
ロールタイプ自動包装機におけるポケットシールロール機構
【課題】
従来のロールタイプ自動包装機において発生していた粉舞い上がり現象を抑えることにより横シール動作時における粉噛み込み障害を防止できるロールタイプ自動包装機を提供する。
【解決手段】
上記ロールタイプ自動包装機のシールロール機構は、重ね合わされた包装フィルムに対して最初にポケットシール部を施すポケットシールロール装置と、このポケットシール部内に粉末原料を投入した後に当該包装フィルムに対して縦シール部を施す縦シールロール装置と、この縦シール部が施された包装フィルムに対して横シール部を施して密封包装体にする横シールロール装置とで構成され、原料供給装置から落下してくる粉末原料をポケットシールロール装置のポケットシール部で受け取ることにより、粉末原料の落下距離を短縮し、粉末原料落下動作に伴う粉舞い上がり現象を抑止している。
従来のロールタイプ自動包装機において発生していた粉舞い上がり現象を抑えることにより横シール動作時における粉噛み込み障害を防止できるロールタイプ自動包装機を提供する。
【解決手段】
上記ロールタイプ自動包装機のシールロール機構は、重ね合わされた包装フィルムに対して最初にポケットシール部を施すポケットシールロール装置と、このポケットシール部内に粉末原料を投入した後に当該包装フィルムに対して縦シール部を施す縦シールロール装置と、この縦シール部が施された包装フィルムに対して横シール部を施して密封包装体にする横シールロール装置とで構成され、原料供給装置から落下してくる粉末原料をポケットシールロール装置のポケットシール部で受け取ることにより、粉末原料の落下距離を短縮し、粉末原料落下動作に伴う粉舞い上がり現象を抑止している。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、包装フィルムに対して縦シール部及び横シール部を施して包装体を製造するロールタイプ自動包装機のシールロール機構に関し、特に、縦シール部及び横シール部を施す前にポケットシールロールを配備してポケットシール部を施すポケットシールロール装置に関するものである。
【背景技術】
【0002】
従来のロールタイプ自動包装機は、原反ロール状の包装フィルムを繰り出し機構によって上方に引き出し、最上位置にあるガイドロールによって垂直下方に方向転換させ、折り畳み機構によって幅方向に二つ折りにし、次いでこの二つ折り状態の包装フィルムを縦シールロール装置に導いて縦シール部を施すようにしている。この縦シール部によって二つ折りされた包装フィルムは、両端部が接合されて円筒状になり、その後、この円筒状包装フィルムは第一横シールロール装置に導かれて横シール部が施されて袋状になり、充填機構によって包装袋の内容物が投入された後、再び第一横シールロール装置によって包装袋の投入口に対して横シール部が施されて密封状態になる。
【0003】
次に、第一横シールロール装置によって横シールされた部分に対して、第二横シールロール装置を用いて再度横シール部が施されてシール強度を増やした後、この連包状態の包装体は、カッター装置に導かれ、横シール部中央付近に対して切り離し加工若しくはミシン目加工が施されて個別包装体になる。
【0004】
このような従来のロールタイプ自動包装機において、粉末原料若しくは液体原料と粉末原料の二種類を充填して包装加工する場合、充填シュート(充填管)を用いて粉末原料を包装袋が出来上がる横シール位置にまで案内しつつ落下させ、また、充填パイプ(充填管)を用いて液体原料を包装袋が出来上がる横シール位置にまで案内しつつ流し込んでいる。
【0005】
図10は、従来のロールタイプ自動包装機の充填機構とシールロール機構を抜粋して拡大した正面概略図である。図10に示すように、従来のロールタイプ自動包装機100内部には、縦シールロール装置12と、横シールロール装置13が配備されており、ロールタイプ自動包装機100上部には、充填機構を構成している装置が配備されている。
【0006】
上記充填機構の内、粉末原料供給装置を構成している装置は、粉末原料を貯留させているホッパー7と、ホッパー7の直下に配置され、ホッパー7からの粉末原料を受け取って予め設定された量目値に計量する回転盤8と、計量された粉末原料を一時的に貯め込んで最適なタイミングで落下させる中間シュート9と、落下した粉末原料を二つ折りされた包装フィルム内に導く充填シュート110等である。一方、図10で示している液体原料供給装置は、液体原料を二つ折りされた包装フィルム内に導く充填パイプ106のみを記載している。
【0007】
そして、この中間シュート9の下端には粉末原料落下のタイミングで開放状態になり、原料落下後次の落下タイミングまで閉鎖状態になるシャッター15が付設され、充填パイプ106の上方には包装フィルムを長手方向に二つ折りするフィルム折り畳み機構5が配置されている。
【0008】
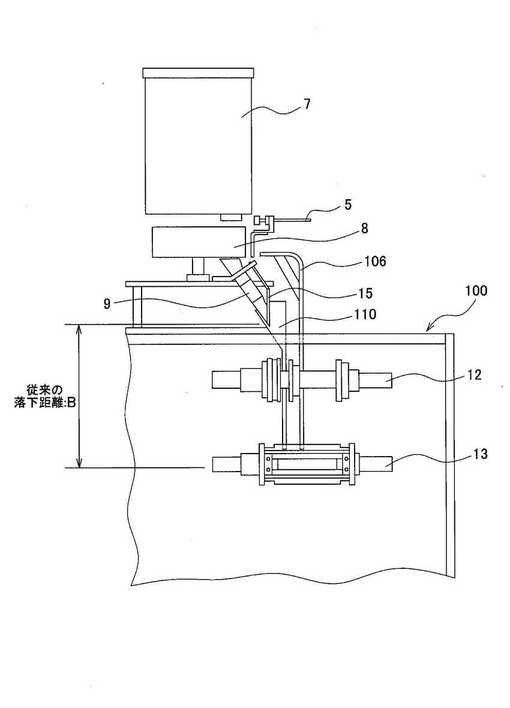
このような構成を有する従来のロールタイプ自動包装機において、粉末原料を包装フィルム内に導く充填シュート110は、縦シールロール装置12のロール間を通過し、包装袋が出来上がる横シールロール装置13の直前まで延在しており、液体原料を包装フィルム内に導く充填パイプ106は、縦シールロール装置12のロール間を通過し、包装袋が出来上がる横シールロール装置13の直前まで延在している。このため、粉末原料の落下距離は、シャッター15の出口から包装袋の底辺となる横シール部までの長さになり、図10において示された長さBとなる。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2003−20002号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
しかしながら、上記充填パイプ106を用いて液体原料を横シール部の位置にまで案内しつつ流し込む場合は、液体原料の特性上ポンプ等の制御により流入速度を調節できるため、問題なく充填出来るが、充填シュート110を用いて粉末原料を横シール部の位置にまで案内しつつ落下させた場合は、自然落下運動であることから落下距離に応じて落下速度が加速することになる。
【0011】
即ち、図10のような従来のロールタイプ自動包装機では、粉末原料の落下距離Bが長くなり、このため、充填機構の粉末原料供給装置から袋形状の包装フィルムに投入された粉末原料は重力の影響を受けて加速し、落下した包装袋内において粉舞い上がり現象を引き起こす事になる。
【0012】
この粉舞い上がり現象は、粉末原料によって発生具合が変化し、粉末粒子が小さい程、また粉末原料に含まれる水分量が少なく粘り気が無い程発生し易くなる。そして、一旦粉舞い上がり現象が発生すると、投入後に実施する密封横シール動作時における粉噛み込み障害を引き起こし、横シール不良になるという重大問題になっていた。
【0013】
特に「うなぎのタレと山椒」をペアパックする際の山椒粉末原料のように粘り気の無い微粉末状を呈している場合は、充填速度を遅くして運転しても粉舞い上がり現象を抑えることが困難になり、包装体製造作業に重大な支障を引き起こしていた。
【0014】
本発明は、上記従来のロールタイプ自動包装機において発生していた粉舞い上がり現象を抑えることにより、横シール動作時における粉噛み込み障害を防止できるロールタイプ自動包装機を提供することを目的としている。
【課題を解決するための手段】
【0015】
上記の目的を達成するために、本発明の請求項1に係るロールタイプ自動包装機のシールロール機構は、互いに折り曲げられた包装フィルムを垂直下方に引き下ろしながら重ね合わされた包装フィルムに対してヒートシールを施して密封包装体を製造するロールタイプ自動包装機のシールロール機構であって、重ね合わされた包装フィルムに対して最初にポケットシール部を施すポケットシールロール装置と、このポケットシール部内に粉末原料を投入した後に当該包装フィルムに対して縦シール部を施す縦シールロール装置と、この縦シール部が施された包装フィルムに対して横シール部を施して密封包装体にする横シールロール装置とで構成されている。
【0016】
また、本発明の請求項2に係るロールタイプ自動包装機のシールロール機構は、原料供給装置の直下からポケットシールロール装置と縦シールロール装置と横シールロール装置の順番に配置し、当該原料供給装置から落下してくる粉末原料をポケットシールロール装置のポケットシール部で受け取ることにより、粉末原料の落下距離を短縮している。
【0017】
本発明の請求項1と請求項2に係るロールタイプ自動包装機のシールロール機構によれば、ポケットシールロール装置を原料供給装置の直下に配置して落下距離を短縮し、この原料供給装置から落下してくる粉末原料をポケットシール部で受け取ることにより、従来のロールタイプ自動包装機において発生していた粉末原料の落下動作に伴う粉舞い上がり現象を抑えることができる。
【0018】
本発明の請求項3に係るロールタイプ自動包装機は、互いに折り曲げられた包装フィルムを垂直下方に引き下ろしながら重ね合わされた包装フィルムに対してシールロール機構を用いて密封包装体を製造しつつ、液体原料充填機構と粉末原料充填機構を用いて密封包装体内に液体原料と粉末原料を投入するロールタイプ自動包装機であって、前記シールロール機構は、重ね合わされた包装フィルムに対して最初にポケットシール部を施すポケットシールロール装置と、このポケットシール部内に粉末原料を投入した後に当該包装フィルムに対して縦シール部を施す縦シールロール装置と、この縦シール部が施された包装フィルムに対して横シール部を施して密封包装体にする横シールロール装置とで構成され、前記粉末原料充填機構は、粉末原料を計量して切り出す計量装置と、この計量された粉末原料をポケットシール部内に案内する充填シュートと、で構成され、前記充填シュートは、粉末原料を投入する際に、折り曲げられた包装フィルムの移送速度に合わせてポケットシール部内に下降し、粉末原料の投入が完了後直ちに、上昇するように動いている。
【0019】
本発明の請求項3に係るロールタイプ自動包装機によれば、粉末原料の落下距離Aが短縮されたことと共に、充填シュートをポケットシール部内に確実に挿入して粉末原料の投入を行うことにより、ロールタイプ自動包装機の運転速度を一段と早くした場合若しくは粉舞い上がりし易い特定な微粉末原料を充填する場合においても粉舞い上がり現象を抑えることができる。
【0020】
本発明の請求項4に係るロールタイプ自動包装機は、互いに折り曲げられた包装フィルムを垂直下方に引き下ろしながら重ね合わされた包装フィルムに対してヒートシールを施して密封包装体を製造するロールタイプ自動包装機のシールロール機構であって、前記シールロール機構は、重ね合わされた包装フィルム内に投入された粉末原料を密封するポケットシール部を形成すると共に、縦シール部を形成する縦ポケットシールロール装置と、この縦シール部が形成された包装フィルム内に投入された液体原料を密封する横シール部を形成する横シールロール装置とで構成されている。
【0021】
また、本発明の請求項5に係るロールタイプ自動包装機のシールロール機構は、原料供給装置の直下から縦ポケットシールロール装置と横シールロール装置の順番に配置し、当該原料供給装置から落下してくる粉末原料を縦ポケットシールロール装置のポケットシール部で受け取ることにより、粉末原料の落下距離を短縮している。
【0022】
本発明の請求項4と請求項5に係るロールタイプ自動包装機のシールロール機構によれば、縦ポケットシールロール装置を原料供給装置の直下に配置して落下距離を短縮し、この原料供給装置から落下してくる粉末原料をポケットシール部で受け取ることにより、コストダウンを図りつつ、従来のロールタイプ自動包装機において発生していた粉末原料の落下動作に伴う粉舞い上がり現象を抑えることができる。
【0023】
本発明の請求項6に係るロールタイプ自動包装機は、互いに折り曲げられた包装フィルムを垂直下方に引き下ろしながら重ね合わされた包装フィルムに対してシールロール機構を用いて密封包装体を製造しつつ、液体原料充填機構と粉末原料充填機構を用いて密封包装体内に液体原料と粉末原料を投入するロールタイプ自動包装機であって、前記シールロール機構は、重ね合わされた包装フィルム内に投入された粉末原料を密封するポケットシール部を形成すると共に、縦シール部を形成する縦ポケットシールロール装置と、この縦シール部が形成された包装フィルム内に投入された液体原料を密封する横シール部を形成する横シールロール装置とで構成され、前記粉末原料充填機構は、粉末原料を計量して切り出す計量装置と、この計量された粉末原料をポケットシール部内に案内する充填シュートとで構成され、前記充填シュートは、粉末原料を投入する際に、折り曲げられた包装フィルムの移送速度に合わせてポケットシール部内に下降し、粉末原料の投入が完了後直ちに、上昇するように動いている。
【0024】
本発明の請求項6に係るロールタイプ自動包装機によれば、粉末原料の落下距離Aが短縮されたことと共に、充填シュートをポケットシール部内に確実に挿入して粉末原料の投入を行うことにより、コストダウンを図りつつ、ロールタイプ自動包装機の運転速度を一段と早くした場合若しくは粉舞い上がりし易い特定な微粉末原料を充填する場合においても粉舞い上がり現象を抑えることができる。
