
ロールのまたはロールに関連する改良
繊維工業における水処理操作において使用するのを特に意図する脱水用絞りロールを開示する。該ロールは、シャフト、該シャフトの周りに備えた相対的厚い弾性副層および該副層の周りに備えた相対的薄い弾性外装を含む。上記副層は、上記副層が85〜105のショアA硬度を有する材料から形成され、一方、上記外装が60〜80のショアA硬度を有する材料から形成されているように、上記外装の硬度よりも高い硬度を有する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ロールおよびそのようなロールを含む装置に関する。本発明は、特に、繊維工業において使用するのに適する絞りロールおよび関連装置に関する。
【背景技術】
【0002】
繊維工業においては、湿った繊維の機械的乾燥のために絞りロールを使用することは知られている。一般的には、ゴム被覆絞りロールが、この目的において、圧搾機、脱水機(de-watering machine)、マングル、フーラード、脱水機(hydro-extractor)およびプレス機のような繊維取扱装置において使用されている。また、本発明に従うロールは、サクションロールおよびプレスロールを使用する製紙工業における脱水目的においても使用し得ることを認識すべきである。
【0003】
通常のゴム被覆ロールは、各末端に位置したジャーナル面を有する中心金属シャフトを含む。弾性被覆材料を上記シャフト上に設け、この弾性材料は、10mm〜20mmの半径厚さを典型的に有する。天然ゴムを弾性被覆材用に使用し得るが、ニトリルのような合成エラストマー物質を使用するのがより一般的である。
マングルのような典型的な脱水機においては、2本の絞りロールを互いに相対して作動するように配置し、互いに圧迫させて、湿った繊維材料を2本のロール間に形成されたニップ(ロール間隙)に通して両ロールが液体を繊維材料から搾り出すことができるようにする。
【0004】
ゴム被覆絞りロールは、ロールの中心シャフトの周りに備えた弾性材料がロールに加わった絞り圧下に僅かに変形し、それによって2本のロール間のニップを通過するときの繊維材料と接触するロール領域を増大させるので、水を繊維材料から絞り出すのに特に有用であることが判明している。
上述したタイプの従来技術のゴム被覆絞りロールは、典型的には、ほぼ95ショアA硬度を有する弾性材料を使用する。この硬度レベルの弾性材料は、ニップにおいて繊維材料と接触するロールの表面積を増大させるための十分な変形を可能にすることと、一方での十分な剛性を保持して効果的な絞り作用も与えることとの間に妥当な均衡をもたらしていることが判明している。
【0005】
しかしながら、上述したタイプの従来技術のゴム被覆絞りロールは、問題がないことはなく、繊維脱水機において使用するときは妥当な結果をもたらすことが判明しているものの、許容し得る絞り性能を得るためには、依然としてかなりのニップ圧を必要とする。
【発明の概要】
【0006】
従って、本発明の目的は、改良された絞りロールを提供することである。
従って、本発明の第1の局面は、シャフト、このシャフトの周りに備えた相対的に厚い弾性副層およびこの副層の周りに備えた相対的に薄い弾性外装を含み、上記副層が上記外装の硬度よりも高い硬度を有し、上記副層が85〜105のショアA硬度を有する材料から形成されていることを特徴とする脱水用ロールを提供する。
好ましくは、上記外装の厚さは、上記副層の厚さの10%にほぼ等しい。
【0007】
好ましい配置においては、上記副層は、10mm〜20mmの半径厚さを有する。
上記外装は、好ましくは、1mm〜2mmの半径厚さを有する。
好ましい実施態様においては、上記副層は、90〜100のショアA硬度を有する材料から、最も好ましくは、実質的に95に等しいショアA硬度を有する材料から形成される。
好ましくは、上記外装は、60〜80のショアA硬度を有する材料から、より好ましくは、65〜75のショアA硬度を有する材料から、最も好ましくは、実質的に70に等しいショアA硬度を有する材料から形成される。
有利には、上記副層と上記外装の組合せは、80〜85のショアA硬度を有する。
【0008】
好都合には、上記副層と上記外装は、各々、エラストマー材料から形成される。
