
ロールベーラ
【課題】回動ホッパ2aの作動機構21をコントローラ7に内蔵したタイマを介して自動伸縮作動制御させ、熟練を要する回動操作を自動化し得るようにする。
【解決手段】ロールベーラのホッパ2の前面側に、下端側に設けた支軸P中心に上下に傾斜回動する回動ホッパ2aを、それの回動によりホッパ2の内容量が増減するようそのホッパ2に接続させて装架するとともに、その回動ホッパ2aを傾斜回動させる作動機構21を装設し、搬送コンベア3には、それの前コンベア3aの終端部に、該前コンベア3aにより搬送する被成形材料の搬送量の多少を感知するコンベアセンサS1を設け、ホッパ2から供給される被成形材料が少なくなると、ホッパ2の前面側に装架した回動ホッパ2aの作動機構21を、該ロールベーラのコントローラ7に内蔵され、あらかじめ設定したタイマを介して伸縮作動させるようコントローラ7に制御せしめる。
【解決手段】ロールベーラのホッパ2の前面側に、下端側に設けた支軸P中心に上下に傾斜回動する回動ホッパ2aを、それの回動によりホッパ2の内容量が増減するようそのホッパ2に接続させて装架するとともに、その回動ホッパ2aを傾斜回動させる作動機構21を装設し、搬送コンベア3には、それの前コンベア3aの終端部に、該前コンベア3aにより搬送する被成形材料の搬送量の多少を感知するコンベアセンサS1を設け、ホッパ2から供給される被成形材料が少なくなると、ホッパ2の前面側に装架した回動ホッパ2aの作動機構21を、該ロールベーラのコントローラ7に内蔵され、あらかじめ設定したタイマを介して伸縮作動させるようコントローラ7に制御せしめる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、飼料作物等の被成形材料を、機体に装架した成形室に送り込んでロールベールに成形し梱包するロールベーラのうちで、機体には、刈倒された飼料作物等の被成形材料を拾い上げるピックアップ装置を設けないで、そのピックアップ装置のかわりに、被成形材料を受け入れるホッパを装架して、そのホッパに、ハーベスタにより収穫されて細断処理された被成形材料を受け入れ、それをホッパの底部に開口する排出口の下方に設けた搬送コンベアにより継続的に成形室内に送り込んで、ロールベールに成形させていく形態のロールベーラの制御装置についての改良に関する。
【背景技術】
【0002】
上述の形態としたロールベーラには、本発明の出願人が先に開発して、特願2002−303967号として出願しているものがある。
【0003】
この先行技術のロールベーラAは、図1乃至図3にあるように、走行輪10により走行する機体1の前端部に、被成形材料を受け入れるホッパ2を装架し、そのホッパ2の底部の排出口20の下方に、その排出口20から排出される被成形材料を後方に向け搬送する搬送コンベア3を装架し、機体1の後部側には、前記搬送コンベア3で後方に搬送される被成形材料を受入口40から受け入れて室内に収蔵装備せるベール成形装置41によりロールベールに成形する成形室4を装架し、この成形室4と前記ホッパ2との間の機体1の前後の中間部には、前記成形室4内で成形し終えた被成形材料のロールベールを梱包するためのトワインまたはネットを繰り出すネット繰出機構5を装架し、前記ホッパ2の内部には、そのホッパ2内に受け入れた被成形材料を底部の排出口20に繰り出すアジテータ6を設けて構成するようにしている。
【0004】
この先行技術のロールベーラAは、トラクタ等の牽引車に連結牽引させて、牽引車により走行する被牽引型に作られたもので、機体1の前端には、牽引車Tの車体後面に装設されている連結ヒッチに対し連結させる連結桿11と、牽引車Tに装備されているPTO軸に対しユニバーサルジョイント軸13を介し連結させる入力軸12とが装備せしめてあり、その入力軸12に伝導される牽引車T側からの回転動力により、搬送コンベア3および成形室4内のベール成形装置41およびトワインまたはネットの繰出機構5ならびにホッパ2内のアジテータ6の駆動が行われるようにしてある。
【0005】
この形態のロールベーラAは、それを牽引する牽引車Tに図2・図3にあるように装着されるか、または牽引車Tに伴走する別の牽引車に装着されるハーベスタHにより収穫されて細断処理された被成形材料を、そのハーベスタHの放出シュートhにより放出させて、その放出シュートhからホッパ2内に投入して、そこに一時貯留する状態とし、そのホッパ2から順次排出口20から排出させて成形室4に送り、ロールベールに成形していくようにするか、または、ハーベスタHにより収穫されて細断処理され、それの放出シュートhから放出される被成形材料を、ボンネットワゴンまたはローダバケットに受け入れさせ、そのボンネットワゴンまたはローダバケットからホッパ2内に投入して、そこに一時貯留する状態として、順次排出口20から排出させて成形室4に送り、ロールベールに成形していくように使用する場合とがある。
【0006】
ところで、この形態のロールベーラAは、細断処理された被成形材料が、ホッパ2内に一時貯留状態に投入され、そこから、ホッパ2内のアジテータ6により排出口20から順次繰り出され、排出口20の下方の前コンベア3aと繰出機構5下方の後コンベア3bとからなる搬送コンベア3により、成形室4の受入口40に送り込まれて、成形室4内でロールベールに成形されるようになるが、このとき、成形室4内で成形されるロールベールの成形圧が所定の設定圧力に達するまでは、搬送コンベア3により被成形材料が成形室4に向け継続して定量的に搬送されていくことが望ましく、また、成形するロールの成形圧が設定圧力に達して、ロールベールの成形が終了した後は、被成形材料の成形室4への供給が停止するようになっていることが望ましい。
【0007】
しかし、ホッパ2の排出口20から繰り出される被成形材料を、搬送コンベア3により継続して定量的に成形室4の受入口40に供給することはむずかしく、その供給は不均一なものとなる。これは、ホッパ2内の被成形材料が、ホッパ2内のアジテータ6により崩されて排出口20から順次繰り出されるとき、その繰り出しに従いホッパ2内に堆積する被成形材料に、排出口20の上方や、アジテータ6の周囲に、被成形材料が無くなって空洞が生じてくることで、繰出がおこなわれない状態となり、この空洞が機体の振動などにより潰れ、被成形材料が再びアジテータ6に接触して繰り出される状態となって、これを繰り返すようになることによる。
【0008】
これを防止するため、収穫・梱包機械を操作するオペレータは、ホッパ2の前面側に装備した回動ホッパ2aの作動機構21を伸縮して傾斜回動させ、ホッパ2内の空洞の発生を防ぐ操作が必要となるが、トラクタの側方にハーベスタHを連結し、後方に該ロールベーラAを牽引して作業するワンマン作業では、そのオペレータがハーベスタHと該ロールベーラAの両方の操作を必要とされ、その操作は熟練を要する問題がある。
【0009】
このため、排出口20下方の搬送コンベア3による成形室4への被成形材料の供給は、アジテータ6によりホッパ2内から繰り出される被成形材料を搬送していく正常な状態と、繰り出しに不調をきたす状態とを繰り返すようになって、繰出量が脈動するようになり、成形するロールベールを不整なものとする問題およびロールベール成形作業の自動制御を困難なものとする問題がある。
【0010】
また、成形室4内におけるロールベールの成形圧が設定圧力に達して、成形が終了したことで搬送コンベアの作動を停止させたとき、ホッパ2に対してハーベスタHの放出シュートhからの被成形材料の投入が行われている場合に、投入される被成形材料がホッパ2から溢れるようになる事態を生ぜしめるようになる問題がある。
【0011】
また、成形室4での成形が終了し、ネットまたはトワインの巻き付けによる梱包を終えたところで、成形室4を開放して梱包した成形ロールを放出するとき、その成形ロールを放出せしめるキッカーKを成形室4の放出口の下方に装備せしめた場合に、そのキッカーKによる梱包したロールを放出する作動と成形室4を閉鎖状態に戻す作動との制御および、これらの作動の終了によりホッパ2から成形室4に被成形材料を供給してロールベールの成形を行わす作動状態に戻す制御に混乱を生ぜしめる問題がある。
【0012】
さらに、成形が終了した成形ロールにネット・トワインを巻き付け梱包するとき、ネット切れまたはネットの繰り出しに生ずるトラブルにより、未梱包の成形ロールが放出される場合がでてくる問題がある。
【発明の開示】
【発明が解決しようとする課題】
【0013】
本発明が解決しようとする課題は、第1には、回動ホッパ2aの作動機構21をコントローラ7に内蔵したタイマを介して自動伸縮作動制御させ、熟練を要する回動操作を自動化しようとした点にある。第2には、ホッパの排出口から繰り出されて搬送コンベアにより成形室に供給する被成形材料の供給量が脈動して、成形するロールベールを不整なものとする問題を解消せしめて、被成形材料を継続して定量的に成形室の受入口に供給し得るようにする点にある。
【0014】
第3には、成形室内でのロールベールの成形が所定の設定圧力に達して終了し、被成形材料を供給する搬送コンベアの作動を停止させたときに、ホッパに対し被成形材料が引き続いて投入されていても、その被成形材料がホッパから溢れることのないようにする点にある。
【0015】
第4には、成形室の放出口の下方に、成形ロールを機外に放出するキッカーを装備せしめたときに、そのキッカーの作動が、成形室の閉鎖作動および、その閉鎖作動によりロールベールの成形作動を開始させる制御作動に混乱を生ぜしめないようにする点にある。
