間転写体に順次一次転写を繰り返す4サイクル型カラー画像形成装置、各色毎の現像手段を備えた複数の像担持体を中間転写体や転写搬送ベルト上に直列に配置したタンデム型カラー画像形成装置等が挙げられる。画像形成装置30は、例えば、複写機、ファクシミリ、プリンター等の画像形成装置とされる。
【0101】
(実施例1)
外径10mm、厚さ1mm、軸線方向長さ235mm、内径7.997mm(公差:挿入部5Aの外径に対して、JIS B0401(1986)における「しばりばめ」の軸の公差域クラス「P6」)の円筒状を成したシャフト本体2をアルミニウムで作製した。また、図3に示されたシャフト端部3Aをステンレス鋼(SUS 304)で作製した。シャフト端部3Aにおける基部6Aは、外径8.000mm、軸線方向の長さ5mmであり、第1のテーパー部7Aは、最大外径8.000mm、最小外径7.900mm、軸線方向の長さ1mm、傾斜角θ1=86°であり、柱体部10Aは、外径7.900mm、軸線方向の長さ1mmであり、第2のテーパー部8Aは、最大外径7.900mm、最小外径7.800mm、軸線方向の長さ1mm、傾斜角θ2=86°であった。このようにして作製したシャフト本体2の両端開口部それぞれに、シャフト端部3Aの挿入部5Aを、圧入機(商品名「圧入機CYPIII」、新東工業株式会社製)を用いて、押圧力2tで挿入して、シャフトIを作製した。
【0102】
(実施例2)
図4(a)に示されたシャフト端部3Bをステンレス鋼(SUS 304)で作製した。シャフト端部3Bにおける基部6Bは、最大外径8.000mm、最小外径7.900mm、軸線方向の長さ5mm、傾斜角θ0=89.5°であり、柱体部10Bは、外径7.900mm、軸線方向の長さ1mmであり、第2のテーパー部8Bは、最大外径7.900mm、最小外径7.800mm、軸線方向の長さ1mm、傾斜角θ2=86°であった。シャフト本体2の両端開口部それぞれに、このようにして作製したシャフト端部3Bを実施例1と同様にして挿入し、シャフトIIを作製した。
【0103】
(実施例3)
図4(b)に示されたシャフト端部3Cをステンレス鋼(SUS 304)で作製した。シャフト端部3Cにおける基部6Cは、外径8.000mm、軸線方向の長さ5mmであり、接続部11Cは、最大外径8.000mm、最小外径7.900mm、軸線方向の長さ1mmであり、第1のテーパー部7Cは、最大外径7.950mm、最小外径7.850mm、軸線方向の長さ1mm、傾斜角θ1=86°であり、第2のテーパー部8Cは、最大外径7.900mm、最小外径7.800mm、軸線方向の長さ1mm、傾斜角θ2=86°であった。シャフト本体2の両端開口部それぞれに、このようにして作製したシャフト端部3Cを実施例1と同様にして挿入し、シャフトIIIを作製した。
【0104】
(実施例4)
図4(c)に示されたシャフト端部3Dをステンレス鋼(SUS 304)で作製した。シャフト端部3Dにおける基部6Dは、外径8.000mm、軸線方向の長さ2mmであり、接続部11Dは、最大外径8.000mm、最小外径7.900mm、軸線方向の長さ1mmであり、第1のテーパー部7Dは、最大外径8.000mm、最小外径7.800mm、軸線方向の長さ2mm、傾斜角θ1=87.5°であった。シャフト本体2の両端開口部それぞれに、このようにして作製したシャフト端部3Dを実施例1と同様にして挿入し、シャフトIVを作製した。
【0105】
(実施例5)
図5(a)に示されたシャフト端部3Eをステンレス鋼(SUS 304)で作製した。シャフト端部3Eにおける挿入部5Eは、最大外径8.000mm、最小外径7.790mm、軸線方向の長さ5mm、傾斜角89°であった。詳細には、基部6Eは、最大外径8.000mm、最小外径7.940mm、軸線方向の長さ1.3mmであり、第1のテーパー部7Eは、最大外径7.930mm、最小外径7.870mm、軸線方向の長さ1.3mmであり、第2のテーパー部8Eは、最大外径7.860mm、最小外径7.800mm、軸線方向の長さ1.3mmであり、第3のテーパー部13Eは、最大外径7.79mm、最小外径7.79mm、軸線方向の長さ0.2mmであり、3本の溝12A、12B及び12Cはそれぞれその断面が円形であり、最大幅0.3mm、深さ0.05mmであった。シャフト本体2の両端開口部それぞれに、このようにして作製したシャフト端部3Eを実施例1と同様にして挿入し、シャフトVを作製した。
【0106】
(実施例6)
図5(b)に示されたシャフト端部3Fをステンレス鋼(SUS 304)で作製した。シャフト端部3Fにおける挿入部5Fは、最大外径8.000mm、最小外径7.790mm、軸線方向の長さ5mm、傾斜角89°であった。詳細には、溝12Dはその断面が円形であり、最大幅0.02mm、深さ0.05mmであり、螺旋状に延在する角度は周方向に対して5°であった。シャフト本体2の両端開口部それぞれに、このようにして作製したシャフト端部3Fを実施例1と同様にして挿入し、シャフトVIを作製した。
【0107】
(実施例7)
図5(c)に示されたシャフト端部3Gをステンレス鋼(SUS 304)で作製した。シャフト端部3Gにおける挿入部5Gは、最大外径8.000mm、最小外径7.79mm、軸線方向の長さ5mm、傾斜角89°であった。シャフト本体2の両端開口部それぞれに、このようにして作製したシャフト端部3Gを実施例1と同様にして挿入し、シャフトVIIを作製した。
【0108】
(比較例1)
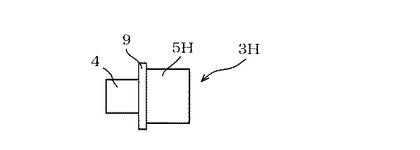
図9に示されたシャフト端部3Hをステンレス鋼(SUS 304)で作製した。シャフト端部3Hにおける挿入部5Hは、外径8.000mm、軸線方向の長さ5mmであった。シャフト本体2の両端開口部それぞれに、このようにして作製したシャフト端部3Hを実施例1と同様にして挿入し、シャフトVIIIを作製した。
【0109】
このようにして作製したシャフトI〜VIIIにおける振れ精度を前記方法に従って5点測定し、それらの算術平均値を各シャフトの振れ精度とした。その結果を表1に示す。
【0110】
【表1】

【0111】
表1から明らかなように、実施例1〜7のシャフトI〜VIIは、振れ精度が小さく、特に、テーパー部を2つ以上有する実施例1〜3、5及び6は、シャフトの振れ精度が0.022以下と非常に小さな値であった。
【0112】
この結果から、実施例1〜7のシャフトI〜VIIの外周面に弾性層21を形成して成るローラ20は、例えば図7に示される画像形成装置に装着されたときに、所定の当接圧力で、周方向及び長手方向に均等に被当接体に当接又は圧接することができ、その結果、高品質の画像を形成することに貢献することができると予想された。
【図面の簡単な説明】
【0113】
【図1】図1は、この発明に係るローラ用中空シャフトの一実施例を示す概略斜視図である。
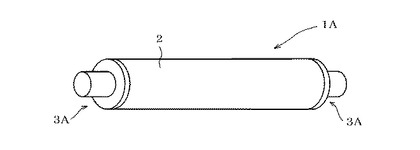
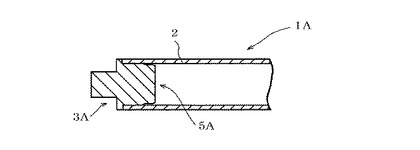
【図2】図2は、この発明に係るローラ用中空シャフトの一実施例における断面の一部を示す概略断面図である。
【図3】図3は、この発明に係るローラ用中空シャフトにおけるシャフト端部の一実施例を示す概略正面である。
【図4】図4は、この発明に係るローラ用中空シャフトにおけるシャフト端部の別の一実施例を示す概略正面であり、図4(a)は基部に第1のテーパー部の機能を持たせたシャフト端部を示す概略正面であり、図4(b)は第1のテーパー部及び第2のテーパー部を連続して形成したシャフト端部を示す概略正面であり、図4(c)はテーパー部を1つ有するシャフト端部を示す概略正面である。
【図5】図5は、この発明に係るローラ用中空シャフトにおけるシャフト端部のまた別の一実施例を示す概略正面であり、図5(a)は3本の溝を有する挿入部を備えたシャフト端部を示す概略正面であり、図5(b)はある角度で延在する溝を有する挿入部を備えたシャフト端部を示す概略正面であり、図5(c)は柱体部を有しないシャフト端部を示す概略正面である。
【図6】図6は、この発明に係るローラの一実施例を示す斜視図である。
【図7】図7は、この発明に係る画像形成装置の一例を示す概略図である。
【図8】図8は、従来のローラ用中空シャフトの断面の一部を示す概略断面図である。
【図9】図9は、従来のローラ用中空シャフトにおけるシャフト端部を示す概略正面である。
【符号の説明】
【0114】
1、1A ローラ用中空シャフト
2 シャフト本体
3A、3B、3C、3D、3E、3F、3G、3H シャフト端部
4 支持軸
5A、5B、5C、5D、5E、5F、5G、5H 挿入部
6A、6B、6C、6D、6E、6F 基部
7A、7C、7D、7E、7F 第1のテーパー部
8A、8B、8C、8E、8F 第2のテーパー部
9 鍔部
10A、10B 柱体部
11C、11D 接続部
12A、12B、12C、12D 溝
13E 第3のテーパー部
20 ローラ
21 弾性層
30 画像形成装置
31 像担持体
32 帯電手段
33 露光手段
34 転写手段
35 定着手段
36 記録紙
37 クリーニング手段
40 現像手段
41 現像剤収納部
42 現像剤
43 攪拌機
44 現像剤担持体
45 現像剤規制部材
46 ブレード
【技術分野】
【0001】
本発明は、ローラ用中空シャフト、ローラ及び画像形成装置に関し、さらに詳しくは、シャフト本体とシャフト端部とが強固に密着され、振れ精度の高いローラ用中空シャフト、このローラ用中空シャフトを備えたローラ、及び、このローラを備えた画像形成装置に関する。
【背景技術】
【0002】
従来、例えば、レーザープリンター及びビデオプリンター等のプリンター、複写機、ファクシミリ、これらの複合機等の画像形成装置には、シャフトの外周面に形成された弾性層を有する各種ローラが装着されている。各種ローラとしては、例えば、クリーニングローラ、帯電ローラ、現像ローラ、転写ローラ、加圧ローラ、紙送り搬送ローラ、定着ローラ等が挙げられる。