好ましくは、上記副層と上記外装は、各々、ニトリルゴム、ポリウレタンゴム、CSPE、EPDMおよびHNBRを含む群から選ばれる材料から形成される。
有利には、上記絞りロールは、250mm〜400mmの全体直径を有する。
好都合には、上記外装は、実質的にその全長に亘って実質的に一定の厚さを有する。
【0009】
本発明のもう1つの局面によれば、液体を繊維から絞り出すための装置を提供し、この装置は、上述したタイプの少なくとも1本のロールを含む。
好ましくは、上記装置は、少なくとも1対の上述したタイプのロールを含み、各ロールは、他方のロールと相対して作動するように配置される。
【0010】
以下、本発明をさらに容易に理解し得るように、また、本発明のさらなる特徴を認識し得るように、本発明の各実施態様を、例えば、添付図面を参照して関連して説明する。
【図面の簡単な説明】
【0011】
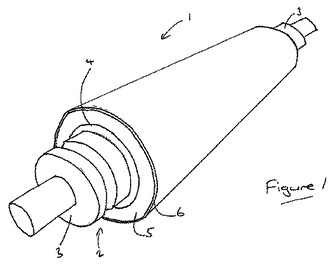
【図1】本発明に従う絞りロールの透視図である。
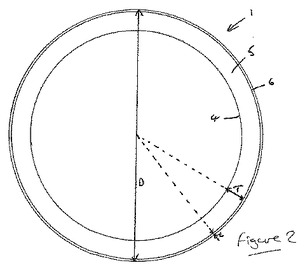
【図2】図1に示す絞りロールから取った横断面図である。
【発明を実施するための形態】
【0012】
初めに、図1に関しては、本発明に従う絞りロール1を例示している。このロールは、典型的には固体金属、最も好ましくはスチールから製造された細長の中心シャフト2を含む。シャフト2は、各末端に設けられた短いジャーナル面3を有し、このジャーナル面は、脱水機内に設けられた協作動ベアリング(図示していない)と係合し、また、このベアリングによって支持されるように構成されている。シャフト2は、固体金属、管状金属から、或いは可変圧力ロールまたはたわみ防止(anti-deflection)ロールを備えるのに使用するのに知られているような、オーバーハング金属チューブ内に備えた固体金属コアを含む形状で製造し得ることを認識すべきである。
或いは、上記シャフトは、炭素繊維材料のような複合材料からも製造し得る。
2つのジャーナル断面3の間に、シャフト2は、実質的に均一な円形断面の細長の中心面4を有する。
【0013】
エラストマー材料の弾性副層5が、シャフト2の中心ロール面4の周りの備えられており、従って、弾性副層5は、実質的に管状の構造を有する。弾性副層5は、通常の絞りロール技術において典型的に使用されている材料のような任意の好都合なエラストマー材料から製造し得る。しかしながら、本発明の目的においては、副層5のエラストマー材料は、ニトリルゴム、ポリウレタンゴム、クロロスルホン化ポリエチレン(CSPE) (一般的には、商標Hypalonによって知られている)、エチレン プロピレン ジエンM級ゴム(EPDM)および水素化ニトリル ブタジエンゴム(HNBR)を含む群から選択するのが好ましい。
【0014】
弾性副層5は、85〜105のショアA硬度を有するように、より好ましくは90〜100のショアA硬度を有するように設定する。本発明の絞りロールは、上記副層が95に実質的に等しいショアA硬度を有する材料から形成されているときに、最も有効に機能することを見出している。
【0015】
弾性材料の薄層を、弾性副層5の上および周りに、弾性外装6の形で備える。図1から理解し得るように、外装6は、相対的に厚い弾性副層5と比較して相対的に薄い(厚さは半径方向で測定する)。
外装6は、天然ゴムから形成し得るが、最も好ましくは、ニトリルゴム、ポリウレタンゴム、クロロスルホン化ポリエチレン(CSPE) (一般的には、商標Hypalonによって知られている)またはエチレン プロピレン ジエンM級ゴム(EPDM)のような合成エラストマー材料から形成する。
【0016】
弾性外装6は、下地の副層5の硬度レベルよりも低い硬度レベルを有するように設定する。従って、本発明の好ましい実施態様は、弾性外装6の材料が60〜80のショアA硬度を有するように設定する。さらに好ましくは、外装6の材料は、65〜75のショアA硬度を有し、実質的に70に等しいショアA硬度が最も好ましい。
【0017】