【0016】
第5には、所定の設定圧力に達して成形が終了したロールベール(成形ロール)に対し、繰出機構の作動で繰り出すネット・トワインの巻き付けにより梱包するとき、ネット・トワイン切れやその繰り出しにトラブルがあっても、未梱包の成形ロールが放出されることのないようにすることにある。
【課題を解決するための手段】
【0017】
本発明においては、第1の課題の解決のために、請求項1に記載したように、
機体1に、被成形材料を受け入れるホッパ2と、室内に具備せしめたベール成形装置41により被成形材料をロールベールに成形する成形室4とを、それらの間に間隔空間を形成して前後に並列装架し、その間隔空間の上部にトワインまたはネットを繰り出すネット繰出機構5を装架し、ホッパ2の底面の排出口20の下方から前記間隔空間の下部を経て成形室4の受入口40に渡る間には、排出口20の下方からネット繰出機構5の下方の手前位置に渡る間に配設する前コンベア3aと、その前コンベア3aの終端部と成形室4の受入口40との間に渡るよう配設する後コンベア3bと、からなる搬送コンベア3を装設し、かつ、機体1の適宜位置に、ホッパ2内のアジテータ6および搬送コンベア3およびネット繰出機構5ならびに成形室4内のベール成形装置41等の作動部の作動を制御するコントローラ7を設けたロールベーラにおいて、ホッパ2の前面側に、下端側に設けた支軸P中心に上下に傾斜回動する回動ホッパ2aを、それの回動によりホッパ2の内容量が増減するようそのホッパ2に接続させて装架するとともに、その回動ホッパ2aを傾斜回動させる作動機構21を装設し、前記搬送コンベア3には、それの前コンベア3aの終端部に、該前コンベア3aにより搬送する被成形材料の搬送量の多少を感知するコンベアセンサS1を設け、ホッパ2から供給される被成形材料が少なくなると、ホッパ2の前面側に装架した回動ホッパ2aの作動機構21を、該ロールベーラのコントローラ7に内蔵され、あらかじめ設定したタイマを介して伸縮作動させるようコントローラ7に制御せしめて、コンベアセンサS1の感知作動により回動ホッパ2aの作動機構21が伸縮作動を繰り返すようにしたことを特徴とするロールベーラの制御装置。
を提起し、また、これに併せて、請求項2に記載したような、
回動ホッパ2aの下降回動の下限位置に、回動ホッパ2aの下限位置までの回動によりオンに作動する下スイッチS2を設けて、その下スイッチS2のオン作動により、回動ホッパ2aの作動機構21を停止させるようコントローラ7により制御させるとともに、その回動ホッパ2aの作動機構21を、成形室4内のベール成形圧が設定圧力に到達したことを感知装置S4が検出することにより回動ホッパ2aを下限位置まで下降させる作動を行なうよう制御せしめ、かつ、感知装置S4が設定圧力を検出したときに、搬送コンベア3の前コンベア3aの作動を停止させるように制御せしめることを特徴とする請求項1記載のロールベーラ。
を提起し、さらに、請求項3に記載したような、
ネット繰出機構5を、成形室4内のベール成形圧が設定圧力に到達して、それを検出する感知装置S4の感知作動により繰出作動が開始し、それによるネット巻き付けの完了をネット繰出しドラムの回転数をカウントすることで検出し、その巻き付け完了の検出作動により同時に切断装置が作動してネットnを切断し、かつ、その切断装置の切断作動をネットセンサS3のスイッチにより感知せしめて、その感知作動により成形室の回動チャンバ4aが開放回動し、同時に回動チャンバ4a下方のキッカーKが下降回動して梱包し終えたロールベールRを後方に放出し、そのキッカーKの回動復帰の動きをキッカースイッチS5に感知せしめ、その感知作動により回動チャンバ4aの閉鎖位置への復帰回動が行われるよう制御せしめたことを特徴とする請求項1記載のロールベーラの制御装置。
を提起し、さらにまた、請求項4に記載したような、
ネット繰出機構5に、それの作動により繰出され成形ロールベールに巻き付くネットnを感知してスイッチをオンに作動させるネットセンサS3を設け、コントローラ7には、ネット繰出機構5の作動の開始により始動してネットセンサS3のスイッチがオンになるまでの時間をカウントするタイマーと、そのタイマーにより検出する時間が数秒に設定する設定時間内にネットセンサS3のスイッチのオン作動が無いときに異常と判断する判定回路とを設けて、その判定回路による異常判断により以降の自動制御による作動を停止させるよう制御せしめることを特徴とする請求項1記載のロールベーラの制御装置。
を提起し、さらにまた、請求項5に記載したような、
ネット繰出機構5に、それの作動により繰出されるネットnを感知してスイッチをオンに作動させるネットセンサS3を設け、コントローラ7には、ネットセンサS3のスイッチがオンになることで始動しそのスイッチがオフになることでカウントを終了するタイマーと、かつ、そのタイマーがカウントする時間と対比する設定時間を設定してその設定時間よりもタイマーでカウントする時間が短いときに異常と判断する判定回路とを設けて、その判定回路による異常判断により成形室4の回動チャンバ4aが開放回動する次行程の作動を停止させるよう制御せしめることを特徴とする請求項1記載のロールベーラの制御装置。
を提起するものである。
【発明の効果】
【0018】
本発明手段は、ホッパ2内に投入した被成形材料を、ホッパ2底部の排出口20から排出させて搬送コンベア3により成形室4の受入口40に送り込むときに、ホッパ2の前面側に接続して設けてある回動ホッパ2aが前コンベア3aの終端部に設けたコンベアセンサS1の制御作動により、搬送量に応じて上下の傾斜回動を繰り返すことから、成形室4に対して送り込む被成形材料を、成形室4内のロールベールRの成形圧が設定圧力に達するまで、継続して定量的に送給していけるようになり、ロールベールRを整然とした形状に成形でき、成形および梱包の完了の検出が適確に行えるようになって、成形・梱包・放出の一連の作業の自動化を容易にする。
【0019】
また、ホッパ2の回動ホッパ2aを傾斜回動させる作動機構21を、成形室4内のロールベールRの成形圧が設定圧に達したときに、回動ホッパ2aを下限位置まで下降させるよう制御し、かつ、そのとき、前コンベア3aの作動を停止させるようにしたときは、ロールベールRの梱包作業中に、引き続き収穫機で刈り取られている被成形材料をホッパ2に投入するのが、余裕をもって、行えるようになり、収穫作業を停止させることなく、投入する被成形材料のホッパ2からの溢出を防止できるようになる。
【0020】
また、成形して梱包し終えたロールベールRをキッカーKにより機体1の後方に放出させるとき、開放回動した回動チャンバ4aの復帰回動を、キッカーKの復帰回動により作動するよう制御したときは、成形・梱包・放出のロールベール成形の全行程を終えて次のロールベールの成形・梱包作業に戻す動作に混乱を生ぜしめないようになる。
【0021】
また、ネット繰出機構5から繰出すネットnによる巻き付け梱包の際、ネット巻きのトラブルを、ネットセンサS3およびコントローラ7に内蔵せしめておくタイマーにより、ネット繰出しの異常および巻き付け異常を感知せしめ、それ以後の動作を停止させるよう制御したときは、未梱包のロールベールの放出の防止が効果的に行えるようになる。
【発明を実施するための最良の形態】
【0022】
本発明手段によるロールベーラは、被牽引型に構成して、牽引車であるトラクタに連結牽引させ、牽引車の動力を入力軸により入力して各作動部を作動させ、その作動部の作動を機体の適宜位置に設けるコントローラにより制御させる形態として実施し得るが、牽引する牽引車に、ハーベスタを連結装着しておいて、このハーベスタの作動の制御を併せて行なうように実施でき、さらに、ロールベールの成形・梱包の全行程を自動制御する態様としても実施できる。
【実施例1】
【0023】
次に実施の1例を図面に従い説明する。
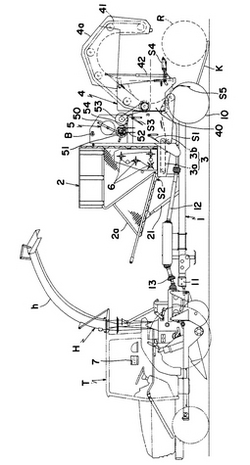
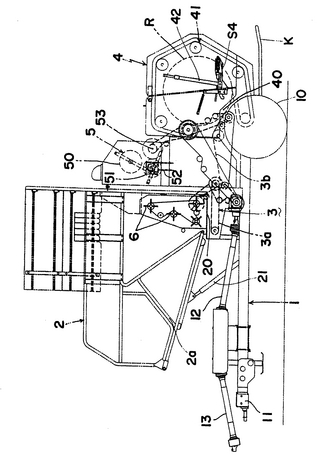
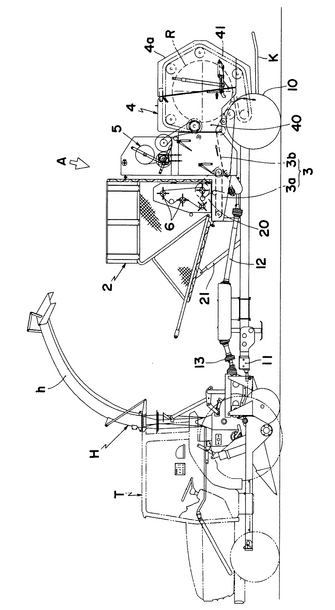
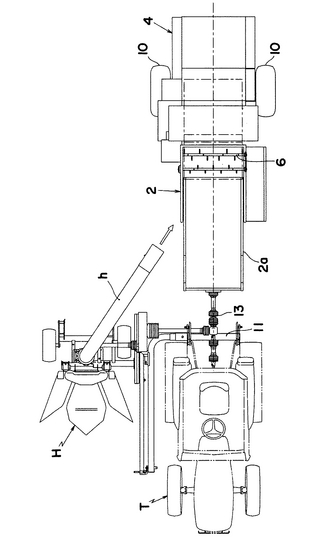
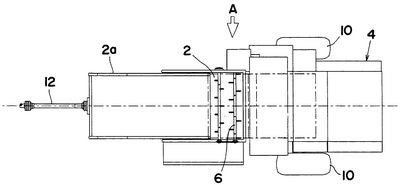
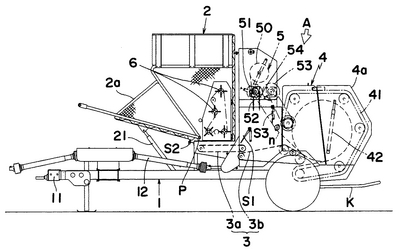
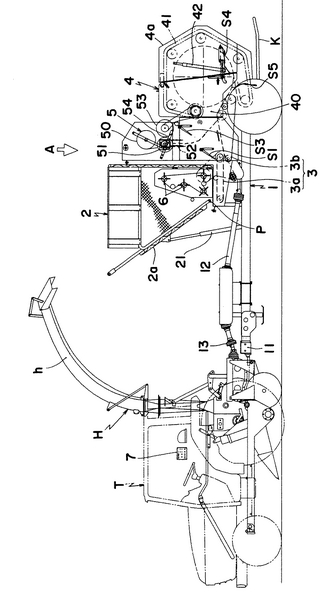
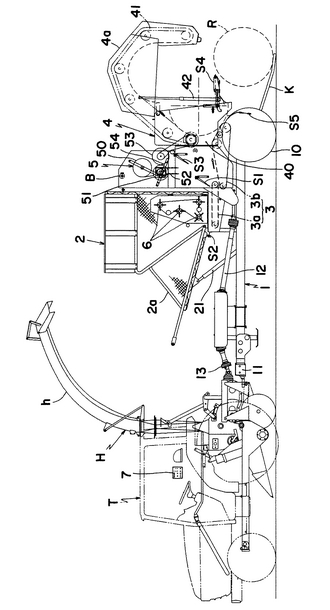
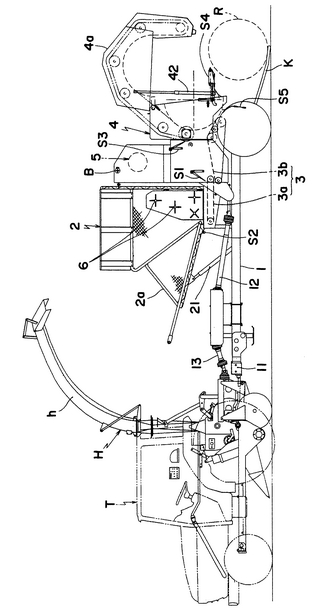
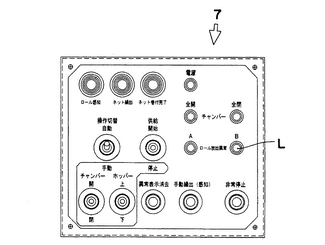
図4は本発明手段を実施せるロールベーラAの平面図、図5は同上の側面図、図6は、同上のロールベーラAを牽引車に連結牽引させた作業状態時の一部破断した全体の側面図、図7は同上ロールベーラAの回動ホッパ2aを傾斜回動させてホッパ2の内容積を拡張した状態の一部破断した全体の側面図、図8は同上ロールベーラAの成形室4の回動チャンバ4aを開放回動させて成形・梱包したロールベールRの放出作動を行っている状態の一部破断した全体の側面図、図9は同上ロールベーラAの各作動部を制御するよう装備せしめたコントローラ7の平面図である。