【発明の効果】
【0025】
以上説明したように、本発明に係るロールタイプ自動包装機によれば、粉末原料供給装置の落下距離を短縮することにより、粉舞い上がり現象を抑えることが可能になり、この結果横シール動作時に発生していた粉噛み込み障害を防止できるという優れた効果を奏し得る。
【0026】
また、本発明に係るロールタイプ自動包装機によれば、粉末原料の落下距離が短縮されたことと共に、充填シュートをポケットシール部内に確実に挿入して粉末原料の投入を行うことにより、ロールタイプ自動包装機の運転速度を一段と早くした場合若しくは粉舞い上がりし易い特定な微粉末原料を充填する場合においても粉舞い上がり現象を抑えることが可能になり、この結果横シール動作時に発生していた粉噛み込み障害を防止できるという優れた効果を奏し得る。
【0027】
また、本発明に係るロールタイプ自動包装機によれば、ポケットシールロール装置と縦シールロール装置を合体して一本化した縦ポケットシールロール装置を配置することにより、シールロール装置数を減らし、コストダウンを図ることができるという優れた効果を奏し得る。
【図面の簡単な説明】
【0028】
【図1】本発明に係るロールタイプ自動包装機の一構成例を示す正面図である。
【図2】本発明に係るポケットシールロール装置11の構成を説明した概略説明図である。
【図3】本発明に係るポケットシール部材20を正面から見た詳細説明図である。
【図4】本発明に係るポケットシール部材20を上面から見た詳細説明図である。
【図5】本発明に係るポケットシール部材20を下面から見た詳細説明図である。
【図6】本発明に係る他のポケットシール部材30を正面から見た詳細説明図である。
【図7】本発明に係る他のポケットシール部材30を上面から見た詳細説明図である。
【図8】本発明に係る他のポケットシール部材30を下面から見た詳細説明図である。
【図9】本発明に係るロールタイプ自動包装機の充填機構とシールロール機構を抜粋して拡大した正面概略図である。
【図10】従来のロールタイプ自動包装機の充填機構とシールロール機構を抜粋して拡大した正面概略図である。
【図11】本発明に係る他のロールタイプ自動包装機の充填機構の内、粉末原料供給装置を抜粋して拡大した正面概略図である。
【図12】本発明に係る他のロールタイプ自動包装機の充填機構の内、粉末原料供給装置を抜粋して拡大した側面概略図である。
【図13】本発明に係る他のロールタイプ自動包装機の一構成例を示す正面図である。
【図14】本発明に係る縦ポケットシールロールを説明した概略説明図である。
【図15】本発明に係る他のロールタイプ自動包装機の充填機構の内、充填シュート10を抜き出して背面側縦ポケットシールロール66との関係を説明した正面概略図である。
【図16】本発明に係る他のロールタイプ自動包装機の充填機構の内、充填シュート10を抜き出して前面側縦ポケットシールロール65と背面側縦ポケットシールロール66との関係を説明した側面概略図である。
【発明を実施するための形態】
【0029】
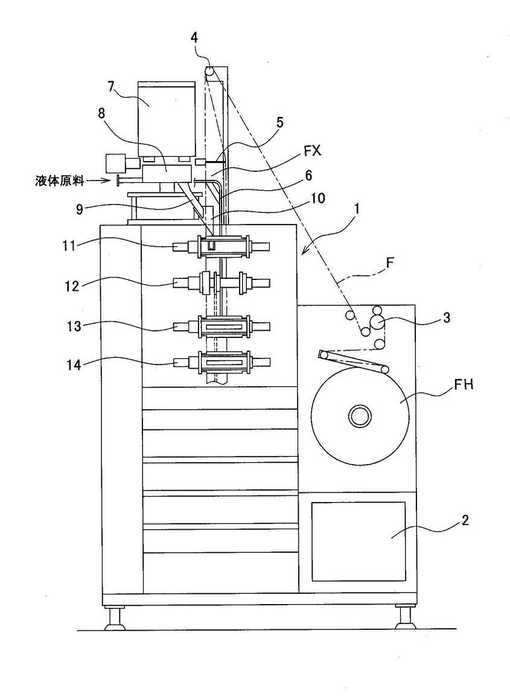
まず、図1を用いて、本発明に係るロールタイプ自動包装機の全体構成について説明する。図1は、本発明に係るロールタイプ自動包装機の一構成例を示す正面図である。図1に示すように、ロールタイプ自動包装機1(以下、自動包装機1と略す)の正面右側にはリールが設けられている。このリールには包装フィルムFを巻回した原反ロールFHが脱着交換可能に保持されている。
【0030】
また、自動包装機1の上部にはフィルム折り返しロール4と、包装フィルムFを長手方向に二つ折りするフィルム折り畳み機構5と、この二つ折りされた包装フィルムFX内に原料を充填する充填機構がある。
【0031】
この充填機構は、液体原料供給装置と粉末原料供給装置の二つで構成され、液体原料供給装置は、液体原料を貯留させているタンク(図示省略)と、このタンク等から液体原料を自動包装機1に送り出すポンプ(図示省略)と、この送り出された液体原料を二つ折りされた包装フィルムFX内に導く充填パイプ6とから成り、一方、粉末原料供給装置は、粉末原料を貯留させているホッパー7と、ホッパー7の直下に配備され、ホッパー7からの粉末原料を受け取って予め設定された量目値に計量する回転盤8と、計量された粉末原料を一時的に貯め込んで最適なタイミングで落下させる中間シュート9と、落下した粉末原料を二つ折りされた包装フィルムFX内に導く充填シュート10とから成っている。
【0032】
自動包装機1の内部にはシールロール機構が配備され、このシールロール機構は、上側からポケットシールロール装置11と、縦シールロール装置12と、第一横シールロール装置13と、第二横シールロール装置14とから成っている。そして、上記シールロール機構の下側には、刻印ロール装置(図示省略)、ノッチカッター装置(図示省略)、横カッター装置(図示省略)、ダイカット装置(図示省略)等が適宜必要に応じて搭載されている。さらに、自動包装機1右側には自動包装機1の動作コントロールを行っている制御ボックス2が設けられている。
【0033】
ポケットシールロール装置11は、一対のシールロールが向かい合わせに押圧且つ近接状態で配備されており、図1中においては、前面側のポケットシールロール(移動側シールロール)が表記されている。これに対して背面側(紙面裏側)のポケットシールロールは、前面側ポケットシールロールと紙面垂直方向に対向した状態で設けられ、自動包装機1に固定されている(固定側シールロール)。
【0034】
縦シールロール装置12は、一対のシールロールが向かい合わせに押圧且つ近接状態で配備されており、図1中においては、前面側の縦シールロール(移動側シールロール)が表記されている。これに対して背面側(紙面裏側)の縦シールロールは、前面側縦シールロールと紙面垂直方向に対向した状態で設けられ、自動包装機1に固定されている(固定側シールロール)。
【0035】
第一横シールロール装置13と第二横シールロール装置14は、共に一対のシールロールが向かい合わせに押圧且つ近接状態で配備されており、図1中においては、前面側の第一横シールロールと第二横シールロール(移動側シールロール)が表記されている。これに対して背面側(紙面裏側)の第一横シールロールと第二横シールロールは、前面側第一横シールロール及び第二横シールロールと紙面垂直方向に対向した状態で設けられ、自動包装機1に固定されている(固定側シールロール)。
【0036】
また、包装フィルムは、透明又は半透明な材料から構成され、例えば、PET等のベースフィルム、このベースフィルムよりも融点の低いポリエチレン等のヒートシールフィルムから構成される。また、包装フィルムは、ベースフィルム、中間フィルム、ヒートシールフィルムの3層構造を有してもよい。
【0037】
包装フィルムFは、リールに取り付けられた原反ロールFHからフィルム繰り出し機構3によって引き出される。引き出された包装フィルムFは、自動包装機1の上部の折り返しロール4に掛け渡されて直下のフィルム折り畳み機構5に送られる。このフィルム折り畳み機構5は、包装フィルムFを長手方向に二つ折りするもので、二つ折りされた包装フィルムFXは、この包装フィルム内に液体原料を送り込む充填パイプ6と粉末原料を送り込む充填シュート10を挟み込みつつ、最初にポケットシールロール装置11に送られて二つ折りされた包装フィルムFXに対してポケット状のヒートシールが施される。このポケットシール部によって包装袋が形成され、直ちにこの包装袋内に充填シュート10を通して粉末原料が充填される。
【0038】
粉末原料が充填されたポケットシール部を含む包装フィルムは、縦シールロール装置12に送られ、縦シールロールにより、ポケットシール部を挟んで二つの縦ヒートシールが施される。この結果、ポケットシール部の右隣に一つの筒状部分が形成される。
【0039】
ポケットシール部と筒状部を有する包装フィルムは、第一横シール装置13の横シールロールにより、包装フィルムの横方向(幅方向)にヒートシールされ、この横ヒートシールによりポケットシール部及び筒状部に対して底部(横シール部)が形成される。この横シール部によってポケットシール部の右隣に包装袋が形成され、直ちにこの包装袋内に充填パイプ6を通して液体原料が充填される。
【0040】
その後、第一横シール装置13の横シールロールは、粉末原料と液体原料が充填された包装フィルムの開口側を横ヒートシールし、これにより、ポケットシール部と有底筒状部の包装フィルムに充填された粉末原料と液体原料は封止されてペアパック包装体形態となる。この包装体は直下の第二横シール装置14の横シールロールに送られ、この第二横シールロールは、第一横シール装置13によって形成された横シール部を再度横ヒートシールして、その横シール部分をより確実にするための線条横シール部を形成する。
【0041】
そして、刻印ロール装置により、出来上がった連続包装体の横シール部分に対して、番号若しくは記号等で構成された各種情報が刻印され、ノッチカッター装置により、縦シール部分に対して開封用の切り込みノッチが形成され、横カッター装置により、横シール中央部分に対してミシン目加工若しくは切断加工されて個別の包装体形態とし、ダイカット装置により、個別包装体の余分な部分を切り離して所定形状の包装体になるように打ち抜かれる。
【0042】
なお、上記刻印ロール装置、ノッチカッター装置、横カッター装置、ダイカット装置は、自動包装機1によって作り上げられる包装袋の形態に応じて任意に選択可能な構成になっており、自動包装機1本体より着脱可能なユニット形式になっている。このような構成にすることによって、上記各装置自体の着脱が簡単になり、追加搭載工事の容易化と工事費用のコストダウンを可能にしている。
【0043】
ここで、上記ポケットヒートシール、縦ヒートシール及び横ヒートシールを施す位置関係について説明する。第一の形態としては、最初に実施されたポケットヒートシールによって出来上がったポケットシール部の縦部分に対して重ね合わせるようにして縦ヒートシールが施され、ポケットシール部の横部分(底部分)に対して重ね合わせるようにして横ヒートシールが施され、この結果、出来上がった包装体は通常のペアパック形状になる。
【0044】
第二の形態としては、ポケットシール部に隣接する位置に縦ヒートシール及び横ヒートシールを施す方法であり、これはポケットシール部のデザインを生かすやり方である。即ち、上記のポケットヒートシール、縦ヒートシール及び横ヒートシールを施す位置関係は、包装体の外観デザインによって任意に選択可能な構成になっている。
【0045】
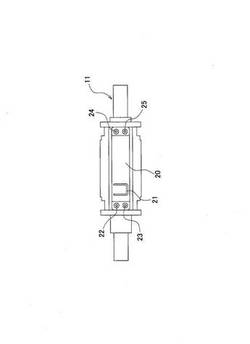
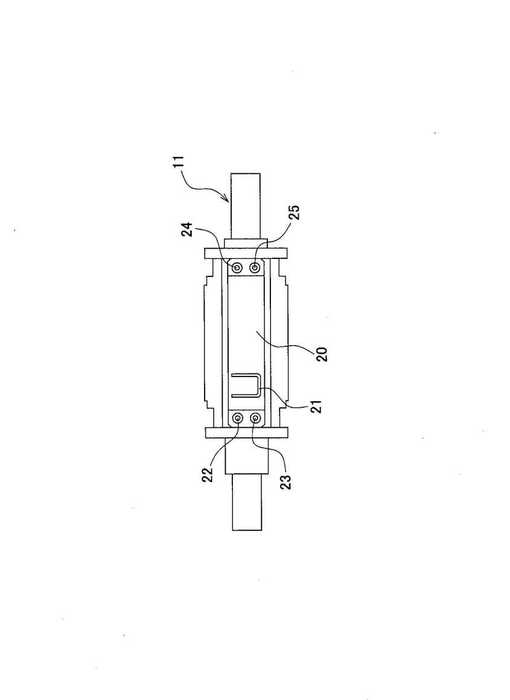
図2は、本発明に係るポケットシールロール装置11の構成を説明した概略説明図である。図2に示すように、ポケットシールロール装置11は、一対のシールロールが向かい合わせに押圧且つ近接状態で配備されており、図2中においては、前面側のポケットシールロール(移動側シールロール)が表記されている。これに対して背面側(紙面裏側)のポケットシールロールは、前面側ポケットシールロールと紙面垂直方向に対向した状態で設けられ、自動包装機1に固定されている(固定側シールロール)。
【0046】
このポケットシールロールには、複数のポケットシール部材20が取り付けられており、ネジ22、23、24、25によってポケットシールロールに固定されている。このポケットシール部材20は、図2の例では4枚構成となっており、表面には、二つ折りされた包装フィルムを挟んでポケットヒートシールする所謂ポケットシール刃21が付設されている。
【0047】
また、一対のポケットシールロールの軸内部若しくはポケットシール部材20内部には、カートリッジヒータ等が埋め込まれており、所定のシールロール温度を維持するように制御され、さらに、一対のポケットシールロールには、挟み込まれた包装フィルムに対して所定のポケットヒートシールを施すために、互いの軸間に押圧力が付加されている。
【0048】
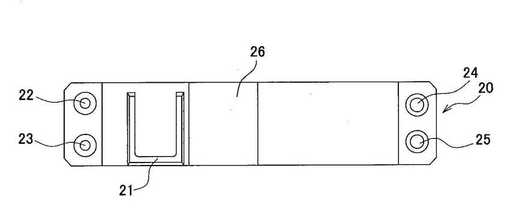
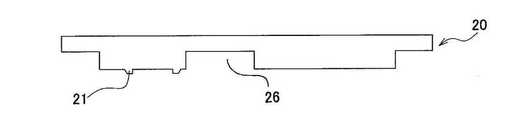
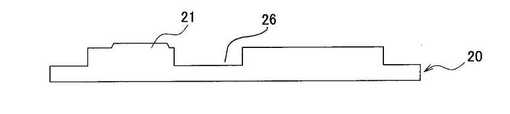
図3は、本発明に係るポケットシール部材20を正面から見た詳細説明図であり、図4は、本発明に係るポケットシール部材20を上面から見た詳細説明図であり、図5は、本発明に係るポケットシール部材20を下面から見た詳細説明図である。図3乃至図5に示すように、ポケットシール部材20には、固定用のネジ22、23、24、25があり、表面には、二つ折りされた包装フィルムを挟んでポケットヒートシールする所謂ポケットシール刃21が付設されている。さらに、液体原料を送り込む充填パイプ6が通過する切り欠き26が付設されている。
【0049】