【0003】
近年、画像形成装置は、カラー画像化されると共に、小型化、画像の高精細化及び印刷速度の高速化等の性能が急速に向上している。画像形成装置におけるこれらの性能を向上させるには、ローラを駆動させる駆動機構の小型化、ローラの回転トルク低減、ローラの回転安定性等を目的として、各種ローラを軽量化することが有効である。そして、ローラを軽量化するには、ローラの弾性層は所定の機能を達成するように設計されているから、これら機能を低下させずに弾性層を軽量化するよりも、金属等の比較的質量の重い材料で中実体に形成されることの多いシャフトを軽量化する方が好都合である。
【0004】
このようなローラに用いられる、中空化により軽量化されたシャフトの一例として、例えば、図8に示されるように、筒状のシャフト本体2と、シャフト本体の両端開口部に挿入される挿入部を有するシャフト端部3Hとを備え、前記シャフト本体2の両端開口部に前記シャフト端部3Hの挿入部5H(図9参照。)が挿入されて成るシャフト1Hが挙げられる。また、中空化により軽量化されたシャフトの別の一例として、例えば、「鋼製のパイプ部の両端に鋼製の軸端部を気密に摩擦圧接した芯金」(特許文献1参照。)、及び、「パイプ部と軸端部の接合部を環状のテーパー面となし、該テーパー面で互いに当接したパイプ部と軸端部との環状当接部が抵抗溶接されている」芯金が挙げられる(特許文献2の請求項1等参照。)。
【0005】
ところで、画像形成装置において高品質の画像を形成するには、画像形成装置に装着されたローラが、高い振れ精度を有し、所定の当接圧力で、周方向及び長手方向に均等に被当接体に当接又は圧接する必要がある。ローラの高い振れ精度を実現するには、画像形成装置に装着されるローラが前記の軽量化されたシャフトの外周面に弾性層が形成されて成るローラである場合には、ローラに用いられるシャフトは、シャフト本体(パイプ部)と、シャフト端部(軸端部)とが中心軸を共有するように、組み立てられていることが、特に重要である。
【0006】
ところが、図8に示されるシャフト1Hは、シャフト本体2の両端開口部に前記シャフト端部3Hの挿入部5Hを強大な押圧力で強制的に挿入して、また、特許文献1の芯金は、「予め同一外径に作製した鋼製のパイプ部5の端部と軸端部6とを対向させ、その一方を回転させながら互いに接触させて発熱させ、その接触部に十分な摩擦熱が発生したとき回転を止めて軸方向に加圧することにより、パイプ部5と軸端部6を気密に接合させ」て(特許文献1の0014欄参照。)、特許文献2の芯金は、パイプ部と軸端部との環状当接部を抵抗溶接させて(特許文献2の請求項等参照。)、製造される。したがって、これらのシャフトを、シャフト本体(パイプ部)とシャフト端部(軸端部)とが中心軸を共有するように、シャフト本体(パイプ部)とシャフト端部(軸端部)との相対的な位置を確保しつつ組み立てることは容易ではない。
【0007】
また、図8に示されるシャフト1Hは、画像形成装置に装着されて回転駆動させると、シャフト本体2とシャフト端部3Hとの結合が経時により弱まり、回転トルクの低下又はシャフト端部3Hのがたつき等が生じることがあった。
【0008】
【特許文献1】特開2000−275955号公報
【特許文献2】特開2001−173637号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
この発明の課題は、シャフト本体とシャフト端部とが強固に密着され、振れ精度の高いローラ用中空シャフトを提供することに、ある。また、この発明の課題は、高品質な画像を形成することのできる、軽量なローラ及び画像形成装置を提供すること、にある。
【課題を解決するための手段】
【0010】
前記課題を解決するための手段として、
請求項1は、両端開口部を有する筒状のシャフト本体と、前記両端開口部に挿入される挿入部を有するシャフト端部とを備え、前記両端開口部に前記挿入部が挿入されて成るローラ用中空シャフトであって、前記挿入部は、前記シャフト本体の内周面に密着する基部と、前記基部から先端部に向かう少なくとも1つのテーパー部とを有することを特徴とするローラ用中空シャフトであり、
請求項2は、請求項1に記載のローラ用中空シャフトの外周面に弾性層を備えたことを特徴とするローラであり、
請求項3は、請求項2に記載のローラを備えたことを特徴とする画像形成装置である。
【発明の効果】
【0011】
この発明に係るローラ用中空シャフトは、中空のシャフト本体を備えていることによって軽量化されていても、シャフト端部の挿入部が基部と少なくとも1つのテーパー部とを有しているから、シャフト本体の両端開口部にシャフト端部の挿入部を挿入する際及び間に、シャフト本体とシャフト端部との軸線が一致するように、テーパー部によって挿入部のシャフト本体への挿入が案内され、ローラ用中空シャフトの高い振れ精度を実現することができると共に、基部によってシャフト本体とシャフト端部とが強固に密着されることができる。したがって、この発明によれば、シャフト本体とシャフト端部とが強固に密着され、振れ精度の高いローラ用中空シャフトを提供することができる。
【0012】
また、この発明に係るローラは、この発明に係るローラ用中空シャフトの外周面に弾性層が形成されて成るから、高い振れ精度を実現することができる。したがって、この発明によれば、高品質な画像を形成することのできる、軽量なローラ及び画像形成装置を提供することができる。
【発明を実施するための最良の形態】
【0013】
図1及び図2は、この発明に係るローラ用中空シャフトの一実施例であるローラ用中空シャフト1A(以下、シャフト1Aと称することがある。)を示す図であり、このシャフト1Aは、筒状のシャフト本体2と、シャフト本体2の両端開口部に挿入される挿入部5Aを有するシャフト端部3Aとを備えている。このローラ用中空シャフト1Aは、シャフト本体2の両端開口部にシャフト端部3Aの挿入部5Aが挿入されて、構成されている。
【0014】
図1及び図2に示されるように、シャフト本体2は、その両端部に開口(以下、両端開口部と称する。)を有する円筒体を成し、その外表面の一部又は全部に後述する弾性層が形成される。シャフト本体2は、導電特性を有していても有していなくてもよく、ローラの用途等に応じて導電特性の有無が決定される。
【0015】
シャフト本体2は、その軸線方向にわたって均一な外径を有していればよく、ローラの用途等に応じて所望の厚さに調整される。シャフト本体2の外径は、通常、例えば、5〜60mm程度に調整され、好ましくは、10〜30mm程度に調整される。シャフト本体2は、その軸線方向にわたって均一な内径を有し、したがって、シャフト本体2の厚さはその軸線方向にわたって均一になっている。シャフト本体2の厚さは、例えば、0.5〜8mm程度に調整されるのが好ましく、1〜5mm程度に調整されるのが特に好ましい。シャフト本体2の厚さが前記範囲にあると、シャフト1Aとしたときの強度を大きく低下させることがなく、シャフト1Aを用いて作製されたローラが所定の当接圧力で周方向及び長手方向に均等に被当接体に当接又は圧接する状態を保持することができる。
【0016】
シャフト本体2の内径は、通常、後述するシャフト端部3Aにおける挿入部5Aの基部6Aの外径以下に設定されるが、挿入部5Aの外径よりも小さ過ぎると、シャフト本体2に挿入部5Aを挿入するのが困難となり、また、シャフト本体2に挿入部5Aを挿入することができても、挿入部5Aの挿入によりシャフト本体2の端部近傍が拡径することがある。この点を考慮すると、シャフト本体2の内径は、好ましくは、前記厚さの範囲内であって、挿入部5A、特に基部6Aの外径に対して所定の公差を有する内径に調整される。ここで、前記所定の公差は、基部6Aの外径に対して、JIS B0401(1986)の「2.2 常用する軸基準はめあいにおける公差域の相互関係」に規定された「しばりばめ」の軸の公差域クラス「P6〜X7」に相当する公差、すなわち、寸法差約−10〜約−70μmである。シャフト本体2の内径が所定の公差を有する内径に調整されると、シャフト本体2に後述するシャフト端部3Aの挿入部5Aが挿入されて、シャフト本体2とシャフト端部3Aとが強固に密着し、シャフト1Aの回転トルクが低下すること、及び、シャフト端部3Aががたつくこと、さらに、シャフト端部3Aがシャフト本体2から抜け落ちること等を防止することができる。
【0017】
シャフト本体2は、ローラの用途等に応じて、所定長さの弾性層が形成可能な長さを有していればよく、通常、A4用紙及びA3用紙を適用することのできる長さを有する弾性層を形成可能な長さに調整される。具体的には、例えば、シャフト本体2は、200〜400mm程度の軸線長さに調整される。
【0018】
シャフト本体2は、所望の強度を有する材料で形成されればよく、このような材料としては、例えば、通常、鉄、アルミニウム、ステンレス鋼、真鍮若しくはこれらの合金等の金属、又は、熱可塑性樹脂若しくは熱硬化性樹脂等の樹脂等が挙げられる。これらの中でも、軽量化を図ることができると共に所望の強度と導電性とを有する点で、金属であるのが好ましく、アルミニウム又はステンレス鋼であるのが特に好ましい。なお、シャフト本体2に導電性が要求される場合には、前記金属を用いればよく、又は、例えば、前記樹脂で形成した絶縁性芯体にメッキを施してもよく、また、前記樹脂に導電性付与剤としてカーボンブラック又は金属粉体等を配合した材料を用いてもよい。
【0019】
図1及び図2に示されるように、シャフト端部3Aは、シャフト本体2の両端開口部に挿入されることにより、シャフト本体2の両端開口部を閉塞する。シャフト端部3Aは、シャフト本体2を一体に支持すると共に、図示しないローラの駆動機構で生じる駆動力をシャフト本体2に伝達し、シャフト本体2を回転駆動させる。このシャフト端部3Aは、導電特性を有していても有していなくてもよく、ローラの用途等に応じて導電特性の有無が決定される。