相対的に薄い外装6は、下地の副層5の上により軟質のゴムの薄膜を効果的に形成しており、副層5にカレンダー加工シート形状またはテープ形状で結合させ得、或いは、単成分または二成分形で開放注型(open-cast)またはリボン流動注型(ribbon-flow cast)し得、ストリップまたはクロスヘッド形で押出加工し得、または注型コンパウンドとして成形し得る。外装6を形成するのに使用する材料の最終選定は、脱水機の稼動温度および稼動圧、並びに処理用薬品に対する耐性と耐摩耗性の要求レベルのような種々の要因に依存することが判明している。
【0018】
ところで、図2を検討するに当っては、Dは絞りロール1の全体直径を示し、Tは弾性副層5の半径厚さを示し、tは弾性外装6の半径厚さを示す。本発明の絞りロールの最も実際的な実施態様は250mm〜400mmの全体直径Tを有することをもくろむ。弾性副層5の厚さTは10mm〜20mmであり、相対的に薄い弾性外装6は2mm以下の厚さtを有する。最も好ましくは、外装6は、1mm〜2mmの厚さを有する。従って理解し得るように、上記絞りロールの好ましい実施態様は、厚さにおいて下地の副層5の厚さの10%にほぼ等しい外装6を有する。
【0019】
副層5と外装6の相対的厚さが上記の比率内に設定され、副層5が実質的に95に等しいショアA硬度を有し、そして、外装6が実質的に70に等しいショアA硬度を有する本発明の好ましい実施態様に従う絞りロールは、80〜85の範囲内の上記2つの組合せ層の有効なショアA硬度を有することが判明している。
【0020】
本発明の上述の絞りロール1は、液体を湿った繊維から搾り出すのに使用するときに、有意に改良された脱水性能をもたらすことが判明している。この増強された性能は、より軟質の外装6が布地の加工表面と密接に適合するのに十分に弾力性であり、それによって液体を布地の横糸と縦糸間または布地の表面輪郭間の空洞から絞り出すことから生じている。また、相対的に薄くより軟質の外装6はトップ層を提供しており、このトップ層は、従来技術のゴム被覆絞りロールよりも変形性であり、従って、2本のそのようなロール間の絞りニップの効率を、2本ロールと布地間の接触領域を最低のニップ力の損失でもって効率的に増大させることによって増強している。また、相対的軟質の外装6は、有意により硬質の外表面を有する従来技術のゴムコーティーング絞りロールによる場合よりも穏やかに繊維布地を絞るというさらなる利点も提供する。
【0021】
しかしながら、相対的硬質で厚い下地副層5は、十分な弾性を保持して十分な絞り力をもたらすので、本発明の絞りロール1の改良された性能において重要な役割を果す。従って、より軟質の外装6は、ロールを通過する繊維布地と穏やかに且つ緊密に適合するように効果的に設けられ、一方、下地の相対的硬質の副層5は、薄い外装6を指示して十分な絞り力をもたらす。
【0022】
脱水用絞りロールおよび関連装置の性能は、一般に、乾燥布地の百分率質量として表す。例えば、乾燥布地サンプルの重さが1000gであり、絞った後、湿った布地質量が1500gであると判明した場合、達成された表現レベルは、1500/1000g = 50%であると言える。
本発明に従う絞りロールは、処理する布地のタイプに応じて、10〜15%の増強された絞り性能をもたらしていることが判明している。本発明に従う絞りロールは、多数の小空洞を有するニット布地に対して使用したとき、特に良好な絞り性能をもたらし、そのような布地に対する絞り効果の増強は、典型的には、20〜80%ほどである。
【0023】
外装6が下地の副層5に対してあまり厚くは製造されていないことは重要である。試験から、本発明に従うロールの性能特性は、外装6の厚さが2mmを超えて増大するときに、有意に悪化することが判明している。
パラボラキャンバー型プロフィール(parabolically cambered profile)を有する絞りロールを用いて、ロールが脱水機内で荷重下におかれた場合に屈曲するときに、実質的に均一な間隙圧を確保することは知られている。従って、本発明に従うロールは、そのようなプロフィールを有するように設定し得、この場合、上記相対的厚い副層5は、相対的薄い外装6を副層5上に適用する前に、所望のパラボラキャンバーを有するように塗着させ得ることをもくろむ。その後、外装6を適用し、同じパラボラプロフィールを取るように再塗着させ、それによって外装6の全長に亘って均一な厚さを維持し得る。
【0024】
本発明に従うロールは通常のスチールロールまたは通常のゴム被覆絞りロールと一緒に使用してこれらの2本ロール間に間隙を形成させ得るが、最適の性能は、本発明に従う2本の絞りロールを互いに組合せて稼動させることによって得られる。