【0024】
これら図において、Aはロールベーラ、1はそのロールベーラAの機体、2はその機体1の前端側に寄る部位に装架したホッパ、3は前記機体1の後端部に装架した成形室、5はホッパ2と成形室4との間に形成された間隔空間の上部側に配位して機体1に装架せるネット繰出機構、3は前記ホッパ2の底面に設けた排出口20から排出される被成形材料を、前記間隔空間の下部を経て成形室4の受入口40に送り込む搬送コンベアを示す。
【0025】
この例のロールベーラAは牽引車に牽引・連結させて走行する被牽引型に作られたもので、機体1の後端側には走行輪10が軸支され、前端側には連結桿11が設けてあって、その連結桿11を牽引車Tの車体の後面に設けてある連結ヒッチに対し連結させることで牽引車Tにより牽引されて走行するようにしてある。
【0026】
また、機体1の前端側には、入力軸12が装架してあり、それをユニバーサルジョイント軸13を介し牽引車Tの後面に装設してあるPTO軸に接続することで、牽引車T側の動力により、前記入力軸12を介して機体1に装架せる搬送コンベア3等の各作動部の駆動が行われるようにしてある。
【0027】
機体1の前端側に寄せた部位に装架せるホッパ2は、それの内部に、前述の入力軸12から伝導機構を経て伝導される回転動力により駆動されるアジテータ6が軸支してあり、また、該ホッパ2の前面側には、基端側に設けた支点軸P中心に前方下方に向け傾斜回動する回動ホッパ2aが、それの傾斜回動によりホッパ2内部の容積を拡縮させるよう接続状態に設けてある。
【0028】
該回動ホッパ2aの傾斜回動は、それと機体1との間に装設せる伸縮作動する油圧シリンダよりなる作動機構21の作動により行われる。
【0029】
ホッパ2の底部に設けた排出口20の下方から成形室4の受入口40の間に渡るよう設ける搬送コンベア3は、排出口20の下方からネット繰出機構5の下方の手前の位置に渡る間に配設する前コンベア3aと、その前コンベア3aの搬送方向の終端部と成形室4の受入口40との間に渡るよう配設する後コンベア3bとに分けてあり、その後コンベア3bの終端部をそれの搬送面が後方に向け下降傾斜する傾斜面となるよう構成して、かつ、これら前コンベア3aおよび後コンベア3bは、それらが各別に駆動されて作動するよう装設せるコントローラ7により制御されている。
【0030】
このコントローラ7は、この例においては、ロールベーラAに連結して牽引する牽引車Tの車体の操縦席に設けてあり、牽引車Tに搭乗するオペレータにより操作し得るようにしてある。そして、前述の、搬送コンベア3・回動ホッパ2aの作動機構21・ネット繰出機構5・成形室4内のベール成形装置41・成形室4の回動チャンバ4aを開閉回動させるチャンバ油圧シリンダ42等の各作動部は、このコントローラ7に内蔵する制御回路により所定の作動を行うよう制御されている。
【0031】
しかして、前記前コンベア3aの搬送方向の終端側には、該前コンベア3aがホッパ2の排出口20から排出される被成形材料を受けとめて搬送していくときの、その被成形材料の搬送量を感知して検出するコンベアセンサS1が設けられ、そのコンベアセンサS1で検出される前コンベア3aによる被成形材料の搬送量により、前述の回動ホッパ2aに連繋させて設けた油圧シリンダ等の作動機構21の伸縮作動を制御させるようにしてある。
【0032】
即ち、ホッパ2内の被成形材料の量が減じてきて、ホッパ2内のアジテータ6に対して接触する被成形材料の量が減少してくることで、排出口20からの被成形材料の排出量が減少し、それにより前コンベア3aによる搬送量が少なくなってきたときには、それを感知するコンベアセンサS1の作動により該ロールベーラAのコントローラ7に内蔵し、あらかじめ設定したタイマを介して作動機構21が伸長して回動ホッパ2aを起立側に回動させ、ホッパ2内の被成形材料をアジテータ6の回りに集めて排出量を増大させ、それにより搬送量が多くなると作動機構21が縮小して回動ホッパ2aを倒伏側に回動させ、この繰り返しにより搬送量を均一化するようにしている。
【0033】
また、この回動ホッパ2aを作動させる作動機構21は、ホッパ2の排出口20から排出されて搬送コンベア3により成形室4に供給される被成形材料が、ロールベール1個分の量に達し、それにより成形室4内で成形されるロールベールRの成形圧が、設定圧に達して、それを感知するよう機体1に設けられている感知装置S4が作動し、それにより、搬送コンベア3の前コンベア3aの駆動を止め、被成形材料の供給を停止させる制御作動が行われたときに、同時に、コントローラ7に設けられている信号回路が作動して回動ホッパ2aを下降回動させる信号を出力することで、回動ホッパ2aを最下限の位置まで、下降回動するよう作動機構21を収縮作動させ、それにより回動ホッパ2aが機体1に設けておくホッパ下スイッチS2がオンとなる最下降位置まで下降したところで、作動機構21の収縮作動を停止させて、回動ホッパ2aを最下降位置に停止させるように自動制御させてある。
【0034】
そして、これにより、搬送コンベア3の搬送作動を停止させて、成形室4内のロールベールRの梱包作業を行っているときには、ホッパ2の容量を最大に拡大させて、ホッパ2への被成形材料の投入により生ずるホッパ2からの被成形材料の溢出を防止し得るようにしている。
【0035】
ホッパ2と成形室4との間に形成せる間隔空間の上部に装設せるネット繰出機構5は、図5にあるように、ネットnの巻束50と、その巻束50からネットnを繰り出す繰出ロール51と、それから繰り出されるネットnをガイドするネットガイド52と、繰出ロール51を駆動ローラ53に接触させて回転させる電動シリンダ54とからなる通常のものであり、それの作動は、前述の成形室4内におけるロールベールRの成形圧が所定の設定圧に達し、それを感知装置S4が感知作動を行ったときに、前記電動シリンダ54が作動して繰出ロール51を駆動回転させてネットnの繰出しを開始するようにしてある。そして、これにより、繰り出されるネットnが、引き続いて搬送作動を行っている後コンベア3bにより成形室4の受入口40に供給されて、成形室4内において回転しているロールベールRの周面に巻き付いて、そのロールベールRを梱包していき、これにより、梱包が完了したところで、繰出ロール51の作動が停止してネットnの繰出しをストップさせ、同時に切断装置(図示省略)の作動で繰り出したネットnを切断するようにしてある。
【0036】
このネット繰出機構5から繰り出されるネットnにより、成形室4内で成形し終えたロールベールRを巻き付け梱包するときの、その巻き付け梱包が完了したことの検出手段は、この例においては、ネット繰出機構5に、それのネットnを繰り出すドラムの回転数をカウントするカウンタを設けて、それに、ネットnの繰出量に比例して回転するドラムの回転数をカウントさせ、そのカウントする回転数が、所望に設定しておく設定回転数に達したときに、巻き付け梱包が完了したものとし、このカウンタの、設定した回転数の計測をもって梱包完了の検出手段としている。
【0037】
そして、このネットの巻き付け梱包が完了すると、その完了作動により、ネット繰出機構5の切断装置が作動して、ネットnを繰出途上において切断する。この切断を、機体1にネット繰出機構5から繰り出されるネットnを感知するよう設けておくネットセンサS3が、ネットnから離れることでネットnが無いと感知する作動により、感知させ、その感知作動で成形室4の回動チャンバ4aを開閉作動させるチャンバ油圧シリンダ42が作動して回動チャンバ4aを開放回動して梱包し終えたロールベールRを排出し、それを回動チャンバ4aの下方に設けておくキッカーKが受け止めて機体1後方に放出する作動を行い、ついで回動チャンバ4aが閉鎖回動し、これにより、ホッパ2内に投入した被成形材料を搬送コンベア3で成形室4に送り込んでロールベールに成形する作業およびその成形したロールベールRをネット繰出機構5から繰り出すネットnにより梱包する作業、ならびに成形室4の回動チャンバ4aを開放して梱包を終えたロールベールRを放出する作業等の一連の作業を終えて、新たなロールの成形・梱包を開始する状態に戻るようコントローラ7に内蔵した制御回路により制御されている。
【0038】
しかして、ネット繰出機構5には、前述した如く、それから繰り出されるネットnを感知するネットセンサS3を設けるが、このネットセンサS3は、センサ部がネットnに接触してネットnを感知することでオンに作動し、ネットnから離れることでオフとなるセンサスイッチに構成してあり、かつ、コントローラ7には、このネットセンサS3のスイッチがオンとなった時に始動するタイマーを内蔵させて、このタイマーにより、センサスイッチがオンとなってからオフになるまでの時間を計測させ、かつ、このタイマーによりカウントするセンサスイッチがオンになっている時間と対比する設定時間を設定してその設定時間よりタイマーによりカウントする時間が短いときに異常と判定する判定回路をコントローラ7に内蔵させておいて、タイマーがカウントするネットセンサS3のスイッチのオンになっている時間が設定時間(この例では6秒に設定)より短いときにはネットの巻き付きに異常があったと判断し、以後の作動部の動作を停止させるように制御している。
【0039】