このポケットシール刃21は、比較的多目の粉末原料を充填する場合のポケット形状であり、ポケットの深さが最大となるように構成されている。
【0050】
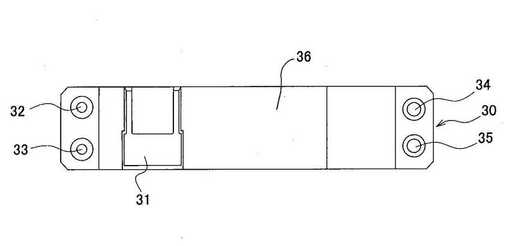
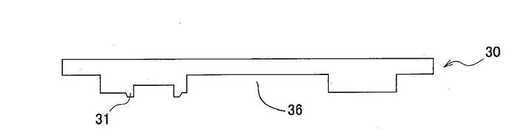
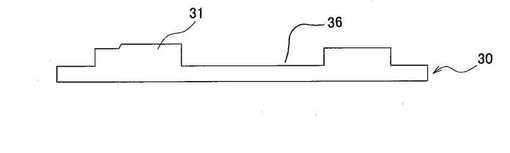
図6は、本発明に係る他のポケットシール部材30を正面から見た詳細説明図であり、図7は、本発明に係る他のポケットシール部材30を上面から見た詳細説明図であり、図8は、本発明に係る他のポケットシール部材30を下面から見た詳細説明図である。図6乃至図8に示すように、ポケットシール部材30には、固定用のネジ32、33、34、35があり、表面には、二つ折りされた包装フィルムを挟んでポケットヒートシールする所謂ポケットシール刃31が付設されている。さらに、液体原料を送り込む充填パイプ6が通過する切り欠き36が付設されている。
【0051】
このポケットシール刃31は、比較的少な目の粉末原料を充填する場合のポケット形状であり、ポケットの深さを浅くしてシール底部を厚くするように構成されている。
【0052】
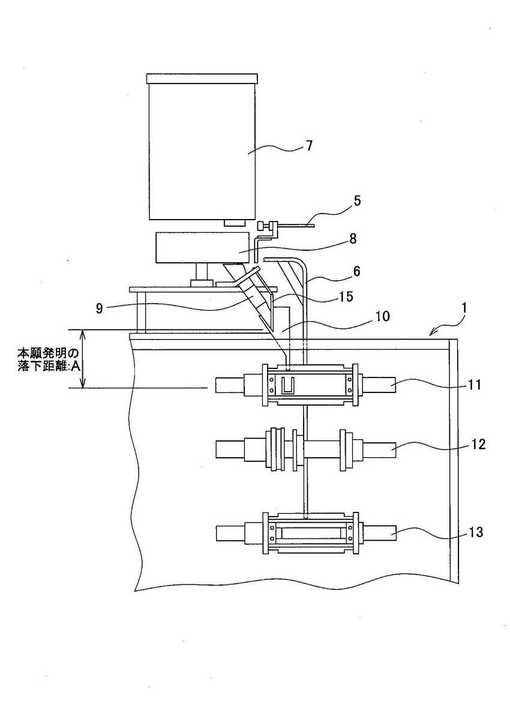
図9は、本発明に係るロールタイプ自動包装機の充填機構とシールロール機構を抜粋して拡大した正面概略図である。図9に示すように、ロールタイプ自動包装機1内部には、ポケットシールロール装置11と、縦シールロール装置12と、横シールロール装置13が配備されており、ロールタイプ自動包装機1上部には、充填機構を構成している装置が配備されている。
【0053】
上記充填機構の内、粉末原料供給装置を構成している装置は、粉末原料を貯留させているホッパー7と、ホッパー7の直下に配置され、ホッパー7からの粉末原料を受け取って予め設定された量目値に計量する回転盤8と、計量された粉末原料を一時的に貯め込んで最適なタイミングで落下させる中間シュート9と、落下した粉末原料を二つ折りされた包装フィルム内に導く充填シュート10等である。一方、図9で示している液体原料供給装置は、液体原料を二つ折りされた包装フィルム内に導く充填パイプ6のみを記載している。
【0054】
そして、この中間シュート9の下端には粉末原料落下のタイミングで開放状態になり、原料落下後次の落下タイミングまで閉鎖状態になるシャッター15が付設され、充填パイプ6の上方には包装フィルムを長手方向に二つ折りするフィルム折り畳み機構5が配置されている。
【0055】
このような構成を有する本発明に係るロールタイプ自動包装機1において、粉末原料を包装フィルム内に導く充填シュート10は、包装袋が出来上がるポケットシールロール装置11の直前まで延在しており、液体原料を包装フィルム内に導く充填パイプ6は、ポケットシールロール装置11と縦シールロール装置12のロール間を通過し、包装袋が出来上がる横シールロール装置13の直前まで延在している。このため、粉末原料の落下距離は、シャッター15の出口から包装袋の底辺となるポケットシール部までの長さになり、図9において示された長さAとなる。
【0056】
即ち、本発明のロールタイプ自動包装機1では、二つ折りされた包装フィルムにポケットシール部を施すポケットシールロール装置11を粉末原料供給装置の直下に配置し、このポケットシールロール装置11によって作られたポケットシール部内に粉末原料を落下させるようにした結果、粉末原料の落下距離Aは、従来のロールタイプ自動包装機における粉末原料の落下距離Bに比べて大幅に(半分以下に)短縮されている。そして、粉末原料供給装置からポケットシール部内に落下した粉末原料は、落下距離Aが短くなったため、重力の影響を受ける程度が少なくなって加速を抑えた状態でポケット内に落下することになり、粉舞い上がり現象を抑止することが出来るようになった。
【0057】
このように、本発明に係るロールタイプ自動包装機1における粉末原料の落下距離Aが短縮されたことにより、「うなぎのタレと山椒」をペアパックする際の山椒粉末原料のように粘り気の無い微粉末状を呈している場合においても粉舞い上がり現象は発生せず、投入後に実施される密封横シール動作時における粉噛み込み障害を防止可能になった。
【0058】
また、ポケットシール部の寸法は、粉末原料を受け止めるために必要な値を採用し、適宜選択可能になっているため、全体の包装体寸法は、このポケットシール部の寸法以上であればロールタイプ自動包装機1の能力範囲内で自由に選択して採用することができる。
【0059】
即ち、上記の「うなぎのタレと山椒」をペアパックする場合、通常液体原料(うなぎのタレ)の充填量が多く、粉末原料(山椒)の充填量は少ないケースが多く、この場合、全体の包装体寸法は、液体原料(うなぎのタレ)の量目値を優先して決定し、ポケットシール部の寸法は、粉末原料(山椒)の量目値を優先して決定することにより、ペアパックに充填包装するそれぞれの原料の量目値に応じて充填動作の最適化を図ることが可能になる。
【0060】
一方、ロールタイプ自動包装機の運転速度を一段と早くした場合若しくは粉舞い上がりし易い特定な微粉末原料を充填する場合では、落下距離を最短にしても投入後に実施する密封横シール動作時において粉噛み込み障害を引き起こし、横シール不良になるという問題が発生していた。このため、更なる改良が施されることになった。
【0061】
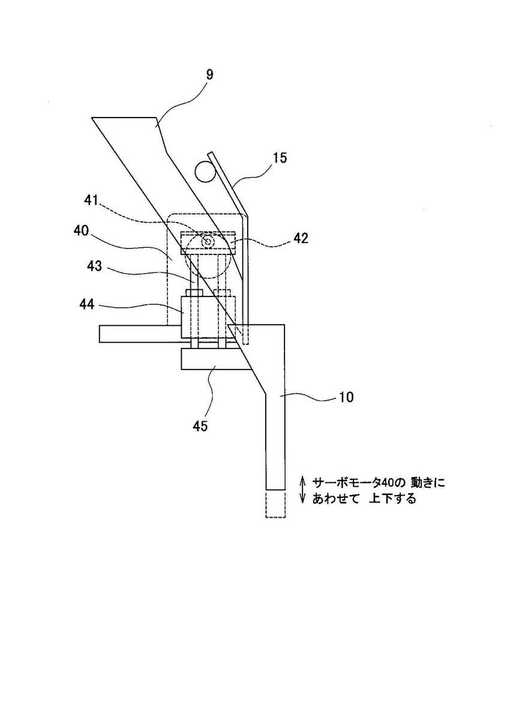
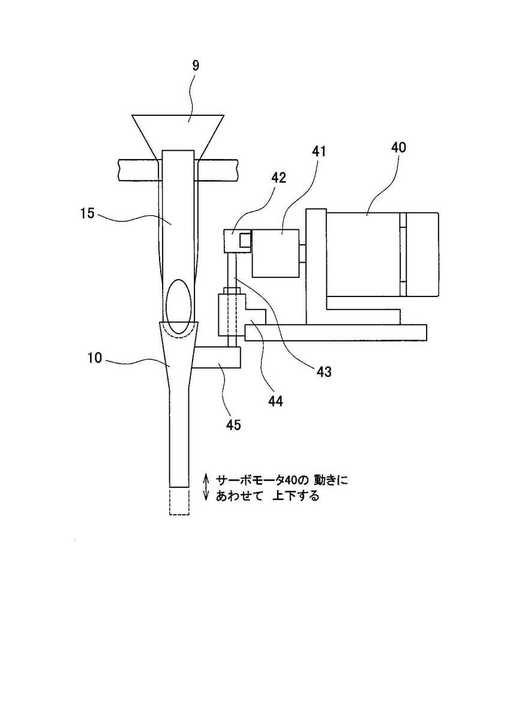
図11は、本発明に係る他のロールタイプ自動包装機の充填機構の内、粉末原料供給装置を抜粋して拡大した正面概略図であり、図12は、本発明に係る他のロールタイプ自動包装機の充填機構の内、粉末原料供給装置を抜粋して拡大した側面概略図である。ここでは図9で説明した粉末原料供給装置の構成部材の内、中間シュート9とシャッター15と充填シュート10を抜き出して記載すると共に、この充填シュート10を上下動させる装置が追加されている。
【0062】
図11と図12に示すように、回転盤等の計量装置で予め設定された量目値になった粉末原料は、中間シュート9に落下し、その後、粉末原料落下のタイミングで開放状態になり、原料落下後次の落下タイミングまで閉鎖状態になるシャッター15によって充填シュート10内に落とされる。この充填シュート10は、粉末原料を包装フィルム内に導くもので、ポケットシールロール装置によって作られたポケットシール部内に粉末原料を落下させている。
【0063】
また、この充填シュート10には、支持部材45が溶接されており、この支持部材45には、二つの上下軸43の一端が取り付けられている。この二つの上下軸43は、ロールタイプ自動包装機本体に固定されている固定部材44の内部に挿通されて上下動可能に軸支されている。一方、二つの上下軸43の他端には直線カム42が取り付けられており、この直線カム42には、カムフォロア41が結合されている。カムフォロア41は、サーボモータ40の回転軸に取り付けられており、サーボモータ40の回転動作に合わせて回転可能になっている。
【0064】
このカムフォロア41と直線カム42の結合部分は、図11と図12に示すように、サーボモータ40の回転中心軸線上から離れた(偏芯した)位置にあり、サーボモータ40の回転動作に合わせてカムフォロア41が回転すると、偏芯したカムフォロア41に結合している直線カム42が上下動することになる。そして、この直線カム42の上下動する距離幅は、サーボモータ40の回転中心軸線上からの偏芯量の約2倍になり、直線カム42の上下動する距離幅を大きくする場合は、偏芯量が大きいカムフォロアを選択し、直線カム42の上下動する距離幅を小さくする場合は、偏芯量が小さいカムフォロアを選択している。
【0065】
そして、この充填シュート10を上下動させる装置の動きは、以下のようになる。
【0066】
(1)長手方向に二つ折りされた包装フィルムは、充填シュート10を挟み込みながらポケットシールロール装置に送られるが、この際に、折り曲げられた包装フィルムの移送速度に合わせて充填シュート10が降下する。
【0067】
(2)即ち、ロールタイプ自動包装機は、包装フィルムの移送速度と同じ速度で充填シュート10が降下するようにサーボモータ40を回転駆動し、このサーボモータ40の回転駆動によってカムフォロア41も回転しつつ、結合されている直線カム42が下方向に動き、この結果、充填シュート10の下降動作において充填シュート10の下端が抵抗なくポケットシール部内に挿入されることになる。
【0068】
(3)充填シュート10の下端がポケットシール部内に挿入されつつあるタイミングで、ロールタイプ自動包装機は、シャッター15を開き、中間シュート9内の粉末原料を充填シュート10経由でポケットシール部内に落下させる。
【0069】
(4)この時、充填シュート10の下端がポケットシール部内に確実に挿入されているため、粉末原料投入に合わせて発生していた粉舞い上がり現象を確実に抑えることが可能になり、横シール動作時における粉噛み込み障害を防止できる。
【0070】
(5)ポケットシール部内に粉末原料が投入されたら、ロールタイプ自動包装機は、直ちにサーボモータ40を回転駆動し、このサーボモータ40の回転駆動によってカムフォロア41も回転しつつ、結合されている直線カム42が上方向に動き、この結果、充填シュート10を上昇させる。
【0071】
(6)充填シュート10の上昇により、充填シュート10の下端はポケットシール部内より引き上げられ、ポケットシールロール装置のシール動作を妨げないようにしている。
【0072】
(7)このように本発明に係るロールタイプ自動包装機1における粉末原料の落下距離Aが短縮されたことと共に、充填シュートをポケットシール部内に確実に挿入して粉末原料の投入を行うことにより、ロールタイプ自動包装機の運転速度を一段と早くした場合若しくは粉舞い上がりし易い特定な微粉末原料を充填する場合においても粉舞い上がり現象は発生せず、投入後に実施される密封横シール動作時における粉噛み込み障害を防止可能になった。
【0073】
このような自動包装機では装置コストダウンを常に検討する必要があり、包装袋の寸法が予め決定されて変更することが無いケースでは、自動包装機の構成をよりシンプルにできる。即ち、ポケットシールロール装置と縦シールロール装置を合体して一本化することでシールロール装置数を減らし、コストダウンを図ることが可能になる。
【0074】
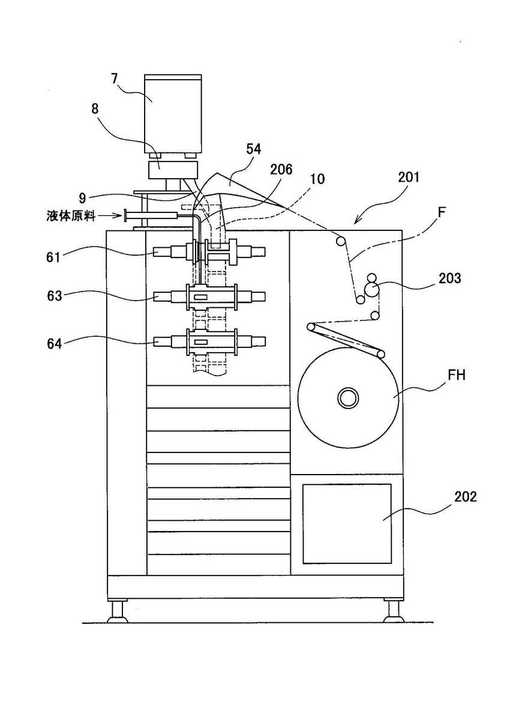
図13は、本発明に係る他のロールタイプ自動包装機の一構成例を示す正面図である。図13に示すように、ロールタイプ自動包装機201(以下、自動包装機201と略す)の正面右側にはリールが設けられている。このリールには包装フィルムFを巻回した原反ロールFHが脱着交換可能に保持されている。
【0075】
また、自動包装機201の上部には包装フィルムFを長手方向に二つ折りするフィルム折り畳み機構54と、この二つ折りされた包装フィルム内に原料を充填する充填機構がある。
【0076】
この充填機構は、液体原料供給装置と粉末原料供給装置の二つで構成され、液体原料供給装置は、液体原料を貯留させているタンク(図示省略)と、このタンク等から液体原料を自動包装機201に送り出すポンプ(図示省略)と、この送り出された液体原料を二つ折りされた包装フィルム内に導く充填パイプ206とから成り、一方、粉末原料供給装置は、粉末原料を貯留させているホッパー7と、ホッパー7の直下に配備され、ホッパー7からの粉末原料を受け取って予め設定された量目値に計量する回転盤8と、計量された粉末原料を一時的に貯め込んで最適なタイミングで落下させる中間シュート9と、落下した粉末原料を二つ折りされた包装フィルムFX内に導く充填シュート10とから成っている。
【0077】
自動包装機201の内部にはシールロール機構が配備され、このシールロール機構は、上側から縦ポケットシールロール装置61と、第一横シールロール装置63と、第二横シールロール装置64とから成っている。そして、上記シールロール機構の下側には、刻印ロール装置(図示省略)、ノッチカッター装置(図示省略)、横カッター装置(図示省略)、ダイカット装置(図示省略)等が適宜必要に応じて搭載されている。さらに、自動包装機201右側には自動包装機201の動作コントロールを行っている制御ボックス202が設けられている。
【0078】
縦ポケットシールロール装置61は、一対のシールロールが向かい合わせに押圧且つ近接状態で配備されており、図13中においては、前面側の縦ポケットシールロール(移動側シールロール)が表記されている。これに対して背面側(紙面裏側)の縦ポケットシールロールは、前面側ポケットシールロールと紙面垂直方向に対向した状態で設けられ、自動包装機201に固定されている(固定側シールロール)。
【0079】