本発明のロールを製紙における脱水目的において使用すべき場合、上記2層弾性被覆材に通常の真空抽出装置と連結する孔または溝のアレーを設けることをもくろむ。
【0025】
本明細書および特許請求の範囲において使用するとき、用語“含む(comprises)”および“含む(comprising)”並びにこれら用語の変形は、特定の特徴、工程または整数値が包含されることを意味する。これらの用語は、他の特徴、工程または成分の存在を除外するものと解釈すべきではない。
上記の説明、特許請求の範囲または添付図面において開示された、或いはその特定の形でまたは開示された機能を果すための手段または開示された結果を得るための方法もしくはプロセスに関連して表現された特徴は、必要に応じて、個々の、そのような特徴の任意の組合せにおいて、本発明を種々の形態で具現化するのに活用し得る。
【0026】
本発明を上記の典型的な実施態様に関連して説明してきたけれども、多くの等価の修正および変形は、当業者にとっては、本開示を提供されたときに明白であろう。従って、上記で示した本発明の典型的な実施態様は、例示であって限定するものではないとみなす。説明した実施態様に対する種々の変更は、本発明の精神および範囲に逸脱することなしになし得る。
【符号の説明】
【0027】
1 絞りロール
2 シャフト
3 ジャーナル面
4 中心面
5 弾性副層
6 外装
D 絞りロール1の全体直径
T 弾性副層5の半径厚さ
t 弾性外装6の半径厚さ
【技術分野】
【0001】
本発明は、ロールおよびそのようなロールを含む装置に関する。本発明は、特に、繊維工業において使用するのに適する絞りロールおよび関連装置に関する。
【背景技術】
【0002】
繊維工業においては、湿った繊維の機械的乾燥のために絞りロールを使用することは知られている。一般的には、ゴム被覆絞りロールが、この目的において、圧搾機、脱水機(de-watering machine)、マングル、フーラード、脱水機(hydro-extractor)およびプレス機のような繊維取扱装置において使用されている。また、本発明に従うロールは、サクションロールおよびプレスロールを使用する製紙工業における脱水目的においても使用し得ることを認識すべきである。
【0003】
通常のゴム被覆ロールは、各末端に位置したジャーナル面を有する中心金属シャフトを含む。弾性被覆材料を上記シャフト上に設け、この弾性材料は、10mm〜20mmの半径厚さを典型的に有する。天然ゴムを弾性被覆材用に使用し得るが、ニトリルのような合成エラストマー物質を使用するのがより一般的である。
マングルのような典型的な脱水機においては、2本の絞りロールを互いに相対して作動するように配置し、互いに圧迫させて、湿った繊維材料を2本のロール間に形成されたニップ(ロール間隙)に通して両ロールが液体を繊維材料から搾り出すことができるようにする。
【0004】
ゴム被覆絞りロールは、ロールの中心シャフトの周りに備えた弾性材料がロールに加わった絞り圧下に僅かに変形し、それによって2本のロール間のニップを通過するときの繊維材料と接触するロール領域を増大させるので、水を繊維材料から絞り出すのに特に有用であることが判明している。
上述したタイプの従来技術のゴム被覆絞りロールは、典型的には、ほぼ95ショアA硬度を有する弾性材料を使用する。この硬度レベルの弾性材料は、ニップにおいて繊維材料と接触するロールの表面積を増大させるための十分な変形を可能にすることと、一方での十分な剛性を保持して効果的な絞り作用も与えることとの間に妥当な均衡をもたらしていることが判明している。
【0005】
しかしながら、上述したタイプの従来技術のゴム被覆絞りロールは、問題がないことはなく、繊維脱水機において使用するときは妥当な結果をもたらすことが判明しているものの、許容し得る絞り性能を得るためには、依然としてかなりのニップ圧を必要とする。
【発明の概要】
【0006】
従って、本発明の目的は、改良された絞りロールを提供することである。
従って、本発明の第1の局面は、シャフト、このシャフトの周りに備えた相対的に厚い弾性副層およびこの副層の周りに備えた相対的に薄い弾性外装を含み、上記副層が上記外装の硬度よりも高い硬度を有し、上記副層が85〜105のショアA硬度を有する材料から形成されていることを特徴とする脱水用ロールを提供する。