【0020】
図2及び図3に示されるように、シャフト端部3Aは、シャフト本体2の外径と略同一の外径を有する円板状の鍔部9と、鍔部9における一方の表面から同心円状に突出形成された、シャフト本体2の開口部に挿入される挿入部5Aと、鍔部9における他方の表面から同心円状に突出形成された、鍔部9よりも小さな外径を有する円筒体を成す支持軸4とを備えている。
【0021】
鍔部9は、シャフト本体2の両端に当接することにより、シャフト端部3Aへのシャフト本体2の挿入量を調節する。鍔部9は中実に形成されているのがよい。なお、鍔部9の厚さ等は特に制限されず、適宜調整される。
【0022】
挿入部5Aは、シャフト1Aを組み立てる際又は間に、シャフト端部3Aとシャフト本体2との軸線が一致するように、シャフト端部3Aのシャフト本体2への挿入を案内すると共に、シャフト端部3Aがシャフト本体2に挿入された後には、シャフト端部3Aとシャフト本体2との強固な密着状態を実現し、かつ、シャフト1Aの強度を保持する。
【0023】
図3に示されるように、挿入部5Aは、シャフト本体2の内周面に密着する基部6Aと、基部6Aの端面から延在する第1のテーパー部7Aと、第1のテーパー部7Aの端面から延在する柱体部10Aと、柱体部10Aの端面から延在する第2のテーパー部8Aとを有する。
【0024】
図3に示されるように、基部6Aは、均一な外径を有する円柱体を成し、その外径は、シャフト本体2の内径と略同一又はシャフト本体2の内径よりもわずかに大きくなっている。例えば、基部6Aは、前記シャフト本体2の内径における所定の公差の範囲内において、前記シャフト本体2の内径よりもわずかに大きな外径を有しているのがよい。なお、製造上の観点から、基部6Aの外径は適度な公差を有していてもよい。基部6Aの外径がシャフト本体2の内径と略同一又はシャフト本体2の内径よりもわずかに大きくなっていると、シャフト本体2とシャフト端部3Aとが強固に密着し、回転トルクが低下すること、及び、シャフト端部3Aががたつくこと、さらに、シャフト端部3Aがシャフト本体2から抜け落ちること等を防止することができる。
【0025】
基部6Aの軸線方向の長さは特に限定されないが、短すぎると、シャフト本体2との強固な密着状態を確保することができず、一方、長すぎると、シャフト1Aの軽量化を図ることができないことがある。したがって、基部6Aは、シャフト1Aの軽量化を大きく犠牲にすることなく、シャフト本体2との強固な密着状態を確保することができる軸線方向長さに調整されることが重要であり、この基部6Aにおいては、例えば、その軸線方向長さは、0.5〜40mmに調整されるのが好ましく、1〜15mmに調整されるのが特に好ましい。
【0026】
図3に示されるように、第1のテーパー部7Aは、先端に向かって、その直径が次第に減少する円錐台形状になっている。第1のテーパー部7Aがこのように円錐台形状になっていると、シャフト端部3Aの挿入部5Aをシャフト本体2に挿入する際又は間に、第1のテーパー部7Aの外周面が、シャフト本体2の開口部に接することによって、シャフト端部3Aとシャフト本体2との軸線が一致するように、シャフト端部3Aのシャフト本体2への挿入を案内することができる。
【0027】
第1のテーパー部7Aにおける直径の減少割合、すなわち、円錐台形状の底面に対する外周面(母線)の傾斜角θ1(図3参照)は、第1のテーパー部7Aの外周面がシャフト端部3Aのシャフト本体2への挿入を案内することができる角度であればよく、例えば、30〜89.99°に調整されるのが好ましく、70〜89.9°に調整されるのが特に好ましい。この傾斜角θ1は、シャフト端部3Aのシャフト本体2への挿入を案内して、シャフト端部3Aとシャフト本体2との軸線を高精度に一致させることができる点で、後述する第2のテーパー部8Aにおける傾斜角θ2よりも大きいのが好ましいが、傾斜角θ1とθ2との差は特に限定されない。第1のテーパー部7Aの軸線方向長さはシャフト端部3Aのシャフト本体2への挿入を案内することができる長さであればよく、シャフト本体2の内径等に応じて適宜調整される。シャフト端部3Aにおける第1のテーパー部7Aの軸線方向長さは、例えば、0.2〜5mmに調整されている。第1のテーパー部7Aは、その最大外径(基部6Aの外径と同じ外径)がシャフト本体2の内径に対して100.01〜101%に調整されるのが好ましく、100.03〜100.06%に調整されるのが特に好ましく、その最小外径がシャフト本体2の内径に対して98〜99.9%に調整されるのが好ましく、98.5〜99.3%に調整されるのが特に好ましい。
【0028】
図3に示されるように、柱体部10Aは均一な外径を有する円柱体になっている。この柱体部10Aは、第1のテーパー部7Aと後述する第2のテーパー部8Aとを連結し、シャフト端部3Aのシャフト本体2への挿入を円滑に案内する。柱体部10Aの外径は特に限定されず、この例では、第1のテーパー部7Aの端面(最小外径)と同一の外径に調整されている。
【0029】
図3に示されるように、第2のテーパー部8Aは、先端に向かって、その直径が次第に減少する円錐台形状になっている。第2のテーパー部8Aがこのように円錐台形状になっていると、シャフト端部3Aの挿入部5Aをシャフト本体2に挿入する際又は間に、第2のテーパー部8Aの外周面が、シャフト本体2の開口部に接することによって、シャフト端部3Aとシャフト本体2との軸線が一致するように、シャフト端部3Aのシャフト本体2への挿入を、案内する。
【0030】
第2のテーパー部8Aにおける直径の減少割合、すなわち、円錐台形状の底面に対する外周面(母線)の傾斜角θ2(図3参照)は、シャフト端部3Aのシャフト本体2への挿入を案内することができる角度であればよく、例えば、30〜89.99°に調整されるのが好ましく、70〜89.9°に調整されるのが好ましい。この傾斜角θ2は、シャフト端部3Aのシャフト本体2への挿入を案内して、シャフト端部3Aとシャフト本体2との軸線を高精度に一致させることができる点で、第1のテーパー部7Aにおける傾斜角θ1よりも小さいのが好ましいが、傾斜角θ1とθ2との差は特に限定されない。第2のテーパー部8Aの軸線方向長さはシャフト端部3Aのシャフト本体2への挿入を案内することができる長さであればよく、シャフト本体2の内径等に応じて適宜調整される。シャフト端部3Aにおける第2のテーパー部8Aの軸線方向長さは、例えば、0.2〜5mmに調整されている。また、第2のテーパー部8Aは、その最大外径(柱体部10Aの外径と同じ外径)がシャフト本体2の内径に対して98〜99.9%に調整されるのが好ましく、98.5〜99.3%に調整されるのが特に好ましく、その最小外径がシャフト本体2の内径に対して96〜97.9%に調整されるのが好ましく、96.5〜97.3%に調整されるのが特に好ましい。
【0031】
基部6A、第1のテーパー部7A、柱体部10A及び第2のテーパー部8Aを備えて成る挿入部5Aは、中実に形成されている。挿入部5Aが中実に形成されると、シャフト1Aとしたときに、シャフト1Aの両端部も中実になり、シャフト端部3Aとシャフト本体2とが強固に密着されると共に、シャフト1Aの強度を保持することができる。その結果、シャフト1Aを用いて作製されたローラを画像形成装置に装着すると、ローラを所定の当接圧力で周方向及び長手方向に均等に被当接体に当接又は圧接させることができる。
【0032】
図2及び図3に示されるように、支持軸4は、鍔部9における他方の表面から同心円状に突出し、すなわち、鍔部9及び挿入部5Aと同心を有する円筒体に形成されている。支持軸4は、図示しない画像形成装置等に設けられた軸受けに回転可能に支持され、図示しない駆動機構で生じる駆動力を挿入部5Aを介してシャフト本体2に伝達する。支持軸4の軸線長さは支持される軸受け等に応じて調整され、支持軸4の外径は通常鍔部9の外径よりも小さく調整される。
【0033】
図1に示されるように、シャフト1Aにおける2つのシャフト端部3Aは、同一形状に形成されている。シャフト端部3Aは、鍔部9、挿入部5A及び支持軸4が一体に形成されても、それぞれを別個に形成した後、接着等により一体化してもよい。
【0034】
シャフト端部3A、特に挿入部5Aは、シャフト本体2に挿入され、かつ、シャフト本体2との強固な密着を確保することのできる強度を有する材料で形成されればよく、このような材料としては、例えば、通常、鉄、アルミニウム、ステンレス鋼、真鍮若しくはこれらの合金等の金属、又は、熱可塑性樹脂若しくは熱硬化性樹脂等の樹脂等が挙げられる。これらの中でも、所望の強度と導電性とを十分に確保することができる点で、金属であるのが好ましく、アルミニウム又はステンレス鋼であるのが特に好ましい。支持軸4は、挿入部5Aと同一の材料で形成されても、異なる材料で形成されてもよい。
【0035】
シャフト端部3Aは、シャフト本体2と同一の材料で形成されても、異なる材料で形成されてもよい。シャフト本体2とシャフト端部3Aとが異なる材料で形成される場合は、例えば、軽量かつ強度の高いアルミニウムで形成されたシャフト本体2と、より強度の高いステンレス鋼で形成されたシャフト端部3Aが挙げられる。
【0036】
シャフト1Aは、シャフト本体2の両端開口部に、シャフト端部3Aにおける挿入部5Aが挿入されて成る。シャフト本体2の両端開口部に挿入部5Aを挿入するには、通常、圧入機(例えば、商品名「圧入機CYPIII」、新東工業株式会社製)を用いて、シャフト本体2及びシャフト端部3Aが変形しない程度の押圧力、例えば、0.5〜3tで、シャフト端部3Aをシャフト本体2に内挿し、又は、シャフト本体2をシャフト端部3Aに外挿する。このとき、シャフト本体2とシャフト端部3Aとの軸線が一致していない状態にある場合に、シャフト端部が挿入部6のテーパー部を有していないと、前記押圧力によって、両者の軸線が一致していない状態にシャフト本体2にシャフト端部が強制的に挿入されてしまう。また、シャフト端部3Aのシャフト本体への挿入がシャフト本体2の軸線方向から少しでもずれると、両者の軸線が一致していない状態にシャフト本体2にシャフト端部が強制的に挿入されてしまう。