第一横シールロール装置63と第二横シールロール装置64は、共に一対のシールロールが向かい合わせに押圧且つ近接状態で配備されており、図13中においては、前面側の第一横シールロールと第二横シールロール(移動側シールロール)が表記されている。これに対して背面側(紙面裏側)の第一横シールロールと第二横シールロールは、前面側第一横シールロール及び第二横シールロールと紙面垂直方向に対向した状態で設けられ、自動包装機201に固定されている(固定側シールロール)。
【0080】
包装フィルムFは、リールに取り付けられた原反ロールFHからフィルム繰り出し機構203によって引き出される。引き出された包装フィルムFは、自動包装機1の上部のフィルム折り畳み機構54に送られ、このフィルム折り畳み機構54は、セーラー部材等を用いて包装フィルムFを長手方向に二つ折りするもので、二つ折りされた包装フィルムは、この包装フィルム内に液体原料を送り込む充填パイプ206と粉末原料を送り込む充填シュート10を挟み込みつつ、最初に縦ポケットシールロール装置61に送られて二つ折りされた包装フィルムに対して縦シールとポケットシールが同時に施される。この縦シール部とポケットシール部によって包装フィルム右側に包装袋が形成され、左側に一つの筒状部分が形成される。そして、直ちにこの右側ポケットシール部の包装袋内に充填シュート10を通して粉末原料が充填される。
【0081】
その後、縦ポケットシールロール装置61のポケットシールロールは、粉末原料が充填された包装フィルムの開口側を横ヒートシールし、これにより、ポケットシール部の包装フィルムに充填された粉末原料は封止される。
【0082】
粉末原料が充填されたポケットシール部と筒状部を有する包装フィルムは、第一横シール装置63の横シールロールにより、包装フィルムの横方向(幅方向)にヒートシールされ、この横ヒートシールにより筒状部に対して底部(横シール部)が形成される。この横シール部によってポケットシール部の左隣に包装袋が形成され、直ちにこの包装袋内に充填パイプ206を通して液体原料が充填される。
【0083】
その後、第一横シール装置63の横シールロールは、液体原料が充填された包装フィルムの開口側を横ヒートシールし、これにより、有底筒状部の包装フィルムに充填された液体原料は封止されてペアパック包装体形態となる。この包装体は直下の第二横シール装置64の横シールロールに送られ、この第二横シールロールは、第一横シール装置63によって形成された横シール部を再度横ヒートシールして、その横シール部分をより確実にするための線条横シール部を形成する。
【0084】
そして、刻印ロール装置により、出来上がった連続包装体の横シール部分に対して、番号若しくは記号等で構成された各種情報が刻印され、ノッチカッター装置により、縦シール部分に対して開封用の切り込みノッチが形成され、横カッター装置により、横シール中央部分に対してミシン目加工若しくは切断加工されて個別の包装体形態とし、ダイカット装置により、個別包装体の余分な部分を切り離して所定形状の包装体になるように打ち抜かれる。
【0085】
なお、上記刻印ロール装置、ノッチカッター装置、横カッター装置、ダイカット装置は、自動包装機1によって作り上げられる包装袋の形態に応じて任意に選択可能な構成になっており、自動包装機201本体より着脱可能なユニット形式になっている。このような構成にすることによって、上記各装置自体の着脱が簡単になり、追加搭載工事の容易化と工事費用のコストダウンを可能にしている。
【0086】
ここで、上記ポケットヒートシール、縦ヒートシール及び横ヒートシールを施す位置関係は、包装体の外観デザインによって任意に選択可能であり、上記において包装フィルムの右側に粉末原料が充填され、左側に液体原料が充填されるように構成したが、これとは逆の構成を採用することもできる。
【0087】
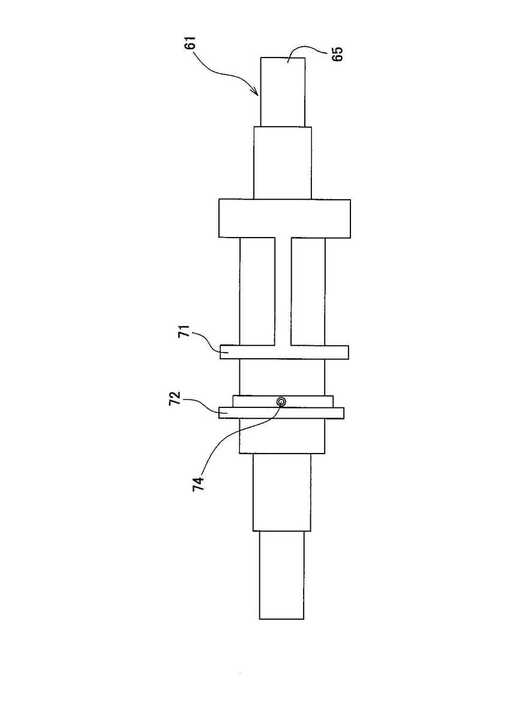
図14は、本発明に係る縦ポケットシールロールを説明した概略説明図である。図14に示すように、縦ポケットシールロール装置61は、一対のシールロールが向かい合わせに押圧且つ近接状態で配備されており、図14中においては、前面側の縦ポケットシールロール65(移動側シールロール)が表記されている。これに対して背面側(紙面裏側)の縦ポケットシールロールは、前面側縦ポケットシールロールと紙面垂直方向に対向した状態で設けられ、自動包装機201に固定されている(固定側シールロール)。
【0088】
この縦ポケットシールロール65には、ポケットシール刃71が付設されており、同じく縦シール刃72がネジ74にて固定されている。
【0089】
また、一対の縦ポケットシールロールの軸内部には、カートリッジヒータ等が埋め込まれており、所定のシールロール温度を維持するように制御され、さらに、一対の縦ポケットシールロールには、挟み込まれた包装フィルムに対して所定のポケットヒートシールと縦ヒートシールを施すために、互いの軸間に押圧力が付加されている。
【0090】
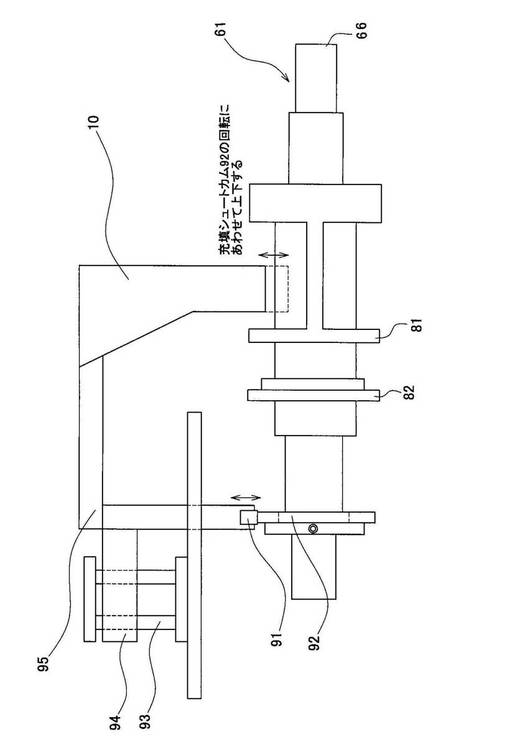
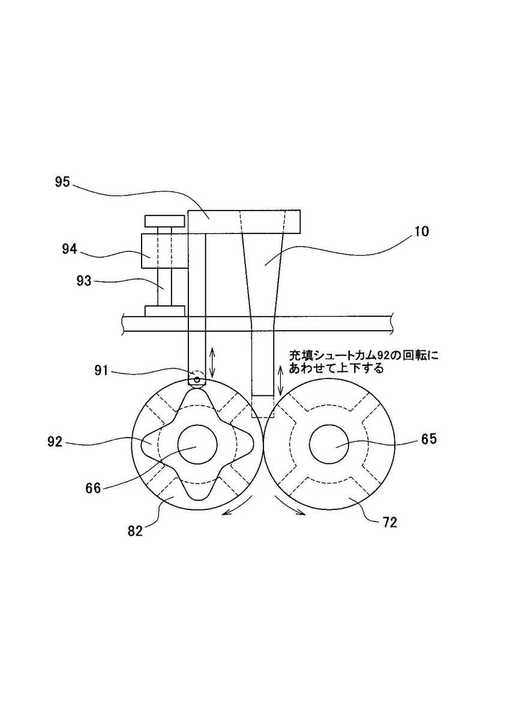
図15は、本発明に係る他のロールタイプ自動包装機の充填機構の内、充填シュート10を抜き出して背面側縦ポケットシールロール66との関係を説明した正面概略図であり、図16は、本発明に係る他のロールタイプ自動包装機の充填機構の内、充填シュート10を抜き出して前面側縦ポケットシールロール65と背面側縦ポケットシールロール66との関係を説明した側面概略図である。ここでは図13で説明した粉末原料供給装置の構成部材の内、充填シュート10を抜き出して記載すると共に、この充填シュート10を上下動させる装置が追加されている。
【0091】
図15と図16に示すように、回転盤8等の計量装置で予め設定された量目値になった粉末原料は、落下タイミングになると充填シュート10内に落とされ、縦ポケットシールロール装置61のポケットシール刃71とポケットシール刃81によって作られたポケットシール部内に粉末原料を落下させている。
【0092】
また、この充填シュート10には、支持部材95が溶接されており、この支持部材95には、固定部材94とカムフォロア91が付設されている。この固定部材94には自動包装機201本体に取り付けられた上下軸93が嵌め込まれており、上下動可能に保持されている。一方、カムフォロア91には、背面側縦ポケットシールロール66に固定されたカム92と接しており、背面側縦ポケットシールロール66の回転動作に合わせて充填シュート10全体を上下動させている。
【0093】
そして、この充填シュート10を上下動させる装置の動きは、以下のようになる。
【0094】
(1)長手方向に二つ折りされた包装フィルムは、充填シュート10を挟み込みながら縦ポケットシールロール装置61に送られるが、この際に、縦ポケットシールロール66の回転速度に合わせて充填シュート10が降下する。
【0095】
(2)即ち、ロールタイプ自動包装機は、包装フィルムの移送速度に合わせた縦ポケットシールロール66の回転速度に合わせて充填シュート10が降下するようになり、この結果、充填シュート10の下降動作において充填シュート10の下端が抵抗なくポケットシール部内に挿入されることになる。
【0096】
(3)充填シュート10の下端がポケットシール部内に挿入されつつあるタイミングで、ロールタイプ自動包装機は、粉末原料を充填シュート10経由でポケットシール部内に落下させる。
【0097】
(4)この時、充填シュート10の下端がポケットシール部内に確実に挿入されているため、粉末原料投入に合わせて発生していた粉舞い上がり現象を確実に抑えることが可能になり、横シール動作時における粉噛み込み障害を防止できる。
【0098】
(5)ポケットシール部内に粉末原料が投入されたら、回転しているカム92の曲線に応じて接しているカムフォロア91が上昇することになり、この結果、折り曲げられた包装フィルムの移送速度に合わせて回転しているカム92によって充填シュート10全体が上昇することになる。
【0099】
(6)充填シュート10の上昇により、充填シュート10の下端はポケットシール部内より引き上げられ、ポケットシールロール装置のシール動作を妨げないようにしている。
【0100】
(7)このように本発明に係るロールタイプ自動包装機201では、ポケットシールロール装置と縦シールロール装置を合体して一本化した縦ポケットシールロール装置61を配置することにより、シールロール装置数を減らし、コストダウンを図ることが可能になる。また、同時に、粉末原料の落下距離短縮や充填シュートの上下動に合わせて粉末原料の投入を行うことにより、ロールタイプ自動包装機の運転速度を一段と早くした場合若しくは粉舞い上がりし易い特定な微粉末原料を充填する場合においても粉舞い上がり現象は発生せず、投入後に実施される密封横シール動作時における粉噛み込み障害を防止可能になった。
【0101】
なお、本発明の実施の形態は本発明を具現化するための一例を示したものであり、特許請求の範囲における発明特定事項とそれぞれ対応関係を有するが、これに限定されるものではなく本発明の要旨を逸脱しない範囲において種々の変形を施すことができる。
【0102】
即ち、本発明の実施の形態では、粉末原料と液体原料の二種類を充填包装するペアパック形式の包装体の例で説明したが、これに限定するものではなく、粉末原料のみを充填包装する包装体を製造するロールタイプ自動包装機においても適用可能である。
【符号の説明】
【0103】
1、201 ロールタイプ自動包装機
2、202 制御ボックス
3、203 フィルム繰り出し機構
4 フィルム折り返しロール
5、54 フィルム折り畳み機構
6、206 充填パイプ
7 ホッパー
8 回転盤
9 中間シュート
10 充填シュート
11 ポケットシールロール装置
12 縦シールロール装置
13、63 第一横シールロール装置
14、64 第二横シールロール装置
15 シャッター
20 ポケットシール部材
21、71、81 ポケットシール刃
22、23、24、25、74 ネジ
26 切り欠き
40 サーボモータ
41 カムフォロア
42 直線カム
43、93 上下軸
44、94 固定部材
45、95 支持部材
61 縦ポケットシールロール装置
65、66 縦ポケットシールロール
72、82 縦シール刃
91 カムフォロア
92 カム
【技術分野】
【0001】
本発明は、包装フィルムに対して縦シール部及び横シール部を施して包装体を製造するロールタイプ自動包装機のシールロール機構に関し、特に、縦シール部及び横シール部を施す前にポケットシールロールを配備してポケットシール部を施すポケットシールロール装置に関するものである。
【背景技術】
【0002】
従来のロールタイプ自動包装機は、原反ロール状の包装フィルムを繰り出し機構によって上方に引き出し、最上位置にあるガイドロールによって垂直下方に方向転換させ、折り畳み機構によって幅方向に二つ折りにし、次いでこの二つ折り状態の包装フィルムを縦シールロール装置に導いて縦シール部を施すようにしている。この縦シール部によって二つ折りされた包装フィルムは、両端部が接合されて円筒状になり、その後、この円筒状包装フィルムは第一横シールロール装置に導かれて横シール部が施されて袋状になり、充填機構によって包装袋の内容物が投入された後、再び第一横シールロール装置によって包装袋の投入口に対して横シール部が施されて密封状態になる。
【0003】
次に、第一横シールロール装置によって横シールされた部分に対して、第二横シールロール装置を用いて再度横シール部が施されてシール強度を増やした後、この連包状態の包装体は、カッター装置に導かれ、横シール部中央付近に対して切り離し加工若しくはミシン目加工が施されて個別包装体になる。
【0004】
このような従来のロールタイプ自動包装機において、粉末原料若しくは液体原料と粉末原料の二種類を充填して包装加工する場合、充填シュート(充填管)を用いて粉末原料を包装袋が出来上がる横シール位置にまで案内しつつ落下させ、また、充填パイプ(充填管)を用いて液体原料を包装袋が出来上がる横シール位置にまで案内しつつ流し込んでいる。
【0005】
図10は、従来のロールタイプ自動包装機の充填機構とシールロール機構を抜粋して拡大した正面概略図である。図10に示すように、従来のロールタイプ自動包装機100内部には、縦シールロール装置12と、横シールロール装置13が配備されており、ロールタイプ自動包装機100上部には、充填機構を構成している装置が配備されている。
【0006】
上記充填機構の内、粉末原料供給装置を構成している装置は、粉末原料を貯留させているホッパー7と、ホッパー7の直下に配置され、ホッパー7からの粉末原料を受け取って予め設定された量目値に計量する回転盤8と、計量された粉末原料を一時的に貯め込んで最適なタイミングで落下させる中間シュート9と、落下した粉末原料を二つ折りされた包装フィルム内に導く充填シュート110等である。一方、図10で示している液体原料供給装置は、液体原料を二つ折りされた包装フィルム内に導く充填パイプ106のみを記載している。
【0007】
そして、この中間シュート9の下端には粉末原料落下のタイミングで開放状態になり、原料落下後次の落下タイミングまで閉鎖状態になるシャッター15が付設され、充填パイプ106の上方には包装フィルムを長手方向に二つ折りするフィルム折り畳み機構5が配置されている。