好ましくは、上記外装の厚さは、上記副層の厚さの10%にほぼ等しい。
【0007】
好ましい配置においては、上記副層は、10mm〜20mmの半径厚さを有する。
上記外装は、好ましくは、1mm〜2mmの半径厚さを有する。
好ましい実施態様においては、上記副層は、90〜100のショアA硬度を有する材料から、最も好ましくは、実質的に95に等しいショアA硬度を有する材料から形成される。
好ましくは、上記外装は、60〜80のショアA硬度を有する材料から、より好ましくは、65〜75のショアA硬度を有する材料から、最も好ましくは、実質的に70に等しいショアA硬度を有する材料から形成される。
有利には、上記副層と上記外装の組合せは、80〜85のショアA硬度を有する。
【0008】
好都合には、上記副層と上記外装は、各々、エラストマー材料から形成される。
好ましくは、上記副層と上記外装は、各々、ニトリルゴム、ポリウレタンゴム、CSPE、EPDMおよびHNBRを含む群から選ばれる材料から形成される。
有利には、上記絞りロールは、250mm〜400mmの全体直径を有する。
好都合には、上記外装は、実質的にその全長に亘って実質的に一定の厚さを有する。
【0009】
本発明のもう1つの局面によれば、液体を繊維から絞り出すための装置を提供し、この装置は、上述したタイプの少なくとも1本のロールを含む。
好ましくは、上記装置は、少なくとも1対の上述したタイプのロールを含み、各ロールは、他方のロールと相対して作動するように配置される。
【0010】
以下、本発明をさらに容易に理解し得るように、また、本発明のさらなる特徴を認識し得るように、本発明の各実施態様を、例えば、添付図面を参照して関連して説明する。
【図面の簡単な説明】
【0011】
【図1】本発明に従う絞りロールの透視図である。
【図2】図1に示す絞りロールから取った横断面図である。
【発明を実施するための形態】
【0012】
初めに、図1に関しては、本発明に従う絞りロール1を例示している。このロールは、典型的には固体金属、最も好ましくはスチールから製造された細長の中心シャフト2を含む。シャフト2は、各末端に設けられた短いジャーナル面3を有し、このジャーナル面は、脱水機内に設けられた協作動ベアリング(図示していない)と係合し、また、このベアリングによって支持されるように構成されている。シャフト2は、固体金属、管状金属から、或いは可変圧力ロールまたはたわみ防止(anti-deflection)ロールを備えるのに使用するのに知られているような、オーバーハング金属チューブ内に備えた固体金属コアを含む形状で製造し得ることを認識すべきである。
或いは、上記シャフトは、炭素繊維材料のような複合材料からも製造し得る。
2つのジャーナル断面3の間に、シャフト2は、実質的に均一な円形断面の細長の中心面4を有する。
【0013】
エラストマー材料の弾性副層5が、シャフト2の中心ロール面4の周りの備えられており、従って、弾性副層5は、実質的に管状の構造を有する。弾性副層5は、通常の絞りロール技術において典型的に使用されている材料のような任意の好都合なエラストマー材料から製造し得る。しかしながら、本発明の目的においては、副層5のエラストマー材料は、ニトリルゴム、ポリウレタンゴム、クロロスルホン化ポリエチレン(CSPE) (一般的には、商標Hypalonによって知られている)、エチレン プロピレン ジエンM級ゴム(EPDM)および水素化ニトリル ブタジエンゴム(HNBR)を含む群から選択するのが好ましい。
【0014】
弾性副層5は、85〜105のショアA硬度を有するように、より好ましくは90〜100のショアA硬度を有するように設定する。本発明の絞りロールは、上記副層が95に実質的に等しいショアA硬度を有する材料から形成されているときに、最も有効に機能することを見出している。
【0015】
弾性材料の薄層を、弾性副層5の上および周りに、弾性外装6の形で備える。図1から理解し得るように、外装6は、相対的に厚い弾性副層5と比較して相対的に薄い(厚さは半径方向で測定する)。
外装6は、天然ゴムから形成し得るが、最も好ましくは、ニトリルゴム、ポリウレタンゴム、クロロスルホン化ポリエチレン(CSPE) (一般的には、商標Hypalonによって知られている)またはエチレン プロピレン ジエンM級ゴム(EPDM)のような合成エラストマー材料から形成する。