また、コントローラ7には、前述のネットセンサS3のスイッチがオンになっている時間をカウントするタイマーの他に、成形室4内のロールベールRの成形圧が設定圧に達して感知装置が感知作動を行なうことでネット繰出機構5が作動したときに始動してネットセンサS3のスイッチがオンになるまでの時間をカウントするタイマーを内蔵せしめ、かつ、このタイマーによりカウントする時間と対比する設定時間を設定して、その設定時間(この例においては2秒)内にネットセンサS3のスイッチがオンにならないときに異常と判断する判定回路をコントローラに内蔵せしめてあって、これにより、成形室4内のロール成形圧が所定の設定圧に達して感圧装置が作動しネット繰出機構5が作動を開始しても、ネットセンサS3のスイッチが設定時間内にオンとならないときには、ネットの繰り出しに異常があると判断して、それ以後の各作動部の動作を停止させるように制御せしめている。
【0040】
また、機体1には、上述のコントローラ7内蔵の判定回路により異常が判断されたときに、点灯してネット異常を知らせるネット異常ランプLおよび、鳴動するブザーBが設けてあり、これにより、オペレータに異常を知らせ、未梱包ベールが放出されるのを防止するようにしてある。
【0041】
成形室4内での成形したロールベールRの梱包が完了すると、それを感知することで、チャンバ油圧シリンダ42が伸長作動して成形室4の回動チャンバ4aを開放回動させ、梱包したロールベールRを放出する。
【0042】
このときの梱包完了を感知する作動は、この例においては、前述のネット繰出機構5の切断装置が作動してネットnを切断し、それによりネットセンサS3がネットnから離れてネットセンサS3のスイッチがオフとなったときの作動で行われるようにしてある。
【0043】
この梱包完了の感知作動によりチャンバ油圧シリンダ42が始動して伸長作動を開始し、回動チャンバ4aを開放回動させて成形室4を開放し、梱包し終えたロールベールRを放出するが、そのロールベールRは、回動チャンバ4aの下方に配位して機体1に装架してあるキッカーKの上に載り、そこで支承されて、このキッカーKが後方に向け下降傾斜するよう下降回動する作動により機体1の後方に転動して放出されるようになっている。
【0044】
梱包し終えたロールベールRを回動チャンバ4aの開放回動で放出した成形室4は、放出を終えたところでチャンバ油圧シリンダ42が収縮作動を行なうことで回動チャンバ4aを閉鎖回動させて成形室4を旧の状態に復帰させるが、この回動チャンバ4aの閉鎖回動の作動は、前述の下降回動したキッカーKが復帰回動を終えて、キッカースイッチS5がオンに作動する動作により行われるように制御してある。
【0045】
即ち、梱包が完了したことの感知作動が、ネットセンサS3により行われて、それにより、チャンバ油圧シリンダ42が伸長作動を開始し、回動チャンバ4aを開放回動させると、その回動がエンドに達したところでキッカーKが下降回動の動作を開始し、それにより、梱包し終えたロールベールRを機体1の後方へ放出する作動を行って復帰回動するときに、その復帰回動によりキッカースイッチS5がオンとなる作動で、回動チャンバ4aの閉鎖回動が行われるようにコントローラ7により制御してあり、これにより、ホッパ2内の被成形材料を搬送コンベア3により成形室4に送給してロールベールRに成形し、それをネット繰出機構5の作動で繰り出すネットnにより梱包し、その梱包したロールベールRを回動チャンバ4aの開放回動で成形室4から排出し、キッカーKにより機体1の後方に放出する一連の作業動作が行われるように制御してある。そして、この一連の動作を終えると、被成形材料をホッパ2に受け入れて再び上述の一連の動作を行なう最初の状態に戻り、この一連の動作が繰り返して自動的に行われる制御システムを構成するようにしている。
【0046】
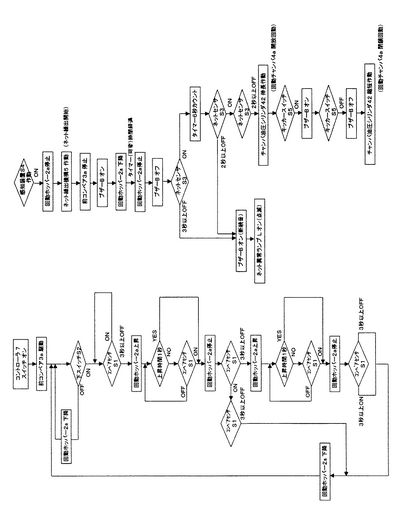
図10は、上述の一連の動作が自動制御で行われるようにした制御システムの、制御作動を行程順に表示するフローシートである。一連の動作の自動制御は、このフローシートに示している行程順で行われる。
【図面の簡単な説明】
【0047】
【図1】ロールベーラの一部破断した側面図である。
【図2】同上ロールベーラの牽引車に連結牽引させた状態における全体の一部破断した側面図である。
【図3】同上ロールベーラの同上状態時の全体の平面図である。
【図4】本発明を実施せる被牽引型としたロールベールの平面図である。
【図5】同上ロールベーラの一部破断した側面図である。
【図6】同上ロールベーラの牽引車に連結牽引させた状態における全体の一部破断した側面図である。
【図7】同上ロールベーラの、回動ホッパを下降回動させた状態における全体の一部破断した側面図である。
【図8】同上ロールベーラの、同上状態において、成形室の回動チャンバを開放回動させた状態の一部破断した側面図である。
【図9】同上ロールベーラの、牽引車の操縦席に設置せるコントローラの平面図である。
【図10】同上ロールベーラの一連の作動の制御を、自動制御システムで行なうようにした場合のフローシートである。
【符号の説明】
【0048】
A…ロールベーラ、B…ブザー、H…ハーベスタ、K…キッカー、L…ネット異常ランプ、P…支軸、R…ロールベール、S1…コンベアセンサ、S2…下スイッチ、S3…ネットセンサ、S4…感知装置、S5…キッカースイッチ、T…牽引車、h…放出シュート、n…ネット、1…機体、10…走行輪、11…連結桿、12…入力軸、13…ユニバーサルジョイント軸、2…ホッパ、2a…回動ホッパ、20…排出口、21…作動機構、3…搬送コンベア、3a…前コンベア、3b…後コンベア、4…成形室、4a…回動チャンバ、40…受入口、41…ベール成形装置、42…チャンバ油圧シリンダ、5…ネット繰出機構、50…巻束、51…繰出ロール、52…ネットガイド、53…駆動ローラ、54…電動シリンダ、6…アジテータ、7…コントローラ。
【技術分野】
【0001】
本発明は、飼料作物等の被成形材料を、機体に装架した成形室に送り込んでロールベールに成形し梱包するロールベーラのうちで、機体には、刈倒された飼料作物等の被成形材料を拾い上げるピックアップ装置を設けないで、そのピックアップ装置のかわりに、被成形材料を受け入れるホッパを装架して、そのホッパに、ハーベスタにより収穫されて細断処理された被成形材料を受け入れ、それをホッパの底部に開口する排出口の下方に設けた搬送コンベアにより継続的に成形室内に送り込んで、ロールベールに成形させていく形態のロールベーラの制御装置についての改良に関する。
【背景技術】
【0002】
上述の形態としたロールベーラには、本発明の出願人が先に開発して、特願2002−303967号として出願しているものがある。
【0003】
この先行技術のロールベーラAは、図1乃至図3にあるように、走行輪10により走行する機体1の前端部に、被成形材料を受け入れるホッパ2を装架し、そのホッパ2の底部の排出口20の下方に、その排出口20から排出される被成形材料を後方に向け搬送する搬送コンベア3を装架し、機体1の後部側には、前記搬送コンベア3で後方に搬送される被成形材料を受入口40から受け入れて室内に収蔵装備せるベール成形装置41によりロールベールに成形する成形室4を装架し、この成形室4と前記ホッパ2との間の機体1の前後の中間部には、前記成形室4内で成形し終えた被成形材料のロールベールを梱包するためのトワインまたはネットを繰り出すネット繰出機構5を装架し、前記ホッパ2の内部には、そのホッパ2内に受け入れた被成形材料を底部の排出口20に繰り出すアジテータ6を設けて構成するようにしている。
【0004】
この先行技術のロールベーラAは、トラクタ等の牽引車に連結牽引させて、牽引車により走行する被牽引型に作られたもので、機体1の前端には、牽引車Tの車体後面に装設されている連結ヒッチに対し連結させる連結桿11と、牽引車Tに装備されているPTO軸に対しユニバーサルジョイント軸13を介し連結させる入力軸12とが装備せしめてあり、その入力軸12に伝導される牽引車T側からの回転動力により、搬送コンベア3および成形室4内のベール成形装置41およびトワインまたはネットの繰出機構5ならびにホッパ2内のアジテータ6の駆動が行われるようにしてある。
【0005】
この形態のロールベーラAは、それを牽引する牽引車Tに図2・図3にあるように装着されるか、または牽引車Tに伴走する別の牽引車に装着されるハーベスタHにより収穫されて細断処理された被成形材料を、そのハーベスタHの放出シュートhにより放出させて、その放出シュートhからホッパ2内に投入して、そこに一時貯留する状態とし、そのホッパ2から順次排出口20から排出させて成形室4に送り、ロールベールに成形していくようにするか、または、ハーベスタHにより収穫されて細断処理され、それの放出シュートhから放出される被成形材料を、ボンネットワゴンまたはローダバケットに受け入れさせ、そのボンネットワゴンまたはローダバケットからホッパ2内に投入して、そこに一時貯留する状態として、順次排出口20から排出させて成形室4に送り、ロールベールに成形していくように使用する場合とがある。
【0006】
ところで、この形態のロールベーラAは、細断処理された被成形材料が、ホッパ2内に一時貯留状態に投入され、そこから、ホッパ2内のアジテータ6により排出口20から順次繰り出され、排出口20の下方の前コンベア3aと繰出機構5下方の後コンベア3bとからなる搬送コンベア3により、成形室4の受入口40に送り込まれて、成形室4内でロールベールに成形されるようになるが、このとき、成形室4内で成形されるロールベールの成形圧が所定の設定圧力に達するまでは、搬送コンベア3により被成形材料が成形室4に向け継続して定量的に搬送されていくことが望ましく、また、成形するロールの成形圧が設定圧力に達して、ロールベールの成形が終了した後は、被成形材料の成形室4への供給が停止するようになっていることが望ましい。