【0037】
ところが、この発明に係るシャフトの一実施例であるシャフト1Aにおいては、シャフト端部3Aの挿入部5Aがテーパー部7A及び8Aを有しているから、たとえ、シャフト本体2とシャフト端部3Aとの軸線が一致していない状態及び/又はシャフト端部3Aのシャフト本体への挿入がシャフト本体2の軸線方向からずれた状態でシャフト本体2にシャフト端部3Aが挿入されようとしても、テーパー部7A及び8Aによって、シャフト本体2とシャフト端部3Aとの相対的な挿入が案内されて、シャフト本体2とシャフト端部3Aとの軸線の不一致が修正されると同時にシャフト本体2にシャフト端部3Aが挿入される。特に、シャフト端部3Aは、2つのテーパー部、すなわち、第1のテーパー部7A及び第2のテーパー部8Aを備えているから、まず、第2のテーパー部8Aによって、シャフト本体2とシャフト端部3Aとの軸線の不一致が修正され、さらに、第1のテーパー部7Aによって、シャフト本体2とシャフト端部3Aとの軸線の不一致が微修正されて、シャフト1Aにおけるシャフト本体2とシャフト端部3Aとの軸線をより厳密に一致させることができる。そして、シャフト端部3Aが2つのテーパー部7A及び8Aを備えていると、2つのテーパー部7A及び8Aそれぞれの軸線方向長さを長くしなくても、前記したように、シャフト本体2とシャフト端部3Aとの軸線を一致させることができるから、シャフト端部3Aの軽量化を図ることができ、その結果、シャフト1Aの軽量化と高い振れ精度を両立させることができる。
【0038】
ここで、シャフト1Aの振れ精度は、シャフト1Aを軸線に垂直な任意の平面における、シャフト1Aの中心点から平面上に位置するシャフト本体2の外周面までの距離の均一性を表す。この発明におけるシャフトの一実施例であるシャフト1Aは0.030mm以下の高い振れ精度を有している。
【0039】
シャフトの振れ精度は、例えば、シャフトの中心点からこの中心点を含むシャフトに垂直な前記平面上に位置するシャフト本体の外周面までの最長距離(最大半径)L2と最短距離(最小半径)L1との差(L2−L1)(L2及びL1は図示せず)を示された値として、算出される。具体的には、シャフトの振れ精度は、シャフトの中心点からシャフト本体の外周面までの最長距離L2と最短距離L1との差を示した値であり、より具体的には、各測定点において、式[L2−L1](mm)で算出される。ここで、シャフトの振れ精度は、シャフトを回転させながら、レーザー測長機により、各測定点における、シャフトの中心点からシャフト本体の外周面までの距離を測定し、測定された最長距離と最短距離とから、前記式により算出することができる。
【0040】
このシャフト1Aは、例えば、図7に示される画像形成装置30等に配設された場合に、その一端を接地し、又は、バイアス電圧を印加することにより、例えば、像担持体の電圧、現像剤への電荷の注入、像担持体からの現像剤の搬送による潜像の現像等の機能を発揮する。
【0041】
図1〜図3に示されるように、シャフト1Aは、シャフト本体2にシャフト端部3Aが、シャフト本体2の内周面にシャフト端部3Aの基部6Aが密着するように、挿入又は嵌入されて、製造される。このとき、挿入部5Aの基部6A及びシャフト本体2の内径は前記した径に調整されているから、シャフト本体2の両端開口部が大きく拡径することなく、挿入部6Aがシャフト本体2に挿入される。それ故、シャフト本体2とシャフト端部3Aとが強固に密着され、画像形成装置に装着されて使用されても、シャフト本体2とシャフト端部3Aとの密着状態が経時により弱まることが防止され、回転トルクが低下すること、シャフト端部3Aががたつくこと、さらに、シャフト端部3Aがシャフト本体2から抜け落ちること等が生じにくくなる。したがって、シャフト1Aによれば、図示しない軸受けに支持された支持軸4を介して、図示しない駆動機構で生じる駆動力をシャフト本体2に伝達することができ、その結果、シャフト1Aを所望のように回転駆動させることができる。
【0042】
また、シャフト1Aは、図2に示されるように、シャフト本体2の中空部とその両端に中実の挿入部5Aとを有するから、シャフト1Aを軽量化することができる。そして、シャフト1Aは、挿入部5Aのテーパー部7A及び8Aによって、シャフト本体2とシャフト端部3Aとの軸線が一致するように、シャフト本体2とシャフト端部3Aとが組み立てられているから、シャフト1Aが軽量化されても、きわめて高い振れ精度を実現することができる。その結果、シャフト1Aに弾性層を形成したローラを画像形成装置に装着した場合に、所定の当接圧力で周方向及び長手方向に均等に被当接体に当接又は圧接するローラの当接状態を保持することができる。したがって、シャフト1Aによれば、軽量化しても高品質な画質を保持することができ、換言すると、軽量であっても高品質な画像を形成することに大きく貢献することができる。
【0043】
図4及び図5は、この発明に係るローラ用中空シャフトに適用されることのできるシャフト端部の別の一実施例であるシャフト端部3B〜3Gを示す図である。
【0044】
図4(a)に示されるように、シャフト端部3Bは、シャフト端部3Aにおける基部6Aに第1のテーパー部7Aの機能を持たせたシャフト端部である。このシャフト端部3Bは、鍔部9と、鍔部9における一方の表面から同心円状に突出形成された、シャフト本体2の開口部に挿入される挿入部5Bと、鍔部9における他方の表面から同心円状に突出形成された支持軸4とを備えている。鍔部9及び支持軸4はシャフト端部3Aにおける鍔部9及び支持軸4と基本的に同様である。
【0045】
挿入部5Bは、中実に形成され、シャフト端部3Aの挿入部5Aと同様に、シャフト端部3Bのシャフト本体2への挿入を案内すると共に、シャフト端部3Bとシャフト本体2とを強固な密着状態を実現し、かつ、シャフトの強度を保持する。図4(a)に示されるように、挿入部5Bは、シャフト本体2の内周面に密着する基部6Bと、基部6Bの端面から延在する柱体部10Bと、柱体部10Bの端面から延在する第2のテーパー部8Bとを有している。
【0046】
図4(a)に示されるように、基部6Bは、先端に向かって、その直径が次第に減少する円錐台形状を成し、その最大外径がシャフト本体2の内径と略同一又はシャフト本体2の内径よりもわずかに(例えば、前記交差分)大きくなっている以外は、基本的に、シャフト端部3Aにおける基部6Aと同様である。このように、基部6Bが円錐台形状を成していると、シャフト端部3Bのシャフト本体2への挿入を案内すると共に、基部6Bがシャフト本体2に挿入されたときに、基部6B特に最大外径を有する部分が変形して、基部6Bとシャフト本体2の内周面とがより一層強固に密着する。
【0047】
基部6Bにおける直径の減少割合、すなわち、円錐台形状の底面に対する外周面(母線)の傾斜角θ0は、シャフト本体2を変形させることなく基部6Bが挿入されることができる角度であればよく、例えば、88〜89.9°に調整されるのが好ましく、88〜89.5°に調整されるのが好ましい。この傾斜角θ0は、後述する第2のテーパー部8Bの傾斜角θ2と同じ角度又は傾斜角θ2よりも大きければよく、傾斜角θ2よりも大きいのが好ましい。基部6Bの軸線方向長さは適宜調整され、例えば、3〜8mmに調整されている。基部6Bは、その最大外径がシャフト本体2の内径に対して100.01〜101%に調整されるのが好ましく、100.03〜100.06%に調整されるのが特に好ましく、その最小外径がシャフト本体2の内径に対して98〜99.9%に調整されるのが好ましく、98.5〜99.3%に調整されるのが特に好ましい。基部6Bは、シャフト本体2の材料よりも変形しやすい材料で好適に製造されるのが好ましい。
【0048】
図4(a)に示されるように、柱体部10Bは均一な外径を有する円柱体になっている。この柱体部10Bは、基部6Bと後述する第2のテーパー部8Bとを連結し、シャフト端部3Bのシャフト本体2への挿入を円滑に案内する。柱体部10Bの外径は特に限定されず、この例では、基部6Bの最小外径と同一の外径に調整されている。
【0049】
第2のテーパー部8Bは、直径の減少割合、すなわち、円錐台形状の底面に対する外周面(母線)の傾斜角θ2が、基部6Bにおける傾斜角θ0よりも大きく形成されている以外は、シャフト端部3Aにおける第2のテーパー部7Bと基本的に同様に構成されている。
【0050】
このシャフト端部3Bは、基部6B及び第2のテーパー部8Bを備えた挿入部5Bを有しているから、まず、第2のテーパー部8Bによって、シャフト本体2とシャフト端部3Bとの軸線の不一致が修正され、次いで、基部6Bによって、シャフト本体2とシャフト端部3Bとの軸線の不一致が微修正されて、シャフト本体2とシャフト端部3Bとの軸線の不一致が修正されつつ、シャフト本体2にシャフト端部3Bが挿入される。その結果、挿入部5Bの軸線方向長さを長くしなくても、前記したように、シャフト1Aの軽量化ときわめて高い振れ精度を両立させることができる。シャフト本体2にシャフト端部3Bが、シャフト本体2の内周面にシャフト端部3Bの基部6Bが密着するように、挿入又は嵌入されて、シャフトが製造される。このとき、基部6B及びシャフト本体2の内径は前記した径に調整され、かつ、基部6Bは挿入された後にシャフト本体2の内周面に沿って変形するから、シャフト本体2の両端開口部が大きく拡径することなく、挿入部6Bがシャフト本体2に挿入又は嵌入されて、シャフト本体2とシャフト端部3Bとが強固に密着される。また、シャフト端部3Bを備えたシャフトは、シャフト本体2の中空部とその両端に中実の挿入部5Bとを有するから、軽量化と高い振れ精度とを実現することができる。
【0051】