【0008】
このような構成を有する従来のロールタイプ自動包装機において、粉末原料を包装フィルム内に導く充填シュート110は、縦シールロール装置12のロール間を通過し、包装袋が出来上がる横シールロール装置13の直前まで延在しており、液体原料を包装フィルム内に導く充填パイプ106は、縦シールロール装置12のロール間を通過し、包装袋が出来上がる横シールロール装置13の直前まで延在している。このため、粉末原料の落下距離は、シャッター15の出口から包装袋の底辺となる横シール部までの長さになり、図10において示された長さBとなる。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2003−20002号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
しかしながら、上記充填パイプ106を用いて液体原料を横シール部の位置にまで案内しつつ流し込む場合は、液体原料の特性上ポンプ等の制御により流入速度を調節できるため、問題なく充填出来るが、充填シュート110を用いて粉末原料を横シール部の位置にまで案内しつつ落下させた場合は、自然落下運動であることから落下距離に応じて落下速度が加速することになる。
【0011】
即ち、図10のような従来のロールタイプ自動包装機では、粉末原料の落下距離Bが長くなり、このため、充填機構の粉末原料供給装置から袋形状の包装フィルムに投入された粉末原料は重力の影響を受けて加速し、落下した包装袋内において粉舞い上がり現象を引き起こす事になる。
【0012】
この粉舞い上がり現象は、粉末原料によって発生具合が変化し、粉末粒子が小さい程、また粉末原料に含まれる水分量が少なく粘り気が無い程発生し易くなる。そして、一旦粉舞い上がり現象が発生すると、投入後に実施する密封横シール動作時における粉噛み込み障害を引き起こし、横シール不良になるという重大問題になっていた。
【0013】
特に「うなぎのタレと山椒」をペアパックする際の山椒粉末原料のように粘り気の無い微粉末状を呈している場合は、充填速度を遅くして運転しても粉舞い上がり現象を抑えることが困難になり、包装体製造作業に重大な支障を引き起こしていた。
【0014】
本発明は、上記従来のロールタイプ自動包装機において発生していた粉舞い上がり現象を抑えることにより、横シール動作時における粉噛み込み障害を防止できるロールタイプ自動包装機を提供することを目的としている。
【課題を解決するための手段】
【0015】
上記の目的を達成するために、本発明の請求項1に係るロールタイプ自動包装機のシールロール機構は、互いに折り曲げられた包装フィルムを垂直下方に引き下ろしながら重ね合わされた包装フィルムに対してヒートシールを施して密封包装体を製造するロールタイプ自動包装機のシールロール機構であって、重ね合わされた包装フィルムに対して最初にポケットシール部を施すポケットシールロール装置と、このポケットシール部内に粉末原料を投入した後に当該包装フィルムに対して縦シール部を施す縦シールロール装置と、この縦シール部が施された包装フィルムに対して横シール部を施して密封包装体にする横シールロール装置とで構成されている。
【0016】
また、本発明の請求項2に係るロールタイプ自動包装機のシールロール機構は、原料供給装置の直下からポケットシールロール装置と縦シールロール装置と横シールロール装置の順番に配置し、当該原料供給装置から落下してくる粉末原料をポケットシールロール装置のポケットシール部で受け取ることにより、粉末原料の落下距離を短縮している。
【0017】
本発明の請求項1と請求項2に係るロールタイプ自動包装機のシールロール機構によれば、ポケットシールロール装置を原料供給装置の直下に配置して落下距離を短縮し、この原料供給装置から落下してくる粉末原料をポケットシール部で受け取ることにより、従来のロールタイプ自動包装機において発生していた粉末原料の落下動作に伴う粉舞い上がり現象を抑えることができる。
【0018】
本発明の請求項3に係るロールタイプ自動包装機は、互いに折り曲げられた包装フィルムを垂直下方に引き下ろしながら重ね合わされた包装フィルムに対してシールロール機構を用いて密封包装体を製造しつつ、液体原料充填機構と粉末原料充填機構を用いて密封包装体内に液体原料と粉末原料を投入するロールタイプ自動包装機であって、前記シールロール機構は、重ね合わされた包装フィルムに対して最初にポケットシール部を施すポケットシールロール装置と、このポケットシール部内に粉末原料を投入した後に当該包装フィルムに対して縦シール部を施す縦シールロール装置と、この縦シール部が施された包装フィルムに対して横シール部を施して密封包装体にする横シールロール装置とで構成され、前記粉末原料充填機構は、粉末原料を計量して切り出す計量装置と、この計量された粉末原料をポケットシール部内に案内する充填シュートと、で構成され、前記充填シュートは、粉末原料を投入する際に、折り曲げられた包装フィルムの移送速度に合わせてポケットシール部内に下降し、粉末原料の投入が完了後直ちに、上昇するように動いている。
【0019】
本発明の請求項3に係るロールタイプ自動包装機によれば、粉末原料の落下距離Aが短縮されたことと共に、充填シュートをポケットシール部内に確実に挿入して粉末原料の投入を行うことにより、ロールタイプ自動包装機の運転速度を一段と早くした場合若しくは粉舞い上がりし易い特定な微粉末原料を充填する場合においても粉舞い上がり現象を抑えることができる。
【0020】
本発明の請求項4に係るロールタイプ自動包装機は、互いに折り曲げられた包装フィルムを垂直下方に引き下ろしながら重ね合わされた包装フィルムに対してヒートシールを施して密封包装体を製造するロールタイプ自動包装機のシールロール機構であって、前記シールロール機構は、重ね合わされた包装フィルム内に投入された粉末原料を密封するポケットシール部を形成すると共に、縦シール部を形成する縦ポケットシールロール装置と、この縦シール部が形成された包装フィルム内に投入された液体原料を密封する横シール部を形成する横シールロール装置とで構成されている。
【0021】
また、本発明の請求項5に係るロールタイプ自動包装機のシールロール機構は、原料供給装置の直下から縦ポケットシールロール装置と横シールロール装置の順番に配置し、当該原料供給装置から落下してくる粉末原料を縦ポケットシールロール装置のポケットシール部で受け取ることにより、粉末原料の落下距離を短縮している。
【0022】
本発明の請求項4と請求項5に係るロールタイプ自動包装機のシールロール機構によれば、縦ポケットシールロール装置を原料供給装置の直下に配置して落下距離を短縮し、この原料供給装置から落下してくる粉末原料をポケットシール部で受け取ることにより、コストダウンを図りつつ、従来のロールタイプ自動包装機において発生していた粉末原料の落下動作に伴う粉舞い上がり現象を抑えることができる。
【0023】
本発明の請求項6に係るロールタイプ自動包装機は、互いに折り曲げられた包装フィルムを垂直下方に引き下ろしながら重ね合わされた包装フィルムに対してシールロール機構を用いて密封包装体を製造しつつ、液体原料充填機構と粉末原料充填機構を用いて密封包装体内に液体原料と粉末原料を投入するロールタイプ自動包装機であって、前記シールロール機構は、重ね合わされた包装フィルム内に投入された粉末原料を密封するポケットシール部を形成すると共に、縦シール部を形成する縦ポケットシールロール装置と、この縦シール部が形成された包装フィルム内に投入された液体原料を密封する横シール部を形成する横シールロール装置とで構成され、前記粉末原料充填機構は、粉末原料を計量して切り出す計量装置と、この計量された粉末原料をポケットシール部内に案内する充填シュートとで構成され、前記充填シュートは、粉末原料を投入する際に、折り曲げられた包装フィルムの移送速度に合わせてポケットシール部内に下降し、粉末原料の投入が完了後直ちに、上昇するように動いている。
【0024】
本発明の請求項6に係るロールタイプ自動包装機によれば、粉末原料の落下距離Aが短縮されたことと共に、充填シュートをポケットシール部内に確実に挿入して粉末原料の投入を行うことにより、コストダウンを図りつつ、ロールタイプ自動包装機の運転速度を一段と早くした場合若しくは粉舞い上がりし易い特定な微粉末原料を充填する場合においても粉舞い上がり現象を抑えることができる。
【発明の効果】
【0025】
以上説明したように、本発明に係るロールタイプ自動包装機によれば、粉末原料供給装置の落下距離を短縮することにより、粉舞い上がり現象を抑えることが可能になり、この結果横シール動作時に発生していた粉噛み込み障害を防止できるという優れた効果を奏し得る。
【0026】
また、本発明に係るロールタイプ自動包装機によれば、粉末原料の落下距離が短縮されたことと共に、充填シュートをポケットシール部内に確実に挿入して粉末原料の投入を行うことにより、ロールタイプ自動包装機の運転速度を一段と早くした場合若しくは粉舞い上がりし易い特定な微粉末原料を充填する場合においても粉舞い上がり現象を抑えることが可能になり、この結果横シール動作時に発生していた粉噛み込み障害を防止できるという優れた効果を奏し得る。
【0027】
また、本発明に係るロールタイプ自動包装機によれば、ポケットシールロール装置と縦シールロール装置を合体して一本化した縦ポケットシールロール装置を配置することにより、シールロール装置数を減らし、コストダウンを図ることができるという優れた効果を奏し得る。
【図面の簡単な説明】
【0028】
【図1】本発明に係るロールタイプ自動包装機の一構成例を示す正面図である。
【図2】本発明に係るポケットシールロール装置11の構成を説明した概略説明図である。
【図3】本発明に係るポケットシール部材20を正面から見た詳細説明図である。
【図4】本発明に係るポケットシール部材20を上面から見た詳細説明図である。
【図5】本発明に係るポケットシール部材20を下面から見た詳細説明図である。
【図6】本発明に係る他のポケットシール部材30を正面から見た詳細説明図である。
【図7】本発明に係る他のポケットシール部材30を上面から見た詳細説明図である。
【図8】本発明に係る他のポケットシール部材30を下面から見た詳細説明図である。
【図9】本発明に係るロールタイプ自動包装機の充填機構とシールロール機構を抜粋して拡大した正面概略図である。
【図10】従来のロールタイプ自動包装機の充填機構とシールロール機構を抜粋して拡大した正面概略図である。
【図11】本発明に係る他のロールタイプ自動包装機の充填機構の内、粉末原料供給装置を抜粋して拡大した正面概略図である。
【図12】本発明に係る他のロールタイプ自動包装機の充填機構の内、粉末原料供給装置を抜粋して拡大した側面概略図である。
【図13】本発明に係る他のロールタイプ自動包装機の一構成例を示す正面図である。
【図14】本発明に係る縦ポケットシールロールを説明した概略説明図である。
【図15】本発明に係る他のロールタイプ自動包装機の充填機構の内、充填シュート10を抜き出して背面側縦ポケットシールロール66との関係を説明した正面概略図である。
【図16】本発明に係る他のロールタイプ自動包装機の充填機構の内、充填シュート10を抜き出して前面側縦ポケットシールロール65と背面側縦ポケットシールロール66との関係を説明した側面概略図である。
【発明を実施するための形態】
【0029】
まず、図1を用いて、本発明に係るロールタイプ自動包装機の全体構成について説明する。図1は、本発明に係るロールタイプ自動包装機の一構成例を示す正面図である。図1に示すように、ロールタイプ自動包装機1(以下、自動包装機1と略す)の正面右側にはリールが設けられている。このリールには包装フィルムFを巻回した原反ロールFHが脱着交換可能に保持されている。
【0030】
また、自動包装機1の上部にはフィルム折り返しロール4と、包装フィルムFを長手方向に二つ折りするフィルム折り畳み機構5と、この二つ折りされた包装フィルムFX内に原料を充填する充填機構がある。
【0031】
この充填機構は、液体原料供給装置と粉末原料供給装置の二つで構成され、液体原料供給装置は、液体原料を貯留させているタンク(図示省略)と、このタンク等から液体原料を自動包装機1に送り出すポンプ(図示省略)と、この送り出された液体原料を二つ折りされた包装フィルムFX内に導く充填パイプ6とから成り、一方、粉末原料供給装置は、粉末原料を貯留させているホッパー7と、ホッパー7の直下に配備され、ホッパー7からの粉末原料を受け取って予め設定された量目値に計量する回転盤8と、計量された粉末原料を一時的に貯め込んで最適なタイミングで落下させる中間シュート9と、落下した粉末原料を二つ折りされた包装フィルムFX内に導く充填シュート10とから成っている。
【0032】