【0007】
しかし、ホッパ2の排出口20から繰り出される被成形材料を、搬送コンベア3により継続して定量的に成形室4の受入口40に供給することはむずかしく、その供給は不均一なものとなる。これは、ホッパ2内の被成形材料が、ホッパ2内のアジテータ6により崩されて排出口20から順次繰り出されるとき、その繰り出しに従いホッパ2内に堆積する被成形材料に、排出口20の上方や、アジテータ6の周囲に、被成形材料が無くなって空洞が生じてくることで、繰出がおこなわれない状態となり、この空洞が機体の振動などにより潰れ、被成形材料が再びアジテータ6に接触して繰り出される状態となって、これを繰り返すようになることによる。
【0008】
これを防止するため、収穫・梱包機械を操作するオペレータは、ホッパ2の前面側に装備した回動ホッパ2aの作動機構21を伸縮して傾斜回動させ、ホッパ2内の空洞の発生を防ぐ操作が必要となるが、トラクタの側方にハーベスタHを連結し、後方に該ロールベーラAを牽引して作業するワンマン作業では、そのオペレータがハーベスタHと該ロールベーラAの両方の操作を必要とされ、その操作は熟練を要する問題がある。
【0009】
このため、排出口20下方の搬送コンベア3による成形室4への被成形材料の供給は、アジテータ6によりホッパ2内から繰り出される被成形材料を搬送していく正常な状態と、繰り出しに不調をきたす状態とを繰り返すようになって、繰出量が脈動するようになり、成形するロールベールを不整なものとする問題およびロールベール成形作業の自動制御を困難なものとする問題がある。
【0010】
また、成形室4内におけるロールベールの成形圧が設定圧力に達して、成形が終了したことで搬送コンベアの作動を停止させたとき、ホッパ2に対してハーベスタHの放出シュートhからの被成形材料の投入が行われている場合に、投入される被成形材料がホッパ2から溢れるようになる事態を生ぜしめるようになる問題がある。
【0011】
また、成形室4での成形が終了し、ネットまたはトワインの巻き付けによる梱包を終えたところで、成形室4を開放して梱包した成形ロールを放出するとき、その成形ロールを放出せしめるキッカーKを成形室4の放出口の下方に装備せしめた場合に、そのキッカーKによる梱包したロールを放出する作動と成形室4を閉鎖状態に戻す作動との制御および、これらの作動の終了によりホッパ2から成形室4に被成形材料を供給してロールベールの成形を行わす作動状態に戻す制御に混乱を生ぜしめる問題がある。
【0012】
さらに、成形が終了した成形ロールにネット・トワインを巻き付け梱包するとき、ネット切れまたはネットの繰り出しに生ずるトラブルにより、未梱包の成形ロールが放出される場合がでてくる問題がある。
【発明の開示】
【発明が解決しようとする課題】
【0013】
本発明が解決しようとする課題は、第1には、回動ホッパ2aの作動機構21をコントローラ7に内蔵したタイマを介して自動伸縮作動制御させ、熟練を要する回動操作を自動化しようとした点にある。第2には、ホッパの排出口から繰り出されて搬送コンベアにより成形室に供給する被成形材料の供給量が脈動して、成形するロールベールを不整なものとする問題を解消せしめて、被成形材料を継続して定量的に成形室の受入口に供給し得るようにする点にある。
【0014】
第3には、成形室内でのロールベールの成形が所定の設定圧力に達して終了し、被成形材料を供給する搬送コンベアの作動を停止させたときに、ホッパに対し被成形材料が引き続いて投入されていても、その被成形材料がホッパから溢れることのないようにする点にある。
【0015】
第4には、成形室の放出口の下方に、成形ロールを機外に放出するキッカーを装備せしめたときに、そのキッカーの作動が、成形室の閉鎖作動および、その閉鎖作動によりロールベールの成形作動を開始させる制御作動に混乱を生ぜしめないようにする点にある。
【0016】
第5には、所定の設定圧力に達して成形が終了したロールベール(成形ロール)に対し、繰出機構の作動で繰り出すネット・トワインの巻き付けにより梱包するとき、ネット・トワイン切れやその繰り出しにトラブルがあっても、未梱包の成形ロールが放出されることのないようにすることにある。
【課題を解決するための手段】
【0017】
本発明においては、第1の課題の解決のために、請求項1に記載したように、
機体1に、被成形材料を受け入れるホッパ2と、室内に具備せしめたベール成形装置41により被成形材料をロールベールに成形する成形室4とを、それらの間に間隔空間を形成して前後に並列装架し、その間隔空間の上部にトワインまたはネットを繰り出すネット繰出機構5を装架し、ホッパ2の底面の排出口20の下方から前記間隔空間の下部を経て成形室4の受入口40に渡る間には、排出口20の下方からネット繰出機構5の下方の手前位置に渡る間に配設する前コンベア3aと、その前コンベア3aの終端部と成形室4の受入口40との間に渡るよう配設する後コンベア3bと、からなる搬送コンベア3を装設し、かつ、機体1の適宜位置に、ホッパ2内のアジテータ6および搬送コンベア3およびネット繰出機構5ならびに成形室4内のベール成形装置41等の作動部の作動を制御するコントローラ7を設けたロールベーラにおいて、ホッパ2の前面側に、下端側に設けた支軸P中心に上下に傾斜回動する回動ホッパ2aを、それの回動によりホッパ2の内容量が増減するようそのホッパ2に接続させて装架するとともに、その回動ホッパ2aを傾斜回動させる作動機構21を装設し、前記搬送コンベア3には、それの前コンベア3aの終端部に、該前コンベア3aにより搬送する被成形材料の搬送量の多少を感知するコンベアセンサS1を設け、ホッパ2から供給される被成形材料が少なくなると、ホッパ2の前面側に装架した回動ホッパ2aの作動機構21を、該ロールベーラのコントローラ7に内蔵され、あらかじめ設定したタイマを介して伸縮作動させるようコントローラ7に制御せしめて、コンベアセンサS1の感知作動により回動ホッパ2aの作動機構21が伸縮作動を繰り返すようにしたことを特徴とするロールベーラの制御装置。
を提起し、また、これに併せて、請求項2に記載したような、
回動ホッパ2aの下降回動の下限位置に、回動ホッパ2aの下限位置までの回動によりオンに作動する下スイッチS2を設けて、その下スイッチS2のオン作動により、回動ホッパ2aの作動機構21を停止させるようコントローラ7により制御させるとともに、その回動ホッパ2aの作動機構21を、成形室4内のベール成形圧が設定圧力に到達したことを感知装置S4が検出することにより回動ホッパ2aを下限位置まで下降させる作動を行なうよう制御せしめ、かつ、感知装置S4が設定圧力を検出したときに、搬送コンベア3の前コンベア3aの作動を停止させるように制御せしめることを特徴とする請求項1記載のロールベーラ。
を提起し、さらに、請求項3に記載したような、
ネット繰出機構5を、成形室4内のベール成形圧が設定圧力に到達して、それを検出する感知装置S4の感知作動により繰出作動が開始し、それによるネット巻き付けの完了をネット繰出しドラムの回転数をカウントすることで検出し、その巻き付け完了の検出作動により同時に切断装置が作動してネットnを切断し、かつ、その切断装置の切断作動をネットセンサS3のスイッチにより感知せしめて、その感知作動により成形室の回動チャンバ4aが開放回動し、同時に回動チャンバ4a下方のキッカーKが下降回動して梱包し終えたロールベールRを後方に放出し、そのキッカーKの回動復帰の動きをキッカースイッチS5に感知せしめ、その感知作動により回動チャンバ4aの閉鎖位置への復帰回動が行われるよう制御せしめたことを特徴とする請求項1記載のロールベーラの制御装置。
を提起し、さらにまた、請求項4に記載したような、
ネット繰出機構5に、それの作動により繰出され成形ロールベールに巻き付くネットnを感知してスイッチをオンに作動させるネットセンサS3を設け、コントローラ7には、ネット繰出機構5の作動の開始により始動してネットセンサS3のスイッチがオンになるまでの時間をカウントするタイマーと、そのタイマーにより検出する時間が数秒に設定する設定時間内にネットセンサS3のスイッチのオン作動が無いときに異常と判断する判定回路とを設けて、その判定回路による異常判断により以降の自動制御による作動を停止させるよう制御せしめることを特徴とする請求項1記載のロールベーラの制御装置。
を提起し、さらにまた、請求項5に記載したような、
ネット繰出機構5に、それの作動により繰出されるネットnを感知してスイッチをオンに作動させるネットセンサS3を設け、コントローラ7には、ネットセンサS3のスイッチがオンになることで始動しそのスイッチがオフになることでカウントを終了するタイマーと、かつ、そのタイマーがカウントする時間と対比する設定時間を設定してその設定時間よりもタイマーでカウントする時間が短いときに異常と判断する判定回路とを設けて、その判定回路による異常判断により成形室4の回動チャンバ4aが開放回動する次行程の作動を停止させるよう制御せしめることを特徴とする請求項1記載のロールベーラの制御装置。
を提起するものである。
【発明の効果】
【0018】