図4(b)に示されるように、シャフト端部3Cは、第1のテーパー部7C及び第2のテーパー部8Cを連続して形成したシャフト端部である。このシャフト端部3Cは、鍔部9と、鍔部9における一方の表面から同心円状に突出形成された、シャフト本体2の両端開口部に挿入される挿入部5Cと、鍔部9における他方の表面から同心円状に突出形成された支持軸4とを備えている。鍔部9及び支持軸4はシャフト端部3Aにおける鍔部9及び支持軸4と基本的に同様である。
【0052】
挿入部5Cは、中実に形成され、シャフト端部3Aの挿入部5Aと同様に、シャフト端部3Cのシャフト本体2への挿入を案内すると共に、シャフト端部3Cとシャフト本体2とを強固な密着状態を実現し、かつ、シャフトの強度を保持する。図4(b)に示されるように、挿入部5Cは、シャフト本体2の内周面に密着する基部6Cと、基部6Cの端面から延在する接続部11Cと、接続部11Cの端面から延在する第1のテーパー部7Cと、第1のテーパー部7Cの端面から延在する第2のテーパー部8Cとを有する。基部6Cはシャフト端部3Aにおける基部6Aと基本的に同様である。
【0053】
接続部11Cは、基部6Cと第1のテーパー部7Cとを接続する円錐台状に形成されている。接続部11Cは、基部6C及び後述する第1のテーパー部7Cの外径よりも小さな外径となるように形成され、シャフト端部3Cのシャフト本体2への挿入の際又は間に、シャフト本体2の開口部に接触しないようになっている。
【0054】
図4(b)に示されるように、第1のテーパー部7Cは、接続部11Cの端面から延在し、接続部11Cの外径よりも大きな外径を有する端面から先端に向かって、その直径が次第に減少する円錐台形状になっている以外は、シャフト端部3Aにおける第1のテーパー部7Aと基本的に同様に構成されている。一方、第2のテーパー部8Cは、第1のテーパー部7Cの端面から延在し、第1のテーパー部7Cの外径よりも大きな外径を有する端面から先端に向かって、その直径が次第に減少する円錐台形状になっている以外は、シャフト端部3Aにおける第2のテーパー部8Aと基本的に同様に構成されている。したがって、このシャフト端部3Cは、シャフト端部3Aと同様に機能する。
【0055】
図4(c)に示されるように、シャフト端部3Dは、シャフト端部3Dのシャフト本体2への挿入を案内するテーパー部を1つ有するシャフト端部である。このシャフト端部3Dは、鍔部9と、鍔部9における一方の表面から同心円状に突出形成された、シャフト本体2の両端開口部に挿入される挿入部5Dと、鍔部9における他方の表面から同心円状に突出形成された支持軸4とを備えている。鍔部9及び支持軸4はシャフト端部3Aにおける鍔部9及び支持軸4と基本的に同様である。
【0056】
挿入部5Dは、中実に形成され、シャフト端部3Aの挿入部5Aと同様に、シャフト端部3Dのシャフト本体2への挿入を案内すると共に、シャフト端部3Dとシャフト本体2とを強固な密着状態を実現し、かつ、シャフトの強度を保持する。図4(c)に示されるように、挿入部5Dは、鍔部9の一方の表面から延在し、その直径が次第に増大する逆円錐台形状の接続部11Dと、接続部11Dの端面から延在し、シャフト本体2の内周面に密着する基部6Dと、基部6Dの端面から延在する第1のテーパー部7Dとを有する。基部6D及び第1のテーパー部7Dは、シャフト端部3Aにおける基部6A及び第1のテーパー部7Aと基本的に同様に構成されている。なお、第1のテーパー部7Dは、シャフト端部3Dのシャフト本体2への挿入をより確実に案内する点で、その軸線方向長さが第1のテーパー部7Aよりも長めに設定されるのが好ましい。接続部11Dは、鍔部9と基部6Bとを接続する。接続部11Dの最大外径は特に限定されず、この例では、基部6Dの端面と同一の外径に調整されている。
【0057】
このシャフト端部3Dは、第1のテーパー部7Dを備えた挿入部5Dを有しているから、第1のテーパー部7Dによって、シャフト本体2とシャフト端部3Dとの軸線の不一致が修正されつつ、シャフト本体2にシャフト端部3Dが挿入される。その結果、シャフト1Aの軽量化と高い振れ精度を両立させることができる。シャフト本体2にシャフト端部3Dが、シャフト本体2の内周面にシャフト端部3Dの基部6Bが密着するように、挿入又は嵌入されて、シャフトが製造される。このとき、前記したように、基部6D及びシャフト本体2の内径は前記した径に調整されているから、シャフト本体2とシャフト端部3Dとが強固に密着される。また、シャフト端部3Dを備えたシャフトは、シャフト本体2の中空部とその両端に中実の挿入部5Dとを有するから、軽量化と高い振れ精度とを実現することができる。
【0058】
図5(a)に示されるように、シャフト端部3Eは、鍔部9の端面から延在し、先端に向かって、その直径が次第に減少する円錐台形状を成す挿入部5Eにおける外周面に、周方向に一巡する溝が略平行に略等間隔で3本形成されて成るシャフト端部である。このシャフト端部3Eは、鍔部9と、鍔部9における一方の表面から同心円状に突出形成された、シャフト本体2の開口部に挿入される挿入部5Eと、鍔部9における他方の表面から同心円状に突出形成された支持軸4とを備えている。鍔部9及び支持軸4はシャフト端部3Aにおける鍔部9及び支持軸4と基本的に同様である。
【0059】
挿入部5Eは、中実に形成され、シャフト端部3Aの挿入部5Aと同様に、シャフト端部3Eのシャフト本体2への挿入を案内すると共に、シャフト端部3Eとシャフト本体2とを強固な密着状態を実現し、かつ、シャフトの強度を保持する。この挿入部5Eは、3本の溝12A、12B及び12Cによって、基部6E、第1のテーパー部7E、第2のテーパー部8E及び第3のテーパー部13Eが区画されて成る。したがって、基部6E、第1のテーパー部7E、第2のテーパー部8E及び第3のテーパー部13Eそれぞれにおける直径の減少割合すなわち傾斜角θ0、θ1、θ2及びθ3は同じ値であり、通常、傾斜角は88〜89.9°程度に設定される。基部6Eは、傾斜角を除いてシャフト端部3Bの基部6Bと基本的に同様に構成され、基本的に同様に機能する。第1のテーパー部7E及び第2のテーパー部8Eは、シャフト端部3Aの第1のテーパー部7A及び第2のテーパー部8Aと傾斜角を除いて基本的に同様に構成されている。第3のテーパー部13Eはシャフト端部3Aの第2のテーパー部8Aと傾斜角を除いて基本的に同様に構成されている。
【0060】
このシャフト端部3Eは、基部6E、第1のテーパー部7E、第2のテーパー部8E及び第3のテーパー部13Eを備えているから、基部6E、第1のテーパー部7E、第2のテーパー部8E及び第3のテーパー部13Eによって、シャフト本体2とシャフト端部3Eとの軸線の不一致が修正されつつ、シャフト本体2にシャフト端部3Eが挿入される。その結果、シャフト1Aの軽量化ときわめて高い振れ精度を両立させることができる。シャフト本体2にシャフト端部3Eが、シャフト本体2の内周面にシャフト端部3Eの基部6Eが密着するように、挿入又は嵌入されて、シャフトが製造される。このとき、基部6E及びシャフト本体2の内径は前記した径に調整され、かつ、基部6Eは挿入された後にシャフト本体2の内周面に沿って変形するから、シャフト本体2とシャフト端部3Eとがより一層強固に密着される。また、シャフト端部3Eを備えたシャフトは、シャフト本体2の中空部とその両端に中実の挿入部5Eとを有するから、軽量化ときわめて高い振れ精度とを実現することができる。
【0061】
図5(b)に示されるように、シャフト端部3Fは、鍔部9の端面から延在し、先端に向かって、その直径が次第に減少する円錐台形状を成す挿入部5Fにおける外周面に、周方向に対してある角度で延在する螺旋状の溝12Dが形成されたシャフト端部である。このシャフト端部3Fは、鍔部9と、鍔部9における一方の表面から同心円状に突出形成された、シャフト本体2の開口部に挿入される挿入部5Fと、鍔部9における他方の表面から同心円状に突出形成された支持軸4とを備えている。鍔部9及び支持軸4はシャフト端部3Aにおける鍔部9及び支持軸4と基本的に同様である。
【0062】
挿入部5Fは、1本の螺旋状の溝12Dによって、基部6F、第1のテーパー部7F及び第2のテーパー部8Fが画成されて成る以外は、挿入部5Eと基本的に同様である。溝12Dが延在する角度は、挿入部5Fに、少なくとも基部6F及び第1のテーパー部7Fが形成される角度であればよく、挿入部5Fの軸線方向長さ等に応じて適宜調整される。挿入部5Fにおいては、挿入部5Fの周方向に対して5°に調整されている。このシャフト端部3Fは、シャフト端部3Fと基本的に同様の機能を発揮する。
【0063】
図5(c)に示されるように、シャフト端部3Gは、シャフト端部3Bにおいて柱体部10Bが形成されていないシャフト端部である。すなわち、このシャフト端部3Gは、鍔部9と、鍔部9における一方の表面から同心円状に突出形成された、シャフト本体2の開口部に挿入される挿入部5Gと、鍔部9における他方の表面から同心円状に突出形成された支持軸4とを備えている。鍔部9及び支持軸4はシャフト端部3Aにおける鍔部9及び支持軸4と基本的に同様である。
【0064】
挿入部5Gは、シャフト端部3Bにおける基部6Bと第2のテーパー部8Bとが連結されて一体に形成されて成り、先端に向かって、その直径が次第に減少する中実の円錐台形状を成している。したがって、この挿入部5Gは、基部6B及び第2のテーパー部8Bの機能を果たし、シャフト端部3Bと同様の機能を発揮する。
【0065】
この発明に係るローラ用中空シャフト1Aにおいて、シャフト本体2及びシャフト端部3A〜3G(以下、シャフト端部3と称することがある。)は、前記材料を用いて、常法により、作製することができる。例えば、前記材料を、切削、研削、切り出し、各種成形法等により、シャフト本体2及びシャフト端部3を所望の形状に形成することができる。また、テーパー部等に施されるC面加工及びR面加工は、NC自動盤等によって、実施することができる。