【0016】
弾性外装6は、下地の副層5の硬度レベルよりも低い硬度レベルを有するように設定する。従って、本発明の好ましい実施態様は、弾性外装6の材料が60〜80のショアA硬度を有するように設定する。さらに好ましくは、外装6の材料は、65〜75のショアA硬度を有し、実質的に70に等しいショアA硬度が最も好ましい。
【0017】
相対的に薄い外装6は、下地の副層5の上により軟質のゴムの薄膜を効果的に形成しており、副層5にカレンダー加工シート形状またはテープ形状で結合させ得、或いは、単成分または二成分形で開放注型(open-cast)またはリボン流動注型(ribbon-flow cast)し得、ストリップまたはクロスヘッド形で押出加工し得、または注型コンパウンドとして成形し得る。外装6を形成するのに使用する材料の最終選定は、脱水機の稼動温度および稼動圧、並びに処理用薬品に対する耐性と耐摩耗性の要求レベルのような種々の要因に依存することが判明している。
【0018】
ところで、図2を検討するに当っては、Dは絞りロール1の全体直径を示し、Tは弾性副層5の半径厚さを示し、tは弾性外装6の半径厚さを示す。本発明の絞りロールの最も実際的な実施態様は250mm〜400mmの全体直径Tを有することをもくろむ。弾性副層5の厚さTは10mm〜20mmであり、相対的に薄い弾性外装6は2mm以下の厚さtを有する。最も好ましくは、外装6は、1mm〜2mmの厚さを有する。従って理解し得るように、上記絞りロールの好ましい実施態様は、厚さにおいて下地の副層5の厚さの10%にほぼ等しい外装6を有する。
【0019】
副層5と外装6の相対的厚さが上記の比率内に設定され、副層5が実質的に95に等しいショアA硬度を有し、そして、外装6が実質的に70に等しいショアA硬度を有する本発明の好ましい実施態様に従う絞りロールは、80〜85の範囲内の上記2つの組合せ層の有効なショアA硬度を有することが判明している。
【0020】
本発明の上述の絞りロール1は、液体を湿った繊維から搾り出すのに使用するときに、有意に改良された脱水性能をもたらすことが判明している。この増強された性能は、より軟質の外装6が布地の加工表面と密接に適合するのに十分に弾力性であり、それによって液体を布地の横糸と縦糸間または布地の表面輪郭間の空洞から絞り出すことから生じている。また、相対的に薄くより軟質の外装6はトップ層を提供しており、このトップ層は、従来技術のゴム被覆絞りロールよりも変形性であり、従って、2本のそのようなロール間の絞りニップの効率を、2本ロールと布地間の接触領域を最低のニップ力の損失でもって効率的に増大させることによって増強している。また、相対的軟質の外装6は、有意により硬質の外表面を有する従来技術のゴムコーティーング絞りロールによる場合よりも穏やかに繊維布地を絞るというさらなる利点も提供する。
【0021】
しかしながら、相対的硬質で厚い下地副層5は、十分な弾性を保持して十分な絞り力をもたらすので、本発明の絞りロール1の改良された性能において重要な役割を果す。従って、より軟質の外装6は、ロールを通過する繊維布地と穏やかに且つ緊密に適合するように効果的に設けられ、一方、下地の相対的硬質の副層5は、薄い外装6を指示して十分な絞り力をもたらす。
【0022】
脱水用絞りロールおよび関連装置の性能は、一般に、乾燥布地の百分率質量として表す。例えば、乾燥布地サンプルの重さが1000gであり、絞った後、湿った布地質量が1500gであると判明した場合、達成された表現レベルは、1500/1000g = 50%であると言える。
本発明に従う絞りロールは、処理する布地のタイプに応じて、10〜15%の増強された絞り性能をもたらしていることが判明している。本発明に従う絞りロールは、多数の小空洞を有するニット布地に対して使用したとき、特に良好な絞り性能をもたらし、そのような布地に対する絞り効果の増強は、典型的には、20〜80%ほどである。
【0023】
外装6が下地の副層5に対してあまり厚くは製造されていないことは重要である。試験から、本発明に従うロールの性能特性は、外装6の厚さが2mmを超えて増大するときに、有意に悪化することが判明している。