本発明手段は、ホッパ2内に投入した被成形材料を、ホッパ2底部の排出口20から排出させて搬送コンベア3により成形室4の受入口40に送り込むときに、ホッパ2の前面側に接続して設けてある回動ホッパ2aが前コンベア3aの終端部に設けたコンベアセンサS1の制御作動により、搬送量に応じて上下の傾斜回動を繰り返すことから、成形室4に対して送り込む被成形材料を、成形室4内のロールベールRの成形圧が設定圧力に達するまで、継続して定量的に送給していけるようになり、ロールベールRを整然とした形状に成形でき、成形および梱包の完了の検出が適確に行えるようになって、成形・梱包・放出の一連の作業の自動化を容易にする。
【0019】
また、ホッパ2の回動ホッパ2aを傾斜回動させる作動機構21を、成形室4内のロールベールRの成形圧が設定圧に達したときに、回動ホッパ2aを下限位置まで下降させるよう制御し、かつ、そのとき、前コンベア3aの作動を停止させるようにしたときは、ロールベールRの梱包作業中に、引き続き収穫機で刈り取られている被成形材料をホッパ2に投入するのが、余裕をもって、行えるようになり、収穫作業を停止させることなく、投入する被成形材料のホッパ2からの溢出を防止できるようになる。
【0020】
また、成形して梱包し終えたロールベールRをキッカーKにより機体1の後方に放出させるとき、開放回動した回動チャンバ4aの復帰回動を、キッカーKの復帰回動により作動するよう制御したときは、成形・梱包・放出のロールベール成形の全行程を終えて次のロールベールの成形・梱包作業に戻す動作に混乱を生ぜしめないようになる。
【0021】
また、ネット繰出機構5から繰出すネットnによる巻き付け梱包の際、ネット巻きのトラブルを、ネットセンサS3およびコントローラ7に内蔵せしめておくタイマーにより、ネット繰出しの異常および巻き付け異常を感知せしめ、それ以後の動作を停止させるよう制御したときは、未梱包のロールベールの放出の防止が効果的に行えるようになる。
【発明を実施するための最良の形態】
【0022】
本発明手段によるロールベーラは、被牽引型に構成して、牽引車であるトラクタに連結牽引させ、牽引車の動力を入力軸により入力して各作動部を作動させ、その作動部の作動を機体の適宜位置に設けるコントローラにより制御させる形態として実施し得るが、牽引する牽引車に、ハーベスタを連結装着しておいて、このハーベスタの作動の制御を併せて行なうように実施でき、さらに、ロールベールの成形・梱包の全行程を自動制御する態様としても実施できる。
【実施例1】
【0023】
次に実施の1例を図面に従い説明する。
図4は本発明手段を実施せるロールベーラAの平面図、図5は同上の側面図、図6は、同上のロールベーラAを牽引車に連結牽引させた作業状態時の一部破断した全体の側面図、図7は同上ロールベーラAの回動ホッパ2aを傾斜回動させてホッパ2の内容積を拡張した状態の一部破断した全体の側面図、図8は同上ロールベーラAの成形室4の回動チャンバ4aを開放回動させて成形・梱包したロールベールRの放出作動を行っている状態の一部破断した全体の側面図、図9は同上ロールベーラAの各作動部を制御するよう装備せしめたコントローラ7の平面図である。
【0024】
これら図において、Aはロールベーラ、1はそのロールベーラAの機体、2はその機体1の前端側に寄る部位に装架したホッパ、3は前記機体1の後端部に装架した成形室、5はホッパ2と成形室4との間に形成された間隔空間の上部側に配位して機体1に装架せるネット繰出機構、3は前記ホッパ2の底面に設けた排出口20から排出される被成形材料を、前記間隔空間の下部を経て成形室4の受入口40に送り込む搬送コンベアを示す。
【0025】
この例のロールベーラAは牽引車に牽引・連結させて走行する被牽引型に作られたもので、機体1の後端側には走行輪10が軸支され、前端側には連結桿11が設けてあって、その連結桿11を牽引車Tの車体の後面に設けてある連結ヒッチに対し連結させることで牽引車Tにより牽引されて走行するようにしてある。
【0026】
また、機体1の前端側には、入力軸12が装架してあり、それをユニバーサルジョイント軸13を介し牽引車Tの後面に装設してあるPTO軸に接続することで、牽引車T側の動力により、前記入力軸12を介して機体1に装架せる搬送コンベア3等の各作動部の駆動が行われるようにしてある。
【0027】
機体1の前端側に寄せた部位に装架せるホッパ2は、それの内部に、前述の入力軸12から伝導機構を経て伝導される回転動力により駆動されるアジテータ6が軸支してあり、また、該ホッパ2の前面側には、基端側に設けた支点軸P中心に前方下方に向け傾斜回動する回動ホッパ2aが、それの傾斜回動によりホッパ2内部の容積を拡縮させるよう接続状態に設けてある。
【0028】
該回動ホッパ2aの傾斜回動は、それと機体1との間に装設せる伸縮作動する油圧シリンダよりなる作動機構21の作動により行われる。
【0029】
ホッパ2の底部に設けた排出口20の下方から成形室4の受入口40の間に渡るよう設ける搬送コンベア3は、排出口20の下方からネット繰出機構5の下方の手前の位置に渡る間に配設する前コンベア3aと、その前コンベア3aの搬送方向の終端部と成形室4の受入口40との間に渡るよう配設する後コンベア3bとに分けてあり、その後コンベア3bの終端部をそれの搬送面が後方に向け下降傾斜する傾斜面となるよう構成して、かつ、これら前コンベア3aおよび後コンベア3bは、それらが各別に駆動されて作動するよう装設せるコントローラ7により制御されている。
【0030】
このコントローラ7は、この例においては、ロールベーラAに連結して牽引する牽引車Tの車体の操縦席に設けてあり、牽引車Tに搭乗するオペレータにより操作し得るようにしてある。そして、前述の、搬送コンベア3・回動ホッパ2aの作動機構21・ネット繰出機構5・成形室4内のベール成形装置41・成形室4の回動チャンバ4aを開閉回動させるチャンバ油圧シリンダ42等の各作動部は、このコントローラ7に内蔵する制御回路により所定の作動を行うよう制御されている。
【0031】
しかして、前記前コンベア3aの搬送方向の終端側には、該前コンベア3aがホッパ2の排出口20から排出される被成形材料を受けとめて搬送していくときの、その被成形材料の搬送量を感知して検出するコンベアセンサS1が設けられ、そのコンベアセンサS1で検出される前コンベア3aによる被成形材料の搬送量により、前述の回動ホッパ2aに連繋させて設けた油圧シリンダ等の作動機構21の伸縮作動を制御させるようにしてある。
【0032】
即ち、ホッパ2内の被成形材料の量が減じてきて、ホッパ2内のアジテータ6に対して接触する被成形材料の量が減少してくることで、排出口20からの被成形材料の排出量が減少し、それにより前コンベア3aによる搬送量が少なくなってきたときには、それを感知するコンベアセンサS1の作動により該ロールベーラAのコントローラ7に内蔵し、あらかじめ設定したタイマを介して作動機構21が伸長して回動ホッパ2aを起立側に回動させ、ホッパ2内の被成形材料をアジテータ6の回りに集めて排出量を増大させ、それにより搬送量が多くなると作動機構21が縮小して回動ホッパ2aを倒伏側に回動させ、この繰り返しにより搬送量を均一化するようにしている。
【0033】
また、この回動ホッパ2aを作動させる作動機構21は、ホッパ2の排出口20から排出されて搬送コンベア3により成形室4に供給される被成形材料が、ロールベール1個分の量に達し、それにより成形室4内で成形されるロールベールRの成形圧が、設定圧に達して、それを感知するよう機体1に設けられている感知装置S4が作動し、それにより、搬送コンベア3の前コンベア3aの駆動を止め、被成形材料の供給を停止させる制御作動が行われたときに、同時に、コントローラ7に設けられている信号回路が作動して回動ホッパ2aを下降回動させる信号を出力することで、回動ホッパ2aを最下限の位置まで、下降回動するよう作動機構21を収縮作動させ、それにより回動ホッパ2aが機体1に設けておくホッパ下スイッチS2がオンとなる最下降位置まで下降したところで、作動機構21の収縮作動を停止させて、回動ホッパ2aを最下降位置に停止させるように自動制御させてある。
【0034】
そして、これにより、搬送コンベア3の搬送作動を停止させて、成形室4内のロールベールRの梱包作業を行っているときには、ホッパ2の容量を最大に拡大させて、ホッパ2への被成形材料の投入により生ずるホッパ2からの被成形材料の溢出を防止し得るようにしている。
【0035】
ホッパ2と成形室4との間に形成せる間隔空間の上部に装設せるネット繰出機構5は、図5にあるように、ネットnの巻束50と、その巻束50からネットnを繰り出す繰出ロール51と、それから繰り出されるネットnをガイドするネットガイド52と、繰出ロール51を駆動ローラ53に接触させて回転させる電動シリンダ54とからなる通常のものであり、それの作動は、前述の成形室4内におけるロールベールRの成形圧が所定の設定圧に達し、それを感知装置S4が感知作動を行ったときに、前記電動シリンダ54が作動して繰出ロール51を駆動回転させてネットnの繰出しを開始するようにしてある。そして、これにより、繰り出されるネットnが、引き続いて搬送作動を行っている後コンベア3bにより成形室4の受入口40に供給されて、成形室4内において回転しているロールベールRの周面に巻き付いて、そのロールベールRを梱包していき、これにより、梱包が完了したところで、繰出ロール51の作動が停止してネットnの繰出しをストップさせ、同時に切断装置(図示省略)の作動で繰り出したネットnを切断するようにしてある。