【0066】
次いで、圧入機(例えば、商品名「圧入機CYPIII」、新東工業株式会社製)を用いて、シャフト本体2及びシャフト端部3が変形しない程度の押圧力、例えば、0.5〜3tで、このようにして作製されたシャフト本体2の両端部にシャフト端部3を内挿し、又は、シャフト本体2をシャフト端部3に外挿する。このとき、シャフト端部3は、その基部から先端部に向かう少なくとも1つのテーパー部を有しているから、前記テーパー部によって、シャフト本体2とシャフト端部3Aとの相対的な挿入が案内されて、シャフト本体2とシャフト端部3Aとの軸線の不一致が修正されると同時にシャフト本体2にシャフト端部3Aが挿入される。したがって、シャフト本体とシャフト端部とが強固に密着され、振れ精度の高い軽量化されたローラ用中空シャフトを生産効率良く作製することができる。故に、この発明によれば、シャフト本体とシャフト端部とが強固に密着され、振れ精度の高い軽量化されたローラ用中空シャフトを生産効率良く作製することができるローラ用中空シャフトの製造方法を提供するという目的を達成することができる。
【0067】
この発明に係るローラ用中空シャフトは、前記した実施例に限定されることはなく、本願発明の目的を達成することができる範囲において、種々の変更が可能である。例えば、前記実施例におけるシャフトは、同一形状に形成された2つのシャフト端部3を備えているが、この発明に係るシャフトは、異なる形状に形成されたシャフト端部を備えていてもよい。
【0068】
また、前記実施例におけるシャフトは、シャフト本体2とシャフト端部3とにより、その中空部が気密状態に閉塞されているが、この発明においては、シャフトの中空部がほぼ気密状態になっている必要はなく、例えば、挿入部の外周面が凹凸形状に形成され、シャフトの中空部が開放するようになっていてもよく、また、挿入部に貫通孔が穿設され、シャフトの中空部が開放するようになっていてもよい。
【0069】
さらに、前記実施例におけるシャフトは、円筒状のシャフト本体2に円筒状のシャフト端部3を挿入して成るが、この発明においては、シャフト本体及びシャフト端部が円筒状を成している必要はなく、例えば、シャフト本体及び/又はシャフト端部が楕円状であっても多角柱状であってもよい。
【0070】
また、前記実施例における基部、第1のテーパー部、第2のテーパー部及び第3のテーパー部の円錐台形状は、それぞれC面加工されて形成されているが、この発明においては、前記円錐台形状は、先端に向かって、その直径が次第に減少する形状であればよく、その外周面は平面とされている必要はない。例えば、円錐台形状の外周面が、R面加工されて、湾曲していてもよい。
【0071】
さらに、前記実施例におけるシャフト端部3A、3B、3C及び3Dはそれぞれ、柱体部10A及び10B並びに接続部11C及び11Dが形成されているが、この発明においては、柱体部及び接続部は形成されている必要はない。
【0072】
図6に示されるように、この発明に係るローラの一実施例であるローラ20は、この発明に係るローラ用中空シャフト1と、弾性層21とを備え、例えば、図7に示される画像形成装置30等に配設される。ローラ用中空シャフト1は前記した通りである。
【0073】
前記弾性層21は、ローラ用中空シャフト1の外周面に後述するゴム組成物を硬化して成る。弾性層21は、ローラの用途等に応じて、その特性が決定され、例えば、気泡等を含有しない弾性層、気泡又は中空部を含有する発泡弾性層、導電性弾性層及び絶縁性弾性層等に形成される。弾性層21が導電性弾性層に形成される場合には、弾性層21は、101〜107Ωの電気抵抗値を有しているのが好ましい。弾性層21の電気抵抗値は、電気抵抗計(商品名:ULTRA HIGH RESISTANCE METER R8340A、株式会社アドバンテスト製)を用い、ローラ20を水平に置き、5mmの厚さ、30mmの幅、及び、ローラ20を載せることのできる長さを有する金メッキ製板を電極とし、500gの荷重をローラ用中空シャフト1の両端それぞれに支持させた状態にして、ローラ用中空シャフト1と電極との間にDC100Vを印加し、1秒後の電気抵抗計の値を読みとり、この値を電気抵抗値とする方法により、測定することができる。
【0074】
弾性層21は、20〜70のJIS A硬度を有しているのが好ましい。弾性層21が20〜70のJIS A硬度を有していると、ローラ20と被当接体との接触面積を大きくすることができ、高品質の画像を形成することができる。
【0075】
弾性層21は、被当接体との当接状態において、被当接体と弾性層21との均一なニップ幅を確保することができる点で、その厚さは、1mm以上であるのが好ましく、4mm以上であるのがより好ましい。一方、弾性層21の厚さの上限は、用途に応じて任意に調整され、例えば、30mm以下であるのが好ましく、20mm以下であるのがより好ましい。
【0076】
弾性層21を形成するゴム組成物は、ゴムを含有し、所望により、各種添加剤、導電性付与剤及び発泡剤をさらに含有する。
【0077】
前記ゴムは、特に限定されず、例えば、シリコーン若しくはシリコーン変性ゴム、ニトリルゴム、エチレンプロピレンゴム(エチレンプロピレンジエンゴムを含む。)、スチレンブタジエンゴム、ブタジエンゴム、イソプレンゴム、天然ゴム、アクリルゴム、クロロプレンゴム、ブチルゴム、エピクロールヒドリンゴム、ウレタンゴム、フッ素ゴム等の液状ゴムが挙げられるが、シリコーン若しくはシリコーン変性ゴムが、耐熱性及び帯電特性等に優れる点で、好ましい。これらのゴムは、液状タイプであっても、ミラブルタイプであってもよく、弾性層21の成形方法、弾性層21に要求される特性等に応じて、適宜選択することができる。
【0078】
前記各種添加剤としては、例えば、鎖延長剤及び架橋剤等の助剤、触媒、分散剤、老化防止剤、酸化防止剤、充填材、顔料、着色剤、加工助剤、軟化剤、可塑剤、乳化剤、耐熱性向上剤、難燃性向上剤、受酸剤、熱伝導性向上剤、離型剤、溶剤等が挙げられる。これらの各種添加剤は、通常用いられる添加剤であってもよく、用途に応じて特別に用いられる添加剤であってもよい。
【0079】
前記導電性付与剤は、導電性を有していれば特に限定されず、例えば、導電性粉末、イオン導電性物質等が挙げられる。導電性粉末としては、より具体的には、例えば、ケッチェンブラック、アセチレンブラック等の導電性カーボンの他に、SAF、ISAF、HAF、FEF、GPF、SRF、FT、MT等のゴム用カーボン類、また、酸化チタン、酸化亜鉛、ニッケル、銅、銀、ゲルマニウム等の金属、さらには、金属酸化物、ポリアニリン、ポリピロール、ポリアセチレン等の導電性ポリマー等が挙げられ、イオン導電性物質としては、より具体的には、例えば、過塩素酸ナトリウム、過塩素酸リチウム、過塩素酸カルシウム、塩化リチウム等の無機イオン性導電物質等が挙げられる。導電性付与剤は、1種単独で、又は2種以上を組み合わせて、弾性層21としたときに所望の電気抵抗値を示すように、適宜の含有量で添加される。例えば、ゴム組成物における導電性付与剤の含有量は、前記ゴム100質量部に対して、2〜80質量部とすることができる。
【0080】
前記発泡剤は、従来、発泡ゴムに用いられる発泡剤であればよく、例えば、無機系発泡剤として、重炭酸ソーダ、炭酸アンモニウム等が挙げられ、有機系発泡剤として、ジアゾアミノ誘導体、アゾニトリル誘導体、アゾジカルボン酸誘導体等の有機アゾ化合物等が挙げられる。通常、複数の気泡が連続してなる連続気泡を形成する場合には無機系発泡剤が用いられ、複数の気泡が互いに接触等することなく分散又は散在してなる独立気泡を形成する場合には有機系発泡剤が用いられる。発泡剤の含有量は、発泡剤の種類等に応じて、適宜調整される。
【0081】
ゴム組成物は、二本ローラ、三本ローラ、ロールミル、バンバリーミキサ、ドウミキサ(ニーダー)等のゴム混練り機等を用いて、前記ゴム、所望により各種添加剤、導電性付与剤及び発泡剤が均一に混合されるまで、例えば、数分から数時間、好ましくは5分〜1時間、常温又は加熱下で混練して、得られる。
【0082】
ゴム組成物は、成形金型に容易にかつ均質に注入することができる等の取扱性に優れる点で、例えば、25℃において、5〜500Pa・sの粘度を有しているのがよく、5〜200Pa・sの粘度を有しているのが特によい。ゴム組成物の粘度は、通常、それらに含まれる各成分の種類及び/又は配合量によって、調整することができる。また、必要により、溶剤等により、粘度を調整することもできる。
【0083】
好ましく使用されるゴム組成物として、例えば、ミラブル型導電性シリコーンゴム組成物及び付加硬化型液状導電性シリコーンゴム組成物が挙げられる。
【0084】
前記ミラブル型導電性シリコーンゴム組成物は、(A)下記平均組成式(1)で示されるオルガノポリシロキサン、(B)充填材、及び、(C)上記(B)成分に属するもの以外の導電性材料を含有する。
【0085】
RnSiO(4−n)/2 (1)
ここで、Rは、同一であっても異なっていてもよい、置換又は非置換の1価炭化水素基、好ましくは炭素原子数1〜12、より好ましくは炭素原子数1〜8の1価炭化水素基であり、nは1.95〜2.05の正数である。
【0086】
前記付加硬化型液状導電性シリコーンゴム組成物は、(D)一分子中にケイ素原子と結合するアルケニル基を少なくとも2個含有するオルガノポリシロキサンと、(E)一分子中にケイ素原子と結合する水素原子を少なくとも2個含有するオルガノハイドロジェンポリシロキサンと、(F)平均粒径が1〜30μmで、嵩密度が0.1〜0.5g/cm3である無機質充填材と、(G)導電性付与剤と、(H)付加反応触媒とを含有する付加硬化型液状導電性シリコーンゴム組成物が挙げられる。
【0087】