パラボラキャンバー型プロフィール(parabolically cambered profile)を有する絞りロールを用いて、ロールが脱水機内で荷重下におかれた場合に屈曲するときに、実質的に均一な間隙圧を確保することは知られている。従って、本発明に従うロールは、そのようなプロフィールを有するように設定し得、この場合、上記相対的厚い副層5は、相対的薄い外装6を副層5上に適用する前に、所望のパラボラキャンバーを有するように塗着させ得ることをもくろむ。その後、外装6を適用し、同じパラボラプロフィールを取るように再塗着させ、それによって外装6の全長に亘って均一な厚さを維持し得る。
【0024】
本発明に従うロールは通常のスチールロールまたは通常のゴム被覆絞りロールと一緒に使用してこれらの2本ロール間に間隙を形成させ得るが、最適の性能は、本発明に従う2本の絞りロールを互いに組合せて稼動させることによって得られる。
本発明のロールを製紙における脱水目的において使用すべき場合、上記2層弾性被覆材に通常の真空抽出装置と連結する孔または溝のアレーを設けることをもくろむ。
【0025】
本明細書および特許請求の範囲において使用するとき、用語“含む(comprises)”および“含む(comprising)”並びにこれら用語の変形は、特定の特徴、工程または整数値が包含されることを意味する。これらの用語は、他の特徴、工程または成分の存在を除外するものと解釈すべきではない。
上記の説明、特許請求の範囲または添付図面において開示された、或いはその特定の形でまたは開示された機能を果すための手段または開示された結果を得るための方法もしくはプロセスに関連して表現された特徴は、必要に応じて、個々の、そのような特徴の任意の組合せにおいて、本発明を種々の形態で具現化するのに活用し得る。
【0026】
本発明を上記の典型的な実施態様に関連して説明してきたけれども、多くの等価の修正および変形は、当業者にとっては、本開示を提供されたときに明白であろう。従って、上記で示した本発明の典型的な実施態様は、例示であって限定するものではないとみなす。説明した実施態様に対する種々の変更は、本発明の精神および範囲に逸脱することなしになし得る。
【符号の説明】
【0027】
1 絞りロール
2 シャフト
3 ジャーナル面
4 中心面
5 弾性副層
6 外装
D 絞りロール1の全体直径
T 弾性副層5の半径厚さ
t 弾性外装6の半径厚さ
【特許請求の範囲】
【請求項1】
シャフト、該シャフトの周りに備えた相対的に厚い弾性副層および該副層の周りに備えた相対的に薄い弾性外装を含む脱水用ロールであって、前記副層が前記外装の硬度よりも高い硬度を有し、前記副層が85〜105のショアA硬度を有する材料から形成されていることを特徴とする脱水用ロール。
【請求項2】
前記外装の厚さが、前記副層の厚さの10%にほぼ等しい、請求項1記載のロール。
【請求項3】
前記副層が、10mm〜20mmの半径厚さを有する、請求項1または2記載のロール。
【請求項4】
前記外装が、1mm〜2mmの半径厚さを有する、請求項1〜3のいずれか1項記載のロール。
【請求項5】
前記副層が、90〜100のショアA硬度を有する材料から形成されている、請求項1〜4のいずれか1項記載のロール。
【請求項6】
前記副層が、実質的に95に等しいショアA硬度を有する材料から形成されている、請求項5記載のロール。
【請求項7】
前記外装が、60〜80のショアA硬度を有する材料から形成されている、請求項1〜6のいずれか1項記載のロール。
【請求項8】
前記外装が、65〜75のショアA硬度を有する材料から形成されている、請求項7記載のロール。
【請求項9】
前記外装が、実質的に70に等しいショアA硬度を有する材料から形成されている、請求項8記載のロール。
【請求項10】
前記副層と前記外装の組合せが、80〜85のショアA硬度を有する、請求項1〜9のいずれか1項記載のロール。
【請求項11】
前記副層と前記外装が、各々、エラストマー材料から形成されている、請求項1〜10のいずれか1項記載のロール。
【請求項12】
前記副層と前記外装が、各々、ニトリルゴム、ポリウレタンゴム、CSPE、EPDMおよびHNBRを含む群から選ばれる材料から形成されている、請求項1〜11のいずれか1項記載のロール。
【請求項13】