自動包装機1の内部にはシールロール機構が配備され、このシールロール機構は、上側からポケットシールロール装置11と、縦シールロール装置12と、第一横シールロール装置13と、第二横シールロール装置14とから成っている。そして、上記シールロール機構の下側には、刻印ロール装置(図示省略)、ノッチカッター装置(図示省略)、横カッター装置(図示省略)、ダイカット装置(図示省略)等が適宜必要に応じて搭載されている。さらに、自動包装機1右側には自動包装機1の動作コントロールを行っている制御ボックス2が設けられている。
【0033】
ポケットシールロール装置11は、一対のシールロールが向かい合わせに押圧且つ近接状態で配備されており、図1中においては、前面側のポケットシールロール(移動側シールロール)が表記されている。これに対して背面側(紙面裏側)のポケットシールロールは、前面側ポケットシールロールと紙面垂直方向に対向した状態で設けられ、自動包装機1に固定されている(固定側シールロール)。
【0034】
縦シールロール装置12は、一対のシールロールが向かい合わせに押圧且つ近接状態で配備されており、図1中においては、前面側の縦シールロール(移動側シールロール)が表記されている。これに対して背面側(紙面裏側)の縦シールロールは、前面側縦シールロールと紙面垂直方向に対向した状態で設けられ、自動包装機1に固定されている(固定側シールロール)。
【0035】
第一横シールロール装置13と第二横シールロール装置14は、共に一対のシールロールが向かい合わせに押圧且つ近接状態で配備されており、図1中においては、前面側の第一横シールロールと第二横シールロール(移動側シールロール)が表記されている。これに対して背面側(紙面裏側)の第一横シールロールと第二横シールロールは、前面側第一横シールロール及び第二横シールロールと紙面垂直方向に対向した状態で設けられ、自動包装機1に固定されている(固定側シールロール)。
【0036】
また、包装フィルムは、透明又は半透明な材料から構成され、例えば、PET等のベースフィルム、このベースフィルムよりも融点の低いポリエチレン等のヒートシールフィルムから構成される。また、包装フィルムは、ベースフィルム、中間フィルム、ヒートシールフィルムの3層構造を有してもよい。
【0037】
包装フィルムFは、リールに取り付けられた原反ロールFHからフィルム繰り出し機構3によって引き出される。引き出された包装フィルムFは、自動包装機1の上部の折り返しロール4に掛け渡されて直下のフィルム折り畳み機構5に送られる。このフィルム折り畳み機構5は、包装フィルムFを長手方向に二つ折りするもので、二つ折りされた包装フィルムFXは、この包装フィルム内に液体原料を送り込む充填パイプ6と粉末原料を送り込む充填シュート10を挟み込みつつ、最初にポケットシールロール装置11に送られて二つ折りされた包装フィルムFXに対してポケット状のヒートシールが施される。このポケットシール部によって包装袋が形成され、直ちにこの包装袋内に充填シュート10を通して粉末原料が充填される。
【0038】
粉末原料が充填されたポケットシール部を含む包装フィルムは、縦シールロール装置12に送られ、縦シールロールにより、ポケットシール部を挟んで二つの縦ヒートシールが施される。この結果、ポケットシール部の右隣に一つの筒状部分が形成される。
【0039】
ポケットシール部と筒状部を有する包装フィルムは、第一横シール装置13の横シールロールにより、包装フィルムの横方向(幅方向)にヒートシールされ、この横ヒートシールによりポケットシール部及び筒状部に対して底部(横シール部)が形成される。この横シール部によってポケットシール部の右隣に包装袋が形成され、直ちにこの包装袋内に充填パイプ6を通して液体原料が充填される。
【0040】
その後、第一横シール装置13の横シールロールは、粉末原料と液体原料が充填された包装フィルムの開口側を横ヒートシールし、これにより、ポケットシール部と有底筒状部の包装フィルムに充填された粉末原料と液体原料は封止されてペアパック包装体形態となる。この包装体は直下の第二横シール装置14の横シールロールに送られ、この第二横シールロールは、第一横シール装置13によって形成された横シール部を再度横ヒートシールして、その横シール部分をより確実にするための線条横シール部を形成する。
【0041】
そして、刻印ロール装置により、出来上がった連続包装体の横シール部分に対して、番号若しくは記号等で構成された各種情報が刻印され、ノッチカッター装置により、縦シール部分に対して開封用の切り込みノッチが形成され、横カッター装置により、横シール中央部分に対してミシン目加工若しくは切断加工されて個別の包装体形態とし、ダイカット装置により、個別包装体の余分な部分を切り離して所定形状の包装体になるように打ち抜かれる。
【0042】
なお、上記刻印ロール装置、ノッチカッター装置、横カッター装置、ダイカット装置は、自動包装機1によって作り上げられる包装袋の形態に応じて任意に選択可能な構成になっており、自動包装機1本体より着脱可能なユニット形式になっている。このような構成にすることによって、上記各装置自体の着脱が簡単になり、追加搭載工事の容易化と工事費用のコストダウンを可能にしている。
【0043】
ここで、上記ポケットヒートシール、縦ヒートシール及び横ヒートシールを施す位置関係について説明する。第一の形態としては、最初に実施されたポケットヒートシールによって出来上がったポケットシール部の縦部分に対して重ね合わせるようにして縦ヒートシールが施され、ポケットシール部の横部分(底部分)に対して重ね合わせるようにして横ヒートシールが施され、この結果、出来上がった包装体は通常のペアパック形状になる。
【0044】
第二の形態としては、ポケットシール部に隣接する位置に縦ヒートシール及び横ヒートシールを施す方法であり、これはポケットシール部のデザインを生かすやり方である。即ち、上記のポケットヒートシール、縦ヒートシール及び横ヒートシールを施す位置関係は、包装体の外観デザインによって任意に選択可能な構成になっている。
【0045】
図2は、本発明に係るポケットシールロール装置11の構成を説明した概略説明図である。図2に示すように、ポケットシールロール装置11は、一対のシールロールが向かい合わせに押圧且つ近接状態で配備されており、図2中においては、前面側のポケットシールロール(移動側シールロール)が表記されている。これに対して背面側(紙面裏側)のポケットシールロールは、前面側ポケットシールロールと紙面垂直方向に対向した状態で設けられ、自動包装機1に固定されている(固定側シールロール)。
【0046】
このポケットシールロールには、複数のポケットシール部材20が取り付けられており、ネジ22、23、24、25によってポケットシールロールに固定されている。このポケットシール部材20は、図2の例では4枚構成となっており、表面には、二つ折りされた包装フィルムを挟んでポケットヒートシールする所謂ポケットシール刃21が付設されている。
【0047】
また、一対のポケットシールロールの軸内部若しくはポケットシール部材20内部には、カートリッジヒータ等が埋め込まれており、所定のシールロール温度を維持するように制御され、さらに、一対のポケットシールロールには、挟み込まれた包装フィルムに対して所定のポケットヒートシールを施すために、互いの軸間に押圧力が付加されている。
【0048】
図3は、本発明に係るポケットシール部材20を正面から見た詳細説明図であり、図4は、本発明に係るポケットシール部材20を上面から見た詳細説明図であり、図5は、本発明に係るポケットシール部材20を下面から見た詳細説明図である。図3乃至図5に示すように、ポケットシール部材20には、固定用のネジ22、23、24、25があり、表面には、二つ折りされた包装フィルムを挟んでポケットヒートシールする所謂ポケットシール刃21が付設されている。さらに、液体原料を送り込む充填パイプ6が通過する切り欠き26が付設されている。
【0049】
このポケットシール刃21は、比較的多目の粉末原料を充填する場合のポケット形状であり、ポケットの深さが最大となるように構成されている。
【0050】
図6は、本発明に係る他のポケットシール部材30を正面から見た詳細説明図であり、図7は、本発明に係る他のポケットシール部材30を上面から見た詳細説明図であり、図8は、本発明に係る他のポケットシール部材30を下面から見た詳細説明図である。図6乃至図8に示すように、ポケットシール部材30には、固定用のネジ32、33、34、35があり、表面には、二つ折りされた包装フィルムを挟んでポケットヒートシールする所謂ポケットシール刃31が付設されている。さらに、液体原料を送り込む充填パイプ6が通過する切り欠き36が付設されている。
【0051】
このポケットシール刃31は、比較的少な目の粉末原料を充填する場合のポケット形状であり、ポケットの深さを浅くしてシール底部を厚くするように構成されている。
【0052】
図9は、本発明に係るロールタイプ自動包装機の充填機構とシールロール機構を抜粋して拡大した正面概略図である。図9に示すように、ロールタイプ自動包装機1内部には、ポケットシールロール装置11と、縦シールロール装置12と、横シールロール装置13が配備されており、ロールタイプ自動包装機1上部には、充填機構を構成している装置が配備されている。
【0053】
上記充填機構の内、粉末原料供給装置を構成している装置は、粉末原料を貯留させているホッパー7と、ホッパー7の直下に配置され、ホッパー7からの粉末原料を受け取って予め設定された量目値に計量する回転盤8と、計量された粉末原料を一時的に貯め込んで最適なタイミングで落下させる中間シュート9と、落下した粉末原料を二つ折りされた包装フィルム内に導く充填シュート10等である。一方、図9で示している液体原料供給装置は、液体原料を二つ折りされた包装フィルム内に導く充填パイプ6のみを記載している。
【0054】
そして、この中間シュート9の下端には粉末原料落下のタイミングで開放状態になり、原料落下後次の落下タイミングまで閉鎖状態になるシャッター15が付設され、充填パイプ6の上方には包装フィルムを長手方向に二つ折りするフィルム折り畳み機構5が配置されている。
【0055】
このような構成を有する本発明に係るロールタイプ自動包装機1において、粉末原料を包装フィルム内に導く充填シュート10は、包装袋が出来上がるポケットシールロール装置11の直前まで延在しており、液体原料を包装フィルム内に導く充填パイプ6は、ポケットシールロール装置11と縦シールロール装置12のロール間を通過し、包装袋が出来上がる横シールロール装置13の直前まで延在している。このため、粉末原料の落下距離は、シャッター15の出口から包装袋の底辺となるポケットシール部までの長さになり、図9において示された長さAとなる。
【0056】
即ち、本発明のロールタイプ自動包装機1では、二つ折りされた包装フィルムにポケットシール部を施すポケットシールロール装置11を粉末原料供給装置の直下に配置し、このポケットシールロール装置11によって作られたポケットシール部内に粉末原料を落下させるようにした結果、粉末原料の落下距離Aは、従来のロールタイプ自動包装機における粉末原料の落下距離Bに比べて大幅に(半分以下に)短縮されている。そして、粉末原料供給装置からポケットシール部内に落下した粉末原料は、落下距離Aが短くなったため、重力の影響を受ける程度が少なくなって加速を抑えた状態でポケット内に落下することになり、粉舞い上がり現象を抑止することが出来るようになった。
【0057】
このように、本発明に係るロールタイプ自動包装機1における粉末原料の落下距離Aが短縮されたことにより、「うなぎのタレと山椒」をペアパックする際の山椒粉末原料のように粘り気の無い微粉末状を呈している場合においても粉舞い上がり現象は発生せず、投入後に実施される密封横シール動作時における粉噛み込み障害を防止可能になった。
【0058】
また、ポケットシール部の寸法は、粉末原料を受け止めるために必要な値を採用し、適宜選択可能になっているため、全体の包装体寸法は、このポケットシール部の寸法以上であればロールタイプ自動包装機1の能力範囲内で自由に選択して採用することができる。
【0059】
即ち、上記の「うなぎのタレと山椒」をペアパックする場合、通常液体原料(うなぎのタレ)の充填量が多く、粉末原料(山椒)の充填量は少ないケースが多く、この場合、全体の包装体寸法は、液体原料(うなぎのタレ)の量目値を優先して決定し、ポケットシール部の寸法は、粉末原料(山椒)の量目値を優先して決定することにより、ペアパックに充填包装するそれぞれの原料の量目値に応じて充填動作の最適化を図ることが可能になる。
【0060】
一方、ロールタイプ自動包装機の運転速度を一段と早くした場合若しくは粉舞い上がりし易い特定な微粉末原料を充填する場合では、落下距離を最短にしても投入後に実施する密封横シール動作時において粉噛み込み障害を引き起こし、横シール不良になるという問題が発生していた。このため、更なる改良が施されることになった。
【0061】
図11は、本発明に係る他のロールタイプ自動包装機の充填機構の内、粉末原料供給装置を抜粋して拡大した正面概略図であり、図12は、本発明に係る他のロールタイプ自動包装機の充填機構の内、粉末原料供給装置を抜粋して拡大した側面概略図である。ここでは図9で説明した粉末原料供給装置の構成部材の内、中間シュート9とシャッター15と充填シュート10を抜き出して記載すると共に、この充填シュート10を上下動させる装置が追加されている。