ローラ20は、弾性層21の外周面に被覆層(図示しない。)を備えていてもよい。被覆層を形成する材料としては、特に制限するものではないが、図9に示される画像形成装置30等にローラ20が使用される場合には、ローラ20は被当接体に当接又は圧接されるから、永久変形しにくい材料であるのが好ましく、例えば、アルキッド樹脂、フェノール変性・シリコーン変性等のアルキッド樹脂変性物、オイルフリーアルキッド樹脂、アクリル樹脂、シリコーン樹脂、エポキシ樹脂、フッ素樹脂、フェノール樹脂、ポリアミド樹脂、ウレタン樹脂、ポリアミドイミド系樹脂及びこれらの混合物等が挙げられる。被覆層は、例えば、1〜100μmの厚さに形成される。
【0088】
ローラ20は、常法により、製造することができ、例えば、シャフト1を作製した後、シャフト1の外周面に、内表面が鏡面構造とされた金型を用いてゴム組成物を加熱成形して、又は、シャフト1と共にゴム組成物を押出成形して、製造することができる。また、ローラ20は、シャフト本体5の外周面に金型を用いてゴム組成物を加熱成形して、又は、シャフト本体5と共にゴム組成物を押出成形して、弾性層21を形成し、次いで、シャフト本体5の両端部にシャフト端部10を嵌入して、製造することもできる。弾性層21の成形条件及び成形方法等は、ゴム組成物が硬化する条件であれば、特に限定されず、また、使用する金型も特に限定されない。
【0089】
このローラ20は、シャフト1の外周面に弾性層21が形成されてなるから、軽量であって、しかも、長期間にわたって高品質な画像を形成することができる。
【0090】
次に、この発明に係るローラ20を備えた画像形成装置(以下、この発明に係る画像形成装置と称することがある。)の一例を、図7を参照して、説明する。
【0091】
図7に示されるように、この発明に係る画像形成装置30は、静電潜像が形成される回転可能な像担持体31例えば感光体と、像担持体31に当接若しくは圧接して又は所定の間隔を置いて設けられ、像担持体31を帯電させる帯電手段32例えば帯電ローラと、像担持体31の上方に設けられ、像担持体31に静電潜像を形成する露光手段33と、像担持体31に当接若しくは圧接して又は所定の間隔を置いて設けられ、像担持体31に一定の層厚で現像剤42を供給し、静電潜像を現像する現像手段40と、像担持体31の下方に圧接するように設けられ、現像された静電潜像を像担持体31から記録紙36上に転写する転写手段34例えば転写ローラと、記録紙36の搬送方向の下流に設けられ、記録紙36に転写された現像剤42(静電潜像)を定着させる定着手段35例えば定着器と、記録紙36に転写されず像担持体31に残留した現像剤42及び/又は像担持体31に付着したゴミ等を除去するクリーニング手段37とを備えている。すなわち、像担持体31は、その回転方向において、上流側から順に、クリーニング手段37、帯電手段32、露光手段33、現像手段40及び転写手段34によって、各作用を受ける。画像形成装置30は、像担持体31の表面に残留している静電潜像を除去する除電手段(図示しない。)を、クリーニング手段37と帯電手段32との間又は転写手段34とクリーニング手段37との間に、備えていてもよい。
【0092】
前記現像手段40は、従来の画像形成装置に備えられた現像手段と基本的に同様に形成され、同様に配置されている。例えば、現像手段40は、図7に示されるように、像担持体31に対向する位置に開口部を有し、現像剤42を収納する現像剤収納部41と、現像剤収納部41内に設けられ、現像剤42を均一に攪拌する攪拌機43と、現像剤収納部41の開口部に、像担持体31に当接して又は所定の間隔を置いて設けられ、像担持体31に現像剤42を一定の層厚で現像剤42を供給する回転可能な現像剤担持体44と、現像剤担持体44の上方に設けられ、現像剤担持体44に当接して現像剤42の層厚を規制すると共に、摩擦帯電により現像剤42を帯電させる現像剤規制部材45とを備えている。
【0093】
前記現像剤収納部41に収納される現像剤42、すなわち、この発明に係る画像形成装置30に使用される現像剤42としては、摩擦により帯電可能で、記録紙36に定着可能な一成分系の現像剤であれば、乾式現像剤であっても湿式現像剤であってもよく、また、非磁性現像剤であっても磁性現像剤であってもよい。
【0094】
現像手段40における前記現像剤担持体44は、現像剤規制部材45のブレード46と接触して、現像剤42を帯電させる。したがって、現像剤担持体44は、現像剤規制部材45のブレード46と接触して、現像剤42を帯電させることができるように構成されていればよく、例えば、導電性を有する弾性層を備えた現像ローラ等が挙げられる。例えば、このような現像剤担持体44、特に現像ローラとして、例えば、この発明に係るローラ20を使用することができる。
【0095】
画像形成装置30は、帯電手段32の帯電ローラ、現像剤担持体44の現像ローラ、転写手段34の転写ローラ、定着手段35の定着ローラ、クリーニング手段のクリーニングローラ(図示しない。)、加圧ローラ(図示しない。)、紙送り搬送ローラ(図示しない。)等の各種ローラを備え、これら各種ローラのうち少なくとも1つのローラとしてこの発明に係るローラ20が使用されている。好ましくは、帯電ローラ、現像ローラ、転写ローラ及び定着ローラのうち少なくとも1つのローラとしてこの発明に係るローラ20が使用されている。
【0096】
画像形成装置30は、次にように作用する。なお、現像剤規制部材45は、ブレード46が所定の圧力で現像剤担持体44の表面に当接するように、ブレード46が湾曲されて、現像手段40の開口部に、配置されている。まず、画像形成装置30において、像担持体31が、図7の矢印に示されるように、時計方向に回転しつつ、クリーニング手段37により、その表面の現像剤42及び/又はゴミ等が除去された後、帯電手段32により、一様に帯電される。次いで、露光手段33により画像が露光され、像担持体31の表面に静電潜像が形成される。
【0097】
一方、現像手段40において、攪拌機43により均一に混合された現像剤42が、現像剤担持体44に供給され、現像剤担持体44が図7に示される矢印方向に回転することにより、現像剤担持体44の表面に付着した現像剤42が、現像剤担持体44と現像剤担持体44に当接した現像剤規制部材45のブレード46との間を通過する。このとき、現像剤42は、所望の層厚に規制されると共に、現像剤42を所望のように帯電させることができる。つまり、現像剤42が現像剤担持体44とブレード46との間を通過することによって、現像剤担持体44の表面上における現像剤42の層厚が規制されると共に、現像剤規制部材45のブレード46と現像剤担持体44及び/又は現像剤42との摩擦帯電等により、現像剤担持体44上の現像剤42が所望のように帯電される。
【0098】
次いで、このようにして現像手段40から所望の層厚及び帯電量を有する現像剤42が像担持体31に供給され、像担持体31に形成された静電潜像が現像されて、この静電潜像が現像剤像として可視化される。このようにして、現像手段40は、像担持体31に所望の層厚及び帯電量を有する現像剤42を供給し、静電潜像を現像することができる。次いで、像担持体31上に現像された現像剤像は、図示しない搬送手段により、像担持体31と転写手段34との間に搬送される記録紙36上に、像担持体31及び/又は転写手段34によって転写される。次いで、現像剤像が転写された記録紙36は、図示しない搬送手段により定着手段35に搬送され、定着手段35により加熱及び/又は加圧されて、転写された現像剤像が永久画像として記録紙36に定着される。このようにして、記録紙36に画像を形成することができる。
【0099】
この発明に係る画像形成装置30は、帯電ローラ、現像ローラ、転写ローラ、定着ローラ、クリーニングローラ(図示しない。)、加圧ローラ(図示しない。)、紙送り搬送ローラ(図示しない。)等の各種ローラのうち少なくとも1つのローラとしてこの発明に係るローラ20が使用されている。したがって、この発明に係るシャフト1Aを用いて作製したローラ20は、軽量であって、しかも、被当接体に対してその長手方向に渡って均一に作用することができ、高品質の画像を形成することができる。
【0100】
画像形成装置30は、電子写真方式の画像形成装置とされているが、この発明において、画像形成装置は、電子写真方式には限定されず、例えば、静電方式の画像形成装置であってもよい。また、画像形成装置30は、現像手段40に単色の現像剤42のみを収容するモノクロ画像形成装置とされているが、この発明において、画像形成装置は、モノクロ画像形成装置に限定されず、カラー画像形成装置であってもよい。カラー画像形成装置としては、例えば、像担持体上に担持された現像剤像を中間転写体に順次一次転写を繰り返す4サイクル型カラー画像形成装置、各色毎の現像手段を備えた複数の像担持体を中間転写体や転写搬送ベルト上に直列に配置したタンデム型カラー画像形成装置等が挙げられる。画像形成装置30は、例えば、複写機、ファクシミリ、プリンター等の画像形成装置とされる。
【0101】
(実施例1)
外径10mm、厚さ1mm、軸線方向長さ235mm、内径7.997mm(公差:挿入部5Aの外径に対して、JIS B0401(1986)における「しばりばめ」の軸の公差域クラス「P6」)の円筒状を成したシャフト本体2をアルミニウムで作製した。また、図3に示されたシャフト端部3Aをステンレス鋼(SUS 304)で作製した。シャフト端部3Aにおける基部6Aは、外径8.000mm、軸線方向の長さ5mmであり、第1のテーパー部7Aは、最大外径8.000mm、最小外径7.900mm、軸線方向の長さ1mm、傾斜角θ1=86°であり、柱体部10Aは、外径7.900mm、軸線方向の長さ1mmであり、第2のテーパー部8Aは、最大外径7.900mm、最小外径7.800mm、軸線方向の長さ1mm、傾斜角θ2=86°であった。このようにして作製したシャフト本体2の両端開口部それぞれに、シャフト端部3Aの挿入部5Aを、圧入機(商品名「圧入機CYPIII」、新東工業株式会社製)を用いて、押圧力2tで挿入して、シャフトIを作製した。