【0036】
このネット繰出機構5から繰り出されるネットnにより、成形室4内で成形し終えたロールベールRを巻き付け梱包するときの、その巻き付け梱包が完了したことの検出手段は、この例においては、ネット繰出機構5に、それのネットnを繰り出すドラムの回転数をカウントするカウンタを設けて、それに、ネットnの繰出量に比例して回転するドラムの回転数をカウントさせ、そのカウントする回転数が、所望に設定しておく設定回転数に達したときに、巻き付け梱包が完了したものとし、このカウンタの、設定した回転数の計測をもって梱包完了の検出手段としている。
【0037】
そして、このネットの巻き付け梱包が完了すると、その完了作動により、ネット繰出機構5の切断装置が作動して、ネットnを繰出途上において切断する。この切断を、機体1にネット繰出機構5から繰り出されるネットnを感知するよう設けておくネットセンサS3が、ネットnから離れることでネットnが無いと感知する作動により、感知させ、その感知作動で成形室4の回動チャンバ4aを開閉作動させるチャンバ油圧シリンダ42が作動して回動チャンバ4aを開放回動して梱包し終えたロールベールRを排出し、それを回動チャンバ4aの下方に設けておくキッカーKが受け止めて機体1後方に放出する作動を行い、ついで回動チャンバ4aが閉鎖回動し、これにより、ホッパ2内に投入した被成形材料を搬送コンベア3で成形室4に送り込んでロールベールに成形する作業およびその成形したロールベールRをネット繰出機構5から繰り出すネットnにより梱包する作業、ならびに成形室4の回動チャンバ4aを開放して梱包を終えたロールベールRを放出する作業等の一連の作業を終えて、新たなロールの成形・梱包を開始する状態に戻るようコントローラ7に内蔵した制御回路により制御されている。
【0038】
しかして、ネット繰出機構5には、前述した如く、それから繰り出されるネットnを感知するネットセンサS3を設けるが、このネットセンサS3は、センサ部がネットnに接触してネットnを感知することでオンに作動し、ネットnから離れることでオフとなるセンサスイッチに構成してあり、かつ、コントローラ7には、このネットセンサS3のスイッチがオンとなった時に始動するタイマーを内蔵させて、このタイマーにより、センサスイッチがオンとなってからオフになるまでの時間を計測させ、かつ、このタイマーによりカウントするセンサスイッチがオンになっている時間と対比する設定時間を設定してその設定時間よりタイマーによりカウントする時間が短いときに異常と判定する判定回路をコントローラ7に内蔵させておいて、タイマーがカウントするネットセンサS3のスイッチのオンになっている時間が設定時間(この例では6秒に設定)より短いときにはネットの巻き付きに異常があったと判断し、以後の作動部の動作を停止させるように制御している。
【0039】
また、コントローラ7には、前述のネットセンサS3のスイッチがオンになっている時間をカウントするタイマーの他に、成形室4内のロールベールRの成形圧が設定圧に達して感知装置が感知作動を行なうことでネット繰出機構5が作動したときに始動してネットセンサS3のスイッチがオンになるまでの時間をカウントするタイマーを内蔵せしめ、かつ、このタイマーによりカウントする時間と対比する設定時間を設定して、その設定時間(この例においては2秒)内にネットセンサS3のスイッチがオンにならないときに異常と判断する判定回路をコントローラに内蔵せしめてあって、これにより、成形室4内のロール成形圧が所定の設定圧に達して感圧装置が作動しネット繰出機構5が作動を開始しても、ネットセンサS3のスイッチが設定時間内にオンとならないときには、ネットの繰り出しに異常があると判断して、それ以後の各作動部の動作を停止させるように制御せしめている。
【0040】
また、機体1には、上述のコントローラ7内蔵の判定回路により異常が判断されたときに、点灯してネット異常を知らせるネット異常ランプLおよび、鳴動するブザーBが設けてあり、これにより、オペレータに異常を知らせ、未梱包ベールが放出されるのを防止するようにしてある。
【0041】
成形室4内での成形したロールベールRの梱包が完了すると、それを感知することで、チャンバ油圧シリンダ42が伸長作動して成形室4の回動チャンバ4aを開放回動させ、梱包したロールベールRを放出する。
【0042】
このときの梱包完了を感知する作動は、この例においては、前述のネット繰出機構5の切断装置が作動してネットnを切断し、それによりネットセンサS3がネットnから離れてネットセンサS3のスイッチがオフとなったときの作動で行われるようにしてある。
【0043】
この梱包完了の感知作動によりチャンバ油圧シリンダ42が始動して伸長作動を開始し、回動チャンバ4aを開放回動させて成形室4を開放し、梱包し終えたロールベールRを放出するが、そのロールベールRは、回動チャンバ4aの下方に配位して機体1に装架してあるキッカーKの上に載り、そこで支承されて、このキッカーKが後方に向け下降傾斜するよう下降回動する作動により機体1の後方に転動して放出されるようになっている。
【0044】
梱包し終えたロールベールRを回動チャンバ4aの開放回動で放出した成形室4は、放出を終えたところでチャンバ油圧シリンダ42が収縮作動を行なうことで回動チャンバ4aを閉鎖回動させて成形室4を旧の状態に復帰させるが、この回動チャンバ4aの閉鎖回動の作動は、前述の下降回動したキッカーKが復帰回動を終えて、キッカースイッチS5がオンに作動する動作により行われるように制御してある。
【0045】
即ち、梱包が完了したことの感知作動が、ネットセンサS3により行われて、それにより、チャンバ油圧シリンダ42が伸長作動を開始し、回動チャンバ4aを開放回動させると、その回動がエンドに達したところでキッカーKが下降回動の動作を開始し、それにより、梱包し終えたロールベールRを機体1の後方へ放出する作動を行って復帰回動するときに、その復帰回動によりキッカースイッチS5がオンとなる作動で、回動チャンバ4aの閉鎖回動が行われるようにコントローラ7により制御してあり、これにより、ホッパ2内の被成形材料を搬送コンベア3により成形室4に送給してロールベールRに成形し、それをネット繰出機構5の作動で繰り出すネットnにより梱包し、その梱包したロールベールRを回動チャンバ4aの開放回動で成形室4から排出し、キッカーKにより機体1の後方に放出する一連の作業動作が行われるように制御してある。そして、この一連の動作を終えると、被成形材料をホッパ2に受け入れて再び上述の一連の動作を行なう最初の状態に戻り、この一連の動作が繰り返して自動的に行われる制御システムを構成するようにしている。
【0046】
図10は、上述の一連の動作が自動制御で行われるようにした制御システムの、制御作動を行程順に表示するフローシートである。一連の動作の自動制御は、このフローシートに示している行程順で行われる。
【図面の簡単な説明】
【0047】
【図1】ロールベーラの一部破断した側面図である。
【図2】同上ロールベーラの牽引車に連結牽引させた状態における全体の一部破断した側面図である。
【図3】同上ロールベーラの同上状態時の全体の平面図である。
【図4】本発明を実施せる被牽引型としたロールベールの平面図である。
【図5】同上ロールベーラの一部破断した側面図である。
【図6】同上ロールベーラの牽引車に連結牽引させた状態における全体の一部破断した側面図である。
【図7】同上ロールベーラの、回動ホッパを下降回動させた状態における全体の一部破断した側面図である。
【図8】同上ロールベーラの、同上状態において、成形室の回動チャンバを開放回動させた状態の一部破断した側面図である。
【図9】同上ロールベーラの、牽引車の操縦席に設置せるコントローラの平面図である。
【図10】同上ロールベーラの一連の作動の制御を、自動制御システムで行なうようにした場合のフローシートである。
【符号の説明】
【0048】
A…ロールベーラ、B…ブザー、H…ハーベスタ、K…キッカー、L…ネット異常ランプ、P…支軸、R…ロールベール、S1…コンベアセンサ、S2…下スイッチ、S3…ネットセンサ、S4…感知装置、S5…キッカースイッチ、T…牽引車、h…放出シュート、n…ネット、1…機体、10…走行輪、11…連結桿、12…入力軸、13…ユニバーサルジョイント軸、2…ホッパ、2a…回動ホッパ、20…排出口、21…作動機構、3…搬送コンベア、3a…前コンベア、3b…後コンベア、4…成形室、4a…回動チャンバ、40…受入口、41…ベール成形装置、42…チャンバ油圧シリンダ、5…ネット繰出機構、50…巻束、51…繰出ロール、52…ネットガイド、53…駆動ローラ、54…電動シリンダ、6…アジテータ、7…コントローラ。
【特許請求の範囲】
【請求項1】