【0062】
図11と図12に示すように、回転盤等の計量装置で予め設定された量目値になった粉末原料は、中間シュート9に落下し、その後、粉末原料落下のタイミングで開放状態になり、原料落下後次の落下タイミングまで閉鎖状態になるシャッター15によって充填シュート10内に落とされる。この充填シュート10は、粉末原料を包装フィルム内に導くもので、ポケットシールロール装置によって作られたポケットシール部内に粉末原料を落下させている。
【0063】
また、この充填シュート10には、支持部材45が溶接されており、この支持部材45には、二つの上下軸43の一端が取り付けられている。この二つの上下軸43は、ロールタイプ自動包装機本体に固定されている固定部材44の内部に挿通されて上下動可能に軸支されている。一方、二つの上下軸43の他端には直線カム42が取り付けられており、この直線カム42には、カムフォロア41が結合されている。カムフォロア41は、サーボモータ40の回転軸に取り付けられており、サーボモータ40の回転動作に合わせて回転可能になっている。
【0064】
このカムフォロア41と直線カム42の結合部分は、図11と図12に示すように、サーボモータ40の回転中心軸線上から離れた(偏芯した)位置にあり、サーボモータ40の回転動作に合わせてカムフォロア41が回転すると、偏芯したカムフォロア41に結合している直線カム42が上下動することになる。そして、この直線カム42の上下動する距離幅は、サーボモータ40の回転中心軸線上からの偏芯量の約2倍になり、直線カム42の上下動する距離幅を大きくする場合は、偏芯量が大きいカムフォロアを選択し、直線カム42の上下動する距離幅を小さくする場合は、偏芯量が小さいカムフォロアを選択している。
【0065】
そして、この充填シュート10を上下動させる装置の動きは、以下のようになる。
【0066】
(1)長手方向に二つ折りされた包装フィルムは、充填シュート10を挟み込みながらポケットシールロール装置に送られるが、この際に、折り曲げられた包装フィルムの移送速度に合わせて充填シュート10が降下する。
【0067】
(2)即ち、ロールタイプ自動包装機は、包装フィルムの移送速度と同じ速度で充填シュート10が降下するようにサーボモータ40を回転駆動し、このサーボモータ40の回転駆動によってカムフォロア41も回転しつつ、結合されている直線カム42が下方向に動き、この結果、充填シュート10の下降動作において充填シュート10の下端が抵抗なくポケットシール部内に挿入されることになる。
【0068】
(3)充填シュート10の下端がポケットシール部内に挿入されつつあるタイミングで、ロールタイプ自動包装機は、シャッター15を開き、中間シュート9内の粉末原料を充填シュート10経由でポケットシール部内に落下させる。
【0069】
(4)この時、充填シュート10の下端がポケットシール部内に確実に挿入されているため、粉末原料投入に合わせて発生していた粉舞い上がり現象を確実に抑えることが可能になり、横シール動作時における粉噛み込み障害を防止できる。
【0070】
(5)ポケットシール部内に粉末原料が投入されたら、ロールタイプ自動包装機は、直ちにサーボモータ40を回転駆動し、このサーボモータ40の回転駆動によってカムフォロア41も回転しつつ、結合されている直線カム42が上方向に動き、この結果、充填シュート10を上昇させる。
【0071】
(6)充填シュート10の上昇により、充填シュート10の下端はポケットシール部内より引き上げられ、ポケットシールロール装置のシール動作を妨げないようにしている。
【0072】
(7)このように本発明に係るロールタイプ自動包装機1における粉末原料の落下距離Aが短縮されたことと共に、充填シュートをポケットシール部内に確実に挿入して粉末原料の投入を行うことにより、ロールタイプ自動包装機の運転速度を一段と早くした場合若しくは粉舞い上がりし易い特定な微粉末原料を充填する場合においても粉舞い上がり現象は発生せず、投入後に実施される密封横シール動作時における粉噛み込み障害を防止可能になった。
【0073】
このような自動包装機では装置コストダウンを常に検討する必要があり、包装袋の寸法が予め決定されて変更することが無いケースでは、自動包装機の構成をよりシンプルにできる。即ち、ポケットシールロール装置と縦シールロール装置を合体して一本化することでシールロール装置数を減らし、コストダウンを図ることが可能になる。
【0074】
図13は、本発明に係る他のロールタイプ自動包装機の一構成例を示す正面図である。図13に示すように、ロールタイプ自動包装機201(以下、自動包装機201と略す)の正面右側にはリールが設けられている。このリールには包装フィルムFを巻回した原反ロールFHが脱着交換可能に保持されている。
【0075】
また、自動包装機201の上部には包装フィルムFを長手方向に二つ折りするフィルム折り畳み機構54と、この二つ折りされた包装フィルム内に原料を充填する充填機構がある。
【0076】
この充填機構は、液体原料供給装置と粉末原料供給装置の二つで構成され、液体原料供給装置は、液体原料を貯留させているタンク(図示省略)と、このタンク等から液体原料を自動包装機201に送り出すポンプ(図示省略)と、この送り出された液体原料を二つ折りされた包装フィルム内に導く充填パイプ206とから成り、一方、粉末原料供給装置は、粉末原料を貯留させているホッパー7と、ホッパー7の直下に配備され、ホッパー7からの粉末原料を受け取って予め設定された量目値に計量する回転盤8と、計量された粉末原料を一時的に貯め込んで最適なタイミングで落下させる中間シュート9と、落下した粉末原料を二つ折りされた包装フィルムFX内に導く充填シュート10とから成っている。
【0077】
自動包装機201の内部にはシールロール機構が配備され、このシールロール機構は、上側から縦ポケットシールロール装置61と、第一横シールロール装置63と、第二横シールロール装置64とから成っている。そして、上記シールロール機構の下側には、刻印ロール装置(図示省略)、ノッチカッター装置(図示省略)、横カッター装置(図示省略)、ダイカット装置(図示省略)等が適宜必要に応じて搭載されている。さらに、自動包装機201右側には自動包装機201の動作コントロールを行っている制御ボックス202が設けられている。
【0078】
縦ポケットシールロール装置61は、一対のシールロールが向かい合わせに押圧且つ近接状態で配備されており、図13中においては、前面側の縦ポケットシールロール(移動側シールロール)が表記されている。これに対して背面側(紙面裏側)の縦ポケットシールロールは、前面側ポケットシールロールと紙面垂直方向に対向した状態で設けられ、自動包装機201に固定されている(固定側シールロール)。
【0079】
第一横シールロール装置63と第二横シールロール装置64は、共に一対のシールロールが向かい合わせに押圧且つ近接状態で配備されており、図13中においては、前面側の第一横シールロールと第二横シールロール(移動側シールロール)が表記されている。これに対して背面側(紙面裏側)の第一横シールロールと第二横シールロールは、前面側第一横シールロール及び第二横シールロールと紙面垂直方向に対向した状態で設けられ、自動包装機201に固定されている(固定側シールロール)。
【0080】
包装フィルムFは、リールに取り付けられた原反ロールFHからフィルム繰り出し機構203によって引き出される。引き出された包装フィルムFは、自動包装機1の上部のフィルム折り畳み機構54に送られ、このフィルム折り畳み機構54は、セーラー部材等を用いて包装フィルムFを長手方向に二つ折りするもので、二つ折りされた包装フィルムは、この包装フィルム内に液体原料を送り込む充填パイプ206と粉末原料を送り込む充填シュート10を挟み込みつつ、最初に縦ポケットシールロール装置61に送られて二つ折りされた包装フィルムに対して縦シールとポケットシールが同時に施される。この縦シール部とポケットシール部によって包装フィルム右側に包装袋が形成され、左側に一つの筒状部分が形成される。そして、直ちにこの右側ポケットシール部の包装袋内に充填シュート10を通して粉末原料が充填される。
【0081】
その後、縦ポケットシールロール装置61のポケットシールロールは、粉末原料が充填された包装フィルムの開口側を横ヒートシールし、これにより、ポケットシール部の包装フィルムに充填された粉末原料は封止される。
【0082】
粉末原料が充填されたポケットシール部と筒状部を有する包装フィルムは、第一横シール装置63の横シールロールにより、包装フィルムの横方向(幅方向)にヒートシールされ、この横ヒートシールにより筒状部に対して底部(横シール部)が形成される。この横シール部によってポケットシール部の左隣に包装袋が形成され、直ちにこの包装袋内に充填パイプ206を通して液体原料が充填される。
【0083】
その後、第一横シール装置63の横シールロールは、液体原料が充填された包装フィルムの開口側を横ヒートシールし、これにより、有底筒状部の包装フィルムに充填された液体原料は封止されてペアパック包装体形態となる。この包装体は直下の第二横シール装置64の横シールロールに送られ、この第二横シールロールは、第一横シール装置63によって形成された横シール部を再度横ヒートシールして、その横シール部分をより確実にするための線条横シール部を形成する。
【0084】
そして、刻印ロール装置により、出来上がった連続包装体の横シール部分に対して、番号若しくは記号等で構成された各種情報が刻印され、ノッチカッター装置により、縦シール部分に対して開封用の切り込みノッチが形成され、横カッター装置により、横シール中央部分に対してミシン目加工若しくは切断加工されて個別の包装体形態とし、ダイカット装置により、個別包装体の余分な部分を切り離して所定形状の包装体になるように打ち抜かれる。
【0085】
なお、上記刻印ロール装置、ノッチカッター装置、横カッター装置、ダイカット装置は、自動包装機1によって作り上げられる包装袋の形態に応じて任意に選択可能な構成になっており、自動包装機201本体より着脱可能なユニット形式になっている。このような構成にすることによって、上記各装置自体の着脱が簡単になり、追加搭載工事の容易化と工事費用のコストダウンを可能にしている。
【0086】
ここで、上記ポケットヒートシール、縦ヒートシール及び横ヒートシールを施す位置関係は、包装体の外観デザインによって任意に選択可能であり、上記において包装フィルムの右側に粉末原料が充填され、左側に液体原料が充填されるように構成したが、これとは逆の構成を採用することもできる。
【0087】
図14は、本発明に係る縦ポケットシールロールを説明した概略説明図である。図14に示すように、縦ポケットシールロール装置61は、一対のシールロールが向かい合わせに押圧且つ近接状態で配備されており、図14中においては、前面側の縦ポケットシールロール65(移動側シールロール)が表記されている。これに対して背面側(紙面裏側)の縦ポケットシールロールは、前面側縦ポケットシールロールと紙面垂直方向に対向した状態で設けられ、自動包装機201に固定されている(固定側シールロール)。
【0088】
この縦ポケットシールロール65には、ポケットシール刃71が付設されており、同じく縦シール刃72がネジ74にて固定されている。
【0089】
また、一対の縦ポケットシールロールの軸内部には、カートリッジヒータ等が埋め込まれており、所定のシールロール温度を維持するように制御され、さらに、一対の縦ポケットシールロールには、挟み込まれた包装フィルムに対して所定のポケットヒートシールと縦ヒートシールを施すために、互いの軸間に押圧力が付加されている。
【0090】
図15は、本発明に係る他のロールタイプ自動包装機の充填機構の内、充填シュート10を抜き出して背面側縦ポケットシールロール66との関係を説明した正面概略図であり、図16は、本発明に係る他のロールタイプ自動包装機の充填機構の内、充填シュート10を抜き出して前面側縦ポケットシールロール65と背面側縦ポケットシールロール66との関係を説明した側面概略図である。ここでは図13で説明した粉末原料供給装置の構成部材の内、充填シュート10を抜き出して記載すると共に、この充填シュート10を上下動させる装置が追加されている。
【0091】
図15と図16に示すように、回転盤8等の計量装置で予め設定された量目値になった粉末原料は、落下タイミングになると充填シュート10内に落とされ、縦ポケットシールロール装置61のポケットシール刃71とポケットシール刃81によって作られたポケットシール部内に粉末原料を落下させている。
【0092】
また、この充填シュート10には、支持部材95が溶接されており、この支持部材95には、固定部材94とカムフォロア91が付設されている。この固定部材94には自動包装機201本体に取り付けられた上下軸93が嵌め込まれており、上下動可能に保持されている。一方、カムフォロア91には、背面側縦ポケットシールロール66に固定されたカム92と接しており、背面側縦ポケットシールロール66の回転動作に合わせて充填シュート10全体を上下動させている。