【0102】
(実施例2)
図4(a)に示されたシャフト端部3Bをステンレス鋼(SUS 304)で作製した。シャフト端部3Bにおける基部6Bは、最大外径8.000mm、最小外径7.900mm、軸線方向の長さ5mm、傾斜角θ0=89.5°であり、柱体部10Bは、外径7.900mm、軸線方向の長さ1mmであり、第2のテーパー部8Bは、最大外径7.900mm、最小外径7.800mm、軸線方向の長さ1mm、傾斜角θ2=86°であった。シャフト本体2の両端開口部それぞれに、このようにして作製したシャフト端部3Bを実施例1と同様にして挿入し、シャフトIIを作製した。
【0103】
(実施例3)
図4(b)に示されたシャフト端部3Cをステンレス鋼(SUS 304)で作製した。シャフト端部3Cにおける基部6Cは、外径8.000mm、軸線方向の長さ5mmであり、接続部11Cは、最大外径8.000mm、最小外径7.900mm、軸線方向の長さ1mmであり、第1のテーパー部7Cは、最大外径7.950mm、最小外径7.850mm、軸線方向の長さ1mm、傾斜角θ1=86°であり、第2のテーパー部8Cは、最大外径7.900mm、最小外径7.800mm、軸線方向の長さ1mm、傾斜角θ2=86°であった。シャフト本体2の両端開口部それぞれに、このようにして作製したシャフト端部3Cを実施例1と同様にして挿入し、シャフトIIIを作製した。
【0104】
(実施例4)
図4(c)に示されたシャフト端部3Dをステンレス鋼(SUS 304)で作製した。シャフト端部3Dにおける基部6Dは、外径8.000mm、軸線方向の長さ2mmであり、接続部11Dは、最大外径8.000mm、最小外径7.900mm、軸線方向の長さ1mmであり、第1のテーパー部7Dは、最大外径8.000mm、最小外径7.800mm、軸線方向の長さ2mm、傾斜角θ1=87.5°であった。シャフト本体2の両端開口部それぞれに、このようにして作製したシャフト端部3Dを実施例1と同様にして挿入し、シャフトIVを作製した。
【0105】
(実施例5)
図5(a)に示されたシャフト端部3Eをステンレス鋼(SUS 304)で作製した。シャフト端部3Eにおける挿入部5Eは、最大外径8.000mm、最小外径7.790mm、軸線方向の長さ5mm、傾斜角89°であった。詳細には、基部6Eは、最大外径8.000mm、最小外径7.940mm、軸線方向の長さ1.3mmであり、第1のテーパー部7Eは、最大外径7.930mm、最小外径7.870mm、軸線方向の長さ1.3mmであり、第2のテーパー部8Eは、最大外径7.860mm、最小外径7.800mm、軸線方向の長さ1.3mmであり、第3のテーパー部13Eは、最大外径7.79mm、最小外径7.79mm、軸線方向の長さ0.2mmであり、3本の溝12A、12B及び12Cはそれぞれその断面が円形であり、最大幅0.3mm、深さ0.05mmであった。シャフト本体2の両端開口部それぞれに、このようにして作製したシャフト端部3Eを実施例1と同様にして挿入し、シャフトVを作製した。
【0106】
(実施例6)
図5(b)に示されたシャフト端部3Fをステンレス鋼(SUS 304)で作製した。シャフト端部3Fにおける挿入部5Fは、最大外径8.000mm、最小外径7.790mm、軸線方向の長さ5mm、傾斜角89°であった。詳細には、溝12Dはその断面が円形であり、最大幅0.02mm、深さ0.05mmであり、螺旋状に延在する角度は周方向に対して5°であった。シャフト本体2の両端開口部それぞれに、このようにして作製したシャフト端部3Fを実施例1と同様にして挿入し、シャフトVIを作製した。
【0107】
(実施例7)
図5(c)に示されたシャフト端部3Gをステンレス鋼(SUS 304)で作製した。シャフト端部3Gにおける挿入部5Gは、最大外径8.000mm、最小外径7.79mm、軸線方向の長さ5mm、傾斜角89°であった。シャフト本体2の両端開口部それぞれに、このようにして作製したシャフト端部3Gを実施例1と同様にして挿入し、シャフトVIIを作製した。
【0108】
(比較例1)
図9に示されたシャフト端部3Hをステンレス鋼(SUS 304)で作製した。シャフト端部3Hにおける挿入部5Hは、外径8.000mm、軸線方向の長さ5mmであった。シャフト本体2の両端開口部それぞれに、このようにして作製したシャフト端部3Hを実施例1と同様にして挿入し、シャフトVIIIを作製した。
【0109】
このようにして作製したシャフトI〜VIIIにおける振れ精度を前記方法に従って5点測定し、それらの算術平均値を各シャフトの振れ精度とした。その結果を表1に示す。
【0110】
【表1】
【0111】
表1から明らかなように、実施例1〜7のシャフトI〜VIIは、振れ精度が小さく、特に、テーパー部を2つ以上有する実施例1〜3、5及び6は、シャフトの振れ精度が0.022以下と非常に小さな値であった。
【0112】
この結果から、実施例1〜7のシャフトI〜VIIの外周面に弾性層21を形成して成るローラ20は、例えば図7に示される画像形成装置に装着されたときに、所定の当接圧力で、周方向及び長手方向に均等に被当接体に当接又は圧接することができ、その結果、高品質の画像を形成することに貢献することができると予想された。
【図面の簡単な説明】
【0113】
【図1】図1は、この発明に係るローラ用中空シャフトの一実施例を示す概略斜視図である。
【図2】図2は、この発明に係るローラ用中空シャフトの一実施例における断面の一部を示す概略断面図である。
【図3】図3は、この発明に係るローラ用中空シャフトにおけるシャフト端部の一実施例を示す概略正面である。
【図4】図4は、この発明に係るローラ用中空シャフトにおけるシャフト端部の別の一実施例を示す概略正面であり、図4(a)は基部に第1のテーパー部の機能を持たせたシャフト端部を示す概略正面であり、図4(b)は第1のテーパー部及び第2のテーパー部を連続して形成したシャフト端部を示す概略正面であり、図4(c)はテーパー部を1つ有するシャフト端部を示す概略正面である。
【図5】図5は、この発明に係るローラ用中空シャフトにおけるシャフト端部のまた別の一実施例を示す概略正面であり、図5(a)は3本の溝を有する挿入部を備えたシャフト端部を示す概略正面であり、図5(b)はある角度で延在する溝を有する挿入部を備えたシャフト端部を示す概略正面であり、図5(c)は柱体部を有しないシャフト端部を示す概略正面である。
【図6】図6は、この発明に係るローラの一実施例を示す斜視図である。
【図7】図7は、この発明に係る画像形成装置の一例を示す概略図である。
【図8】図8は、従来のローラ用中空シャフトの断面の一部を示す概略断面図である。
【図9】図9は、従来のローラ用中空シャフトにおけるシャフト端部を示す概略正面である。
【符号の説明】
【0114】
1、1A ローラ用中空シャフト
2 シャフト本体
3A、3B、3C、3D、3E、3F、3G、3H シャフト端部
4 支持軸
5A、5B、5C、5D、5E、5F、5G、5H 挿入部
6A、6B、6C、6D、6E、6F 基部
7A、7C、7D、7E、7F 第1のテーパー部
8A、8B、8C、8E、8F 第2のテーパー部
9 鍔部
10A、10B 柱体部
11C、11D 接続部
12A、12B、12C、12D 溝
13E 第3のテーパー部
20 ローラ
21 弾性層
30 画像形成装置
31 像担持体
32 帯電手段
33 露光手段
34 転写手段
35 定着手段
36 記録紙
37 クリーニング手段
40 現像手段
41 現像剤収納部
42 現像剤
43 攪拌機
44 現像剤担持体
45 現像剤規制部材
46 ブレード
【特許請求の範囲】
【請求項1】
両端開口部を有する筒状のシャフト本体と、前記両端開口部に挿入される挿入部を有するシャフト端部とを備え、前記両端開口部に前記挿入部が挿入されて成るローラ用中空シャフトであって、
前記挿入部は、前記シャフト本体の内周面に密着する基部と、前記基部から先端部に向かう少なくとも1つのテーパー部とを有することを特徴とするローラ用中空シャフト。
【請求項2】
請求項1に記載のローラ用中空シャフトの外周面に弾性層を備えたことを特徴とするローラ。
【請求項3】
請求項2に記載のローラを備えたことを特徴とする画像形成装置。
【請求項1】
両端開口部を有する筒状のシャフト本体と、前記両端開口部に挿入される挿入部を有するシャフト端部とを備え、前記両端開口部に前記挿入部が挿入されて成るローラ用中空シャフトであって、
前記挿入部は、前記シャフト本体の内周面に密着する基部と、前記基部から先端部に向かう少なくとも1つのテーパー部とを有することを特徴とするローラ用中空シャフト。
【請求項2】
請求項1に記載のローラ用中空シャフトの外周面に弾性層を備えたことを特徴とするローラ。
【請求項3】
請求項2に記載のローラを備えたことを特徴とする画像形成装置。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2008−286951(P2008−286951A)
【公開日】平成20年11月27日(2008.11.27)
【国際特許分類】
【出願番号】特願2007−130989(P2007−130989)
【出願日】平成19年5月16日(2007.5.16)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【復代理人】
【識別番号】100118809
【弁理士】
【氏名又は名称】篠田 育男
【Fターム(参考)】
【公開日】平成20年11月27日(2008.11.27)
【国際特許分類】
【出願日】平成19年5月16日(2007.5.16)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【復代理人】
【識別番号】100118809
【弁理士】
【氏名又は名称】篠田 育男
【Fターム(参考)】
[ Back to top ]