250mm〜400mmの全体直径を有する、請求項1〜12のいずれか1項記載のロール。
【請求項14】
前記外装が、実質的にその全長に亘って実質的に一定の厚さを有する、請求項1〜13のいずれか1項記載のロール。
【請求項15】
繊維から液体を絞り出すための装置であって、請求項1〜14のいずれか1項記載の少なくとも1本のロールを含むことを特徴とする装置。
【請求項16】
請求項1〜14のいずれか1項記載の少なくとも1対のロールを含み、各ロールが他方のロールと相対して作動するように配置されている、請求項15記載の装置。
【請求項17】
実質的に添付図面に関連して明細書に説明し且つ添付図面に示しているような脱水用ロール。
【請求項1】
シャフト、該シャフトの周りに備えた相対的に厚い弾性副層および該副層の周りに備えた相対的に薄い弾性外装を含む脱水用ロールであって、前記副層が前記外装の硬度よりも高い硬度を有し、前記副層が85〜105のショアA硬度を有する材料から形成されていることを特徴とする脱水用ロール。
【請求項2】
前記外装の厚さが、前記副層の厚さの10%にほぼ等しい、請求項1記載のロール。
【請求項3】
前記副層が、10mm〜20mmの半径厚さを有する、請求項1または2記載のロール。
【請求項4】
前記外装が、1mm〜2mmの半径厚さを有する、請求項1〜3のいずれか1項記載のロール。
【請求項5】
前記副層が、90〜100のショアA硬度を有する材料から形成されている、請求項1〜4のいずれか1項記載のロール。
【請求項6】
前記副層が、実質的に95に等しいショアA硬度を有する材料から形成されている、請求項5記載のロール。
【請求項7】
前記外装が、60〜80のショアA硬度を有する材料から形成されている、請求項1〜6のいずれか1項記載のロール。
【請求項8】
前記外装が、65〜75のショアA硬度を有する材料から形成されている、請求項7記載のロール。
【請求項9】
前記外装が、実質的に70に等しいショアA硬度を有する材料から形成されている、請求項8記載のロール。
【請求項10】
前記副層と前記外装の組合せが、80〜85のショアA硬度を有する、請求項1〜9のいずれか1項記載のロール。
【請求項11】
前記副層と前記外装が、各々、エラストマー材料から形成されている、請求項1〜10のいずれか1項記載のロール。
【請求項12】
前記副層と前記外装が、各々、ニトリルゴム、ポリウレタンゴム、CSPE、EPDMおよびHNBRを含む群から選ばれる材料から形成されている、請求項1〜11のいずれか1項記載のロール。
【請求項13】
250mm〜400mmの全体直径を有する、請求項1〜12のいずれか1項記載のロール。
【請求項14】
前記外装が、実質的にその全長に亘って実質的に一定の厚さを有する、請求項1〜13のいずれか1項記載のロール。
【請求項15】
繊維から液体を絞り出すための装置であって、請求項1〜14のいずれか1項記載の少なくとも1本のロールを含むことを特徴とする装置。
【請求項16】
請求項1〜14のいずれか1項記載の少なくとも1対のロールを含み、各ロールが他方のロールと相対して作動するように配置されている、請求項15記載の装置。
【請求項17】
実質的に添付図面に関連して明細書に説明し且つ添付図面に示しているような脱水用ロール。
【図1】

【図2】
【図2】
【公表番号】特表2012−505318(P2012−505318A)
【公表日】平成24年3月1日(2012.3.1)
【国際特許分類】
【出願番号】特願2011−530541(P2011−530541)
【出願日】平成21年8月21日(2009.8.21)
【国際出願番号】PCT/GB2009/002048
【国際公開番号】WO2010/043839
【国際公開日】平成22年4月22日(2010.4.22)
【出願人】(511091025)リチャード ハフ リミテッド (1)
【Fターム(参考)】
【公表日】平成24年3月1日(2012.3.1)
【国際特許分類】
【出願日】平成21年8月21日(2009.8.21)
【国際出願番号】PCT/GB2009/002048
【国際公開番号】WO2010/043839
【国際公開日】平成22年4月22日(2010.4.22)
【出願人】(511091025)リチャード ハフ リミテッド (1)
【Fターム(参考)】
[ Back to top ]