【0093】
そして、この充填シュート10を上下動させる装置の動きは、以下のようになる。
【0094】
(1)長手方向に二つ折りされた包装フィルムは、充填シュート10を挟み込みながら縦ポケットシールロール装置61に送られるが、この際に、縦ポケットシールロール66の回転速度に合わせて充填シュート10が降下する。
【0095】
(2)即ち、ロールタイプ自動包装機は、包装フィルムの移送速度に合わせた縦ポケットシールロール66の回転速度に合わせて充填シュート10が降下するようになり、この結果、充填シュート10の下降動作において充填シュート10の下端が抵抗なくポケットシール部内に挿入されることになる。
【0096】
(3)充填シュート10の下端がポケットシール部内に挿入されつつあるタイミングで、ロールタイプ自動包装機は、粉末原料を充填シュート10経由でポケットシール部内に落下させる。
【0097】
(4)この時、充填シュート10の下端がポケットシール部内に確実に挿入されているため、粉末原料投入に合わせて発生していた粉舞い上がり現象を確実に抑えることが可能になり、横シール動作時における粉噛み込み障害を防止できる。
【0098】
(5)ポケットシール部内に粉末原料が投入されたら、回転しているカム92の曲線に応じて接しているカムフォロア91が上昇することになり、この結果、折り曲げられた包装フィルムの移送速度に合わせて回転しているカム92によって充填シュート10全体が上昇することになる。
【0099】
(6)充填シュート10の上昇により、充填シュート10の下端はポケットシール部内より引き上げられ、ポケットシールロール装置のシール動作を妨げないようにしている。
【0100】
(7)このように本発明に係るロールタイプ自動包装機201では、ポケットシールロール装置と縦シールロール装置を合体して一本化した縦ポケットシールロール装置61を配置することにより、シールロール装置数を減らし、コストダウンを図ることが可能になる。また、同時に、粉末原料の落下距離短縮や充填シュートの上下動に合わせて粉末原料の投入を行うことにより、ロールタイプ自動包装機の運転速度を一段と早くした場合若しくは粉舞い上がりし易い特定な微粉末原料を充填する場合においても粉舞い上がり現象は発生せず、投入後に実施される密封横シール動作時における粉噛み込み障害を防止可能になった。
【0101】
なお、本発明の実施の形態は本発明を具現化するための一例を示したものであり、特許請求の範囲における発明特定事項とそれぞれ対応関係を有するが、これに限定されるものではなく本発明の要旨を逸脱しない範囲において種々の変形を施すことができる。
【0102】
即ち、本発明の実施の形態では、粉末原料と液体原料の二種類を充填包装するペアパック形式の包装体の例で説明したが、これに限定するものではなく、粉末原料のみを充填包装する包装体を製造するロールタイプ自動包装機においても適用可能である。
【符号の説明】
【0103】
1、201 ロールタイプ自動包装機
2、202 制御ボックス
3、203 フィルム繰り出し機構
4 フィルム折り返しロール
5、54 フィルム折り畳み機構
6、206 充填パイプ
7 ホッパー
8 回転盤
9 中間シュート
10 充填シュート
11 ポケットシールロール装置
12 縦シールロール装置
13、63 第一横シールロール装置
14、64 第二横シールロール装置
15 シャッター
20 ポケットシール部材
21、71、81 ポケットシール刃
22、23、24、25、74 ネジ
26 切り欠き
40 サーボモータ
41 カムフォロア
42 直線カム
43、93 上下軸
44、94 固定部材
45、95 支持部材
61 縦ポケットシールロール装置
65、66 縦ポケットシールロール
72、82 縦シール刃
91 カムフォロア
92 カム
【特許請求の範囲】
【請求項1】
互いに折り曲げられた包装フィルムを垂直下方に引き下ろしながら重ね合わされた包装フィルムに対してヒートシールを施して密封包装体を製造するロールタイプ自動包装機のシールロール機構であって、
前記シールロール機構は、重ね合わされた包装フィルムに対して最初にポケットシール部を施すポケットシールロール装置と、
このポケットシール部内に粉末原料を投入した後に当該包装フィルムに対して縦シール部を施す縦シールロール装置と、
この縦シール部が施された包装フィルムに対して横シール部を施して密封包装体にする横シールロール装置とで構成されていることを特徴とするロールタイプ自動包装機のシールロール機構。
【請求項2】
前記シールロール機構は、原料供給装置の直下からポケットシールロール装置と縦シールロール装置と横シールロール装置の順番に配置し、当該原料供給装置から落下してくる粉末原料をポケットシールロール装置のポケットシール部で受け取ることにより、粉末原料の落下距離を短縮できることを特徴とする請求項1記載の自動充填包装機のシールロール機構。
【請求項3】
互いに折り曲げられた包装フィルムを垂直下方に引き下ろしながら重ね合わされた包装フィルムに対してシールロール機構を用いて密封包装体を製造しつつ、液体原料充填機構と粉末原料充填機構を用いて密封包装体内に液体原料と粉末原料を投入するロールタイプ自動包装機であって、
前記シールロール機構は、重ね合わされた包装フィルムに対して最初にポケットシール部を施すポケットシールロール装置と、
このポケットシール部内に粉末原料を投入した後に当該包装フィルムに対して縦シール部を施す縦シールロール装置と、
この縦シール部が施された包装フィルムに対して横シール部を施して密封包装体にする横シールロール装置とで構成され、
前記粉末原料充填機構は、粉末原料を計量して切り出す計量装置と、この計量された粉末原料をポケットシール部内に案内する充填シュートと、で構成され、
前記充填シュートは、粉末原料を投入する際に、折り曲げられた包装フィルムの移送速度に合わせてポケットシール部内に下降し、粉末原料の投入が完了後直ちに、上昇するように動くことを特徴とするロールタイプ自動包装機。
【請求項4】
互いに折り曲げられた包装フィルムを垂直下方に引き下ろしながら重ね合わされた包装フィルムに対してヒートシールを施して密封包装体を製造するロールタイプ自動包装機のシールロール機構であって、
前記シールロール機構は、重ね合わされた包装フィルム内に投入された粉末原料を密封するポケットシール部を形成すると共に、縦シール部を形成する縦ポケットシールロール装置と、
この縦シール部が形成された包装フィルム内に投入された液体原料を密封する横シール部を形成する横シールロール装置とで構成されていることを特徴とするロールタイプ自動包装機のシールロール機構。
【請求項5】
前記シールロール機構は、原料供給装置の直下から縦ポケットシールロール装置と横シールロール装置の順番に配置し、当該原料供給装置から落下してくる粉末原料を縦ポケットシールロール装置のポケットシール部で受け取ることにより、粉末原料の落下距離を短縮できることを特徴とする請求項4記載の自動充填包装機のシールロール機構。
【請求項6】
互いに折り曲げられた包装フィルムを垂直下方に引き下ろしながら重ね合わされた包装フィルムに対してシールロール機構を用いて密封包装体を製造しつつ、液体原料充填機構と粉末原料充填機構を用いて密封包装体内に液体原料と粉末原料を投入するロールタイプ自動包装機であって、
前記シールロール機構は、重ね合わされた包装フィルム内に投入された粉末原料を密封するポケットシール部を形成すると共に、縦シール部を形成する縦ポケットシールロール装置と、
この縦シール部が形成された包装フィルム内に投入された液体原料を密封する横シール部を形成する横シールロール装置とで構成され、
前記粉末原料充填機構は、粉末原料を計量して切り出す計量装置と、この計量された粉末原料をポケットシール部内に案内する充填シュートとで構成され、
前記充填シュートは、粉末原料を投入する際に、折り曲げられた包装フィルムの移送速度に合わせてポケットシール部内に下降し、粉末原料の投入が完了後直ちに、上昇するように動くことを特徴とするロールタイプ自動包装機。
【請求項1】
互いに折り曲げられた包装フィルムを垂直下方に引き下ろしながら重ね合わされた包装フィルムに対してヒートシールを施して密封包装体を製造するロールタイプ自動包装機のシールロール機構であって、
前記シールロール機構は、重ね合わされた包装フィルムに対して最初にポケットシール部を施すポケットシールロール装置と、
このポケットシール部内に粉末原料を投入した後に当該包装フィルムに対して縦シール部を施す縦シールロール装置と、
この縦シール部が施された包装フィルムに対して横シール部を施して密封包装体にする横シールロール装置とで構成されていることを特徴とするロールタイプ自動包装機のシールロール機構。
【請求項2】
前記シールロール機構は、原料供給装置の直下からポケットシールロール装置と縦シールロール装置と横シールロール装置の順番に配置し、当該原料供給装置から落下してくる粉末原料をポケットシールロール装置のポケットシール部で受け取ることにより、粉末原料の落下距離を短縮できることを特徴とする請求項1記載の自動充填包装機のシールロール機構。
【請求項3】
互いに折り曲げられた包装フィルムを垂直下方に引き下ろしながら重ね合わされた包装フィルムに対してシールロール機構を用いて密封包装体を製造しつつ、液体原料充填機構と粉末原料充填機構を用いて密封包装体内に液体原料と粉末原料を投入するロールタイプ自動包装機であって、
前記シールロール機構は、重ね合わされた包装フィルムに対して最初にポケットシール部を施すポケットシールロール装置と、
このポケットシール部内に粉末原料を投入した後に当該包装フィルムに対して縦シール部を施す縦シールロール装置と、
この縦シール部が施された包装フィルムに対して横シール部を施して密封包装体にする横シールロール装置とで構成され、
前記粉末原料充填機構は、粉末原料を計量して切り出す計量装置と、この計量された粉末原料をポケットシール部内に案内する充填シュートと、で構成され、
前記充填シュートは、粉末原料を投入する際に、折り曲げられた包装フィルムの移送速度に合わせてポケットシール部内に下降し、粉末原料の投入が完了後直ちに、上昇するように動くことを特徴とするロールタイプ自動包装機。
【請求項4】
互いに折り曲げられた包装フィルムを垂直下方に引き下ろしながら重ね合わされた包装フィルムに対してヒートシールを施して密封包装体を製造するロールタイプ自動包装機のシールロール機構であって、
前記シールロール機構は、重ね合わされた包装フィルム内に投入された粉末原料を密封するポケットシール部を形成すると共に、縦シール部を形成する縦ポケットシールロール装置と、
この縦シール部が形成された包装フィルム内に投入された液体原料を密封する横シール部を形成する横シールロール装置とで構成されていることを特徴とするロールタイプ自動包装機のシールロール機構。
【請求項5】
前記シールロール機構は、原料供給装置の直下から縦ポケットシールロール装置と横シールロール装置の順番に配置し、当該原料供給装置から落下してくる粉末原料を縦ポケットシールロール装置のポケットシール部で受け取ることにより、粉末原料の落下距離を短縮できることを特徴とする請求項4記載の自動充填包装機のシールロール機構。
【請求項6】
互いに折り曲げられた包装フィルムを垂直下方に引き下ろしながら重ね合わされた包装フィルムに対してシールロール機構を用いて密封包装体を製造しつつ、液体原料充填機構と粉末原料充填機構を用いて密封包装体内に液体原料と粉末原料を投入するロールタイプ自動包装機であって、
前記シールロール機構は、重ね合わされた包装フィルム内に投入された粉末原料を密封するポケットシール部を形成すると共に、縦シール部を形成する縦ポケットシールロール装置と、
この縦シール部が形成された包装フィルム内に投入された液体原料を密封する横シール部を形成する横シールロール装置とで構成され、
前記粉末原料充填機構は、粉末原料を計量して切り出す計量装置と、この計量された粉末原料をポケットシール部内に案内する充填シュートとで構成され、
前記充填シュートは、粉末原料を投入する際に、折り曲げられた包装フィルムの移送速度に合わせてポケットシール部内に下降し、粉末原料の投入が完了後直ちに、上昇するように動くことを特徴とするロールタイプ自動包装機。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【公開番号】特開2012−236650(P2012−236650A)
【公開日】平成24年12月6日(2012.12.6)
【国際特許分類】
【出願番号】特願2012−18348(P2012−18348)
【出願日】平成24年1月31日(2012.1.31)
【出願人】(596092595)三光機械株式会社 (102)
【Fターム(参考)】
【公開日】平成24年12月6日(2012.12.6)
【国際特許分類】
【出願日】平成24年1月31日(2012.1.31)
【出願人】(596092595)三光機械株式会社 (102)
【Fターム(参考)】
[ Back to top ]