機体1に、被成形材料を受け入れるホッパ2と、室内に具備せしめたベール成形装置41により被成形材料をロールベールに成形する成形室4とを、それらの間に間隔空間を形成して前後に並列装架し、その間隔空間の上部にトワインまたはネットを繰り出すネット繰出機構5を装架し、ホッパ2の底面の排出口20の下方から前記間隔空間の下部を経て成形室4の受入口40に渡る間には、排出口20の下方からネット繰出機構5の下方の手前位置に渡る間に配設する前コンベア3aと、その前コンベア3aの終端部と成形室4の受入口40との間に渡るよう配設する後コンベア3bと、からなる搬送コンベア3を装設し、かつ、機体1の適宜位置に、ホッパ2内のアジテータ6および搬送コンベア3およびネット繰出機構5ならびに成形室4内のベール成形装置41等の作動部の作動を制御するコントローラ7を設けたロールベーラにおいて、ホッパ2の前面側に、下端側に設けた支軸P中心に上下に傾斜回動する回動ホッパ2aを、それの回動によりホッパ2の内容量が増減するようそのホッパ2に接続させて装架するとともに、その回動ホッパ2aを傾斜回動させる作動機構21を装設し、前記搬送コンベア3には、それの前コンベア3aの終端部に、該前コンベア3aにより搬送する被成形材料の搬送量の多少を感知するコンベアセンサS1を設け、ホッパ2から供給される被成形材料が少なくなると、ホッパ2の前面側に装架した回動ホッパ2aの作動機構21を、該ロールベーラのコントローラ7に内蔵され、あらかじめ設定したタイマを介して伸縮作動させるようコントローラ7に制御せしめて、コンベアセンサS1の感知作動により回動ホッパ2aの作動機構21が伸縮作動を繰り返すようにしたことを特徴とするロールベーラの制御装置。
【請求項2】
回動ホッパ2aの下降回動の下限位置に、回動ホッパ2aの下限位置までの回動によりオンに作動する下スイッチS2を設けて、その下スイッチS2のオン作動により、回動ホッパ2aの作動機構21を停止させるようコントローラ7により制御させるとともに、その回動ホッパ2aの作動機構21を、成形室4内のベール成形圧が設定圧力に到達したことを感知装置S4が検出することにより回動ホッパ2aを下限位置まで下降させる作動を行なうよう制御せしめ、かつ、感知装置S4が設定圧力を検出したときに、搬送コンベア3の前コンベア3aの作動を停止させるように制御せしめることを特徴とする請求項1記載のロールベーラ。
【請求項3】
ネット繰出機構5を、成形室4内のベール成形圧が設定圧力に到達して、それを検出する感知装置S4の感知作動により繰出作動が開始し、それによるネット巻き付けの完了をネット繰出しドラムの回転数をカウントすることで検出し、その巻き付け完了の検出作動により同時に切断装置が作動してネットnを切断し、かつ、その切断装置の切断作動をネットセンサS3のスイッチにより感知せしめて、その感知作動により成形室の回動チャンバ4aが開放回動し、同時に回動チャンバ4a下方のキッカーKが下降回動して梱包し終えたロールベールRを後方に放出し、そのキッカーKの回動復帰の動きをキッカースイッチS5に感知せしめ、その感知作動により回動チャンバ4aの閉鎖位置への復帰回動が行われるよう制御せしめたことを特徴とする請求項1記載のロールベーラの制御装置。
【請求項4】
ネット繰出機構5に、それの作動により繰出され成形ロールベールに巻き付くネットnを感知してスイッチをオンに作動させるネットセンサS3を設け、コントローラ7には、ネット繰出機構5の作動の開始により始動してネットセンサS3のスイッチがオンになるまでの時間をカウントするタイマーと、そのタイマーにより検出する時間が数秒に設定する設定時間内にネットセンサS3のスイッチのオン作動が無いときに異常と判断する判定回路とを設けて、その判定回路による異常判断により以降の自動制御による作動を停止させるよう制御せしめることを特徴とする請求項1記載のロールベーラの制御装置。
【請求項5】
ネット繰出機構5に、それの作動により繰出されるネットnを感知してスイッチをオンに作動させるネットセンサS3を設け、コントローラ7には、ネットセンサS3のスイッチがオンになることで始動しそのスイッチがオフになることでカウントを終了するタイマーと、かつ、そのタイマーがカウントする時間と対比する設定時間を設定してその設定時間よりもタイマーでカウントする時間が短いときに異常と判断する判定回路とを設けて、その判定回路による異常判断により成形室4の回動チャンバ4aが開放回動する次行程の作動を停止させるよう制御せしめることを特徴とする請求項1記載のロールベーラの制御装置。
【請求項1】
機体1に、被成形材料を受け入れるホッパ2と、室内に具備せしめたベール成形装置41により被成形材料をロールベールに成形する成形室4とを、それらの間に間隔空間を形成して前後に並列装架し、その間隔空間の上部にトワインまたはネットを繰り出すネット繰出機構5を装架し、ホッパ2の底面の排出口20の下方から前記間隔空間の下部を経て成形室4の受入口40に渡る間には、排出口20の下方からネット繰出機構5の下方の手前位置に渡る間に配設する前コンベア3aと、その前コンベア3aの終端部と成形室4の受入口40との間に渡るよう配設する後コンベア3bと、からなる搬送コンベア3を装設し、かつ、機体1の適宜位置に、ホッパ2内のアジテータ6および搬送コンベア3およびネット繰出機構5ならびに成形室4内のベール成形装置41等の作動部の作動を制御するコントローラ7を設けたロールベーラにおいて、ホッパ2の前面側に、下端側に設けた支軸P中心に上下に傾斜回動する回動ホッパ2aを、それの回動によりホッパ2の内容量が増減するようそのホッパ2に接続させて装架するとともに、その回動ホッパ2aを傾斜回動させる作動機構21を装設し、前記搬送コンベア3には、それの前コンベア3aの終端部に、該前コンベア3aにより搬送する被成形材料の搬送量の多少を感知するコンベアセンサS1を設け、ホッパ2から供給される被成形材料が少なくなると、ホッパ2の前面側に装架した回動ホッパ2aの作動機構21を、該ロールベーラのコントローラ7に内蔵され、あらかじめ設定したタイマを介して伸縮作動させるようコントローラ7に制御せしめて、コンベアセンサS1の感知作動により回動ホッパ2aの作動機構21が伸縮作動を繰り返すようにしたことを特徴とするロールベーラの制御装置。
【請求項2】
回動ホッパ2aの下降回動の下限位置に、回動ホッパ2aの下限位置までの回動によりオンに作動する下スイッチS2を設けて、その下スイッチS2のオン作動により、回動ホッパ2aの作動機構21を停止させるようコントローラ7により制御させるとともに、その回動ホッパ2aの作動機構21を、成形室4内のベール成形圧が設定圧力に到達したことを感知装置S4が検出することにより回動ホッパ2aを下限位置まで下降させる作動を行なうよう制御せしめ、かつ、感知装置S4が設定圧力を検出したときに、搬送コンベア3の前コンベア3aの作動を停止させるように制御せしめることを特徴とする請求項1記載のロールベーラ。
【請求項3】
ネット繰出機構5を、成形室4内のベール成形圧が設定圧力に到達して、それを検出する感知装置S4の感知作動により繰出作動が開始し、それによるネット巻き付けの完了をネット繰出しドラムの回転数をカウントすることで検出し、その巻き付け完了の検出作動により同時に切断装置が作動してネットnを切断し、かつ、その切断装置の切断作動をネットセンサS3のスイッチにより感知せしめて、その感知作動により成形室の回動チャンバ4aが開放回動し、同時に回動チャンバ4a下方のキッカーKが下降回動して梱包し終えたロールベールRを後方に放出し、そのキッカーKの回動復帰の動きをキッカースイッチS5に感知せしめ、その感知作動により回動チャンバ4aの閉鎖位置への復帰回動が行われるよう制御せしめたことを特徴とする請求項1記載のロールベーラの制御装置。
【請求項4】
ネット繰出機構5に、それの作動により繰出され成形ロールベールに巻き付くネットnを感知してスイッチをオンに作動させるネットセンサS3を設け、コントローラ7には、ネット繰出機構5の作動の開始により始動してネットセンサS3のスイッチがオンになるまでの時間をカウントするタイマーと、そのタイマーにより検出する時間が数秒に設定する設定時間内にネットセンサS3のスイッチのオン作動が無いときに異常と判断する判定回路とを設けて、その判定回路による異常判断により以降の自動制御による作動を停止させるよう制御せしめることを特徴とする請求項1記載のロールベーラの制御装置。
【請求項5】
ネット繰出機構5に、それの作動により繰出されるネットnを感知してスイッチをオンに作動させるネットセンサS3を設け、コントローラ7には、ネットセンサS3のスイッチがオンになることで始動しそのスイッチがオフになることでカウントを終了するタイマーと、かつ、そのタイマーがカウントする時間と対比する設定時間を設定してその設定時間よりもタイマーでカウントする時間が短いときに異常と判断する判定回路とを設けて、その判定回路による異常判断により成形室4の回動チャンバ4aが開放回動する次行程の作動を停止させるよう制御せしめることを特徴とする請求項1記載のロールベーラの制御装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2006−14657(P2006−14657A)
【公開日】平成18年1月19日(2006.1.19)
【国際特許分類】
【出願番号】特願2004−195598(P2004−195598)
【出願日】平成16年7月1日(2004.7.1)
【出願人】(000132909)株式会社タカキタ (34)
【出願人】(501203344)独立行政法人農業・生物系特定産業技術研究機構 (827)
【公開日】平成18年1月19日(2006.1.19)
【国際特許分類】
【出願日】平成16年7月1日(2004.7.1)
【出願人】(000132909)株式会社タカキタ (34)
【出願人】(501203344)独立行政法人農業・生物系特定産業技術研究機構 (827)
[ Back to top ]